

Sauter TN 80-0.1US, TN 230-0.1US, TN 300-0.1US, TN 80-0.01US, TN 230-0.01US User guide [fr]
...Page 1
Sauter GmbH
Ziegelei 1
E-Mail: info@sauter.eu
Internet: www.sauter.eu
Mesureur d’épaisseur par Ultrason
SAUTER TN-US
Version 1.4
01/2018
PROFESSIONAL MEASURING
D-72336 Balingen
Mode d’emploi
FR
Tel: +49-[0]7433- 9933-199
Fax: +49-[0]7433-9933-149
TN_US-BA-f-1814
TN_US-BA-f-1814 1
Page 2
FR
SAUTER TN-US
Ultrason
Version 1.4 01/2018
Mode d’emploi Mesureur d’épa isseur par
Nous vous félicitons d’avoir achété ce mesureur d’épaisseur de paroi de la Sté.
SAUTER. Nous vous souhaitons beaucoup de plaisir en travaillant avec cet appareil
de mesure de haute qualité et fonction. Nous sommes volontiers disposés à vous
donner toute information ou renseignement desiré et de recevoir vos propositions et
suggestions concernant la mesure d’ultrason.
Sommaire:
1 Vue d’ensemble génerale .............................................................................. 3
1.1 Données techniques ................................................................................................................ 3
1.2 Fonctions génerales ................................................................................................................. 4
1.3 Principe de mesure .................................................................................................................. 4
1.4 Equipement ............................................................................................................................... 5
1.5 Conditions d’environnement ................................................................................................... 5
2 Caractéristiques de la construction ............................................................. 6
2.1 Display digital ........................................................................................................................... 6
2.2 Description du panneau de command e ................................................................................. 7
3 Preparation du mise en service .................................................................... 7
3.1 Selection de la sonde ............................................................................................................... 7
3.2 Conditions et préparations des surfaces ............................................................................... 9
4 Méthode de travail ......................................................................................... 9
4.1 Mettre en marche/ arrêt ............................................................................................................ 9
4.2 Ajustage à zéro ......................................................................................................................... 9
4.3 Calibrage de la vitesse du son .............................................................................................. 10
4.3.1 Calibrage par l’épaisseur de matériau connu ........................................................................... 10
4.3.2 Calibrage par le son de vitesse connu ..................................................................................... 11
4.3.3 Calibrage à deux points ............................................................................................................ 12
4.4 Effectuer des mesurages ....................................................................................................... 12
4.4.1 Change des vitesses du son individuels .................................................................................. 13
4.5 Le mode de point singulier (Mode Scan) ............................................................................. 13
4.6 Changer la résolution ............................................................................................................. 13
4.7 Changer les unités ................................................................................................................. 14
4.8 Gestion de la mémoire ........................................................................................................... 14
4.8.1 Mémoriser un résultat lu ........................................................................................................... 14
4.8.2 Effacer le contenu d’un fichier spécial ...................................................................................... 14
4.8.3 Enregistrer / Effacer des enregistrements mémorisés ............................................................. 14
4.9 Imprimer les données ............................................................................................................ 15
4.10 Le mode „Beep“ ..................................................................................................................... 15
4.11 EL Rétroéclairage ................................................................................................................... 15
4.12 Information des piles ............................................................................................................. 15
4.13 Déconnexion automatique (Auto- Power Off)...................................................................... 16
4.14 Ajustage fondamental du système (Reset) .......................................................................... 16
4.15 Connection au PC ................................................................................................................... 16
5 Maintenance ................................................................................................. 16
6 Transport et garde en dépôt ....................................................................... 16
2 TN_US-BA-f-1814
Page 3
Modèles disponibles : TN 80-0.1US
TN 230-0.1US
TN 300-0.1US
TN 80-0.01US
TN 230-0.01US
TN 300-0.01US
1 Vue d’ensemble génerale
Le modèle TN-US est un appareil de mesure d’épaisseur des matériaux digital. Il
s’appuye au mêmes principes de commande comme SONAR. Avec le TN-US on
peut mesurer l’épaisseur de matériau des différents matériaux avec une précision de
la mesure de 0,1mm ou bien 0,01 mm. Il peut être appliqué pour une multitude des
matériaux métalliques et non métalliques.
