

Page 1

OPERATING INSTRUCTIONS
AND
DRILL
r----Model
This
is
the
found
Always
with
...--Instructions
---------
--
All
retail
paid.
ing
on a plate
mention
us
regarding
parts
liSted
store
When
information:
1.
The
2.
The
3.
The
PARTS
LIST FOR
PRESS
Number
model
number
located
thismodelnumberwhencommunicating
your
on
Drill
For
herein
or
mail
ordering
Part
Number.
Part
Name
Model
must
order
repair
and
Number
103.2362
of
your
Drill
the
base
Press
or
when
Ordering
be
ordered
house.
Price.
103.23620.
parts.
Parts
always
near
are
Press.
It
the
column.
ordering
will
parts
be
Parts.----.
through a Sears
shipped'
give
the
pre-
follow-
.
1
UTHOGRAPHED
SOURCE
FORM
IN
26949
U,
This
lili\t
is
obtain
other
valuable.
proper
valuable
parts
papers.
It
will
service.
assure
We
SEARS, ROEBUCK
S.
A.
your
suggest
being
you
keep
and
able
to
it
with
CO.
Page 2
'-,
TABLE
HANDLE
LOC:K
--.11
OPERATING INSTRUCTIONS
FOR DRILL
Model
Number
PRESS
103.23620
AND
PRICE
LIST
You
now
own
one
able
for
wood
and
shop.
The
chining
to
assure
inch.
table,
ing
the
this
accuracy
which
The
away
with
making
tool.
the
various
quickly
or
cover.
The
and
feed
In
its
equaled
tion.
quality
operations
The
and
operating
may
fully
This
and
quiet
accuracy
rigid
the
be
enclosed
the
your
feature
pulley
easily
long
oil
to
price
in
quality,
of
massive
through
performed
projection
drill
the
class,
ASSEMBLING:
Your
drill
press
tested
at
the
factory.
the
following
an
enclosed
Knurled
the
Chuck-The
drills
threads
parts
carton.
Collar-18428-Turn
just
from
5/64
of
the
handiest
metal
drilling
the
material
are
controlled
within a few
steel
column,
box
mechanism
the
floating
press a safer-neater
allows
steps
without
life
porous
moving
we
feel
service,
has
been
To
have
above
standard
inch
and
type
are
wide
on
the
of
the
you
or
even
interference
bronze
parts
that
and
carefully
avoid
been
the
spindle
#33
Jacobs
up
to
drill
presses
in
the
home
the
precision
by
rigid
thousandths
the
sturdy
head
casting
designed
range
drill
spindle
splines
to
change
as
this
convenience
loss
packed
Y2
to
of
press.
design
at
the
remove
from a guard
bearings
it
is
needed.
drill
inspected
during
separately
this
collar
taper.
chuck
inch
in
avail·
work
ma·
tolerances
of
base
and
enclos·
maintain
operations
does
top
thus
appearing
the
belt
the
belt
filter
press
is
of
opera·
and
shipment,
onto
will
hold
diameter.
