

Genesis
60/90
ISTRUZIONI PER L’USO
INSTRUCTION MANUAL
BETRIEBSANWEISUNG
MANUEL D’INSTRUCTIONS
INSTRUCCIONES DE USO
MANUAL DE INSTRUÇÕES
GEBRUIKSAANWIJZING
BRUKSANVISNING
BRUGERVEJLEDNING
BRUKSANVISNING
KÄYTTÖOHJEET

ITALIANO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .3
ENGLISH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .13
DEUTSCH . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .23
FRANÇAIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .33
ESPAÑOL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .43
PORTUGUÊS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .53
NEDERLANDS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .63
SVENSKA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .73
DANSK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .83
NORSK . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .93
SUOMI . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .103
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .113
Targa dati, Nominal data, Leistungschilder, Plaque données, Placa de características, Placa de dados,
Technische gegevens, Märkplåt, Dataskilt, Identifikasjonsplate, Arvokilpi,
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 123
Significato targa dati del generatore, Meaning of power source data plate, Bedeutung der Angaben auf
dem Leistungsschild des Generators, Signification des données sur la plaque du générateur, Significado
da chapa de dados do gerador, Significado da chapa de dados do gerador, Betekenis gegevensplaatje van
de generator, Innebörden av uppgifterna på Generatorns märkplåt, Betydning af dataskiltet for
Strømkilden, Betydning av informasjonsteksten på Generatorns skilt, Generaattorin arvokilven tiedot,
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .124
Schema, Diagram, Schaltplan, Schéma, Esquema, Diagrama, Schema, kopplingsschema, Oversigt,
Skjema, Kytkentäkaavio, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .125-128
Lista ricambi, Spare parts list, Ersatzteilverzeichnis, Liste des pièces détachées, Lista de repuestos, Lista
de peças de reposição, Reserveonderdelenlijst, Reservdelslista, Liste med reservedele, Liste over reser-
vedeler, Varaosaluettelo, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .130-133
Legenda simboli, Key to Sumbols, Legende der Symbole, Légende des symboles, Legenda dos símbolos,
Legenda dos símbolos, Legenda van de symbolen, Teckenförklaring, Symbolforklaring,
Symbolbeskrivelse, Merkkien selitykset, . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .134
ITALIANO
MANUALE USO E MANUTENZIONE
Questo manuale è parte integrante della unità o macchina e deve accompagnarla in ogni suo spostamento o rivendita.
È cura dell’utilizzatore mantenerlo integro ed in buone condizioni. La SELCO s.r.l. si riserva il diritto di apportare modifiche in qualsiasi momento e senza alcun preavviso.
I diritti di traduzione, di riproduzione e di adattamento, totale o parziale e con qualsiasi mezzo (compresi le copie fotostatiche, i
film ed i microfilm) sono riservati e vietati senza l’autorizzazione scritta della SELCO s.r.l.
Edizione ‘02
DICHIARAZIONE DI CONFORMITA’ CE
La ditta
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
dichiara che l'apparecchio tipo
GENESIS 60
GENESIS 90
è conforme alle direttive: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
e che sono state applicate le norme: EN 60974-10
EN 60974-1
Ogni intervento o modifica non autorizzati dalla SELCO s.r.l. faranno decadere la validità di questa dichiarazione.
Onara di Tombolo (PADOVA) Rappresentante legale
..................................
Lino Frasson
INDICE
3
1.0 SICUREZZA . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .4
1.1 Protezione personale e di terzi . . . . . . . . . . . . . . . . . . .4
1.2 Prevenzione incendio/scoppio . . . . . . . . . . . . . . . . . . . .4
1.3 Protezione da fumi e gas . . . . . . . . . . . . . . . . . . . . . . . .4
1.4 Posizionamento generatore . . . . . . . . . . . . . . . . . . . . . .4
1.5 Installazione apparecchiatura . . . . . . . . . . . . . . . . . . . . .4
1.6 Precauzioni contro i rischi connessi
con l’utilizzo dell’aria compressa . . . . . . . . . . . . . . . . . . . . .4
2.0 COMPATIBILITA’ ELETTROMAGNETICA (EMC) . . . . . . . . . . .5
2.1 Installazione, uso e valutazione dell’area . . . . . . . . . . . .5
2.2 Metodi di riduzione delle emissioni . . . . . . . . . . . . . . . .5
3.0 ANALISI DI RISCHIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . .5
4.0 PRESENTAZIONE DELLA SALDATRICE . . . . . . . . . . . . . . . .6
4.1 Pannello comandi frontale . . . . . . . . . . . . . . . . . . . . . .6
4.2 Pannello comandi posteriore . . . . . . . . . . . . . . . . . . . . .7
4.3 Caratteristiche tecniche . . . . . . . . . . . . . . . . . . . . . . . . .7
5.0 TRASPORTO-SCARICO . . . . . . . . . . . . . . . . . . . . . . . . . . .7
6.0 INSTALLAZIONE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .7
6.1 Allacciamento elettrico alla rete . . . . . . . . . . . . . . . . . . .7
6.2 Collegamento attrezzature . . . . . . . . . . . . . . . . . . . . . .8
7.0 MESSA IN SERVIZIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
8.0 PROBLEMI - CAUSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .8
8.1 Possibili difetti di taglio . . . . . . . . . . . . . . . . . . . . . . . . .8
8.2 Possibili incovenienti elettrici . . . . . . . . . . . . . . . . . . . . .9
9.0 MANUTENZIONE ORDINARIA NECESSARIA . . . . . . . . . . .9
10.0 INFORMAZIONI GENERALI SUL TAGLIO AL PLASMA . . .9
10.1 Processo di taglio al plasma . . . . . . . . . . . . . . . . . . . . .9
11.0 CARATTERISTICHE DI TAGLIO . . . . . . . . . . . . . . . . . . . .9
GENESIS 60
Acciaio al carbonio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Acciaio inox . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
Alluminio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .10
GENESIS 90
Acciaio al carbonio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Acciaio inox . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
Alluminio . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .11
SIMBOLOGIA
Pericoli imminenti che causano gravi lesioni e
comportamenti rischiosi che potrebbero causare gravi lesioni.
Comportamenti che potrebbero causare lesioni
non gravi o danni alle cose.
Le note precedute da questo simbolo sono di
carattere tecnico e facilitano le operazioni.
1.0 SICUREZZA
Prima di iniziare qualsiasi operazione siate sicuri di aver ben letto e compreso
questo manuale.
Non apportate modifiche e non eseguite manutenzioni non descritte. Per ogni
dubbio o problema circa l’ utilizzo della macchina, anche se qui non descritto, consultare personale qualificato .
Il produttore non si fa carico di danni a persone o cose, occorsi per incuria
nella lettura o nella messa in pratica di quanto scritto in questo manuale.
1.1 Protezione personale e di terzi
Il processo di saldatura (taglio) è fonte nociva di radiazioni, rumore, calore ed
esalazioni gassose. I portatori di apparecchiature elettroniche vitali (pace-maker)
dovrebbero consultare il medico prima di avvicinarsi alle operazioni di saldatura ad arco o di taglio al plasma. In caso di evento dannoso, in assenza di quanto sopra, il costruttore non risponderà dei danni patiti.
Protezione personale:
- Non utilizzare lenti a contatto!!!
- Provvedere ad un’attrezzatura di pronto soccorso.
- Non sottovalutare scottature o ferite.
- Indossare indumenti di protezione per proteggere la pelle dai raggi dell’arco e dalle scintille o dal metallo incandescente, ed un casco oppure un berretto da saldatore.
- Utilizzare maschere con protezioni laterali per il viso e filtro di protezione
idoneo (almeno NR10 o maggiore) per gli occhi.
- Utilizzare cuffie antirumore se il processo di saldatura (taglio) diviene fonte
di rumorosità pericolosa.
Indossare sempre occhiali di sicurezza con schermi laterali specialmente
nell’operazione manuale o meccanica di rimozione delle scorie di saldatura (taglio).
Interrompere immediatamente le operazioni di saldatura (taglio) se si avverte la sensazione di scossa elettrica.
Protezione di terzi:
- Sistemare una parete divisoria ignifuga per proteggere la zona di saldatura
(taglio) da raggi, scintille e scorie incandescenti.
- Avvertire le eventuali terze persone di non fissare con lo sguardo la saldatura (taglio) e di proteggersi dai raggi dell’arco o del metallo incandescente.
- Se il livello di rumorosità supera i limiti di legge, delimitare la zona di lavoro ed accertarsi che le persone che vi accedono siano protette con cuffie o
auricolari.
1.2 Prevenzione incendio/scoppio
Il processo di saldatura (taglio) può essere causa di incendio e/o scoppio.
- Le bombole di gas compresso sono pericolose; consultare il fornitore prima
di manipolarle.
Sistemarle al riparo da:
- esposizione diretta a raggi solari;
- fiamme;
- sbalzi di temperatura;
- temperature molto rigide.
Vincolarle con mezzi idonei a pareti od altro per evitarne la caduta.
- Sgomberare dalla zona di lavoro e circostante i materiali o gli oggetti infiammabili o combustibili.
- Predisporre nelle vicinanze della zona di lavoro un’ attrezzatura o un dispositivo antincendio.
- Non eseguire operazioni di saldatura o taglio su recipienti o tubi chiusi.
- Nel caso si siano aperti, svuotati e puliti accuratamente i recipienti o tubi in
questione, l’operazione di saldatura (taglio) dovrà essere fatta comunque
con molta cautela.
- Non saldare (tagliare) in atmosfera contenente polveri, gas o vapori esplosivi.
- Non eseguire saldature (tagli) sopra o in prossimità di recipienti in pressione.
- Non utilizzare tale apparecchiatura per scongelare tubi.
1.3 Protezione da fumi e gas
Fumi, gas e polveri prodotti dal processo di saldatura (tagli) possono risultare
dannosi alla salute.
- Non usare ossigeno per la ventilazione.
- Prevedere una ventilazione adeguata, naturale o forzata, nella zona di lavoro.
- Nel caso di saldature (tagli) in ambienti angusti è consigliata la sorveglianza dell’operatore da parte di un collega situato esternamente.
- Posizionare le bombole di gas in spazi aperti o con un buon ricircolo d’aria.
- Non eseguire operazioni di saldatura (tagli) nei pressi di luoghi di sgrassaggio o verniciatura.
1.4 Posizionamento generatore
Osservare le seguenti norme:
- Facile accesso ai comandi ed ai collegamenti.
- Non posizionare l’attrezzatura in ambienti angusti.
- Non posizionare mai il generatore su di un piano con
inclinazione maggiore di 10° dal piano orizzontale.
1.5 Installazione apparecchiatura
- Rispettare le disposizioni locali sulle norme di sicurezza nell’installazione ed
eseguere la manutenzione dell’ apparecchiatura secondo le disposizioni del
costruttore.
- L’eventuale manutenzione deve essere eseguita esclusivamente da personale qualificato.
- E’ vietata la connessione (in serie o parallelo) dei generatori.
- Disinserire la linea di alimentazione dall’impianto prima di intervenire all’interno del generatore.
- Eseguire la manutenzione periodica dell’impianto.
- Accertarsi che rete di alimentazione e messa a terra siano sufficienti e adeguate.
- Il cavo di massa va collegato il più vicino possibile alla zona da saldare
(tagliare).
- Rispettare le precauzioni relative al grado di protezione del generatore.
- Prima di saldare (tagliare) controllare lo stato dei cavi elettrici e della torcia,
se danneggiati non effettuare la saldatura (taglio) prima della eventuale riparazione o sostituzione.
- Non salire o appoggiarsi al materiale da saldare (tagliare).
- Si raccomanda che l’operatore non tocchi contemporaneamente due
torce o due pinze portaelettrodo.
1.6 Precauzioni contro i rischi connessi con l’utilizzo
dell’aria compressa
Collegare l’alimentazione dell’aria all’apposito raccordo, assicurandosi che la
pressione sia almeno di 6 bar (0.6 MPa) con una portata minima di 200 litri/min.
Nel caso che l’alimentazione dell’aria provenga da un riduttore di pressione di
un compressore o di un’ impianto centralizzato il riduttore deve essere regolato alla massima pressione di uscita che non deve comunque superare 8 bar (0.8
MPa). Se l’alimentazione dell’aria proviene da una bombola di aria compressa
questa deve essere equipaggiata con un regolatore di pressione.
Non collegare mai una bombola di aria compressa direttamente al riduttore della macchina! La pressione potrebbe
superare la capacità del riduttore che quindi potrebbe esplodere!
Non attemperando puntualmente ed inderogabilmente a quanto sopra
descritto, il produttore declina ogni responsabilità.
4
ATTENZIONE

2.0 COMPATIBILITA’ ELETTROMAGNETICA (EMC)
Questo apparecchio è costruito in conformità alle indicazioni
contenute nella norma armonizzata EN60974-10 a cui si rimanda l’utilizzatore di questa apparecchiatura.
- Installare ed utilizzare l’impianto seguendo le indicazioni
di questo manuale.
- Questo apparecchio deve essere usato solo a scopo professionale in un ambiente industriale. Si deve considerare
che vi possono essere potenziali difficoltà nell’assicurare
la compatibilità elettromagnetica in un ambiente diverso
da quello industriale.
2.1 Installazione, uso e valutazione dell’area
- L’utilizzatore deve essere un esperto del settore ed in quanto
tale è responsabile dell’installazione e dell’uso dell’apparecchio secondo le indicazioni del costruttore. Qualora vengano
rilevati dei disturbi elettromagnetici, spetta all’utilizzatore dell’apparecchio risolvere la situazione avvalendosi dell’assistenza tecnica del costruttore.
- In tutti i casi i disturbi elettromagnetici devono essere ridotti
fino al punto in cui non costituiscono più un fastidio.
- Prima di installare questo apparecchio, l’utilizzatore deve
valutare i potenziali problemi elettromagnetici che si potrebbero verificare nell’area circostante e in particolare la salute
delle persone circostanti, per esempio: utilizzatori di pacemaker e di apparecchi acustici.
2.2 Metodi di riduzione delle emissioni
ALIMENTAZIONE DI RETE
- La saldatrice deve essere collegata all’ alimentazione di
rete secondo le istruzioni del costruttore.
In caso di interferenza potrebbe essere necessario prendere ulteriori precauzioni quali il filtraggio dell’alimentazione di rete.
Si deve inoltre considerare la possibilità di schermare il cavo d’alimentazione.
MANUTENZIONE DELLA SALDATRICE
La saldatrice deve essere sottoposta ad una manutenzione ordinaria secondo le indicazioni del costruttore.
Tutti gli sportelli di accesso e servizio e i coperchi devono essere chiusi e ben fissati quando l’apparecchio è in funzione.
La saldatrice non deve essere sottoposta ad alcun tipo di modifica.
CAVI DI SALDATURA E TAGLIO
I cavi di saldatura (taglio) devono essere tenuti più corti possibile e devono essere posizionati vicini e scorrere su o vicino il
livello del suolo.
COLLEGAMENTO EQUIPOTENZIALE
Il collegamento a massa di tutti i componenti metallici nell’
impianto di saldatura (taglio) e nelle sue vicinanze deve essere
preso in considerazione.
Tuttavia, i componenti metallici collegati al pezzo in lavorazione andranno ad aumentare il rischio per l’operatore di subire
uno choc toccando questi componenti metallici e l’elettrodo
contemporaneamente.
L’operatore deve perciò essere isolato da tutti questi componenti metallici collegati a massa.
Rispettare le normative nazionali riguardanti il collegamento
equipotenziale.
MESSA A TERRA DEL PEZZO IN LAVORAZIONE
Dove il pezzo in lavorazione non è collegato a terra, per motivi
di sicurezza elettrica o a causa della dimensione e posizione, un
collegamento a massa tra il pezzo e la terra potrebbe ridurre le
emissioni.
Bisogna prestare attenzione affinché la messa a terra del pezzo
in lavorazione non aumenti il rischio di infortunio degli utilizzatori o danneggi altri apparecchi elettrici.
Rispettare le normative nazionali riguardanti la messa a terra.
SCHERMATURA
La schermatura selettiva di altri cavi e apparecchi presenti nell’
area circostante può alleviare i problemi di interferenza.
La schermatura dell’intero impianto di saldatura (taglio) può
essere presa in considerazione per applicazioni speciali.
3.0 ANALISI DI RISCHIO
5
ATTENZIONE
Pericoli presentati dalla macchina
Pericolo di errore di installazione.
Pericoli di natura elettrica.
Pericoli legati ai disturbi elettromagnetici generati dalla saldatrice e indotti sulla saldatrice.
Soluzioni adottate per prevenirli
I pericoli sono stati rimossi predisponendo un manuale di
istruzioni per l'uso.
Applicazione della norma EN 60974-1.
Applicazione della norma EN 60974-10.
Quanto esposto in questo capitolo, è di vitale importanza e pertanto necessario affinchè le garanzie possano operare. Nel caso
l’operatore non si attenesse a quanto, il costruttore declina ogni
responsabilità.
4.0 PRESENTAZIONE DELLA SALDATRICE
Genesis 60 e Genesis 90 sono generatori per il taglio al plasma maneggevoli e compatti.
Genesis 60 e Genesis 90 utilizzano come unico gas aria compressa che
può essere fornita da un normale compressore o da un impianto centralizzato sufficientemente dimensionato; sono in grado di effettuare, in
modo economico, tagli di buona qualità fino a spessori di 20 mm per
Genesis 60 e 30 mm per Genesis 90 su acciai al carbonio pur mantenendo peso e dimensioni molto contenuti.
L'ottimo rapporto prestazioni/peso è stato reso possibile grazie all'impiego, comune a tutta la gamma Genesis, della tecnologia ad inverter.
La corrente risulta stabile e insensibile alle variazioni della tensione di
rete, dell'altezza dell'arco di taglio, della velocità di avanzamento e
dello spessore del metallo da tagliare. Il Genesis 60 e Genesis 90 sono
dotati di un circuito di reinnesco automatico dell'arco pilota che permette di tagliare in modo ottimale strutture metalliche a griglia.
Sono presenti sia sistemi di sicurezza che inibiscono il circuito di
potenza quando l'operatore entra in contatto con parti in tensione
della macchina, come pure controlli per ridurre l'usura di elettrodo ed
ugello nel momento dell'innesco dell'arco di taglio. L'innesco dell'arco pilota avviene con l'utilizzo di una scarica di tensione ad alta frequenza che viene automaticamente disinserita ad operazione riuscita
limitando così le emissioni di radiodisturbi nel resto del procedimento di taglio.
Sul generatore sono previsti:
- un attacco per la torcia
- una presa per la massa,
- un pannello frontale,
- un pannello posteriore.
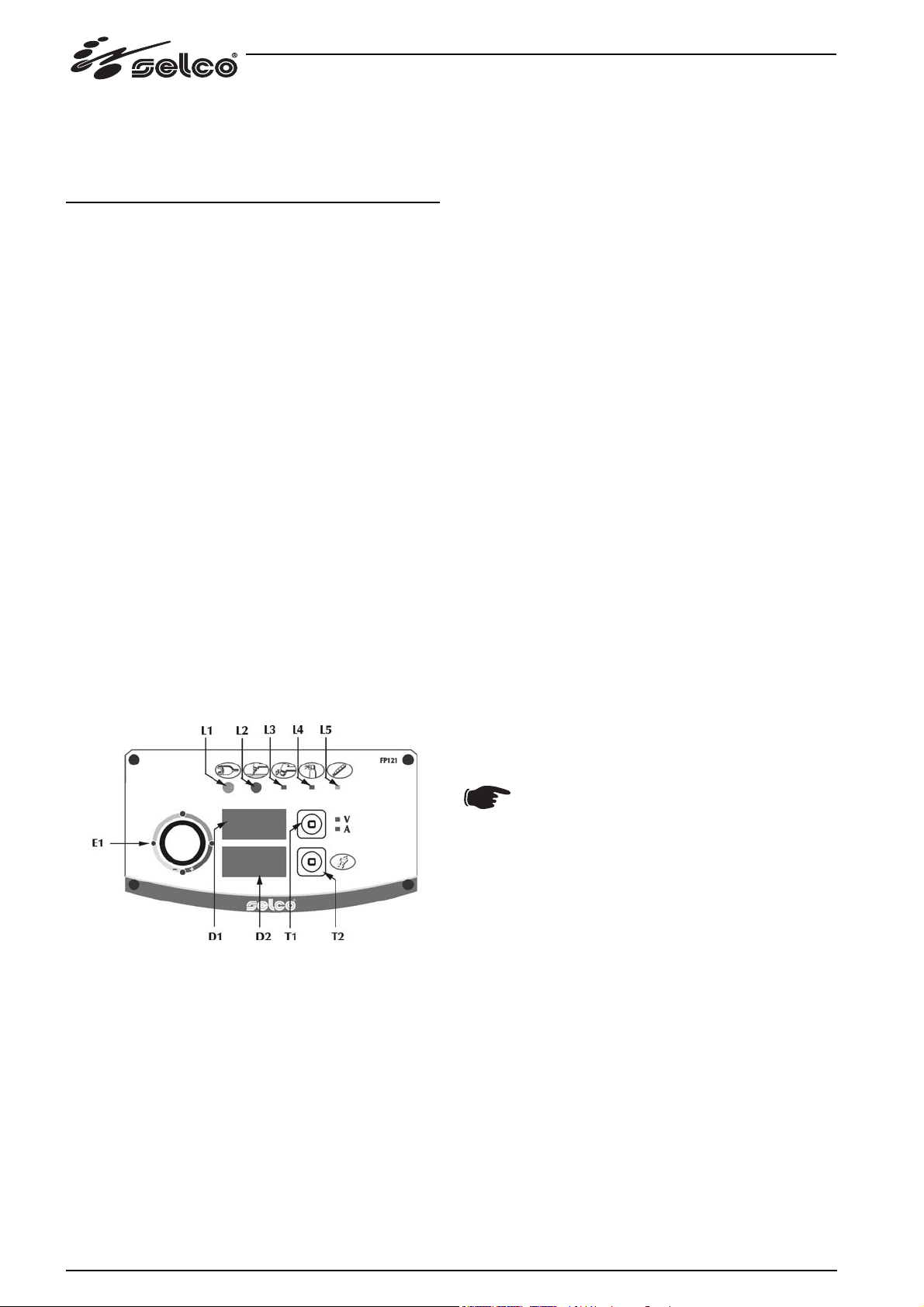
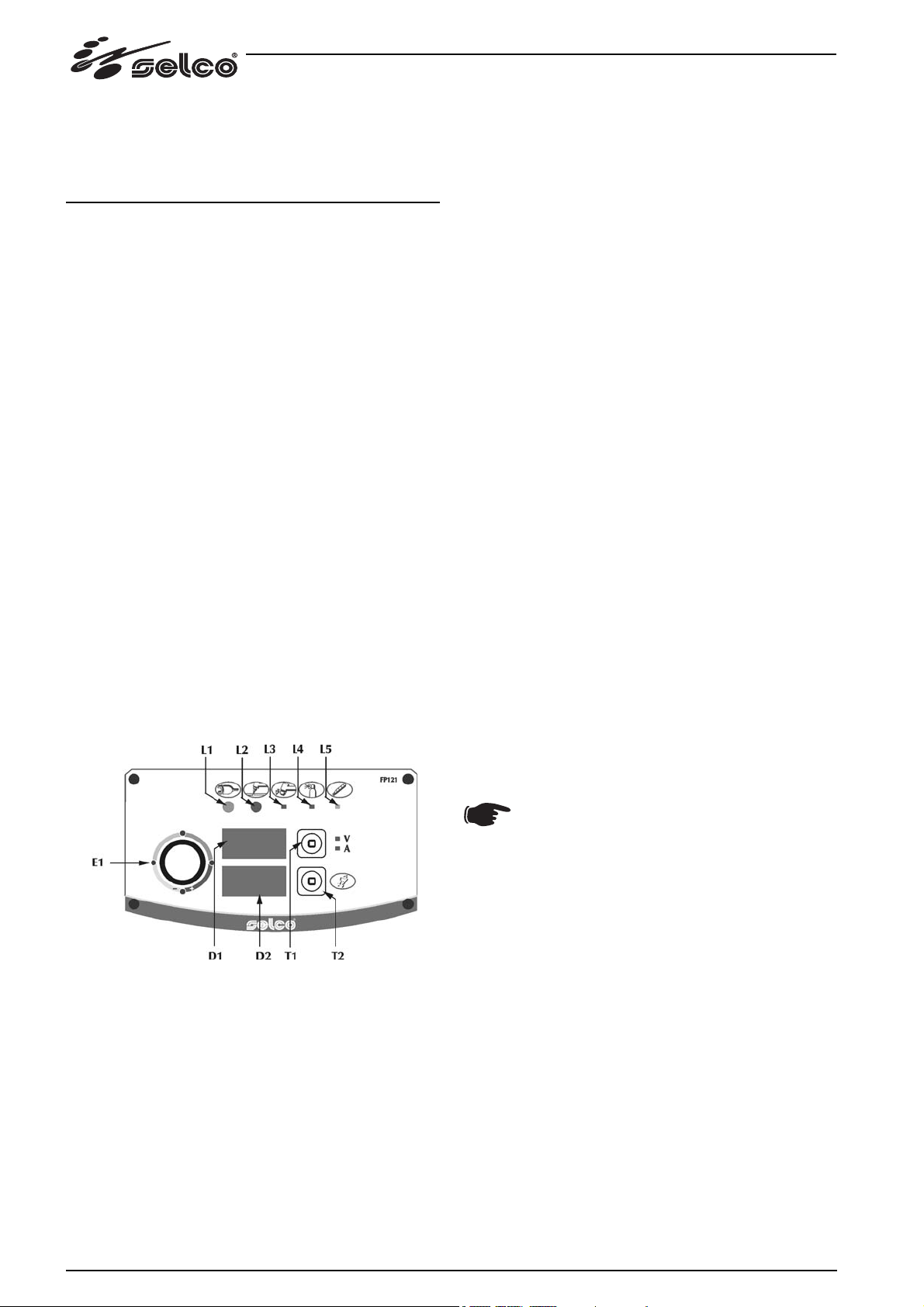
4.1 Pannello comandi frontale (Fig. 1)
Fig.1
* L1 : Spia presenza tensione led verde.
Si illumina con l'interruttore di accensione sul pannello posteriore
(Fig. 2) "I1" in posizione "I". E' indice di impianto acceso e in tensione.
* L2: Spia potenza in uscita led rosso.
Si illumina quando si innesca l’arco, sia nel pezzo sia fuori del
pezzo e si spegne appena terminato l’arco.
* L3: allarme mancanza cappuccio torcia led verde.
Indica che il cappuccio torcia non è correttamente avvitato. Il
generatore non presenta potenza in uscita.
* L4: allarme mancanza aria compressa led verde.
Indica che la pressione dell’aria compressa è minore di 3 bar e
quindi insufficiente per il corretto funzionamento. Il generatore
non presenta potenza in uscita.
* L5: Spia dispositivo di protezione led giallo.
Indica l'avvenuto intervento del dispositivo di protezione termica. Con "L5" acceso il generatore rimane collegato alla rete ma non
fornisce potenza in uscita. "L5" rimane acceso fino a quando le
temperature interne non sono rientrate nella normalità, in tal caso
è necessario lasciare acceso il generatore per sfruttare il ventilatore
in funzione e diminuire il tempo di inattività.
* E1 : Encoder di impostazione corrente di taglio.
Permette di regolare con continuità la corrente di taglio. Tale corrente resta invariata durante il taglio quando le condizioni di alimenzione e di taglio variano dentro i range dichiarati nelle caratteristiche tecniche.
* T1: Tasto selezione lettura VOLT-AMPERE.
Permette di visualizzare sul DISPLAY "D1" o la tensione o la corrente di saldatura.
Se è acceso il LED "V" viene visualizzata l’ultima misura di tensione
eseguita nell’ultimo taglio. Se entro 5 sec. non si inizia a tagliare
avviene la commutazione automatica in A visualizzando la corrente impostata. Viceversa se si inizia a tagliare entro tale intervallo,
viene visualizzata la tensione durante tutto il processo di taglio, terminato il quale l’ultima misura rimane visualizzata per ulteriori 5
secondi.
Se è acceso il LED "A" sul display “ D1” viene visualizzata la corrente impostata o quella di taglio se il processo è in atto. Tale visualizzazione viene mantenuta per i 5 secondi successivi al termine di
quest’ultimo.
* T2: pulsante test gas.
Permette di liberare da impurità il circuito dell’aria compressa e di
eseguire , senza potenza in uscita, le opportune regolazioni preliminari di pressione e portata dell’aria compressa.
* D1: Fornisce i valori di corrente impostata, corrente di taglio e
tensione di taglio o le scritte GEN (all’accensione) ed ERR (lampeggiante in caso di allarme)
* D2: Fornisce il valore misurato della pressione dell’aria per il pro-
cesso di taglio. All’accensione fornisce la versione del software.
In caso di allarme fornisce , lampeggiante, il codice dello stesso:
01 errore IIC
02 cappuccio torcia aperto
03 pressione aria troppo bassa
11 termico
In caso di allarme le condizioni operative vengono
ripristinate solo se la causa viene rimossa.
6

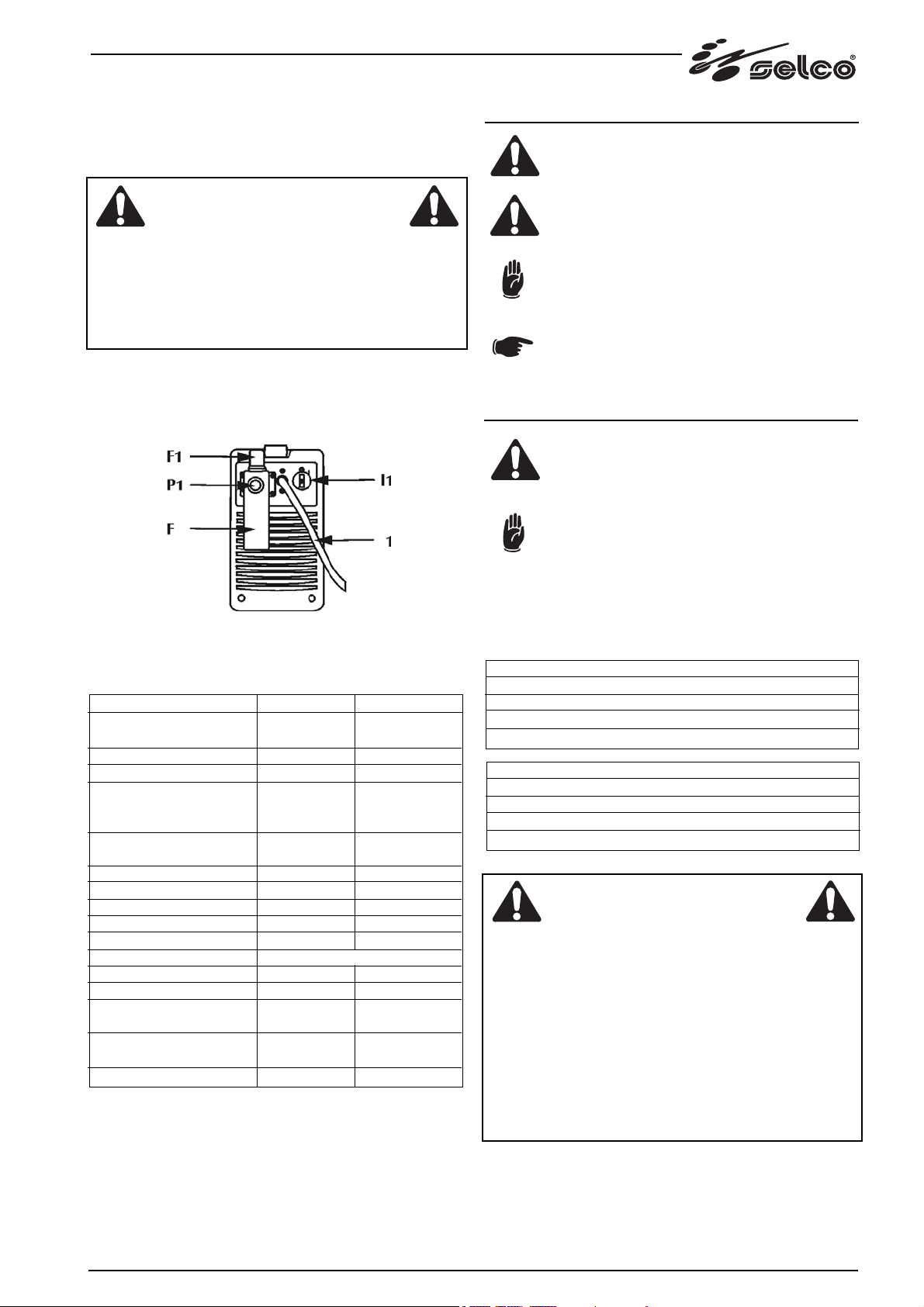
4.2 Pannello comandi posteriore (Fig. 2)
* I1 : Interruttore di accensione.
Comanda l'accensione elettrica della saldatrice.
Ha due posizioni "O" spento; "I" acceso.
* Con I1 nella posizione "I" acceso , la saldatrice è operativa.
* La saldatrice collegata alla rete anche se con I1 nella posi-
zione "O", presenta parti in tensione al suo interno.
Attenersi scrupolosamente alle avvertenze presentate da
questo manuale.
* 1 : Cavo di alimentazione.
* F1 : Manopola regolazione pressione
* P1 : Raccordo da 1/4 di pollice della connesione aria del-
l’unità filtro
* F : Unità filtro aria
Fig.2
4.3 Caratteristiche tecniche
G 60 G90
Tensione di
alimentazione (50/60 Hz) 3x400 V (440V) 3x400V
Fusibile ritardato 16 A 32 A
Potenza nominale 8.32 kW 11.98 kW
Corrente di taglio
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Tensione di taglio
(x=60%) 124 V 116 V
Tensione a vuoto 260 V 265 V
Corrente di arco pilota 22 A 22 A
Tipo di gas ARIA ARIA
Pressione di lavoro 5 bar 5 bar
Portata 180 l/min 180 l/min
Torcia da utilizzare TORCIA PLASMA 81.20.037
Grado di protezione IP23C IP23C
Classe di isolamento H H
Norme di costruzione EN60974-1 EN60974-1
EN60974-10 EN60974-10
Dimensioni (lxpxh) 180x430x300 215x596.5x406
mm mm
Peso 19 Kg 25 Kg
Dati a 40°C di temperatura ambiente
5.0 TRASPORTO - SCARICO
Non sottovalutare il peso dell'impianto, (vedi caratteristiche tecniche).
Non far transitare o sostare il carico sospeso
sopra a persone o cose.
Non lasciare cadere o appoggiare con forza l'impianto o la singola unità.
Una volta tolto l'imballo, il generatore è fornito di
una cinghia allungabile che ne permette la movimentazione sia a mano che a spalla.
6.0 INSTALLAZIONE
Scegliere l'ambiente adeguato seguendo le indicazioni delle sezioni “1.0 SICUREZZA” e “2.0 COMPATIBILITA’ ELETTROMAGNETICA (EMC)”.
Non posizionare mai il generatore e l'impianto su
di un piano con inclinazione maggiore di 10° dal
piano orizzontale. Proteggere l'impianto contro la
pioggia battente e contro il sole.
6.1 Allacciamento elettrico alla rete
L'impianto è dotato di un unico allacciamento elettrico con cavo
di 5m posto nella parte posteriore del generatore.
Tabella dimensionamento dei cavi e dei fusibili in ingresso al
generatore:
Generatore GENESIS 60
Tensione nominale 400 V ±15% 440 V ±15%
Range di tensione 340 - 460 V 374 - 506 V
Fusibili ritardati 16 A 500 V 16 A 500 V
Cavo alimentazione 4x4 mm2 4x4 mm2
Generatore GENESIS 90
Tensione nominale 400 V ±15%
Range di tensione 340 - 460 V
Fusibili ritardati 32 A 500 V
Cavo alimentazione 4x6 mm2
* L'impianto elettrico deve essere realizzato da personale
tecnico in possesso di requisiti tecnico-professionali specifici e in conformità alle leggi dello stato in cui si effettua
l'installazione.
* Il cavo rete della saldatrice è fornito di un filo giallo/verde,
che deve essere collegato SEMPRE al conduttore di protezione a terra. Questo filo giallo/verde non deve MAI essere usato insieme ad altro filo per prelievi di tensione.
* Controllare l'esistenza della "messa a terra" nell'impianto
utilizzato ed il buono stato della presa di corrente.
* Montare solo spine omologate secondo le normative di
sicurezza.
7
ATTENZIONE
ATTENZIONE

6.2 Collegamento attrezzature
Attenersi alle norme di sicurezza riportate nella
sezione “1.0 SICUREZZA”.
Collegare accuratamente le attrezzature per evitare perdite di potenza.
7.0 MESSA IN SERVIZIO
Per la messa in opera dell'impianto si osservino le seguenti indicazioni:
1. Collocare il generatore in un luogo asciutto, pulito e con ventilazione appropriata.
2. Collegare l'alimentazione dell'aria compressa tramite un raccordo da 1/4 di pollice alla presa aria P1 dell’unità filtro F (Fig. 2).
La pressione deve garantire almeno 5 bar con portata minima
pari a 200 litri al minuto.
Collegare saldamente il connettore del cavo massa al generatore come in figura 4.
3. Posizionare la pinza di massa sul pezzo da tagliare e assicurarsi
che vi sia un buon contatto elettrico (Fig. 4).
4. Verificare la presenza di tutte le componenti del corpo torcia e
il loro fissaggio e collegare come in figura 3 l’attacco torcia al
connettore sul generatore.
Inserire l’attacco maschio (lato torcia) sul corrispondente attacco femmina (lato macchina). Fare combaciare il dente di orientamento (A) sull’apposita sede e inserire la ghiera (B) di avvitamento che dovrà essere del tipo compatibile. Per permettere
l’avvitamento della ghiera (B) si dovrà prima inserire e premere
sull’apposito foro (C) con l’utensile in dotazione (D) in modo da
togliere il blocco che impedisce la rotazione.
Questa operazione va effettuata fino al completo avvitamento
della ghiera. Per disconnettere la torcia togliere prima il blocco
antirotazione inserendo nel foro (C) l’utensile in dotazione (D).
Fig. 3
5. Accendere il generatore controllando il corretto funzionamento
dei led di segnalazione e dei display.
Qualora ci fossero anomalie il funzionamento del generatore
risulterà inibito fino al ripristino delle normali condizioni operative.
Premere il pulsante di test gas (T2 di Fig.1) in modo da spurgare il circuito dell'aria compressa da eventuali residui e impurità,
quindi alzare e ruotare la manopola per la regolazione della
pressione (F1 di Fig. 2) fino a leggere sul display D2 una pressione di 5 bar (svolgere l'operazione tenendo premuto il pulsante di test gas in modo da effettuare la regolazione con circuito
dell'aria aperto).
6. Impostare con il potenziometro il valore della corrente di taglio
tenendo conto dello spessore da trattare.
7. Premere momentaneamente il pulsante torcia fino a generare
l'arco pilota; togliere il comando verificando il corretto funzionamento della macchina attraverso il pannello di visualizzazione. Si consiglia di non mantenere inutilmente l'arco pilota
acceso in aria in modo da evitare l'usura dell'elettrodo e dell'ugello; in ogni caso sarà l'apparecchiatura stessa a spegnere l'arco pilota dopo circa 6 secondi. Nel caso si verifichi qualche
inconveniente durante le fasi sopra descritte, controllare i led
di visualizzazione, i display ed eventualmente consultare il
capitolo "Possibili inconvenienti elettrici" del manuale.
Fig. 4
8.0 PROBLEMI-CAUSE
8.1 Possibili difetti di taglio
8
Problema
Insufficiente penetrazione
L'arco di taglio si spegne
Elevata formazione di bava
Surriscaldamento dell'ugello
Causa
- Velocità di taglio troppo elevata
- Corrente impostata troppo
bassa
- Morsetto di massa con contatto inefficiente
- Spessore eccessivo del
pezzo
- Elettrodo, ugello o diffusore
consumati
- Pressione aria troppo elevata
- Velocità di taglio troppo
bassa
- Portata d'aria insufficiente
- Pressostato difettoso
- Tensione di alimentazione
troppo bassa
- Pressione aria inadeguata
- Velocità di taglio troppo
bassa
- Ugello eroso
- Elettrodo eroso
- Quantità d'aria insufficiente
9
8.2 Possibili inconvenienti elettrici
Vedi pure capitolo 4.1 per problemi che presentino un codice di allarme.
Per ogni dubbio e/o problema non esitare a consultare il più
vicino centro di assistenza tecnica Selco.
9.0 MANUTENZIONE ORDINARIA
NECESSARIA
Evitare che si accumuli polvere metallica in prossimità e sulle
alette di areazione.
Togliere l'alimentazione all'impianto prima di
ogni intervento!
Controlli periodici al generatore:
* Effettuare la pulizia interna utilizzando aria com-
pressa a bassa pressione e pennelli a setola morbida.
* Controllare le connessioni elettriche e tutti i cavi
di collegamento.
Per la manutenzione o la sostituzione dei componenti delle torce e/o del cavi massa:
* Togliere l'alimentazione all'impianto prima di ogni inter-
vento.
* Controllare la temperatura dei componenti ed accertarsi
che non siano surriscaldati.
* Utilizzare sempre guanti a normativa.
* Utilizzare chiavi ed attrezzi adeguati.
* Per la manutenzione della torcia attenersi scrupolosamen-
te a quanto esposto nelle istruzioni d’uso della torcia alle-
gate a questo manuale.
Nota: In mancanza di detta manutenzione, decadranno tutte
le garanzie e comunque il costruttore viene sollevato da
qualsiasi responsabilità.
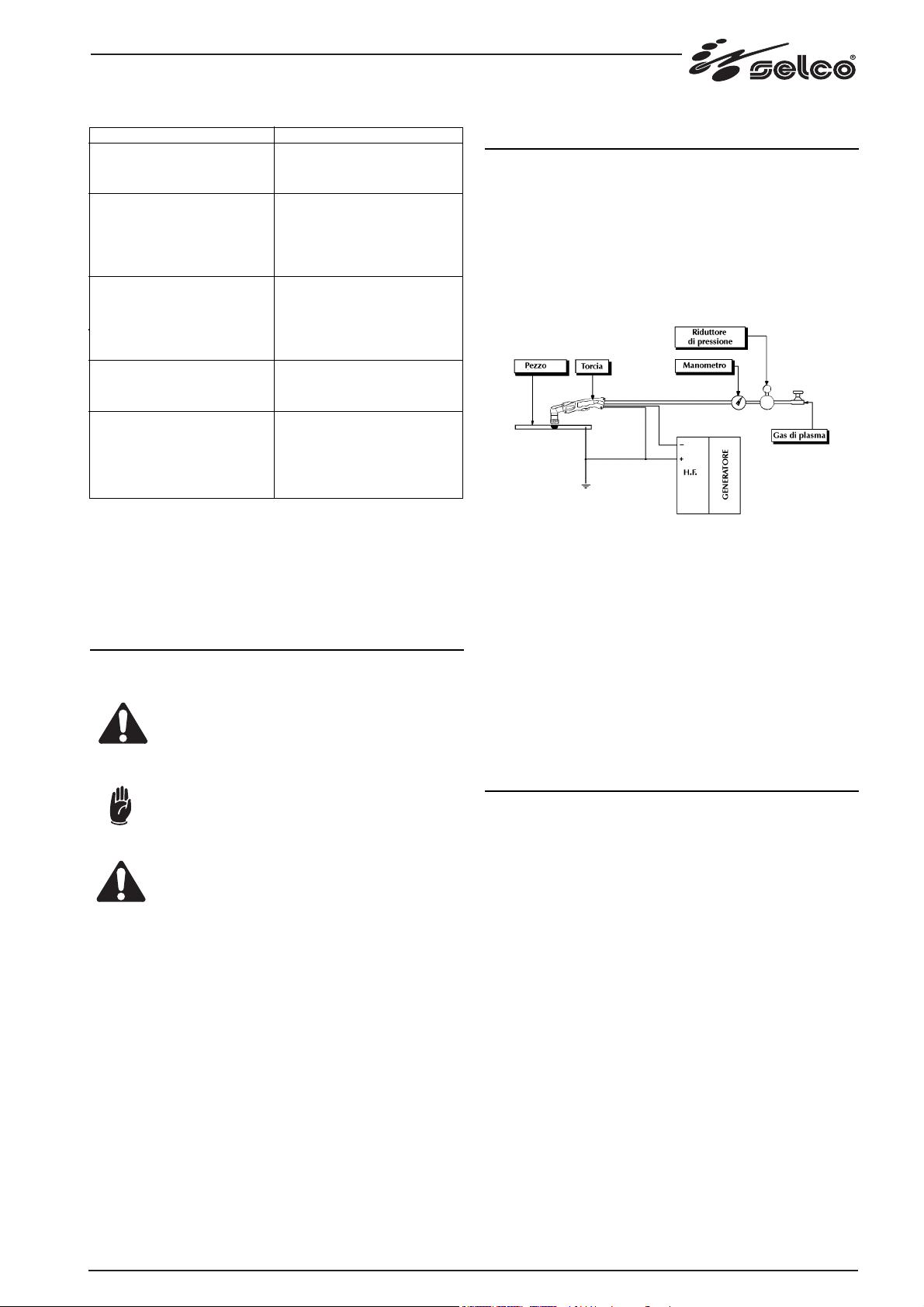
10.0 INFORMAZIONI GENERALI SUL TAGLIO
AL PLASMA
Un gas assume lo stato di plasma quando è portato ad altissima
temperatura e si ionizza più o meno completamente diventando
così elettricamente conduttivo.
Nonostante il plasma esista in ogni arco elettrico, con il termine
arco al plasma (PLASMA ARC) ci si riferisce specificatamete a torce
per saldatura o per taglio che utilizzano un arco elettrico, costretto
a passare attraverso la strozzatura di un apposito ugello, per riscaldare un gas fuoriuscente dallo stesso fino a portarlo allo stato di plasma.
Fig. 5 Impianto manuale di taglio al plasma
10.1 Processo di taglio al plasma
L'azione di taglio si ottiene quando l'arco al plasma, reso caldissimo e molto concentrato dalla geometria della torcia, si trasferisce sul pezzo conduttivo da tagliare chiudendo col generatore
un percorso elettrico. Il materiale viene prima fuso dall'alta temperatura dell'arco e quindi rimosso dall’alta velocità di uscita del
gas ionizzato dall'ugello.
L'arco si puo trovare in due situazioni : in quella di arco trasferito, quando la corrente elettrica passa sul pezzo da tagliare, in
quella di arco pilota o arco non trasferito, quando questo è
sostenuto tra l'elettrodo e ugello.
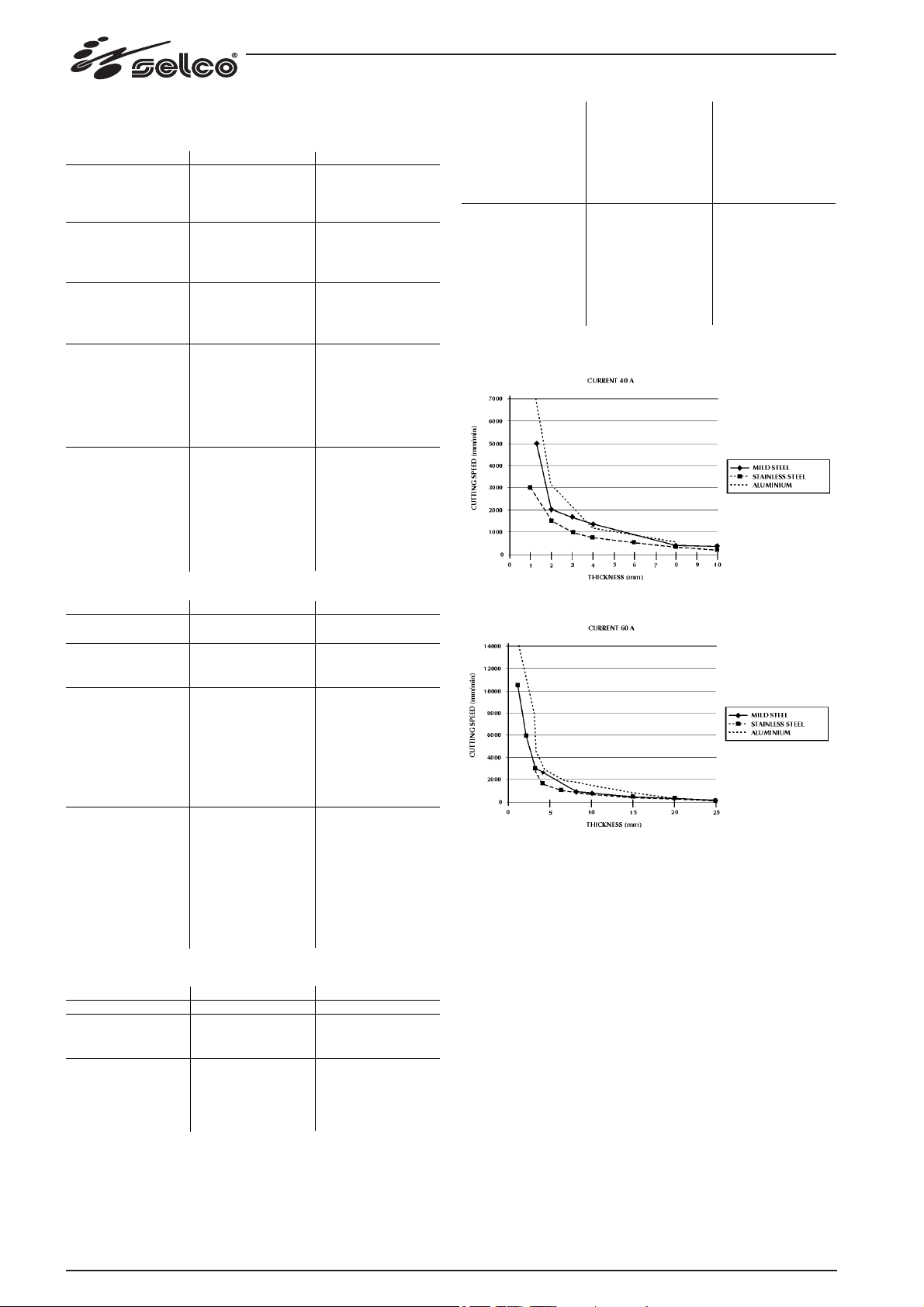
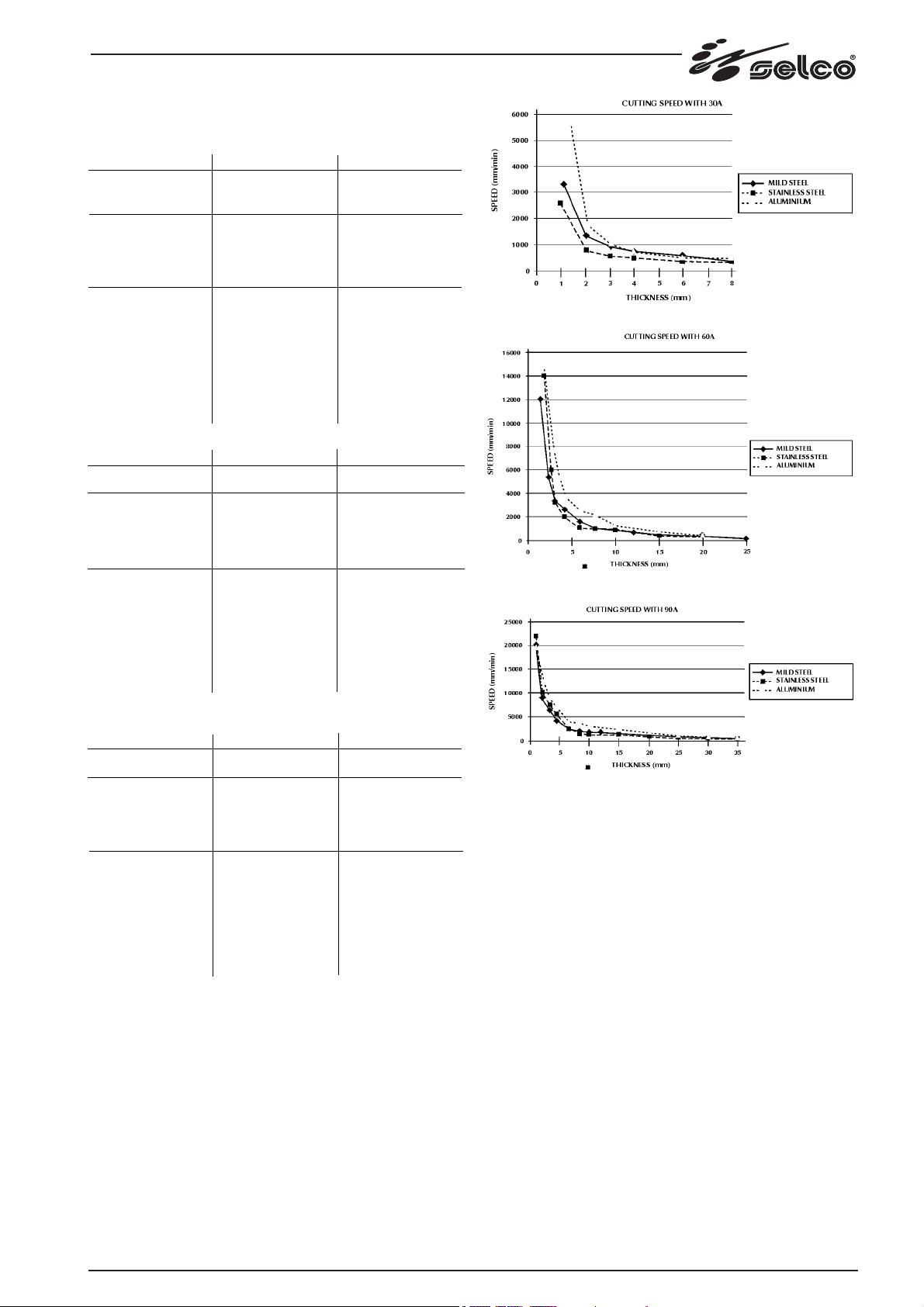
11.0 CARATTERISTICHE DI TAGLIO
Nel taglio al plasma lo spessore del materiale da tagliare, la velocità di taglio e la corrente fornita dal generatore sono grandezze legate tra di loro; esse sono condizionate dal tipo e qualità
del materiale, tipo di torcia nonchè tipo e condizioni di elettrodo e ugello, distanza tra ugello e pezzo, pressione e impurità
dell'aria compressa, qualità desiderata del taglio, temperatura
del pezzo da tagliare etc.
Ne risultano le tabelle seguenti e diagrammi in fig. 6, 7, 8, 9, 10
in cui si può notare come lo spessore da tagliare sia inversamente proporzionale alla velocità di taglio, e come queste due
grandezze siano incrementabili con l'aumento della corrente.
Difetto
Mancata accensione
dell'apparecchio
(led giallo L1 spento)
Mancata accensione
dell'arco pilota
(con led giallo L1 acceso)
Mancata accensione
dell'arco pilota (con led giallo
L1 e led rosso L3 accesi)
Mancato trasferimento da arco
pilota ad arco di taglio
Mancata erogazione
di potenza
Causa
- Alimentazione rete non corretta
- Interruzione dei contatti del
pulsante torcia (verificare la
continuità sul connettore dell'attacco torcia dopo aver
tolto l'alimentazione)
- Parti torcia soggette ad usura
fuori servizio
- Pressione aria troppo elevata
- Possibili problemi ai circuiti
di controllo
- Possibili problemi ai circuiti
di controllo
- Sensori d'arco difettosi
- Intervento protezioni (vedi
capitolo “Funzioni di controllo”)
- Possibili problemi ai circuiti
di controllo

10
GENESIS 60
ACCIAIO AL CARBONIO
ACCIAIO INOX
ALLUMINIO
* Taglio di alta qualità
Fig. 6
Fig. 7
Spessore (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Corrente (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Velocità (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Spessore (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Corrente (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Velocità (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Spessore (mm)
1
1
2
3
1
2
3
4
Corrente (A)
20
30
30
30
40
40
40
40
Velocità (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600

11
GENESIS 90
ACCIAIO AL CARBONIO
ACCIAIO INOX
ALLUMINIO
* Taglio di alta qualità
Fig. 8
Fig. 9
Fig. 10
Spessore (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Corrente (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Velocità (mm/min)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Spessore (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Corrente (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Velocità (mm/min)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Spessore (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Corrente (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Velocità (mm/min)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

12
NOTE

ENGLISH
USE AND MAINTENANCE MANUAL
This manual is an integral part of the unit or machine and must accompany it when it changes location or is resold.
The user must assume responsibility for maintaining this manual intact and legible at all times.
SELCO s.r.l. reserves the right to modify this manual at any time without notice.
All rights of translation and total or partial reproduction by any means whatsoever (including photocopy, film, and microfilm) are reserved and reproduction is prohibited without the express written consent of SELCO s.r.l.
Edition ‘02
CONFORMITY CERTIFICATE CE
Company
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
hereby declares that the apparatus type
GENESIS 60
GENESIS 90
to which this declaration pertains conforme to the : 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
and that the regulations have been duly applied : EN 60974-10
EN 60974-1
Any operation or modification that has not been previously authorized by SELCO s.r.l. shall invalidate this certificate.
Onara di Tombolo (PADOVA) Selco's legal representative
..................................
Lino Frasson
CONTENTS
13
1.0 SAFETY . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
1.1 Operator and other person’s protection . . . . . . . . . . . .14
1.2 Fire/explosion prevention . . . . . . . . . . . . . . . . . . . . . .14
1.3 Protection against fumes and gases . . . . . . . . . . . . . . .14
1.4 Positioning the power source . . . . . . . . . . . . . . . . . . . .14
1.5 Installing the apparatus . . . . . . . . . . . . . . . . . . . . . . . .14
1.6 Precautions against risks connected with the use
of compressed air . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .14
2.0 ELECTROMAGNETIC COMPATIBILITY (EMC) . . . . . . . . . . .15
2.1 Installation, use and area examination . . . . . . . . . . . . .15
2.2 Emission reduction methods . . . . . . . . . . . . . . . . . . . .15
3.0 RISK ANALYSIS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .15
4.0 MACHINE DESCRIPTION . . . . . . . . . . . . . . . . . . . . . . . .16
4.1 Front control panel . . . . . . . . . . . . . . . . . . . . . . . . . .16
4.2 Rear control panel . . . . . . . . . . . . . . . . . . . . . . . . . . .17
4.3 Technical characteristics . . . . . . . . . . . . . . . . . . . . . . .17
5.0 TRANSPORT - UNLOADING . . . . . . . . . . . . . . . . . . . . . .17
6.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .17
6.1 Electric connection to the supply mains . . . . . . . . . . . .17
6.2 Connecting the equipment components . . . . . . . . . . .18
7.0 SETTING UP . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .18
8.0 PROBLEMS - CAUSES . . . . . . . . . . . . . . . . . . . . . . . . . . .18
8.1 Possible cutting defects . . . . . . . . . . . . . . . . . . . . . . . .18
8.2 Possible electrical failures . . . . . . . . . . . . . . . . . . . . . .19
9.0 NECESSARY ROUTINE MAINTENANCE . . . . . . . . . . . . . .19
10.0 THEORETICAL OUTLINE OF PLASMA CUTTING . . . . . .19
10.1 Plasma cutting process . . . . . . . . . . . . . . . . . . . . . . . .19
11.0 CUTTING SPECIFICATIONS . . . . . . . . . . . . . . . . . . . . . .19
GENESIS 60
Mild steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
Stainless steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
Aluminium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .20
GENESIS 90
Mild steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
Stainless steel . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
Aluminium . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .21
SYMBOLS
lmminent danger of serious bodily harm and dangerous behaviours that may lead to serious bodily
harm.
lmportant advice to be followed in order to avoid
minor injuries or damage to property.
The notes preceded by this symbol are mainly
technical and facilitate operations.

