

Page 1

INSTRUKCJA OBSŁUGI
Grubościomierz Sauter TN 80-0.1US
Nr produktu: 756178
Page 2
Spis treści
1. PRZEGLĄD ............................................................................................................................. 3
1.1 SPECYFIKACJE PRODUKTU ....................................................................................................... 3
1.2 GŁÓWNE FUNKCJE .................................................................................................................. 4
1.3 ZASADA POMIARU .................................................................................................................. 5
1.4 KONFIGURACJA ...................................................................................................................... 5
1.5 WARUNKI PRACY .................................................................................................................... 6
2 CECHY STRUKTURY .................................................................................................................... 6
2.1 WYŚWIETLACZ ............................................................................................................................ 7
2.2 DEFINICJA KLAWIATURY ................................................................................................................ 8
3 PRZYGOTOWANIE ...................................................................................................................... 8
3.1 DOBÓR PRZETWORNIKA ................................................................................................................ 8
3.2 WARUNKI I PRZYGOTOWANIE POWIERZCHNI .................................................................................... 10
4 OBSŁUGA ................................................................................................................................ 10
4.1 WŁĄCZANIE / WYŁĄCZANIE .......................................................................................................... 10
4.2 REGULACJA ZERA ....................................................................................................................... 11
4.3 KALIBRACJA PRĘDKOŚCI DŹWIĘKU .................................................................................................. 12
4.3.1 KALIBRACJA DO ZNANEJ GRUBOŚCI ....................................................................................................... 12
4.3.2 KALIBRACJA DO ZNANEJ PRĘDKOŚCI ...................................................................................................... 13
4.3.3 KALIBRACJA DWUPUNKTOWA .............................................................................................................. 14
4.4 JAK WYKONYWAĆ POMIARY ......................................................................................................... 14
4.4.1 ZMIANA POMIARU PRĘDKOŚCI DŹWIĘKU ................................................................................................ 15
4.5 TRYB SKANOWANIA ................................................................................................................... 16
4.6 ZMIANA ROZDZIELCZOŚCI ............................................................................................................ 16
4.7 ZMIANA JEDNOSTEK ................................................................................................................... 16
4.8 ZARZĄDZANIE PAMIĘCIĄ ............................................................................................................. 16
4.8.1 ZAPISYWANIE ODCZYTU ...................................................................................................................... 16
4.8.2 KASOWANIE WYBRANEGO PLIKU .......................................................................................................... 17
4.8.3 PRZEGLĄDANIE / USUWANIE ZAPISANYCH REKORDÓW ............................................................................. 17
4.9 DRUKOWANIE DANYCH ............................................................................................................... 18
4.10 TRYB DŹWIĘKOWY ................................................................................................................... 19
4.11 EL PODŚWIETLENIE .................................................................................................................. 19
Page 3
4.12 INFORMACJE O BATERII ............................................................................................................. 19
4.13 AUTOMATYCZNE WYŁĄCZANIE .................................................................................................... 19
4.14 RESET SYSTEMU ...................................................................................................................... 19
4.15 POŁĄCZENIE Z PC .................................................................................................................... 19
Dziękujemy za zakup cyfrowego ultradźwiękowego miernika grubości SAUTER.
Mamy nadzieję, że jesteś zadowolony z wysokiej jakości grubościomierza o szerokim zakresie
funkcjonalnym.
Jeśli masz jakieś pytania, życzenia lub pomocne sugestie, nie wahaj się zadzwonić pod nasz
numer serwisowy.
Dostępne modele: TN 80-0.1US
TN 230-0.1US
TN 300-0.1US
TN 80-0.01US
TN 230-0.01US
TN 300-0.01US
1. Przegląd
Model TN-US jest cyfrowym, ultradźwiękowym miernikiem grubości działającym na tych
samych zasadach co SONAR. Przyrządy są w stanie mierzyć grubość różnych materiałów z
dokładnością do 0,1 / 0,01 mm. Nadają się do różnych materiałów metalowych i
niemetalowych.
1.1 Specyfikacje produktu
Wyświetlacz: 4,5-cyfrowy wyświetlacz LCD z podświetleniem EL
Zakres pomiarowy: 0,75 do 300 mm (stal)
Prędkość dźwięku: od 1000 do 9999 m / s
Page 4