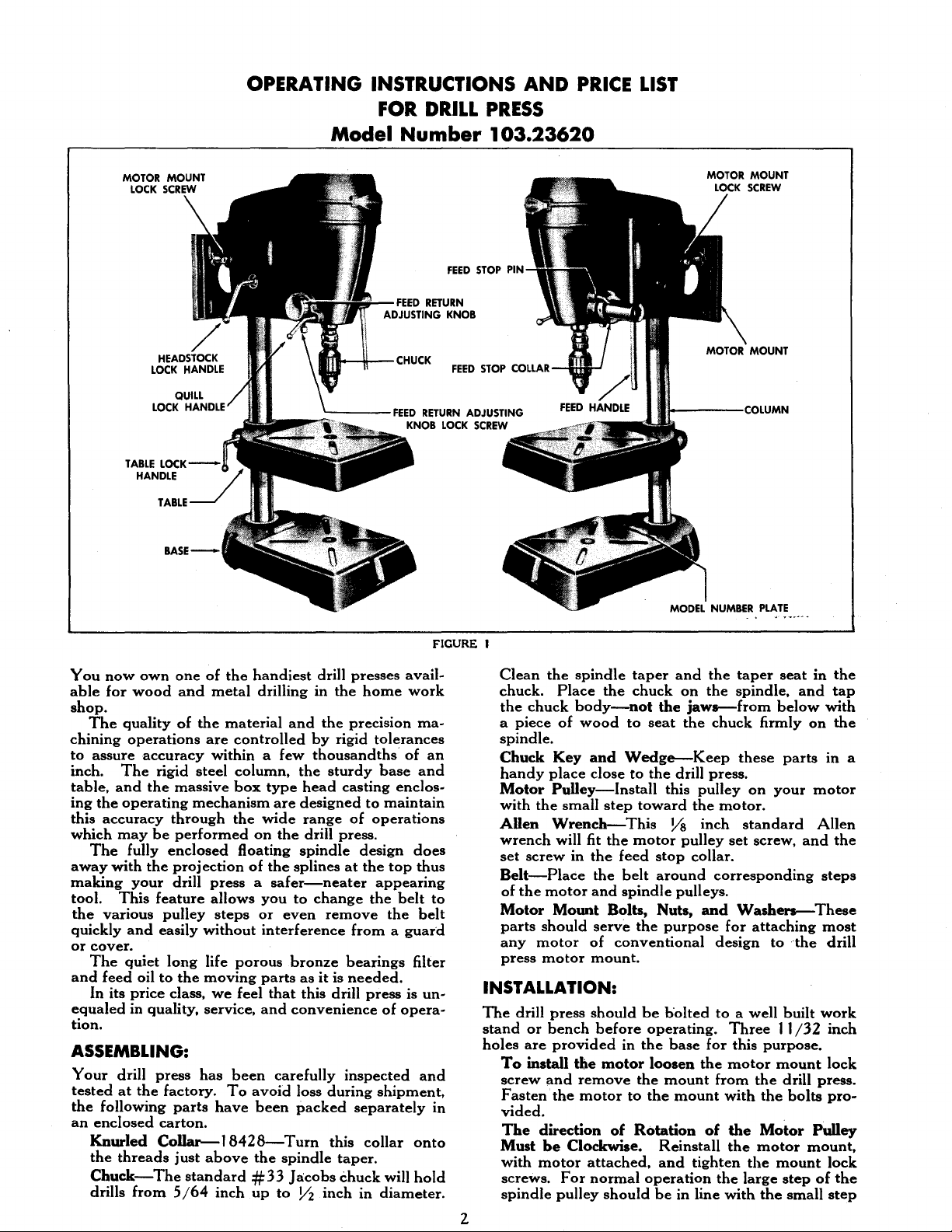
FIGURE I
an
to
un·
in
Clean
chuck.
the
a
spindle.
Chuck
handy
Motor
with
ADen
wrench
set
Belt-Place
Motor
parts
any
chuck
piece
screw
of
the
press
the
Place
of
Key
place
PuDey-Install
the
small
Wrench-This
will fit
motor
Mount
should
motor
motor
INSTALLATION:
The
drill
press
stand
or
bench
holes
are
provided
To
install
screw
and
Fasten
vided.
The
Must
with
screws.
spindle
the
direction
be
motor
For
pulley
2
spindle
the
body-not
wood
in
the
remove
motor
Clockwise.
to
and
Wedge--Keep
close
to
step
the
the
feed
the
belt
and
spindle
Bolts,
serve
of
conventional
mount.
should
before
in
motor
to
of
attached,
normal
should
taper
and
chuck
the
seat
the
drill
this
toward
Va
motor
stop
around
pulleys.
Nuts,
the
purpose
be
holted
operating.
the
base
loosen
the
mount
the
mount
Rotation
Reinstall
and
operation
be
in
the
taper
on
the
spindle,
jawa--from
the
chuck
these
press.
pulley
the
motor.
inch
pulley
set
collar.
corresponding
and
Washers--
for
design
to a well
Three
for
this
the
motor
from
with
of
the
the
tighten
the
line
with
seat
below
firmly
parts
on
your
standard
screw,
attaching
to
built
11/32
purpose.
mount
the
drill
the
bolts
Motor
motor
the
mount
large
step
the
small
in
and
on
motor
Allen
and
These
the
press.