1.0 SAFETY
Prior to performing any operation on the machine, make sure that you have
thoroughly read and understood the contents of this manual.
Do not perform modifications or maintenance operations which are not
prescribed.
For any doubt or problem regarding the use of the machine, even if not
described herein, consult qualified personnel.
The productor cannot be held responsible for damage to persons or property caused by the operator's failure to read or apply the contents of this
manual.
1.1 Operator and other persons’ protection
The welding (cutting) process is a noxious source of radiations, noise, heat
and gas emissions. Persons fitted with pacemakers must consult their doctor before undertaking arc welding or plasma cut operations. If the above
prescription is not observed, the manufacturer accepts no liability for any
damages sustained in the event of an accident.
Personal protection:
- Do not wear contact lenses!!!
- Keep a first aid kit ready for use.
- Do not underestimate any burning or injury.
- Wear protective clothing to protect your skin from the arc rays, sparks
or incandescent metal, and a helmet or a welding cap.
- Wear masks with side face guards and suitable protection filter (at
least NR10 or above) for the eyes.
-
Use headphones if dangerous noise levels are reached during the welding (cutting).
Always wear safety goggles with side guards, especially during the
manual or mechanical removal of welding (cutting) slags.
lf you feel an electric shock, interrupt the welding (cutting) operations
immediately.
Other persons’ protection:
-
Position a fire-retardant partition to protect the surrounding area from
rays, sparks and incandescent slags.
-
Advise any person in the vicinity not to stare at the arc or at the incandescent metal and to get an adequate protection.
- lf the noise level exceeds the limits prescribed by the law, delimit the
work area and make sure that anyone getting near it is protected
with headphones or earphones.
1.2
Fire/explosion prevention
The welding (cutting) process may cause fires and/or explosions.
- Compressed gas cylinders are dangerous; consult the supplier
before handling them.
Protect them from:
- direct exposure to sun rays;
- flames;
- sudden changes in temperature;
- very low temperatures.
Compressed gas cylinders must be fixed to the walls or to other
supports, in order to prevent them from falling.
- Clear the work area and the surrounding area from any infiammable or combustible materials or objects.
- Position a fire-fighting device or material near the work area.
- Do not perform welding or cutting operations on closed containers or pipes.
-
lf said containers or pipes have been opened, emptied and carefully
cleaned, the welding (cutting) operation must in any case be performed
with great care.
-
Do not weld (cut) in places where explosive powders, gases or vapours
are present.
-
Do not perform welding (cutting) operations on or near containers under
pressure.
- Don’t use this machine to defrost pipes.
1.3 Protection against fumes and gases
Fumes, gases and powders produced during the welding (cutting) process
can be noxious for your health.
- Do not use oxygen for the ventition.
- Provide for proper ventilation, either natural or forced, in the work
area.
-
In case of welding (cutting) in extremely small places the work of the
operator carrying out the weld should be supervised by a colleague
standing outside.
-
Position gas cylinders outdoors or in places with good ventilation.
-
Do not perform welding (cutting) operations near degreasing or painting stations.
1.4 Positioning the power source
Keep to the following rules:
- Easy access to the equipment controls and connections must be provided.
- Do not position the equipment in reduced spaces.
- Do not place the generator on surfaces with inclination exceeding
10° with respect to the horizontal plane.
1.5 lnstalling the apparatus
- Comply with the local safety regulations for the installation and carry
out the maintenance service of the machine according to the constructor's directions.
- Any maintenance operation must be performed by qualified personnel only.
- The connection (series or parallel) of the generators is prohibited.
- Before operating inside the generator, disconnect the power supply.
- Carry out the routine maintenance on the equipment.
- Make sure that the supply mains and the earthing are sufficient and
adequate.
-
The earth cable must be connected as near the area to be welded (cut)
as possible.
-
Take the precautions relevant to the protection degree of the power
source.
-
Before welding (cutting) , check the condition of the electric cables and
of the torch, and if they are damaged repair or change them.
-
Neither get on the material to be welded (cut), nor lean against it.
- The operator must not touch two torches or two electrode hol-
ders at the same time.
1.6 Precautions against risks connected with the
use of compressed air
Connect the air supply to the coupling provided, making sure pressure is at
least 6 bars (0.6 MPa) with a minimum flow rate of 200 l/min. If the air
supply comes from pressure reducer of a compressor or a central system,
the reducer must be set to the maximum outlet pressure that must not,
however, exceed 8 bars (0.8 MPa). If the air supply comes from a compressed air canister it must be equipped with a pressure regulator.
A compressed air canister must never be directly coupled to
the machine pressure reducer. Pressure might exceed the
capacity of the reducer which might consequently explode.
The manufacturer accepts no liability if the above prescription is not duly observed and complied with at all times.
14
WARNING

2.0 ELECTROMAGNETIC COMPATIBILITY (EMC)
This device is built in compliance with the indications contained
in the harmonized standard EN60974-10, to which the operator must refer for the use of this apparatus.
- lnstall and use the apparatus keeping to the instructions
given in this manual.
- This device must be used for professional applications
only, in industrial environments It is important to remember that it may be difficult to ensure the electromagnetic
compatibility in other environments.
2.1 Installation, use and area examination
- The user must be an expert in the sector and as such is
responsible for installation and use of the equipment according to the manufacturer's instructions. lf any electromagnetic
disturbance is noticed, the user must soave the problem, if
necessary with the manufacturer's technical assistance.
- In any case electromagnetic disturbances must be reduced
until they are not a nuisance any longer.
- Before installing this apparatus, the user must evaluate the
potential electromagnetic problems that may arise in the
surrounding area, considering in particular the health conditions of the persons in the vicinity, for example of persons fitted with pacemakers or hearing aids.
2.2 Emission reduction methods
MAINS POWER SUPPLY
- The welding power source must be connected to the
supply mains according to the manufacturer's instructions.
In case of interference, it may be necessary to take further precautions like the filtering of the mains power supply.
lt is also necessary to consider the possibility to shield the power
supply cable.
WELDING POWER SOURCE MAINTENANCE
The welding power source needs routine maintenance according to the manufacturer's instructions.
When the equipment is working, all the access and operating
doors and covers must be closed and fixed.
The welding power source must not be modified in any way.
WELDING AND CUTTING CABLES
The welding (cutting) cables must be kept as short as possible,
positioned near one another and laid at or approximately at
ground level.
EQUIPOTENTIAL CONNECTION
The earth connection of all the metal componente in the welding (cutting) installation and near it must be taken in consideration.
However, the metal componente connected to the work-piece
will increase the risk of electric shock for the operator, if he touches said metal componente and the electrode at the same
time.
Therefore, the operator must be insulated from all the earthed
metal componente.
The equipotential connection must be made according to the
national regulations.
EARTHING THE WORKPIECE
When the workpiece is not earthed for electrical safety reasons
or due to its size and position, the earthing of the workpiece
may reduce the emissione. It is important to remember that the
earthing of the workpiece should neither increase the risk of
accidents for the operators, nor damage other electric equipment.
The earthing must be made according to the national regulations.
SHIELDING
The selective shielding of other cables and equipment present
in the surrounding area may reduce the problems due to interference. The shielding of the entire welding (cutting) installation
can be taken in consideration for special applications.
3.0 RISK ANALYSIS
15
WARNING
Risks posed by the machine
Risk of wrong installation.
Electrical risks.
Risks connected with electromagnetic disturbances produced by the welding power source and induced on the welding power source.
Solutions adopted to pervent them
A manual with the instructions for use has been produced for this purpose.
Application of the EN 60974-1 Standard.
Application of the EN 60974-10 Standard.
The contents of this chapter are of vital importance and therefore necessary for operation of the warranties. The manufacturer
accepts no liability if the operator fails to observe the above precautions and instructions.
4.0
WELDER PRESENTATION
Genesis 60 and Genesis 90 are handy compact plasma cut
power sources.
Genesis 60 and Genesis 90 use compressed air only, which can
be supplied by an ordinary compressor or a suitably sized central system; they are able to inexpensively perform good quality
cuts up to a thickness of 20 mm for Genesis 60 and 30 mm for
Genesis 90 on carbon steel while maintaining limited weight
and dimensions.
The excellent performance/weight ratio has been made possible
by use of the inverter technology, common to the whole of the
Genesis range. The current is stable and insensitive to variations
in mains voltage, in the height of the cutting arc, in the feed
speed and in the thickness of the metal to be cut. The Genesis
60 and Genesis 90 are provided with an automatic pilot arc restriking circuit which ensures optimal cutting of metal grille
structures.
The welder features safety systems that inhibit the power circuit
when the operator comes into contact with live parts of the
machine, and controls to reduce the wear on the electrode and
nozzle when the cutting arc is struck. The pilot arc is struck by
means of a high frequency voltage discharge which is automatically disconnected once the operation has been performed,
thus limiting the emission of radio interference in the rest of the
cutting procedure.
The following are provided on the power source:
- a torch fitting
- a ground socket
- a front panel
- a rear panel
.
4.1
Front control panel (Fig.1)
Fig.1
*
L1 : Voltage warning light green led.
Comes on with the start switch (Fig.2) "I1" in position "I" and
indicates that the plant is on and there is voltage.
* L2: Power output light red led.
Comes on when the arc is sparked, both during cutting and
when not cutting, and goes out as soon as the arc finishes.
* L3: torch cap alarm green led.
Means that the torch cap has not been properly tightened.
The generator has no power output.
* L4: compressed air alarm green led.
Means that the pressure of compressed air is below 3 bar, too
low for proper functioning. The generator has no power output.
* L5 : Safety device warning light yellow led.
lndicates that the safety devices like thermal cutout.
With "L5" on, the power source remains connected to the
supply mains, but does not supply output power.
"L5" remains on until the fault has been removed and in any
case until the inner temperatures are not within the normal
values; in this case it is necessary to leave the power source
on to exploit the operating ventilator and reduce the time
when it is not active.
* E1: Encoder for setting the cutting current.
Allows you to continuously adjust the cutting current. This
current stays unchanged during cutting when the supply and
cutting conditions vary within the allowed ranges.
* T1 : VOLT-AMP reading selection key.
Its permits display of either the welding voltage or current on
DISPLAY “D1”.
If LED “V” is on, the last voltage reading taken during the last
cutting operation is displayed. If you do not begin cutting
within 5 sec. the system automatically switches to A, displaying the set current. Vice versa if you begin cutting within 5
sec., the voltage is displayed during the entire cutting operation after which the reading remains displayed for a further 5
seconds.
If LED “A” is lit up on display D1, the set or cutting current is
displayed if the operation is in progress. The display is maintained for 5 seconds after the end of the operation.
* T2: gas test pushbutton.
Allows impurities to be removed from the compressed air circuit and preliminary capacity and pressure settings to be
made with no power output.
* D1 : displays the set current, cutting current and cutting vol-
tage or the letters GEN (at switch-on) and ERR (blinking in the
event of an alarm).
* D2 : displays the air pressure value for the cutting process. At
switch-on it displays the software version. In the event of an
alarm, it displays the alarm code in blinking mode:
01 IIC error
02 torch cap open
03 air pressure too low
11 thermal switch
In the event of an alarm, the operating conditions
are restored only if the cause is removed.
16
4.2 Rear control panel (Fig. 2)
* I1: Off/On switch
Turns on the electric power to the welder.
It has two positions, "O" off, and "I" on.
* With the I1 switch in the "I" on position, the welder is
operational.
* The welder is connected to the mains supply even if the I1
switch is in the "O" position, and therefore there are electrically live parts inside it. Carefully follow the instructions given in this manual.
* 1 : Supply cable.
* F1 : Pressure adjustment knob
* P1 : Filter unit air connection 1/4 ” coupling
* F : Air filter unit
Fig.2
4.3
Technical characteristics
G 60 G90
Power supply voltage
(50/60 Hz) 3x400 V (440V) 3x400V
Delayed fuse
16 A 32 A
Rated power
8.32 kW 11.98 kW
Cutting current
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Cutting voltage
(x=60%) 124 V 116 V
No-load voltage
260 V 265 V
Pilot arc current
22 A 22 A
Gas type
AIR AIR
Operating pressure
5 bar 5 bar
Flow rate
180 l/min 180 l/min
Torch to be used
PLASMA torch 81.20.037
Protection class
IP23C IP23C
Insulation class
HH
Construction regulations
EN60974-1 EN60974-1
EN60974-10 EN60974-10
Dimensions (LXPXH)
180x430x300 215x596.5x406
mm mm
Generator weight
19 Kg 25 Kg
Above data are referred to environment al 40°C
5.0 TRANSPORT - UNLOADING
Never underestimate the weight of the equipment,
(see technical characteristics).
Never make the cargo pass or leave it suspended
over people or things.
Neither let the equipment or the single unit fall,
nor put it down with force.
Once it has been removed from the packing, the power
source is supplied with an extendible belt which can be
used to move it in the hand or on the shoulder.
6.0 INSTALLATION
Choose an adequate installation area by following
the criteria provided in Section "1.0 SAFETY" and
“2.0 ELECTROMAGNETIC COMPATIBILITY (EMC)”.
Do not position the power source and the equipment on surfaces with inclination exceeding 10°
with respect to the horizontal plane.
Protect the installation from heavy rain and sun.
6.1 Electric connection to the supply mains
The equipment is provided with a single electric connection with
a 5m cable positioned in the rear part of the power source.
Size table of the power source input cables and fuses:
Power source
GENESIS 60
Rated voltage
400 V ±15% 440 V ±15%
Voltage range
340 - 460 V 374 - 506 V
Delayed fuses
16 A 500 V 16 A 500 V
Power supply cable
4x4 mm2 4x4 mm2
Power source
GENESIS 90
Rated voltage
400 V ±15%
Voltage range
340 - 460 V
Delayed fuses
32 A 500 V
Power supply cable
4x6 mm2
* The electrical system must be made by skilled technicians
with the specific professional and technical qualifications
and in compliance with the regulations in force in the
country where the equipment is installed.
* The welding power source supply cable is provided with a
yellow/green wire that must ALWAYS be earthed. This yellow/green wire must NEVER be used with other voltage
conductors.
* Verity the existence of the earthing in the used plant and
the good condition of the socket/s
* lnstall only plugs that are homologated according to the
safety regulations.
17
WARNING
WARNING

6.2 Connecting the equipment components
Keep to the safety regulations contalned in section
“1.0 SAFETY”.
Connect the componente carefully, in order to
avoid power losses.
7.0
SETTING UP
For installation of the system, follow the instructions below:
1. Place the generator in a dry, clean place with suitable ventilation.
2. Connect up the compressed air supply with a 1/4 inch to the
air inlet P1 in the filter unit F (Fig.2). The pressure must ensure at least 5 bars with a flow rate of at least 200 litres a minute.
Securely connect the earth cable connector to the generator
as shown in figure 4.
3. Position the earthing clamp onto the piece to be cut, ensuring
that it makes a good electric connection (Fig. 4).
4. Check that all the components of the torch are present and
correctly fitted and connect the torch fitting to the connector
on the generator as shown in figure 3.
Insert the male fitting (torch side) into the corresponding
female fitting (machine side). Align the locating tooth (A) on
the housing and insert the ring nut (B) which must be compatible.
To permit screw-tightening of the ring nut (B), the tool provided (D) must be first inserted and pressed into the hole (C)
in order to release the anti-rotation lock. This operation must
be performed until the ring nut has been completely tightened. To disconnect the torch, first release the anti-rotation
lock by inserting the tool provided (D) into the hole (C).
Fig. 3
5. Switch on the system, ensuring the LED's are working correctly and some display.
If operating faults occur in the generator it will be inhibited
until normal operating conditions are restored. Press the gas
test pushbutton (T2 in Fig 1) in order to remove residual
impurities from the compressed air circuit, then lift and turn
the knob to adjust the pressure (F1 Fig.2) until the display D2
shows a pressure reading of 5 bars (carry out the operation
keeping the gas test button pressed down, so as to make the
adjustment with air circulating in the piping).
6. Set the value of the cutting current with the potentiometer,
keeping in mind the thickness to be dealt with.
7. Press for a moment the torch button so as to generate the
pilot arc; release the control, checking the machine is correctly operating with the display panel. It is advisable not to
keep the arc lit to no purpose without making contact, so as
to prevent wear on the electrode and the nozzle. If you continue to use it like this the apparatus itself will turn off the
pilot light after about 6 seconds.
In the case where a fault is found during the above phases,
check the LED's, the display and if necessary consult the
chapter "Possible electrical faults" in the manual.
Fig. 4
8.0
PROBLEMS - CAUSES
8.1
Possible cutting defects
18
FAULT
Insufficient penetration
The cutting arc goes out
Substantial burr formation
Nozzle overheating
CAUSE
- Cutting speed too high
- Current set too low
- Earth clamp with inefficient
contact
- Thickness of piece excessive
- Electrode, nozzle or diffuser
worn
- Air pressure too high
- Cutting speed too low
- Insufficient air flow
- Defective pressure switch
- Supply voltage too low
- Inadequate air pressure
- Cutting speed too low
- Nozzle eroded
- Electrode eroded
- Insufficient air quantity
19
8.2
Possible electrical failures
See also chapter 4.1 for problems with alarm code.
If you have any doubts or problems, do not hesitate to consult your nearest technical service centre.
9.0 NECESSARY ROUTINE MAINTENANCE
Prevent metal powder from accumulating near the aeration fins
and over them.
Disconnect the power supply before every operation!
Carry out the following periodic controls on the
power source:
* Clean the power source inside by means of low-
pressure compressed air and soft bristel brushes.
* Check the electric connections and all the connec-
tion cables.
For the maintenance or replacement of torch
componente and/or earth cables:
* Disconnect the power supply before every operation.
* Check the temperature of the componente and make
sure that they are not overheated.
* Always use gloves in compliance with the safety stan-
dards.
* Use suitable spanners and tools.
* For torch maintenance, keep carefully to the directions
shown under instructions for use of the torch enclosed with
this manual.
Note: Failure to perform said maintenance will invalidate all
warranties and exempt the manufacturer from all liability.
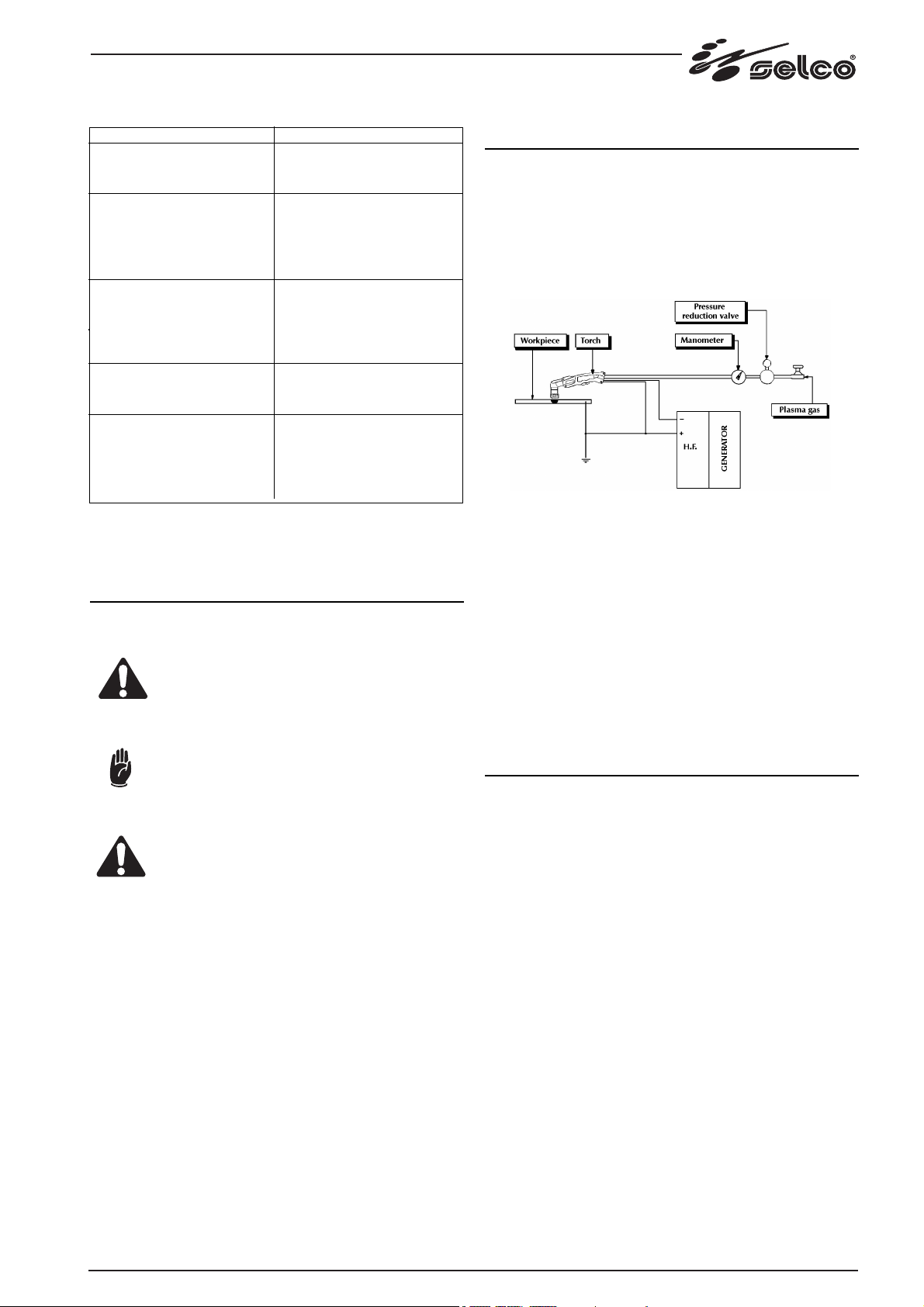
10.0 THEORETICAL OUTLINE OF PLASMA
CUTTING
A gas assumes the plasma state when it is brought to an extremely high
temperature and ionizes wholly or partly, thus becoming electrically
conductive.
Although the plasma exists in every electric arc, by the term "plasma arc"
we refer specifically to a torch for welding or cutting that uses an electric arc, made to pass through the constricting neck of a suitable nozzle,
to heat a gas coming out of this, so as to take it to the plasma state.
Fig. 5 Manual plasma cutting plant
10.1 Plasma cutting process
The cutting action is obtained when the plasma arc, made very
hot and highly concentrated by the design of the torch, transfers
onto the conductive piece to be cut, closing the electrical circuit
with the generator. The material is first melted at a high temperature of the arc, and then removed by the high exit velocity of
the ionized gas from the nozzle.
The arc can have two different states: that of the transferred arc,
when the current passes through the piece to be cut, that of the
pilot arc or non-transferred arc, when this is sustained between
the electrode and the nozzle.
11.0 CUTTING SPECIFICATIONS
In plasma cutting, the thickness of the material to be cut, the speed
of cutting and the current supplied by the generator have values
which are related to each other; these depend on the type and
quality of the material, type of torch as well as the type and condition of the electrode and nozzle, distance between nozzle and
piece, pressure and impurity of the compressed air, cut quality
required, temperature of the piece to be cut, etc.
In the diagrams as in Fig. 6, 7, 8, 9, 10, we can see that the thickness to be cut is inversely proportional to the cutting speed, and
that both these values can be increased with an increase in current.
FAULT
Apparatus fails to come on (Yellow
LED L1 off)
Pilot arc fails to ignite (with yellow
LED L1 on)
Pilot arc fails to ignite (with yellow LED L1 and red LED L3 on)
Fails to transfer from pilot arc to
cutting arc
Lack of power output
CAUSE
- Incorrect mains supply
- Break in the contacts of the
torch button (check the connection of the torch attachment is
working after having cut off the
power supply)
- Torch parts subject to wear out
of action
- Air pressure too high
- Possible problems in control circuits
- Possible problems in control circuits
-
Arc sensors faulty
- Protective devices triggered (see
chapter on
"Functions of controls")
- Possible problems in control circuits
20
GENESIS 60
MILD STEEL
STAINLESS STEEL
ALUMINIUM
*
High quality cut
Fig. 6
Fig. 7
Thickness (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Current (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Speed (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Thickness (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Current (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Speed (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Thickness (mm)
1
1
2
3
1
2
3
4
Current (A)
20
30
30
30
40
40
40
40
Speed (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600
21
GENESIS 90
MILD STEEL
STAINLESS STEEL
ALUMINIUM
*
High quality cut
Fig. 8
Fig. 9
Fig. 10
Thickness (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Current (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Speed (mm/min)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Thickness (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Current (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Speed (mm/min)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Thickness (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Current (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Speed (mm/min)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

22
NOTES
DEUTSCH
GEBRAUCHS-UND WARTUNGSANLEITUNG
Dieses Anleitungsheft ist ein integrierender Bestandteil der Einheit bzw. der Maschine und muß daher bei einer Verlagerung oder
beim Wiederverkauf derselben immer mitgeliefert werden. Der Benutzer wird dafür sorgen, das Anleitungsheft intakt und in gutem
Zustand aufzubewahren. Die Firma SELCO s.r.l. behält sich das Recht vor, jederzeit und ohne Vorankündigung Ände-
rungen vorzunehmen. Vorbehalten und ohne schriftliche Genehmigung seitens der Firma SELCO s.r.l. verboten sind Übersetzungs-
, Nachdruck- und Bearbeitungsrechte, ob ganzheitlich oder auszugsweise und mit welchen Mitteln (einschließlich Fotokopien, Filme
und Mikrofilme) sie auch durchgeführt werden.
Ausgabe ‘02
KONFORMITÄTSERKLÄRUNG CE
Die Firma
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
erklärt, daß das Gerät Typ
GENESIS 60
GENESIS 90
den folgenden Richtlinien entspricht: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
und daß folgende die Normen angewendet wurden: EN 60974-10
EN 60974-1
Jede von der Firma SELCO s.r.l. nicht genehmigte Änderung hebt die Gültigkeit dieser Erklärung auf.
Onara di Tombolo (PADOVA) Rechtlicher Vertreter von Selco
..................................
Lino Frasson
INHALTSVERZEICHNIS
23
1.0 SICHERHEIT . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
1.1 Persönlicher Schutz und Schutz Dritter . . . . . . . . . . . . .24
1.2 Brand-/Explosionsverhütung . . . . . . . . . . . . . . . . . . . . .24
1.3 Rauch- und Gasschutz . . . . . . . . . . . . . . . . . . . . . . . .24
1.4 Generator aufstellen . . . . . . . . . . . . . . . . . . . . . . . . . .24
1.5 Gerät installieren . . . . . . . . . . . . . . . . . . . . . . . . . . . .24
1.6 Vorsichtsmaßnahmen gegen Gefahren im
Zusammenhang mit der Benützungvon Druckluft . . . . . . . .24
2.0 ELEKTROMAGNETISCHE VERTRÄGLICHKEIT (EMC) . . . . .25
2.1 lnstallation, Gebrauch und Bewertung
des Bereichs . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25
2.2 Systeme zur Reduzierung der Emissionen . . . . . . . . . . .25
3.0 GEFAHRENANALYSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . .25
4.0 VORSTELLUNG DER MASCHINE . . . . . . . . . . . . . . . . . . .26
4.1 Vorderes Schaltfeld . . . . . . . . . . . . . . . . . . . . . . . . . .26
4.2
Hinteres Schaltfeld
. . . . . . . . . . . . . . . . . . . . . . . . . . . .27
4.3 Technische Eigenschaften . . . . . . . . . . . . . . . . . . . . . .27
5.0 TRANSPORT - ABLADEN . . . . . . . . . . . . . . . . . . . . . . . . .27
6.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .27
6.1 Elektrischer anschluss an das netz . . . . . . . . . . . . . . . .27
6.2 Anschlüsse . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28
7.0
INBETRIEBNAHME
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .28
8.0 STÖRUNGEN - URSACHEN . . . . . . . . . . . . . . . . . . . . . . .28
8.1
Mögliche Fehler beim Schnitt
. . . . . . . . . . . . . . . . . . . . . .28
8.2
Mögliche elektrische Störungen
. . . . . . . . . . . . . . . . . . . .29
9.0
NOTWENDIGE GEWÖHNLICHE WARTUNG
. . . . . . . . . . . . .29
10.0
THEORETISCHE HINWEISE ZUM PLASMASCHEIDEN
. . . . . .29
10.1 Plasma-Schnittverfahren . . . . . . . . . . . . . . . . . . . . . .29
11.0
SCHNITT-MERKMALE
. . . . . . . . . . . . . . . . . . . . . . . . . . . .29
GENESIS 60
WEICHER STAHL
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30
EDELSTAHL
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30
ALUMINIUM
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .30
GENESIS 90
WEICHER STAHL
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
EDELSTAHL
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
ALUMINIUM
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .31
SYMBOLE
Drohende Gefahren, die schwere Verletzungen
verursachen, und gefährliche Verhaltensweisen,
die schwere Verletzungen verursachen könnten.
Verhaltensweisen, die leichte Verletzungen oder
Sachschäden verursachen könnten.
Die mit diesem Symbol gekennzeichneten Anmerkungen sind technischer Art und erleichtern
die Arbeitsschritte.
1.0 SICHERHEIT
Vor Arbeitsbeginn sollten Sie das Anleitungsheft sorgfältig durchlesen und sich vergewissern,
ob Sie alles richtig verstanden haben. Nehmen Sie keine Änderungen vor und führen keine
hier nicht beschriebenen Instandhaltungsarbeiten durch. In Zweifelsfällen oder wenn bei
der Anwendung der Maschine Probleme auftreten sollten, die hier nicht beschrieben sind,
wenden Sie sich an das Fachpersonal.
Die Firma der Hersteller haftet nicht für Personen- oder Sachschäden, die auf unaufmerksames Lesen bzw. auf Nachlässigkeit bei der Durchführung der in diesem Anleitungsheft
beschriebenen Anweisungen zurückzuführen sind.
1.1 Persönlicher Schutz und Schutz Dritter
Das Schweißverfahren (Schneidverfahren) ist eine schädliche Quelle von Strahlungen,
Lärm, Wärme und gasförmigen Ausdünstungen. Die Träger lebenswichtiger elektronischer
Apparaturen (Pacemaker) müssen die Genehmigung des Arztes einholen, bevor sie sich
Verfahren wie Bogenschweißen oder Plasmaschneiden nähern. Der Hersteller wird im
Schadensfalle bei Nichteinhaltung des Obigen keine Haftung übernehmen.
Persönlicher Schutz:
- Keine Kontaktlinsen verwenden!!!
- Einen Verbandkasten griffbereit halten.
- Verbrennungen oder Verletzungen nicht unterschätzen.
- Schutzkleidung anziehen, um die Haut vor Bogenstrahlen und Funken bzw. vor glühend
heißem Metall zu schützen, und einen Schutzhelm oder eine Schweißerschutzhaube
verwenden
- Schutzschilder mit seitlichem Schutz für das Gesicht und geeignetem Schutzfilter (mindestens NR10 oder mehr) für die Augen verwenden.
- Ohrenschützer verwenden, wenn das Schweißverfahren (Schneidverfahren) zu einer
gefährlichen Lärmquelle wird.
Bei der manuellen oder mechanischen Beseitigung der Schweißschlacken
(Schneideschlacken) immer Schutzbrillen mit Seitenschutz aufsetzen.
Die Schweißoperationen (Schneidoperationen) sofort abbrechen, wenn das Gefühl
eines elektrischen Schlags wahrgenommen wird.
Schutz Dritter:
- Eine feuerhemmende Trennwand aufstellen, um den Schweißbereich
(Schneidenbereich) vor Strahlen, Funken und glühenden Schlacken zu schützen.
- Die ggf. anwesenden dritten Personen darauf hinweisen, die Bogenstrahlen bzw. das glühende Metall nicht zu fixieren und sich davor zu schützen.
- Wenn der Geräuschpegel die gesetzlich festgelegten Grenzen überschreitet, den
Arbeitsbereich abgrenzen und prüfen, ob die Personen, die diesen Bereich betreten,
Hauben oder Ohrenschützer tragen.
1.2 Brand-/Explosionsverhütung
Das Schweißverfahren (Schneidverfahren) kann Brand und/oder Explosion verursachen.
- Die Druckgasflaschen sind gefährlich; vor Anwendung den Lieferanten zu Rate ziehen.
Die Gasdruckflaschen so aufstellen, daß sie vor:
- direkter Einwirkung der Sonnenstrahlen;
- Flammen;
- Temperaturschwankungen;
- sehr niedrigen Temperaturen geschützt sind.
Die Gasdruckflaschen mit geeigneten Vorrichtungen an Wänden o.ä. befestigen, damit
sie nicht fallen können.
- Die entzündbaren bzw. brennbaren Stoffe oder Gegenstände aus dem Arbeitsbereich
sowie aus dem umliegentile den Bereich entfernen.
- In der Nähe des Arbeitsbereichs eine Feuerlöschvorrichtung aufstellen.
- Keine Schweiß- oder Schneidoperationen an geschlossenen Behältern oder Rohren
durchführen.
- Auch nachdem die genannten Behälter oder Rohre geöffnet, entleert und sorgfältig
gereinigt wurden, ist die Scheißoperation (Schneidoperation) mit größter Sorgfalt durchzuführen.
- Nicht in Räumen schweißen (Schneiden), die explosive Staubteile, Gase oder Dämpfe
enthalten.
- Keine Schweißungen (Schneiden) über oder in der Nähe von Druck- behältern ausführen.
- Bedienen sie nicht solches Gerät, um die Röhre zu entfrosten.
1.3 Rauch- und Gasschutz
Rauch, Gas und Staub, die durch das Schweißverfahren (Schneidverfahren) entstehen, können gesundheitsschädlich sein.
- Wichtiger Hinweis: keinen Sauerstoff für die Lüftung verwenden.
- lm Arbeitsbereich eine angemessene natürliche Lüftung bzw. Zwangsbelüftung
vorsehen.
- Wenn Schweißungen (Schneiden) in engen Räumen durchgeführt werden, sollte
der Schweißer von einem außerhalb dieses Raums stehenden Kollegen beaufsichtigt werden.
- Die Gasflaschen im Freien oder in gut belüfteten Räumen aufstellen.
- Keine Schweißoperationen (Schneidoperationen) in der Nähe von Entfettungsund Lackierungsstellen durchführen.
1.4 Generator aufstellen
Folgende Vorschriften beachten:
- Leicht zugängliche Schaltungen und Anschlüsse.
- Das Gerät nicht in engen Räumen aufstellen.
- Den Generator nie auf eine Ebene mit einer Neigung von mehr als 10° gegenüber
der horizontalen Ebene aufstellen.
1.5 Gerät installieren
- Die lokalen Bestimmungen bezüglich der Sicherheitsvorschriften bei der lnstallation beachten und Wartung des Gerätes gemäß Anweisungen des Herstellers
ausführen.
- Die ggf. notwendige Wartung ist ausschließlich von qualifiziertem Personal auszuführen.
- Die Schaltung (Reihen- oder Parallelschaltung) der Generatoren ist verboten.
- Vor jedem Eingriff im lnnern des Generators die Zuführleitung von der Anlage
trennen.
- Die Anlage regelmäßig warten.
- Prüfen, ob das Versorgungsnetz und die Erdung ausreichend und angemessen sind.
- Das Massekabel muß so nah wie möglich blim zu schweißenden (Schneidenden)
Bereich angeschlossen werden.
- Die dem Schutzgrad des Generators entsprechenden Vorsichtsmaßnahmen beachten.
- Vor dem Schweißen (Schneiden) den Zustand der elektrischen Kabel und der
Schweissbrenner prüfen; sollten diese beschädigt sein, nicht schweißen
(Schneiden), bevor diese nicht repariert bzw. ersetzt werden.
- Nicht auf das zu schweißende (Schneidende) Material steigen oder sich darauf
stützen.
- Der Schweißer muß darauf achten, zwei Schweissbrenner oder zwei
Schweißzangen nicht gleichzeitig zu berühren.
1.6 Vorsichtsmaßnahmen gegen Gefahren im
Zusammenhang mit der Benützungvon Druckluft
Die Luftbeschickung mit dem entsprechenden Anschluß verbinden und sicherstellen, daß der Druck bei einer Fördermenge von mindestens 200 l/Min. mindestens 6 Bar (0.6 MPa) beträgt. Falls die Luftzufuhr über der Druckreduzierer
eines Komprossors oder einer zentralisierten Anlage erfolg, muß der Reduzierer
auf einen Ausgangs-Höchstdruck eingestellt werden, der Keinesfalls 8 Bar (0.8
MPa) überschreiten darf. Falls die Luftzufuhr über eine Druckluft-Flasche erfolgt,
muß diese mit einem Druckregler ausgestattet sein.
Eine Druckluft-Flasche darf nie direkt an den Reduzierer der
Maschine angeschlossen sein! Der Druck Könnte die Kapazität
des Reduzierers übersteigen und daher zur Explosion führen!
Wenn das oben Beschriebene nicht pünktlich und unbedingt beachtet
wird, so wird der Hersteller jegliche Haftung ablehnen.
24
WARNUNG
2.0
ELEKTROMAGNETISCHE
VERTRÄGLICHKEIT (EMC)
Dieses Gerät ist gemäß den in der abgestimmten Norm EN60974-10
enthaltenen Anweisungen gebaut. Der Benutzer dieses Geräts wird
auf die genannte Norm verwiesen.
- Bei der lnstallation und beim Gebrauch der Anlage die in
diesem Heft enthaltenen Anleitungen beachten.
- Dieses Gerät ist nur für Gewerbezwecke in einer industriellen Umgebung anzuwenden. Man sollte berücksichtigen, daß es bei der Sicherstellung der elektro-magnetischen Verträglichkeit in einem sich von der industriellen
Umgebung unterscheidenden Bereich potentielle
Schwierigkeiten geben kann.
2.1
lnstallation, Gebrauch und Bewertung des
Bereichs
- Der Benutzer muss erfahren auf dem Gebiet sein und ist als
solcher für die Installation und den Gebrauch des Geräts
gemäß der Herstelleranweisungen verantwortlich. Wenn
elektromagnetische Störungen festgestellt werden, muß der
Benutzer des Geräts dafür sorgen, das Problem zusammen
mit dem Kundendienst des Herstellers zu lösen.
- In allen Fällen müssen die elektromagnetischen Störungen
soweit reduziert werden, bis sie keine Belästigung mehr darstellen.
- Bevor das Gerät installiert wird, muß der Benutzer die potentiellen elektromagnetischen Probleme, die sich im um- liegenden Bereich ergeben können, und insbesondere die
Gesundheit der sich in diesem Bereich aufhaltenden personen - Träger von Pacemakers und Hörgeräten-prüfen.
2.2
Systeme zur Reduzierung der Emissionen
NETZVERSORGUNG
- Die Schweißmaschine ist gemäß den Anweisungen des
Herstellers an die Netzversorgung anzuschließen.
lm Falle einer lnterferenz könnten weitere Vorsichtsmaßnahmen beispielsweise Filtrierung der Netzversorgung - notwendig sein.
Desweiteren muß das Versorgungskabel ggf. abgeschirmt werden.
WARTUNG DER SCHWEISSMASCHINE
Die Schweißmaschine muß gemäß den Anweisungen des
Herstellers einer ordentlichen Wartung unterzogen werden.
Alle Zugangs- und Wartungstüren sowie die Abdeckungen müssen
geschlossen und gut befestigt sein, wenn das Gerät in Betrieb ist.
An der Schweißmaschine dürfen keinerlei Änderungen vorgenommen werden.
SCHWEISS- UND SCHNEIDKABEL
Die Schweißkabel (Schneidekabel) müssen so kurz wie möglich
sein, nebeneinander liegen und am bzw. in der Nähe des
Bodens verlanfen.
ÄQUIPOTENTIALANSCHLUSS
Der Erdanschluß aller Metallteile in der Schweißanlage (Schnitt)
und in der Nähe derselben muß berücksichtigt werden. Die mit
dem zu bearbeitenden Stück verbundenen Metallteile stellen
jedoch für den Benutzer eine größere Gefahr dar, denn er könnte einen Schock erleiden, wenn er die Metallteile und die
Elektrode gleichzeitig berührt.
Der Benutzer muß daher vor diesen geerdeten Metallteilen
geschützt sein. Die Vorschriften berüglich äquipotentialan-schluss
beachten.
ERDUNG DES ZU BEARBEITENDEN STÜCKS
Wenn das zu bearbeitende Stück aus Gründen der elektrischen
Sicherheit oder aufgrund seiner Größe und Stellung nicht geerdet
ist, könnte ein Erdanschluß zwischen Stück und Erde die
Emissionen reduzieren.
ABSCHIRMUNG
Durch die selektive Abschirmung anderer im umliegenden
Bereich vorhandenen Kabel und Geräte können die lnterferenzprobleme reduziert werden. Die Abschirmung der gesamten Schweißanlage (Schneidanlage) kann im Falle von
Spezialanwendungen berücksichtigt werden.
3.0 GEFAHRENANALYSE
25
WARNUNG
Durch die Maschine entstehende Gefahren
Gefahr durch lnstallationsfehler.
Gefahren elektrischer Natur.
Gefahren infolge von elektromagnetischen Störungen, die
durch die Schweißmaschine verursacht und auf der
Schweißmaschine induziert werden.
Angewendete Vorbeugungsmaßnahmen
Diese Gefahren wurden durch die Erstellung einer Gebrauchsanleitung beseitigt.
Anwendung der Norm EN 60974-1
Anwendung der Norm EN 60974-10

Das in diesem Kapitel dargestellte ist lebenswichtig und
daher notwendig, damit die Garantien in Kraft treten können. Der Hersteller lehnt jegliche Haftung ab, falls sich der
Bediener nicht an das Dargestellte halten sollte.
4.0 PRÄSENTIERUNG DER SCHWEIßMASCHINE
Genesis 60 und Genesis 90 sind handliche und kompakte Generatoren für
den Plasmaschnitt.
Genesis 60 und Genesis 90 verwenden als einziges Gas Druckluft, die von
einem normalen Kompressor oder einer ausreichend bemessenen
Zentralanlage geliefert werden kann; trotz ihres geringen Gewichts und
der sehr kompakten Abmessungen sind sie imstande, auf preisgünstige
Weise Schnitte guter Qualität bis zu Stärken von 20 mm für Genesis 60
und von 30 mm für Genesis 90 an unlegiertem Stahl auszuführen.
Das sehr gute Leistungs-/Gewichtsverhältnis wurde durch die Anwendung
der Invertertechnologie möglich, ein gemeinsames Merkmal aller Genesis
Schweißmaschinen.
Der Strom ist stabil und reagiert nicht auf Netzspannungsschwankungen,
auf die Änderung der Schneidebogenhöhe, der Vorschubgeschwindigkeit
und der Dicke des zu schneidenden Metalls. Genesis 60 und 90 sind mit
einem automatischen Wiederzündungskreis des Steuerbogens ausgestattet, so dass Metallstrukturen auf optimale Weise zu Gittern geschnitten
werden können.
Es sind Sicherheitssysteme vorhanden, die den Leistungskreis abstellen,
wenn der Schweißer mit Maschinenteilen in Berührung kommt, die unter
Spannung stehen, sowie Kontrollvorrichtungen zur Reduzierung des
Verschleißes von Elektrode und Düse im Augenblick der
Schneidebogenzündung. Die Steuerbogenzündung erfolgt durch eine
Hochfrequenz-Spannungsentladung, die nach erfolgreichem Vorgang
automatisch abgeschaltet wird, wodurch die Abgaben von Funkstörungen
beim restlichen Schneideverfahren begrenzt sind.
Der Generator verfügt über:
- einen Anschluss für den Brenner
- einen Steckanschluss für die Masse
- ein vorderes Schaltfeld
- ein hinteres Paneel.
4.1
Vorderes Schaltfeld (Abb. 1)
Abb.1
*
L1: Kontrolleuchte Spannung vorhanden grüne LED.
Die LED geht durch den Anlaßschalter auf dem hinteren
Schaltfeld (Abb. 2) "I1" auf Position "I" an. Die Anlage ist somit
eingeschaltet und steht unter Spannung.
* L2: Kontrolleuchte Ausgangsleistung rote Anzeige.
Leuchtet sowohl während des Schneidens des Werkstücks als
auch wenn kein Schneiden erfolgt auf, wenn der Bogen zündet, und geht aus, sobald der Bogen beendet ist.
* L3: Alarmanzeige bei Schweißbrenner ohne Schutzkappe
grüne Anzeige.
Zeigt an, daß die Schutzkappe des Schweißbrenners nicht
korrekt angeschraubt wurde. Der Stromerzeuger weist keine
Ausgangsleistung auf.
* L4: Alarmanzeige bei fehlender Pressluft grüne Anzeige.
Zeigt an, daß der Druck der Pressluft unter 3 bar liegt und folglich nicht für einen korrekten Betrieb ausreicht.
Der Stromerzeuger weist keine Ausgangsleistung auf.
* L5: Kontrolleuchte Schutzschalter gelbe LED.
Zeigt die erfolgte Einschaltung der Schutzschalter - Thermoschutzschalter an.
Wenn "L5" eingeschaltet ist, bleibt der Generator am Netz
angeschlossen, liefert jedoch keine Abgangsleistung.
"L5" bleibt solange eingeschaltet, bis die Störung beseitigt ist
und jedenfalls bis die lnnentemperaturen wieder den normalen Wert erreichen; in diesem Fall muß der Generator eingeschaltet bleiben, damit der Lüfter in Betrieb bleibt und
Kürzere Ausfallszeiten gegeben sind.
* E1 : Encoder zum Einstellen des Schneidstroms.
Während des Schneidens bleibt dieser Strom auch bei
Veränderungen der Versorgungs- und Schneidbedin-gungen
innerhalb der erklärten Bereiche konstant.
* T1: Auswähltaste für die VOLT-AMPERE-Lesung,
Zur Anzeige der Schweissspannung oder des Schweisstromes
am DISPLAY "D1" Ist die LED "V" eingeschaltet, so wird die
beim letzten Schnitt als letzte durchgeführte
Spannungsmessung gezeigt. Falls das Schneiden nicht innerhalb von 5 Sek. begonnen wird, erfolgt die automatische
Umschaltung auf A mit Anzeige des eingegebenen Stromes.
Falls das Schneiden dagegen in diesem Zeitraum begonnen
wird, so wird die Spannung während des gesamten
Schneideprozesses angezeigt und die Messung bleibt nach
dem Schneiden noch 5 Sekunden lang angezeigt. Falls die
LED "A" am Display "D1" eingeschaltet ist, so wird der eingegebene Strom oder der Strom des derzeit laufenden
Schneideprozesses gezeigt. Dieser Wert bleibt 5 Sekunden
lang nach Beendigung des Schneidens angezeigt.
* T2: Gastest-Druckknopf.
Dadurch kann der Pressluftkreis von Unreinheiten befreit,
sowie der Druck und das Leistungsvermögen der Pressluft,
ohne Ausgangsleistung, vorreguliert werden.
* D1: liefert folgende Werte: eingegebener Strom,
Schneidestrom und Schneidespannung, oder die Schriften
GEN (beim Einschalten) und ERR (blinkt im Alarmfall).
* D2: liefert den gemessenen Wert des Luftdrucks beim
Schneideprozess. Beim Einschalten wird die Softwareversion
gezeigt. Im Alarmfall wird blin kend der Code des Alarms
gezeigt:
01 IIC Fehler
02 Brennerkappe geöffnet
03 zu niedriger Luftdruck
11 Wärmeschalter
Im Alarmfall werden die Betriebskonditionen erst
nach Beseitigung der Ursache wiederhergestellt.
26

4.2
Hinteres Schaltfeld (Abb. 2)
*
I1 : Anlaßschalter.
Steuert die elektrische Zündung der Schweißmaschine .
Er verfügt über zwei Positionen: "O" AUS; "I" EIN.
* Mit I1 auf Position "I" EIN ist die Schweißmaschine operativ.
* An das Netz angeschlossene Schweißmaschine, auch wenn
der Schalter I1 auf Position "O" ist, sind einige Teile in
ihrem Inneren unter Spannung. Die in dieser Anleitung aufgeführten Hinweise strengstens einhalten.
* 1 :
Speisekabel.
* F1 : Drehknopf für Drucklesung
* P1 : 1/4 “ Anschluss der Luftverbindung der Filtereinheit
* F : Luftfiltereinheit
Abb.2
4.3
Technische Eigenschaften
G 60 G90
Speisespannung
(50/60 Hz) 3x400 V (440V) 3x400V
Verzögerte sicherung
16 A 32 A
Nennleistung
8.32 kW 11.98 kW
Schneidestrom
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Schneidespannung
(x=60%) 124 V 116 V
Leerspannung
260 V 265 V
Steuerbogenstrom
22 A 22 A
Gastyp
LUFT LUFT
Arbeitsdruck
5 bar 5 bar
Durchfluss
180 l/min 180 l/min
zu verwendender Brenner PLASMABRENNER 81.20.037
Schutzart
IP23C IP23C
Isolationsklasse
HH
Konstruktionsnormen
EN60974-1 EN60974-1
EN60974-10 EN60974-10
Abmessungen (LXTXH)
180x430x300 215x596.5x406
mm mm
Generatorgewicht
19 Kg 25 Kg
Die Angaben beziehen sich auf 40°C Umgebung
5.0 TRANSPORT - ABLADEN
Das Gewicht der Anlage nicht unterschätzen,
(siehe Technische Eigenschaften).
Die angehobene Last nicht über Personen oder
Sachen bewegen oder hängen lassen.
Die Anlage oder die einzelne Einheit nicht fallen
lassen oder mit Gewalt auflegen.
Nach der Entfernung der Verpackung ist der
Generator mit einem dehnbaren Riemen versehen, der eine Beförderung sowohl mit der Hand
als auch auf der Schulter ermöglicht.
6.0 INSTALLATION
Den für die lnstallation geeigneten Standort wählen; dabei die Anweisungen in Abschnitt "1.0
SICHERHEIT" und "2.0 ELEKTROMAGNETISCHE
VERTRÄGLICHKEIT (EMC)" beachten.
Den Generator und die Anlage nie auf eine
Fläche mit einer Neigung von mehr als 10° gegenüber der horizontalen Ebene aufstellen. Die
Anlage vor heftigem Regen und Sonne schützen.
6.1 Elektrischer anschluss an das netz
Die Anlage ist an der hinteren Generatorseite mit einem einzigen elektrischen 5m langen Anschlußkabel.
Tabelle der Kabel und Sicherungen am Generatoreingang:
Generator
GENESIS 60
Nennspannung
400 V ±15% 440 V ±15%
Spannungsbereich
340 - 460 V 374 - 506 V
Träge Sicherungen
16 A 500 V 16 A 500 V
Anschlußkabel
4x4 mm2 4x4 mm2
Generator
GENESIS 90
Nennspannung
400 V ±15%
Spannungsbereich
340 - 460 V
Träge Sicherungen
32 A 500 V
Anschlußkabel
4x6 mm2
* Der elektrische Anschluß muß gemäß den am lnstalla-
tionsort geltenden Gesetzen von qualifizierten
Technikern, die eine spezifische Ausbildung nachweisen
können, ausgeführt werden.
* Das Netzkabel der Schweißmaschine wird mit einem
gelb/roten Leiter geliefert, der IMMER an den
Erdungsschutzleiter angeschlossen werden muß. Dieser
gelb/rote Leiter darf NIE zusammen mit anderen Leitern
für Spannungsentnahmen verwendet werden.
* Prüfen, ob die verwendete Anlage "geerdet" ist und ob
die Steckdose/n in gutem Zustand sind.
* Nur Stecker montieren, die den Unfallverhütungsvor-
schriften entsprechen.
27
WARNUNG
WARNUNG