Rozdzielczość: TN xx0,1 US: 0,1 mm;
TN xx0.01US: 0,1 / 0,01mm
Model TN 80-0.01 mierzy w sposób ciągły z rozdzielczością 0,01
Model TN 230-0.01 US oraz TN 300-0.01 mierzą od 0,01 do 200 mm a ponadto każde
urządzenie mierzy z rozdzielczością 0,1
Dokładność: Modele o rozdzielczości 0,1 mm:
0,5% mierzonej wartości + 0,04 mm
Modele o rozdzielczości 0,01 mm: 1% zmierzonej wartości
W zależności od warunków materiałowych i środowiskowych.
Jednostki: do wyboru jednostki metryczne / imperialne
- Cztery odczyty pomiarów na sekundę przy pomiarze jednopunktowym i dziesięć
na sekundę w trybie skanowania.
- Pamięć do 20 plików (do 99 wartości dla każdego pliku) przechowywanych wartości
Zasilanie: 2 baterie alkaliczne AA, 1,5 V.
Typowy czas pracy: około 100 godzin
(Podświetlenie EL wyłączone)
Transfer do komputera: port szeregowy RS-232 dla TN xx0.01 US.
Brak możliwości transferu do komputera w TN xx0.1 US
Wymiary: 150 x 74 x 32 mm
Waga: 245g
1.2 Główne funkcje
- Zdolne do wykonywania pomiarów na szerokiej gamie materiałów, w tym na metalach,
tworzywach sztucznych, ceramice, żywicach epoksydowych, szkle i innych materiałach dobrze
przewodzących fale ultradźwiękowe.
- Dostępne są różne modele przetworników do zastosowań specjalnych, w tym materiałów
gruboziarnistych i zastosowań wysokotemperaturowych.
Page 5
-Funkcja regulacji zera, funkcja kalibracji prędkości dźwięku
Numer
Pozycja
Ilość
Notatka
Standardowa
konfiguracja
1
Główny korpus
1 2
Przetwornik
1
Zależy od modelu
3
Przekaźnik sprzęgający
1 4
Torba
1
- Funkcja kalibracji dwupunktowej
- Dwa tryby pomiaru: Tryb jednopunktowy
Tryb skanowania
- Wskaźnik stanu sprzęgła pokazujący stan sprzężenia
- Wskaźnik baterii wskazuje pozostałą pojemność baterii
- Funkcje „automatycznego uśpienia” i „automatycznego wyłączania”, aby oszczędzać baterię
Opcjonalne oprogramowanie dla TN xx0.01 US do przesyłania danych z pamięci do komputera
Opcjonalna mini drukarka termiczna do drukowania zmierzonych danych przez port RS-232,
dostępna dla TN xx0.01 US.
1.3 Zasada pomiaru
Cyfrowy ultradźwiękowy miernik grubości określa grubość części lub konstrukcji poprzez
dokładny pomiar.Czas wymagany do przejścia krótkiego impulsu ultradźwiękowego
generowanego przez przetwornik przez grubość materiału, odbicia od tylnej lub wewnętrznej
powierzchni i powrotu do przetwornik. Zmierzony czas przejścia dwukierunkowego jest
dzielony przez dwa, aby uwzględnić ścieżkę ruchu w dół i z powrotem, a następnie mnożony
przez prędkość dźwięku w materiale. Wynik jest wyrażony w zależności:
Gdzie:
H ---- ˃ grubość części badanej
v ---- ˃ prędkość dźwięku w materiale
t ---- ˃ zmierzony czas tranzytu w obie strony
1.4 Konfiguracja
Tabela 1-1
Page 6
5
Instrukcja obsługi
1
6
Baterie alkaliczne
2
AAsize
Opcjonalne
ponowne
zamówienie
konfiguracji
7
Przetwornik: ATU-US 01
1
Patrz tabela 3-1
8
Przetwornik: ATU-US 02
1 9 Przetwornik: ATB-US 02
1
10
Przetwornik: ATU-US10
Kąt 90 °
1
11
Przetwornik: ATU-US09
1
12
Przetwornik: ATB-US01
1
13
Oprogramowanie Data Pro ATU04
1
na PC, tylko w
modelach z
rozdzielczością
TN xx0.01 US
14
Oprogramowanie wtyczki AFI-1.0
1
15
USB Komm.kabel FL-A01
1
16
Przekaźnik sprzęgające
ATB-US03
1
1.5 Warunki pracy
Temperatura: od -20 ° C do + 60 ° C
Temperatura przechowywania: od -30 ° C do 70 ° C
Wilgotność względna: ≤ 90%
W otaczającym środowisku należy unikać wszelkiego rodzaju drgań, pól magnetycznych, substancji korozyjnych
i silnego pyłu.
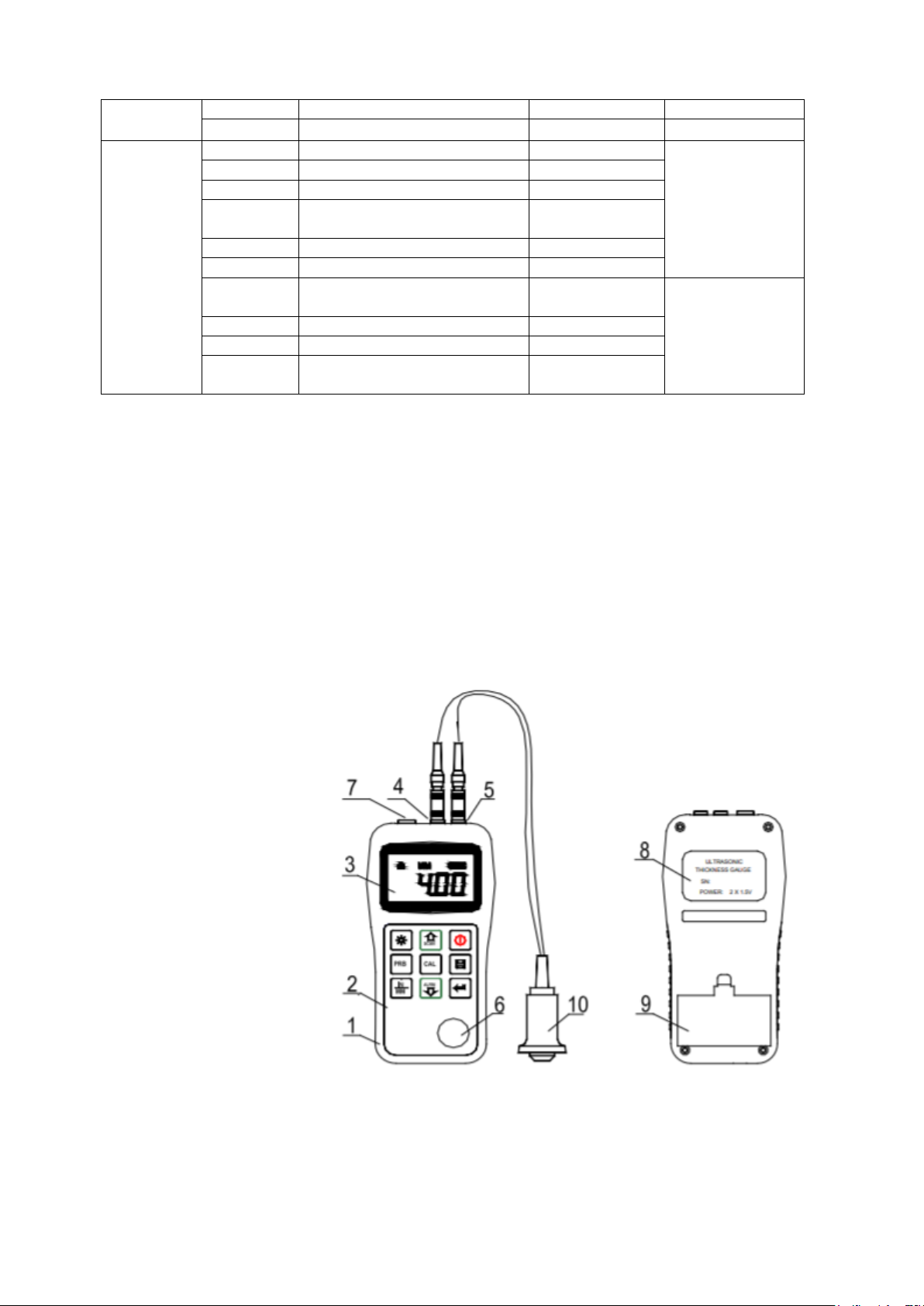
2 Cechy struktury
1 Korpus główny
2 Klawiatura
3 wyświetlacz LCD
4 Gniazdo impulsatora
5 Gniazdo odbiornika
6 Płyta sterująca
7 Port komunikacyjny
8 Etykieta
9 Pokrywa baterii
10 Czujnik ultradźwiękowy
Page 7
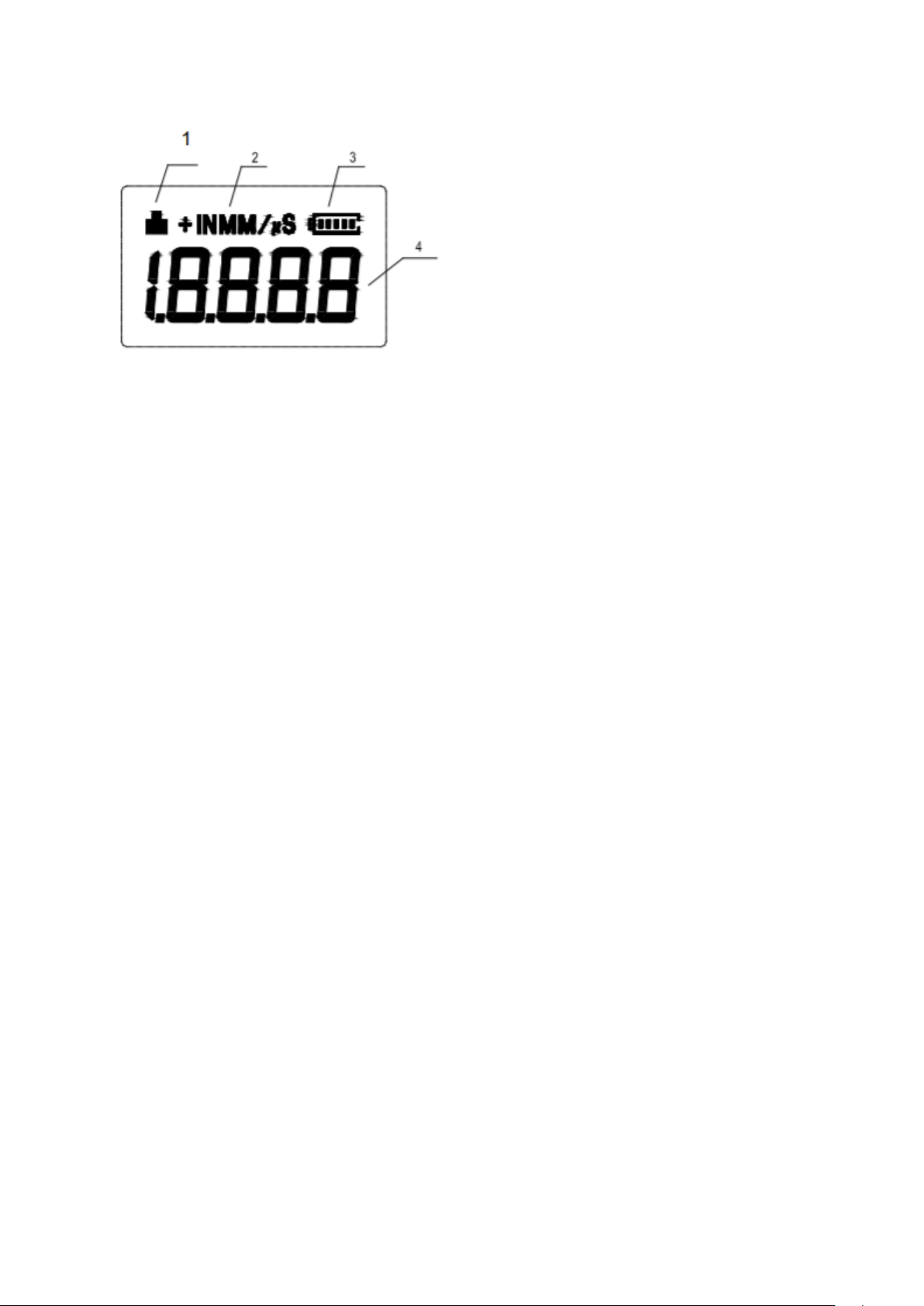
2.1 Wyświetlacz
1 Stan połączenia/sprzężenia:
Wskazuje stan sprzężenia. Podczas wykonywania pomiarów stan sprzężenia
powinien być włączony. Jeśli tak nie jest lub jeśli nie jest stabilne, przyrząd ma
trudności z uzyskaniem stabilnych pomiarów, a wyświetlana wartość grubości
będzie najprawdopodobniej błędna.
2 jednostka:
Obecny system jednostek. MM lub IN dla wartości grubości.
M / S lub IN / µS dla prędkości dźwięku.
3 Informacje o baterii:
Wyświetla pozostałą pojemność baterii.
4 Wyświetlacz informacyjny:
Wyświetla zmierzoną wartość grubości, prędkość dźwięku i pokazuje
wskazówki dotyczące bieżącej operacji.
Page 8