PuUey
mount,
of
the
tap
with
the
in
the
steps
most
drill
work
inch
lock
pro·
lock
the
step
a
..
Page 3

of
the
pulleys
away
lock
screws
tension
during
loads
the
drill
motor
and
from
should
normal
the
tighten
the
securely
motor
press
pulley.
drill
be
operation.
mechanism.
just
and
Place
by
press
to
hold
sufficient
places
the
sliding
head.
this
Excessive
unnecessary
LUBRICATION:
There
good
your
are
four
quality
drill press.
I.
2.
3.
4.
Keep
To
on
wipe
occasionally
Do
automobile
An
oil
directly
An
access
the
3
v..
pulley
hole
in
spindle.
Lower
hole
in
No.
26120.
Apply
spindle.
oil
off
maintain
the
column.
the
exposed
not
drill
points
hole
is
over
hole
inch
through
the
head
the
spindle
the
keyway
oil
to
the
belt.
the
smooth
and
with
holes
at
which
engine
provided
the
pinion
is
located
diameter
which
casting
the
splines
to
surfaces
an
oily
for
oil
you
and
apply
on
the
sliding
prevent
of
rag.
thru
oil.
shaft
step
the
the
MOTOR-SPEED:
A 1
/3
will
press.
set-up
available
ley
step
horsepo~,~JI
provide
in
combinations
sufficient
The
operating
are
shown
by
relation
changing
SPINDLE
R.PM,
4000
2275
1346
765
A
~~
9~
~sg~
~
MOTOR PULLEY RAISED ONE
.-_3i~
MOTOR PULLEY RAISED TWO
750
speed
speeds
in
the
the
to
the
spindle
are
created.
DRILL
PRESS
- -
~
R.P.!\1. baH
and
available
chart.
position
pulley
-
-
CONTROLS:
The
Feed
leverage
Handle
adjustment
is
designed
to
allow
belt
around
the
motor
Tighten
tensioa.
to
you
S.A.E.
in
the
the
prevent
tension
should
No.
head
#26623.
in
the
top
of
the
can
reach
directly
left
at
action
power
Other
behind
oil
through
side
of
the
top
of
rust. it is wise
column
bearings.
bearing
for
with
speeds
of
the
motor
so
that
MOTOR
(1750
-~
..
..
;"~'"
-
GROOVE=:Jl
GROOVES
to
permit
greater
mount
mount
The
belt
slippage
over-
strain
apply
30.
casting
surface
spindle
the
the
quill
of
the
table
and
table
motor
your
normal
different
RPM)
the
on
a
to
of
oil
the
the
the
to
drill
are
pul-
sures
pressure.
also
slide
shaft
clear
in
handle.
The
lows
depth
several
depth
a
fore
tion.
shown
the
The
the
change
table
vent
The
firmly in
fluting.
lower
The
way
be
greater
shifting
changed.
ADJUSTMENTS:
The
counteI:-clockwise will
feed
sluggish
turn
reached.
adjustment.
motor
to
be
ficiency.
may
handle
operation.
«(<;:
~
<~
~
quick
feed
pres-
DRILLS
Quite a variety
in
your
proven
generally
mercial
longer
However.
in
metal
pensive
servIce.
wood.
blind
without
This
allows
through
quickly
work
the
way
Feed
you
to
when
holes
or
when
hole
drilling.
The
by
collar.
Table
grip
of
of
lock
its
dropping.
Quill
Lock
surface
the
spindle
Headstock
as
the
exercised
weight
Tighten
after
Feed
return
loosen
the
adjusting
If
the
headstock
mount
the
motor
changed
The
be
removed
to
lock
Retighten
AND
drill
For
metal
most
give
operation
and
the
home
drilling
carbon
The
standard
This
excessive
design
the
handle
the
and
easily
which
Stop
calibrations
Lock
the
table
handle.
place
table
the
Return
Tighten
of
a fixed
Collar
pre-set
you
wish
to
the
must
See
feed
Handle
barrel-lock
position.