6.2 Anschlüsse
Die in Abschnitt 1.0 SICHERHEIT beschriebenen
Unfallverhütungsvorschriften beachten.
Die Anschlüsse sorgfältig ausführen, um
Leistungsverluste zu vermeiden.
7.0
INBETRIEBNAHME
Für die Inbetriebnahme der Anlage sind folgende Anweisungen zu
beachten:
1. Generator an einem trockenen sauberen und ausreichend entlüfteten Ort aufstellen.
2. Druckluftversorgungskabel mittels Anschlußstück zu 1/4 Zoll an
Lufteingang P1 in der Filtereinheit F anschliessen (Abb. 2) anschließen. Der Druck muß mindestens 5 bar betragen, mit einer
Mindestförderleistung von 200 l pro Minute.Den Verbinder des
Erdkabels wie in Abbildung 4 gezeigt gut am Generator anschließen.
3. Erdungszange auf das zu schneidende Stück positionieren und
sich versichern, daß ein ausreichender elektrischer Kontakt vorhanden ist (Abb. 4).
4. Vorhandensein aller Bestandteile des Brennerkörpers, deren korrekte Anbringung und den Brenneranschluss überprüfen wie in
Abbildung 3 gezeigt am Generatorverbinder anschließen.
Das Vaterteil des Anschlusses (Brennerseite) in das Mutterteil des
Anschlusses (Maschinenseite) einstecken. Den Ausrichtzahn
(A)an seinem Sitz einrasten und die Nutmutter (B) einschrauben,
die kompatibel sein muss.
Damit die Nutmutter (B) eingeschraubt werden kann, muss das
mitgelieferte Werkzeug (D) zuerst eingesteckt werden, dann mit
ihm in das Loch (C) drücken, so dass der Block entfernt wird,
der die Drehung verhindert. Das muss gemacht werden, bis die
Nutmutter ganz eingeschraubt ist. Um den Brenner abzunehmen, zuerst den Antidrehblock entfernen, indem das mitgelieferte Werkzeug (D) in das Loch (C) gesteckt wird.
Abb. 3
5. Anlage einschalten und den einwandfreien Betrieb der Anzeigeleds
unt die Display kontrollieren.
Sollten Betriebsstörungen vorliegen, wird der Generatorbetrieb
gehemmt, bis die normalen Betriebskonditionen wiederhergestellt
sind. Betätigen Sie den Gastest-Druckknopf (T2 der Abb. 1), um
den Pressluftkreis von eventuellen Rückständen oder
Unreinheiten zu befreien, dann den Drehknopf zur
Druckeinstellung (F1 - Abb. 2) anheben und drehen, bis auf dem
Display D2 ein Druck von ca. 5 bar angezeigt wird (dieser Vorgang
wird durchgeführt, während man gleichzeitig den GastestDruckknopf gedrückt hält, damit die Einstellung mit offenem
Luftkreislauf erfolgen kann).
6. Unter Berücksichtigung der zu schneidenden Stärke wird der
Schnittstromwert mittels Potentiometer eingestellt.
7. kurz die Brennertaste drücken, um den Steuerlichtbogen herzustellen; Taste loslassen und den korrekten Betrieb der Maschine
auf der Anzeigetafel kontrollieren.
Es ist ratsam, den Lichtbogen nicht ungenutzt brennen zu lassen, um
den Verschleiß von Elektrode und Düse zu vermeiden. Wenn dies
trotzdem passieren sollte, schaltet die Anlage den Steuerlichtbogen
automatisch nach etwa 6 Sekunden aus. Falls während der oben
beschriebenen Abläufe Störungen auftreten, sind die Anzeigenleds
unt die Display zu kontrollieren und eventuell im Abschnitt
"Mögliche elektrische Störungen" des vorliegenden Handbuchs
nachzuschlagen.
Abb. 4
8.0 STÖRUNGEN - URSACHEN
8.1
Mögliche Fehler beim Schnitt
28
STÖRUNG
Ungenügende Durchdringung
Der Schnittlichtbogen erlischt
Hohe Gratbildung
Überhitzung der Düse
URSACHE
- Zu hohe Schnittgeschwindigkeit
- Eingestellter Stromwert ist zu
niedrig
- Erdungsklemme mit ungenügendem kontakt
- Das Werkstück ist zu dick
- Elektrode, Düse oder Verteiler
sind verbraucht
- Zu hoher Luftdruck
- Zu geringe
Schnittgeschwindigkeit
- Unzureichende
Luftfördermenge
- Schadhafter Druckwächter
- Zu tiefe Versorgungsspannung
- Ungeeigneter Luftdruck
- Zu geringe
Schnittgeschwindigkeit
- Ausgefressene Düse
- Ausgefressene Elektrode
- Unzureichende Luftmenge

29
8.2
Mögliche elektrische Störungen
Siehe auch Kapitel 4.1 für Probleme, bei denen ein
Alarmcode gezeigt wird.
Ohne zu zögern, ist bei jeglichem Zweifel bzw. Problem der
nächstliegende technische Kundendienst zu verständigen.
9.0 NOTWENDIGE GEWÖHNLICHE WARTUNG
Vermeiden, daß Metallstaub in die Nähe oder auf die
Kühlrippen kommt.
Vor jedem Wartungseingriff die Stromzuführung
von der Anlage trennen.
Den Generator regelmäßig prüfen:
* Den Generator innen mit Druckluft mit niederem
Druck und mit weichen Pinseln reinigen.
* Elektrische Verbindungen und Anschlußkabel
prüfen.
Für die lnstandhaltung oder Ersetzung der
Plasmabrennerteile, und/oder der Erdungskabel:
* Vor jedem Wartungseingriff die Stromzuführung trennen.
* Die Temperatur der Teile kontrollieren und prüfen, ob sie
nicht überhitzt sind.
* lmmer Schutzhandschuhe anziehen.
* Geeignete Schlüssel und Vorrichtungen verwenden.
* Bei der Wartung des Brenners muß man sich genauestens
an die dem vorliegenden Handbuch beigelegten
Gebrauchsanweisun-gen des Brenners halten.
ANMERKUNG: Falls die genannte Wartung fehlt, wird jegliche Garantie nichtig und der Hersteller wird von jeglicher
Haftung befreit.
10.0 THEORETISCHE HINWEISE ZUM
PLASMASCHEIDEN
Ein Gas verwandelt sich in Plasma, wenn es auf höchste Temperaturen
gebracht wird und mehr oder weniger vollständig ionisiert, wodurch es
elektrisch leitfähig wird.
Obwohl das Plasma in jedem elektrischen Lichtbogen vorhanden ist,
bezeichnet man mit dem Ausdruck Plasma-Lichtbogen (PLASMA ARC)
ausschließlich Brenner zum Schweißen oder zum Schneiden, die einen
elektrischen Lichtbogen verwenden, der gezwungen wird, durch eine
entsprechende Düsendrosselstelle hindurchzugehen, um ein aus dieser
Düse austretendes Gas zu erhitzen und in Plasma zu verwandeln.
Abb. 5 Manuelle Anlage für den Plasmaschnitt
10.1 Plasma-Schnittverfahren
Der Schnitt im Plasmaverfahren kann durchgeführt werden, wenn der auf
höchste Temperaturen aufgeheizte und dank der Geometrie des Brenners
enorm konzentrierte Plasma-Lichtbogen auf das zu schneidende leitfähige Werkstück übertragen wird und mit dem Generator den elektrischen
Kreis schließt. Das Material wird zunächst durch die hohe Temperatur
des Lichtbogens geschmolzen und dann durch die hohe
11.0 SCHNITT-MERKMALE
Beim Plasmaschnitt sind die Dicke des zu schneidenden Materials, die
Schnittgeschwindigkeit und der vom Generator gelieferte Strom miteinander verbundene Größen. Sie werden von der Art und Qualität des
Materials, dem Brennertyp und der Art und dem Zustand der Elektrode
und der Düse, dem Abstand zwischen Düse und Werkstück, dem
Druck und den Unreinheiten der Druckluft, der gewünschten
Schnittqualität, der Temperatur des zu schneidenden Werkstückes,usw.
beeinflußt.
Aus diesem Grund können nur annähernd richtungsweisende Diagramme erstellt werden (siehe Abbildung 6-7-8-9-10), in welchen dargelegt wird, wie die zu schneidende Stärke umgekehrt proportional zur
Schnittgeschwindigkeit ist, und wie diese zwei Größen durch die
Stromerhöhung inkrementiert werden können.
FEHLER
Die Anlage schaltet nicht ein
(gelbe Led L1 ausgeschaltet)
Steuerlichtbogen zündet nicht
(mit erleuchteter, gelber Led L1)
Steuerlichtbogen zündet nicht
(mit erleuchteten Leds L1 gelb
und L3 rot)
Es fehlt der Übergang von
Steuer- auf Schnitt-Lichtbogen
Keine Leistungsabgabe
URSACHE
- Unkorrekte Netzversorgung
- Unterbrechung der Kontakte
des Brenner- Druckknopfs
(Kontinuität auf dem Verbinder
des Brenneranschlusses überprüfen, nachdem die Anlage
spannungsfrei geschaltet wurde)
- Die verschleißfähigen Teile des
Brenners sind außer Betrieb
- Zu hoher Luftdruck
- Mögliche Probleme mit den
Kontrollschaltkreisen
- Mögliche Probleme mit den
Kontrollschaltkreisen
- Schadhaft Lichtbogen-Sensoren
- Eingriff der Sicherungen (siehe
Abschnitt "Kontrollfunktionen")
- Mögliche Probleme mit den
Kontrollschaltkreisen

30
GENESIS 60
WEICHER STAHL
EDELSTAHL
ALUMINIUM
*
Schnitt von hoher qualität
Abb. 6
Abb. 7
Stärke (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Strom (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Geschwindigkeit (mm/Min.)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Stärke (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Strom (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Geschwindigkeit (mm/Min.)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Stärke (mm)
1
1
2
3
1
2
3
4
Strom (A)
20
30
30
30
40
40
40
40
Geschwindigkeit (mm/Min.)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600

31
GENESIS 90
WEICHER STAHL
EDELSTAHL
ALUMINIUM
*
Schnitt von hoher qualität
Abb. 8
Abb. 9
Abb. 10
Stärke (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Strom (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Geschwindigkeit (mm/Min.)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Stärke (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Strom (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Geschwindigkeit (mm/Min.)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Stärke (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Strom (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Geschwindigkeit (mm/Min.)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

32
ANMERKUNG
FRANÇAIS
MANUEL POUR L’UTILISATION ET LA MAINTENANCE
Ce manuel fait partie intégrante de l'unité ou de la machine et doit l'accompagner lors de chacun de ses déplacements ou en cas de
revente.
L'utilisateur a la charge de le maintenir intègre et en bon état.
SELCO s.r.l. se réserve le droit d'apporter des modifications à tout moment et sans aucun préavis.
Les droits de traduction, de reproduction et d'adaptation, totale ou partielle et par n'importe quel moyen (y compris les photostats, les
films et les microfilms) sont réservés et interdits sans l'autorisation écrite de SELCO s.r.l.
Edition ‘02
DECLARATION DE CONFORMITE CE
L'entreprise
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
déclare que l'appareil type
GENESIS 60
GENESIS 90
est conforme aux directives: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
et que les normes ci-contre ont été appliquées: EN 60974-10
EN 60974-1
Toute intervention ou modification non autorisée par SELCO s.r.l. annulera la validité de cette déclaration.
Onara di Tombolo (PADOVA) Représentant légal Selco
..................................
Lino Frasson
INDEX GENERAL
33
1.0 SECURITE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34
1.1
Protection personnelle et des autres personnes
. . . . . . . . . .34
1.2
Prévention contre le risque d'incendia et d'explosion
. . . . . . . .34
1.3
Protection contre les fumées et les gaz
. . . . . . . . . . . . . .34
1.4
Positionnement du générateur
. . . . . . . . . . . . . . . . . . . .34
1.5
lnstallation de l'appareil
. . . . . . . . . . . . . . . . . . . . . . . .34
1.6
Précautions contre les risques en relation á l’utilisation
d’air comprimé
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .34
2.0
COMPATIBILITE ELECTROMAGNETIQUE
(EMC) . . . . . . . . . . . . .35
2.1 lnstallation, utilisation et évaluation de la zone . . . . . . . .35
2.2 Méthodes de réduction des émissions . . . . . . . . . . . . .35
3.0 ANALYSE DE RISQUE . . . . . . . . . . . . . . . . . . . . . . . . . . . .35
4.0 PRESENTATION DE LA MACHINE . . . . . . . . . . . . . . . . . .36
4.1 Tableau des commandes avant . . . . . . . . . . . . . . . . . . .36
4.2 Tableau de commande arrière . . . . . . . . . . . . . . . . . . .37
4.3
Caractéristiques techniques
. . . . . . . . . . . . . . . . . . . . . . .37
5.0 TRANSPORT - DECHARGEMENT . . . . . . . . . . . . . . . . . . .37
6.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .37
6.1 Branchement electrique au secteur . . . . . . . . . . . . . . .37
6.2 Raccordement des outillages . . . . . . . . . . . . . . . . . . .38
7.0 MISE EN SERVICE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .38
8.0 DEFAUTS ET CAUSES . . . . . . . . . . . . . . . . . . . . . . . . . . . .38
8.1 Défauts de coupe éventuels . . . . . . . . . . . . . . . . . . . . .38
8.2 Inconvénients électriques éventuels . . . . . . . . . . . . . . . .39
9.0 MAINTENANCE ORDINAIRE NÉCESSAIRE . . . . . . . . . . . .39
10.0
APERÇUS THÉORIQUES SUR LE DECOUPAGE AU PLASMA
. .39
10.1 Procédé de coupe au plasma . . . . . . . . . . . . . . . . . . .39
11.0 CARACTÉRISTIQUES DE COUPE . . . . . . . . . . . . . . . . . .39
GENESIS 60
ACIER DOUX
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40
ACIER INOXYDABLE
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40
ALUMINIUM
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .40
GENESIS 90
ACIER DOUX
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
ACIER INOXYDABLE
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
ALUMINIUM
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .41
SYMBOLOGIE
Dangers imminents qui causent de graves lésions
et comportements risqués qui pourraient causer
de graves lésions.
Comportements qui pourraient causer des lésions
sans gravité ou des dommages aux choses.
Les notes précédées par ce symbole sont de caractère technique et facilitent les opérations.
1.0 SECURITE
Avant de commencer toute opération, assurez-vous d'avoir bien lu et bien compris ce manuel. N'apportez pas de modifications et n'effectuez pas d'opérations
de maintenance si elles ne sont pas indiquées dans ce manuel.
En cas de doute ou de problème quant à l'utilisation de la machine, même
s'il n'est pas décrit ici, consultez du personnel qualifié.
Le producteur n'est pas responsable des dommages causés aux personnes
ou aux choses par une lecture inattentive ou une mise en pratique incorrecte des prescriptions de ce manuel.
1.1 Protection personnelle et des autres personnes
Le procédé de soudage (decoupage) constitue une source nocive de radiations, de bruit, de chaleur et d'émanations gazeuses. Les personnes qui portent un stimulateur cardiaque (pacemaker) ou un appareil électronique doivent consulter le médecin avant d'effectuer des opérations de soudure à l'arc
ou de coupe au plasma. En cas de problèmes, le constructeur ne répond pas
des dommages si ces conseils n'ont pas été suivis.
Protection personnelle:
- Ne pas utiliser de lentilies de contact!!!
- Avoir à disposition une trousse de secours.
- Ne pas sousestimer les brûlures ou les blessures.
- Porter des vêtements de protection afin de protéger la peau contre les
rayons de l'arc et les étincelles ou contre le métal incandescent, et un
casque ou une casquette de soudeur.
-
Utiliser un masque avec des protections latérales pour le visage et un filtre
de protection adéquat (au moins NR10 ou supérieur) pour les yeux.
- Utiliser un casque contre le bruit si le procédé de soudage (decoupage)
atteint un niveau de bruit dangereux.
Toujours porter des lunettes de sécurité avec des coques latérales, parti-
culièrement pour enlever, manuellement ou mécaniquement, les
déchets de soudure (decoupage).
Interrompre immédiatement les opérations de soudage (decoupage) en
cas de sensation de décharge électrique.
Protection des autres personnes:
- Installer une cloison de séparation ignifuge afin de proteger la zone de
soudage (decoupage) des rayons, étincelles et déchets incandescents.
- Rappeler éventuellement aux autres personnes de ne pas fixer les rayons
de l'arc (decoupage) et de ne s'approcher ni des rayons ni du métal
incandescent.
- Si le niveau de bruit dépasse les limites prescrites par la loi, délimiter la
zone de travail et s'assurer que les personnes qui y accèdent portent un
casque ou des bouchons de protection.
1.2 Prévention contre le risque d'incendia et d'explosion
Le procédé de soudage (decoupage) peut causer des incendies et/ou des explosions.
- Les bouteilles de gaz comprimé sont dangereuses; consulter le fournisseur avant de les manipuler.
Elles doivent être protégées contre:
- l'exposition directe aux rayons solaires;
- les flammes;
- les écarts de température;
- les température trop basses.
Les bloquer contre le mur ou un support avec des moyens adéquats pour
éviter toute possibilité de chute.
- Débarrasser la zone de travail et ses abords de tous les matériaux et
objets inflammables ou combustibles.
- Installer à proximité de la zone de travail un équipement ou un dispositif anti-incendie.
- Ne pas effectuer d'opérations de soudage ou de découpage sur des récipients ou des tubes fermés.
- Si ces récipients ou ces tubes ont été ouverts, vidés et soigneusement
nettoyés, l'opération de soudage (decoupage) devra dans tous les cas
être effectuée avec beaucoup de précautions.
- Ne pas souder (decoupure) dans une atmosphère contenant des poussières, des gaz ou des vapeurs explosifs.
-
Ne pas effectuer de soudures (decoupure) sur ou à proximité de
récipients en pression.
- Ne pas utilizer cet appareil pour décongeler de tubes.
1.3 Protection contre les fumées et les gaz
Les fumées, les gaz et les poussières produits par le procédé de soudage
(decoupage) peuvent être nocifs pour la santé.
- Ne pas utiliser d'oxygene pour la ventilation.
- Prévoir une ventilation adéquate, naturelle ou forcée, dans la zone de
travail.
- Si les soudures (decoupure) sont exécutées dans des locaux de petites
dimensions, il est conseillé de faire surveiller l'opérateur par un collègue
situé à l'extérieur.
- Placer les bouteilles de gaz dans des endroits ouverts ou dans un local
bien aéré.
- Ne pas effectuer d'opérations de soudage (decoupure) à proximité d'ateliers de dégraissage ou de peinture.
1.4 Positionnement du générateur
Observer les normes suivantes:
- Accès facile aux commandes et aux connexions.
- Ne pas positionner l'appareil dans des locaux de petites dimensions.
- Ne jamais positionner le générateur sur un plan dont l'inclinaison serait
supérieure de 10° au plan horizontal.
1.5 lnstallation de l'appareil
- Respecter les dispositions locales des normes de sécurité lors de l'installation et exécuter les travaux d'entretien du poste selons les dispositions
du constructeur.
- Toute opération éventuelle de maintenance doit exclusivement être
effectuée par du personnel qualifié.
- Il est interdit de connecter, en série ou en parallèle, des générateurs.
- Désactiver la ligne d'alimentation de l'installation avant d'intervenir à l'intérieur du générateur.
- Effectuer la maintenance périodique de l'installation.
- S'assurer que le secteur et la mise à la terre sont suffisants et adéquats.
- Le câble de masse doit être branché le plus près possible de la zone à
souder (decoupure).
- Respecter les précautions relatives au degré de protection du générateur.
- Avant de souder (decoupure), contrôler l'état des câbles électriques et de
la torche; en cas de dommages, ne pas effectuer la soudure (decoupage) avant d'avoir réparé ou remplacé les parties défectueuses.
- Ne pas monter ou s'appuyer sur le matériel à souder (decoupure).
- Il est recommandé à l'opérateur de ne pas toucher en même temps
deux torches ou deux pinces porte-électrode.
1.6 Précautions contre les risques en relation á l’utili-
sation d’air comprimé
Relier l’alimentation de l’air au raccord spécial; contrôler que la pression minimum soit d’au moins 6 bar (0.6 MPa), avec un débit minimum de 200
litres/min. Si l’alimentation de l’air provient d’un réducteur de pression d’un
compresseur ou d’une installation centrale, il faut régler le ré-ducteur selon la
pression maximum à la sortie, qui de toute façon ne doit dépasser 8 bar (0.8
MPa). Si l’alimentation de l’air provient d’une bouteille d’air comprimé, celleci sera dotée d’un régulateur de pression.
Ne jamais relier une bouteille d’air comprimé directement
au réducteur de la machine. Si la pression dépasse la capacité du réducteur, celui-ci pourrait exploser.
Le constructeur décline toute responsabilité si les indications
reportées plus haut ne sont pas strictement respectées.
34
AVERTISSEMENT
2.0 COMPATIBILITE ELECTROMAGNETIQUE (EMC)
Cet appareil est construit conformément aux indications contenues dans la norme harmonisée EN60974-10 à laquelle l'utilisateur de cet appareil peut se référer.
- lnstaller et utiliser l'installation conformément aux indications de ce manuel.
- Cet appareil ne doit être utilisé que dans un but professionnel, dans un local industriel. Il faut savoir qu'il peut
être difficile d'assurer la compatibilité électromagnétique
dans un local non industriel.
2.1 lnstallation, utilisation et évaluation de la zone
-
L'utilisateur, qui doit être un expert du secteur, est responsable
en tant que tel de l'installation et de l'utilisation de l'appareil
selon les indications du constructeur. Si des perturbations électromagnétiques sont relevées, c'est l'utilisateur de l'appareil qui
doit se charger de résoudre la situation en demandant conseil au
service aprèsvente du constructeur.
- Dans tous les cas, les perturbations électromagnétiques doivent être réduites de manière à ne plus représenter une gêne.
- Avant d'installer cet appareil, l'utilisateur devra évaluer les
problèmes électromagnétiques potentiels qui pourraient se
vérifier aux abords de la zone de travail et en particulier pour
la santé des personnes situées à proximité (personnes portant
un pacemaker ou un appareil acoustique).
2.2 Méthodes de réduction des émissions
ALIMENTATION DE SECTEUR
- La soudeuse doit être branchée au secteur conformément
aux instructions du constructeur.
En cas d'interférence, il pourrait être nécessaire de prendre des
précautions supplémentaires, telles que le filtrage de l'alimentation de secteur.
Il faut également envisager la possibilité de blinder le câble d'alimentation.
MAINTENANCE DE LA SOUDEUSE
La soudeuse doit être soumise à une maintenance ordinaire
conformément aux instructions du constructeur.
Toutes les portes d'accès et de service et les couvercles doivent
être fermés et bien fixes quand l'appareil est en marche.
La soudeuse ne doit être soumise à aucune modification.
CABLES DE SOUDAGE ET DE DECOUPAGE
Les câbles de soudage (
decoupage
) doivent rester les plus courts
possible, être positionnés à proximité et se dérouler au niveau
ou près du niveau du sol.
BRANCHEMENT EQUIPOTENTIEL
Le branchement à la masse de tous les composants métalliques
dans l'installation de soudage (
decoupage
) et à proximité doit être
envisagé.
Toutefois les composants métalliques reliés à la pièce usinée augmenteront le risque pour l'opérateur de subir une décharge en
touchant en même temps ces composants métalliques et l'électrode.
L'opérateur doit donc être isolé de tous ces composants métalliques reliés à la masse. Respecter les normes nationales concernant la branchement equipotentiel.
MISE A LA TERRE DE LA PIECE USINEE
Quand la pièce usinée n'est pas branchée à la terre, pour des
motifs de sécurité électrique ou à cause de la dimension et de
la position, un branchement à la masse entre la pièce et la terre
pourrait réduire les émissions.
Il faut veiller à ce que la mise à la terre de la pièce usinée n'augmente pas le risque d'accident pour les utilisateurs ou de dommages sur d'autres appareils électriques.
Respecter les normes nationales concernant la mise à la terre.
BLINDAGE
Le blindage sélectif d'autres câbles et appareils présents à proximité de la zone peut réduire les problèmes d'interférence. Le
blindage de toute l'installation de soudage (
decoupage
) peut être
envisagé pour des applications spéciales.
3.0 ANALYSE DE RISQUE
35
AVERTISSEMENT
Dangers potentiels
Danger du à une erreur d'installation
Dangers de nature électrique.
Dangers lies aux perturbations électromagnétiques générées
et subies par la soudeuse.
Solution adoptées pour le éviter
Les dangers ont été éliminés en rédigeant un manuel d'instructions pour l'utilisation.
Application de la norme EN 60974-1.
Application de la norme EN 60974-10.
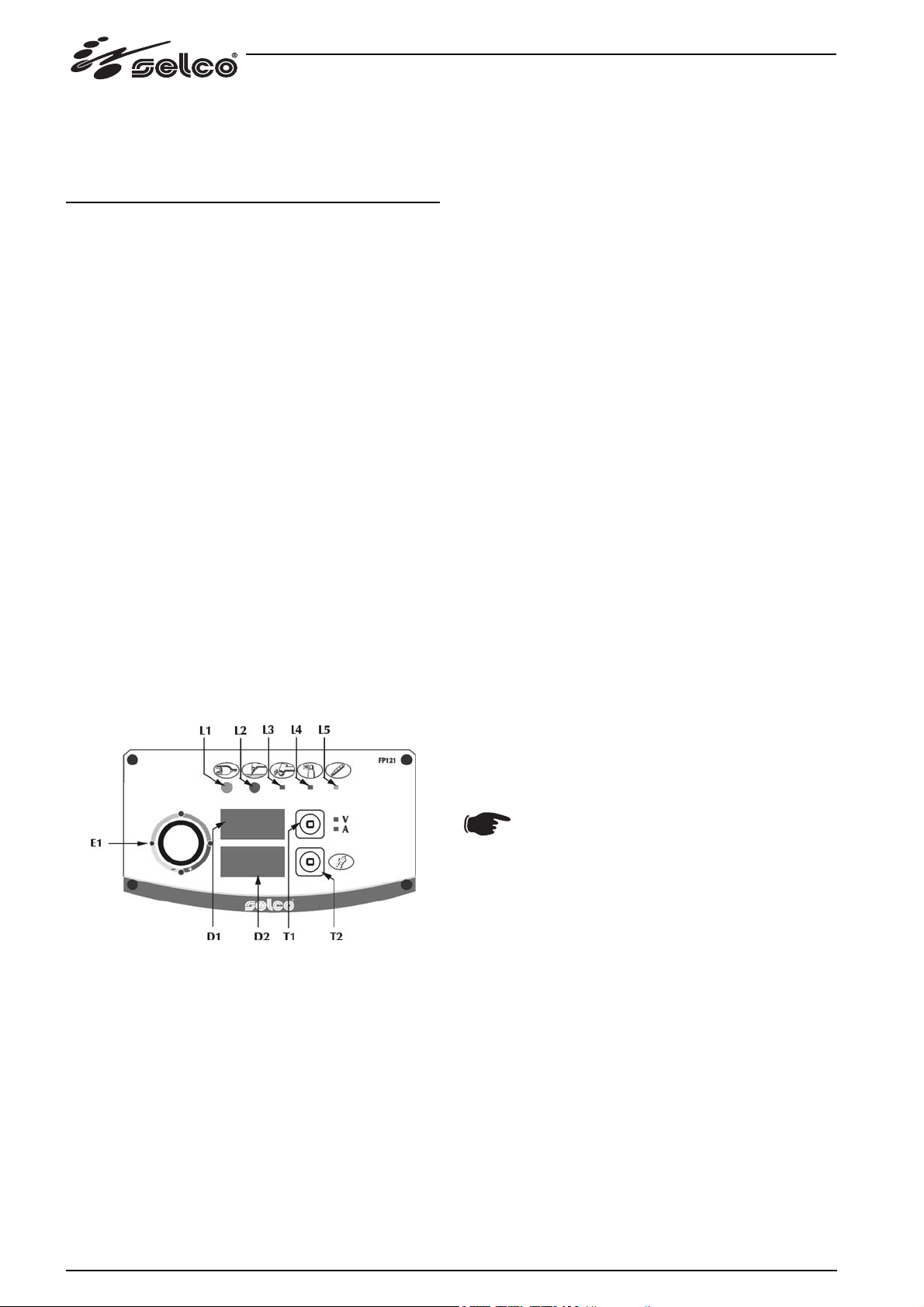
Les indications reportées dans ce chapitre sont d'une importance vitale et sont donc nécessaires pour que la garantie
soit valable. Le constructeur décline toute responsabilité si
l'opérateur ne s'y conforme pas.
4.0
PRÉSENTATION DE LA SOUDEUSE
Les générateurs Genesis 60 et Genesis 90 pour la coupe au plasma
sont maniables et compacts.
Ils n’utilisent que de l’air comprimé qui peut être fourni par un
compresseur normal ou par une installation centralisée ayant des
dimensions appropriées. Bien qu’ayant un poids et des dimensions
contenus , ils sont en mesure de découper l’acier au carbone, jusqu’à une épaisseur de 20 mm pour Genesis 60 et 30 mm pour
Genesis 90, en offrant une bonne qualité à un prix réduit.
Comme pour le reste de la gamme Genesis, le très bon rapport performances/ poids a été obtenu en utilisant la technologie à onduleur.
Le courant est stable et insensible aux variations de la tension du
réseau, à la hauteur de l’arc de coupe, à la vitesse d’avancement et
à l’épaisseur du métal à découper. Genesis 60 et Genesis 90 disposent d’un circuit de réamorçage automatique de l’arc pilote qui permet de découper les structures métalliques grillagées de façon optimale.
Des systèmes de sécurité qui bloquent le circuit de puissance quand
l’opérateur est en contact avec les parties sous tension de la machine et des dispositifs pour réduire l’usure de l’électrode et de la buse
au moment de l’amorçage de l’arc ont été adoptés. L’amorçage de
l’arc pilote a lieu grâce à une décharge de tension à haute fréquence qui est automatiquement désactivée quand l’opération est terminée, ce qui limite les parasites durant le processus de coupe.
Les éléments suivants sont prévus sur le générateur:
- un raccord pour la torche
- une prise pour la masse
- un panneau frontal
- un panneau arrière
4.1
Tableau des commandes avant (Schéma 1)
Sch. 1
*
L1: Voyant de présence de tension d.e.l. verte.
Il s'allume quand le disjoncteur d'allumage "I1" est en position "I" sur le tableau arrière (Schéma 2). Il indique que l'installation est allumée et sous tension.
* L2: Témoin puissance en sortie d.e.l. rouge
S'allume quand on allume l'arc, aussi bien durant la phase de
coupe de la pièce que quand on n'effectue pas cette opération, et s'éteint en même temps que l'arc.
* L3: alarme absence du capuchon torche d.e.l. verte.
Il indique que le capuchon torche n'est pas correctement
vissé. Le générateur n'a pas de puissance en sortie.
* L4: alarme absence d'air comprimé d.e.l verte.
Il indique que la pression de l'air comprimé est inférieure à 3
bar et par conséquent insuffisante pour un fonctionnement
correct. Le générateur n'a pas de puissance en sortie.
* L5: Voyant des dispositifs de protection d.e.l. jaune.
Signale l'intervention de dispositifs de protection tels que
relais thermique.
Avec "L5" allumé, le générateur reste branché au secteur mais
ne fournit pas de puissance en sortie. "L5" reste allumé tant
que le problème n'a pas été résolu et dans tous les cas tant
que les températures internes ne sont pas redescendues dans
les limites normales; dans ce cas, il faut laisser le générateur
allumé pour laisser le ventilateur en marche et diminuer le
temps d'inactivité.
* E1: Encoder d'introduction du courant de découpage.
Il permet de régler le courant de découpage en continu. Ce
courant reste stable quand les conditions d'alimentation et de
découpage varient dans les plages de limites déclarées.
* T1: Touche sélection lecture VOLT/ AMPERE qui permet de
visualiser la tension ou le courant de soudure sur l'ECRAN "D1".
La dernière mesure de tension effectuée lors de la dernière
coupe est affichée si le VOYANT "V" est allumé. Il y a commutation automatique en A et le courant saisi est affiché si on
ne commence pas à couper dans les 5 secondes qui suivent.
La tension durant le processus de coupe est affichée si on
commence par contre à couper durant cet intervalle de temps
et la mesure reste ensuite affichée pendant encore 5 secondes. Le courant saisi ou celui de coupe, si le processus est en
cours, est affiché si le VOYANT "A" est allumé sur l'écran "D1".
Cette visualisation dure pendant les 5 secondes qui suivent la
fin du processus.
* T2: bouton poussoir test gaz.
Il permet de libérer de toute impureté le circuit de l'air comprimé et d'effectuer, sans puissance en sortie, les réglages préliminaires opportuns de pression et de débit de l'air comprimé.
* D1: fournit les valeurs de courant saisi, le courant de coupe
et la tension de coupe ou les inscriptions GEN (à l'allumage)
et ERR (qui clignote en cas d'alarme).
* D2: fournit la valeur mesurée de la pression de l'air pour le
processus de coupe. Il fournit la version du logiciel à l'allumage. En cas d'alarme, il fournit le code clignotant de celui-ci:
01 erreur IIC
02 capuchon torche ouvert
03 pression air trop faible
11 relais thermique
Les conditions de fonctionnement ne sont rétablies
en cas d'alarme que si la cause est éliminée.
36

4.2 Tableau de commande arrière (Schéma 2)
* I1: Interrupteur d'allumage
Il commande l'allumage électrique de la soudeuse et a deux
positions "O" éteint, "I" allumé.
* Avec I1 en position "I" allumé, la soudeuse est en service.
* La soudeuse est branchée sur le réseau même si I1 est en
position "O", et certaines de ses pièces à l'intérieur sont
sous tension. Respecter scrupuleusement les avertissements contenus dans la présente notice.
* 1 : Câble d'alimentation.
* F1 : Bouton de réglage de la pression
* P1 : Raccord 1/4 de pouce connexion air de l’unité du
filtre
* F : Unité filtre à air
Sch. 2
4.3
Caractéristiques techniques
G 60 G90
Tension d'alimentation
50/60 Hz) 3x400 V (440V) 3x400V
Fusible retardé
16 A 32 A
Puissance nominale
8.32 kW 11.98 kW
Courant de coupe
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Tension de coupe
(x=60%) 124 V 116 V
Tension à vide
260 V 265 V
Courant d’arc pilote
22 A 22 A
Type de gaz Air Air
Pression de fonctionnement
5 bar 5 bar
Débit
180 l/min 180 l/min
Torche à utiliser Torche plasma 81.20.037
Degré de protection
IP23C IP23C
Classe d’isolation
HH
Normes de construction
EN60974-1 EN60974-1
EN60974-10 EN60974-10
Dimension (LXPXH)
180x430x300 215x596.5x406
mm mm
Poids générateur
19 Kg 25 Kg
Ces données sont considérées dans un milieu à 40°C
5.0 TRANSPORT - DECHARGEMENT
Ne pas sousestimer le poids de l'installation, (voir
caractéristiques techniques)
Ne pas faire transiter ou stationner la charge suspendue audessus de personnes ou de choses.
Ne pas laisser tomber ou poser de manière brusque l'installation ou l'unité.
Enlever l'emballage. Le générateur est équipé
d'une courroie allongeable qui permet de le déplacer en bandoulière ou à la main.
6.0 INSTALLATION
Choisir un emplacement adéquat en suivant les
indications du chapitre "1.0 SECURITE" et “2.0
COMPATIBILITE ELECTROMAGNETIQUE (EMC)“.
Ne jamais positionner le générateur et l'installation sur un plan ayant une inclinaison supérieurede 10° au plan horizontal. Protéger l'installation
contre la pluie battante et contre le soleil.
6.1 Branchement electrique au secteur
L'installation est équipée d'un seul branchement électrique avec
un câble de 5m placé à l'arrière du générateur.
Tableau des caractéristiques des câbles et des fusibles à l'entrée
du générateur:
Générateur
GENESIS 60
Tension nominale
400 V ±15% 440 V ±15%
Plage de tension
340 - 460 V 374 - 506 V
Fusibles retardés
16 A 500 V 16 A 500 V
Câble d'alimentation
4x4 mm2 4x4 mm2
Générateur
GENESIS 90
Tension nominale
400 V ±15%
Plage de tension
340 - 460 V
Fusibles retardés
32 A 500 V
Câble d'alimentation
4x6 mm2
* L'installation électrique doit être réalisée par du personnel
technique ayant une formation technico-professionnelle
spécifique, et conformément aux lois du pays dans lequel
est effectuée cette opération.
* Le câble d'alimentation électrique au secteur de la sou-
deuse est muni d'un fil jaune/vert qui doit TOUJOURS
être branché au conducteur de mise à la terre. Ce fil
jaune/vert ne doit JAMAIS être utilisé avec un autre fil
pour des prélèvements de tension.
* S'assurer que la mise à la terre est bien presente dans
l'installation utilisée et contrôler la ou les prises de
courant.
* Monter exclusivement des fiches homologuées conformes
aux normes de sécurité.
37
AVERTISSEMENT
AVERTISSEMENT
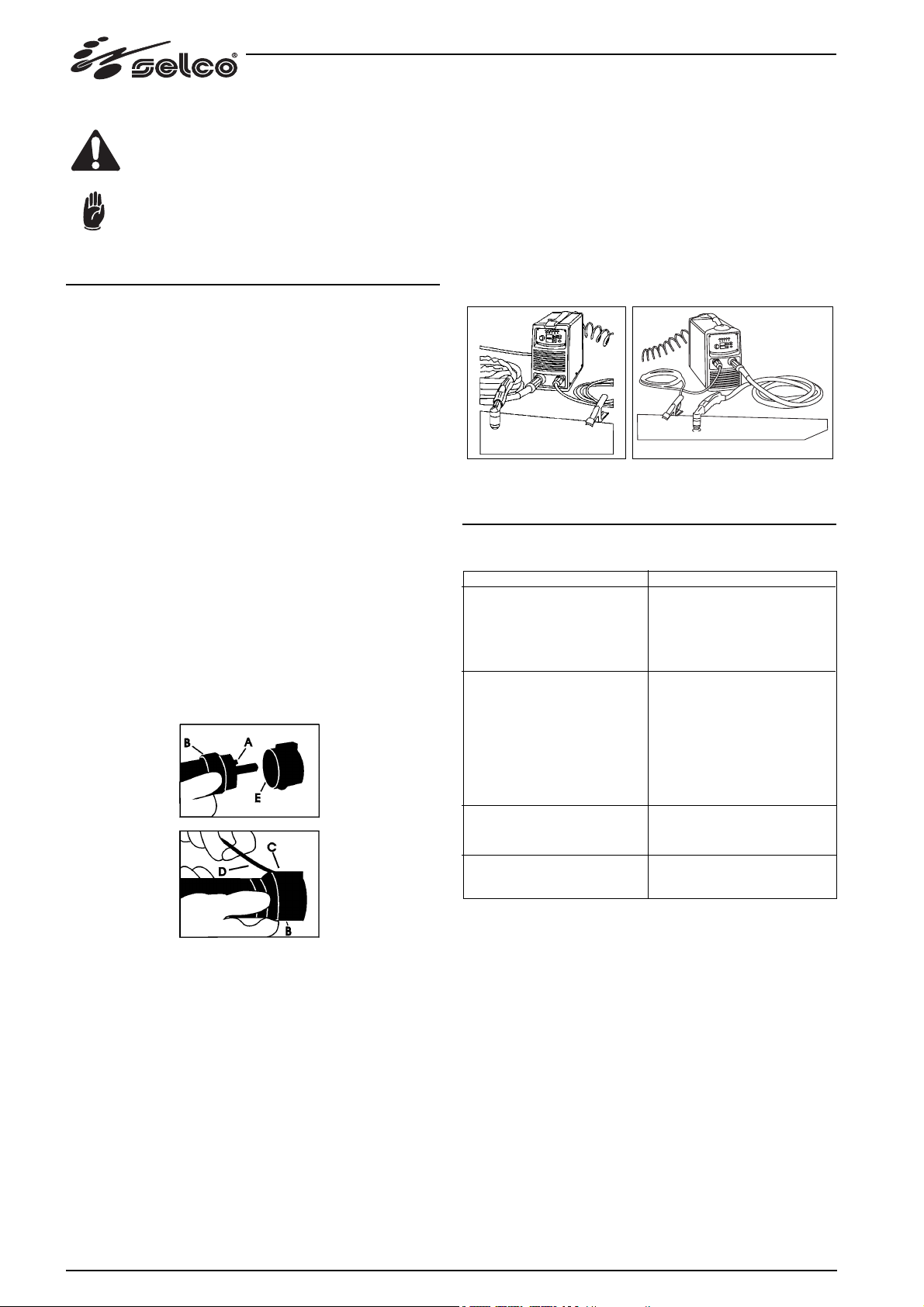
6.2 Raccordement des outillages
Se conformer aux normes de sécurité reportées
dans le chapitre "1.0 SECURITE".
Raccorder les outillages avec soin afin d'éviter
toute perte de puissance.
7.0
MISE EN SERVICE
Pour la mise en service de l'installation, il faut respecter les indications suivantes:
1. Placer le générateur en milieu sec, propre et dûment aéré.
2. Relier l'alimentation de l'air comprimé au moyen d'un raccord
de 1/4 de pouce á la prise air dans P1 l’unité de filtre F
(Sch.2). La pression doit garantir au moins 5 bars avec un
débit minimum de 200 litres par minute.
Brancher solidement le connecteur du câble de la masse au
générateur comme indiqué sur la Schéma 4.
3. Placer la pince de masse sur la piéce à couper en s'assurant du
bon contact électrique (Sch.4).
4. Vérifier la présence de tous les composants du corps torche
ainsi que leur fixation et brancher le raccord de la torche au
connecteur sur le générateur comme indiqué sur la Sch. 3.
Introduire le raccord mâle (côté torche) dans le raccord
femelle correspondant (côté machine). Faire coïncider la dent
d'orientation (A) sur le logement prévu à cet effet et placer la
frette (B) à visser qui devra être du type compatible.
Pour pouvoir visser la frette (B), il faut d'abord introduire l'outil fourni de série (D) dans le trou (C) et appuyer sur celui-ci
afin d'enlever le bloc qui empêche la rotation. Cette opération doit être effectuée jusqu'à ce que la frette soit complètement vissée. Pour débrancher la torche, enlever d'abord le
bloc anti-rotation en introduisant l'outil fourni de série (D)
dans le trou (C).
Sch. 3
5. Allumer l'appareil en contrôlant le bon fonctionnement des
témoins lumineux et des display.
En cas d'anomalies, le fonctionnement du générateur est bloqué jusqu'au rétablissement des conditions normales de fonctionnement.
Appuyer sur le bouton poussoir de test gaz (T2 de la Sch. 1)
de manière à purger le circuit de l'air comprimé d'éventuels
résidus et impuretés, puis soulever et faire tourner la poignée
de réglage de la pression (F1 Sch.2) jusqu'à ce que le display
D2 indique une pression de 5 bars environ (durant cette opération, maintenir la touche de test gaz appuyée afin d'effectuer
le réglage avec le circuit de l'air ouvert).
6. Sélectionner au moyen du potentiomètre la valeur du courant
de coupe en fonction de l'épaisseur à traiter.
7. Appuyer momentanément sur la touche de la torche jusqu'à la
génération de l'arc pilote; ôter la commande en vérifiant le
bon fonctionnement de la machine au moyen du tableau d'affichage.
Il est conseillé de ne pas garder inutilement l'arc allumé afin
d'éviter l'usure de l'électrode et de la buse. En le gardant allumé, l'appareillage éteindra lui-même l'arc pilote au bout de 6
secondes.
En cas d'inconvénients se vérifiant durant les phases décrites
ci-dessus, contrôler les témoins lumineux et les display et consulter éventuellement le chapitre "Inconvénients électriques
éventuels" du manuel.
Sch. 4
8.0
DEFAUTS ET CAUSES
8.1
Défauts de coupe éventuels
38
Défauts
Pénétration insuffisante
L'arc de coupe s'éteint
Formation élevée de bavure
Surchauffe de la buse
Cause
- Vitesse de coupe trop élevée
- Courant sélectionné trop bas
- Borne de masse avec mauvais
contact
- Epaisseur excessive de la pièce
- Electrode, buse ou diffuseur
usurés
- Pression de l'air trop élevée
- Vitesse de coupe trop basse
- Débit d'air insuffisant
- Pressostat défectueux
- Tension d'alimentation trop
basse
- Pression d'air inadéquate
- Vitesse de coupe trop basse
- Buse érodée
- Electrode érodée
- Quantité d'air insuffisante
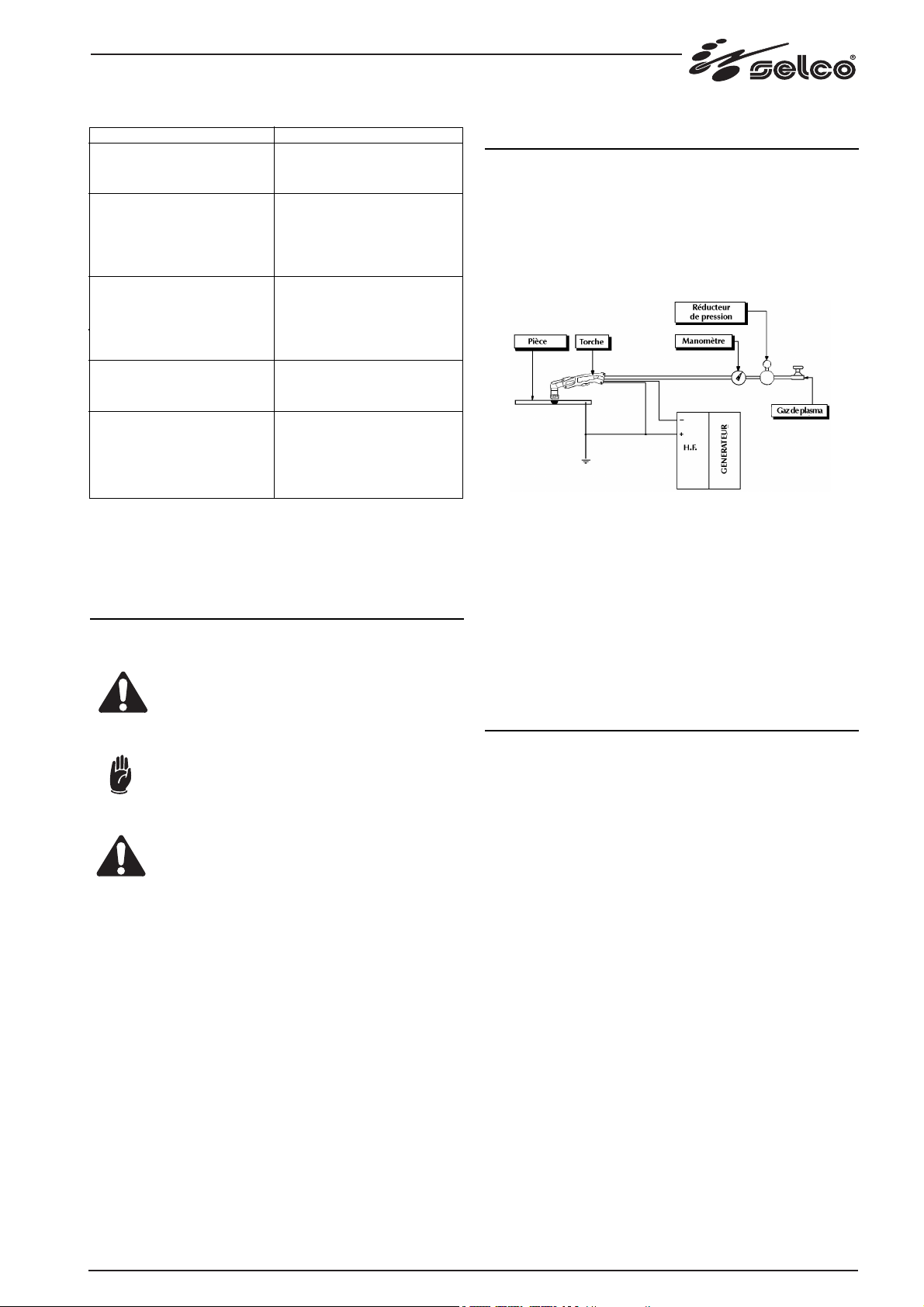
39
8.2
Inconvénients électriques éventuels
Voir également le chapitre 4.1 pour les problèmes présentant un code d'alarme.
En cas de doute et/ou de problème, n'hésitez pas à consulter
le dépanneur agréé le plus proche.
9.0
MAINTENANCE ORDINAIRE NÉCESSAIRE
Eviter l'accumulation de poussière métallique à proximité et sur
les ailettes d'aération.
Couper l'alimentation électrique de l'installation
avant toute intervention!
Contrôles périodiques sur le générateur:
* Effectuer le nettoyage interne avec de l'air com-
primé à basse pression et des pinceaux souples.
* Contrôler les connexions électriques et tous les
câbles de branchement.
Pour la maintenance ou le remplacement des
composants de torche plasma, et/ou des câbles
de masse:
* Couper l'alimentation électrique de l'installation avant
toute intervention.
* Contrôler la température des composants et s'assurer qu'ils
ne sont pas trop chauds.
* Toujours porter des gants conformes aux prescriptions des
normes.
* Utiliser des clefs et des outils adéquats.
* Pour l’entretien de la torche, suivre scrupuleusement les
indications pour l’utilisation de la torche jointes à ce
manuel.
Remarque: Il y a déchéance de la garantie et le constructeur
décline toute responsabilité si cet entretien n'est pas effectué.
10.0
APERÇUS THÉORIQUES SUR LE DECOUPAGE
AU PLASMA
Un gaz devient plasma lorsqu'il est porté à une température très élevée
et qu'il se ionise plus ou moins entièrement en devenant ainsi électriquement conducteur.
Bien que le plasma soit présent dans tous les arcs électriques, le terme
arc au plasma (PLASMA ARC) se réfère spécifiquement aux torches
pour le soudage ou la coupe qui utilisent un arc électrique passant à
travers l'embouchure étroite d'une buse spéciale, pour réchauffer le gaz
passant par cette même buse jusqu'à ce qu'il devienne plasma.
Sch. 5
Installation manuelle de coupe au plasma
10.1
Procédé de coupe au plasma
L'action de coupe s'obtient lorsque l'arc au plasma, rendu très chaud et
très concentré par la géométrie de la torche, se transfère sur la pièce
conductrice à couper, en fermant un parcours électrique avec le générateur. Le matériau est d'abord fondu par la température élevée de l'arc
puis emporté par la vitesse élevée de sortie du gaz ionisé de la buse.
L'arc peut se trouver dans deux situations: comme arc transféré lorsque le
courant électrique passe sur la pièce à couper ou bien comme arc pilote
ou arc non transféré lorsqu'il est soutenu entre l'électrode et la buse.
11.0
CARACTÉRISTIQUES DE COUPE
Pour la coupe au plasma, l'épaisseur du matériau à couper, la vitesse de
coupe et le courant fourni par le générateur sont des grandeurs reliées
entre elles; elles sont relatives au type et à la qualité du matériau, au
type de torche ainsi qu'au type et aux conditions de l'électrode et de la
buse, à la distance entre la buse et la pièce, à la pression et à l'impureté de l'air comprimé, à la qualité désirée de la coupe, à la température de la pièce à couper, etc...
Il en résulte des diagrammes uniquement indicatifs (voir Sch.6-7-8-9-
10), sur lesquels on remarquera que l'épaisseur à couper est inversement proportionnelle à la vitesse de coupe, et que ces deux valeurs
augmentent en fonction de l'augmentation du courant.
Défauts
L'appareil ne s'allume pas
(témoin lumineux jaune L1
éteint)
L'arc pilote ne s'allume pas
(témoin lumineux jaune L1 allumé)
L'arc pilote ne s'allume pas
(témoin lumineux jaune L1 et
témoin lumineux rouge L3 allumés)
Pas de transfert de l'arc pilote à
l'arc de coupe
Pas d'érogation de puissance
Cause
- Alimentation de réseau non correcte
- Interruption des contacts de la
touche torche (vérifier la continuit‚ sur le connecteur de la
fixation de la torche après avoir
ôté l'alimentation)
- Parties de la torche sujettes à
usure hors service
- Pression de l'air trop élevée
- Problèmes éventuels aux circuits
de contrôle
- Problèmes éventuels aux circuits
de contrôle
- Capteurs d'arc défectueux
- Enclenchement des dispositifs de
protection (voir chapitre
"Fonctions de contrôle")
- Problèmes éventuels aux circuits
de contrôle
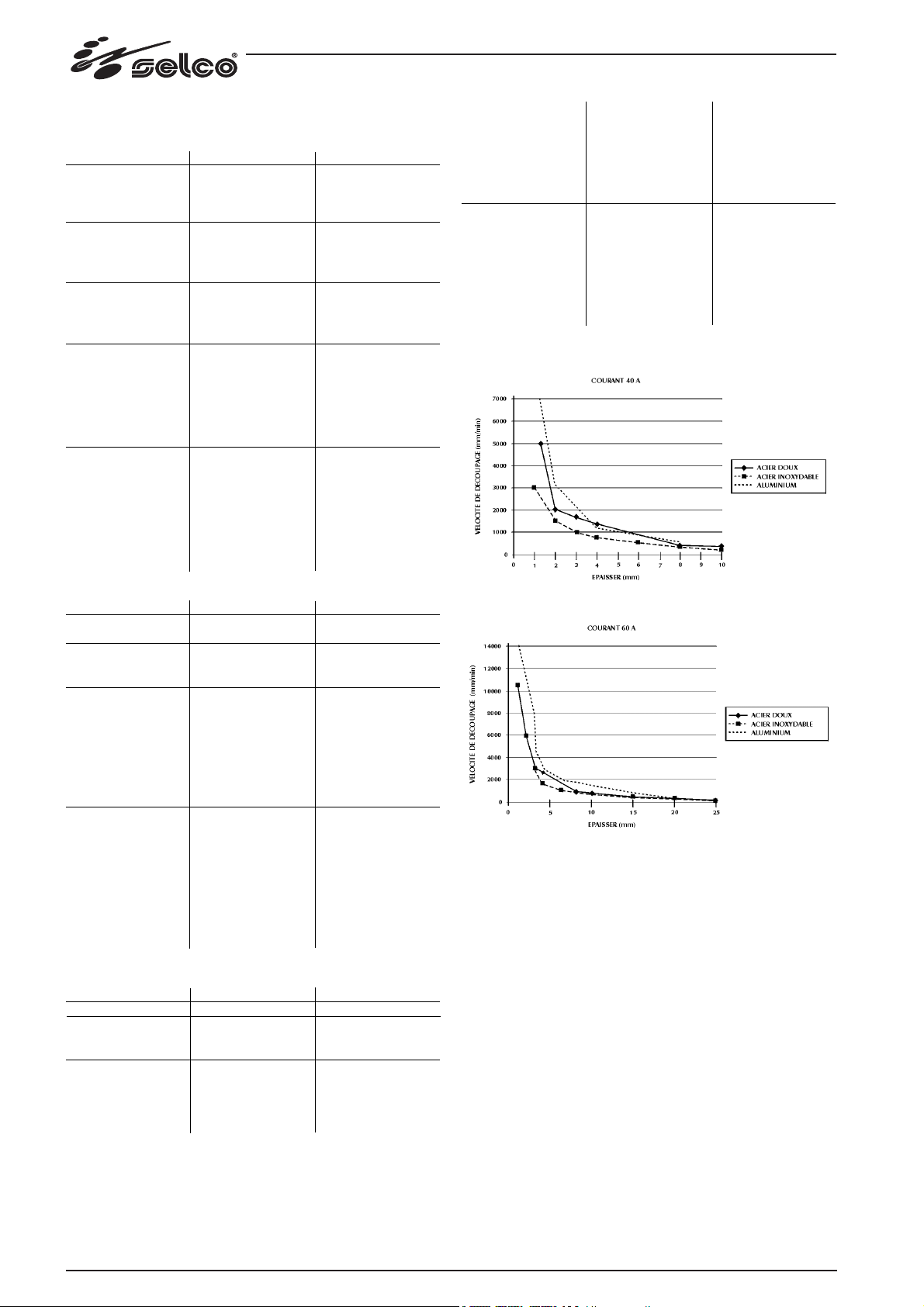
40
GENESIS 60
ACIER DOUX
ACIER INOXYDABLE
ALUMINIUM
*
Coupe à haute qualité
Sch. 6
Sch. 7
Epaisseur (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Courant (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Velocite (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Epaisseur (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Courant (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Velocite (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Epaisseur (mm)
1
1
2
3
1
2
3
4
Courant (A)
20
30
30
30
40
40
40
40
Velocite (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600
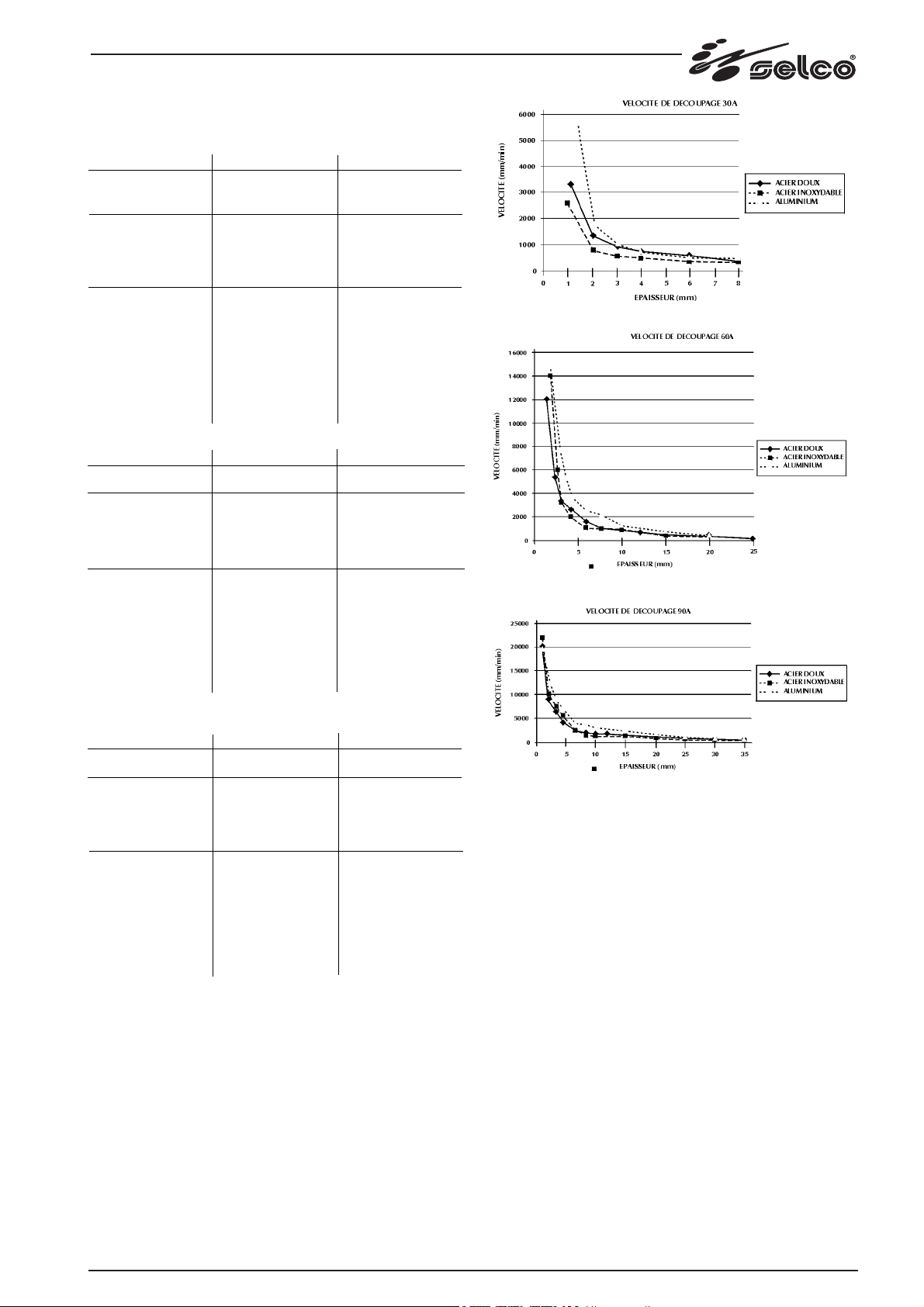
41
GENESIS 90
ACIER DOUX
ACIER INOXYDABLE
ALUMINIUM
*
Coupe à haute qualité
Sch. 8
Sch. 9
Sch. 10
Epaisseur (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Courant (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Velocite (mm/min)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Epaisseur (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Courant (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Velocite (mm/min)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Epaisseur (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Courant (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Velocite (mm/min)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