2.2 Definicja klawiatury
Włącz / wyłącz instrument
Kalibracja prędkości
dźwięku
Włącz / wyłącz
podświetlenie EL
Enter
Operacja zerowa
Plus;
Włącz / wyłącz tryb
skanowania
Przełączanie jednostek
między systemem
metrycznym i imperialnym
Minus;
Włącz / wyłącz tryb
dźwiękowy
Zapis danych lub
usuwanie danych
3 Przygotowanie
3.1 Dobór przetwornika
Za pomocą tego instrumentu można mierzyć szeroką gamę różnych materiałów, od różnych
metali po szkło i tworzywa sztuczne. Te różne rodzaje materiałów wymagają użycia różnych
przetworników. Wybór odpowiedniego przetwornika jest najważniejszą rzeczą do
wykonywania dokładnych i wiarygodnych pomiarów. Ogólnie rzecz biorąc, najlepszym
przetwornikiem do operacji jest ten, który wysyła wystarczającą energię ultradźwiękową do
mierzonego materiału w taki sposób, aby uzyskać silne, stabilne echo w przyrządzie. Istnieje
kilka czynników, które wpływają na siłę ultradźwięku podróżującego. Są one opisane
następująco:
Początkowa siła sygnału: im silniejszy jest sygnał na początku, tym silniejsze powróci jego
echo. Początkowa siła sygnału jest głównie czynnikiem wpływającym na wielkość emitera
ultradźwięków w przetworniku. Duży obszar emisji wyśle więcej energii do mierzonego
materiału niż mały. Zatem tak zwany przetwornik „1/2 cala” będzie emitował silniejszy
sygnał niż przetwornik „1/4 cala”.
Absorpcja i rozpraszanie: gdy ultradźwięki przemieszczają się przez materiał, są częściowo
absorbowane. Jeśli materiał ma jakąkolwiek strukturę ziarnistą, fale dźwiękowe zaczną się
rozpraszać. Oba te efekty zmniejszają siłę fal, a tym samym zdolność instrumentu do
wykrywania powracającego echa. Ultradźwięki o wyższej częstotliwości są absorbowane i
rozpraszane bardziej niż ultradźwięki o niższej częstotliwości.
Choć może się wydawać, że użycie przetwornika o niższej częstotliwości jest lepsze w każdym
przypadku, należy wspomnieć, że niskie częstotliwości są mniej kierunkowe niż wyższe.
Zatem przetwornik o wyższej częstotliwości jest lepszym wyborem do wykrywania dokładnej
lokalizacji małych wżerów lub wad w mierzonym materiale.
Page 9