Handle
for
grinding.
while
Lock
lock.
when
of
the
lock
the
spring.
the
before
mount
without
hex
in a new
pulley
might
the
the
depth
be
depth
support
releasing
position
Adjusting
adjusting
knob
the
nut
and
BITS:
of
drills
press.
drilling,
satisfactory.
more
because
may
be
their
greater
shop
unwarranted.
operations
steel
twist
drill
hand
feature
pinion
to
set
illustra-
operations
Handle
parts
handles
If
lock
locking.
lock
set
and
satisfactory
will
r---:C;;:::::;;~
to
to
be
feed
alfeed
drill
same
of
be-
is
on
the
when
on
When
the
when
etc.
the
quill
However.
supported.
of
increase
the
until
lock
handle
screws.
disturbing
in
the
rotated-thus
position.
screws
bits
the
standard
High
they
operated
cost
are
drills will
drill
operate
.--~f--...,
pinion
loosened
the
column
you
table
firmly
tight
holds
such
Never
lock
is tight.
functions
more
this
lock
securely
the
head
Knob
feed
knob
the
screw
or
barrel-lock
are
often
plannea.
may
when
the
tension
return
lock
desired
securely
should
if
it
blocks
the
position
the
after a few
available
twist
Speed
service
hold
at
higher
makes
Unless
give
also
much
lower the
drill to the
planned
depth
of
cut.
Set
quill lock.
-~
shaH
near
releases
to
allow
release
as
attempt
in
due
to
or
screw
locking
causing
Steel
their
the
satisfactory
be
the
to
pre-
the
quill
shaping.
the
same
care
must
to
the
prevent
table
turned
of
the
becomes
and
tension
after
strike
the
access
may
# 1812 1
the
hours
for
use
drill
has
Drills
'for
com-
edge
speeds.
their
extensive
less
used
more
effi-
to
is
is
ef-
use
ex-
in
--,
3
Page 4

ciently
from
degree
sharper
proximately
bit
wood
press.
may
some
center
monly
be
off
adapter
for
the
wood
Solid
to
ceptionally
large
of
large
with
press,
point.
biting
than
cleaner
gum
in
wood,
the
original
angle
angle
Most
may
any
be
drilling
Slight
be
necessary
cases.
wood
used
reworked
the
point
section
The
Spur
wood
drilling
best
qualities
bit.
Its stiffness
Center
Wood
Bit
make a better
smooth
The
Expansive
holes.
large
hole
diameter
any
of
the
screw
This
prevents
into
the
The
Double
the
rosette
and
under
continuous
however,
120
to a much
of
70
degrees.
standard
used
in
the
drill
alterations
The
solid
bit
com-
with
the
for
drill
and
at
the
Machine
with
of
the
Machine
tracking
true
Bit
With
this
sizes
without
drills
the
wood
point
work
and
Lip
Counter
type.
is less
apt
ap-
for
by
Spur
for
the
DRILL SHARPENING:
To
maintain
your
twist drills,
during
equal
length
of
the
gradually
at
the
degrees
the
grinding.
and
drill
behind
heel
of
on a side
accuracy
must
the
extreme
The
their
be
the
cutting
less
in
hand
press
use
cutting
end
of
Bit
is
the
drill
twist
and
Bit
hole
is a
handy
tool
having
each
bits
must
coarse
lifting
for
drill
to
load
operation.
and
care
two
cutting
angle
equal.
cutting
edge
than
at
if
the
point
For
Metal
brace
by
filing
off
the
bit
probably
press.
drill
and
cutting
bit
which
in
wood.
t~ol
you
can
to
hole
size. As is
when
used
be
filed
screw
it
from
sink
is
press
up
cutting
should
in
relation
Relieve
lips
so
is
approximately
the
cutting
can
the
the
shank.
the
It
the
spurs
Double
Counter
drills
for
drill a
buy
in
to a brad
threads
the
more
use.
with
efficiency
be
lips
must
to
that
is
altered
For
Wood
readily
threads
enlarged
best
bit
combines
standard
combine
lip
Sink
an
ex-
drillin~
variety
separate
true
the
drill
from
table.
desirable
It
will
cut
chips
and
of
exercised
be
of
the
axis
the
metal
the
angle
12
lip.