42
REMARQUE

ESPAÑOL
MANUAL USO Y MANTENIMIENTO
El presente manual forma parte de la unidad o máquina y tiene que acompañarla cada vez que se desplace o revenda.
El usuario tiene que conservar el manual completo y en buenas condiciones.
SELCO s.r.I. se reserva el derecho de efectuar modificaciones en cualquier momento y sin aviso previo.
Reservados todos los derechos de traducción, reproducción y adaptación total o parcial con cualquier medio (incluidas las copias
fotoestáticas, películas y microfilms), sin la autorización escrita por parte de SELCO s.r.I.
Edición ‘02
DECLARACIÓN DE CONFORMIDAD CE
La firma
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
declara que el aparato tipo
GENESIS 60
GENESIS 90
es conforme a las directivas: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
que se han aplicado las normas: EN 60974-10
EN 60974-1
Toda reparación, o modificación, no autorizada por SELCO s.r.l. hará decaer la validez de esta declaración.
Onara di Tombolo (PADOVA) Representante legal de Selco
..................................
Lino Frasson
ÍNDICE GENERAL
43
1.0 SEGURIDAD . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .44
1.1
Protección personal y de terceros
. . . . . . . . . . . . . . . . . . .44
1.2
Prevención contra incendios/explosiones
. . . . . . . . . . . . . .44
1.3
Protección contra los humos y gases
. . . . . . . . . . . . . . . . .44
1.4
Colocación del generador
. . . . . . . . . . . . . . . . . . . . . . . .44
1.5
Instalación del equipo
. . . . . . . . . . . . . . . . . . . . . . . . . .44
1.6
Precauciones contra los riegos conectados ad uso
del aire comprimido
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .44
2.0
COMPATIBILIDAD ELECTROMAGNÉTICA
(EMC) . . . . . . . . . . . . . .45
2.1 Instalación, uso y evaluación del área . . . . . . . . . . . . .45
2.2 Métodos de reducción de las emisiones . . . . . . . . . . . .45
3.0 ANÁLISIS DE RIESGO . . . . . . . . . . . . . . . . . . . . . . . . . . .45
4.0 PRESENTACIÓN DE LA MÁQUINA . . . . . . . . . . . . . . . . .46
4.1 Tablero de mandos delantero . . . . . . . . . . . . . . . . . . .46
4.2 Panel de comandos traseros . . . . . . . . . . . . . . . . . . . .47
4.3
Características técnicas
. . . . . . . . . . . . . . . . . . . . . . . . . .47
5.0 TRANSPORTE - DESCARGA . . . . . . . . . . . . . . . . . . . . . . .47
6.0 INSTALACIÓN . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .47
6.1 Conexión eléctrica a la red . . . . . . . . . . . . . . . . . . . . .47
6.2 Conexión de los equipamientos . . . . . . . . . . . . . . . . .48
7.0
PUESTA EN SERVICIO
. . . . . . . . . . . . . . . . . . . . . . . . . . . . .48
8.0
PROBLEMAS - CAUSAS
. . . . . . . . . . . . . . . . . . . . . . . . . . . .48
8.1
Posibles defectos de corte
. . . . . . . . . . . . . . . . . . . . . . . .48
8.2
Posibles inconvenientes eléctricos
. . . . . . . . . . . . . . . . . . . .49
9.0 MANTENIMIENTO ORDINARIO NECESARIO . . . . . . . . .49
10.0
APUNTES TEÓRICOS SOBRE EL CORTE POR PLASMA
. . . . . .49
10.1
Proceso de corte por plasma
. . . . . . . . . . . . . . . . . . . . .49
11.0
CARACTERÍSTICAS DE CORTE
. . . . . . . . . . . . . . . . . . . . . .49
GENESIS 60
ACERO DULCE
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .50
ACERO INOXIDABLE
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .50
ALUMINIO
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .50
GENESIS 90
ACERO DULCE
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
ACERO INOXIDABLE
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
ALUMINIO
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .51
SÍMBOLOS
Peligros inminentes que causan lesiones graves y
comportamientos peligrosos que podrían causar
lesiones graves.
Comportamientos que podrían causar lesiones no
graves, o daños a las cosas.
Las notas antecedidas por este símbolo son de
carácter técnico y facilitan las operaciones.

1.0 SEGURIDAD
Antes de comenzar cualquier tipo de operación, tiene que haber comprendido el contenido del presente manual.
No efectúe modificaciones ni mantenimientos no descriptos.
En caso de dudas, o problemas relativos al uso de la máquina, aunque si
no están aquí indicados, consulte a un especialista.
El fabrigador no es responsable por daños a personas o cosas causados por
una lectura, o una puesta en práctica negligente de cuanto escrito en este
manual.
1.1 Protección personal y de terceros
El proceso de soldadura (corte) es una fuente nociva de radiaciones,
ruido, calor y exhalaciones gaseosas. Los portadores de aparatos electrónicos vitales (marcapasos) deben consultar al médico antes de acercarse a las operaciones de soldadura por arco o de corte por plasma.
En caso de accidente, no habiéndose respetado lo antedicho, el fabricante no se responderá por los daños sufridos.
Protección personal:
- iiiNo use lentes de contacto!!!
- Tenga a disposición un equipo de primeros auxilios.
- No subestime quemaduras o heridas.
- Póngase prendas de protección para proteger la piel de los rayos del arco
y de las chispas, o del metal incandescente, y un casco o un gorro de soldador.
- Use máscaras con protecciones laterales para la cara y filtro de protección adecuado para los ojos (al menos NR10 o mayor).
-
Use auriculares si el proceso de soldadura (corte) es muy ruidoso.
Siempre póngase gafas de seguridad con aletas laterales, especialmente cuando tenga que quitar manual o mecánicamente las escorias de soldadura (corte).
Interrumpa inmediatamente la soldadura (corte) si advierte la sensación de descargas eléctricas.
Protección de terceros:
-
Coloque una pared divisoria ignífuga para proteger la zona de soldadura (corte) de los rayos, chispas y escorias incandescentes.
-
Advierta a las demás personas que se protejan de los rayos del arco,
o del metal incandescente y que no los miren.
- Si el nivel de ruido supera los límites indicados por la ley, delimite la
zona de trabajo y cerciórese de que las personas que entren en la misma
estén protegidas con auriculares.
1.2 Prevención contra incendios/explosiones
El proceso de soldadura (corte) puede originar incendios y/o explosiones.
- Las botellas de gas comprimido son peligrosas; antes de manipularlas
consulte al proveedor.
Presérvelas de:
- la exposición directa a los rayos del sol;
- llamas;
- saltos de temperatura;
- temperaturas muy rígidas.
Átelas de manera adecuada a la pared o demás, para que no se caigan.
- Retire de la zona de trabajo y de aquélla circunstante los materiales, o
los objetos inflamables o combustibles.
- Coloque en la cercanía de la zona de trabajo un equipo o dispositivo
antiincendio.
- No suelde ni corte recipientes o tubos cerrados.
- En el caso de que los tubos o recipientes en cuestión estén abiertos,
vacíelos y límpielos cuidadosamente; de todas maneras, la soldadura
(corte) se tiene que efectuar consumo cuidado.
-
No suelde (corte) en lugares donde haya polvos, gas, o vapores
explosivos.
-
No suelde (corte) encima o cerca de recipientes bajo presión.
- No utilizar dicho aparato par descongelar tubos.
1.3 Protección contra los humos y gases
Los humos, gases y polvos producidos por la soldadura (corte) pueden ser
perjudiciales para la salud.
- No use oxígeno para la ventilación.
- Planee una ventilación adecuada, natural o forzada, en la zona de trabajo.
- En el caso de soldaduras (cortes) en lugares angostos, se aconseja que
una persona controle al operador desde afuera.
- Coloque las botellas de gas en espacios abiertos, o con una buena circulación de aire.
- No suelde (corte) en lugares en donde se efectúen desengrases o donde
se pinte.
1.4 Colocación del generador
Observe las siguientes normas:
- El acceso a los mandos y conexiones tiene que ser fácil.
- No coloque el equipo en lugares estrechos.
- Nunca coloque el generador en un plano con una inclinación que supere en 10° el plano horizontal.
1.5 Instalación del equipo
- Respete las disposiciones locales sobre las normas de seguridad durante
la instalación e efectuar el mantenimiento del equipo según las disposiciones del constructor.
- El mantenimiento tiene que ser efectuado exclusivamente por personal
cualificado.
- La conexión de los generadores en serie o paralelo está prohibida.
- Antes de trabajar en el interior del generador, desconecte la línea de alimentación del equipo.
- Efectúe el mantenimiento periódico del equipo.
- Cerciórese de que la red de alimentación y puesta a tierra sean suficientes y adecuadas.
- El cable de masa debe ser conectado lo más cerca posible del punto a
soldar (corte).
- Respete las precauciones relativas al grado de protección del generador.
- Antes de soldar (cortar), controle el estado de los cables eléctricos y de
la antorcha; si estuvieran dañados repárelos, o sustitúyalos.
- No se suba ni se apoye contra el material a soldar (cortar).
- Se recomienda que el operador no toque simultáneamente dos
antorchas, o dos pinzas portaelectrodos.
1.6 Precauciones contra los riegos conectados ad
uso del aire comprimido
Conectar la alimentación del aire a la unión especial; controlar que la presión sea por lo monos de 6 bar (0.6 MPa), con un caudal mínimo de 200
litros/min. Si la alimentación del aire procede de un reductor de presión
de un compresor o de una instalación central, es preciso ajustar el reductor según la presión máxima de salida, que nunca tiene que sobrepasar 8
bar (0.8 MPa). Si la alimentación del aire procede de una botella de aire
comprimido, ésta tiene un regulador de presión.
No conectar una botella de aire comprimido directamente
con el reductor de la máquina: si presión sobrepasa la capacidad del reductor, éste podría estallar.
El fabricante rehusa toda responsabilidad si no se observa lo
antes indicado de manera puntual e inderogable.
44
ADVERTENCIA

2.0 COMPATIBILIDAD ELECTROMAGNÉTICA (EMC)
Este equipo está fabricado de conformidad con las indicaciones
contenidas en la norma armonizada EN60974-10 a la cual tiene
que referirse el usuario del mismo.
- Instale y use el equipo siguiendo las indicaciones del presente manual.
- Este equipo tiene que ser utilizado sólo para fines profesionales en un local industrial. Considérese que pueden
existir dificultades potenciales para asegurar la compatibilidad electro-magnética en un local que no sea industrial.
2.1 Instalación, uso y evaluación del área
- El usuario debe ser un experto del sector y como tal es
responsable de la instalación y del uso del aparato según las
indicaciones del fabricante. Si se detectasen perturbaciones
electromagnéticas, el usuario del equipo tendrá que resolver
la situación sirviéndose de la asistencia técnica del fabricante.
- Las perturbaciones electromagnéticas tienen que ser siempre
reducidas hasta el punto en que no den más fastidio.
- Antes de instalar este equipo, el usuario tiene que evaluar los
potenciales problemas electro-magnéticos que prodrían producirse en la zona circunstante y, en particular, la salud de las
personas expuestas, por ejemplo:personas con marcapasos y
aparatos acústicos.
2.2 Métodos de reducción de las emisiones
ALIMENTACIÓN DE RED
- La soldadora tiene que estar conectada a la alimentación
de la red de acuerdo con las instrucciones del fabricante.
En caso de interferencia, podría ser necesario tomar ulteriores
precauciones como por ejemplo colocarle filtros a la alimentación de la red.
Además, considere la posibilidad de blindar el cable de alimentación.
MANTENIMIENTO DE LA SOLDADORA
Efectúe a la soldadora un mantenimiento ordinario de acuerdo
con las indicaciones del fabricante.
Cuando el aparato esté funcionando, todas las puertas de acceso y de servicio y las tapas tienen que estar cerradas y fijadas
perfectamente.
No modifique la soldadora por ninguna razón.
CABLES DE SOLDADURA Y CORTE
Los cables de soldadura (corte) tienen que ser lo más cortos
posible, estar colocados cercanos entre sí y pasar por encima, o
cerca del nivel del piso.
CONEXIÓN EQUIPOTENCIAL
Tenga en consideración que todos los componentes metálicos
de la instalación de soldadura (corte) y aquéllos que se encuentran cerca tienen que estar conectados a tierra.
Sin embargo, el riesgo de descarga eléctrica aumentará si el
operador toca simultáneamente los componentes metálicos
conectados a la pieza en elaboración y el eléctrodo. Por tal
motivo, el operador tiene que estar aislado de dichos componentes metálicos conectados a la masa. Respete las normativas
nacionales referidas a la conexión equipotencial.
PUESTA A TIERRA DE LA PIEZA EN ELABORACIÓN
Cuando la pieza en elaboración no está conectada a tierra por
motivos de seguridad eléctrica, o a causa de la dimensión y
posición, una conexión a tierra entre la pieza y la tierra podría
reducir las emisiones.
Es necesario tener cuidado en que la puesta a tierra de la pieza
en elaboración no aumente el riesgo de accidente de los operadores, o dañe otros aparatos eléctricos.
Respete las normativas nacionales referidas a la puesta a tierra.
BLINDAJE
El blindaje selectivo de otros cables y aparatos presentes en la
zona circunstante pueden reducir los problemas de interferencia. El blindaje de todo el equipo de soldadura (corte) puede
tomarse en consideración para aplicaciones especiales.
3.0 ANÁLISIS DE RIESGO
45
ADVERTENCIA
Peligros presentados por la máquina
Peligro de instalación incorrecta.
Peligros de tipo eléctrico.
Peligros asociados a perturbaciones electromagnéticas
generadas por la soldadora e inducidos sobre la soldadora.
Soluciones adoptadas para prevenirlos
Los peligros se han eliminado con un manual de instrucciones para el uso.
Aplicación de la norma EN 60974-1.
Aplicación de la norma EN 60974-10.

Todo lo indicado en este capítulo es de importancia fundamental y, por consiguiente, necesario para la validez de la
garantía. Si el operario no respetara lo anterior, el fabricante
se considerará exento de toda responsabilidad.
4.0
PRESENTACIÓN DE LA SOLDADORA
Genesis 60 y Genesis 90 son generadores para el corte al plasma
manejables y compactos.
Genesis 60 y Genesis 90 utilizan como único gas el aire comprimido
que puede ser suministrado por compresor o una instalación centralizada suficientemente dimensionada; son capaces de efectuar, de
modo económico, cortes de buena calidad hasta espesores de 20 mm
en el caso de Genesis 60 y 30 mm en el caso de Genesis 90 en aceros al carbono, manteniendo peso y dimensiones reducidos.
La óptima relación prestaciones/peso ha sido posible gracias al empleo
común en toda la gama Genesis, de la tecnología inverter.
La corriente es estable e insensible a las variaciones del tensión de alimentación, de la altura del arco de corte, de la velocidad de avance y
del espesor del metal por cortar. Genesis 60 y Genesis 90 cuentan con
un circuito de recebado automático del arco piloto que permite cortar de modo óptimo las estructuras metálicas tipo rejilla.
Tienen varios sistemas de seguridad que desactivan el circuito de
potencia cuando el operador se pone en contacto con partes bajo tensión de la máquina e incluso controles para reducir el desgaste del
electrodo y la boquilla en el momento del cebado del arco de corte.
El cebado del arco piloto se produce con el empleo de una descarga
de tensión de alta frecuencia que se desconecta automáticamente
cuando se termina la operación, limitando así las emisiones de radiodistorsiones en el resto del procedimento de corte.
En el generador se encuentra:
- una enganche para la antorcha
- una toma para la masa,
- un panel delantero,
- un panel trasero.
4.1
Tablero de mandos delantero (Fig. 1)
Fig.1
*
L1 : Luz testigo presencia de tensión led verde.
Se enciende con el interruptor "I1" en posición "I" en el cuadro de mandos trasero (Fig.2). Indica que el equipo está
encendido y bajo tensión.
* L2: Luz indicadora de la potencia en salida led rojo.
Se enciende cuando se ceba el arco, tanto durante el corte de
la pieza como cuando no se está cortando, y se apaga tan
pronto como termina el arco.
* L3: alarma por falta de capuchón de la antorcha led verde.
Indica que el capuchón de la antorcha no está enroscado correctamente. El generador no tiene potencia en salida
* L4: alarma por falta de aire comprimido led verde.
Indica que la presión del aire comprimido es menor de 3 bar
y por tanto insuficiente para un correcto funcionamiento. El
generador no tiene potencia en salida.
* L5 : Luz testigo de los dispositivos de protección led amarillo.
Indica que están habilitados los dispositivos de protección térmica.Con la luz testigo "L5" encendida el generador permanece conectado a la red pero no suministra potencia de salida. "L5" permanece encendida hasta que no se elimina la
anomalía y, de todas maneras, hasta que las temperaturas
interiores no vuelven a la normalidad; en dicho caso es necesario dejar encendido el generador para aprovechar el ventilador que está funcionando y disminuir el tiempo de inactividad.
* E1: Encoder de regulaciòn de la corriente de corte.
Permite de regular con continuidad la corriente de corte. Esta
corriente permanece invariada en la soldadura al variar de las
condiciones de alimentaciòn y de corte dentro del rango
declarado.
* T1: tecla de selección lectura VOLTIOS-AMPERIOS.
Permite visualizar en el DISPLAY "D1" la tensión o la corriente de soldadura.
Si está encendido el led "V" se visualiza la última medición de
la tensión efectuada en el último corte. Si en 5 seg. no se
comienza a cortar, se produce la conmutación automática
hacia A, visualizando la corriente configurada. En caso contrario, si se comienza a cortar dentro de ese intervalo, se visualiza
la tensión durante todo el proceso de corte, una vez terminado el cual la medición queda visualizada por otros 5 segundos.
Si está encendido el led "A" en el visualizador "D1" aparece la
corriente configurada o la de corte si el proceso se está desarrollando. Dicha visualización se mantiene por 5 segundos
después de que terminó el proceso.
* T2: pulsador test gas.
Permite eliminar las impurezas del circuito del aire comprimido
y de realizar, sin potencia en salida, las pertinentes regulaciones
preliminares de presión y capacidad del aire comprimido.
* D1: visualiza los valores de corriente configurada, corriente
de corte y tensión de corte o las palabras GEN (en el encendido) y ERR (intermitente en caso de alarma).
* D2: visualiza el valor medido de la presión de aire para el
proceso de corte. En el momento de encendido visualiza la
versión de software. En caso de alarma, intermitente, visualiza el código del error:
01 error IIC
02 capuchón antorcha abierta
03 presión de aire demasiado baja
11 térmico
En caso de alarma, las condiciones de funcionamiento se restablecen sólo si la causa se elimina.
46

4.2 Panel de comandos traseros (Fig. 2)
* I1 : Interuptores para encender la maquina.
Comanda el encendido electrico de la soldadora. Tiene dos
posiciones "O" apagado; "I" encendido.
* Con I1 en la posiciòn "I" encendido, la soldadora es ope-
rativa.
* La soldadora conectada a la red aunque si con I1 el la
posiciòn "O", presenta partes en tensiònen su interior.
Atenerse escrupolosamente a las advertencias presentadas en este manual.
* 1 : Cable de alimentaciòn.
* F1 : Manecilla de regulación de presión
* P1 : Unión de 1/4 de pulgada de la conexión de aire de la
unidad filtro
* F : Unidad filtro de aire
Fig.2
4.3
Características técnicas
G 60 G90
Tensión de alimentación
(50/60 Hz) 3x400 V (440V) 3x400V
Fusible retardado
16 A 32 A
Potencia nominal
8.32 kW 11.98 kW
Corriente de corte
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Tensión de corte
(x=60%) 124 V 116 V
Tensión en vacío
260 V 265 V
Corriente de arco piloto
22 A 22 A
Tipo de gas AIRE AIRE
Presíon de servicio
5 bar 5 bar
Caudal
180 l/min 180 l/min
Antorcha que utilizar Antorcha PLASMA 81.20.037
Grado de protección
IP23C IP23C
Clase de aislamiento
HH
Normas de construcción
EN60974-1 EN60974-1
EN60974-10 EN60974-10
Dimensión (LXPXH)
180x430x300 215x596.5x406
mm mm
Peso generador
19 Kg 25 Kg
Los datos corresponden a una temperatura ambiente de 40°C
5.0 TRANSPORTE - DESCARGA
No subestime el peso del equipo, (véase características técnicas).
No haga transitar ni detenga la carga suspendida
arriba de personas o cosas.
No deje caer ni apoye con fuerza el equipo, o la unidad.
Una vez quitado el embalaje, el generador està
dotado de una cintura alargable que permite el
manejo sea a mano que en el hombro.
6.0 INSTALACIÓN
Elija el local adecuado, siguiendo las indicaciones
de la sección "1.0 SEGURIDAD" y "2.0 COMPATIBILIDAD ELECTROMAGNÉTICA (EMC)".
Nunca coloque el generador y el equipo sobre un
plano que tenga una inclinación mayor de 10° con
respecto al plano horizontal. Proteja el equipo de
los aguaceros y del sol.
6.1 Conexión eléctrica a la red
El equipo está equipado con una única conexión eléctrica, con un
cable de 5 m, colocado en la parte trasera del generador.
Tabla de las medidas de los cables y de los fusibles en la entrada del
generador:
Generador
GENESIS 60
Tensión nominal
400 V ±15% 440 V ±15%
Rango de tensión
340 - 460 V 374 - 506 V
Fusibles retardados
16 A 500 V 16 A 500 V
Cable de alimentación
4x4 mm2 4x4 mm2
Generador GENESIS 90
Tensión nominal
400 V ±15%
Rango de tensión
340 - 460 V
Fusibles retardados
32 A 500 V
Cable de alimentación
4x6 mm2
* La instalación eléctrica tiene que ser efectuada por perso-
nal técnico con requisitos técnico profesionales específicos y de conformidad con las leyes del país en el cual se
efectúa la instalación.
* El cable de red de la soldadora tiene un hilo
amarillo/verde que SIEMPRE tiene que estar conectado al
conductor de protección de tierra. NUNCA use el hilo
amarillo/verde junto con otro hilo para tomar la corriente.
* Controle que en la instalación se encuentre la "puesta a
tierra" y que las tomas de corriente estén en buenas condiciones.
* Instale sólo enchufes homologados de acuerdo con las
normativas de seguridad.
47
ADVERTENCIA
ADVERTENCIA
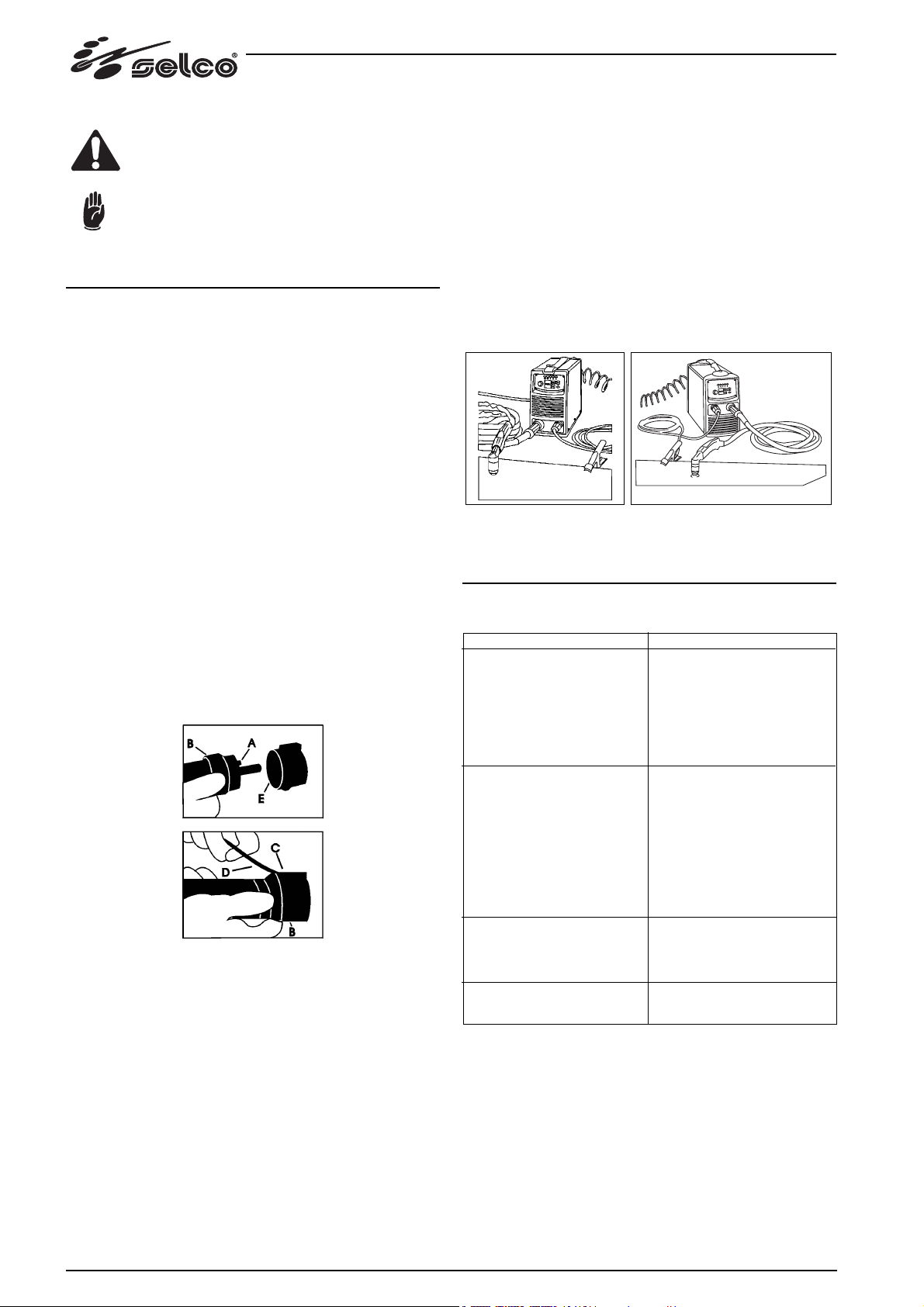
6.2 Conexión de los equipamientos
Aténgase a las normas de seguridad indicadas en
la sección "1.0 SEGURIDAD".
Conecte cuidadosamente los equipamientos para
evitar pérdidas de potencia.
7.0
PUESTA EN SERVICIO
Para la instalación del equipo, observar las siguientes indicaciones:
1. Poner el generador en un lugar seco, limpio y con ventilación
apropiada.
2. Conectar la alimentación del aire comprimido por medio de una
unión de 1/4 de pulgada a la prisa del aire P1 en la unidad de filtro F (fig. 2). La presión debe asegurar por lo menos 5 bar con
capacidad mínima de 200 litros por minuto.
Conecte firmemente el conector del cable de masa al generador, como muestra la figura 4.
3. Posicionar la pinza de masa sobre la pieza a cortar, asegurándose de que haya un buen contacto eléctrico (Fig. 4).
4. Verificar la presencia de todos los componentes del cuerpo portaelectrodo y su fijación y conecter, como muestra la figura 3, la
conexión del soplete al conector en el generador. Introduzca la
conexión macho (lado soplete) en la correspondiente conexión
hembra (lado de la máquina). Haga coincidir el diente de orientación (A) en el alojamiento respectivo e introduzca el casquillo
(B), que deberá ser compatible.
Para poder enroscar el casquillo (B) primero deberá introducir la
herramienta suministrada de serie (D) y apretar en el agujero (C)
para poder quitar el bloqueo que impide la rotación. Dicha
operación se efectúa hasta enroscar completamente el casquillo. Para desconectar el soplete, quite en primer lugar el bloqueo
de la rotación, introduciendo en el agujero (C) la herramienta
de serie (D).
Fig. 3
5. Encender el aparato controlando el correcto funcionamiento
de los led de indicación y de los display.
Si hubiera irregularidades, el funcionamiento del generador
quedará inhibido hasta que se restablezcan las condiciones
normales de trabajo.
Presione el pulsador de test gas (T2 de Fig. 1) de tal modo
que desairee de posibles residuos e impurezas el circuito del
aire comprimido, luego alzar y hacer girar el botón para la
regulación de la presión (F1 fig.2) hasta leer en el display D2
una presión de 5 bar (efectuar esta operación teniendo presionado al mismo tiempo el pulsador de test gas para realizar la regulación con el circuito del aire abierto).
6. Introducir con el potenciómetro el valor de la corriente de
corte, según el espesor a tratar.
7. Presionar momentáneamente el pulsador portaelectrodo
hasta producir el arco piloto; remover el mando verificando
el correcto funcionamiento de la máquina a través del panel
de visualización.
Se aconseja no mantener inútilmente el arco encendido en
el aire, para evitar el desgaste del electrodo y del inyector.
Insistiendo en este tipo de uso, el equipo mismo apagará el
arco piloto después de aprox. 6 segundos. En el caso de que
se verifique algún inconveniente durante las fases arriba
descritas, controlar los led de indicación, los display y eventualmente consultar el capítulo “Posibles inconvenientes
eléctricos" del manual.
Fig. 4
8.0
PROBLEMAS - CAUSAS
8.1
Posibles defectos de corte
48
DEFECTO
Penetración insuficiente
El arco de corte se apaga
Elevada formación de rebaba
Recalentamiento del inyector
CAUSA
- Velocidad de corte demasiado
elevada
- Corriente programada demasiado baja
- Borne de masa con contacto
ineficiente
- Excesivo espesor de la pieza
- Electrodo, inyector o difusor
consumados
- Presión aire demasiado elevada
- Velocidad de corte demasiado
baja
- Capacidad de aire insuficiente
- Presóstato defectuoso
- Tensión de alimentación demasiado baja
- Presión aire inadecuada
- Velocidad de corte demasiado
baja
- Inyector roído
- Electrodo roído
- Cantidad de aire insuficiente
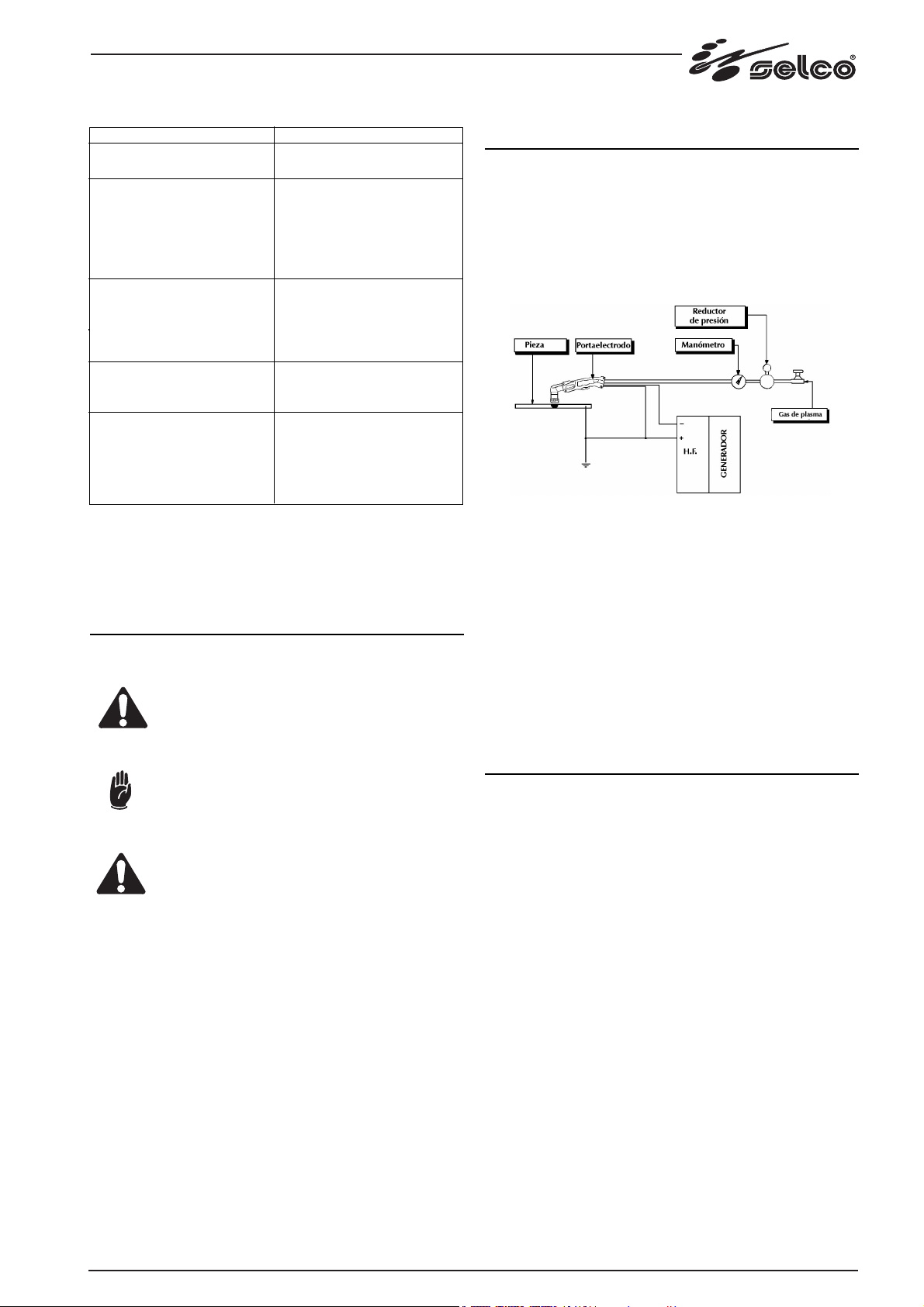
49
8.2
Posibles inconvenientes eléctricos
Véase también el capítulo 4.1 para problemas que presenten
un código de alarma.
Para cualquier duda y/o problema llmar el centro de asistencia tecnica nás cercano.
9.0 MANTENIMIENTO ORDINARIO NECESARIO
Trate de que no se forme polvo metálico en proximidad y sobre
las aletas de ventilación.
¡Antes de cada operación, corte la alimen-tación
al equipo!
Controles periódicos al generador:
*Limpie el interior con aire comprimido a baja pre-
sión y con pinceles de cerdas suaves.
*Controle las conexiones eléctricas y todos los ca-
bles de conexión.
Para el mantenimiento o la sustitución de los componentes de la antorcha plasma, y/o de las cables
de la masa:
* Corte la alimentación al equipo antes de cada operación.
* Controle la temperatura de los componentes y compruebe
que no estén sobrecalentados.
* Siempre use guantes conformes a las normativas.
* Use llaves y herramientas adecuadas.
* Para el mantenimiento del portaelectrodo, atenerse escru-
pulosamente a las instrucciones de uso del portaelectrodo,
adjuntas a este manual.
Nota: La carencia de este mantenimiento, provocará la caducidad de todas las garantías y el fabricante se considerará
exento de toda responsabilidad.
10.0 APUNTES TEÓRICOS SOBRE EL CORTE
POR PLASMA
Un gas asume el estado de plasma cuando es llevado a una temperatura altísima y se ioniza, más o menos completamente, volviéndose así
eléctricamente conductivo.
También si el plasma existe en todo arco eléctrico, el término arco de
plasma (PLASMA ARC) se refiere específicamente a portaelectrodos
para soldadura o corte que utilizan un arco eléctrico obligado a pasar
a través del estrechamiento de un especial inyector, para calentar un
gas que sale del mismo inyector, hasta llevarlo al estado de plasma.
Fig. 5
Instalación manual de corte por plasma
10.1 Proceso de corte por plasma
La acción de corte se obtiene cuando el arco de plasma, vuelto muy
caliente y muy concentrado por la geometría del portaelectrodo, se
transfiere sobre la pieza conductiva a cortar, cerrando con el generador
un recorrido eléctrico. El material es antes fundido por la alta temperatura del arco y luego removido por la elevada velocidad de salida del
gas ionizado por el inyector.
El arco se puede hallar en dos situaciones: en la de arco transferido,
cuando la corriente eléctrica pasa sobre la pieza a cortar, y en la de
arco piloto o arco no transferido, cuando éste está sostenido entre el
electrodo y el inyector.
11.0 CARACTERÍSTICAS DE CORTE
En el corte por plasma, el espesor del material a cortar, la velocidad de
corte y la corriente suministrada por el generador son valores que dependen uno de otros; los mismos están condicionados al tipo y calidad
del material, tipo de portaelectrodo y también tipo y condiciones de
electrodo e inyector, distancia entre inyector y pieza, presión e impurezas del aire comprimido, calidad deseada del corte, temperatura de
la pieza a cortar, etc.
Los diagramas que resultan son simplemente indicativos, como en fig.
6-7-8-9-10, donde se puede notar como el espesor a cortar es inversamente proporcional a la velocidad de corte, y como estos dos valores se pueden incrementar con el aumento de la corriente.
DEFECTO
El aparato no se enciende (led
amarillo L1 apagado)
El arco piloto no se enciende
(con led amarillo L1 encendido)
El arco piloto no se enciende
(con led amarillo L1 y led rojo L3
encendidos)
No se realiza la transferencia de
arco piloto a arco de corte
No se suministra potencia
CAUSA
- Alimentación red incorrecta
- Interrupción de los contactos del
pulsador portaelectrodo (verificar la continuidad sobre el
conector del enchufe portaelectrodo después de haber desconectado la alimentación)
- Partes portaelectrodo sujetas a
desgaste fuera de servicio
- Presión aire demasiado elevada
- Posibles problemas en los circuitos
de control
- Posibles problemas en los circuitos
de control
- Sensores de arco defectuosos
- Intervención protecciones
(véase capítulo "Funciones de
control")
- Posibles problemas en los circuitos
de control
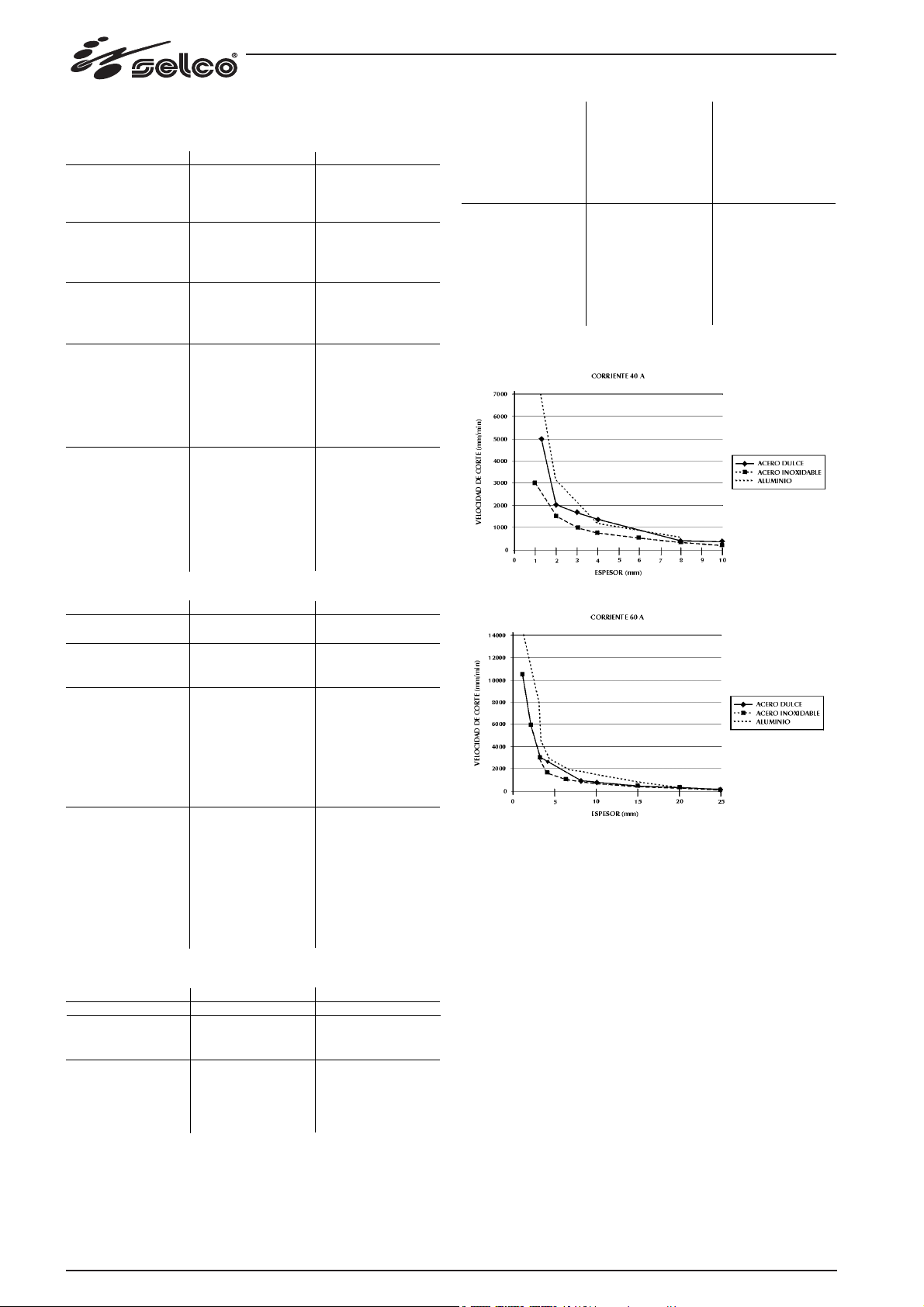
50
GENESIS 60
ACERO DULCE
ACERO INOXIDABLE
ALUMINIO
*
Corte de calidad superiora
Fig. 6
Fig. 7
Espesor (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Corriente (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Velocidad (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Espesor (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Corriente (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Velocidad (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Espesor (mm)
1
1
2
3
1
2
3
4
Corriente (A)
20
30
30
30
40
40
40
40
Velocidad (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600

51
GENESIS 90
ACERO DULCE
ACERO INOXIDABLE
ALUMINIO
*
Corte de calidad superiora
Fig. 8
Fig. 9
Fig. 10
Espesor (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Corriente (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Velocidad (mm/min)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Espesor (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Corriente (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Velocidad (mm/min)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Espesor (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Corriente (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Velocidad (mm/min)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