Geometria przetwornika:
Model
Freq MHz
Ø mm
Zakres pomiaru
Dolna
granica
Opis
ATU- US 01
2,5
14
3,0 mm ~ 300,0 mm
(ze stali)
20mm
Do grubych, silnie
tłumiących lub silnie
Fizyczne ograniczenia środowiska czasami determinują przydatność przetwornika do
operacji. Niektóre przetworniki są po prostu zbyt duże, aby można je było używać w
ograniczonej przestrzeni. Jeśli dostępna powierzchnia do kontaktu z przetwornikiem jest
ograniczona, wymagane jest użycie przetwornika o małej powierzchni.
Pomiary na zakrzywionej powierzchni, na przykład na ścianie cylindra silnika, będą wymagały
przetwornika o dostosowanej powierzchni.
Temperatura materiału: Jeśli mają być mierzone bardzo gorące powierzchnie, należy
zastosować przetworniki wysokotemperaturowe. Te przetworniki są zbudowane ze
specjalnych materiałów i technik, które pozwalają im wytrzymać wysokie temperatury bez
uszkodzenia. Dodatkowo należy zachować ostrożność, jeśli „Zerowanie” lub „Kalibracja do
znanej grubości” jest wykonywana przy użyciu przetwornika wysokotemperaturowego.
Wybór odpowiedniego przetwornika jest często kwestią kompromisów między różnymi
charakterystykami. Czasami konieczne jest zapoznanie się z różnymi przetwornikami, aby
znaleźć ten, który sprawdzi się w przypadku operacji specjalnych.
Przetwornik to „część biznesowa” instrumentu.
Przesyła i odbiera ultradźwiękowe fale dźwiękowe, których instrument używa do obliczenia
grubości mierzonego materiału. Przetwornik jest połączony z przyrządem za pomocą
dołączonego kabla i dwóch złącz koncentrycznych. Przetwornik musi być prawidłowo
zainstalowane, aby uzyskać wiarygodne wyniki pomiarów. Każda wtyczka musi być
dopasowana do odpowiedniego gniazda w urządzeniu.
Poniżej zamieszczono dwa zdjęcia oraz krótki opis instrukcji obsługi przetwornika
Lewy rysunek przedstawia widok z dołu typowego przetwornika. Dwa półkola są wyraźnie
oddzielone na środku powierzchni. Jedno z półkoli kieruje odbity dźwięk z powrotem do
przetwornika. Kiedy przetwornik jest umieszczony na mierzonym materiale, jest to obszar
bezpośrednio pod środkiem mierzonej powierzchni.
Poniższy rysunek przedstawia widok z góry typowego przetwornika.
Jest dociskany do góry kciukiem lub palcem wskazującym, aby utrzymać głowicę na miejscu.
Tylko umiarkowane ciśnienie wystarcza, aby utrzymać go w miejscu. Jego powierzchnię
należy przyłożyć płasko do powierzchni materiału.
Page 10

40mm (żeliwo szare
HT200)
rozpraszających
materiałów
ATU- US 09
5
10
1,2 mm ~ 230,0 mm
(ze stali)
Φ20m
m×
3.0mm
normalny pomiar
ATU- US 10
5
10
1,2 mm ~ 230,0 mm
(ze stali)
Φ20m
m×
3.0mm
Pomiar normalny / kąt
90 °
ATU- US 02
7
6
0,75 mm ~ 80,0 mm
(ze stali)
Φ15m
m×2.0
mm
Do cienkich ścianek rur
lub małych
zakrzywionych ścianek
rur
ATB-US01
5
6
0,75 mm ~ 80,0 mm
(ze stali)
Φ15m
m×2.0
mm
Do cienkich materiałów
ATB- US 02
5
12
3 ~ 200 mm (ze
stali)
30mm
Do wysokich temperatur
(poniżej 300 ° C)
pomiary
3.2 Warunki i przygotowanie powierzchni
Przy każdym rodzaju pomiaru ultradźwiękowego najważniejszy jest kształt i chropowatość
badanej powierzchni. Chropowate i nierówne powierzchnie mogą ograniczać przenikanie
ultradźwięków przez materiał, co jest skutkiem niestabilnego, a zatem niepewnego pomiaru.
Mierzona powierzchnia powinna być czysta i wolna od drobnych cząstek stałych, rdzy lub
zgorzeliny. Przetwornik należy umieścić na płaskiej i równej powierzchni. Aby je wyczyścić,
pomocne może być użycie drucianej szczotki lub skrobaczki. W bardziej ekstremalnych
przypadkach można zastosować szlifierki obrotowe lub ściernice. Należy uważać, aby
zapobiec żłobieniu powierzchni, które utrudnia prawidłowe połączenie przetwornika.
Wyjątkowo szorstkie powierzchnie
takie jak kamyczkowe wykończenie żeliwa będzie mierzone dość skomplikowane. Tego
rodzaju powierzchnie zachowują się jak wiązka dźwięku jak matowe szkło na świetle: wiązka
zostaje rozproszona i rozproszona we wszystkich kierunkach.
Poza tym szorstkie powierzchnie powodują nadmierne zużycie przetwornika, zwłaszcza gdy
jest on „szorowany” wzdłuż powierzchni. Głowice należy sprawdzać od czasu do czasu, czy
występują jakiekolwiek oznaki otarcia.
Jeżeli przetwornik jest zużyty z jednej strony bardziej niż z drugiej, wiązka dźwięku
przenikająca badany materiał nie może już być prostopadła do powierzchni materiału. W
takim przypadku trudno jest dokładnie zlokalizować drobne nierówności w materiale,
ponieważ ognisko wiązki dźwięku nie znajduje się już bezpośrednio pod przetwornikiem.
4 Obsługa
4.1 Włączanie / wyłączanie
Instrument włącza się naciskając klawisz .
Page 11