Length
must
OPERATION:
When
advisable
flat
only
vides a surface
guides,
be
danger
metal
piece
under
through
lower
method
through
from
emerges
ness.
quality
tempt
speeds
general
material
drilling
increasing
the
diameter
RP.M.
and
without
hole
In
feed
wears
ting
Likewise
an
are
and
or
same
grooving
table
with
designed
drilling.
Y4
inch
head
increases
used.
If
the
Due
and
drill.
In
wood
over
saws
general,
and
When
edges,
indication
generally
should
A
straight
fence
distance
The
either
the
A
drill
the
drill
to
p.lywood
screws
pivot
This
of
drilling
table.
drill is
it is
advisable
the
work
to
prevent
surface
of
preserving
is
to
the
opposite
on
the
to
variation
grain
of
the
to
establish
for
boring
rule:
the
operation
either
drilling
may
without
cannot
burning.
should
if
speed
drilling
away
at
it
if
the
be
has
many
or
fluting
work
by
drill.
vise
to
hold
Cylindrical
fasten a smooth
slower
the
of
designed
piece
piece
of
Cutting
lips
be
equal
press
is
used
to
the
metal
or
bolts.
the
working
on
pins
auxiliary
and
surface
which
other
table
through
to
pass
completely
to
place a piece
piece
at
splintering
as
the
bit
breaks
the
reverse
lower
of
hole
the
side
'Surface.
in
the
the
material,
desired,
as
bit
a fixed
in
wood.
the
larger
the
the
feed
with a moderate
or
both
after
operations,
generally
burning
generally
be
while
be
Multi-spur
never
be
operated
drill
smokes
to
metal.
the
is
an
drill
too
used
prevent
extreme
burning.
if
indication
chips
on
heavy a feed.
for
high
accordingly
clamped
uses,
as
in
from a common
operations.
should
clamps
is
an
various
or
inexpensive
odd
work
pieces
Heel
Cutting
for
wood
level
table
This
auxiliary
available,
auxiliary
similar
also
the
work
the
point
and
through.
surface,
wood
soon
and
as
pattern,
and
it
is
impractical
table
of
It
is
best
hole
and
and
noting
drills
run
at
bits
Y4
run
over
bits,
expansive
in
the
it
is
noted
outer
corners
of
the
cutting
speed
for
to
the
drilling
edge
be
held
pins
to
and
shaped
such
of
Lip
working
auxiliary
using
countersunk
fences,
units
may
will
reduce
piece
through
of
scrap
of
mutilation
at
drill
drill
the
drill
the
type,
the
depth
drill
feeds
to
follow
the
feed
harder
Start
and
speed.
the
up
to
¥.t
1800
inch
in
2400
over
750
hole,
reduce
that
of
too
much
edge,
Very
small
and
light
best
results.
table
as a guide
several
or
as a guide
securely
prevent
very
handy
work
pieces
as
dowels,
it
is
table
of
table
not
but
pro-
shaping,
easily
the
'into
the
the
work
wood
breaking
of
the
Ano~her
break
through
point
hard-
and
to
at-
and
this
the
any
speed,
effect
on
inch
in
to
3000
diameter
RP.M.
bits
and
RP.M.
the
the
drill
the
cut-
speed.
it
is
drills
feed
holes
the
in
on
the
turning
unit,
for
or
4
Page 5

turned
ficulties
into
their
device.
be
used
If
the
but
its
limit
of
after
the
made.
imum
Holes
greater
by
first
tion
to
possible
and
the
All
work
table
drill
lodge
the
piece
to
the
and
work
A
punch
of
the
center
work
pieces
when
an
centers
The
drill
for
work
drill
is
'penetration
the
chuck.
first
cut
thus
allowing
length.
through
than
the
establishing
the
drill
from
one
hole
completed
metal
work
before
in a piece
from
operator
piece.