52
NOTE

PORTUGUÊS
MANUAL DE UTILIZAÇÃO E MANUTENÇÃO
O presente manual faz parte integrante da unidade ou da máquina e deve acompanhála sempre que a mesma for deslocada ou revendida.
O operador é responsável pela manutenção deste manual, que deve permanecer sempre intacto e legível.
A SELCO s.r.l tem o direito de modificar o conteúdo deste manual em qualquer altura, sem aviso prévio.
São reservados todos os direitos de tradução, reprodução e adaptação parcial ou total, seja por que meio for (incluindo fotocópia, filme e
microfilme) e é proibida a reprodução sem autorização prévia, por escrito, da SELCO s.r.l.
Edição ‘02
DECLARAÇÃO DE CONFORMIDADE CE
A empresa
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
declara que o aparelho tipo
GENESIS 60
GENESIS 90
è conforme às directivas: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
e que foram aplicadas as normas: EN 60974-10
EN 60974-1
Cada intervençao ou modificação não autorizada pela SELCO s.r.l. anulará a validez desta declaração.
Onara di Tombolo (PADOVA) Representante Legal da Selco
..................................
Lino Frasson
ÍNDICE GERAL
53
1.0 SEGURANÇA GERAL . . . . . . . . . . . . . . . . . . . . . . . . . . . .54
1.1 Protecção pessoal e de terceiras pessoas . . . . . . . . . . .54
1.2 Prevenção contra incêndios/explosões . . . . . . . . . . . . .54
1.3 Protecção contra fumos e gases . . . . . . . . . . . . . . . . . .54
1.4 Colocação do gerador . . . . . . . . . . . . . . . . . . . . . . . . .54
1.5 Instalação da unidade . . . . . . . . . . . . . . . . . . . . . . . . .54
1.6 Precauções contra os riscos ligados à utilização
do ar comprimido . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .54
2.0 COMPATIBILIDADE ELECTROMAGNÉTICA (EMC) . . . . . .55
2.1 Instalação, utilização e estudo da área . . . . . . . . . . . . .55
2.2 Métodos de redução das emissões . . . . . . . . . . . . . . . .55
3.0 ANÁLISES DOS RISCOS . . . . . . . . . . . . . . . . . . . . . . . . . .55
4.0 APRESENTAÇÃO DA MÁQUINA . . . . . . . . . . . . . . . . . . . .56
4.1 Painel de controlo dianteiro . . . . . . . . . . . . . . . . . . . .56
4.2 Painel de comandos traseiro . . . . . . . . . . . . . . . . . . . .57
4.3 Características técnicas . . . . . . . . . . . . . . . . . . . . . . . .57
5.0 TRANSPORTE - DESCARGA . . . . . . . . . . . . . . . . . . . . . . .57
6.0 INSTALAÇÃO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .57
6.1 Ligação eléctrica à rede . . . . . . . . . . . . . . . . . . . . . . . .57
6.2 Ligação dos equipamentos . . . . . . . . . . . . . . . . . . . . .58
7.0 COLOCAÇÃO EM FUNCIONAMENTO . . . . . . . . . . . . . . .58
8.0 PROBLEMAS – CAUSAS . . . . . . . . . . . . . . . . . . . . . . . . . .58
8.1 Possíveis defeitos de corte . . . . . . . . . . . . . . . . . . . . . .58
8.2 Possíveis falhas eléctricas . . . . . . . . . . . . . . . . . . . . . . .59
9.0 MANUTENÇÃO ORDINÁRIA NECESSÁRIA . . . . . . . . . . . .59
10.0 INFORMAÇÕES GERAIS SOBRE O CORTE DE PLASMA .59
10.1 Processo de corte de plasma . . . . . . . . . . . . . . . . . . .59
11.0 CARACTERÍSTICAS TÉCNICAS DE CORTE . . . . . . . . . . .59
GENESIS 60
AÇO DE CARBONO . . . . . . . . . . . . . . . . . . . . . . . . . . . .60
AÇO INOXIDÁVEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .60
ALUMÍNIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .60
GENESIS 90
AÇO DE CARBONO . . . . . . . . . . . . . . . . . . . . . . . . . . . .61
AÇO INOXIDÁVEL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .61
ALUMÍNIO . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .61
SIMBOLOS
Perigo iminente de lesões corporais graves e de
comportamentos perigosos que podem provocar
lesões corporais graves.
Informação importante a seguir de modo a evitar
lesões menos graves ou danos em bens.
Todas as notas precedidas deste símbolo são
sobretudo de carácter técnico e facilitam as operações.
1.0 SEGURANÇA
Antes de iniciar qualquer tipo de operação na máquina, é necessário ler
cuidadosamente e compreender o conteúdo deste manual. Não efectuar
modificações ou operações de manutenção que não estejam previstas.
Em caso de alguma dúvida ou problema relacionados com a utilização
da máquina, que não estejam referidos neste manual, consultar um técnico qualificado.
Do fabricante não se responsabiliza por danos causados em pessoas ou
bens resultantes de leitura ou aplicação deficientes do conteúdo deste
manual.
1.1 Protecção do operador e de terceiras pessoas
O processo de soldadura (corte) é uma fonte nociva de radiações, ruído,
calor e exalação de gases. Os portadores de aparelhos electrónicos vitais
(marca-passo) devem consultar o médico antes de aproximar-se das
operações de soldadura por arco ou de corte de plasma. Caso ocorra
um acidente, não respeitando-se o acima referido, o construtor não se
responsabiliza pelos danos sofridos.
Protecção Pessoal:
- Não utilizar lentes de contacto!!!
- Manter perto de si um estojo de primeiros socorros, pronto a utilizar.
- Não subestimar qualquer queimadura ou ferida.
- Proteger a pele dos raios do arco, das faíscas ou do metal incandescente, usando vestuário de protecção e um capacete ou um capacete de soldador.
- Usar máscaras com protectores laterais da face e filtros de protecção
adequados para os olhos (pelo menos NR10 ou superior).
- Utilizar protectores se, durante o processo de soldadura (corte) forem
atingidos níveis de ruído perigosos.
Usar sempre óculos de segurança, com protecções laterais, especialmente durante a remoção manual ou mecânica das escórias de soldadura (corte).
Se sentir um choque eléctrico, interrompa imediatamente as operações de soldadura (corte).
Protecção de terceiros:
- Colocar uma parede divisória ignífuga para proteger a zona de solda-
dura (corte) dos raios, centelhas e escórias incandescentes.
- Avisar todas as pessoas que estiverem por perto para não olharem a
soldadura (corte) e para proteger-se dos raios do arco ou do metal
incandescente.
- Se o nível de ruído exceder os limites previstos pela lei, delimitar a
área de trabalho e certificarse de que todas as pessoas que se aproximam da zona estão protegidas com auriculares.
1.2 Prevenção contra incêndios/explosões
O processo de soldadura (corte) pode provocar incêndios e/ou explosões.
- As botijas de gás comprimido são perigosas; consultar o seu forne-
cedor antes de as manusear.
Devem por isso estar protegidas contra:
- exposição directa aos raios do sol;
- chamas:
- mudanças bruscas de temperatura;
- temperaturas muito baixas.
As botijas de gás comprimido deverão ser fixas à parede ou a outros
suportes adequados, para evitar que caiam.
- Retirar da área de trabalho e das áreas vizinhas todos os materiais ou
objectos inflamáveis ou combustíveis.
- Colocar nas proximidades da área de trabalho um equipamento ou
um dispositivo anti-incêndio.
- Não efectuar operações de soldadura ou de corte em contentores
fechados ou tubos.
- Se os referidos contentores ou tubos tiverem sido abertos, esvaziados
e cuidadosamente limpos, a operação de soldadura (corte) deverá de
qualquer modo ser efectuada com o máximo cuidado.
-
Não soldar (cortar) em locais onde haja poeiras, gases ou vapores
explosivos.
-
Não efectuar soldaduras (cortes) sobre ou perto de recipientes
sob pressão.
- Não utilizar o aparelho para descongelar tubos.
1.3 Protecção contra fumos e gases
Os
fumos, gases e poeiras produzidos pelo processo de soldadura
(corte) podem ser nocivos para a saúde.
- Não utilizar oxigénio para a ventilação.
- Providenciar uma ventilação correcta na zona de trabalho, quer natural quer artificial.
-
No caso a operação de soldadura (corte) se efectue numa área extremamente pequena, o operador deverá ser vigiado por um colega, que
se deve manter no exterior durante todo o processo.
- Colocar as botijas de gás em espaços abertos ou em locais com boa
ventilação.
- Não efectuar operações de soldadura (cortes) perto de zonas de
desengorduramento ou de pintura.
1.4 Colocação do gerador
Observar as seguintes regras:
- Fácil acesso aos comandos do equipamento e às ligações do mesmo.
- Não colocar o equipamento em lugares pequenos.
- Não colocar o gerador em superfícies com uma inclinação superior a
10°, relativamente ao plano horizontal.
1.5 Instalação da unidade
- Durante a instalação deverá respeitar os regulamentos locais sobre as
normas de segurança e efectuar a manutenção da máquina em conformidade com as directrizes do fabricante.
- As operações de manutenção deverão ser exclusivamente efectuadas
por pessoal especializado.
- É proibida a ligação dos geradores em série ou em paralelo.
- Antes de trabalhar no interior do gerador, desligar o fornecimento de
energia eléctrica.
- Efectuar a manutenção periódica do equipamento.
- Certificar-se de que a rede de alimentação e a ligação à terra são suficientes e adequadas.
- O cabo de terra deve ser ligado o mais próximo possível do ponto a
soldar (cortar).
-
Respeitar as precauções relativas ao nível de protecção da fonte de energia.
- Antes de iniciar a soldar (cortar) verificar o estado dos cabos eléctricos e da tocha, e se estiverem danificados proceder à sua reparação
ou substituição.
- Não deve subir nem apoiar-se no material a soldar (cortar) .
- O operador não deve tocar simultaneamente em duas tochas ou
em dois porta-eléctrodos.
1.6 Medidas contra os riscos ligados à utilização
do ar comprimido
Ligar a alimentação do ar à conexão específica, acertando-se de que a
pressão seja pelo menos igual a 6 bar (0.6 MPa), com um caudal mínimo
de 200 litros/min. Se a alimentação do ar vem de um redutor de pressão
de um compressor ou de uma instalação centralizada, o redutor deve ser
regulado à máxima pressão de saída que, seja como for, não deve superar 8 bar (0.8 MPa). Se a alimentação do ar vem de uma botija de ar comprimido, esta deve estar equipada de um regulador de pressão.
Nunca ligar uma botija de ar comprimido directamente
ao redutor da máquina! A pressão poderia superar a
capacidade do redutor que consequentemente poderia
explodir!
Não cumprindo-se o acima descrito, cabal e taxativamente, o
produtor declina toda e qualquer responsabilidade.
54
ATENÇÃO
2.0 COMPATIBILIDADE ELECTROMAGNÉTICA (EMC)
Esta unidade foi fabricada em conformidade com as indicações
contidas nas normas padrão EN60974-10, às quais o operador tem
que se reportar para a poder utilizar.
- Instalar e utilizar esta unidade de acordo com as indicações
deste manual.
- Esta unidade deverá ser apenas utilizada com fins profissionais, numa instalação industrial. È importante ter em consideração que poderá ser difícil assegurar a compatibilidade
electromagnética em locais não industriais.
2.1 Instalação, utilização e estudo da área
-
O utilizador deve ser um experto do sector e como tale é responsável pela instalação e pelo uso do aparelho, segundo as indicações do fabricante. Caso se detectem perturbações electromagnéticas, o operador do equipamento terá que resolver o problema, se necessário com a assistência técnica do fabricante.
- As perturbações electromagnéticas têm sempre que ser reduzidas até deixarem de constituir um problema.
- Antes de instalar este equipamento, o operador deverá avaliar os
problemas electromagnéticos potenciais que poderão ocorrer
nas zonas circundantes e, particularmente, os relativos às condições de saúde das pessoas expostas, por exemplo, das pessoas
que possuam "pace-makers" ou aparelhos auditivos.
2.2 Métodos de redução das emissões
REDE DE ALIMENTAÇÃO DE ENERGIA
- A fonte de energia de soldadura deve ser ligada à rede de
acordo com as instruções do fabricante.
Em caso de interferência, poderá ser necessário tomar precauções
adicionais tais como a colocação de filtros na rede de alimentação.
É também necessário considerar a possibilidade de blindar o cabo
de alimentação.
MANUTENÇÃO DA FONTE DE ENERGIA DE SOLDADURA
A fonte de energia de soldadura necessita de uma manutenção de
rotina, em conformidade com as instruções do fabricante.
Quando o equipamento está em funcionamento, todas as portas de
acesso e de serviço deverão estar fechadas e fixadas.
Não modificar, em nenhuma circunstância, a fonte de energia de
soldadura.
CABOS DE SOLDADURA E CORTE
Os cabos de soldadura (corte), devem ser mantidos o mais curtos
possível e devem ser colocados próximos um do outro e correr
sobre ou perto do nível do pavimento.
CONEXÃO EQUIPOTENCIAL
Deve-se tomar em consideração que todos os componentes metálicos na instalação de soldadura (corte) e os que se encontram nas
suas proximidades devem ser ligados à terra. Contudo, os componentes metálicos ligados à peça de trabalho aumentam o risco
do operador apanhar um choque eléctrico, caso toque ao mesmo
tempo nos referidos componentes metálicos e nos eléctrodos.
Assim, o operador deve estar isolado de todos os componentes
metálicos ligados à terra.
A conexão equipotencial deverá ser feita de acordo com as normas
nacionais.
LIGAÇÃO DA PEÇA DE TRABALHO Á TERRA
Quando a peça de trabalho não está ligada à terra, por razões de
segurança eléctrica ou devido às suas dimensões e posição, uma
ligação de terra entre a peça e a terra poderá reduzir as emissões.
É necessário ter em consideração que a ligação de terra da peça de
trabalho não aumenta o risco de acidente para o operador nem
danifica outros equipamentos eléctricos.
A ligação de terra deverá ser feita de acordo com as normas nacionais.
BLINDAGEM
A blindagem selectiva de outros cabos e equipamentos presentes
na zona circundante, pode reduzir os problemas provocados por
interferência. A blindagem de toda a instalação de soldadura (corte)
pode ser tomada em consideração para aplicações especiais.
3.0 ANÁLISE DOS RISCOS
55
ATENÇÃO
Riscos apresentados pela máquina
Risco de instalação incorrecta
Riscos eléctricos.
Riscos relacionados com perturbações electromagnéticas produzidas pela fonte de energia de soldadura e induzidas na
fonte de energia da soldadura.
Soluções adoptadas para os evitar
Os riscos foram eliminados através da elaboração de um
manual de instruções para a utilização da máquina.
Aplicação das normas EN 60974-1.
Aplicação das normas EN 60974-10.
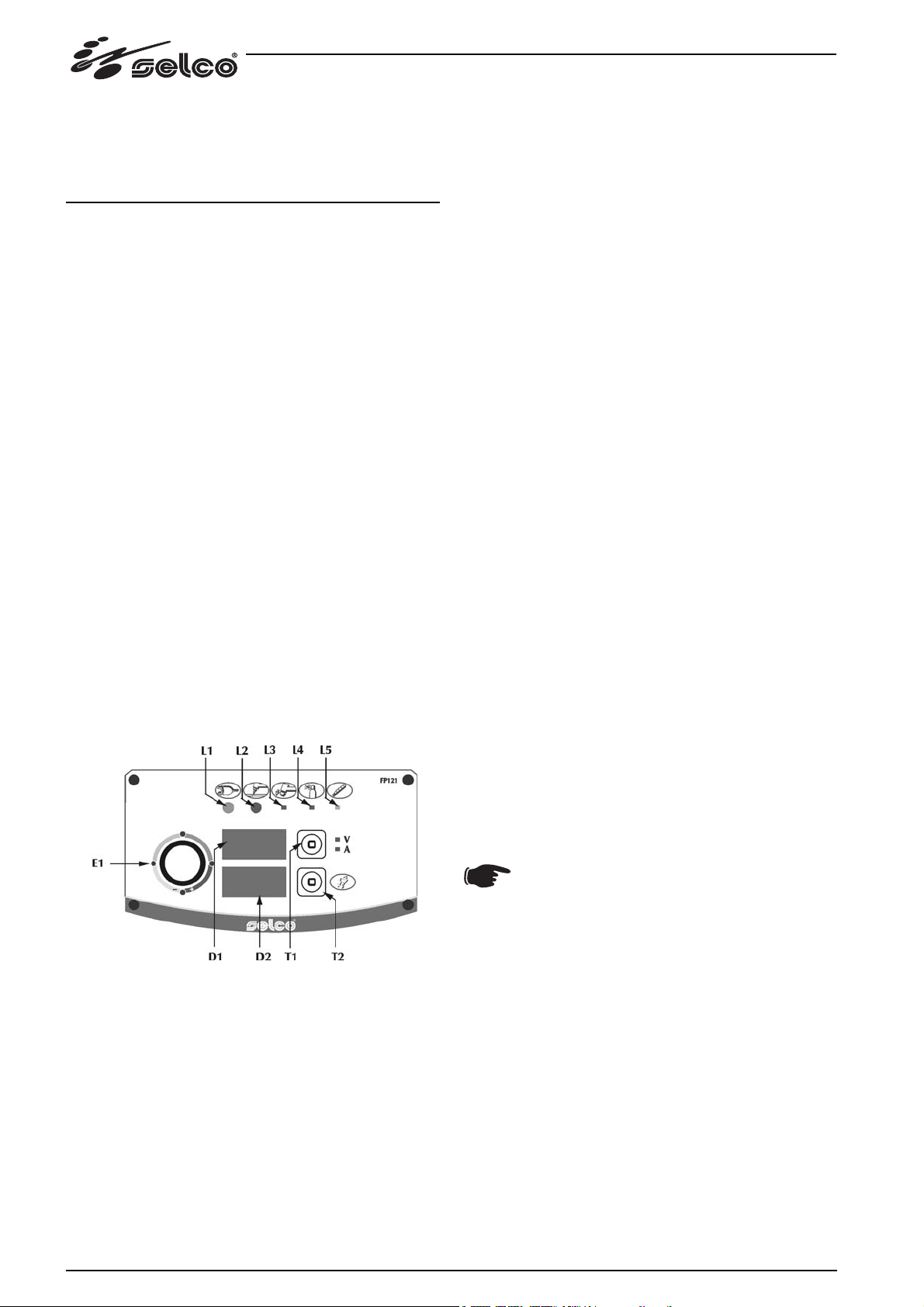
O exposto neste capítulo, é de vital importância e portanto
necessário para que as garantias sejam válidas. No caso em que
o operador não respeitasse o conteúdo deste capítulo, o construtor declina toda e qualquer responsabilidade.
4.0 APRESENTAÇÃO DA MÁQUINA DE SOLDAR
Genesis 60 e Genesis 90 são geradores para o corte de plasma fáceis de
manusear e
compactos.
Genesis 60 e Genesis 90 utilizam como único gás, ar comprimido, que
pode ser fornecido por um compressor normal ou por uma instalação
centralizada suficientemente dimensionada; estão em condições de
efectuar, em modo económico, cortes de boa qualidade com espessuras
até 20 mm para Genesis 60 e 30 mm para Genesis 90 em aços de carbono mesmo mantendo peso e dimensões muito reduzidos.
Foi possível obter uma óptima proporção desempenhos/peso graças ao
emprego, comum a toda a gama Genesis, da tecnologia de inverter. A
corrente é estável, exacta e insensível às variações da tensão de rede, da
altura do arco de corte, da velocidade de avanço e da espessura do
metal a cortar. O Genesis 60 e Genesis 90 estão equipados de um circuito de re-ignição automática do arco piloto que consente de cortar
optimamente estruturas metálicas de grelha.
São presentes sistemas de segurança que inibem o circuito de potência,
quando o operador entra em contacto com partes sob tensão da máquina, bem como dispositivos de controlo para reduzir o desgaste do eléctrodo e do bico quando se estabelece o arco de corte. A ignição do arco
piloto é obtida com uma descarga de tensão de alta frequência que desliga-se automaticamente
uma vez terminada a operação, limitando assim as emissões de interferências rádio no resto do processo de corte.
No gerador são previstos:
- uma conexão para a tocha
- uma tomada para a ligação de terra,
- um painel frontal,
- um painel posterior.
4.1
Painel de controlo dianteiro (Fig. 1)
Fig.1
*
L1 : Luz de aviso de tensão, LED (díodo) verde.
Acende-se com o interruptor "I1" na posição "I" no painel
de comandos traseiro (Fig. 2). Indica que o equipamento está
ligado e que existe tensão.
* L2: Indicador luminoso de potência em saída led vermelho.
Ilumina-se quando se estabelece o arco, quer na peça quer
fora da peça e apaga-se assim que termina o arco.
* L3: alarme defeito de capuz da tocha led verde.
Indica que o capuz da tocha não está correctamente aparafusado. O gerador não apresenta potência em saída.
* L4: alarme carência de ar comprimido led verde.
Indica que a pressão do ar comprimido é inferior a 3 bar e
portanto é insuficiente para o funcionamento correcto. O
gerador não apresenta potência em saída.
* L5 : Luz de aviso do dispositivo de segurança, LED amarelo.
Indica que os dispositivos de segurança, como por exemplo o
de protecção térmica, estão activados. Com a luz de aviso
"L5" acesa, a fonte de energia permanece ligada à rede de alimentação, mas não fornece potência de saída. A "L5" permanece acesa até que a anomalia tenha sido reparada e, em
qualquer caso, até as temperaturas interiores regressarem aos
valores normais; neste caso, é necessário deixar o gerador
ligado para tirar partido do ventilador em funcionamento,
reduzindo assim o tempo de inactividade.
* E1 : Encoder de definição da corrente de corte.
Consente de regular a corrente de corte com continuidade.
Durante o corte essa corrente fica inalterada quando as condições de alimentação e de corte variam dentro dos intervalos declarados nas características técnicas.
* T1: Tecla selecção leitura VOLT-AMPERE.
Consente de visualizar no DISPLAY "D1" a tensão ou a corrente de soldadura.
Se o LED "V" está aceso, visualiza-se o último valor de tensão
medido no último corte. Se não se inicia a cortar dentro de 5
seg., produz-se a comutação automática em A visualizando a
corrente definida. Pelo contrário, se inicia-se a cortar dentro
do referido intervalo, visualiza-se a tensão durante todo o
processo de corte, terminado o qual o último valor medido
fica visualizado por outros 5 segundos.
Se no display " D1" está aceso o LED "A", é visualizada a corrente definida ou a de corte se o processo está em curso. Essa
visualização é mantida pelos 5 segundos sucessivos ao final
do processo.
* T2: botão de teste gás.
Consente de remover as impurezas do circuito do ar comprimido e de efectuar, sem potência em saída, as regulações
preliminares apropriadas de pressão e caudal do ar comprimido.
* D1: Fornece os valores de corrente definida, corrente de corte
e tensão de corte ou as escritas GEN (ao acendimento) e ERR
(lampejante em caso de alarme)
* D2: Fornece o valor medido da pressão do ar para o proces-
so de corte. Ao acendimento fornece a versão do software.
Em caso de alarme fornece , lampejante, o código do mesmo:
01 erro IIC
02 capuz tocha aberto
03 pressão do ar muito baixa
11 térmico
Em caso de alarme, as condições operativas são
restabelecidas só se a causa é removida.
56
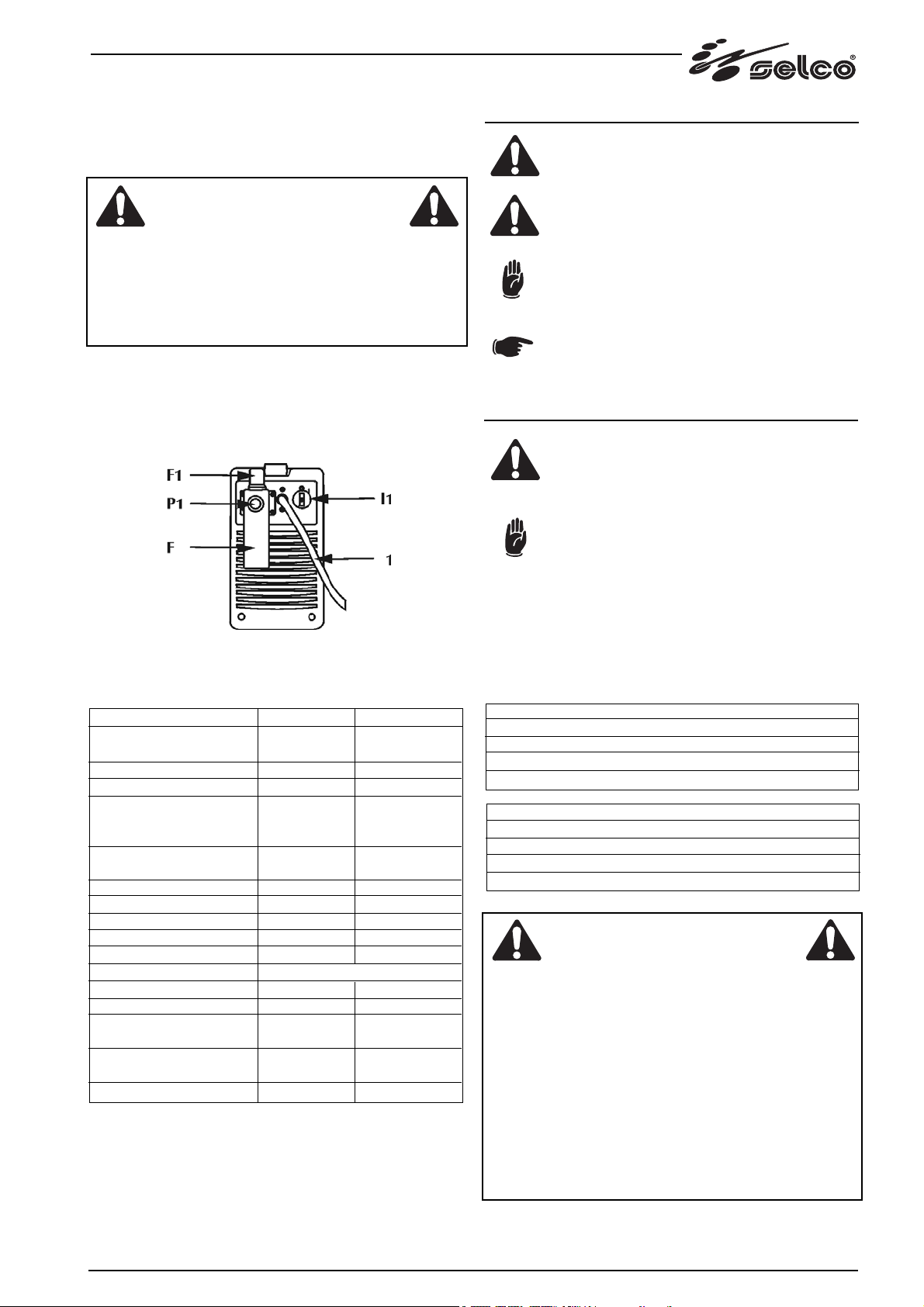
4.2 Painel de comandos traseiro (Fig. 2)
* I1 : Interruptor para ligar e desligar a máquina.
Liga a energia eléctrica à soldadura.
Tem duas posições, "O" desligada e "I" ligada.
* Com o interruptor I1 na posição "I", a máquina de soldadura
está operacional.
* A máquina de soldadura está ligada à rede de alimentação
mesmo se o interruptor I1 estiver na posição "O" e, por conseguinte, há peças com corrente eléctrica no seu interior.
Seguir cuidadosamente as instruções indicadas neste manual.
* 1 : Cabo de alimentação.
* F1 : Botão para a regulação da pressão
* P1 : Conector de 1/4 polegadas da conexão de ar da
unidade filtro
* F : Unidade filtro de ar
Fig.2
4.3 Características técnicas
G 60 G90
Tensão de alimentação
de energia
(50/60 Hz) 3x400 V (440V) 3x400V
Fusível atrasado 16 A 32 A
Potência nominal 8.32 kW 11.98 kW
Corrente de corte
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Tensão de corte
(x=60%) 124 V 116 V
Tensão em vazio 260 V 265 V
Corrente do arco piloto 22 A 22 A
Tipo de gás AR AR
Pressão de trabalho 5 bar 5 bar
Caudal 180 l/min 180 l/min
Tocha a ser utilizada Tocha PLASMA 81.20.037
Grau de protecção IP23C IP23C
Classe de isolamento H H
Normas de fabrico EN60974-1 EN60974-1
EN60974-10 EN60974-10
Dimensões (c x l x a) 180x430x300 215x596.5x406
mm mm
Peso do gerador 19 Kg 25 Kg
Estes dados correspondem a uma temperatura ambiente de 40º C
5.0 TRANSPORTE - DESCARGA
Nunca subestimar o peso do equipamento, (ver
características técnicas).
Nunca deslocar, ou deixar, a carga suspensa sobre
pessoas ou bens.
Não deixar cair o equipamento ou a unidade, nem
os pousar com força no chão.
Uma vez retirado da embalagem, o gerador é fornecido com uma cinta extensível que permite que
a sua deslocação seja feita à mão ou ao ombro.
6.0 INSTALAÇÃO
Escolher uma zona adequada para a instalação, de
acordo com os critérios referidos na Secção "1.0
SEGURANÇA" e "2.0 COMPATIBILIDADE ELECTRO-MAGNÉTICA (EMC)".
Não colocar o gerador nem o equipamento em
superfícies com uma inclinação superior a 10°,
relativamente ao plano horizontal. Proteger a
instalação da chuva e do sol.
6.1 Conexão eléctrica á rede de fornecimento
eléctrico
O equipamento é fornecido com uma única conexão eléctrica,
com um cabo de 5 m, colocado na parte traseira do gerador.
Tabela das dimensões dos cabos e dos fusíveis de entrada do
gerador:
Gerador GENESIS 60
Tensão nominal 400 V ±15% 440 V ±15%
Limites de tensão 340 - 460 V 374 - 506 V
Fusíveis retardados 16 A 500 V 16 A 500 V
Cabo de alimentação 4x4 mm2 4x4 mm2
Gerador GENESIS 90
Tensão nominal 400 V ±15%
Limites de tensão 340 - 460 V
Fusíveis retardados 32 A 500 V
Cabo de alimentação 4x6 mm2
* A instalação eléctrica tem que ser efectuada por pessoal
técnico especializado, com requisitos técnicos e profissionais específicos, e em conformidade com as leis do país no
qual se efectua a instalação.
* O cabo de rede de soldadura fornecido possui um fio ama-
relo/verde que deverá ser SEMPRE ligado à massa.
NUNCA utilizar este fio amarelo/verde com outros condutores de corrente.
* Certificar-se que o local de instalação possui ligação de
terra e que as tomadas de corrente se encontram em perfeitas condições.
* Instalar apenas fichas homologadas de acordo com as nor-
mas de segurança.
57
ATENÇÃO
ATENÇÃO

6.2 Ligação dos equipamentos
Seguir escrupulosamente as normas de segurança
referidas no ponto "1.0 SEGURANÇA".
Ligar cuidadosamente os diversos componentes de
forma a evitar perdas de potência.
7.0 COLOCAÇÃO EM FUNCIONAMENTO
Para colocar a instalação em funcionamento, devem-se seguir as
seguintes indicações:
1. Colocar o gerador num lugar seco, limpo e com ventilação
apropriada.
2. Ligar a alimentação do ar comprimido, utilizando um conector de 1/4 de polegadas, à tomada ar P1 da unidade filtro F
(Fig. 2). A pressão deve garantir pelo menos 5 bar com caudal mínimo igual a 200 litros por minuto.
Ligar, com firmeza, o conector do cabo de terra ao gerador
tal como ilustrado na figura 4.
3. Posicionar a pinça de terra na peça a cortar e acertar-se de
que haja um bom contacto eléctrico (Fig. 4).
4. Verificar a presença de todos os componentes do corpo da
tocha e a respectiva fixação e ligar, tal como ilustrado na figura 3, a conexão da tocha ao conector no gerador.
Ligar a conexão macho (lado tocha) na correspondente
conexão fêmea (lado máquina). Fazer coincidir o dente de
orientação (A) no respectivo alojamento e inserir o anel (B)
de aparafusamento que deverá ser do tipo compatível.
Para consentir o aparafusamento do anel (B) dever-se-á primeiro inserir e apertar no furo específico (C) com a ferramenta fornecida (D) de modo a remover o bloco que impede a rotação.
Esta operação deve ser efectuada até ao completo aparafusamento do anel. Para desligar a tocha, retirar primeiro o
bloco anti-rotação introduzindo no furo (C) a ferramenta fornecida (D).
Fig. 3
5. Acender o gerador controlando o correcto funcionamento
dos leds de sinalização e do display.
Caso houvesse anomalias, o funcionamento do gerador será
inibido até ao restabelecimento das condições normais de
funcionamento.
Pressionar o botão de teste gás (T2 de Fig.1) de modo a drenar o circuito do ar comprimido de eventuais resíduos e
impurezas, e em seguida levantar e girar o botão para a regulação da pressão (F1 de Fig. 2) até ler no display D2 uma
pressão de 5 bar (executar o operação mantendo pressionado o botão de teste gás de modo a efectuar a regulação com
o circuito do ar aberto).
6. Definir o valor da corrente de corte, com o potenciómetro,
tendo em consideração a espessura a tratar
7. Pressionar momentaneamente o botão da tocha até estabelecer o arco piloto; interromper o comando controlando o correcto funcionamento da máquina através do painel de visualização. É recomendável não manter inutilmente o arco piloto aceso no ar, de modo a evitar o desgaste do eléctrodo e do
bico; em todo o caso, será o próprio aparelho a apagar o arco
piloto passados aproximadamente 6 segundos. Caso durante
as fases acima descritas se verificar qualquer problema, controlar os leds de visualização, o display e eventualmente consultar o capítulo "Possíveis falhas eléctricas" do manual.
Fig. 4
8.0 PROBLEMAS - CAUSAS
8.1 Possíveis defeitos de corte
58
DEFEITO
Penetração insuficiente
O arco de corte apaga-se
Elevada formação de rebarba
Sobreaquecimento do bico
CAUSA
- Velocidade de corte muito
elevada
- Corrente definida muito
baixa
- Borne de terra com contacto
ineficiente
- Espessura excessiva da peça
- Eléctrodo, bico ou difusor
consumidos
- Pressão do ar muito elevada
- Velocidade de corte muito
baixa
- Caudal do ar insuficiente
- Pressostato defeituoso
- Tensão de alimentação
muito baixa
- Pressão do ar incorrecta
- Velocidade de corte muito
baixa
- Bico consumido
- Eléctrodo consumido
- Quantidade de ar insuficiente

59
8.2 Possíveis falhas eléctricas
Vide também capítulo 4.1 para problemas que apresentem
um código de alarme.
Se tiver quaisquer dúvidas ou problemas, não hesite em consultar o centro de assistência técnica da mais perto de si.
9.0 MANUTENÇÃO ORDINÁRIA
NECESSÁRIA
Evitar a acumulação de pó de metal perto das aletas de ventilação e sobre as mesmas.
Antes da qualquer operação de manutenção desligar a corrente eléctrica do equipamento !
Efectuar periodicamente os seguintes operações:
* Limpar o interior do gerador com ar comprimi-
do de baixa pressão e com escovas de cerdas
suaves.
* Verificar as ligações eléctricas e todos os cabos
de conexão.
Para a manutenção ou substituição de componentes do Tocha e / ou dos cabos de terra:
* Desligar o fornecimento de energia eléctrica do equipa-
mento antes de qualquer operação.
* Verificar a temperatura dos componentes e certificar-se
de que não estão sobre-aquecidos.
* Usar sempre luvas em conformidade com as normas de
segurança.
* Utilizar chaves de parafusos e ferramentas adequadas.
NOTA: No caso em que não se executasse a referida manutenção, todas as garantias serão anuladas e, seja como for, o
construtor isenta-se de toda e qualquer responsabilidade.
10.0 INFORMAÇÕES GERAIS SOBRE O
CORTE DE PLASMA
Um gás assume o estado de plasma quando é conduzido a altíssima temperatura e ioniza-se mais ou menos completamente
tornando-se assim electricamente condutivo.
Apesar do plasma existir em todo e qualquer arco eléctrico,
com o termo arco de plasma (PLASMA ARC) refere-se especificadamente a tochas para a soldadura ou para corte que utilizem
um arco eléctrico, obrigado a passar através do estrangulamento de um bico especial, para aquecer um gás em saída do
mesmo até conduzi-lo ao estado de plasma.
Fig. 5 Equipamento manual de corte de plasma
10.1 Processo de corte de plasma
A acção de corte obtém-se quando o arco de plasma, muito
quente e muito concentrado devido à geometria da tocha,
transfere-se para a peça condutiva a cortar fechando um percurso eléctrico com o gerador. Primeiro, o material é fundido
pela alta temperatura do arco e em seguida removido pela alta
velocidade de saída do gás ionizado pelo bico.
O arco pode-se encontrar em duas situações: na de arco transferido, quando a corrente eléctrica passa para a peça a cortar,
na de arco piloto ou arco não transferido, quando este é mantido entre o eléctrodo e o bico.
11.0 CARACTERÍSTICAS DE CORTE
No corte de plasma a espessura do material a cortar, a velocidade de corte e a corrente fornecida pelo gerador são grandezas ligadas entre elas; essas são condicionadas pelo tipo e qualidade do material, tipo de tocha assim como tipo e condições
de eléctrodo e bico, distância entre bico e peça, pressão e
impurezas do ar comprimido, qualidade pretendida de corte,
temperatura da peça a cortar etc.
Consequentemente obtêm-se as tabelas seguintes e diagramas
da fig. 6,7,8,9,10 em que se pode notar como a espessura a
cortar seja inversamente proporcional à velocidade de corte, e
como estas duas grandezas possam ser incrementadas com o
aumento da corrente.
DEFEITO
O aparelho não acende (led
amarelo L1 apagado)
O arco piloto não acende
(com led amarelo L1 aceso)
O arco piloto não acende
(com led amarelo L1 e led vermelho L3 acesos)
Defeito na transferência do
arco piloto para o arco de
corte
Defeito na distribuição de
potência
CAUSA
- Alimentação de rede incorrecta
- Interrupção dos contactos do
botão da tocha (verificar a continuidade no conector da conexão da tocha depois de ter
interrompido a alimentação)
- Peças da tocha sujeitas a
desgaste fora de serviço
- Pressão do ar muito elevada
- Possíveis problemas nos circuitos de controlo
- Possíveis problemas nos circuitos de controlo
- Sensores do arco defeituosos
- Intervenção dos dispositivos
de protecção (vide capítulo
"Funções de controlo")
- Possíveis problemas nos circuitos de controlo

60
GENESIS 60
AÇO DE CARBONO
AÇO INOXIDÁVEL
ALUMÍNIO
* Corte de alta qualidade
Fig. 6
Fig. 7
Espessura (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Corrente (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Velocidade (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Espessura (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Corrente (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Velocidade (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Espessura (mm)
1
1
2
3
1
2
3
4
Corrente (A)
20
30
30
30
40
40
40
40
Velocidade (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600

61
GENESIS 90
AÇO DE CARBONO
AÇO INOXIDÁVEL
ALUMÍNIO
* Corte de alta qualidade
Fig. 8
Fig. 9
Fig. 10
Espessura (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Corrente (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Velocidade (mm/min)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Espessura (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Corrente (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Velocidade (mm/min)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Espessura (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Corrente (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Velocidade (mm/min)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