Instrument posiada specjalną pamięć, w której przechowywane są wszystkie ustawienia,
nawet jeśli był wyłączony.
4.2 Regulacja zera
Klawisz służy do „zerowania” instrumentu. Jest to taki sam sposób, w jaki zeruje się
mikrometr mechaniczny. Jeśli przyrząd nie jest prawidłowo wyzerowany, wszystkie
wykonane pomiary mogą być błędne z powodu początkowo nieprawidłowej wartości. Kiedy
przyrząd jest zerowany, ta stała wartość błędu jest mierzona i automatycznie korygowana
dla wszystkich kolejnych pomiarów.
Instrument jest „zerowany” w następujący sposób:
1) Przetwornik należy podłączyć do przyrządu w taki sposób, aby wszystkie złącza były w
pełni połączone.
Należy sprawdzić, czy powierzchnia przetwornika jest czysta i wolna od jakichkolwiek
zanieczyszczeń.
2) Klawisz musi zostać wciśnięty.
3) Klawisz i klawisz muszą być używane do przewijania aktualnie używanego
modelu czujnika. Bardzo ważny jest właściwy dobór czujnika.
4) Pojedynczą kroplę łącznika ultradźwiękowego należy nałożyć na metalową płytkę
kontrolną.
5) Przetwornik dociska się płasko do powierzchni płytki sterującej. Teraz możesz zobaczyć
wartość 4 mm, ponieważ grubość płytki kontrolnej wynosi 4 mm, a instrument jest
skalibrowany na 4 mm.
6) Teraz zdejmij przetwornik z płytki sterującej.
W tym momencie przyrząd pomyślnie obliczył swój wewnętrzny współczynnik błędu i
skompensuje tę wartość we wszystkich kolejnych pomiarach.
Podczas wykonywania „regulacji zera” przyrząd zawsze będzie używał wartości prędkości
dźwięku wbudowanej płytki kontrolnej, nawet jeśli wprowadzono inną wartość prędkości w
celu wykonania rzeczywistych pomiarów.
Page 12

Chociaż ostatnia „regulacja zera” zostanie zapisana, ogólnie zaleca się wykonanie „regulacji
zera” po każdym włączeniu przyrządu, jak również w przypadku użycia innego przetwornika.
W ten sposób zapewnia się, że instrument został prawidłowo wyzerowany.
Klawisz musi zostać wciśnięty, a zerowanie jest zakończone. Przyrząd powraca do
trybu pomiaru.
4.3 Kalibracja prędkości dźwięku
Aby wykonać dokładne pomiary, przyrząd musi być ustawiony na prawidłową prędkość
dźwięku mierzonego materiału. Różne rodzaje materiałów mają różne prędkości dźwięku.
Jeśli przyrząd nie jest ustawiony na prawidłową prędkość dźwięku, wszystkie pomiary będą
miały pewien ustalony procent.
Kalibracja jednopunktowa to najprostsza i najczęściej stosowana procedura kalibracji,
optymalizująca liniowość w dużych zakresach.
Kalibracja dwupunktowa ma wyższą dokładność w małych zakresach dzięki obliczeniu
regulacji zera i prędkości dźwięku.
Uwaga: Kalibrację jedno- i dwupunktową należy wykonywać tylko na materiale, z którego
usunięto farbę lub powłokę; jeśli nie, spowoduje to obliczenia prędkości dla wielu
materiałów, które z pewnością odbiegają od rzeczywistej prędkości materiału, który ma być
zmierzony.
4.3.1 Kalibracja do znanej grubości
1) Należy przeprowadzić zerowanie.
2) Na próbkę należy nałożyć środek sprzęgający.
3) Przetwornik należy docisnąć do próbki, upewniając się, że przetwornik jest na nim
umieszczony płasko.
Wyświetlacz pokazuje teraz dowolną wartość grubości, a wskaźnik stanu sprzęgła powinien
pojawiać się na stałe.
4) Po uzyskaniu stabilnego odczytu przetwornik należy wyjąć. Jeżeli teraz wyświetlana
grubość różni się od wartości wyświetlanej przy podłączonym przetworniku, należy
powtórzyć krok 3.
5) Aby aktywować tryb kalibracji, należy nacisnąć klawisz. Symbol MM (lub IN) powinien
zacząć migać.
6) Klawisze i muszą być użyte do regulacji wyświetlanej grubości w górę lub
w dół, aż grubość próbki zostanie dopasowana.
Page 13

7) Klawisz należy ponownie nacisnąć. M / S (lub IN / µS) powinien zacząć migać.
Teraz wyświetlana jest wartość prędkości dźwięku, która została obliczona na podstawie
wprowadzonej wartości grubości.
8) Aby wyjść z trybu kalibracji i powrócić do trybu pomiaru, należy ponownie nacisnąć
klawisz . Przyrząd jest teraz gotowy do wykonywania pomiarów.
4.3.2 Kalibracja do znanej prędkości
Uwaga: Procedura ta wymaga znajomości prędkości dźwięku mierzonego materiału. Tabelę
najpopularniejszych materiałów i ich prędkości dźwięku można znaleźć w załączniku A do
niniejszej instrukcji.
1) Aby włączyć tryb kalibracji, należy nacisnąć klawisz . Symbol MM (lub IN) powinien
zacząć migać.
2) Ponownie wcisnąć klawisz , tak aby symbole M / S (lub IN / µS) migały.
3) Klawisze i muszą być używane do regulacji prędkości dźwięku w górę iw dół,
aż dopasuje się do prędkości dźwięku mierzonego materiału. Klawisz można również
nacisnąć, aby przełączyć się między wstępnie ustawionymi, powszechnie używanymi
prędkościami.
4) Aby wyjść z trybu kalibracji, należy nacisnąć klawisz i przyrząd jest gotowy do
wykonywania pomiarów.
Page 14