mark
proposed
until
the
of
attempt
without
vise
of
this
long
enough
is
the
piece
of
maximum
the
a'
piece.
drill
length
the
center.
side
should
drilling
not
the
operator's
as
well
on
the
hole
drill-spot
various
is
or
a V
type.
limited
may
drill
the
location
then
the
from
be
is
clamped.
as
mutilation
metal
will
tend
is
established.
diameters
made
to
an
adequate
block
to
go
through
by
the
be
feed
to
penetrate
thickness
may
often
of
after
piece
may
the
other
clamped
attempted.
it
grip
resulting
surface
to
drill
should
travel
set
up
depth
be
the
piece
drilling
be
securely
could
of
the
at
keep
present
through
stabilizing
always
the
piece.
or
on a block
has
been
to
its
max-
of
which
completed
in
rela-
as
far
reversed
side.
to
Should
easily
in
injury
drill
press
the
center
the
drill
dif-
or
feed
is
as
the
the
tear
on
Always
breaking
reduces
point
the
and
Avoid
This
will
help
Lubricants
cast
iron
which
oil is a
solution
tection
on
must
rotating
worn
the
parts
This
the
be
The
hair
suitable
of
drill
from
chuck
impressed
power
when
face
or
that
Accessories
tions
may
dovetailing.
finish
or
engine
ing
and
reeding
covering
able.
reduce
through
tendency
thereby
set-ups
minimize
should
sal
soda
press
moving
and
working
should
does
flying
are
be
performed
shaping.
details
the
the
minimizes
which
is
drilled
lubricant.
in
is
designed
parts
drill
upon
tools.
with
be
not
become
chips
available
turn.
and
on
these
feed
pressure
surface
of
the
will
drill
be
used
dry.
water
at
would
the
no
loose
the
kept
away
do
on
routing.
cutting
buffing.
various
of a work
drill
to
bite
drill
breakage.
allow
the
breakage.
on
all
For
most
for
the
may
be
to
give
all
times.
also
operator
clothing
drill
press.
from
entangled
not
injure
with
which
your
drill
carving.
of
plugs
An
interesting
operations
when
the
piece.
deeply
work
to
metals
metals.
harder
used.
maximum
Since a guard
hide
the
that
as
should
the
drill
with
the
operator.
further
press
sanding.
or
dowels.
drill
This
at
spring.
except
metals
pro-
work.
with
so
moving
opera-
such
spot
booklet
is
avail-
is
this
lard
all
be
that
as
flut-
it
a
il
II
Part
No.
18019
18022
18121
18122
18124
1813 I
18217
18221
18421
18428
1851 I
18614
18915
26003
26120
26130
26140
26150
26180
26190
26210
26212
26213
26220
266 I I
26612
26614
26615
26616
This
sheet
accessories
NAME
OF
PART
Pulley
(Spindle)
Pulley
(Motor)
Headstock
Headstock
Pin
..............................
Chuck
Release
Headstock
Ball
Bearing
Washer
Thrust
Adj.
Feed
Feed
Head
Quill
Upper
Feed
Motor
Spindle
Spindle
Chuck
Lock
Table
Base
Column...
Table
Pinion
Headstock
Quill
•.•..••.••.•••.•..•..••.••..•
Collar
Knob
Return
Return
Frame
Assy
Spindle
Stop
Mount
Collar
............................•
and
Shoe
. • . . . • . . . • . . . . . . . . . . . . . . • . . • .
••••....
Lock
Retaining
Lock
is
intended
not
necessarily
........
............••...•.....
and
Table
and
Bushing
••.••.••..••..•..........
Lock
Adj.
Spring
Aaay
.•.•.••••••••............••
Collar & Set
Key
.•.•.•..•.......•.•..•...••
• • • • • • . • • • • . . • . . • . . . . . . •
Handle....................
Lock
Handle
Lock
Table
Lock
Sleeve
Wedge
Nut
and
,........................
for
...............
••.•..•..•..........
..•...........•......
Screw
..••..••.•....•..•
Knob
...•........•....
•.•..•...........•..
.••.••..•..•.......•.
Collar & Set
Screw
•.....•..............•..
Set
Screw
.............•.........