62
NOTAS

NEDERLANDS
HANDLEIDING VOOR GEBRUIK EN ONDERHOUD
Dit handboek maakt integraal deel uit van de eenheid of van de machine en dient deze steeds te vergezellen op al haar verplaatsingen of bij herverkoop ervan.
De gebruiker dient er voor te zorgen dat deze volledig en in goede staat blijft.
SELCO s.r.l. eigent zich het recht toe op elk ogenblik wijzigingen aan te brengen en dit zonder voorafgaandelijk enige verwittiging.
De rechten op vertaling, op gehele of gedeeltelijke reproductie en aanpassingen om het even op welke wijze ( inbegrepen fotokopie,
film en microfilm) zijn voorbehouden aan SELCO s.r.l. en verboden zonder schriftelijke toestemming.
Editie ‘02
GELIJKVORMIGHEIDS VERKLARING CE
De firma
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
verklaart dat het apparaat type
GENESIS 60
GENESIS 90
conform is met de normen: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
en dat de volgende normen werden toegepast: EN 60974-10
EN 60974-1
Elke ingreep of modificatie niet toegelaten door SELCO s.r.l. heeft de ongeldigheid van deze verklaring tot gevolg.
Onara di Tombolo (PADOVA) Wettelijke vertegenwoordiger Selco
..................................
Lino Frasson
INHOUDSTABEL
63
1.0 VEILIGHEID . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .64
1.1 Bescherming van de operator en andere personen . . . .64
1.2 Voorzorgen tegen brand en explosie . . . . . . . . . . . . . .64
1.3 Voorzorgen tegen rook en gassen . . . . . . . . . . . . . . . . .64
1.4 Plaatsen van de generator . . . . . . . . . . . . . . . . . . . . . .64
1.5 Installeren van het toestel . . . . . . . . . . . . . . . . . . . . . .64
1.6 Voorzorgen tegen de risico’s verbonden met het
gebruik van perslucht . . . . . . . . . . . . . . . . . . . . . . . . . . . .64
2.0 ELEKTROMAGNETISCHE COMPATIBILITEIT (EMC) . . . . .65
2.1 Installatie, gebruik en evaluatie van de zone . . . . . . . . .65
2.2 Methoden om de straling te beperken . . . . . . . . . . . . .65
3.0 RISICO ANALYSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .65
4.0 PRESENTATIE VAN HET LASAPPARAAT . . . . . . . . . . . . . . .66
4.1 Bedieningspaneel voorkant . . . . . . . . . . . . . . . . . . . . .66
4.2 Bedieningspaneel achterkant . . . . . . . . . . . . . . . . . . . .67
4.3 Technische kenmerken . . . . . . . . . . . . . . . . . . . . . . . .67
5.0 VERVOER – AFLADEN . . . . . . . . . . . . . . . . . . . . . . . . . . .67
6.0 INSTALLATIE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .67
6.1 Elektrische netaansluiting . . . . . . . . . . . . . . . . . . . . . . .67
6.2 Verbinden van toebehoren . . . . . . . . . . . . . . . . . . . . .68
7.0 INBEDRIJFSTELLING . . . . . . . . . . . . . . . . . . . . . . . . . . . .68
8.0 STORINGEN – OORZAKEN . . . . . . . . . . . . . . . . . . . . . . .68
8.1 Mogelijke snijdefecten . . . . . . . . . . . . . . . . . . . . . . . .68
8.2 Mogelijke elektrische storingen . . . . . . . . . . . . . . . . . .69
9.0 NOODZAKELIJK GEWOON ONDERHOUD . . . . . . . . . . .69
10.0 ALGEMENE INFORMATIE OVER HET PLASMASNIJDEN .69
10.1 Plasmasnijproces . . . . . . . . . . . . . . . . . . . . . . . . . . . .69
11.0 SNIJEIGENSCHAPPEN . . . . . . . . . . . . . . . . . . . . . . . . . .69
GENESIS 60
KOOLSTOFSTAAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .70
ROESTVAST STAAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .70
ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .70
GENESIS 90
KOOLSTOFSTAAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .71
ROESTVAST STAAL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .71
ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .71
SYMBOLEN
Ernstig gevaar op zware verwondingen en waarbij
onvoorzichtig gedrag zwaar letsel kan veroorzaken.
Belangrijke aanwijzingen die moeten opgevolgd
worden om lichte persoonlijke letsels en beschadigingen aan voorwerpen te vermijden.
De opmerkingen die na dit symbool komen zijn
van technische aard en ergemakkelijken de
bewerkingen.
1.0 VEILIGHEID
Vooraleer met om het even welke bewerking te beginnen dient men deze
handleiding grondig gelezen te hebben en er zeker van te zijn dat men alles
begrepen heeft. Breng geen veranderingen aan en voer geen onderhoudswerkszaamheden uit die niet vermeld zijn in deze handleiding.
In geval van twijfel of bij problemen met het gebruik van het apparaat, zelfs
indien deze niet vermeld zijn in deze handleiding, raadpleeg bevoegd personeel.
De Fabrikant is niet verantwoordelijk voor beschadigingen aan personen of
voorwerpen ten gevolge van een fout van de operator wegens gebrekkige
kennis van deze handleiding en het niet nauwkeurig opvolgen van de erin
vermelde voorschriften.
1.1 Bescherming van operator en andere personen
Het las/snij-proces is een bron van schadelijke stralingen, lawaai, hitte en
gasdampen. De personen die vitale elektrische apparaten (pacemakers) dragen moeten hun arts raadplegen alvorens in de buurt te komen van booglaswerkzaamheden of plasmasnijwerkzaamheden. Als er schade aangericht
wordt, zonder hetgeen hierboven beschreven is in acht genomen te hebben, is de fabrikant niet aansprakelijk voor de geleden schade.
Persoonlijke bescherming:
- Draag geen contactlenzen!!!
- Zorg dat een tas "eerste hulp bij ongevallen" ter beschikking staat.
- Onderschat brandwonden en andere kwetsuren niet.
- Draag veiligheidskledij om de huid te beschermen tegen straling en vonken afkomstig van de vlamboog en tegen gloeiende metaaldeeltjes, en
een lashelm of een lasscherm.
- Draag een gezichtsmasker met zijdelingse bescherming en geschikt filter
voor de ogen (minstens NR10 of hoger).
- Gebruik oorbeschermers als het las/snij-proces gevaarlijk geluid voortbrengt.
Draag altijd een beschermbril met zijbeschermingen vooral bij het met de
hand of mechanisch verwijderen van de las/snij-resten.
Onderbreek onmiddellijk de las/snij-werkzaamheden als u het gevoel van
een elektrische schok waarneemt.
Bescherming van andere personen
- Plaats een brandvrije scheidingswand om het las/snij-gebied te beschermen tegen straling, vonken en gloeiende resten.
- Waarschuw eventuele derde personen dat ze niet in de las (het snijden)
moeten staren en dat ze zich beschermen moeten tegen de stralen van
de boog of het gloeiende metaal.
- Als het geluidsniveau de wettelijk toegelaten grenswaarden overschrijdt
dan dient de werkzone afgebakend te worden en moet elke persoon die
in de nabijheid komt een oorbescherming dragen.
1.2 Voorzorgen tegen brand en explosie
Het las/snij-proces kan brand en/of ontploffing veroorzaken.
- Flessen met gas onder druk zijn gevaarlijk. Raadpleeg de leverancier
vooraleer deze te manipuleren.
Ze dienen beschermd te worden tegen:
- directe bestraling door de zon;
- vlammen;
- temperatuursschommelingen;
- te lage temperaturen.
Bevestig ze aan een muur of aan een steun op een degelijke wijze zodat
ze niet kunnen omvallen.
- Verwijder alle brandbare voorwerpen en ontvlambare producten uit de
arbeidszone en de omgeving ervan.
- Installeer in de nabijheid van de werkzone een brandblusapparaat.
- Voer geen las- of snijwerk uit in gesloten containers of buizen.
- Als de desbetreffende reservoirs of leidingen geopend, geleegd en zorg-
vuldig gereinigd zijn, moet de las/snij-procedure toch nog uiterst voorzichtig worden uitgevoerd.
- Las/snij niet in ruimten met stof, gas of explosieve dampen.
- Las/snij niet op of in de buurt van onder druk staande reservoirs.
- Gebruik deze apparatuur niet om leidingen te ontdooien.
1.3 Voorzorgen tegen rook en gassen
Door het las/snij-proces geproduceerde rook, gas en stof kunnen schadelijk
voor de gezondheid zijn.
- Gebruik geen zuurstof voor ventilatie!
- Voorzie een afdoende natuurlijke of geforceerde ventilatie in de arbeidszone.
- Als er in benauwde ruimtes gelast/gesneden wordt, wordt de aanwezigheid van een collega buiten de ruimte aangeraden.
- Plaats gasflessen in een open ruimte of in een goed verlucht lokaal.
- Las/snij niet in de buurt van ruimtes waar ontvet of gelakt wordt.
1.4 Plaatsen van de generator
Hoe hierbij rekening met volgende richtlijnen:
- Zorg voor een gemakkelijke toegang tot de regelingen en de aansluitingen.
- Het apparaat niet opstellen in te kleine lokalen.
- Het apparaat nooit op een schuin vlak plaatsen met een helling groter
dan 10° t.o.v. de horizontale.
1.5 Installeren van het toestel
- Hou rekening met de plaatselijke normen inzake veiligheid bij de installatie en onderhoud het lasapparaat volgens de door de constructeur verstrekte voorschriften.
- Alle onderhoudswerken dienen uitsluitend door gekwalificeerd personeel uitgevoerd te worden.
- Het is verboden generatoren in serie of in parallel te schakelen.
- Schakel de netvoeding uit vooraleer elke ingreep in het toestel.
- Voer de periodieke onderhoudsbeurten op de installatie uit.
- Verzeker u ervan dat netaansluiting en aardverbinding vol-doende doorsnede hebben en correct zijn uitgevoerd.
- De massakabel moet zo dicht mogelijk bij de te lassen/snijden zone verbonden worden.
- Respecteer de voorschriften in verband met de veiligheidsgraad van de
generator.
- Controleer, alvorens te lassen/snijden, de staat van de elektriciteitskabels
en van de toorts. Indien deze beschadigd blijken, niet lassen/snijden
alvorens het onderdeel gerepareerd of vervangen te hebben.
- Klim niet op het te lassen/snijden materiaal en leun er niet tegenaan.
- Het wordt de operator aangeraden om nooit twee lastoortsen of
lastangen samen aan te raken.
1.6 Voorzorgsmaatregelen tegen de gevaren ver-
bonden met het gebruik van perslucht
Verbind de luchttoevoer met het daarvoor dienende verbindingsstuk en
controleer of de druk minstens 6 bar (0.6 MPa) is, met een minimaal debiet
van 200 liter/min. Als de luchttoevoer van een reduceerventiel van een
compressor of van een centrale installatie afkomstig is, dan moet het reduceerventiel geregeld worden op een maximale uitlaatdruk die in ieder geval
de 8 bar (0.8 MPa) niet mag overschrijden. Als de luchttoevoer van een persluchtcilinder afkomstig is, dan moet hij met een drukregelaar uitgerust zijn.
Verbind nooit direct een persluchtcilinder met het
reduceerventiel van de machine! De druk zou
hoger kunnen zijn dan het vermogen van het reduceerventiel dat dus zou kunnen ontploffen!
Als hetgeen boven beschreven is niet altijd strikt in acht
genomen wordt, dan kan de fabrikant niet aansprakelijk
gesteld worden.
64
WAARSCHUWING
2.0 ELEKTROMAGNETISCHE COMPATIBILITEIT (EMC)
Het apparaat is gebouwd overeenkomstig de aanwijzingen vervat in de geharmoniseerde norm EN60974-10 naar dewelke de
operator zich dient te schikken.
- Installeer en gebruik het apparaat volgens de aanduidingen in deze handleiding.
- Dit apparaat dient enkel gebruikt te worden voor professionele toepassingen in een industriële omgeving. Men
dient te begrijpen dat het moeilijk is om elektromagnetische compatibiliteit te verzekeren in een niet industriële
omgeving.
2.1
Installatie, gebruik en evaluatie van de zone
- De gebruiker moet een expert in deze sector zijn en als zodanig is hij verantwoordelijk voor de installatie en het gebruik
van het apparaat volgens de aanwijzingen van de fabrikant.
Wanneer elektromagnetische storingen vastgesteld worden is
het de gebruiker die moet zorgen voor de oplossing van het
probleem indien nodig met raadgevingen van de technische
dienst van de constructeur.
- In ieder geval moeten de elektromagnetische storingen zodanig gereduceerd worden dat ze geen hinder vormen voor de
omgeving.
- Voor de installatie van het apparaat moet de gebruiker de
potentiële problemen evalueren van gebeurlijke elektromagnetische storingen die zouden kunnen optreden in de
omgeving van de arbeidszone en in het bijzonder met betrekking tot de gezondheid van personen (dragers van een pacemaker of een hoorapparaat).
2.2
Methoden om de straling te beperken
NETAANSLUITING
- Het lasapparaat moet aan het net verbonden worden volgens de voorschriften van de constructeur.
In geval er zich interferenties voordoen kan het nodig zijn bijkomende maatregelen te nemen zoals het filteren van de netvoeding.
Men moet er rekening mee houden dat het wel eens nodig zou
kunnen zijn om de netverbindingskabel af te schermen.
ONDERHOUD VAN HET LASAPPARAAT
Het apparaat moet onderhouden worden overeenkomstig de
voorschriften van de constructeur. Alle deuren en deksels moeten gesloten zijn als het apparaat in werking is.
Aan het lastoestel mogen geen wijzigingen aangebracht worden.
KABELS VOOR LASSEN EN SNIJDEN
De las/snij-kabels moeten zo kort mogelijk gehouden worden
en moeten dicht langs elkaar en over of in de buurt van de vloer
lopen.
EQUIPOTENTIAAL VERBINDING
De massa-aansluiting van alle metalen onderdelen in de las/snijinstallatie en in de buurt ervan, moet in beschouwing genomen
worden. Nochtans vormen de metalen onderdelen in verbinding met het werkstuk een verhoogd risico voor de operator op
een elektrische schok wanneer hij gelijktijdig deze metalen
onderdelen en de elektrode aanraakt.
De operator moet dus geïsoleerd zijn van al deze componenten
die aan de massa verbonden zijn. Houdt u de nationale
voorschriften inzake equipotentiaal verbindingen.
HET WERKSTUK MET DE AARDE VERBINDEN
Wanneer het werkstuk niet met de aarde verbonden is om
reden van elektrische veiligheid of wegens de afmetingen en de
positie kan het met de aarde verbinden van het werkstuk de
straling verminderen. Wel moet men er op letten dat door het
werkstuk te aarden dit geen aanleiding mag geven tot verhoogd
risico op ongevallen voor de operator nog tot beschadiging van
andere elektrische apparaten. Respecteer de nationale voorschriften inzake het met de aarde verbinden.
AFSCHERMING
Het selectief afschermen van andere kabels en toestellen in de
omgeving van de arbeidszone kan de interferenties verminderen. De afscherming van de hele las/snij-installatie kan in
beschouwing genomen worden bij speciale toepassingen.
3.0 RISICO ANALYSE
65
WAARSCHUWING
Risico's veroorzaakt door de machine
Risico's door foutieve installatie.
Risico's van elektrische aard.
Risico's die een gevolg zijn van elektromagnetische storingen
opgewekt door de lasgenerator.
Oplossingen
Deze risico's worden door het opvolgen van de instructies uit
de handleiding geëlimineerd.
Toepassen van de norm EN 60974-1.
Toepassen van de norm EN 60974-10.
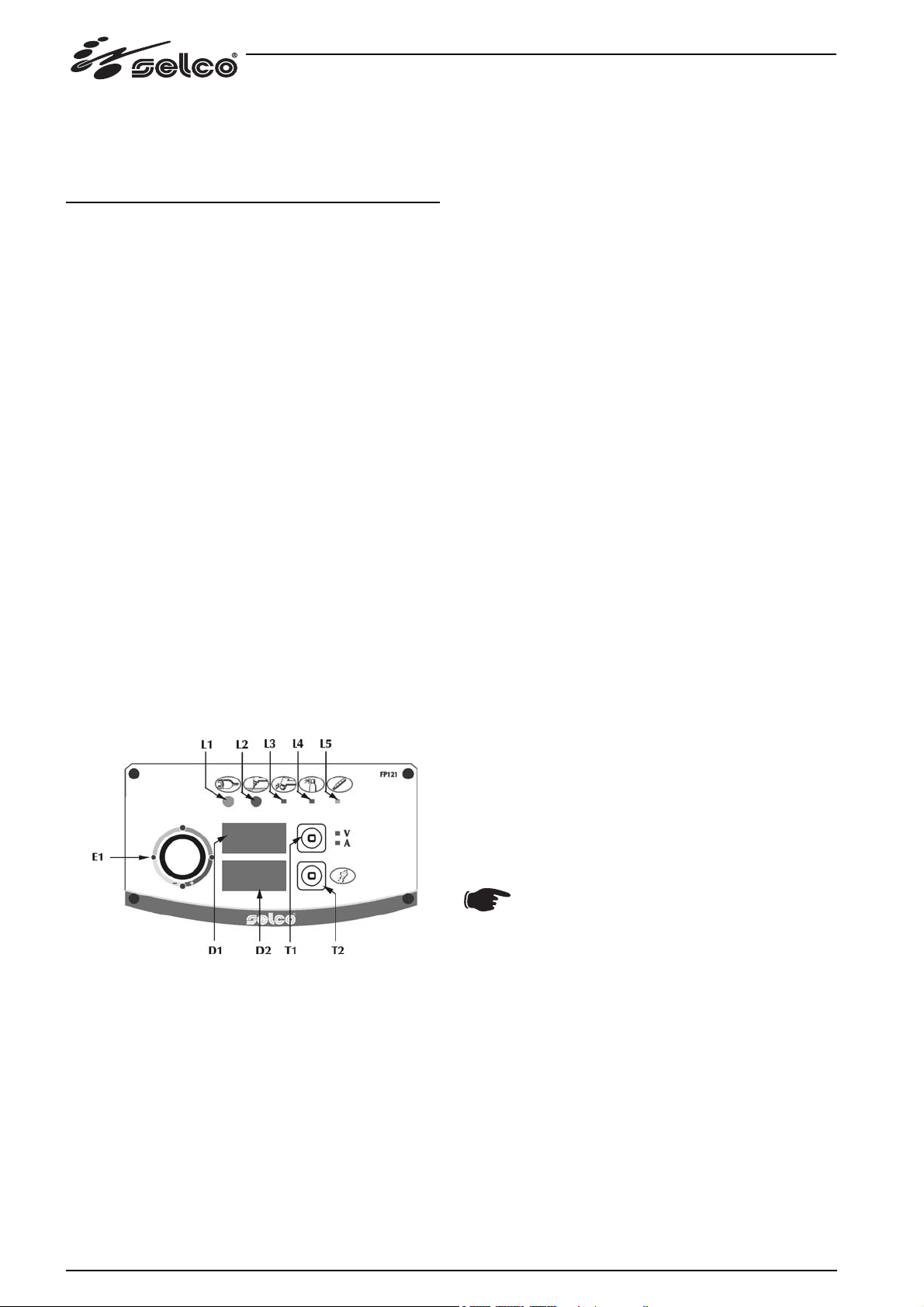
Hetgeen in dit hoofdstuk uiteengezet wordt, is van vitaal
belang en dus noodzakelijk voor de garantie. Als de gebruiker zich hier niet aan houdt, kan de fabrikant niet aansprakelijk gesteld worden.
4.0
PRESENTATIE VAN HET LASAPPARAAT
Genesis 60 en Genesis 90 zijn handzame en compacte generatoren
voor het plasmasnijden.
Genesis 60 en Genesis 90 gebruiken als enig gas perslucht dat geleverd kan worden door een normale compressor of door een centrale
installatie; deze apparaten, ondanks hun kleine gewicht en afmetingen, zijn in staat op zuinige wijze sneden van goede kwaliteit uit te
voeren van dikte’s tot 20 mm voor Genesis 60 en 30 mm voor
Genesis 90 in koolstofstaal.
Deze optimale prestatie/gewicht verhouding is mogelijk gebleken
dankzij het gebruik van de aan de hele Genesis reeks gemeenschappelijke inverter technologie. De stroom blijkt stabiel en ongevoelig
voor de schommelingen in de netspanning, in de hoogte van de snijboog, in de snijsnelheid en in de dikte van het te snijden materiaal.
De Genesis 60 en de Genesis 90 zijn voorzien van een automatische
herontsteking van de pilootboog waardoor metalen roosterstructuren
optimaal gesneden kunnen worden.
Er zijn zowel veiligheidssystemen aanwezig die het vermogencircuit
verbreken als de operator in aanraking komt met onder stroom staande delen van het apparaat, als ook controles om de slijtage van de
elektrode en van het mondstuk te beperken op het moment dat de
snijboog ontsteekt. De pilootboog wordt ontstoken met een hoogfrequentontlading die automatisch uitgeschakeld wordt zodra hij ontstoken is waardoor de radiostoringen tijdens de rest van de snijprocedure afnemen.
Op de generator zijn voorzien:
- een aansluitpunt voor de toorts,
- een contactpunt voor de massa,
- een voorpaneel,
- een achterpaneel.
4.1
Regelpaneel vooraan (Schema 1)
Schema 1
*
L1 : Verklikkerlamp voor de netspanning groene led.
Gaat aan als de startschakelaar "I1" op het achterpaneel
(schema 2) in de stand "I" staat. Deze lamp geeft aan dat de
installatie is ingeschakeld en onder spanning staat.
*
L2: Controlelampje vermogen in uitgang: rode led.
Gaat branden wanneer de boog ontsteekt, zowel in het werkstuk als buiten het werkstuk en dooft zodra de boog uitgaat.
* L3: alarm geen toortskapje: groene led.
Geeft aan dat het toortskapje niet goed aangedraaid is. De
generator geeft geen vermogen in de uitgang.
* L4: alarm onvoldoende perslucht: groene led.
Geeft aan dat de druk van de perslucht lager is dan 3 bar en
dus onvoldoende voor een goede werking. De generator
geeft geen vermogen in de uitgang.
* L5: Verklikkerlamp voor werking beveiliging gele led.
Geeft aan dat een beveiliging, thermisch relais over- of onderspanning van het net gefunctioneerd heeft. Met "L5" aan blijft de
generator ingeschakeld op het net maar hij levert geen uitgangsvermogen. "L5" blijft aan zolang het probleem niet is opgelost
en in elk geval tot zolang de temperatuur in het toestel niet
gedaald is tot de normale grenswaarde. In dit laatste geval laat
men de generator ingeschakeld om de ventilator in werking te
houden zodat de tijd van inactiviteit verminderd wordt.
* E1 : Codeerorgaan voor de instelling van de snijstroom.
Hiermee kan de snijstroom voortdurend geregeld worden.
Deze stroom blijft onveranderd tijdens het snijden als de
stroomtoevoer en de snijomstandigheden binnen de in de
technische kenmerken vermelde grenswaarden variëren.
* T1: Keuzetoets VOLT-AMPERE aflezing.
Hiermee kan op het DISPLAY "D1" of de lasspanning of de
lasstroom weergegeven worden.
Als de LED "V" brandt, dan wordt de laatste spanningsmeting
weergegeven die bij de laatste snede opgenomen is. Als er binnen 5 s. niet met het snijden begonnen wordt, dan wordt er
automatisch overgegaan op A, waarbij de ingestelde stroom
weergegeven wordt. Als er daarentegen binnen deze tijd met
het snijden aangevangen wordt, dan wordt de spanning tijdens
het snijproces weergegeven. Als het snijproces beëindigd is,
blijft de laatste meting nog 5 seconden gevisualiseerd.
Als de LED "A" op het display " D1" brandt, dan wordt de
ingestelde stroom of de snijstroom, als de procedure bezig is,
weergegeven. Deze weergave wordt 5 seconden lang behouden nadat de snijprocedure beëindigd is.
* T2: gastestknop.
Om onzuiverheden uit het persluchtcircuit te verwijderen en
om, zonder stroom in de uitgang, de nodige voorbereidende
afstellingen van de druk en het debiet van de perslucht uit te
voeren.
* D1: Biedt de waarden van de ingestelde stroom, de snij-
stroom en de snijspanning of de opschriften GEN (bij het aanzetten) en ERR (knipperend in geval van alarm)
* D2: Biedt de gemeten waarde van de luchtdruk voor het
snijproces. Bij het aanzetten biedt het de softwareversie.
In geval van alarm biedt het, knipperend, de code van het
alarm:
01 fout IIC
02 toortskapje open
03 te lage luchtdruk
11 thermische beveiliging
In geval van alarm worden de werkomstandigheden alleen hersteld als de oorzaak van het alarm
opgeheven wordt.
66
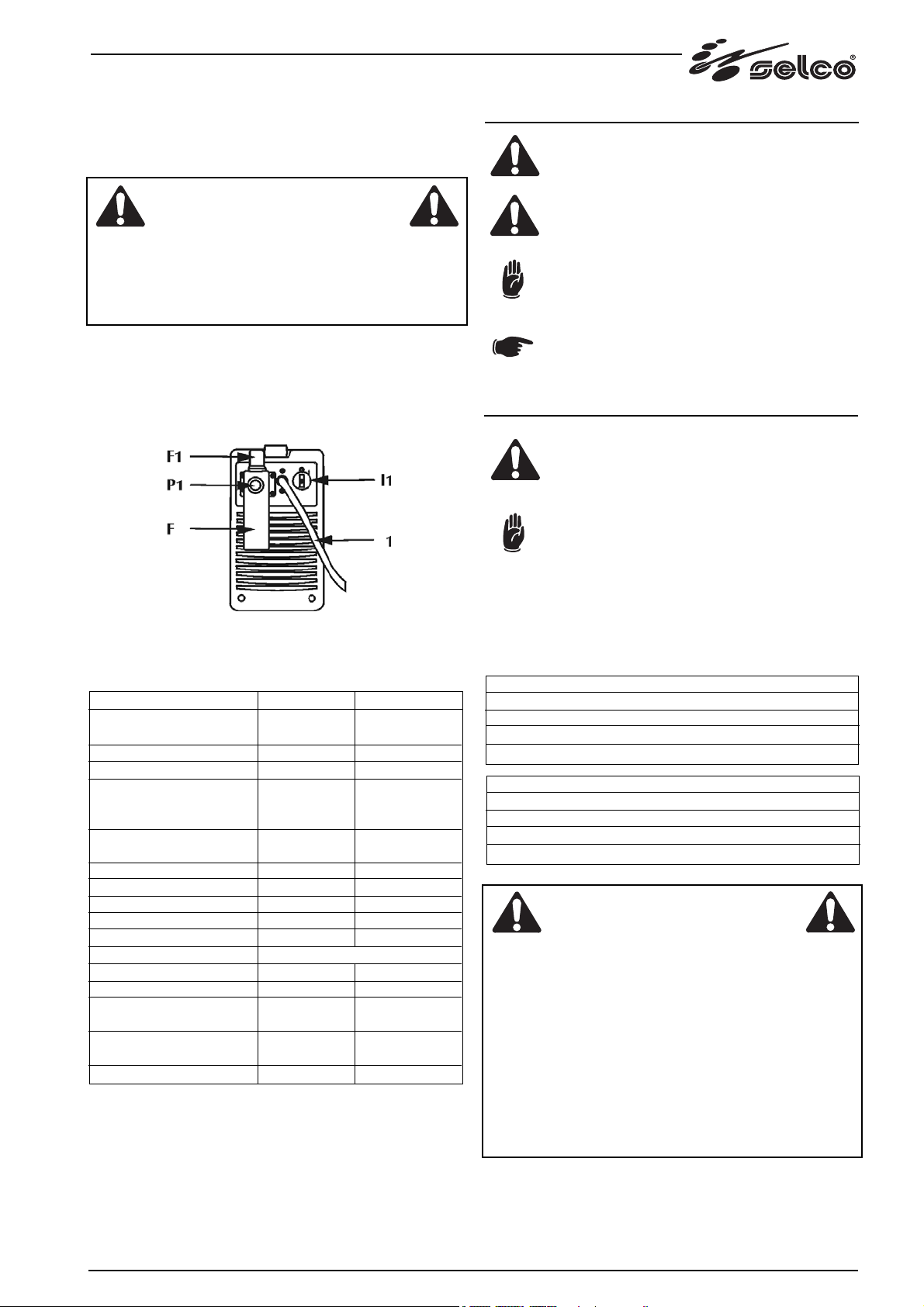
4.2 Achterpaneel (Schema 2)
* I1 : Startschakelaar
Schakelt de netspanning aan. Deze schakelaar heeft twee
standen "O" uit, "I" in.
* Met "I1" in stand "I" is het lasapparaat operationeel.
* Het lastoestel blijft op het net aangesloten zelfs als schake-
laar “I1” in de stand “O” staat zodat bepaalde onderdelen
binnenin onder spanning staan. Volg nauwkeurig de
instructies uit de handleiding.
* 1 : Voedingskabel.
* F1 : Drukregelknop
* P1 : Verbindingsstuk van 1/4 inch van de luchtverbinding
van de filtereenheid
* F : Luchtfiltereenheid
Schema 2
4.3 Technische kenmerken
G 60 G90
Netspanning
(50/60 Hz) 3x400 V (440V) 3x400V
Vertraagde zekering 16 A 32 A
Nominaal vermogen 8.32 kW 11.98 kW
Snijstroom
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Snijspanning
(x=60%) 124 V 116 V
Nullastspanning 260 V 265 V
Pilootboogstroom 22 A 22 A
Type gas LUCHT LUCHT
Werkdruk 5 bar 5 bar
Debiet 180 l/min 180 l/min
Te gebruiken toorts PLASMA toorts 81.20.037
Graad van beveiliging IP23C IP23C
Klasse voor de isolatie H H
Constructienormen EN60974-1 EN60974-1
EN60974-10 EN60974-10
Afmetingen (bxdxh) 180x430x300 215x596.5x406
mm mm
Gewicht van de generator
19 Kg 25 Kg
Gegevens geldig bij een omgevingstemperatuur van 40°C
5.0 VERVOER - AFLADEN
Het gewicht van het apparaat niet onderschatten,
(zie technische kenmerken).
De last nooit laten bewegen of laten hangen
boven personen of voorwerpen.
Het apparaat nooit laten vallen of bruusk neerzetten.
De verpakking verwijderen. De generator is voorzien van een instelbare draagriem zodat hij aan de
schouder of in de hand kan gedragen worden.
6.0 INSTALLATIE
Kies een geschikte plaats waarbij men rekening
houdt met de richtlijnen vermeld in hoofdstuk
"1.0. VEILIGHEID" en "2.0 ELEKTROMAGNETISCHE COMPATIBILITEIT (EMC)".
Plaats het apparaat nooit op een vlak met een helling
die groter is dan 10° t.o.v. een horizontale. Bescherm
de installatie tegen slagregen en tegen de zon.
6.1 Netaansluiting
De installatie is voorzien van één netverbinding met een kabel
van 5 m die zich bevindt aan de achterzijde van de generator.
Tabel met karakteristieken van de voedingskabel en van de
zekeringen aan de ingang van de generator.
Generator GENESIS 60
Nominale spanning 400 V ±15% 440 V ±15%
Grenswaarden voor de spanning
340 - 460 V 374 - 506 V
Trage zekeringen 16 A 500 V 16 A 500 V
Voedingskabel 4x4 mm2 4x4 mm2
Generator GENESIS 90
Nominale spanning 400 V ±15%
Grenswaarden voor de spanning
340 - 460 V
Trage zekeringen 32 A 500 V
Voedingskabel 4x6 mm2
* De elektrische installatie dient uitgevoerd te worden door
technisch personeel dat een specifieke opleiding hiervoor
heeft gekregen en volgens de voorschriften die gelden in
het land waar de installatie gebeurt.
* De voedingskabel naar het net heeft een geel/groene gelei-
der die ALTIJD met de aardgeleider moet verbonden worden. Deze geel/groene geleider mag NOOIT met andere
spanningsvoerende geleiders verbonden worden.
* Controleer of er een degelijke aarding van de installatie is
uitgevoerd en of de stopcontacten in goede staat zijn.
* Monteer uitsluitend gehomologeerde stekkers die beant-
woorden aan de veiligheidsnormen.
67
WAARSCHUWING
WAARSCHUWING
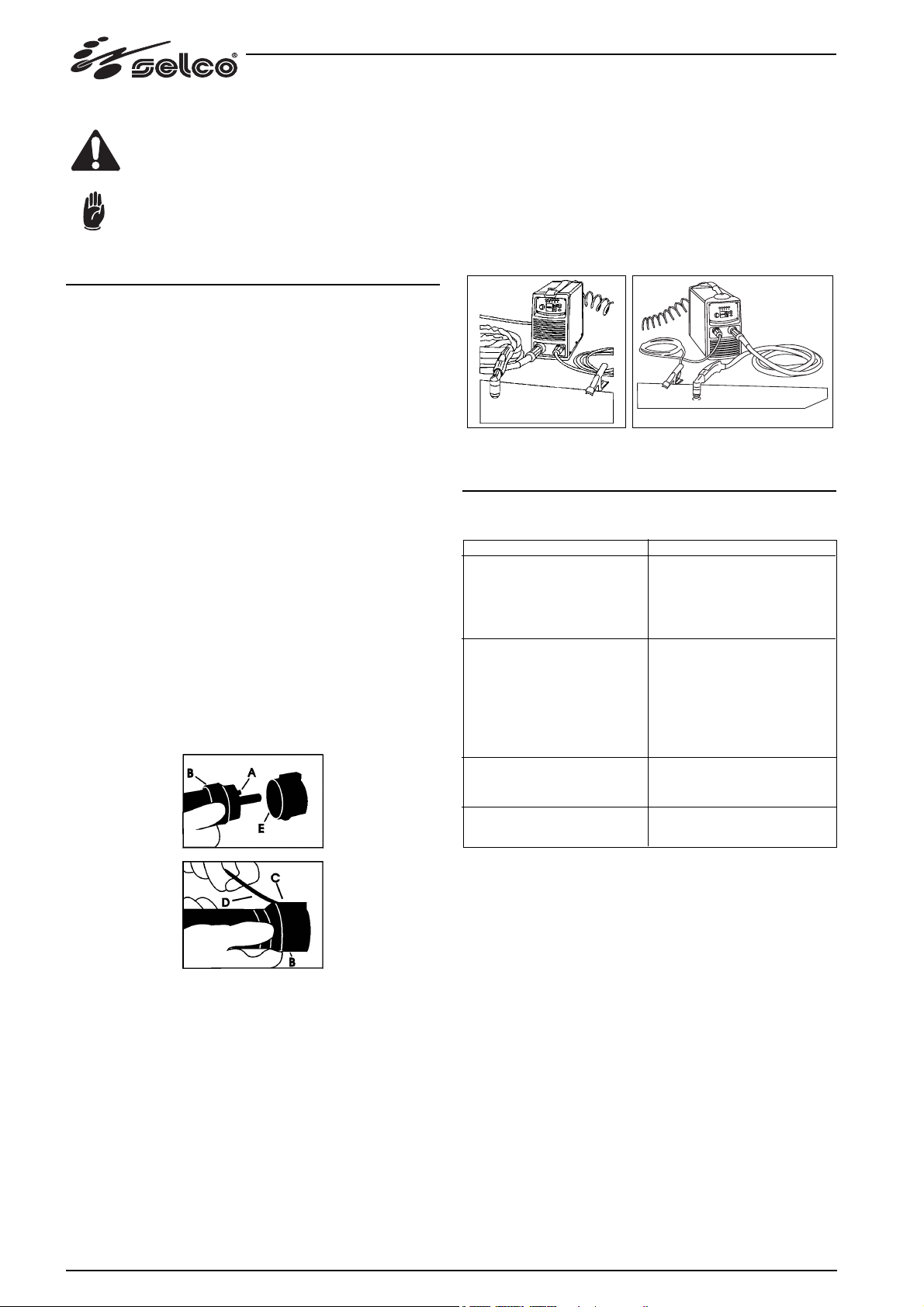
6.2 Verbinden van toebehoren
Houdt u aan de voorschriften voor veiligheid vermeld in hoofdstuk "1.0. VEILIGHEID".
Verbindt de toebehoren (gereedschappen) zorgvuldig dit om verliezen aan energie te vermijden.
7.0 INBEDRIJFSTELLING
Voor de inbedrijfstelling van de installatie moeten de volgende
aanwijzingen in acht genomen worden:
1. Plaats de generator op een droge, schone goed geventileerde plaats.
2. Verbind de persluchttoevoer door middel van een verbindingsstuk van ¼ inch met het luchtaansluitpunt P1 van de filtereenheid F (Sch. 2). De druk moet minstens 5 bar zijn met
een minimaal debiet van 200 liter per minuut.
Verbind de connector van de massakabel stevig met de generator zoals in figuur 4.
3. Plaats de massaklem op het te snijden werkstuk en controleer of er een goed elektrisch contact is (Sch. 4).
4. Controleer of alle componenten van de toorts aanwezig zijn
en de bevestiging ervan en verbind, zoals aangeduid in figuur
3, de toortsaansluiting met de connector op de generator.
Steek de mannetjesaansluiting (toortszijde) in de bijbehorende vrouwtjesaansluiting (machinezijde). Laat het verwijzingstandje (A) op zijn plaats vallen en breng de schroefring (B)
aan die compatibel moet zijn.
Om ervoor te zorgen dat de ring (B) aangedraaid kan worden,
moet het bijgeleverde stuk gereedschap (D) aangebracht worden en moet ermee op de opening (C) gedrukt worden opdat
de blokkering tegen de rotatie opgeheven wordt.
Dit moet gedaan worden tot de ring volledig aangedraaid is.
Om de toorts los te schakelen moet eerst de blokkering tegen
de rotatie opgeheven worden door het bijgeleverde stuk
gereedschap (D) in de opening (C) te steken.
Schema 3
5. Zet de generator aan en controleer de werking van de ledden en van de displays.
Als er storingen zijn wordt de werking van de generator
belemmerd totdat de normale werkingsomstandigheden
weer hersteld zijn.
Druk op de gastestknop (T2 van Sch.1) om het persluchtcircuit te zuiveren van eventuele resten en onzuiverheden en
trek dan de knop voor de regeling van de druk (F1 van Sch.
2) omhoog en draai eraan tot er op het display D2 een druk
van 5 bar af te lezen is (doe dit met ingedrukte gastestknop
zodat de regeling met open luchtcircuit wordt uitgevoerd).
6. Stel met de potentiometer de waarde van de snijstroom in en
houd daarbij rekening met de te bewerken dikte
7. Druk even op de toortsknop totdat de pilootboog gevormd
wordt; laat de knop los en controleer de werking van de
machine door middel van het display. Er wordt aangeraden
de pilootboog niet onnodig aan te houden ter voorkoming
van slijtage aan de elektrode en het mondstuk; het apparaat
zorgt er zelf in ieder geval voor de pilootboog na ongeveer 6
seconden te doven. Als er zich, tijdens de hierboven beschreven fases, storingen mochten voordoen, controleer dan de
ledden, de displays en raadpleeg eventueel het hoofdstuk
"Mogelijke elektrische storingen" van de handleiding.
Schema 4
8.0 STORINGEN EN OORZAKEN
8.1 Mogelijke snijdefecten
68
DEFECT
Onvoldoende penetratie
De snijboog dooft
Te veel braamvorming
Oververhitting van het mondstuk
OORZAAK
- Te hoge snijsnelheid
- Te laag ingestelde stroom
- Massaklem maakt geen goed
contact
- Werkstuk te dik
- Elektrode, mondstuk of verspreider versleten
- Te hoge luchtdruk
- Te lage snijsnelheid
- Onvoldoende luchtdebiet
- Drukschakelaar defect
- Te lage voedingsspanning
- Luchtdruk niet goed
- Te lage snijsnelheid
- Mondstuk weggesleten
- Elektrode weggesleten
- Te kleine luchthoeveelheid
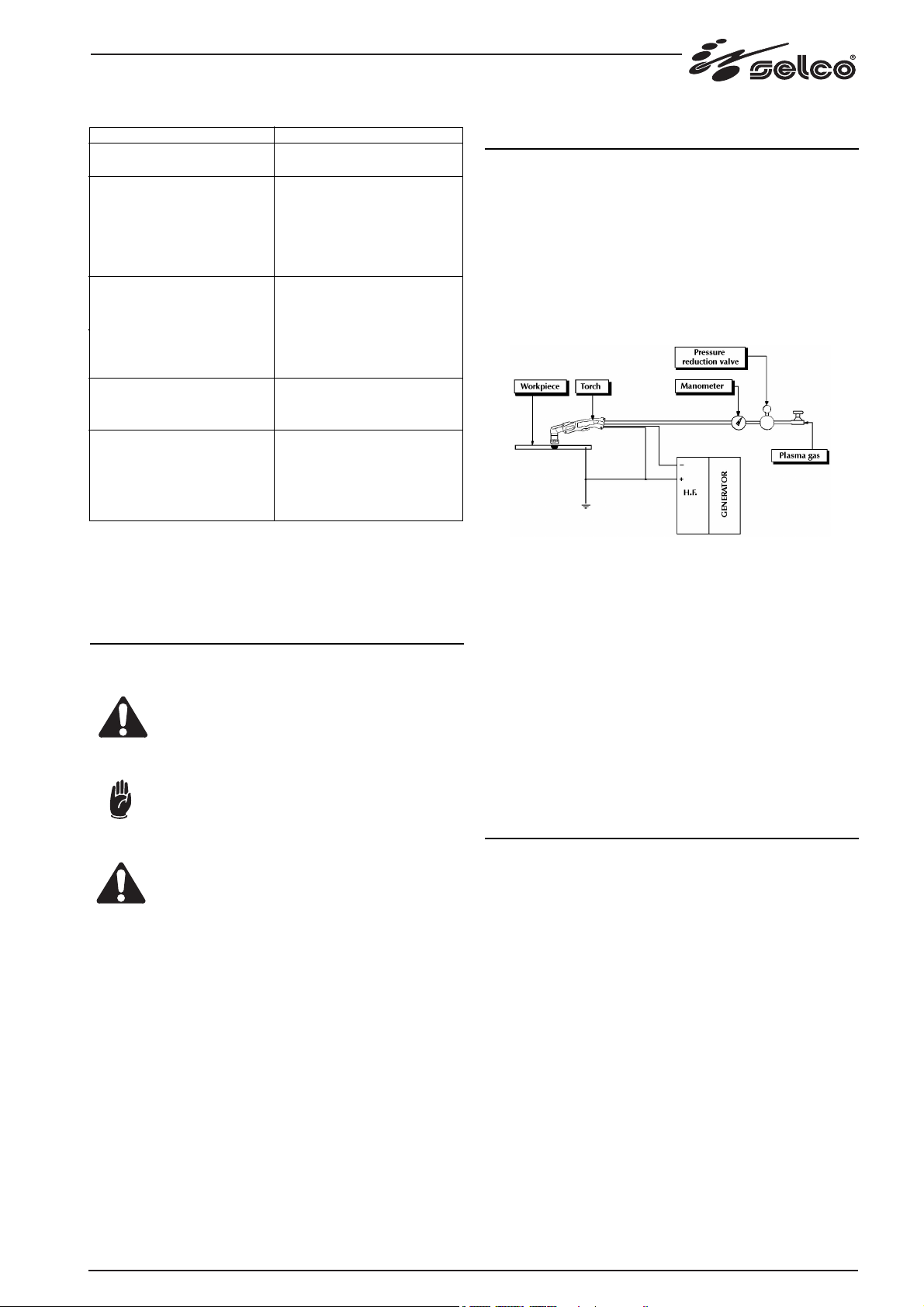
69
8.2 Mogelijke elektrische storingen
Zie ook hoofdstuk 4.1 voor problemen met een alarmcode.
In geval van twijfel of bij problemen, aarzel niet de dichtst
bijzijnde technische dienst te raadplegen.
9.0 NOODZAKELIJK GEWOON ONDERHOUD
Vermijdt accumulatie van metaaldeeltjes in de omgeving en op
de koelgleuven van het apparaat.
Onderbreek de netspanning naar de installatie
voor elke tussenkomst.
De volgende periodieke controles van de generator moeten uitgevoerd worden:
* Reinig het toestel binnenin met perslucht onder
lage druk en een soepele borstel.
* Controleer de elektrische aansluitingen en alle
verbindingskabels.
Voor het onderhoud of de vervanging van onderdelen van de toorts en/of van de massakabels:
* Onderbreek eerst de netspanning naar de installatie.
* Controleer de temperatuur van de onderdelen en ver-
zeker u ervan dat deze niet te hoog is.
* Draag steeds handschoenen die voldoen aan de veili-
gheidsvoorschriften.
* Gebruik de geschikte sleutels en gereedschappen.
OPMERKING: Bij gebrek aan dit onderhoud, vervalt de
garantie en wordt in ieder geval de fabrikant van alle aansprakelijkheid ontheven.
10.0 ALGEMENE INFORMATIE OVER HET
PLASMASNIJDEN
Een gas neemt de vorm van plasma aan als het op een zeer hoge
temperatuur gebracht wordt en min of meer volledig ioniseert
waardoor het elektrisch geleidend wordt.
Ook al bestaat het plasma in iedere elektrische boog, wordt de
term plasmaboog (PLASMA ARC) speciaal gebruikt voor toortsen voor las- of snijwerkzaamheden die gebruik maken van een
elektrische boog die door de vernauwing van een speciaal
mondstuk gedwongen wordt, waardoor er een gas dat ook uit
hetzelfde mondstuk komt verhit wordt tot het in de staat van
plasma gebracht wordt.
Sch. 5 Handmatige installatie voor plasmasnijden
10.1 Plasmasnijproces
Het snijproces wordt verkregen wanneer de plasmaboog, uiterst
heet en geconcentreerd door de geometrie van de toorts, op het te
snijden geleidende werkstuk overgedragen wordt waardoor er met
de generator een elektrisch traject gesloten wordt. Het materiaal
wordt eerst gesmolten door de hoge temperatuur van de boog en
dan verwijderd door de hoge snelheid van het geïoniseerde gas dat
uit het mondstuk komt.
De boog kan zich in twee verschillende situaties bevinden: in die
van overdragende boog, wanneer de elektrische stroom over het te
snijden werkstuk loopt en in die van pilootboog of niet overdragende boog , wanneer hij tussen de elektrode en het mondstuk
heerst.
11.0 SNIJ-EIGENSCHAPPEN
Bij het plasmasnijden zijn de dikte van het te snijden materiaal, de
snijsnelheid en de door de generator geleverde stroom onderling
afhankelijke grootheden; zij hangen af van het type en de kwaliteit
van het materiaal, het type toorts alsmede het type en de staat van
de elektrode en het mondstuk, de afstand tussen het mondstuk en
het werkstuk, de druk en de onzuiverheden in de perslucht, de
gewenste kwaliteit van de snede, de temperatuur van het te snijden
werkstuk, enz.
Zo zijn de volgende tabellen en diagrammen van Sch. 6,7,8,9,10
verkregen waarin u kunt zien hoe de te snijden dikte omgekeerd
evenredig is met de snijsnelheid en hoe deze twee grootheden verhoogd kunnen worden door de stroom te verhogen.
DEFECT
Het apparaat gaat niet aan
(gele led L1 uit)
De pilootboog gaat niet aan
(met gele led L1 aan)
De pilootboog gaat niet aan
(met gele led L1 en rode led
L3 aan)
Geen overdraging van pilootboog op snijboog
Geen vermogen in de uitgang
OORZAAK
- Geen goede netspanning
- Verbreking van de contacten van de toortsknop (controleer de continuïteit op de
connector van de toortsaansluiting na de stroom
verbroken te hebben)
- Aan slijtage onderhevige
delen van de toorts buiten
bedrijf
- Te hoge luchtdruk
- Mogelijke problemen aan
de controlecircuits
- Mogelijke problemen aan
de controlecircuits
- Boogsensoren defect
- Ingreep van de beveiligingen (zie hoofdstuk
“Controle-functies”)
- Mogelijke problemen aan
de controlecircuits
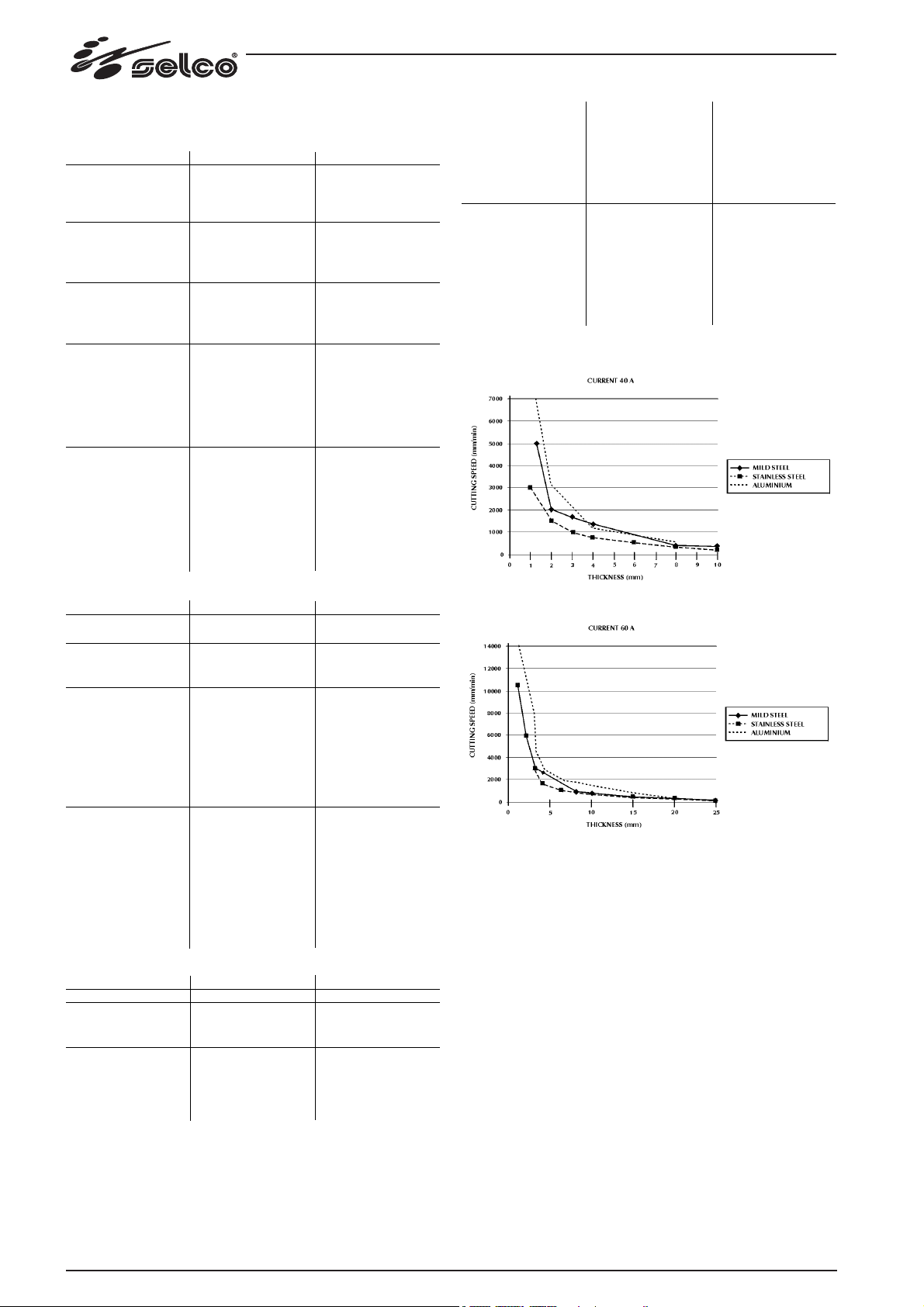
70
GENESIS 60
KOOLSTOFSTAAL
ROESTVAST STAAL
ALUMINIUM
* Snede van goede kwaliteit
Sch. 6
Sch. 7
Dikte (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Stroom (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Snelheid (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Dikte (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Stroom (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Snelheid (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Dikte (mm)
1
1
2
3
1
2
3
4
Stroom (A)
20
30
30
30
40
40
40
40
Snelheid (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600

71
GENESIS 90
KOOLSTOFSTAAL
ROESTVAST STAAL
ALUMINIUM
* Snede van goede kwaliteit
Sch. 8
Sch. 9
Sch. 10
Dikte (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Stroom (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Snelheid (mm/min)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Dikte (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Stroom (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Snelheid (mm/min)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Dikte (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Stroom (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Snelheid (mm/min)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

72
AANTEKENINGEN
SVENSKA
ANVISNINGAR FÖR DRIFT OCH UNDERHÅLL
Denna instruktionsbok är en integrerad del av enheten eller maskinen och ska medfölja den när den förflyttas eller säljs.
Användaren ansvarar för att den hålls fullständig och i gott skick. SELCO s.r.l. förbehåller sig rätten att modifiera produkten när som
helst utan föregående meddelande.
SELCO s.r.l. förbehåller sig rättigheterna till och förbjuder översättning, reproduktion och anpassning, helt eller delvis, oavsett metod
(inklusive fotostatkopior, film och mikrofilm) utan skriftligt tillstånd.
Version ‘02
FÖRSÄKRAN OM ÖVERENSSTÄMMELSE
Företaget
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
försäkrar att apparaten
GENESIS 60
GENESIS 90
överensstämmer med direktiven: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
och att följande bestämmelser har tillämpats: EN 60974-10
EN 60974-1
Ingrepp eller modifieringar utan tillstånd av SELCO s.r.l. medför att denna försäkran inte längre är giltig.
Onara di Tombolo (PADOVA) Firmatecknare
..................................
Lino Frasson
INNEHÅLLSFÖRTECKNING
73
1.0 SÄKERHET . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .74
1.1 Personligt skydd och skydd för tredje man . . . . . . . . . .74
1.2 Skydd mot bränder/explosioner . . . . . . . . . . . . . . . . . .74
1.3 Skydd mot rök och gas . . . . . . . . . . . . . . . . . . . . . . . .74
1.4 Generatorns placering . . . . . . . . . . . . . . . . . . . . . . . . .74
1.5 Installation av utrustningen . . . . . . . . . . . . . . . . . . . . .74
1.6 Försiktighetsåtgärder för att motverka risker vid
tryckluftsanvändning . . . . . . . . . . . . . . . . . . . . . . . . . . . . .74
2.0 ELEKTROMAGNETISK KOMPATIBILITET . . . . . . . . . . . . . .75
2.1 Installation, drift och omgivningsbedömning . . . . . . . . .75
2.2 Metoder för att minska emissionerna . . . . . . . . . . . . . .75
3.0 RISKANALYS . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .75
4.0 BESKRIVNING AV SVETSAGGREGATET . . . . . . . . . . . . . . .76
4.1 Främre kontrollpanel . . . . . . . . . . . . . . . . . . . . . . . . .76
4.2 Bakre kontrollpanel . . . . . . . . . . . . . . . . . . . . . . . . . . .77
4.3 Tekniska data . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .77
5.0 TRANSPORT - AVLASTNING . . . . . . . . . . . . . . . . . . . . . .77
6.0 INSTALLATION . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .77
6.1 Anslutning till elnätet . . . . . . . . . . . . . . . . . . . . . . . . . .77
6.2 Anslutning av utrustning . . . . . . . . . . . . . . . . . . . . . . .78
7.0 IGÅNGSÄTTNING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .78
8.0 PROBLEM - ORSAKER . . . . . . . . . . . . . . . . . . . . . . . . . . .78
8.1 Tänkbara fel vid skärning . . . . . . . . . . . . . . . . . . . . . . .78
8.2 Tänkbara elektriska störningar . . . . . . . . . . . . . . . . . . .79
9.0 ERFORDERLIGT LÖPANDE UNDERHÅLL . . . . . . . . . . . . .79
10.0 ALLMÄNT OM PLASMASKÄRNING . . . . . . . . . . . . . . . . .79
10.1 Plasmaskärningsprocessen . . . . . . . . . . . . . . . . . . . . .79
11.0 SKÄREGENSKAPER . . . . . . . . . . . . . . . . . . . . . . . . . . . . .79
GENESIS 60
KOLSTÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .80
ROSTFRITT STÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .80
ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .80
GENESIS 90
KOLSTÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .81
ROSTFRITT STÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .81
ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .81
SYMBOLER
Överhängande fara som orsakar allvarlig skada
och riskbeteende som kan orsaka allvarlig skada.
Beteende som kan orsaka lättare personskador
eller sakskador.
Tekniska anmärkningar som underlättar arbetet.

1.0 SÄKERHET
Läs den här instruktionsboken ordentligt och se till att du har förstått
anvisningarna innan du börjar arbeta med maskinen.
Modifiera inte maskinen och utför inget underhåll som inte anges
här. Kontakta utbildad personal eller tillverkaren, som alltid står till
förfogande med hjälp, vid eventuella tveksamheter eller problem
när det gäller användningen av maskinen.
Tillverkaren påtar sig inget ansvar för person- eller sakskador som
uppkommer till följd av att denna instruktionsbok inte har lästs uppmärksamt eller att instruktionerna i den inte har följts.
1.1
Personligt skydd och skydd för tredje man
Svetsning/skärning ger upphov till skadlig strålning, buller, värmeoch gasutveckling. Bärare av livsuppehållande elektronisk apparatur (pace-maker) måste konsultera läkare innan de närmar sig platser där bågsvetsning eller plasmaskärning utförs. Tillverkaren ansvarar inte för skador som uppstår till följd av att ovanstående anvisning
inte har följts.
Personlig skyddsutrustning:
- Använd inte kontaktlinser!!!
- Ha första hjälpen-utrustning tillgänglig.
- Banalisera inte brännskador eller sår.
- Använd skyddskläder samt svetshjälm för att skydda huden mot
strålning, gnistor och mot het metall.
- Använd masker med sidoskydd för ansiktet och lämpligt skyddsfilter (minst NR10) för ögonen.
- Använd hörselskydd om svetsningen/skärningen ger upphov till
skadligt buller.
Använd alltid skyddsglasögon med sidoskydd, särskilt vid manuell
eller mekanisk slaggborttagning.
Avbryt omedelbart svetsningen/skärningen om du får en elektrisk
stöt.
Skydd för tredje man:
- Sätt upp en brandhärdig skiljevägg för att skydda svets-/skärom-
rådet från strålar, gnistor och het slagg.
- Varna eventuella utomstående för att de inte ska stirra på svets-
/skärstället och uppmana dem att skydda sig emot strålning och
het metall.
- Avgränsa arbetsområdet om bullernivån överskrider lagens grän-
ser och tillse att de personer som kommer in i området har hörselskydd.
1.2
Skydd mot bränder/explosioner
Svetsningen/skärningen kan ge upphov till bränder och/eller explosioner.
- Behållarna med komprimerad gas är farliga.
Konsultera leverantören innan du modifierar dem.
Förvara dem skyddade mot:
- direkt solljus
- lågor
- kraftiga temperaturförändringar
- mycket låga temperaturer
Fäst dem vid väggar eller annat på lämpligt sätt för att hindra att
de faller.
- Avlägsna eldfarligt och brännbart material och föremål från arbet-
sområdet och dess omgivningar.
- Anordna med brandsläckningsutrustning eller ett brandskyddsy-
stem i närheten av arbetsområdet.
- Svetsa eller skär inte i stängda behållare eller rör.
- Även om behållarna eller tuberna i fråga har öppnats, tömts och
rengjorts noggrant ska svetsningen/skärningen utföras mycket försiktigt.
- Svetsa/skär inte i atmosfär som innehåller damm, gas eller explo-
siva ångor.
- Svetsa/skär inte på eller i närheten av tryckutsatta behållare.
- Använd inte maskinen till att avfrosta rör.
1.3
Skydd mot rök och gas
Rök, gas och damm som uppstår under svetsningen/skärningen kan
vara skadligt för hälsan.
- Använd inte syre för ventilationen.
- Tillse att arbetsområdet har en tillräckligt god naturlig eller forcerad ventilation.
- Vid svetsning/skärning i trånga utrymmen rekommenderar vi att
operatören övervakas av en kollega som befinner sig utanför
utrymmet i fråga.
- Placera gasbehållarna i öppna utrymmen eller i utrymmen med
god luftcirkulation.
- Svetsa/skär inte i närheten av platser där avfettning eller lackering
pågår.
1.4
Generatorns placering
Tillämpa följande kriterier:
- Kommandon och kopplingar ska vara lättillgängliga.
- Placera inte utrustningen i trånga utrymmen.
- Placera aldrig generatorn på ett plan som lutar mer än 10° i relation till horisontalplanet.
1.5
Installation av utrustningen
- Följ lokala säkerhetsbestämmelser vid installationen och genom-
för underhållet av utrustningen i enlighet med tillverkarens anvisningar.
- Eventuellt underhåll får endast utföras av utbildad personal.
- Det är förbjudet att serie- eller parallellkoppla generatorerna.
- Slå av strömförsörjningen till anläggningen innan du gör ingrepp
inuti generatorn.
- Utför löpande underhåll av anläggningen.
- Tillse att elnätet och jordningen är tillräckliga och lämpliga.
- Jordledningen ska anslutas så nära svets-/skärområdet som möj-
ligt.
- Iaktta försiktighetsåtgärderna beträffande generatorns skyddsgrad.
- Kontrollera elledningarna och skärbrännaren innan du
svetsar/skär. Svetsa/skär inte om de är skadade, utan vänta tills de
är reparerade eller utbytta.
- Stå inte på eller luta dig emot det material som ska svetsas/skäras.
- Vi rekommenderar att operatören inte samtidigt vidrör två
skärbrännare eller två elektrodhållare.
1.6
Försiktighetsåtgärder för att motverka risker
vid tryckluftsanvändning
Anslut luftmatningen till kopplingsstycket och se till att trycket är
minst 6 bar (0,6 MPa) vid en minimigenomströmning på 200
liter/min. Om luftförsörjningen sker via en tryckregulator i en kompressor eller i ett centraliserat system ska denna ställas in på maximalt utgående tryck, dock inte högre än 8 bar (0,8 MPa). Om luften
tillförs från en tryckluftsbehållare ska denna vara försedd med
tryckregulator.
Anslut aldrig en tryckluftsbehållare direkt till maskinens tryckregulator! Trycket kan överstiga tryckregulatorns kapacitet och få denna att explodera!
Tillverkaren påtar sig inget ansvar i det fall ovanstående
instruktioner inte följs noggrant och utan undantag.
74
VARNING

2.0 ELEKTROMAGNETISK KOMPATIBILITET
Denna apparat är konstruerad i överensstämmelse med anvisningarna i den harmoniserade standarden EN60974-10, vilken
användaren hänvisas till.
- Installera och använd anläggningen enligt anvisningarna i
denna instruktionsbok.
- Denna apparat får endast användas för professionellt bruk
i industrimiljö.
Tänk på att det kan vara svårt att säkerställa elektromagnetisk kompatibilitet i andra miljöer än industrimiljöer.
2.1
Installation, drift och omgivningsbedömning
- Användaren ska vara expert på området och är som sådan
ansvarig för att apparaten installeras och används enligt tillverkarens anvisningar. Vid eventuella elektromagnetiska störningar ska användaren lösa problemet med hjälp av tillverkarens tekniska service.
- De elektromagnetiska störningarna måste alltid minskas så
mycket att de inte medför besvär.
- Innan han installerar apparaten ska användaren bedöma vilka
eventuella elektromagnetiska problem som kan uppstå i det
omgivande området och särskilt hälsotillståndet hos personalen i området, till exempel de som använder pace-makers
eller hörapparater.
2.2
Metoder för att minska emissionerna
STRÖMFÖRSÖRJNING
- Svetsaggregatet ska anslutas till elnätet enligt tillverkarens
instruktioner.
Vid störningar kan man behöva vidta ytterligare försiktighetsåtgärder, såsom filtrering av nätströmmen.
Man bör också överväga möjligheten att skärma strömförsörjningskabeln.
UNDERHÅLL AV SVETSAGGREGATET
Svetsaggregatet ska genomgå löpande underhåll i enlighet med
tillverkarens instruktioner.
Alla luckor och kåpor ska vara stängda och ordentligt fastsatta
när apparaten är i drift.
Svetsaggregatet får inte modifieras på något sätt.
SVETS- OCH SKÄRLEDNINGARNA
Svets-/skärledarna ska hållas så korta som möjligt, placeras nära
varandra och löpa på eller i närheten av golvnivån.
EKVIPOTENTIALFÖRBINDNING
Man bör överväga att jorda alla metalldelar i svets-/skäranläggningen och i dess närhet.
De metalldelar som är förbundna med det arbetsstycke som
bearbetas ökar dock risken för att operatören får en stöt när han
vidrör dessa metalldelar samtidigt med elektroden.
Operatören måste därför isoleras från alla dessa jordade metalldelar.
Följ nationella bestämmelser om ekvipotentialförbindning.
JORDNING AV ARBETSSTYCKET
Om arbetsstycket av elsäkerhetsskäl eller beroende på dess storlek eller placering inte är jordat kan en jordledning mellan
arbetsstycket och jorden minska emissionerna.
Man måste se till att jordningen av arbetsstycket inte ökar risken
att användarna skadas eller skadar andra elektriska apparater.
Följ nationella bestämmelser om jordning.
SKÄRMNING
Selektiv skärmning av andra kablar och apparater i omgivningarna kan minska störningsproblemen. För speciella applikationer kan man överväga att skärma hela svets-/skäranläggningen.
3.0 RISKANALYS
75
VARNING
Risker med maskinen
Risker till följd av felaktig installation.
Risker av elektrisk natur.
Risk för elektromagnetiska störningar som genereras av svetsaggregatet och induceras på det.
Åtgärder för att förebygga fara
Riskerna har avlägsnats genom att en instruktionsbok har
tagits fram.
Tillämpning av standarden EN 60974-1.
Tillämpning av standarden EN 60974-10.

Att instruktionerna i detta kapitel följs är mycket viktigt och
en förutsättning för att garantierna ska gälla. Tillverkaren
påtar sig inget ansvar om operatören inte följer dessa anvisningar.
4.0
BESKRIVNING AV SVETSAGGREGATET
Genesis 60 och Genesis 90 är lätthanterliga och kompakta generatorer för plasmaskärning.
Den enda gas Genesis 60 och Genesis 90 använder är tryckluft,
vilken kan produceras med en vanlig kompressor eller i ett centraliserat system med tillräcklig kapacitet. Med Genesis 60 kan
du med god kvalitet och till blygsamma kostnader utföra skärning i kolstål med tjocklekar på upp till 20 mm och med Genesis
90 upp till 30 mm, trots att vikten och dimensionerna är mycket
begränsade.
Det utmärkta förhållandet prestanda/vikt är möjligt tack vare
växelriktartekniken, som används i hela Genesis-serien.
Strömmen är stabil och okänslig för variationer i nätspänningen,
ljusbågens höjd, framåtmatningshastigheten och tjockleken på
den metall som ska skäras till. Genesis 60 och Genesis 90 har en
krets som automatiskt tänder pilotljusbågen på nytt så att metallgaller kan skäras på ett optimalt sätt.
Det finns både säkerhetssystem som bryter styrkretsen när operatören kommer i kontakt med spänningsförande maskindelar
och kontroller för att minska slitaget på elektrod och dysa när
ljusbågen tänds. Pilotljusbågen tänds med hjälp av en urladdning med hög frekvens som automatiskt upphör när bågen har
tänts, för att begränsa emissionerna av radiostörningar under
återstoden av skärningen.
Generatorn är försedd med:
- ett uttag för brännaren
- ett jorduttag
- en främre kontrollpanel
- en bakre kontrollpanel
.
4.1
Främre kontrollpanel (Fig. 1)
Fig.1
*
L1 : Grön kontrollampa för nätspänning.
Tänds när strömbrytaren "I1" på den bakre panelen (Fig. 2)
sätts i position "I". Anger att aggregatet är påslaget och under
spänning.
*
L2: Röd kontrollampa för uteffekt.
Tänds när ljusbågen tänds, både i och utanför arbetsstycket,
och släcks när ljusbågen släcks.
* L3: Grön kontrollampa som visar att brännarhatten saknas.
Anger att brännarhatten inte är påskruvad ordentligt.
Generatorn ger ingen uteffekt.
* L4: Grön kontrollampa som visar att tryckluft saknas.
Anger att tryckluften håller ett tryck som är lägre än 3 bar och
därmed otillräckligt för att generatorn ska kunna fungera på
rätt sätt. Generatorn ger ingen uteffekt.
* L5: Gul kontrollampa för skyddsanordningarna.
Anger att överhettningsskyddet har slagit till. När "L5" är tänd
är generatorn inkopplad på nätet men producerar ingen uteffekt. "L5" lyser till dess att den invändiga temperaturen har
återgått till det normala. Låt generatorn vara påslagen så att
fläkten går och avbrottstiden minskas.
* E1: Dataomvandlare för inställning av rätt skärström.
För inställning av kontinuerlig skärström. Denna ström förblir
oförändrad under skärningen när matnings- och skärningsförhållandena varierar inom de intervall som framgår av tekniska
data.
* T1: Knapp för val av visning VOLT-AMPERE.
För att visa antingen arbetsspänning eller svetsström på DISPLAYEN "D1".
Om kontrollampan "V" lyser visas den senaste spänningsmät-
ningen under den senaste skärningscykeln. Om du inte
påbörjar skärningen inom 5 sekunder övergår visningen automatiskt till läge A, det vill säga inställd ström. Om du tvärtom
börjar skära inom denna period visas spänningen under hela
skärningsprocessen. Efter skärningen fortsätter visningen av
det senaste värdet i ytterligare 5 sekunder.
Om kontrollampan "A" lyser visas inställd ström eller skär-
strömmen (om processen pågår) på displayen "D1". Denna
visning bibehålls i 5 sekunder efter det att skärningen har avslutats.
* T2: Knapp för gastest.
För att befria tryckluftssystemet från föroreningar och göra förberedande inställningar av tryck och luftkapacitet utan någon
uteffekt.
* D1: Visar inställd ström, skärström och arbetsspänning eller
texten GEN (vid igångsättningen) respektive ERR (blinkar vid
larm)
* D2: Visar uppmätt lufttryck för tillskärningen. Vid igångsätt-
ningen visas programvaruversionen.
Om ett larm uppstår blinkar larmkoden här:
01 IIC-fel
02 brännarhatten öppen
03 för lågt lufttryck
11 överhettningsskydd
Efter ett larm återställs endast driftsförhållandena
om orsaken åtgärdas.
76

4.2 Bakre kontrollpanel (Fig. 2)
* I1 : Huvudströmbrytare.
För påsättning och avstängning av svetsaggregatet.
Har två lägen: "O" avstängd och "I" påslagen.
* När I1 står i position “I”, påslagen, är svetsaggregatet
operativt.
*
När svetsaggregatet är anslutet till elnätet är vissa av dess
invändiga delar spänningsförande även när I1 står i position “O”. Följ anvisningarna i denna instruktionsbok noggrant.
* 1 : Strömförsörjningskabel.
* F1 : Vred för tryckinställning
* P1 : 1/4 tums kopplingsstycke vid luftintaget till
filterenheten
* F : Luftfilter
Fig.2
4.3 Tekniska data
G 60 G90
Matarspänning
(50/60 Hz) 3x400 V (440V) 3x400V
Trög säkring 16 A 32 A
Nominell effekt 8.32 kW 11.98 kW
Skärström
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Arbetsspänning
(x=60%) 124 V 116 V
Tomgångsström 260 V 265 V
Ström i pilotljusbågen 22 A 22 A
Typ av gas LUFT LUFT
Arbetstryck 5 bar 5 bar
Luftgenomströmning 180 l/min 180 l/min
Brännare Brännaren PLASMA 81.20.037
Skyddsgrad IP23C IP23C
Isoleringsklass H H
Konstruktionsbestämmelser
EN60974-1 EN60974-1
EN60974-10 EN60974-10
Mått (lxbxh) 180x430x300 215x596.5x406
mm mm
Generatorns vikt 19 Kg 25 Kg
Uppgifterna gäller vid omgivningstemperatur 40°C
5.0 TRANSPORT - AVLASTNING
Underskatta inte aggregatets vikt, (se tekniska
data).
Förflytta eller stoppa inte lasten ovanför människor eller föremål.
Låt inte aggregatet eller en enskild enhet falla eller
ställas ned med en kraftig stöt.
När emballaget är borttaget kan generatorn bäras
antingen i handen eller över axeln med hjälp av en
förlängningsbar rem.
6.0 INSTALLATION
Välj ett lämpligt utrymme med hänsyn till anvisningarna i avsnitten "1.0 SÄKERHET" och "2.0 ELEKTROMAGNETISK KOMPATIBILITET".
Placera aldrig generatorn och aggregatet på ett plan
som lutar mer än 10° i relation till horisontalplanet.
Skydda aggregatet mot regn och direkt solljus.
6.1 Anslutning till elnätet
Aggregatet har en enda 5 m lång strömförsörjningskabel som
utgår ifrån generatorns baksida.
Tabell över kabelstorlekar och säkring vid generatoringången:
Generatoringången GENESIS 60
Nominell spänning 400 V ±15% 440 V ±15%
Spänningsintervall 340 - 460 V 374 - 506 V
Tröga säkringar 16 A 500 V 16 A 500 V
Strömförsörjningskabel 4x4 mm2 4x4 mm2
Generatoringången GENESIS 90
Nominell spänning 400 V ±15%
Spänningsintervall 340 - 460 V
Tröga säkringar 32 A 500 V
Strömförsörjningskabel 4x6 mm2
* Elsystemet ska utformas av teknisk personal som besitter
särskilda yrkeskunskaper och arbetar i enlighet med lagstiftningen i det land där installationen görs.
* Svetsaggregatets nätkabel har en gul-grön ledning som
ALLTID ska anslutas till jordledningen. Denna gul-gröna
ledning får ALDRIG användas tillsammans med en annan
ledning för att leda ström.
* Kontrollera att elsystemet är jordat och att eluttaget är i
gott skick.
* Montera endast godkända kontakter i enlighet med säker-
hetsbestämmelserna.
77
VARNING
VARNING

6.2 Anslutning av utrustning
Följ säkerhetsföreskrifterna i avsnitt "1.0
SÄKERHET".
Koppla in utrustningen på ett korrekt sätt så att
effektförluster undviks.
7.0 IGÅNGSÄTTNING
Följ nedanstående anvisningar för igångsättning av aggregatet:
1. Placera generatorn på torr, ren plats med god ventilation.
2. Anslut matarledningen för tryckluft till luftintaget P1 i filterenheten F via ett kopplingsstycke på 1/4 tum (Fig. 2). Trycket
ska vara minst 5 bar med en minsta luftkapacitet på 200 liter
i minuten.
Anslut jordledningen till kontaktdonet på generatorn och fäst
den ordentligt (se figur 4).
3. Fäst jordklämman på arbetsstycket och kontrollera att den
elektriska kontakten är god (Fig. 4).
4. Kontrollera att alla brännarkomponenter finns på plats och är
ordentligt fästa och anslut sedan brännaren till kontaktdonet
på generatorn som i figur 3.
För in hankontakten (från brännaren) i motsvarande honkontakt (på maskinen). Passa in kuggen (A) på plats och sätt på
låsringen (B) som måste vara av en kompatibel typ.
För att du ska kunna skruva åt låsringen (B) måste du först
föra in det medföljande verktyget (D) och trycka i hålet (C)
med detta för att lossa blockeringen av rotationen.
Fortsätt att trycka tills låsringen är helt åtdragen. För att koppla ifrån brännaren lossar du först blockeringen av rotationen
genom att föra in det medföljande verktyget (D) i hålet (C).
Fig. 3
5. Slå på generatorn och kontrollera att kontrollamporna och
displayen fungerar som de ska.
Vid driftsstörningar blockeras generatorn och kan inte användas förrän normala driftsförhållanden har återställts.
Tryck på knappen för gastest (T2 i Fig. 1) för att rensa
tryckluftssystemet från eventuella rester och föroreningar. För
sedan upp vredet för tryckinställning (F1 i Fig. 2) och vrid det
tills trycket 5 bar visas på displayen D2 (utför denna manöver med knappen för gastest intryckt, så att du gör inställningen när tryckluftssystemet är öppet).
6. Ställ in skärströmmen med potentiometern och med hänsyn
tagen till materialets tjocklek.
7. Tryck på brännarknappen så att pilotljusbågen bildas. Släpp
den sedan och kontrollera att maskinen fungerar som den
ska med hjälp av kontrollpanelen. För att undvika slitage på
elektroden och dysan bör du inte hålla pilotljusbågen tänd i
luften i onödan. Apparaturen stänger av den automatiskt
efter cirka 6 sekunder. Titta på kontrollamporna och displayerna och se vid behov kapitlet "Tänkbara elektriska störningar" om det uppstår problem när du utför ovanstående.
Fig. 4
8.0 PROBLEM - ORSAKER
8.1 Tänkbara fel vid skärning
78
FEL
Otillräcklig inträngning
Ljusbågen släcks
Hög skäggbildning
Överhettning av dysan
ORSAK
- För hög skärhastighet
- För svag inställd ström
- Otillräcklig kontakt i jordklämman
- För hög tjocklek på
arbetsstycket
- Slitage på elektrod, dysa
eller diffusor
- För högt lufttryck
- För låg skärhastighet
- Otillräcklig luftkapacitet
- Fel på tryckvakten
- För låg matarspänning
- Felaktigt lufttryck
- För låg skärhastighet
- Dysan eroderad
- Elektroden eroderad
- Otillräcklig luftmängd