Aby uzyskać najdokładniejsze wyniki pomiarów, ogólnie zaleca się skalibrowanie przyrządu
do próbki o znanej grubości. Skład materiałów (a tym samym prędkość dźwięku) czasami
różni się w zależności od partii i od producenta do producenta.
Kalibracja do próbki o znanej grubości zapewnia, że przyrząd jest ustawiony jak najbliżej
prędkości dźwięku mierzonego materiału.
4.3.3 Kalibracja dwupunktowa
Uwaga: Procedura ta wymaga, aby osoba testująca miała dwa znane punkty grubości na
próbce badanej, które są reprezentatywne dla mierzonego zakresu.
1) Należy przeprowadzić zerowanie.
2) Na próbkę należy nałożyć środek sprzęgający.
3) Przetwornik należy docisnąć do próbki w pierwszym / drugim punkcie kalibracji. Należy
upewnić się, że przetwornik jest umieszczony płasko na powierzchni próbki. Teraz na
wyświetlaczu powinna pojawić się dowolna (prawdopodobnie nieprawidłowa) wartość
grubości, a wskaźnik stanu sprzęgła powinien się pojawiać na stałe.
4) Po uzyskaniu stabilnego pomiaru przetwornik należy wyjąć. Jeżeli wyświetlana grubość
różni się od wartości pokazywanej przy podłączeniu przetwornika, należy powtórzyć krok 3.
5) Klawisz należy nacisnąć. Symbol MM (lub IN) powinien zacząć migać.
6) Klawisze i muszą być używane do regulacji prędkości dźwięku w górę iw dół, aż
dopasuje się ona do prędkości dźwięku próbki.
7) Klawisz musi zostać wciśnięty. Na wyświetlaczu pojawi się 1OF2. Kroki od 3 do 6
należy powtórzyć w drugim punkcie kalibracji.
8) Klawisz musi być wciśnięty, aby symbol M / S (lub IN / µS) migał. Zostanie
wyświetlona wartość prędkości dźwięku, która została obliczona na podstawie wartości
grubości wprowadzonych w kroku 6.
9) Aby wyjść z trybu kalibracji należy ponownie nacisnąć klawisz i przyrząd jest gotowy
do wykonywania pomiarów w jej zakresie.
4.4 Jak wykonywać pomiary
Przyrząd zawsze zapisywał ostatnią zmierzoną wartość do momentu wykonania nowego
pomiaru. Aby przetwornik działał prawidłowo, nie może być żadnych przerw między
powierzchnią styku czujnika a powierzchnią mierzonego materiału. Odbywa się to za pomocą
Page 15

płynu sprzęgającego, zwanego potocznie „sprzęgaczem”. Płyn ten służy do „sprzęgania” lub
przenoszenia ultradźwiękowych fal dźwiękowych z przetwornika do materiału iz powrotem.
Dlatego niewielką ilość środka sprzęgającego należy nałożyć na powierzchnię materiału
przed wykonaniem pomiarów. Zwykle wystarczy jedna kropla.
Po zastosowaniu łącznika przetwornik należy mocno docisnąć do mierzonego obszaru. Na
wyświetlaczu powinien pojawić się wskaźnik stanu sprzężenia oraz cyfra. Jeśli przyrząd został
prawidłowo „wyzerowany” i jeśli został ustawiony na prawidłową prędkość dźwięku,
faktyczna grubość materiału bezpośrednio pod przetwornikiem zostanie wskazana jako
liczba na wyświetlaczu.
Jeśli wskaźnik stanu sprzężenia nie pojawia się lub nie jest stabilny lub jeśli liczby na
wyświetlaczu nie wydają się być prawidłowe, należy sprawdzić, czy pod przetwornikiem
znajduje się odpowiednia warstwa łącznika i czy przetwornik umieszcza się płasko na
materiale.
Jeśli warunki się utrzymują, czasami konieczne jest wybranie innego przetwornika (rozmiaru
lub częstotliwości) dla materiału, który ma być mierzony.
Gdy przetwornik styka się z materiałem, przyrząd wykona cztery pomiary na sekundę,
aktualizując w tym czasie swój wyświetlacz.
Jeśli przetwornik zostanie wyjęty, na wyświetlaczu pojawi się ostatni wykonany pomiar.
Uwaga: Od czasu do czasu, podczas wyjmowania głowicy, pomiędzy przetwornikiem a
powierzchnią zostanie wyciągnięta niewielka warstwa środka sprzęgającego. Jeśli tak się
stanie, przyrząd może wykonać pomiar przez tę folię sprzęgającą, co spowoduje błędny
pomiar. Jest to zrozumiałe, ponieważ jedna wartość grubości jest obserwowana, gdy
przetwornik jest na miejscu, a druga wartość jest obserwowana po wyjęciu przetwornika.
Ponadto pomiary wykonane na bardzo grubej farbie lub powłokach mogą skutkować
pomiarem farby lub powłoki, a nie zamierzonego materiału.
Odpowiedzialność za właściwe użytkowanie przyrządu, jak również rozpoznanie tego typu
zjawisk, zależy wyłącznie od użytkownika tego przyrządu.
4.4.1 Zmiana pomiaru prędkości dźwięku
W załączniku A znajdziesz różne prędkości dźwięku, które należy zastosować do pomiaru
różnych materiałów.
Aby zmienić prędkość dźwięku instrumentu, wykonaj następujące czynności:
1. Naciśnij dwukrotnie klawisz CAL, aż symbol M / S zacznie migać.
2. Następnie naciśnij klawisz SCAN lub ALARM, aby zmienić prędkość dźwięku
3. Aby zabezpieczyć ustawienia, naciśnij klawisz Cal.
Page 16

4.5 Tryb skanowania
Chociaż przyrząd doskonale sprawdza się w pomiarach pojedynczych punktów, czasami
konieczne jest zbadanie większego obszaru w poszukiwaniu najcieńszego punktu. Instrument
ten posiada funkcję zwaną trybem SCAN, która to umożliwia.
Podczas normalnej pracy wykonuje i wyświetla cztery pomiary co sekundę, co jest
wystarczające dla pojedynczych pomiarów. Jednak w trybie SCAN przyrząd wykonuje dziesięć
pomiarów na sekundę i wyświetla odczyty podczas skanowania. Podczas gdy przetwornik
styka się z mierzonym materiałem, zawsze śledzi wyszukiwanie najniższych pomiarów.
Przetwornik można „szorować” po powierzchni, wszelkie krótkie przerwy w sygnale zostaną
zignorowane. Jeśli straci kontakt z powierzchnią na dłużej niż dwie sekundy, przyrząd
wyświetli najmniejszy znaleziony pomiar.
Jeśli tryb SCAN jest wyłączony, tryb pojedynczego punktu zostanie automatycznie włączony.
Tryb SCAN jest włączany / wyłączany w następujący sposób:
Aby włączyć / wyłączyć tryb SCAN, należy nacisnąć klawisz. Aktualny stan zostanie
wyświetlony na wyświetlaczu.
4.6 Zmiana rozdzielczości
Przyrząd TN xx-0,01 US ma wybieraną rozdzielczość wyświetlania, która wynosi 0,1 i 0,01
mm.
Jeśli klawisz zostanie naciśnięty podczas włączania instrumentu,
Rozdzielczość zostanie przełączona między „wysoką” i „niską”.
Ta funkcja nie jest dostępna dla TN xx-0,1 US, które jest ustawione na 0,1 mm.
4.7 Zmiana jednostek
W trybie pomiaru należy nacisnąć klawisz , aby przełączać się między jednostkami
imperialnymi i metrycznymi.
4.8 Zarządzanie pamięcią
4.8.1 Zapisywanie odczytu
Istnieje 20 plików (F00-F19), których można użyć do przechowywania wartości pomiarowych
wewnątrz przyrządu.
W każdym pliku można przechowywać maksymalnie 100 rekordów (wartości grubości).
Zmierzona wartość grubości zostanie zapisana w aktualnym pliku po naciśnięciu klawisza
po pojawieniu się nowego odczytu pomiaru. Zostanie dodany jako największy rekord w pliku.
Aby zmienić plik docelowy do przechowywania zmierzonych wartości, należy wykonać
następujące kroki:
Page 17

