How it Works
Log In / Sign Up
Buy Points
How it Works
FAQ
Contact Us
Questions and Suggestions
Users
Scott
Loading...
#
000
10 Hp Series
10
2.2
2
112B
114A
120A
120CP
121A
121
130
2
200
1224HI-12-243
16 Hp Series
208
209
1954-Prices
1960 Series
1961 Series
1962 Series
1963 Series
2005 Bike
2005 Nitrous
2007 A
2007 Bike
2
2007 Nitrous Sag-Boy
2008 Bike
2
2008 Ransom
200B
2
2012 BMX
2012 Genius
2013 Bikes
2013 BMX
2013 Genius LT
2014 BIKE
2014 Scale Carbon
2015 PLASMA 5
2015 Spark Series
210A
1800
1955
1964
1967
2001
2002
2003
2005
2007
2
2009
2010
2013
2014
Loading...
Loading...
Nothing found
10 Hp Series
Service Data
8 pgs
1.66 Mb
0
Table of contents
Loading...
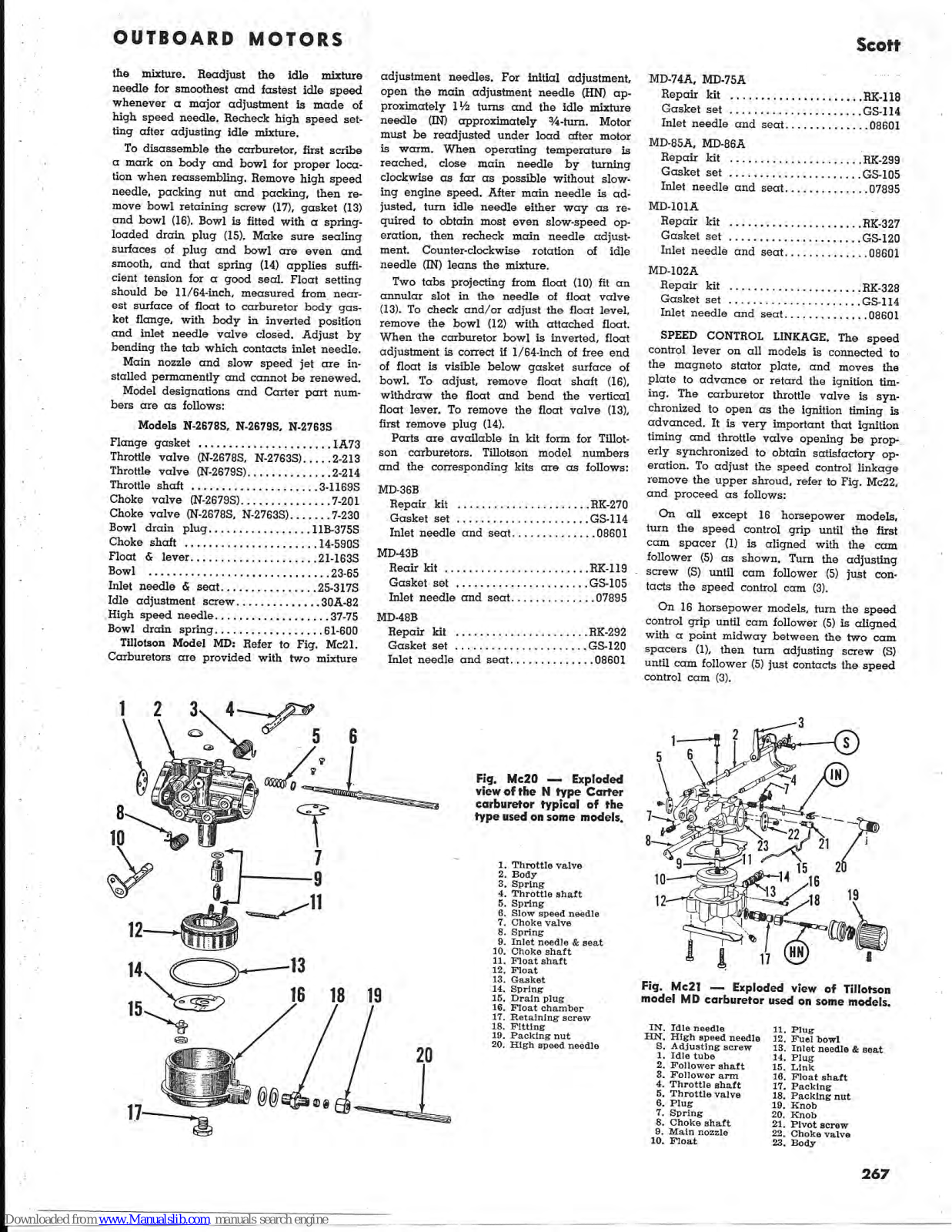
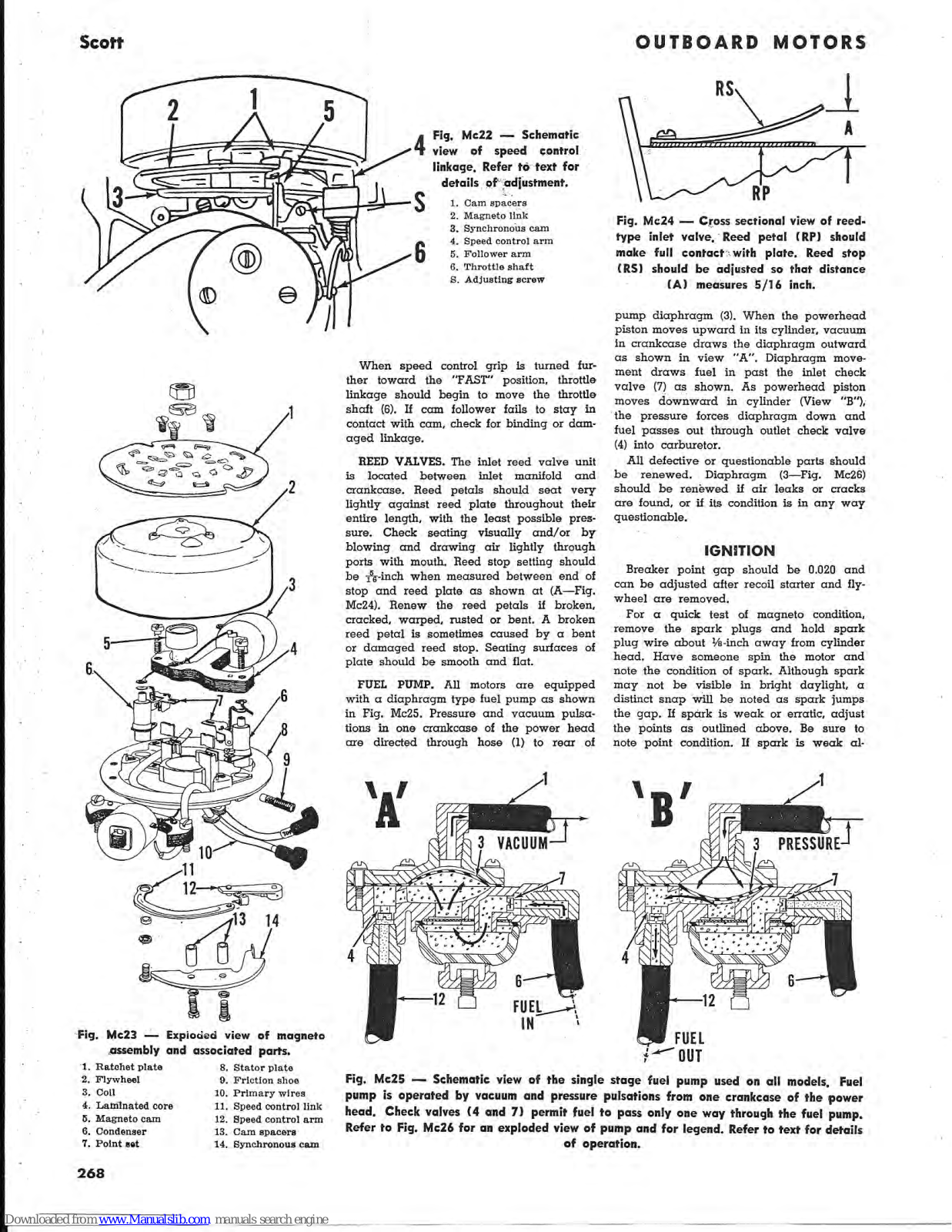
Scott 5 Hp Series, 16 Hp Series, 7.5 Hp Series, 10 Hp Series Service Data
...
Scott Service Data
Download
Specifications and Main Features
Frequently Asked Questions
User Manual
Download
Page 1
Page 2
Page 3
Page 4
Page 5
Page 6
Page 7
Page 8
Loading...
+
hidden pages
Unhide
You need points to download manuals.
1 point = 1 manual.
You can buy points or you can get point for every manual you upload.
Buy points
Upload your manuals
 Loading...
Loading...