79
8.2 Tänkbara elektriska störningar
Se också kapitel 4.1 när det gäller problem med larmkod.
Kontakta närmaste serviceverkstad vid tveksamheter
och/eller problem.
9.0 ERFORDERLIGT LÖPANDE UNDERHÅLL
Undvik att metallpulver ansamlas i närheten av och på ventilationsslitsarna.
Stäng av strömförsörjningen till aggregatet före
alla ingrepp!
Periodiska kontroller av generatorn:
* Rengör generatorn invändigt med tryckluft med
lågt tryck och pensel med mjuk borst.
* Kontrollera de elektriska anslutningarna och alla
kabelkopplingar.
Underhåll eller utbyte av komponenter i brännarna och/eller jordledningen:
* Stäng av strömförsörjningen till aggregatet före alla
ingrepp.
* Kontrollera komponenternas temperatur och att de inte är
överhettade.
* Använd alltid handskar som uppfyller kraven i regler och
bestämmelser.
* Använd lämpliga nycklar och verktyg.
OBS: Om detta underhåll inte utförs upphör alla garantier att
gälla och tillverkaren kan inte utkrävas något ansvar för konsekvenserna.
10.0 ALLMÄNT OM PLASMASKÄRNING
När en gas upphettas till mycket hög temperatur övergår den till
plasma och joniseras mer eller mindre helt så att den blir elektriskt ledande.
Även om det finns plasma i alla elektriska bågar hänför sig
beteckningen plasmabåge (PLASMA ARC) mer specifikt till brännare för svetsning eller skärning som med hjälp av en elektrisk
båge, vilken tvingas passera igenom en speciell dysa, värmer
upp en gas som strömmar ut ur denna dysa tills den övergår till
plasma.
Fig. 5 Manuellt plasmaskärningssystem
10.1 Plasmaskärningsprocessen
Skärningen genomförs när plasmabågen, som har hettats upp
och koncentrerats med brännaren, överförs till ett ledande
arbetsstycke genom att en strömbana bryts med generatorn.
Materialet smälts först till följd av bågens höga temperatur och
avlägsnas sedan tack vare den höga hastighet med vilken den
joniserade gasen sprutar ut ur dysan.
Plasmabågen kan vara av två slag: överförd ljusbåge, när strömmen övergår till arbetsstycket och pilotljusbåge eller inte överförd ljusbåge, när den bildas mellan elektroden och dysan.
11.0 SKÄREGENSKAPER
Vid plasmaskärning är tjockleken hos det material som ska skäras, skärhastigheten och den ström generatorn tillhandahåller
storheter som hänger samman. De beror på materialets typ och
kvalitet, typen av brännare samt på elektrodens och dysans typ
och skick, avståndet mellan dysan och arbetsstycket, tryckluftens tryck och renhet, önskad skärningskvalitet, arbetsstyckets
temperatur etc.
Av nedanstående tabeller och diagrammen i Fig. 6,7,8,9,10
framgår att tjockleken på det material som ska skäras står i
omvänd proportion till skärhastigheten och att dessa båda storheter kan ökas genom att öka strömmen.
FEL
Apparaten startar inte
(den gula kontrollampan L1
är släckt)
Pilotljusbågen tänds inte
(den gula kontrollampan L1
är tänd)
Pilotljusbågen tänds inte (den
gula kontrollampan L1 och
den röda L3 lyser)
Ingen övergång från pilotljusbåge till ljusbåge
Ingen uteffekt
ORSAK
- Felaktig nätspänning
- Brännarknappens kontakter
frånkopplade (kontrollera
kontinuiteten i brännarens
kontaktdon efter att ha slagit
av strömförsörjningen)
- Slitageutsatta delar av brännaren utslitna
- För högt lufttryck
- Möjliga problem i styrkretsarna
- Möjliga problem i styrkretsarna
- Fel på bågsensorerna
- Skydden har slagit till (se
kapitlet “Styrfunktioner”)
- Möjliga problem i styrkretsarna
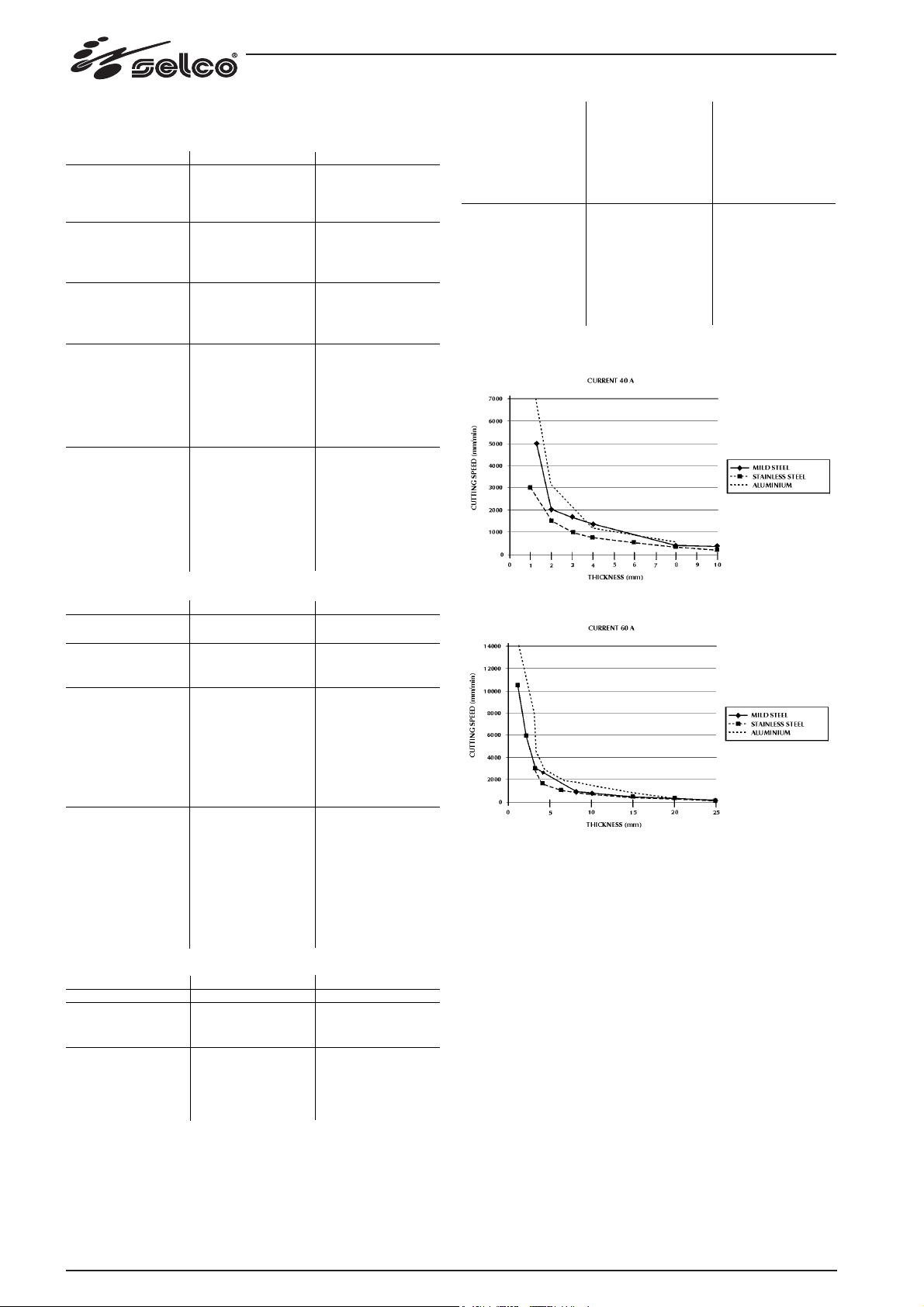
80
GENESIS 60
KOLSTÅL
ROSTFRITT STÅL
ALUMINIUM
* Skärning med hög kvalitet
Fig. 6
Fig. 7
Tjocklek (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Ström (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Hastighet (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Tjocklek (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Ström (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Hastighet (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Tjocklek (mm)
1
1
2
3
1
2
3
4
Ström (A)
20
30
30
30
40
40
40
40
Hastighet (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600
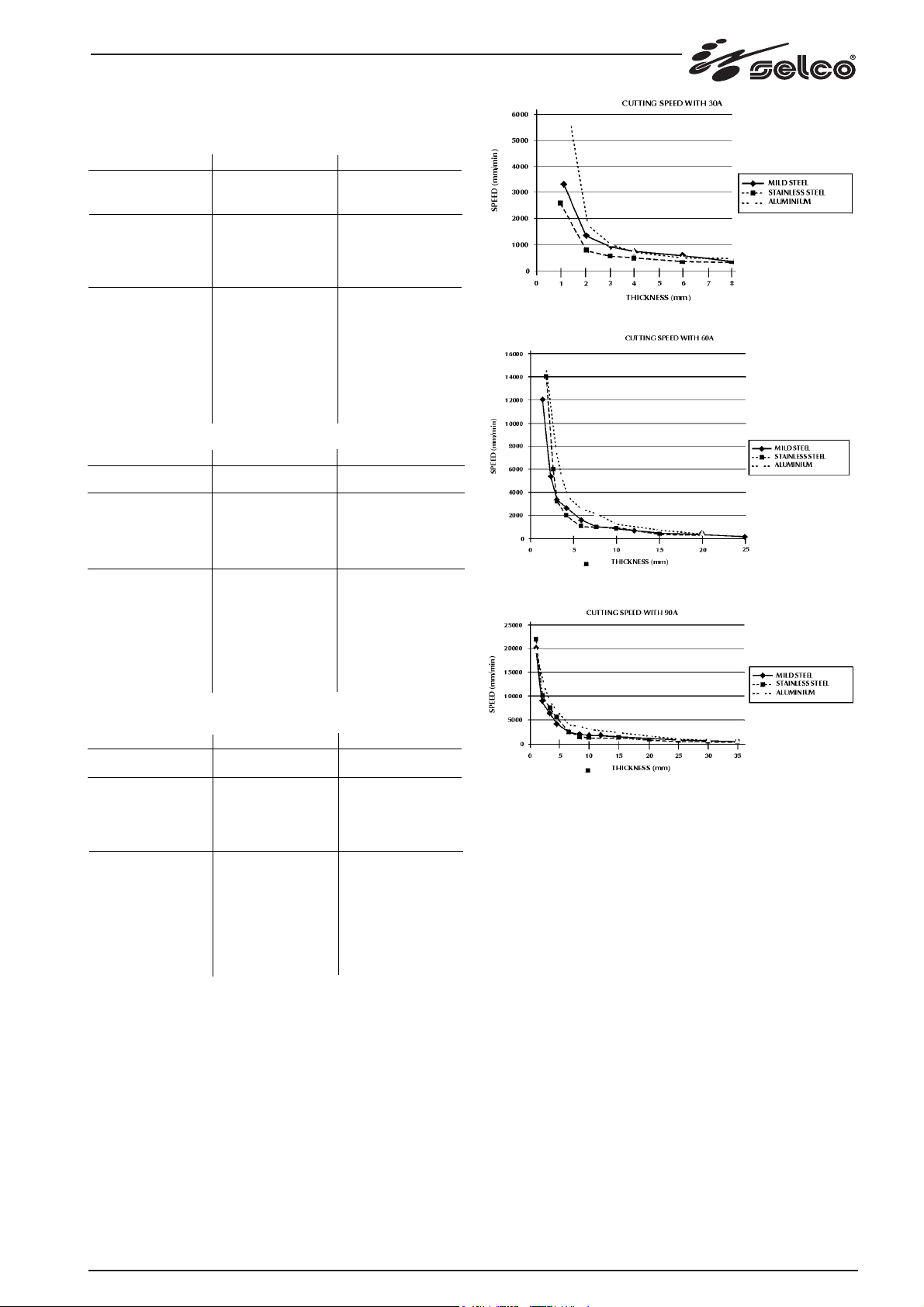
81
GENESIS 90
KOLSTÅL
ROSTFRITT STÅL
ALUMINIUM
* Skärning med hög kvalitet
Fig. 8
Fig. 9
Fig. 10
Tjocklek (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Ström (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Hastighet (mm/min)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Tjocklek (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Ström (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Hastighet (mm/min)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Tjocklek (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Ström (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Hastighet (mm/min)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

82
ANTECKNINGAR
DANSK
BRUGER- OG VEDLIGEHOLDELSESVEJLEDNING
Denne vejledning er en integrerende del af enheden eller maskinen, og skal følge den ved flytning eller videresalg.
Det er brugerens ansvar at holde vejledningen i hel og læsbar tilstand. SELCO s.r.l. forbeholder sig ret til at foretage ændringer når
som helst uden forudgående varsel.
Rettighederne til oversættelse, genoptrykning og redigering, enten hel eller delvis, med ethvert middel (inklusiv fotokopier, film og
mikrofilm), tilhører SELCO s.r.l. og er forbudt uden skriftlig tilladelse fra dette firma.
Udgave ‘02
EF-OVERENSSTEMMELSESERKLÆRING
Firmaet
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
erklærer at apparatet af typen
GENESIS 60
GENESIS 90
er i overensstemmelse med følgende direktiver: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
og at følgende standarder er bragt i anvendelse: EN 60974-10
EN 60974-1
Ethvert indgreb eller ændring, der ikke er autoriseret af SELCO s.r.l. vil medføre at denne erklæring ikke længere vil være gyldig.
Onara di Tombolo (PADOVA) Befuldmægtiget repræsentant
..................................
Lino Frasson
INDHOLDSFORTEGNELSE
83
1.0 SIKKERHED . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .84
1.1 Personligt beskyttelsesudstyr og beskyttelse af andre . . .84
1.2 Forebyggelse af brand/eksplosion . . . . . . . . . . . . . . . . .84
1.3 Beskyttelse mod røg og gas . . . . . . . . . . . . . . . . . . . . .84
1.4 Placering af strømkilden . . . . . . . . . . . . . . . . . . . . . . .84
1.5 Installering af apparatet . . . . . . . . . . . . . . . . . . . . . . . .84
1.6 Forholdsregler til forebyggelse af risici forbundet
med brug af trykluft . . . . . . . . . . . . . . . . . . . . . . . . . . . . .84
2.0 ELEKTROMAGNETISK KOMPATIBILITET (EMC) . . . . . . . .85
2.1 Installering, brug og vurdering af området . . . . . . . . . .85
2.2 Metoder til reducering af udsendelser . . . . . . . . . . . . .85
3.0 RISIKOANALYSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .85
4.0 PRÆSENTATION AF SVEJSEMASKINEN . . . . . . . . . . . . . . .86
4.1 Betjeningspanel foran . . . . . . . . . . . . . . . . . . . . . . . . .86
4.2 Betjeningspanel bagpå . . . . . . . . . . . . . . . . . . . . . . . .87
4.3 Tekniske karakteristika . . . . . . . . . . . . . . . . . . . . . . . . .87
5.0 TRANSPORT - AFLÆSNING . . . . . . . . . . . . . . . . . . . . . . .87
6.0 INSTALLERING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .87
6.1 Elektrisk tilslutning til elnettet . . . . . . . . . . . . . . . . . . . .87
6.2 Tilslutning af udstyr . . . . . . . . . . . . . . . . . . . . . . . . . .88
7.0 IDRIFTSÆTTELSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .88
8.0 PROBLEMER-ÅRSAGER . . . . . . . . . . . . . . . . . . . . . . . . . .88
8.1 Mulige skærefejl . . . . . . . . . . . . . . . . . . . . . . . . . . . . .88
8.2 Mulige elektriske fejl . . . . . . . . . . . . . . . . . . . . . . . . . .89
9.0 NØDVENDIG ALMINDELIG VEDLIGEHOLDELSE . . . . . . .89
10.0 GENERELLE OPLYSNINGER OM PLASMASKÆRING . . . .89
10.1 Plasma-skæreproces . . . . . . . . . . . . . . . . . . . . . . . . .89
11.0 SKÆRE-KARAKTERISTIKA . . . . . . . . . . . . . . . . . . . . . . . .89
GENESIS 60
KULSTÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .90
RUSTFRIT STÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .90
ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .90
GENESIS 90
KULSTÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .91
RUSTFRIT STÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .91
ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .91
SYMBOLER
Umiddelbar fare der medfører alvorlige legemsbeskadigelser, samt farlige handlemåder der kan
forårsage alvorlige læsioner.
Handlemåder der kan medføre mindre alvorlige
legemsbeskadigelser eller beskadigelse af ting.
De bemærkninger, der har dette symbol foran,
har teknisk karakter og gør indgrebene lettere at
udføre.
1.0 SÄKERHET
Inden der udføres nogen form for indgreb, skal man have læst og
forstået denne vejledning.
Der må ikke udføres ændringer på maskinen eller vedligeholdelse,
der ikke er beskrevet i vejledningen. I tvivlstilfælde eller ved opståede problemer omkring brug af maskinen, også selvom de ikke er
beskrevet i vejledningen, skal man rette henvendelse til kvalificerede teknikere.
Fabrikanten påtager sig intet ansvar for legemsbeskadigelser eller
beskadigelse af ting, opstået på grund af manglende læsning eller
udførelse af indholdet i denne vejledning.
1.1
Personlig beskyttelse og beskyttelse af andre
Svejse/skære-processen er årsag til skadelig stråling, støj, varme og
gasudsendelse. Bærere af vitale elektroniske apparater (pacemaker)
skal konsultere en læge, inden de kommer i nærheden af lysbuesvejsninger eller plasmaskæring.
Fabrikanten påtager sig intet ansvar for læsioner i tilfælde af manglende overholdelse af ovenstående regler.
Personlig beskyttelse:
- Bær aldrig kontaktlinser!!!
- Sørg for at der er førstehjælpsudstyr til stede.
- Undervurder aldrig forbrændinger og sår.
- Bær beskyttelsestøj til beskyttelse af huden mod lysbuestrålerne og
gnister eller glødende metal, samt en hjelm eller svejsekasket.
- Anvend masker med sideskærme for ansigtet og egnet beskyttelsesfilter (mindst NR10 eller højere) for øjnene.
- Brug høreværn, hvis svejse/skære-processen er en farlig støjkilde.
Bær altid sikkerhedsbriller med sideskærme, specielt ved manuel
eller mekanisk fjernelse af svejse/skære-rester.
Afbryd øjeblikkeligt svejse/skære-arbejdet, hvis man fornemmer
elektriske stød.
Beskyttelse af andre:
- Anbring en brandsikker beskyttelsesvæg for at beskytte
svejse/skære-området mod stråler, gnister og glødende svejserester.
- Advar eventuelt tilstedeværende personer om ikke at se direkte
på svejsearbejdet (skæringen), og at beskytte sig mod lysbuestrålerne og det glødende metal.
- Hvis støjniveauet overskrider grænserne fastlagt af lovgivningen,
skal man afgrænse arbejdsområdet og sørge for, at de personer
der har adgang, er beskyttet med høreværn.
1.2
Forebyggelse af brand/eksplosion
Svejse/skære-processen kan være årsag til brand og/eller eksplosion.
- Flaskerne med komprimeret gas er farlige; søg oplysninger hos
leverandøren inden de håndteres.
Flaskerne skal afskærmes mod:
- direkte udsættelse for solstråler;
- flammer;
- temperaturudsving;
- meget lave temperaturer.
Fastgør flaskerne, fx til væggen, med passende midler for at undgå
omvæltning.
- Fjern antændelige eller brændbare materialer eller genstande fra
arbejdsområdet og den omkringliggende plads.
- Sørg for at der er brandslukningsudstyr til rådighed i nærheden af
arbejdsområdet.
- Udfør aldrig svejsning eller skæring på lukkede beholdere eller
rør.
- Hvis sådanne beholdere eller rør er åbne, tømte og rengjorte, skal
svejsningen (skæringen) alligevel udføres med stor påpasselighed.
- Udfør aldrig svejse/skære-arbejde i atmosfære med støv eller
eksplosionsfarlige gasser eller dampe.
- Udfør aldrig svejsning (skæring) oven over eller i nærheden af
beholdere under tryk.
- Anvend ikke apparatet til optøning af rør.
1.3
Beskyttelse mod røg og gas
Røg, gas og støv fra svejse/skære-arbejdet kan medføre sundhedsfare.
- Anvend aldrig ilt til udluftning.
- Sørg for at der findes passende udluftning i arbejdsområdet, der
enten kan være naturlig eller forceret.
- Ved svejsning (skæring) i snævre og mørke omgivelser anbefales
det, at der er en kollega til stede udenfor området, til overvågning
af den medarbejder, der udfører selve arbejdet.
- Placer gasflaskerne i åbne områder med korrekt luftcirkulation.
- Udfør aldrig svejsning (skæring) i nærheden af områder, hvor der
foretages affedtning eller maling.
1.4
Placering af strømkilden
Overhold nedenstående forholdsregler:
- Der skal være umiddelbar adgang til betjeningsorganerne og tilslutningspunkterne.
- Placér aldrig udstyret i snævre områder.
- Placér aldrig strømkilden på en flade med hældning på over 10º
i forhold til det vandrette plan.
1.5
Installering af apparatet
- Overhold den lokale lovgivning vedrørende sikkerhed under installering, og udfør vedligeholdelse af apparatet i overensstemmelse med
fabrikantens anvisninger.
- Den eventuelle vedligeholdelse må udelukkende udføres af kvalificeret personale.
- Der er forbudt at forbinde strømkilderne (i serie eller parallelt).
- Afbryd forsyningsledningen til anlægget, inden der foretages indgreb i
strømkilden.
- Udfør regelmæssig vedligeholdelse af anlægget.
- Sørg for at forsyningsnettet og jordforbindelsen er tilstrækkelige og
egnede.
- Stelkablet skal forbindes så tæt som muligt ved svejse-/skære-stedet.
- Overhold forholdsreglerne for strømkildens beskyttelsesgrad.
- Inden svejsning (skæring) skal man kontrollere tilstanden af de elektri-
ske kabler og brænderen; hvis der påvises beskadigelser, må man ikke
udføre svejsning (skæring) før de er repareret eller der er foretaget
udskiftning.
- Kravl aldrig op på svejse-/skære-materialet, og læn aldrig op ad det.
- Operatøren må aldrig røre samtidigt ved to svejsebrændere eller to
elektrodeholdertænger.
1.6
Forholdsregler til forebyggelse af risici forbun-
det med brug af trykluft
Tilslut luftforsyningen til samlingen, og sørg for at trykket er mindst
6 bar (0,6 MPa) med en minimumskapacitet på 200 liter/min. Hvis
luftforsyningen kommer fra en kompressors trykreduceringsenhed,
eller fra et centralanlæg, skal reduceringsenheden være indstillet på
max udgangstryk, der dog ikke må være på mere end 8 bar (0,8
MPa). Hvis luftforsyningen kommer fra en trykluftsflaske, skal denne
flaske være udstyret med en trykregulator.
Tilslut aldrig en trykluftsflaske direkte til maskinens
reduceringsenhed! Trykket kan overskride reduceringsenhedens kapacitet, således at der opstår fare
for eksplosion!
Fabrikanten påtager sig intet ansvar ved manglende eller
uregelmæssig overholdelse af ovenstående regler.
84
ADVARSEL
2.0
ELEKTROMAGNETISK KOMPATIBILITET (EMC)
Dette apparat er bygget i overensstemmelse med reglerne i den
harmoniserede standard EN60974-10, som brugeren af dette
apparat bør læse.
- Anlægget skal installeres og bruges i overensstemmelse
med angivelserne i denne vejledning.
- Dette apparat må udelukkende anvendes til professionelle
formål i industrielle omgivelser.
Man skal tage højde for, at der kan være eventuelle vanskeligheder med at sikre den elektromagnetiske kompatibilitet i omgivelser, der ikke er industrielle.
2.1
Installering, brug og vurdering af området
- Brugeren skal have ekspertise indenfor arbejdsområdet, og
han/hun er i dette henseende ansvarlig for installering og brug
af apparatet i overensstemmelse med fabrikantens angivelser.
Hvis der opstår elektromagnetiske forstyrrelser, er det brugerens opgave at løse problemet med hjælp fra fabrikantens tekniske servicetjeneste.
- Hvis der opstår elektromagnetiske forstyrrelser, skal disse
reduceres i en sådan grad, at de ikke længere har nogen
indflydelse.
- Inden dette apparat installeres, skal brugeren vurdere de
eventuelle elektromagnetiske problemer, der kan opstå i det
omkringværende område, specielt hvad angår de tilstedeværende personers sundhedstilstand, fx: brugere af pacemakere
og høreapparater.
2.2
Metoder til reducering af udsendelser
NETFORSYNING
- Svejsemaskinen skal være tilsluttet til en netforsyning i
overensstemmelse med fabrikantens angivelser.
Ved interferens kan der opstå behov for yderligere forholdsregler, såsom filtrering af netforsyningen.
Desuden skal man tage højde for muligheden for afskærmning
af forsyningskablet.
VEDLIGEHOLDELSE AF SVEJSEMASKINEN
Svejsemaskinen skal vedligeholdelse regelmæssigt i overensstemmelse med fabrikantens angivelser.
Alle adgangslåger, åbninger og dæksler skal være lukket og korrekt fastgjort, når apparatet er i funktion.
Svejsemaskinen må ikke ændres på nogen måde.
SVEJSE- OG SKÆREKABLER
Svejse/skære-kablerne skal være så korte og så tæt ved som
muligt, samt glide på eller i nærheden af gulvoverfladen.
POTENTIALUDLIGNING
Der skal tages højde for stelforbindelse af alle metalkomponenter på svejse/skære-anlægget og i den umiddelbare nærhed.
Dog vil metalkomponenter tilsluttet arbejdsemnet øge risikoen
for elektrisk stød for operatøren, når disse metalkomponenter
røres samtidigt med elektroden.
Derfor skal operatøren være isoleret fra alle metalkomponenter
med stelforbindelse.
Overhold den nationale lovgivning vedrørende potentialudligning.
JORDFORBINDELSE AF ARBEJDSEMNET
Hvis arbejdsemnet ikke er jordforbundet, af hensyn til den elektriske sikkerhed eller p.g.a. dimensionerne og placeringen, kan
en stelforbindelse mellem emnet og jorden reducere udsendelserne.
Vær opmærksom på at jordforbindelsen af arbejdsemnet ikke
må øge risikoen for arbejdsulykker for brugerne, eller beskadige
andre elektriske apparater.
Overhold den nationale lovgivning vedrørende jordforbindelse.
AFSKÆRMNING
Afskærmning af udvalgte kabler og apparater i det omkringværende område kan løse interferensproblemer. Muligheden for
afskærmning af hele svejse/skære-anlægget kan vurderes ved
specielle arbejdssituationer.
3.0 RISIKOANALYSE
85
ADVARSEL
Farer på maskinen
Fare for installeringsfejl.
Farer af elektrisk type.
Farer forbundet med elektromagnetiske forstyrrelser dannet
af svejsemaskinen og induceret på svejsemaskinen.
Løsninger til forebyggelse af ovennævnte farer
Farerne er elimineret ved udarbejdelse af en brugervejledning.
Anvendelse af standarden EN 60974-1.
Anvendelse af standarden EN 60974-10.
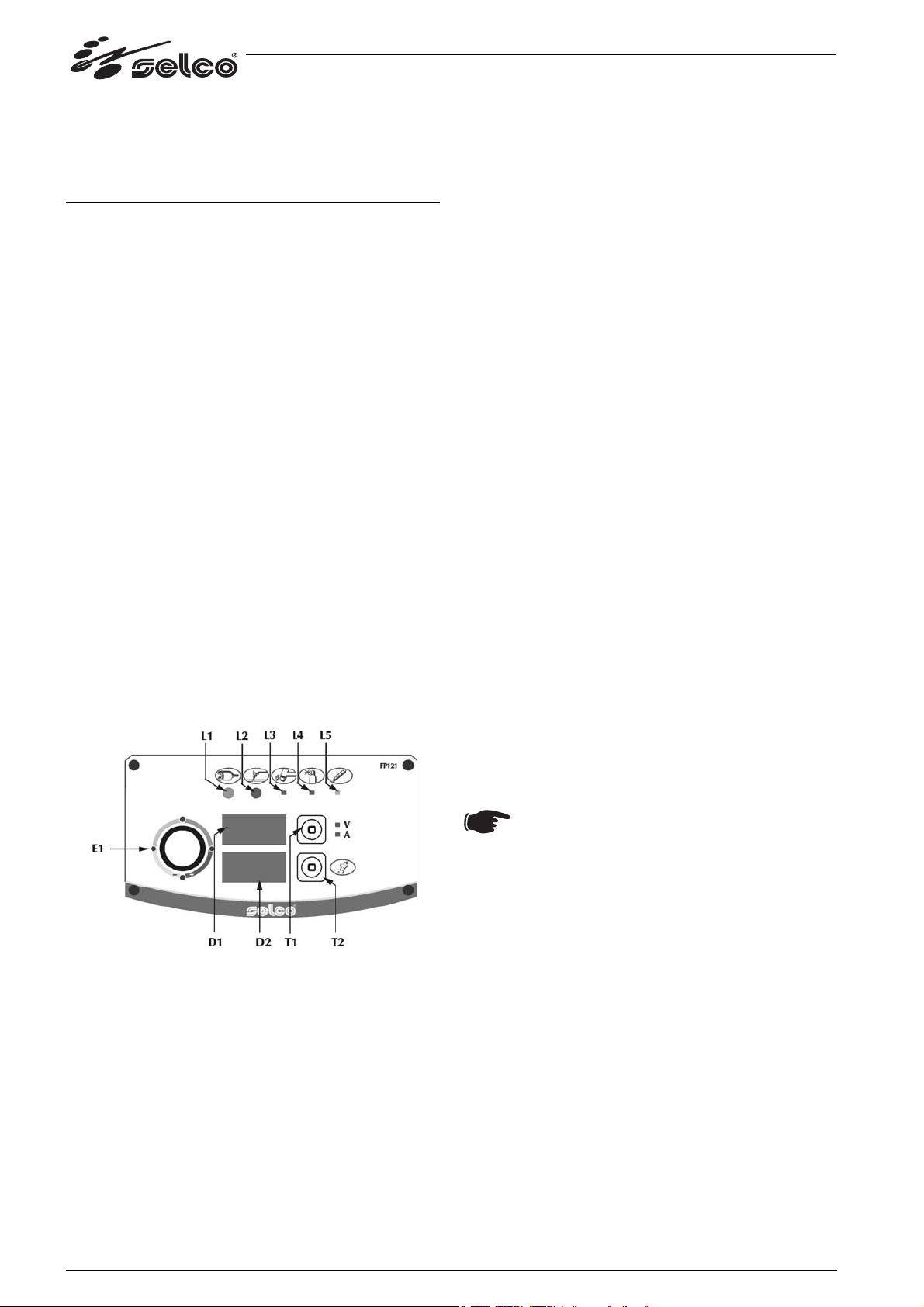
Reglerne i dette kapitel har grundlæggende betydning, og
overholdelse af disse er nødvendig for at garantien kan have
gyldighed. Fabrikanten fralægger sig ethvert ansvar, hvis brugeren ikke overholder reglerne.
4.0
PRÆSENTATION AF SVEJSEMASKINEN
Genesis 60 og Genesis 90 strømkilderne til plasmaskæring er
både kompakte og lette at håndtere.
Genesis 60 og Genesis 90 anvender kun trykluft som gas, der
kan forsynes fra en normal kompressor eller et centralanlæg
med tilstrækkelig store dimensioner; enhederne er i stand til at
udføre økonomiske skæringer af god kvalitet på tykkelser op til
20 mm (Genesis 60) og 30 mm (Genesis 90) af kulstål, selvom
enhederne både er meget lette og har små dimensioner.
Det optimale forhold mellem præstationer/vægt er gjort muligt
v.h.a. inverter-teknologi, som ved resten af Genesis-serien.
Strømmen vil være stabil og upåvirket af ændringer i netspændingen, af skære-lysbuens højde, af fremføringshastigheden, og
af tykkelsen på metallet til skæring. Genesis 60 og Genesis 90 er
udstyret med et kredsløb til automatisk gentænding af startlysbuen, der giver mulighed for optimal skæring af metalopbyninger med gitterværk.
Der er installeret både sikkerhedssystemer, der forhindrer effektkredsløb, når operatøren kommer i kontakt med maskindele i
spænding, og kontrol til reducering af slid på elektroden og
dysen ved tænding af skære-lysbuen. Tænding af start-lysbuen
foregår ved hjælp af en højfrekvens-afladning, der afbrydes
automatisk, når handlingen er lykkedes, således at radioforstyrrelserne begrænses under den resterende del af skæreprocessen. På strømkilden findes der følgende:
- en tilslutning for brænderen
- et stik til stelforbindelsen,
- et panel foran,
- et panel bagpå.
4.1
Betjeningspanel foran (Fig. 1)
Fig.1
*
L1 : Kontrollampe for tilstedeværelse af spænding, grøn lysdiode.
Tændes når tændingskontakten på det bagerste panel (Fig. 2)
"I1"er i position "I". Denne lampe tilkendegiver at anlægget er
tændt og i spænding.
*
L2: Kontrollampe for udgangseffekt med rød lysdiode.
Lyser op når lysbuen tændes, både indenfor og udenfor
emnet, og slukkes når lysbuen afsluttes.
* L3: grøn lysdiode for manglende hætte på brænderen.
Viser at brænderhætten ikke er skruet korrekt fast.
Strømkilden har ingen udgangseffekt.
* L4: grøn lysdiode for manglende trykluft.
Viser at trykluften er lavere end 3 bar, og således er utilstrækkelig for korrekt funktion. Strømkilden har ingen udgangseffekt.
* L5: Kontrollampe for beskyttelsesanordning, gul lysdiode.
Tilkendegiver indgreb af den termiske beskyttelsesanordning.
Når "L5" er tændt vil strømkilden stadig være tilsluttet til nettet, men vil ikke forsyne udgangseffekt. "L5" vil blive ved med
at være tændt indtil de interne temperaturer er blevet normale, og i dette tilfælde vil det være nødvendigt at lade strømkilden være tændt for at kunne benytte ventilatoren og
begrænse tidsrummet, hvor maskinen ikke kan anvendes.
* E1 : Encoder til indstilling af skærestrøm.
Giver mulighed for vedvarende indstilling af skærestrømmen.
Denne strøm vil være uændret under skæringen, når forsynings- og skæreforholdene varierer indenfor områderne
anført i de tekniske karakteristika.
* T1: Tast til valg af VOLT-AMPERE læsning.
Giver mulighed for at vise svejse-spændingen eller -strømmen
på DISPLAY "D1".
Hvis lysdioden "V" er tændt, vises den sidste spændingsmå-
ling, udført ved sidste skæring. Hvis man ikke påbegynder
skæringen indenfor 5 sekunder, kommuteres der automatisk
til A, og den indstillede strøm vises. Vice versa, hvis man
begynder at skære indenfor dette interval, vises spændingen
under hele skæreprocessen, hvorefter dem sidste måling vises
i yderligere 5 sekunder.
Hvis lysdioden "A" er tændt, vises den indstillede strøm på
displayet " D1" , eller der vises skærestrømmen, hvis der er en
proces i gang. Denne visning opretholdes i 5 sekunder efter
afslutningen af processen.
* T2: knap til gastest.
Giver mulighed for at fjerne urenheder fra trykluftkredsløbet,
samt udføre de nødvendige indledende indstillinger af tryk og
kapacitet for trykluften uden udgangseffekt.
* D1: Viser de indstillede strømværdier, skærestrømmen og -
spændingen, eller teksten GEN (ved tænding) og ERR (blinkende i tilfælde af alarm).
* D2: Viser den målte værdi for trykluften til skæreprocessen.
Ved tænding vises software-versionen.
Ved alarm vises koden på alarmen blinkende:
01 fejl IIC
02 åben brænderhætte
03 for lavt lufttryk
11 termisk alarm
Ved alarm genoprettes de operative tilstande først,
når fejlen er blevet fjernet.
86
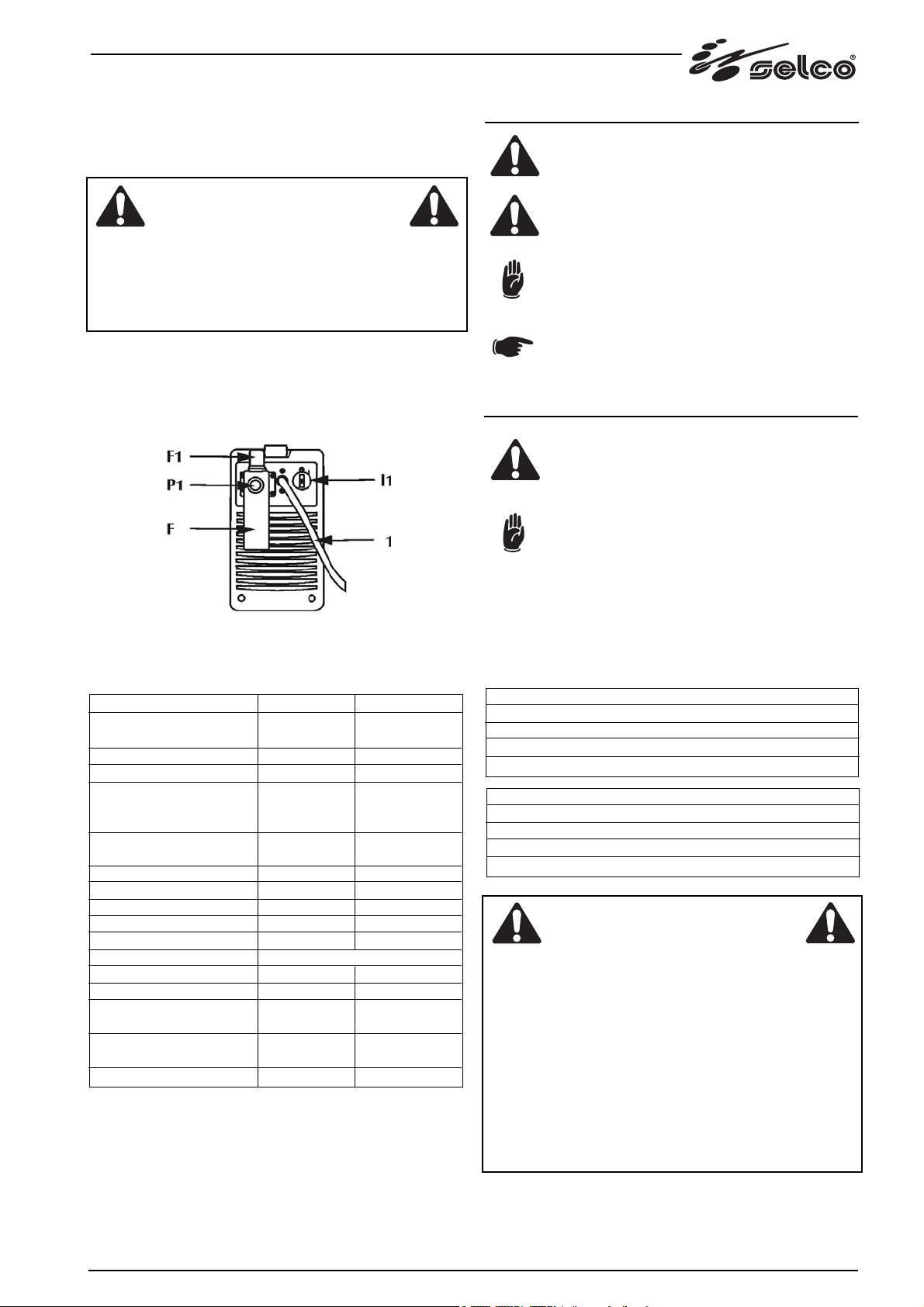
4.2 Betjeningspanel bagpå (Fig. 2)
* I1 : Tændingskontakt.
Styrer den elektriske tænding af svejsemaskinen.
Den kan stilles i to positioner: "O" slukket; "I" tændt.
* Når I1 er stillet på “I” tændt, er svejsemaskinen operativ.
* Når svejsemaskinen er tilsluttet til nettet vil der være
interne komponenter i spænding, også selvom I1 er stillet
på “O”. Overhold omhyggeligt de advarsler, der er anført
i den foreliggende vejledning.
* 1 : Forsyningskabel.
* F1 : Knap til trykregulering
* P1 :
Samling på 1/4 tommer til filterenhedens luftforbindelse
* F : Luftfilterenhed
Fig.2
4.3 Tekniske karakteristika
G 60 G90
Forsyningsspænding
(50/60 Hz) 3x400 V (440V) 3x400V
Forsinket sikring 16 A 32 A
Nominel effekt 8.32 kW 11.98 kW
Skærestrøm
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Skærespænding
(x=60%) 124 V 116 V
Spænding uden belastning
260 V 265 V
Strøm for start-lysbue 22 A 22 A
Typ av gas LUFT LUFT
Arbejdstryk 5 bar 5 bar
Kapacitet 180 l/min 180 l/min
Brännaren PLASMA 81.20.037
Beskyttelsesgrad IP23C IP23C
Isoleringsklasse H H
Bygningsstandarder EN60974-1 EN60974-1
EN60974-10 EN60974-10
Dimensioner (lxdxh) 180x430x300 215x596.5x406
mm mm
Strømkildens vægt 19 Kg 25 Kg
Data ved omgivelsestemperatur på 40ºC
5.0 TRANSPORT - AFLÆSNING
Undervurder aldrig anlæggets vægt, (læs de tekniske karakteristika).
Lad aldrig læsset glide hen over - eller hænge stille over - mennesker eller ting.
Lad aldrig anlægget eller de enkelte enheder falde
eller støtte mod jordoverfladen med stor kraft.
Når emballagen er fjernet kan strømkildens rem,
der kan forlænges, bruges til transport både med
hænderne og på skulderen.
6.0 INSTALLERING
Vælg et egnet arbejdslokale i overensstemmelse med
oplysningerne i afsnittet "1.0 SIKKERHED" og "2.0
ELEKTROMAGNETISK KOMPATIBILITET (EMC)".
Placér aldrig strømkilden eller anlægget på en flade
med hældning på over 10º i forhold til det vandrette
plan. Beskyt anlægget mod direkte regn og solstråler.
6.1 Elektrisk tilslutning til elnettet
Anlægget er udstyret med et enkelt elektrisk tilslutningskabel på
5 m på bagsiden af strømkilden.
Tabel over dimensionerne på kabler og sikringer ved strømkildens indgang:
Strømkilden GENESIS 60
Nominel spænding 400 V ±15% 440 V ±15%
Spændingsområde 340 - 460 V 374 - 506 V
Forsinkede sikringer 16 A 500 V 16 A 500 V
Forsyningskabel 4x4 mm2 4x4 mm2
Strømkilden GENESIS 90
Nominel spænding 400 V ±15%
Spændingsområde 340 - 460 V
Forsinkede sikringer 32 A 500 V
Forsyningskabel 4x6 mm2
* Elanlægget skal være udført af teknikere, der er opfylder de
specifikke tekniske-professionelle krav, samt i overensstemmelse med den nationale lovgivning i det land, hvor
installeringen finder sted.
* Svejsemaskinens netkabel er udstyret med en gul/grøn led-
ning, der ALTID skal tilsluttes til den beskyttende jordleder. Denne gul/grønne ledning må ALDRIG anvendes sammen med en anden ledning til spændingsafledning.
* Kontrollér at der findes en "jordforbindelse" på det
anvendte anlæg, samt at stikkontakten er i korrekt stand.
* Montér udelukkende typegodkendte stik i overensstem-
melse med sikkerhedsreglerne.
87
ADVARSEL
ADVARSEL
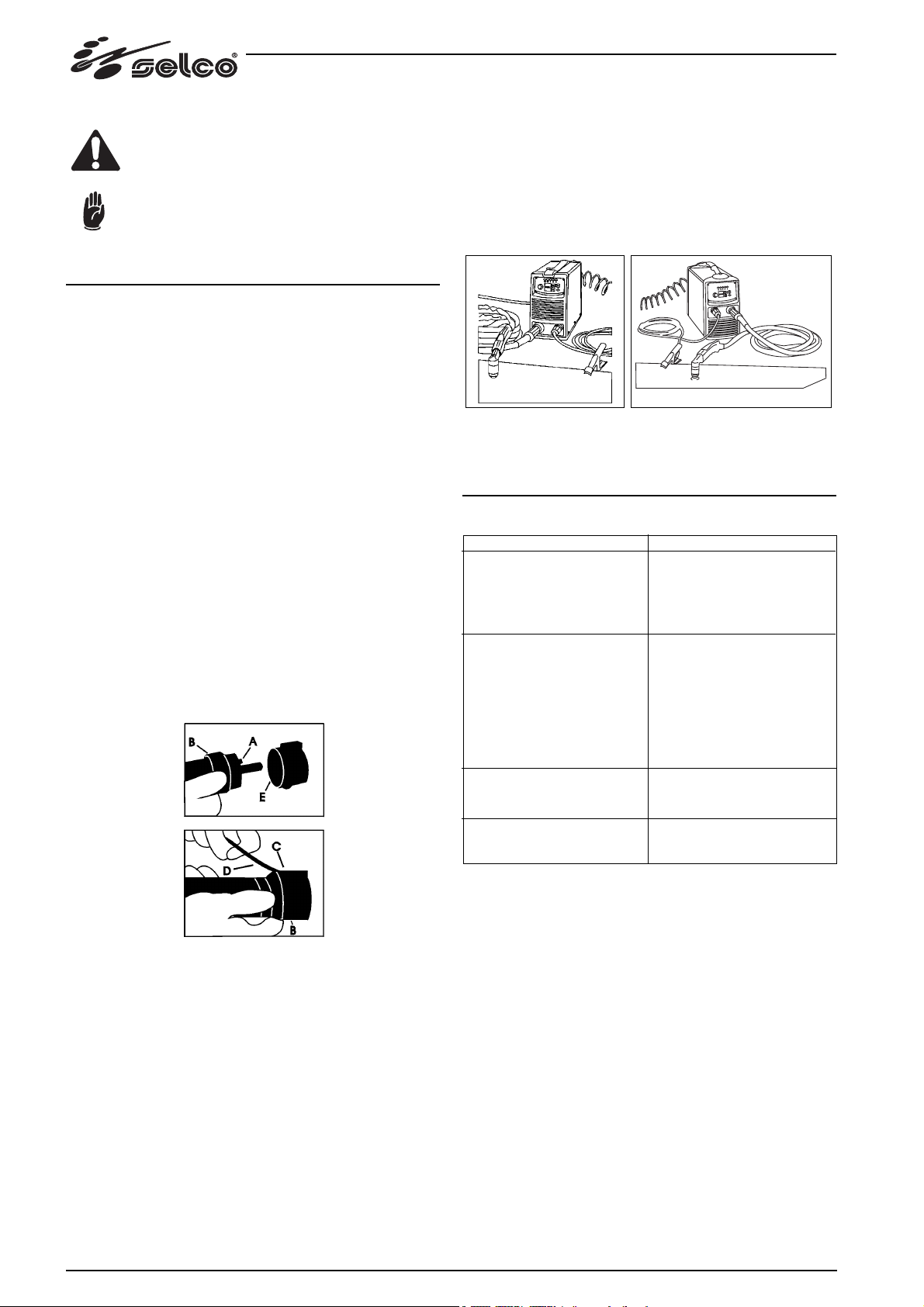
6.2 Tilslutning af udstyr
Overhold sikkerhedsreglerne i afsnittet "1.0 SIKKERHED".
Tilslut udstyret omhyggeligt for at undgå effekttab.
7.0 IDRIFTSÆTTELSE
Ved opstart af anlægget skal følgende forholdsregler følges:
1. Placér strømkilden på et tørt, rent sted med passende ventilation.
2. Tilslut trykluftforsyningen ved hjælp af en samling på 1/4
tommer til luftstikket P1 på filterenheden F (Fig. 2). Trykket
skal sikre mindst 5 bar med en minimumskapacitet på 200
liter i minuttet.
Tilslut stelkablets konnektor stabilt til strømkilden, som vist på
fig. 4.
3. Placér stelklemmen på skæreemnet, og sørg for at der er god
elektrisk kontakt (Fig. 4).
4. Kontrollér at alle komponenter er til stede på brænderen,
samt at de er korrekt fastgjort, og tilslut brændertilslutningen
til strømkildens konnektor, som vist på fig. 3.
Indsæt stikket (brænderside) i den tilhørende stikkontakt
(maskinside). Sørg for at retningstanden (A) står ud for lejet,
og indsæt strammeringen (B), der skal være af egnet type.
For at kunne stramme ringen (B) skal man først indsætte og
trykke på hullet (C) ved hjælp af det medfølgende stykke
værktøj (D), således at man fjerner blokeringen, der forhindrer omdrejning.
Denne handling skal udføres, indtil ringen er drejet helt i
bund. Ved afbrydelse af brænderen skal man først fjerne
omdrejningsblokeringen ved at indsætte det medfølgende
stykke værktøj (D) i hullet (C).
Fig. 3
5. Tænd strømkilden, og kontrollér at signaleringslysdioderne og
displayet fungerer korrekt.
Hvis der opstår funktionsfejl på strømkilden, vil enheden ikke
kunne anvendes før de normale operative tilstande er genoprettet.
Tryk på knappen for gastest (T2 på Fig. 1) således at trykluftkredsløbet tømmes for eventuelle rester og urenheder; løft
og drej derefter indstillingsknappen for trykket (F1 på Fig. 2),
indtil der aflæses et tryk på 5 bar på display D2 (udfør denne
handling ved at holde knappen for gastest trykket, således at
reguleringen udføres ved åbent luftkredsløb).
6. Indstil værdien for skærestrømmen med potentiometeret
under hensyntagen til den tykkelse, der skal forarbejdes
7. Tryk kortvarigt på brænderknappen, således at start-lysbuen
dannes; afbryd denne kommando og kontrollér, at maskinen
fungerer korrekt på panelet. Der henstilles til, at man ikke
holder start-lysbuen tændt uden grund i luften, for ikke at
slide elektroden og dysen; under alle omstændigheder vil
apparatet selv slukke styre-lysbuen efter cirka 6 sekunder.
Hvis der opstår fejl under udførelse af ovennævnte handlinger, skal man kontrollere lysdioderne, displayene, og eventuelt læse kapitlet "Mulige elektriske fejl" i vejledningen.
Fig. 4
8.0 PROBLEMER-ÅRSAGER
8.1 Mulige skærefejl
88
FEJL
Utilstrækkelig gennemtrængning
Skære-lysbuen slukkes
Stor dannelse af finner
Overopvarmning af dysen
ÅRSAG
- For høj skærehastighed
- Indstillet strøm for lav
- Stelklemme med ineffektiv
kontakt
- Emnets tykkelse er for stor
- Slidt elektrode, dyse eller
spreder
- For højt lufttryk
- For lav skærehastighed
- Utilstrækkelig luftkapacitet
- Fejlbehæftet pressostat
- Forsyningsspændingen er
for lav
- Uegnet lufttryk
- For lav skærehastighed
- Nedbrudt dyse
- Nedbrudt elektrode
- Utilstrækkelig luftmængde
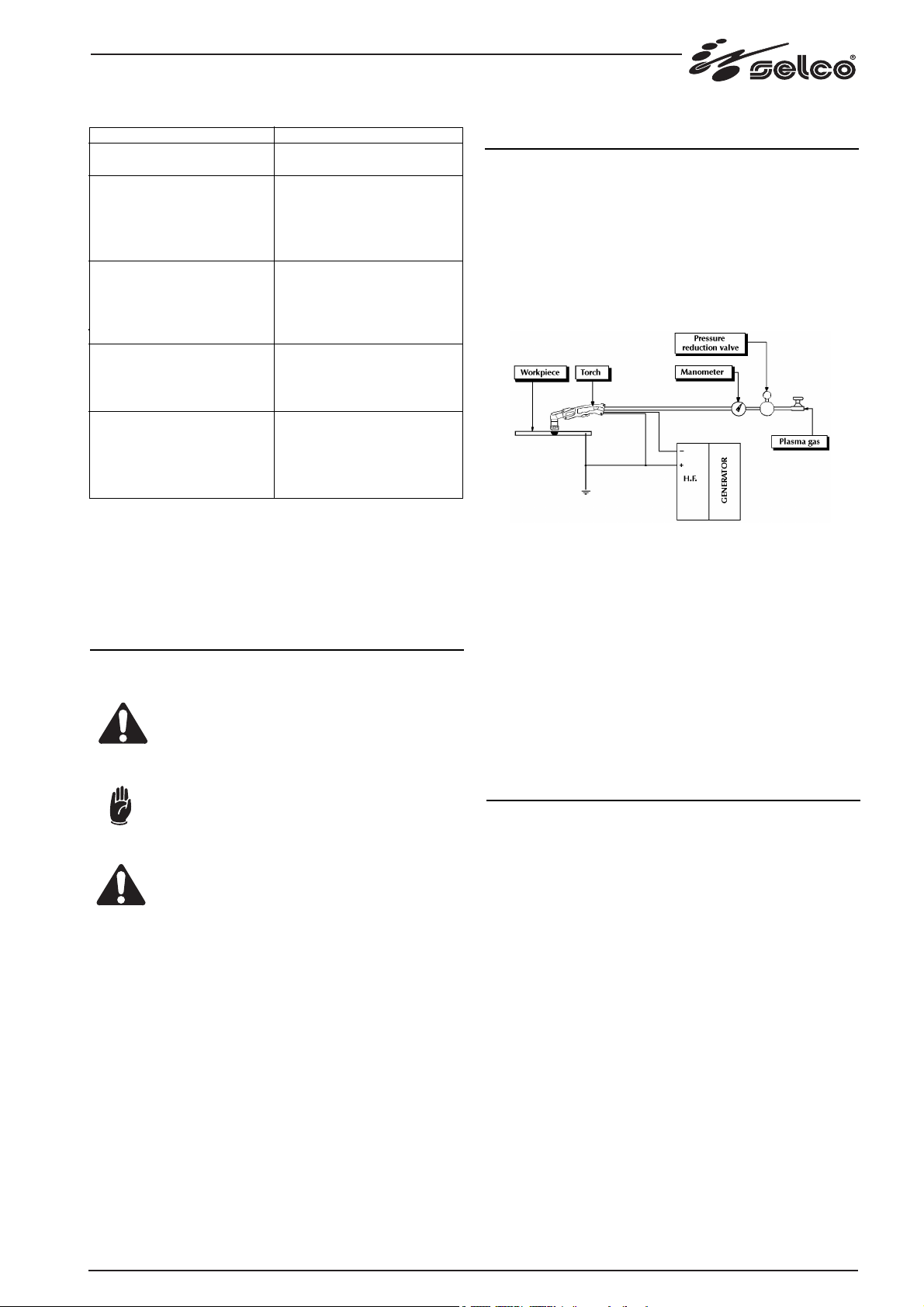
89
8.2 Mulige elektriske fejl
Læs også kapitel 4.1 ved problemer, hvor der vises en alarmkode.
Ret henvendelse til det nærmeste servicecenter ved enhver
tvivl og/eller problem.
9.0 NØDVENDIG REGELMÆSSIG VEDLIGEHOLDELSE
Undgå ophobning af metalstøv i nærheden af eller direkte på
udluftningsvingerne.
Afbryd strømforsyningen til anlægget inden enhver form for indgreb!
Regelmæssig kontrol af strømkilden:
* Rengør strømkilden indvendigt ved hjælp af
trykluft med lavt tryk og bløde pensler.
* Kontrollér de elektriske tilslutninger og alle
forbindelseskablerne.
Ved vedligeholdelse eller udskiftning af komponenter på brænderne og/eller stelkablerne, skal
nedenstående fremgangsmåde overholdes:
* Afbryd strømforsyningen til anlægget inden enhver form
for indgreb.
* Kontrollér temperaturen på komponenterne og sørg for, at
de ikke er overopvarmet.
* Anvend altid handsker, der opfylder sikkerhedsreglerne.
* Anvend egnede nøgler og værktøj.
BEMÆRK:Ved manglende udførelse af vedligeholdelse vil
alle garantier bortfalde, og fabrikanten vil i alle tilfælde
være fritaget for alle former for ansvar.
10.0 GENERELLE OPLYSNINGER OM PLASMASKÆRING
En gas antager plasmatilstanden, når den når en meget høj temperatur, og ioniseres mere eller mindre fuldstændigt, således at
den bliver elektrisk ledende.
Selvom plasma findes i enhver elektrisk lysbue, henviser man
med ordet plasma-lysbue (PLASMA ARC) specifikt til brændere
til svejsning eller skæring, der anvender en elektrisk lysbue, der
tvinges til at passere gennem en indsnævring i en speciel dyse
for at opvarme den gas, der kommer ud fra samme, indtil den
bringes i en plasma-tilstand.
Fig. 5 Manuelt anlæg til plasma-skæring
10.1 Plasma-skæreproces
Skærehandlingen fås, når plasma-lysbuen - der er blevet meget
varm og meget koncentreret af brænderens geometri - overføres
på det ledende skæreemne, således at en elektrisk bane lukkes
med strømkilden. Materialet smeltes først af lysbuens høje temperatur, og fjernes derefter af den høje hastighed på den ioniserede gas i udgang fra dysen.
Lysbuen kan befinde sig i to situationer: i situationen med overført lysbue, når den elektriske strøm passerer på skæreemnet, og
i en situation med start-lysbue eller ikke-overført lysbue, når
denne er opretholdt mellem elektroden og dysen.
11.0 SKÆRE-KARAKTERISTIKA
Ved plasmaskæring er tykkelsen på det materiale, der skal skæres, skærehastigheden, og den strøm strømkilden forsyner, størrelser der er tæt forbundet med hinanden; disse afhænger af
materialets type og kvalitet, af brændertypen, samt af typen og
tilstandene for elektroden og dysen, afstanden mellem dysen og
emnet, trykluftens tryk og urenheder, den ønskede skærekvalitet, temperaturen på skæreemnet, etc.
Af denne årsag vises følgende tabeller og diagrammer på fig.
6,7,8,9,10 hvor man kan bemærke, at skæretykkelsen er
omvendt proportional til skærehastigheden, og hvordan disse to
størrelser kan øges ved øget strøm.
FEJL
Apparatet tænder ikke
(gul lysdiode L1 slukket)
Start-lysbuen tænder ikke
(med gul lysdiode L1 tændt)
Start-lysbuen tænder ikke
(med gul lysdiode L1 og rød
lysdiode L3 tændt)
Manglende overførsel fra startlysbue til skære-lysbue
Manglende effektudsendelse
ÅRSAG
- Forkert netforsyning
- Afbrudte kontakter i brænderknappen (kontrollér kontinuiteten på brændertilslutningens konnektor, efter at
have afbrudt forsyningen)
- Sliddele på brænderen er
ubrugelige
- For højt lufttryk
- Eventuelle problemer i styrekredsløbene
- Eventuelle problemer i styrekredsløbene
- Lysbue-sensorer fejlbehæftede
- Indgreb af beskyttelsesanordninger (læs kapitlet
“Kontrolfunktioner”)
-
Eventuelle problemer i styrekredsløbene