1.1 Données techniques
Display: 4,5 cifre LCD avec EL rétroéclairage
Étendue de mesurage: 0,75 mm jusqu’à 300mm (en acier)
Étendue de mesurage de la vitesse du son: 1000 jusqu’à 9999m/s
Résolution: TN xx0.1 US: 0,1mm;
TN xx0.01US: 0,1 / 0,01mm
-Le TN 80-0.01 mesure en continu avec une resolution de 0.01
-Le TN 230-0.01 US de même q ue le TN 300-0.01 mesure avec une
résolution de 0.01 jusque 200mm
et en outre de 200mm respectivement av ec une résolution de 0.1
Précision de la mesure:
Modèles avec une résolution de 0,1 mm: 0,5 % de la valeur mesurée + 0,04 mm.
Modèles avec une résolution de 0,01 mm: 1 % de la valeur mesurée
En dépendance du matériau et les conditions d’environnement
Unités : métrique et impérial (mm/ inch) de c hoi x
- Quatre relevés par second chez mesure du point singulaire et dix par second chez
le mode de tableau ultrasonique (Scan- Mode) possible.
- Mémoire pour 20 fiches (jusqu’à 99 valeurs pour chaque fiche) pour des valeurs
mémorisées.
Alimentation électrique : 2x 1,5V AA (UM-3) alkaline piles ;
- environ 100 heures temps de fonctionnement
(sans rétroéclairage)
TN_US-BA-f-1814 3
Page 4
2
tv
H
×
=
Connexion au PC: - avec adaptateur de connexion RS-232 pour TN xx0.01 US;
- il n’y a pas de connexion au PC pour TN xx0.1US
Dimensions : 150 x 74 x 32mm
Poids: 245g
1.2 Fonctions génerales
- Il est possible de mesurer une gamme large des matériaux, inclusive des métaux,
matiére plastique, céramique, matière composite, époxy, vitre et d’autres matériaux
conducteur d’ultraso n.
- Pour des applications spéciales, certains modèles de sondes sont disponibles, spécialement pour les matériaux bourrus et des applications à haute température.
- Position à Zéro et fonction de calibrage de la vitesse du son.
- Fonction de calibrage à deux points
- Deux méthodes de travail: mode du point singulaire et le mode de tableau
ultrasonique (Scan- Mode)
- Indication de l’état de couplage montre l’état de couplage
- L’information des piles montre le capacité du reste des piles
- Fonction „Auto Sleep“ et „ Auto Power off“ pour ménager les piles.
- Software pour TN xx0.01 US disponible sur demande, pour le transfert des données
de la mémoire au PC
- Mini Thermo-imprimante disponible sur demande, pour imprimer les données mesurées du TN xx0.01 US avec l’aide de RS-232 adapteur de c on nexion.
1.3 Princ ipe de mesure
L’appareil de mesure digital d’épaisseur des matériaux mesure l’épaisseur d’une
pièce ou d’une structure en mesurant le temps exactement qu’il a besoin pour une
impulsion courte, réglé par la sonde d’ultrason, pour traverser l’épaisseur d’un matériau, d’être reflecté du derrière et puis d’être renvoyé à la sonde. Cette « deuxcourses » temps du transfert doit être divisé par 2 (la course d’aller et de retour) et
puis il le faut multiplier avec la vitesse du son du matériau spécifique. Le résultat peut
être manifesté avec la formule suivante :
H – L’épaisseur de matériau de l’object de test
v -- La vitesse du son du matériau correspondant
t -- le temps mesuré pour le temps du transit du son.