1) Aby aktywować funkcje rejestracji danych, należy nacisnąć klawisz . Zostanie
wyświetlona aktualna nazwa pliku i całkowita liczba rekordów pliku.
2) Klawisz i klawisz muszą być użyte do wybrania żądanego pliku, aby ustawić go jako
plik bieżący.
3) W celu wyjścia z funkcji rejestracji danych w dowolnym momencie należy nacisnąć klawisz
.
4.8.2 Kasowanie wybranego pliku
Konieczne może być całkowite wyczyszczenie zawartości całego pliku ze wszystkich
pomiarów. Dzięki temu można rozpocząć nową listę pomiarów, zaczynając od L00.
Procedura jest opisana w następujących krokach:
1) Aby aktywować funkcje rejestracji danych, należy nacisnąć klawisz . Zostanie
wyświetlona aktualna nazwa pliku i całkowita liczba rekordów pliku.
2) Klawisz i klawisz należy użyć do przewinięcia do pliku, z którego zostaną usunięte
wszystkie pomiary.
3) Należy nacisnąć klawisz na żądanym pliku. Plik zostanie automatycznie wyczyszczony i
wyświetli się „-DEL”.
4) Aby wyjść z funkcji rejestracji danych, należy w dowolnym momencie nacisnąć klawisz
, aby powrócić do trybu pomiaru.
4.8.3 Przeglądanie / usuwanie zapisanych rekordów
Dzięki tej funkcji można przeglądać / usuwać zapis w żądanym pliku zapisanym wcześniej w
pamięci, wykonując następujące czynności:
1) Aby aktywować funkcje rejestracji danych, należy nacisnąć klawisz . Zostanie
wyświetlona aktualna nazwa pliku i całkowita liczba rekordów pliku.
Page 18

2) Do wybrania żądanego pliku należy użyć klawisza i klawisza .
3) Aby wejść do wybranego pliku, należy nacisnąć klawisz .
Wyświetlony zostanie aktualny numer rekordu (tj. L012) oraz zawartość rekordu.
4) Klawisz i klawisz muszą być użyte do wybrania żądanego rekordu.
5) Należy nacisnąć klawisz na żądanym wpisie. Ten wpis zostanie automatycznie
usunięty i wyświetli się „-DEL”.
6) Aby wyjść z funkcji rejestracji danych i powrócić do trybu pomiaru, należy nacisnąć klawisz
.
4.9 Drukowanie danych
Pod koniec procesu inspekcji lub na koniec dnia może być wymagane przeniesienie odczytów
do komputera. Ta procedura jest możliwa tylko w przypadku TN xx-0,01 US, nie w przypadku
TN xx-0,1 US:
1. Przed drukowaniem jedną wtyczkę przyłączeniową kabla drukarskiego (części opcjonalne)
należy włożyć do gniazda znajdującego się po lewej stronie od góry korpusu, a drugą wtyczkę
do gniazda komunikacyjnego mini-drukarki.
2. Aby aktywować funkcje rejestracji danych, należy nacisnąć klawisz .
3. Klawisz i klawisz muszą być użyte do wybrania żądanego pliku.
4. Aby wydrukować wybrany plik, należy nacisnąć klawisz .
Dzięki tej operacji wszystkie dane z bieżącego pliku zostaną przesłane do minidrukarki przez
port RS-232 i zostaną wydrukowane.
5. Aby wyjść z funkcji rejestracji danych i powrócić do trybu pomiaru, należy nacisnąć klawisz
.
Page 19

4.10 Tryb dźwiękowy
Gdy sygnał dźwiękowy jest ustawiony na ((Wł.)), Za każdym razem podczas naciskania
przycisku, przy każdym pomiarze lub gdy mierzona wartość przekracza granicę tolerancji,
będzie słyszalny krótki dźwięk.
Aby włączyć lub wyłączyć tryb dźwiękowy, należy nacisnąć klawisz . Zostanie
wyświetlony bieżący tryb BeepMode.
4.11 EL Podświetlenie
Dzięki podświetleniu w tle wygodna jest praca nawet w ciemnych warunkach. Należy
nacisnąć klawisz , aby włączyć lub wyłączyć podświetlenie w dowolnym momencie po
włączeniu przyrządu.
Ponieważ światło EL zużywa dużo energii, należy je włączyć tylko w razie potrzeby.
4.12 Informacje o baterii
Jako źródło zasilania potrzebne są dwie baterie alkaliczne AA. Po kilku godzinach używania
wstępnie ustawionych baterii symbol baterii na ekranie będzie wyglądał jak .
Jeśli bateria się wyczerpie, pojawi się symbol baterii i zacznie migać. W takim
przypadku należy wymienić baterie.
Jeśli urządzenie nie jest używane przez dłuższy czas, należy wyjąć baterie.
4.13 Automatyczne wyłączanie
Instrument posiada funkcję „automatycznego wyłączania” - funkcję zaprojektowaną w celu
oszczędzania baterii. Jeśli nie będzie używany przez 5 minut lub dłużej, wyłączy się. Jeśli
napięcie akumulatora jest zbyt niskie, ta funkcja również zadziała.
4.14 Reset systemu
Klawisz należy nacisnąć podczas włączania instrumentu: przywrócone zostaną
ustawienia fabryczne.
Wszystkie dane pamięci zostaną usunięte podczas resetowania systemu. Może to być
pomocne tylko wtedy, gdy parametr w instrumencie został w jakiś sposób uszkodzony.
4.15 Połączenie z PC
TN xx-0.01 US jest wyposażony w port szeregowy RS-232. Przy pomocy dodatkowego kabla
instrument ma możliwość podłączenia do komputera PC lub zewnętrznego urządzenia
pamięci masowej.
Dane pomiarowe zapisane w pamięci można przesłać do komputera PC przez port RS-232.
Szczegółowe informacje na temat oprogramowania komunikacyjnego i jego użytkowania
można znaleźć w instrukcji oprogramowania.
Page 20
5 Serwis
Materiał
In/us
m/s
Aluminium
0.250
6340-6400
Stal zwyczajna
0.233
5920
Stal nierdzewna
0.226
5740
Mosiądz
0.173
4399
Miedź
0.186
4720
Żelazo
0.233
5930
Żeliwo
0.173-0.229
4400-5820
Ołów
0.094
2400
Nylon
0.105
2680
Srebro
0.142
3607
Złoto
0.128
3251
Cynk
0.164
4170
Tytan
0.236
5990
Cyna
0.117
2960
Żywica epoksydowa
0.100
2540
Lód
0.157
3988
Nikiel
0.222
5639
Pleksi
0.106
2692
Polistyren
0.092
2337
Porcelana
0.230
5842
PVC
0.094
2388
Szkło kwarcowe
0.222
5639
Guma wulanizowana
0.091
2311
Teflon
0.056
1422
Woda
0.058
1473
Jeśli wystąpią jakieś nienormalne zjawiska w przyrządzie, nie należy samodzielnie
demontować ani regulować żadnych stałych części montażowych. Zamiast tego należy
wypełnić niniejszą kartę gwarancyjną i przesłać instrument do nas. Serwis gwarancyjny może
być kontynuowany.
6 Transport i przechowywanie
1) Przyrząd musi być chroniony przed wibracjami, silnymi polami magnetycznymi, medium
korozyjnym, zanieczyszczeniami lub kurzem. Przechowywanie w zwykłej temperaturze.
Dodatek A Prędkości dźwięku
Dodatek B Noty aplikacyjne
Page 21