90
GENESIS 60
KULSTÅL
RUSTFRIT STÅL
ALUMINIUM
* Skæring med høj kvalitet
Fig. 6
Fig. 7
Tykkelse (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Strøm (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Hastighed (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Tykkelse (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Strøm (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Hastighed (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Tykkelse (mm)
1
1
2
3
1
2
3
4
Strøm (A)
20
30
30
30
40
40
40
40
Hastighed (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600
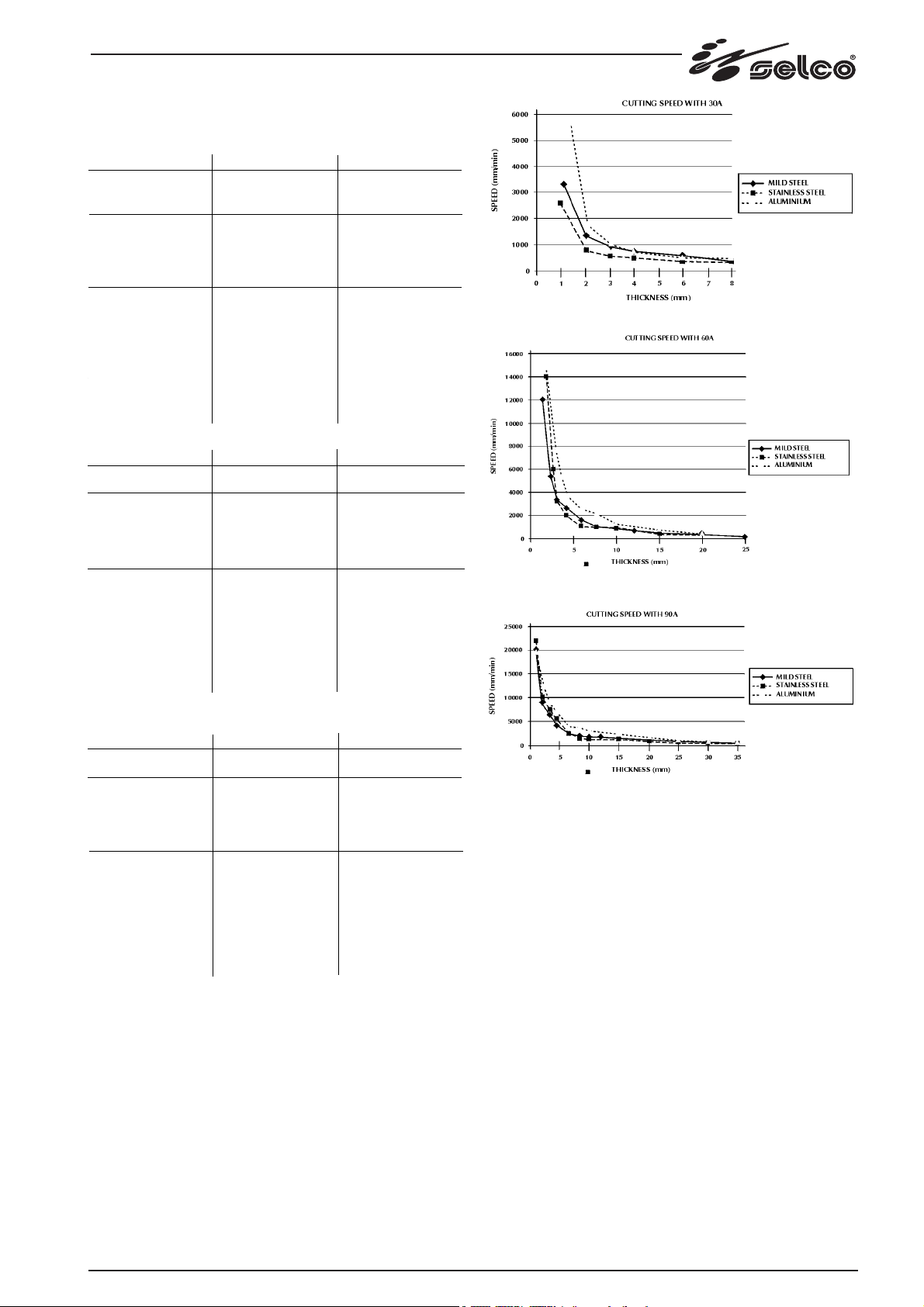
91
GENESIS 90
KULSTÅL
RUSTFRIT STÅL
ALUMINIUM
* Skæring med høj kvalitet
Fig. 8
Fig. 9
Fig. 10
Tykkelse (mm)
1
3
1
3
6
10
15
1
3
6
10
15
20
25
30
Strøm (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Hastighed (mm/min)
2500
500
14000
3200
1200*
900
400
21000
7200
3200
1400
900
400*
250*
200
Tykkelse (mm)
1
3
1
3
6.5
10
15
1
3
6.5
10
15
20
25
30
Strøm (A)
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
Hastighed (mm/min)
5700
1000
15000
5200
2300*
1200
650
20000
8400
4500
2200
1400
900*
500*
250
Tykkelse (mm)
1
3
6
1
3
6
10
15
1
3
6
10
15
20
25
30
35
Strøm (A)
30
30
30
60
60
60
60
60
90
90
90
90
90
90
90
90
90
Hastighed (mm/min)
3400
950
450
12000
3300
1550*
850
500
20000
6300
3200
1500
900
650*
400*
250*
160

92
BEMÆRKNINGER

NORSK
INSTRUKSJONSHÅNDBOK FOR BRUK OG VEDLIKEHOLD
Denne håndboken er en grunnleggende del av enheten eller maskinen og må følge med hver gang maskinen flyttes eller videreselges.
Det er brukerens ansvar å se til at håndboken ikke ødelegges eller forsvinner. SELCO s.r.l. forbeholder seg retten til å foreta forandringer når som helst og uten forvarsel.
Rettighetene for oversettelser, reproduksjon, tilpasning, hel eller delvis og med ethvert middel (deri innbefattet fotokopier, film og
mikrofilm) er reserverte og forbudt uten skriftlig tillatelse av SELCO s.r.l.
Utgave ‘02
SAMSVARSERKLÆRING
Produsenten
SELCO s.r.l. - Via Palladio, 19 - 35010 ONARA DI TOMBOLO (Padova) - ITALY
Tel. +39 049 9413111 - Fax +39 049 94313311 - E-mail: selco@selco.it
Erklærer at den nye maskinen
GENESIS 60
GENESIS 90
er i samsvar med direktivene: 73/23/CEE
89/336 CEE
92/31 CEE
93/68 CEE
og at følgende lovforskrifter er benyttet: EN 60974-10
EN 60974-1
Ethvert inngrep eller forandring som ikke er autorisert av SELCO s.r.l. gjør at denne erklæringen ikke lenger vil være gyldig.
Vi setter CE-merke på maskinen.
Onara di Tombolo (PADOVA) Administrerende direktør
..................................
Lino Frasson
INNHOLDSFORTEGNELSE
93
1.0 SIKKERHET . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .94
1.1 Beskyttelse av personal og tredjemann . . . . . . . . . . . . .94
1.2 For å hindre brann/eksplosjoner . . . . . . . . . . . . . . . . . .94
1.3 Beskyttelse mot røyk og gass . . . . . . . . . . . . . . . . . . . .94
1.4 Plassering av generatorn . . . . . . . . . . . . . . . . . . . . . . .94
1.5 Installasjon av apparaten . . . . . . . . . . . . . . . . . . . . . . .94
1.6 Forholdsregler mot risikoer i bruket av trykkluft . . . . . . .94
2.0 ELEKTROMAGNETISK KOMPATIBILITET . . . . . . . . . . . . . .95
2.1 Installasjon, bruk og vurdering av luften . . . . . . . . . . . .95
2.2 Metoder for å minke strålninger . . . . . . . . . . . . . . . . . .95
3.0 RISIKOANALYSE . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .95
4.0 PRESENTASJON AV SVEISEBRENNEREN . . . . . . . . . . . . . .96
4.1 Kontrollpanel foran . . . . . . . . . . . . . . . . . . . . . . . . . .96
4.2 Kontrollpanel bak . . . . . . . . . . . . . . . . . . . . . . . . . . . .97
4.3 Teknisk beskrivelse . . . . . . . . . . . . . . . . . . . . . . . . . . .97
5.0 TRANSPORT-LESSING . . . . . . . . . . . . . . . . . . . . . . . . . . .97
6.0 INSTALLASJON . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .97
6.1 Kopling til elnettet . . . . . . . . . . . . . . . . . . . . . . . . . . . .97
6.2 Kopling av utstyr . . . . . . . . . . . . . . . . . . . . . . . . . . . .98
7.0 IGANGSETTNING . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .98
8.0 PROBLEMER-ÅRSAKER . . . . . . . . . . . . . . . . . . . . . . . . . . .98
8.1 Mulige kuttedefekter . . . . . . . . . . . . . . . . . . . . . . . . . .98
8.2 Mulige elektriske defekter . . . . . . . . . . . . . . . . . . . . . .99
9.0 NØDVENDIG ORDINÆRT VEDLIKEHOLD . . . . . . . . . . . .99
10.0 ALMINDELIG INFORMASJON OM PLASMAKUTTING . .99
10.1 Prosedyrer for plasmakutting . . . . . . . . . . . . . . . . . . .99
11.0 KARAKTERISTISKE TREKK FOR KUTTING . . . . . . . . . . . .99
GENESIS 60
KULLSTÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .100
RUSTFRITT STÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .100
ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .100
GENESIS 90
KULLSTÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .101
RUSTFRITT STÅL . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .101
ALUMINIUM . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .101
SYMBOLENES FORKLARING
Store farer som forårsaker alvorlige skader på
personer og farlig oppførsel som kan føre til
alvorlige skader.
Oppførsel som kan føre til skader på personer
eller på gjenstander.
Merknadene som forutgås av dette symbolet er av
teknisk natur og gjør det lettere å utføre inngrepene.

1.0 SIKKERHET
Før du begynner operasjonene, må du forsikre deg om at ha lest og forstått denne håndboka ordentlig.
Utfør ikke modifieringer eller vedlikeholdsarbeid som ikke er beskrevet.
Hvis du er i tvil eller det oppstår problemer angående bruk av maskinen, også hvis de ikke er beskrevet her, skal du henvende deg til kyndige teknikere.
Produsenten er ikke ansvarlig for skader på personer eller ting som oppstår på grunn av mangelfull lesing eller manglende utførelse avinstruksjonene i denne håndboka.
1.1 Personlig beskyttelse og beskyttelse av tredje
man
Sveiseprosessen (kutting) er årsak til strålning, støy, varme og gassutslipp. Alle personer som har livsviktige elektroniske apparater (pacemaker) må henvende seg til legen før de nærmer seg til soner hvor sveiseoperasjoner eller plasmakutting blir utført. Hvis skader oppstår og
man ikke respektert normen ovenfor, hvil tilverkeren ikke ta ansvar for
konsekvensene.
Personlig beskyttelse:
- Bruk aldri kontaktlinser!!!
- Forsikre deg om at det finnes et første hjelpen-kit i nærheten.
- Ikke undervurder forbrenninger eller sår.
- Ha på deg beskyttelsesklær for å beskytte huden fra strålene, gnistene eller glødende metall og en hjelm eller en sveisehjelm.
- Bruk masker med sidebeskyttelser for ansiktet og lempelig beskyttelsesfilter (minst NR10 eller mere) for øyene dine.
- Bruk hørselvern hvis sveiseprosedyren (kuttingen) forårsaker altfor
meget støy.
Bruk alltid sikkerhetsbriller med sideskjermer spesielt for manuelle
eller mekaniske operasjoner for å fjerne sveiserester (kuttingsrester).
Avbryt sveiseoperasjonene (kuttingsoperasjonene) umiddelbart hvis
du føler en elektrisk støt.
Beskyttelse av tredje man:
- Installer en brannvegg for å beskytte sveisesonen (kuttingssonen) mot
stråler, gnist og glødende rester.
- Advar alle personer at ikke feste blikken på sveisingsstrålen (kutting)
og at beskytte seg om buens stråler eller den glødende metallen.
- Hvis støynivået overstiger de tillatte grensene, må du avgrense
arbeidssonen og forsikre deg om at personene som befinner seg i
sonen er utstyrt med beskyttelseslurer eller hørebeskyttelse.
1.2 For å forebygge brann/eksplosjoner
Sveiseprosedyren (kuttingen) kan forårsake brann og/eller eksplosjoner.
- Gassbeholdene er under trykk og kan være farlige: henvend deg til
leverantøren før du manipulerer beholdene.
Beskytt gassbeholdene som følger:
- mot direkt kontakt med solstrålene;
- flammer;
- store temperaturforandringer;
- meget lave eller høye temperaturnivåer.
Fest beholdene på lempelig måte mot veggen eller andre overflater
for å forhindre at de faller ned.
- Fjern alle brannfarlige eller lettantennlige materialer eller formål fra
arbeidssonen.
- Plasser et anlegg eller maskin for å slekke brenner i nærheten av
maskinen.
- Utfør ikke sveiseoperasjoner eller kutteoperasjoner på stengte beholder eller rør.
- Hvis beholder eller rør er åpne, skal du tømme og rengjøre dem nøye
og sveiseoperasjonen (kuttingsprosedyren) må bli utført meget forsiktig.
- Du skal ikke sveise (kutte) i atmosfærer som innholder støv, gass eller
eksplosive anger.
- Utfør ingen sveiseprosedyre (kutting) på eller i nærheten av beholder
under trykk.
- Ikke bruk denne typen apparat for å tine opp rørene.
1.3 Beskyttelse mot røyk og gass
Røyk, gass og støv som blir dannet under sveisingen (kuttingen) kan
være farlige for menneskens helse.
- Bruk aldri oksygen for ventilasjon av maskinen.
- Forsikre deg om at ventilasjonen er fullgod, naturlig eller luftkondis-
jonering, i arbeidssonen.
- Hvis du skal utføre sveising (kutting) i trange rom, anbefaler vi deg å
la en kollege kontrollere operatøren utifra.
- Plasser gassbeholdene utendørs eller i rom med fullgod luftsirkulas-
jon.
- Utfør ingen sveiseoperasjoner (kutting) på plasser hvor avfettings-
eller maleprosedyrer skjer.
1.4 Plassering av generatorn
Følg disse reglene:
- Lett adgang til kontrollene og kontaktene.
- Plasser ikke utstyret i trange rom.
- Plasser aldri generatorn på et plan med en skråning som overstiger
10° fra horisontal posisjon.
1.5 Installasjon av maskinen
- Følg lokale regler og sikkerhetsnormer for installasjonen og utfør
vedlikeholdet av maskinen i overensstemmelse med fabrikantens
indikasjoner.
- Eventuelt vedlikeholdsarbeid må kun utføres av kvalifisert perso-
nal.
- Det er forbudt å kople (seriale eller parallelt) av generatorene.
- Kople fra nettkabeln fra anlegget før du åpner generatorn for å
utføre arbeid innvendig.
- Utfør regelmessig vedlikehold av anlegget.
- Forsikre deg om at strømforsyningsnettet og jordeledningen er til-
strekkelig og fullgode.
- Jordeledningene skal koples så nære som mulig til sveisesonen (kut-
tesonen).
- Følg forholdsreglene gjeldende generatorns beskyttelsesgrad.
- Før du sveiser (kutter) materialet, skal du kontrollere de elektriske
kablenes tilstand og sveisebrennerens tilstand. Hvis de er skadde, skal
du ikke utføre sveiseprosedyren (kutteprosedyren) før eventuelle
reparasjoner eller utskiftinger.
- Gå ikke opp på eller støtt deg mot materialene som skal sveises (kut-
tes).
- Vi rekommenderer deg å forsikre deg om at operatøren ikke
samtidlig berør to sveisebrenner eller to elektrodholdertenger.
1.6
Forsiktighetsregler mot risker som gjelder bruket
av trykkluft
Kople luftforsyningsenheten til forlengelsen og forsikre deg om at trykket
er minst 6 bar (0,6 MPa) med en minste kapasitet på 200 liter/min. Hvis
luftforsyningen kommer fra en trykkreduserer, en kompressor eller et
sentralisert anlegg må redusereren være regulert på maksimal
utgangstrykk som ikke må overstige 8 bar (0,8 Mpa). Hvis luftforsyningen
kommer fra en beholder med trykkluft, skal den være utstyrt med en
trykkregulerer.
Kople aldri en trykkluftsbeholder direkte til maskinens
reduserer! Trykket kan overstige redusererens kapasitet
og eksplodere!
Hvis instruksjonene ovenfor ikke utførs regelmessig og uten
unntak, fører det til at tilverkeren avsier seg alt ansvar.
94
ADVARSEL

2.0
ELEKTROMAGNETISK KOMPATIBILITET (EMC)
Denne maskinen er konstruert i overensstemmelse med de
indikasjoner som er angitt i normen EN60974-10 som brukeren
av maskinen må konsultere.
- Installer og bruk anlegget i overensstemmelse med indikasjonene i denne håndboka.
- Dette apparatet må brukes kun i profesjonelle applikasjoner i industrimiljøer.
Du må ta i betraktning at det kan være vanskelig å garantere elektromagnetisk kompatibilitet i miljøer som skiller
seg fra industrimiljøer.
2.1
Installasjon, bruk og vurdering av området
- Brukeren må har erfaringer i sektorn og er ansvarlig for installasjon og bruk av apparatet i overensstemmelse med fabrikantens indikasjoner.
Hvis elektromagnetiske forstyrrelser oppstår, er det brukeren
som må komme med løsninger på problemet ved hjelp av tilverkerens tekniske assistans.
- I hvert fall må de elektromagnetiske forstyrrelsene bli redusert
slik at de ikke utgør et problem lenger.
- Før du installerer dette apparatet, må du ta i betraktning mulige elektromagnetiske problemer som kan oppstå i området og
som kan være farlige for personene som er området, f.eks.
personer som bruker pace-maker eller høreapparater.
2.2
Metoder for å minke støy
STRØMFORSYNING FRA ELNETTET
- Sveisemaskinen må koples til nettet i overensstemmelse
med fabrikantens instruksjoner.
I fall av forstyrrelser, kan det være nødvendig å utføre andre operasjoner, som f.eks. filtrering av Strømforsyningen fra elnettet.
Du må også kontrollere muligheten å skjerme nettkabeln.
VEDLIKEHOLD AV SVEISEMASKINEN
Sveisemaskinen må vedlikeholdes regelmessig i overensstemmelse med fabrikantens indikasjoner.
Alle adgangsdørene og vedlikeholdsdørene og lokk må være
stengt og sitte godt fast når apparatet er igang. Du må aldri
modifiere sveisemaskinen.
KABLER FOR SKJERMING OG KUTTING
Sveisekablene (kuttekablene) skal være så korte som mulig og
skal plasseres nære hverandre og løpe på eller nære gulvnivået.
KOPLING AV FLERE MASKINER MED SAMME EFFEKT
Koplingen av jordeledningen til alle metallkomponentene i sveiseanlegget (kutting) og dens nærhet må beregnes.
Men de metallkomponentene som er koplet til delen som skal
bearbeides, kan øke risikoen for elektrisk støt hvis operatøren
rører samtidlig ved disse metallkomponentene og elektroden.
Av denne grunn må operatøren være isolert fra alle disse metallkomponentene med jordeledning.
Følj nasjonelle normer gjeldende kopling av maskiner med
samme effekt.
JORDELEDNING AV DELEN SOM SKAL BEARBEIDES
Hvis delen som skal bearbeides ikke har jordeledning, på grunn
av elektrisk sikkerhet eller på grunn av dens dimensjoner og
plassering, kan du bruke en jordeledning mellom selve delen og
jordekontakten for å minke forstyrrelsene.
Vær meget nøye med å kontrollere at jordeledningen av delen
som skal bearbeides ikke øker risikoen for ulykker for brukene
eller risikoen for skader på de andre elektriske apparatene.
Følg gjeldende nasjonelle normer gjeldende jordeledning.
SKJERMING
Skjerming av andre kabler og apparater i nærheten kan gi problemer med forstyrrelser. Skjermingen av hele sveiseanlegget
(kutting) kan bli brukt for spesielle applikasjoner.
3.0 RISIKOANALYSE
95
ADVARSEL
Farer forbundet med maskinen
Fare for feil installasjon.
Støtfare - fare av elektrisk natur.
Farer tilknyttet elektromagnetiske forstyrrelser på sveisemaskinen og foranlediget av selve sveisemaskinen.
Løsninger brukt for å forhindre at disse farene skal oppstå
Farene er fjernet ved at det er skrevet en instruksjonshåndbok.
Bruk av lovforskriften EN 60974-1.
Bruk av lovforskriften EN 60974-10.

Anvisningene i dette kapitlet er meget viktige og nødvendige
for at garantin skal være gyldig. Hvis operatøren ikke respekterer instruksjonene, fører det til at tilverkeren avsier seg alt
ansvar.
4.0 PRESENTASJON AV SVEISEBRENNEREN
Genesis 60 og Genesis 90 er generatorer for plasmakutting som
er lette å bruke og kompakte.
Genesis 60 og Genesis 90 bruker kun trykkluft som eneste gass
og denne kan forsynes fra en normal kompressor eller et sentralisert anlegg med tilstrekkelige dimensjoner; de kan utføre gode
kuttinger på ekonomisk måte opp til en tykkelse av 20 mm for
Genesis 60 og 30 mm for Genesis 90 på kullstål, uten forandringer på vekt og mål.
Det meget bra forholdet mellom prestasjoner og vekt er muligt
takket være at inverterteknologien blir brukt i hele Genesisserien. Strømverdiet forblir stabilt og forandres ikke av variasjoner i nettspenning, høyde på kuttebuen, fremgangshastighet og
tykkelsen på den metall som skal kuttes. Modellene Genesis 60
og Genesis 90 er utstyrte med en strømkrets for automatisk aktivering av pilotbuen som gjør at du kann kutte metallstrukturene
i grillform på optimal måte.
Sikkerhetssystem er installert og de blokkerer strømkretsen når
operatøren kommer i kontakt med de strømførende delene i
maskinen, og for kontroller for å minke slitasje på elektrod og
smøremunstykke da kuttebuen blir aktivert. Pilotbuens aktivering skjer ved hjelp av en utladning av høy frekvense spennino
som koples fra automatisk da operasjonen er korrekt utført og
begrenser slik radiostøy som sendes ut under resten av kutteprosedyren.
På generatorn sitter følgende:
- et feste for sveisebrenneren
- et jordeledningsuttak,
- et frontpanel,
- et bakpanel.
4.1
Frontalt styringspanel (Figur 1)
Fig.1
*
L1 :
Varsellys - grønn lysemitterende diode for å signalisere til-
kobling til strøm.
Lyset tennes med bryteren på det bakre panelet (Figur 2) "I1" i
posisjon "I" og viser at anlegget er slått på og at det mottar strøm.
*
L2: Rød lysindikator for utgangseffekt.
Denne indikatorn tennes når buen blir aktivert, både i delen
og utenfor delen og den slokker da buen blir avsluttet.
* L3: grønn lysindikator for å indikere manglende hette på
sveisebrenneren.
Indikerer at sveisebrennerens hette ikke er korrekt installert.
Generatorn har ingen utgangsstrøm.
* L4: grønn lysindikator for å indikere manglende trykkluft.
Indikerer at trykkluftens trykk er mindre enn 3 bar og derfor
utilstrekkelig for en korrekt funksjon. Generatorn har ingen
utgangsstrøm.
* L5: Varsellys - gul lysemitterende diode for å signalisere
overlastbryter.
Lyset viser at overlastbryteren har slått seg på. Med "L5" tent
forblir generatoren tilkoblet til el-nettet men gir ikke strøm.
"L5" forblir tent inntil de interne temperaturene når normale
nivå. Det er derfor nødvendig å la generatoren stå på for å
kunne utnytte viften og redusere dødtid.
* E1 : Kodenhet for innstilling av kuttingsstrømmen.
For å regulere kuttingsstrømmen kontinuerlig. Denne strømmen er uforandret under kuttingen når stømforsyningstilstandet og kuttingstilstandet varierer innenfor den rekkevidde
som er indikert i den tekniske beskrevelsen.
* T1: Tast for valg av indikasjon VOLT-AMPERE.
For å vise på SKJERM "D1" spenningsverdiet eller sveisestrømmen.
Hvis lydindikator "V" lyser, blir det siste spenningsmålet vist.
Hvis du ikke begynner kuttingen innen 5 sek. skjer en automatisk omkopling i A som indikerer innstillt strømverdi.
Omvendt, hvis du begynner kuttingsprosedyren innen denne
intervallen, blir spenningen vist under hele kuttingsprosessen,
og siden blir det seneste målet vist i 5 sekunder til.
Hvis lysindikator "A" lyser på skjermen "D1", blir den innstill-
te strømmen vist og kuttingsstrømmen også hvis prosedyren er
igang. Denne visning skjer i 5 sekunder etter prosedyren er
slutt.
* T2: tast for gasstest.
For å befrie trykkluftskretsen fra urenheter og utføre nødvendige preliminære reguleringer av trykket og trykkluftens effekt,
uten utgangsstrøm.
* D1:Indikerer de innstillte strømverdiene, kuttestrøm og kutte-
spenning og teksten GEN (da du kopler på strømmen) og ERR
(blinker da alarmen går)
* D2: Indikerer målt verdi for lufttrykket i kutteprosedyren. Da
du kopler på strømmen blir softwarens versjon indikert.
Hvis alarmen går, blir feilkoden indikert:
01 feil IIC
02 sveisebrennerens hette er åpen
03 lufttrykket er altfor lavt
11 termisk vern
Hvis alarmet går, blir det operative tilstandet stillt
tilbake på null bare hvis du fjerner årsaken til problemet.
96
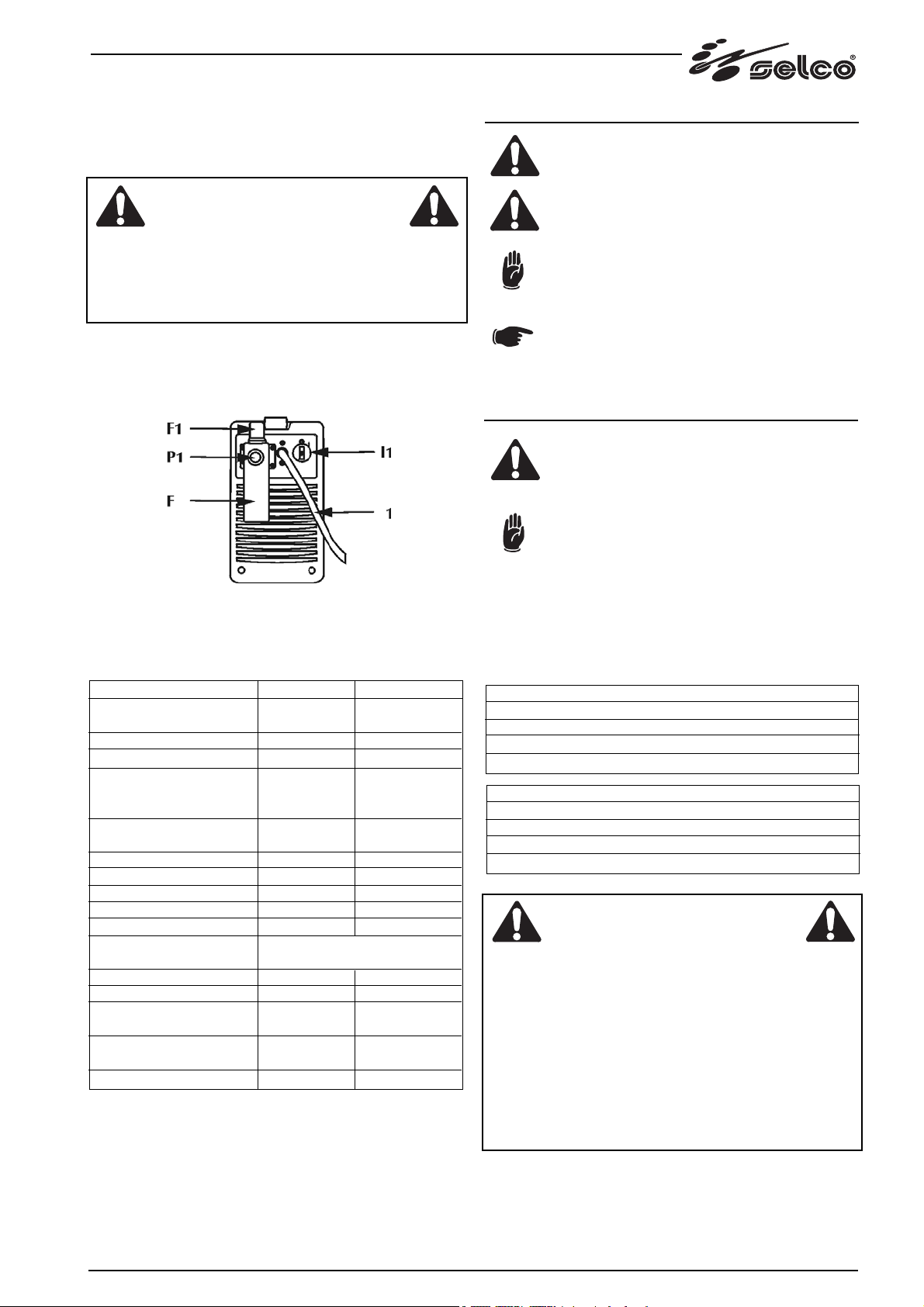
4.2 Bakre styringspanel (Figur 2)
* I1 : Bryter.
Styrer den elektriske påslåingen av sveisemaskinen.
Den har to posisjoner "O" slått av; "I" slått på.
* Med I1 i posisjonen “I” på, er sveisemaskinen operativ.
* Når sveisemaskinen er tilkoblet el-nettet, selv med I1 i
posisjonen “O” av, finnes det deler som står i spenning
inne i maskinen. Man må forholde seg nøyaktig slik som
advarslene i denne håndboken foreskriver.
* 1 : Strømførende kabel.
* F1 : Trykkreguleringshåndtak
* P1 : Forlengelse 1/4” av filterets luftkopling
* F : Luftfilter
Fig.2
4.3 Tekniske egenskaper
G 60 G90
Spenning
(50/60 Hz) 3x400 V (440V) 3x400V
Treg sikring 16 A 32 A
Nominell effect 8.32 kW 11.98 kW
Kuttestrøm
(x=60%) 60 A 90 A
(x=100%) 50 A 70 A
Kuttespenning
(x=60%) 124 V 116 V
Vakuumspenning 260 V 265 V
Pilotbuens strøm 22 A 22 A
Gasstype LUFT LUFT
Arbeidstrykk 5 bar 5 bar
Kapasitet 180 l/min 180 l/min
Sveisebrenner som PLASMA-sveisebrenner
skal benyttes 81.20.037
Beskyttelsesgrad IP23C IP23C
Isolasjonsklasse H H
Byggeforskrifter EN60974-1 EN60974-1
EN60974-10 EN60974-10
Størrelse (l x d x h) 180x430x300 215x596.5x406
mm mm
Generatorvekt 19 Kg 25 Kg
Data ved 40°C romtemperatur
5.0 TRANSPORT - AVLASTING
Ikke undervurder anleggets vekt, (se teknisk
beskaffenhet).
Ikke la lasten beveges eller henges over personer
eller ting.
Ikke la anlegget eller hver enkelt del falle eller plasseres hardhendt.
Når innpakningen er tatt av har generatoren en rem
som er regulerbar i lengden som gjør det mulig å
flytte på den, både for hånd og ved å bære den på
skulderen.
6.0 INSTALLASJON
Velg et passende miljø i henhold til anvisningene i
punktene "1.0 SIKKERHET" og "2.0 ELEKTROMAGNETISK FORENLIGHET (EMF)".
Plasser aldri generatoren og anlegget på en flate
som skråner/heller mer enn 10° sett fra horisontal
flate. Beskytt anlegget mot regn og sol.
6.1 Elektrisk tilkobling til el-nettet
Anlegget er utstyrt med en eneste el-tilkobling med en 5 m lang
kabel som befinner seg på generatorens bakre del.
Tabell over kablenes skalering og sikringene i inngang ved generatoren:
Generatoren GENESIS 60
Nominell spenning 400 V ±15% 440 V ±15%
Spenningsverdiområde 340 - 460 V 374 - 506 V
Forsinkede sikringer 16 A 500 V 16 A 500 V
Strømførende kabel 4x4 mm2 4x4 mm2
Generatoren GENESIS 90
Nominell spenning 400 V ±15%
Spenningsverdiområde 340 - 460 V
Forsinkede sikringer 32 A 500 V
Strømførende kabel 4x6 mm2
* El-anlegget må settes opp av teknisk kyndig personale, hvis
tekniske arbeidskunnskaper er spesifikke og i samsvar
med lovgivningen i det landet der installasjonen utføres.
* Sveisemaskinens strømførende kabel er utstyrt med en
gul/grønn ledning, som ALLTID må tilkobles jordingen.
Denne gul/grønne ledningen må ALDRI benyttes sammen
med en annen ledning for strømuttak.
* Sjekk at anlegget er jordet og at stikkontakten er i god
stand.
* Bruk bare typegodkjente støpsler i samsvar med sikkerhet-
sforskriftene.
97
ADVARSEL
ADVARSEL
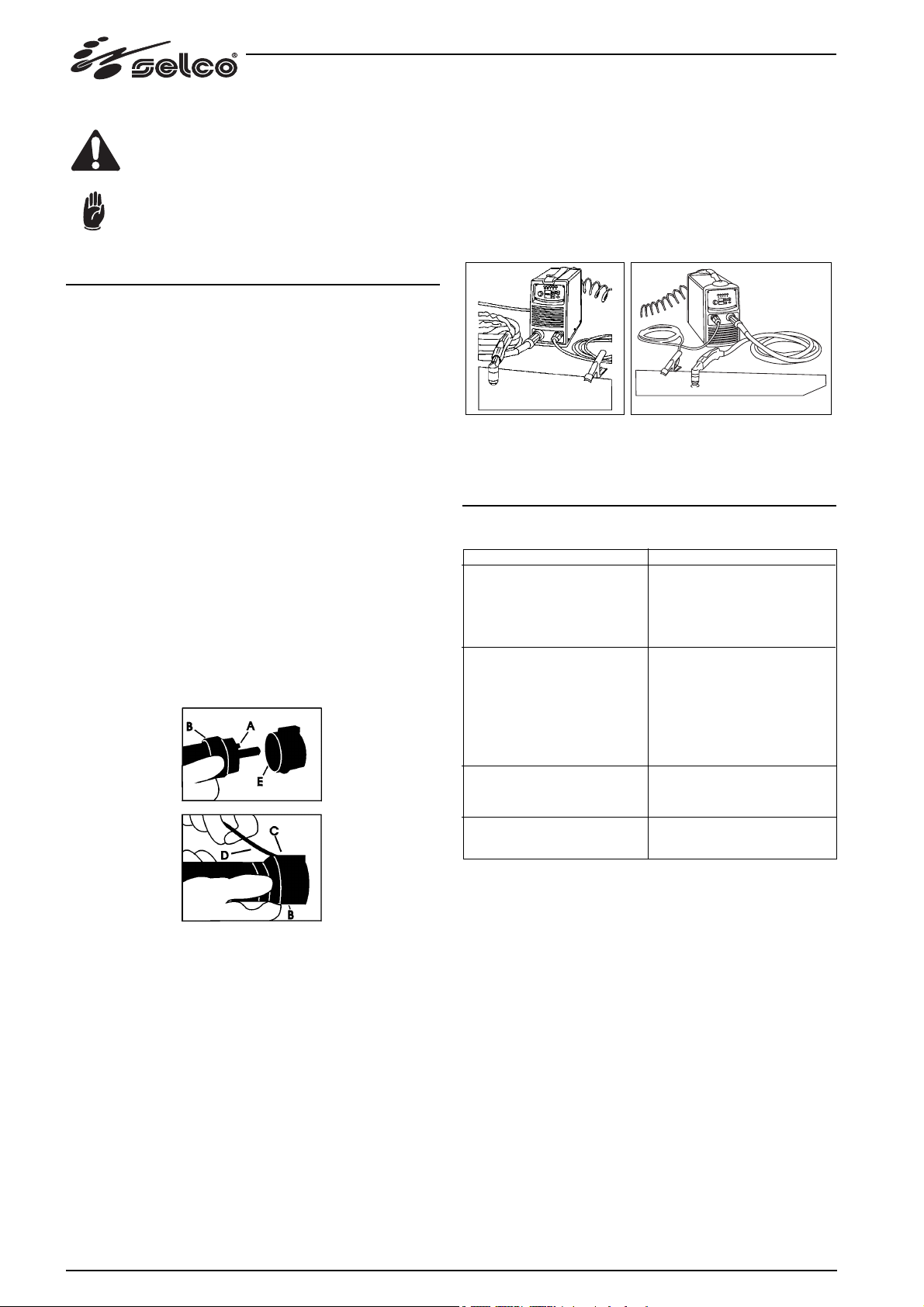
6.2 Tilkobling av utstyr
Man må holde seg til sikkerhetsforskriftene i punkt
"1.0 SIKKERHET".
Koble utstyret nøyaktig til for å unngå tap i spenning.
7.0 IGANGSETNING
For å ta anlegget i bruk, skal du følge disse indikasjonene:
1. Plasser generatorn på en tør, ren plass med tilstrekkelig ventilasjon.
2. Kople forsyningskabeln for trykkluft till luftuttaket P1 på filterhet F (Fig. 2) ved hjelp av en forlengelse på ¼". Tryket skal
garantere minst 5 bar med en minste kapasitet på 200 liter
per minutt.
Kople jordeledningen til generatorn som i fig. 4.
3. Plasser jordeledningstangen på delen som skal kuttes og forsikre deg om at der er god elektrisk kontakt (Fig. 4).
4. Kontroller at alle komponentene er installert på sveisebrenneren og godt feste og kople sveisebrennerens feste til kontakten på generatorn som i Fig. 3.
Sett inn feste "han" (sveisebrennerens side) på tilsvarende
feste "hun" (maskinens side). Kontroller at retningstannen (A)
kommer inn i setet og sett inn festeringen (B) som skal skrues
og må være av kompatibel type.
For å kunne skrue festeringen (B), må du først sette inn og
trykke på hullet (C) med medfølgende verktøy (D) slik at fjerne blokkeringen som forhindrer rotasjonen.
Denne prosedyren skal bli utført til festeringen er helt montert. For å kople fra sveisebrennerens skal du første fjerne
blokkeringen som motvirker rotasjonen ved å sette in det
medfølgende verktøyet (D) i hullet (C).
Fig. 3
5. Kople på generatorn og kontroller at signaleringsindikatorene
og skjermene fungerer korrekt.
Hvis du oppdager funksjonsfel i generatorn, blir den blokkert
til normale operasjonstilstandet kommer tilbake.
Trykk på tasten for gasstest (T2 i Fig.1) slik at du renser
trykkluftskretsen fra eventuelle rester og urenheter, og løft
siden og vri på kontrollen for å regulere trykket (F1 i Fig. 2)
til et trykk på 5 bar blir indikert på skjerm D2 (utfør operasjonen ved å holde tasten for gasstest nedtrykkt slik at du utfør
reguleringen med luftkretsen åpen).
6. Utfør innstillingen av korrekt kuttestrøm med potensmåleren
og husk på tykkelsen som skal bearbeides.
7. Trykk kort på sveisebrennerens tast til pilotbuen blir generert;
fjern kontrollen og kontroller korrekt funksjon i maskinen på
skjermen. Vi anbefaler deg å ikke la pilotbuen være tennt i
luften uten å bli brukt for å unngå slitasje på elektroden og
nippeln; i hvert fall slokker apparaten selv pilotbuen etter 6
sekunder omtrent. Hvis feil oppstår under fasene som er beskrevet ovenfor, skal du kontrollere lysindikatorene, skjermene og eventuellt også kapittelet "Mulige elektriske problemer"
i håndboka.
Fig. 4
8.0 PROBLEM - ÅRSAKER
8.1 Mulige kuttedefekter
98
DEFEKT
Utilstrekkelig penetrering
Kuttebuen slokker
Store kvantiteter metallrester
dannes
Overopphetning av nippeln
ÅRSAK
- Altfor høy kuttehastighet
- Altfor lav strømnivå innstillt
- Jordekontakten er ikke
effektiv
- Delen er altfor tykk
- Slitasje på elektrod, nippel
eller spreder
- Altfor høyt lufttrykk
- Altfor lav kuttehastighet
- Utilstrekkelig luftkapasitet
- Defekt trykkmåler
- Altfor lav nettspenning
- Galt lufttrykk
- Altfor lav kuttehastighet
- Erodert nippel
- Erodert elektrod
- Utilstrekkelig luftkvantitet
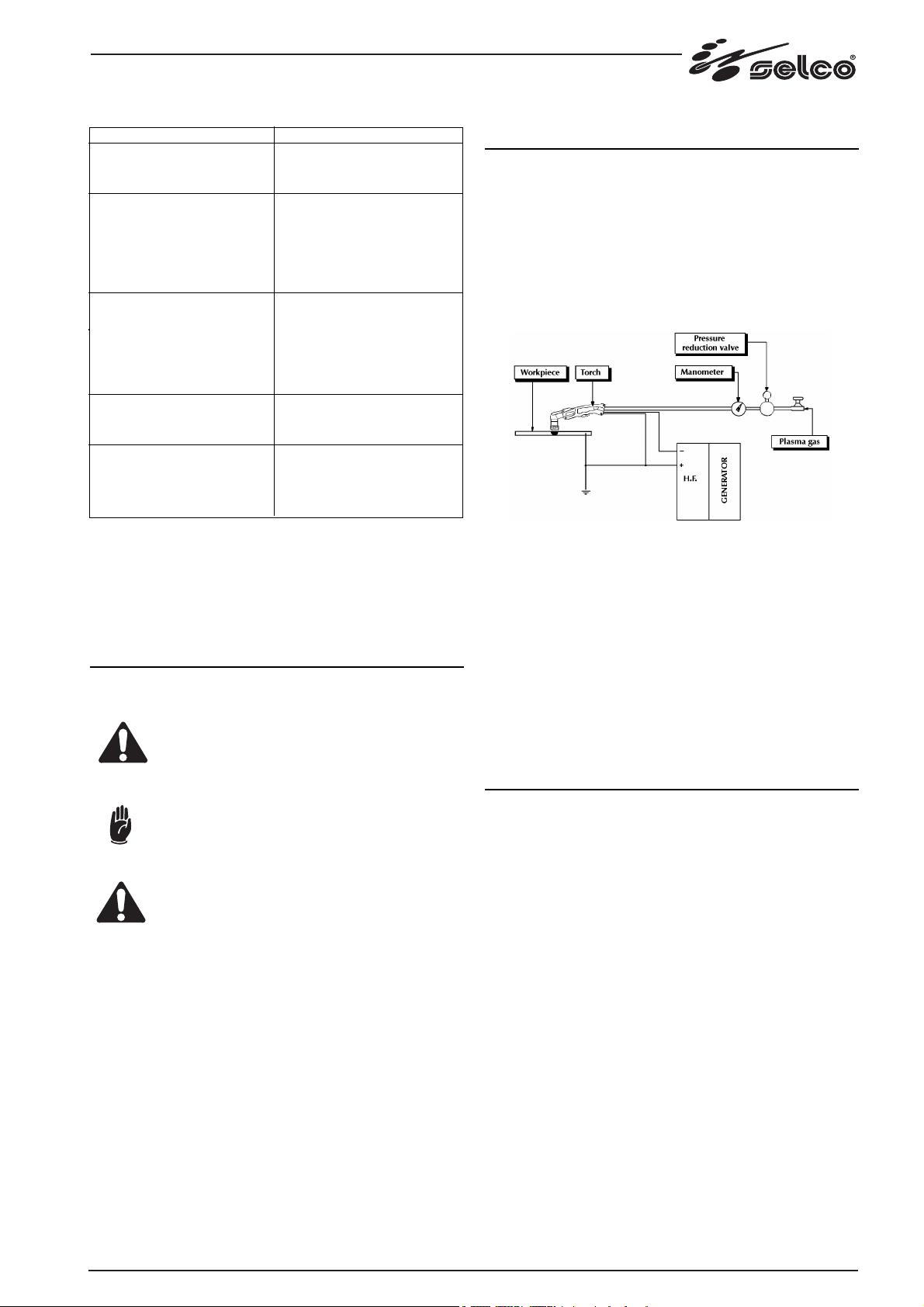
99
8.2 Mulige elektriske problemer
Se også kapittel 4.1 for problemer som presenterer en alarmkod.
Ikke nøl med å ta kontakt med nærmeste tekniske assistansesenter hvis du skulle være i tvil eller det skulle oppstå problemer.
9.0 NØDVENDIG ORDINÆRT VEDLIKEHOLDSARBEID
Unngå at det hoper seg opp metallstøv nær eller på selve lufteribbene.
Kutt strømtilførselen til anlegget før ethvert inngrep!
Periodiske inngrep på generatoren:
* Rengjør innvendig med lav trykkluft og pensler
med myk bust.
* Kontroller de elektriske koplingene og alle
koplingskablene.
For vedlikehold eller utskifting av sveisebrennerens komponenter og/eller jordeledningene:
* Kutt strømtilførselen til anlegget før ethvert inngrep.
* Kontroller komponentenes temperatur og pass på at de
ikke overopphetes.
* Bruk alltid vernehansker i samsvar med forskriftene.
* Bruk passende nøkler og utstyr.
BEMERK: Hvis det ordinære vedlikeholdsarbeidet ikke blir
utført, blir garantin erklært ugyldig og tilverkeren fratas alt
ansvar.
10.0 ALMINDELIG INFORMASJON GJELDENDE PLASMAKUTTING
En gass forandres til plasma når den oppnår meget høye temperaturer og den blir mer eller mindre helt jonisert og blir elektrisk konduktiv.
Selv om plasman finns i hver elektrisk bue, betyr termen plasmabue (PLASMA ARC) den plasma som blir brukt i sveisebrennere for sveising eller kutting og som bruker en elektrisk bue
som skal passere gjennem en spesiell nippel for å varme opp
gassen som kommer ut av nippeln til den oppnår plasmatilstandet.
Fig. 5 Manuelt anlegg for plasmakutting
10.1 Kutteprosess for plasmakutting
Kuttingen skjer da plasmabuen, som er meget varm og meget
konsentrert på grunn av sveisebrennerens geometri, blir overført
på den konduktive delen som skal kuttes ved å lukke en elektrisk bane med generatorn. Materialet blir først smelt av den
høye temperaturen i buen og deretter fjernt ved hjelp av jonisert gass som sprøyter ut av nippeln med høy hastighet.
Buen kan være i to situasjoner: i situasjonen med overført bue,
når elstrømmen blir overført til den del som skal kuttes, til pilotbuen eller uten overføring til buen, hvis den er mellom elektroden og nippeln.
11.0 KARAKTERISTISKE TREKK FOR KUTTING
I plasmakutting er noen faktorer sammenhengende: tykkelsen
på materialet som skal kuttes, kuttingshastigheten og strømmen
som blir forsynt av generatorn; dette beror på type og kvalitet av
materialet, på type av sveisebrenner och elektrodens og nippelns tilstand, på avstandet mellom nippel og arbeidsdelen, av
trykket og urenheter i trykkluften, ønsket kuttkvalitet, temperatur på den del som skal kuttes, etc.
Følgende tabeller og diagrammane i fig. 6,7,8,9,10 indikerer
dette og du kan bemerke hvordan tykkelsen som skal kuttes er
omvendt proporsjonell til kuttehastigheten og hvordan disse to
størrelser kan økes da strømmen øker.
DEFEKT
Apparaten starter ikke
(den gule lysindikatorn L1
lyser ikke)
Pilotbuen starter ikke
(den gule lysindikatorn L1
lyser)
Pilotbuen starter ikke (den
gule lysindikatorn L1 og den
røde lysindikatorn L3 lyser)
Ingen overføring av pilotbuen
til kuttebuen
Ingen strømforsyning
ÅRSAK
- Gal nettstrømsforsyning
- Avbrudd i kontaktene på
sveisebrennerens tast (kontroller kontinuiteten på
festekontakten da du først
slått av strømmen)
- Sveisebrennerens deler som
er utsatt for slitasje fungerer
ikke
- Altfor høyt lufttrykk
- Mulige problemer med kontrollkretsen
- Mulige problemer med kontrollkretsen
- Defekte buesensorer
- Vern aktivert (se kapittel
“Kontrollfunksjoner”)
-
Mulige problemer med kontrollkretsen
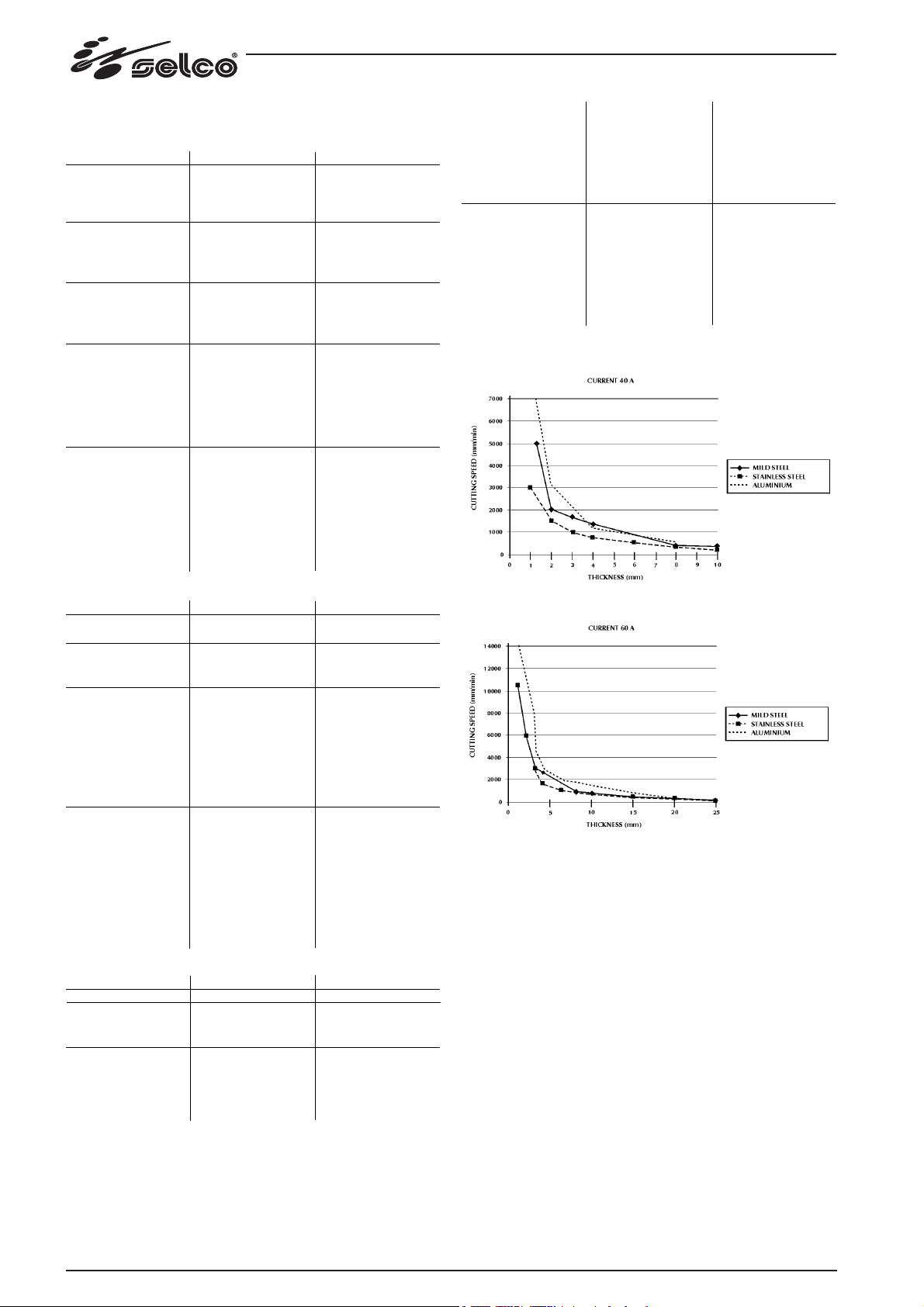
100
GENESIS 60
KULLSTÅL
RUSTFRITT STÅL
ALUMINIUM
* Kutt av høy kvalitet
Fig. 6
Fig. 7
Tykkelse (mm)
1
2
3
4
1
2
3
4
1
2
3
4
1
2
3
4
8
10
15
1
2
3
4
8
10
15
20
Strøm (A)
20
20
20
20
30
30
30
30
40
40
40
40
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
Hastighet (mm/min)
1500
600
400
300
3000
1200
750
500
5000*
2000
1700
1200
7800
3700*
2500*
1800
700
600
250
10500
6000
3000
2500*
1000*
800*
400*
200
Tykkelse (mm)
1
2
1
2
3
1
2
3
4
6
8
10
15
1
2
3
4
6
8
10
15
20
Strøm (A)
30
30
40
40
40
50
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
60
Hastighet (mm/min)
1700
700
3000*
1400
1000
6400
2400*
1500
1200
850
700
450
250
10500
6000
3000*
1700*
1200*
900*
750*
350
200
Tykkelse (mm)
1
1
2
3
1
2
3
4
Strøm (A)
20
30
30
30
40
40
40
40
Hastighet (mm/min)
2400
4000*
1500
1200
6700*
3200*
2200
1100
1
2
3
4
6
8
10
1
2
3
4
6
8
10
15
50
50
50
50
50
50
50
60
60
60
60
60
60
60
60
10100
5000*
3000*
2000
1200
950
700
14000
10000
4800
3000*
1900*
1600*
1400*
600
 Loading...
Loading...