4 TN_US-BA-f-1814
Page 5
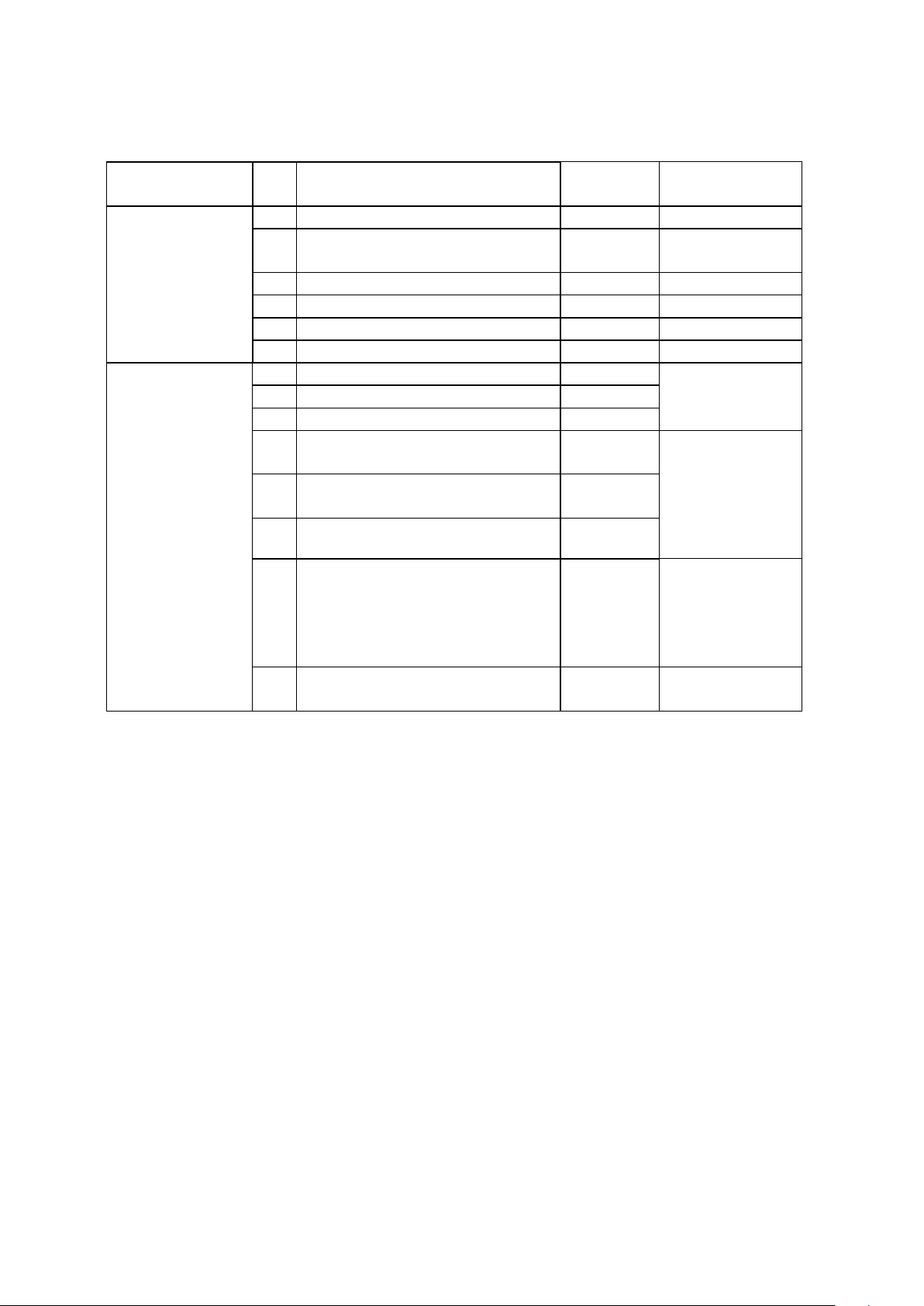
1.4 Equipement
No. désignation
Quantité
Note
Équipement
1
Partie principale
1
2
sonde
1
ATU-US 10
90°
3
Gel de couplage
1 4
Mallette de transp.
1 5
Mode d’emploi
1 6
Piles Alkaline
2
Gr.AA
Equipement
7
Sonde: ATU-US 01
1
Voir
8
Sonde: ATU-US 02
1 9 Sonde: ATB-US 02
1
10
sonde ATU-US 10; angle 90°
1 11
Sonde ATU-US09
1
12
Sonde ATB-US01
1
13
Data Pro Software ATU-04
1
Pour PC,
TN xx 0.01 US
16
Gel de contact ultrasonore
ATB-US03
1
Table 1
Standard
Additionnel /
Commande
ultérieure
14
Plug-In Software AFI-1.0
15
USB cable de comm. FL-A01
1.5 Conditions d’environnement
Températures d’opération: de -20°C jusqu’à +60°C
Température de stockage: de -30°C jusqu’à +70°C
Humidité relative: moins que 90%
Dans l’environnement attenant il faut éviter des vibrations ainsi que des champs magnétiques, milieu corrosif et de la poussière.