Screw
•••••.••...•..••
Handle
'"
•••••••••••••••..•.•
·Part.
instruction
part
of
this
•
_
...........
..••••••......
........•
Screw
.......•
.••.........
............
..••••.•.••.•
marked
and
repair
tool.
All
PARTS LIST
Prepaid
Selling
Price
(Each)
..
$1.80
1.70
.30
.30
..
· I 5
.20
,
..
.40
.25
.15
.35
• I 5
.65
.25
16.00
2.00
.30
.50
2.50
.
.35
3.75
10.00
.25
.•
10.00
I 1.00
.•
3.00
.35
· I 5
.35
.
20
in
this
manner
parts
only
parts
are
and
is
shipped
5
Part
No.
26617.
26623
26626
26712
267
267
26716
267
267
268
268
268
268
26815
X-164
X-I71
X-I72
X-I73
X-I85
·X-205
·X-322
X-417
·X-566
X-601
·X-1405
X-I457
may
not a packing
I 3
I 4
I 7
I 8
I I
I 2
I 3
I 4
be
purchased
prepaid.
-Splined
Pinion
Feed
Column
Pointer............
Steel
Fibre
Steel
Leather
Snap
Rubber
Feed
Feed
Chuck
NAME
Sleeve
............................
Handle
Plug.......................
Washer
Washer
Disc
.•.
Disc.
Ring.
Washer
Handle
Handle
Key
Set
Screw
Round
Point
Set
Screw
!4-20
Set
Screw
Point
Set
Point
Set
Point
Cap
Mach.
Hex
Mach.
Plain
Allen
V-Belt.
retail
Catalog
All
];4-20 x 5/16
..•.•...•.........•.•........
Screw
.................•..•.......•
Screw
..•....••........
Screw
Bolt
Nut
5/1
Screw
Washer
Wrench
purchase
store
No. 9-I 637
locally.
slip.
The
prices
Prepaid
,...
Cup
Cone
.•••.•
Sears
Ask
may
Hd.
Pt.
Cup
Cup
..•
Hd
for
Selling
(Each)
•
.
..
include
Price
$2.D.O..
2.75 I
.50
.15
• I 5
.15 .
15
• I 5
• I 5
.80
.10
.10
.10
.10
.10
.10
.10
.10
.10
.10
• I 5
notice
OF
PART
..•.
--~.
,
••.
~~----
•.••...•...•••••...••••
•.....••..•••.•••••
.......................
. . . . • . . • . • • • • . . • • • • . • • • • I 5
. • . . . • • • . . . . • • • . . • . • • . . •
. • • • . . . • . . • . . . . . . • . • • • • • . . I 5
Thrust
Snap
........................•
No.
......................
!4-20 x 5/16
Y2-"-
5/
16-
5/16-18
6-18
No.
11/32
or
parts
are
• • . . • • • . . • . • • . • • • I 5
•••...••.•••••••.••.•
Spring
Ring
6-32 x 3/16
x
I 3 x
18
6-32 x 3/1
Vs
Std. • ..•.••..•...•••
from
mail
subject
. . . . . . . • • • . • • I 5
..............
Slotted
Ys
Socket
Hd.
Socket
Socket
1!4
Square
,
........••..•
x ~ Hex
x 2
Am.
•.•.••.••••••.•..
your
order
•....••••..•..•.•
shown
to
Sq.
Std.
house.
and
change
Hd
Hd
...•...•
Reg.
6
Round
nearest
listed
Hd.
Hd.
Hd.
Full
without
il
I
'.j
I
--')11
II
;!
,"
.
Page 6

"
26150-------_
X417
___
X601
X601
26615
---------
X322---------
e.
0
X171-----4E:...-,.
X171-o
-18019
X566
26718
26717
26813
26140
X173
26814
26623
26626
X1457--+I
18022--
X1405
--
26612-----.l)
......
-,
.....
--"'"""-'-"
18122~
26611------
26212-----
26712
•
26190
-----26210
""i~------2681
,-------
-----?6220
5
26213
FIGURE
6
'.,
2
8000-8-50
 Loading...
Loading...