Rury i przewody pomiarowe
Kiedy mierzy się kawałek rury w celu określenia grubości ścianki rury, ważna jest orientacja
przetwornika. Jeśli średnica rury jest większa niż około 4 cale, pomiar należy wykonać z
przetwornikiem ustawionym w taki sposób, aby szczelina w powierzchni czujnika była
prostopadła (pod kątem prostym) do długiej osi rury.
W przypadku mniejszych średnic rur należy wykonać dwa pomiary, jeden ze szczeliną
powierzchniową czujnika prostopadłą, drugi ze szczeliną równoległą do długiej osi rury.
Mniejszą z wyświetlanych wartości należy przyjąć jako grubość tego punktu.
Pomiar gorących powierzchni
Prędkość dźwięku przez substancję zależy od jej temperatury. Gdy materiały się nagrzewają,
prędkość dźwięku przez nie spada. W większości zastosowań z temperaturami powierzchni
poniżej 100 ° C nie należy przestrzegać żadnych specjalnych procedur.
W temperaturach powyżej tego punktu zmiana prędkości dźwięku mierzonego materiału
zaczyna mieć zauważalny wpływ na pomiar ultradźwiękowy. W takich podwyższonych
temperaturach zaleca się wykonanie najpierw kalibracji na próbce o znanej grubości, która
jest równa lub zbliżona do temperatury mierzonego materiału. Umożliwi to przyrządowi
prawidłowe obliczenie prędkości dźwięku przez gorący materiał.
Podczas wykonywania pomiarów na gorących powierzchniach może być również konieczne
użycie specjalnie skonstruowanego przetwornika wysokotemperaturowego. Te przetworniki
są zbudowane z materiałów odpornych na wysokie temperatury.
Zaleca się również pozostawienie czujnika w kontakcie z powierzchnią przez krótki czas w
celu uzyskania stabilnego pomiaru. Gdy przetwornik styka się z gorącą powierzchnią, będzie
się nagrzewał, a rozszerzalność cieplna i inne skutki mogą mieć negatywny wpływ na
dokładność pomiaru.
Pomiar materiałów laminowanych
Materiały laminowane są wyjątkowe ze względu na ich gęstość (a tym samym prędkość
dźwięku), która może się znacznie różnić w zależności od elementu. Niektóre materiały
laminowane mogą nawet wykazywać zauważalne zmiany prędkości dźwięku na jednej
powierzchni. Jedynym sposobem na wiarygodny pomiar jest wykonanie kalibracji na próbce
o znanej grubości. Idealnie, ten materiał próbki powinien być częścią tego samego
mierzonego kawałka lub przynajmniej z tej samej partii laminowanej. Skutki zmian prędkości
dźwięku zostaną zminimalizowane przez kalibrację każdego elementu badanego
indywidualnie.
Page 22

Dodatkową ważną kwestią jest to, że wszelkie dołączone szczeliny lub kieszenie powietrzne
spowodują wczesne odbicie wiązki ultradźwiękowej. Zostanie to zauważone jako nagły
spadek grubości na normalnej powierzchni. Chociaż może to utrudniać dokładny pomiar
całkowitej grubości materiału, wskazuje to pozytywnie na wszelkie szczeliny powietrzne w
laminacie.
Przydatność materiałów
Ultradźwiękowy pomiar grubości polega na przepuszczaniu fali dźwiękowej przez mierzony
materiał. Nie wszystkie materiały nadają się do przesyłania dźwięku. Ultradźwiękowy pomiar
grubości praktycznie występuje w szerokim
różnorodność materiałów, w tym metale, tworzywa sztuczne i szkło.
Do trudnych materiałów należą niektóre odlewy, beton, drewno, włókno szklane i trochę
gumy.
Sprzęgła
Każde zastosowanie ultradźwiękowe wymaga jakiegoś medium, aby połączyć dźwięk z
przetwornika z badanym materiałem. Zwykle jako medium używana jest ciecz o wysokiej
lepkości. Dźwięk używany w ultradźwiękowym pomiarze grubości nie przenika skutecznie
przez powietrze.
Można stosować szeroką gamę materiałów sprzęgających. Glikol propylenowy jest
odpowiedni do większości zastosowań. W trudnych zastosowaniach, gdzie wymagany jest
maksymalny transfer energii akustycznej, zalecana jest gliceryna. Jednak w przypadku
niektórych metali gliceryna może sprzyjać korozji poprzez absorpcję wody, co jest
niepożądane.
Inne odpowiednie łączniki do pomiarów w normalnych temperaturach mogą obejmować
wodę, różne oleje i smary, żele i płyny silikonowe. Pomiary w podwyższonych temperaturach
będą wymagały specjalnie opracowanych sprzęgieł wysokotemperaturowych.
Nieodłącznym elementem ultradźwiękowego pomiaru grubości jest możliwość, że przyrząd
będzie używał drugiego, a nie pierwszego echa z tylnej powierzchni mierzonego materiału,
będąc w standardowym trybie echa impulsowego.
Może to spowodować, że odczyt grubości będzie DWUKROTNIE taki, jaki powinien być.
Odpowiedzialność za właściwe użytkowanie przyrządu i rozpoznanie tego typu zjawisk
spoczywa wyłącznie na użytkowniku przyrządu.
Adnotacja:
Aby zapoznać się z deklaracją zgodności CE, kliknij poniższe łącze: https://www.kernohn.com/shop/de/DOWNLOADS/
 Loading...
Loading...