1
1
table
3-1
seulement
pour les
modèles
TN_US-BA-f-1814 5
Page 6
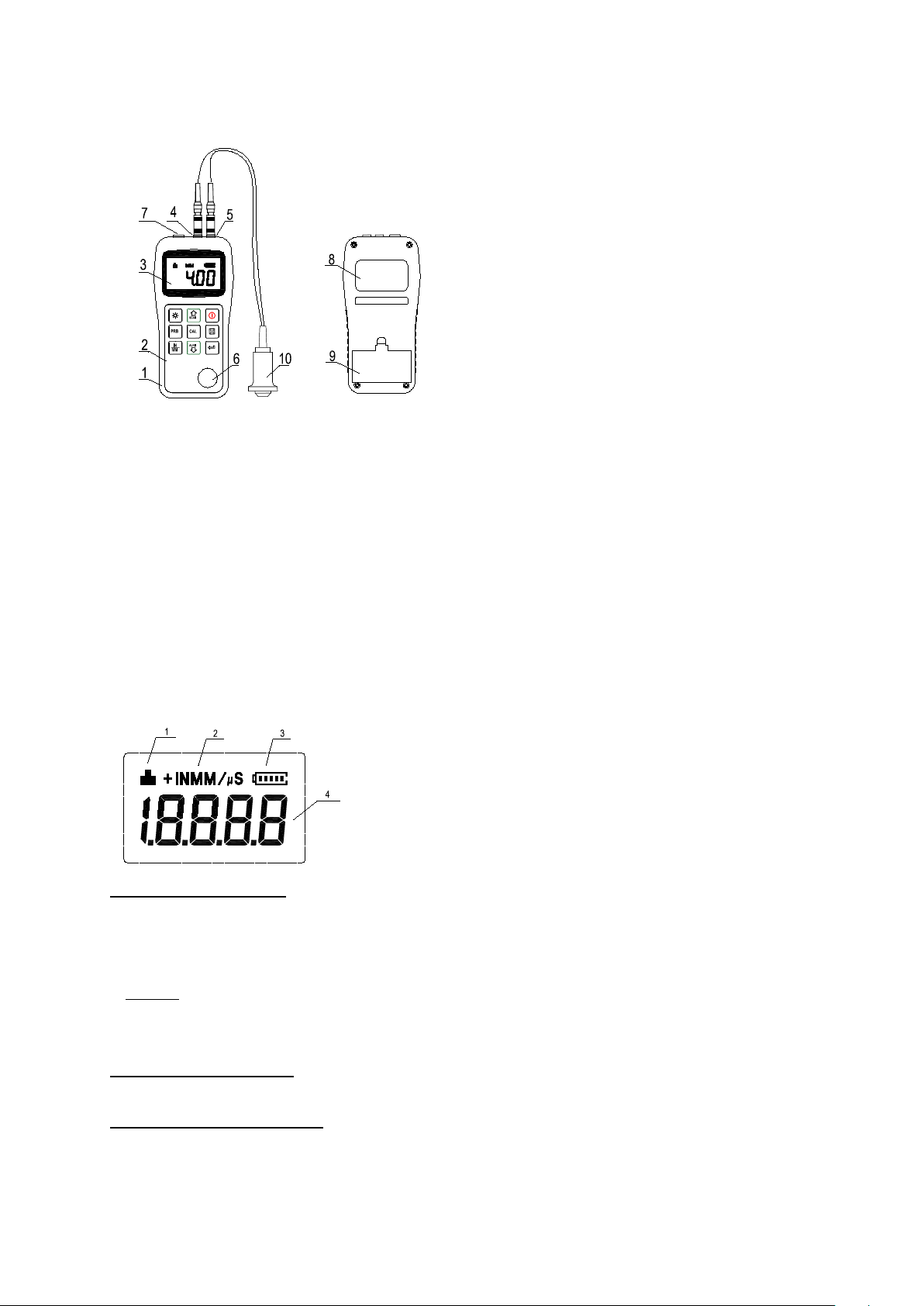
2 Caractéristiques de la construction
1 La partie pricipale
2 Le clavier
3 LCD Display
4 Prise femelle d’impulseur
5 Prise femelle d’accepteur de rayonnement
6 Plaque „Zéro“
7 Prise femelle pour le PC
8 Label (au derrière)
9 Couvercle pour le compartiment des piles
10 Sonde ultrasonore
ULTRASONIC
THICKNESS GAUGE
SN:
POWER: 2 X 1.5V
2.1 Display digital
1 Etat de couplage: montre l’état de couplage; pendant les mesurages sont effectués, ce symbole doit apparaître. Sinon, l’appareil a des problèmes d’atteindre des
mesures stables. Il est probable qu’il y a des dérivations.
2 Unité : mm ou inch pour l’épaisseur du matér i au
m/s ou in/µ sec. pour la vitesse du son
3 Indication des piles: montre la capacité des piles
4 Information du display : On peut lire la valeur calculée d’épaisseur de matériau et la
vitesse du son et sur le display on peut voir l’opération courante.
6 TN_US-BA-f-1814
Page 7
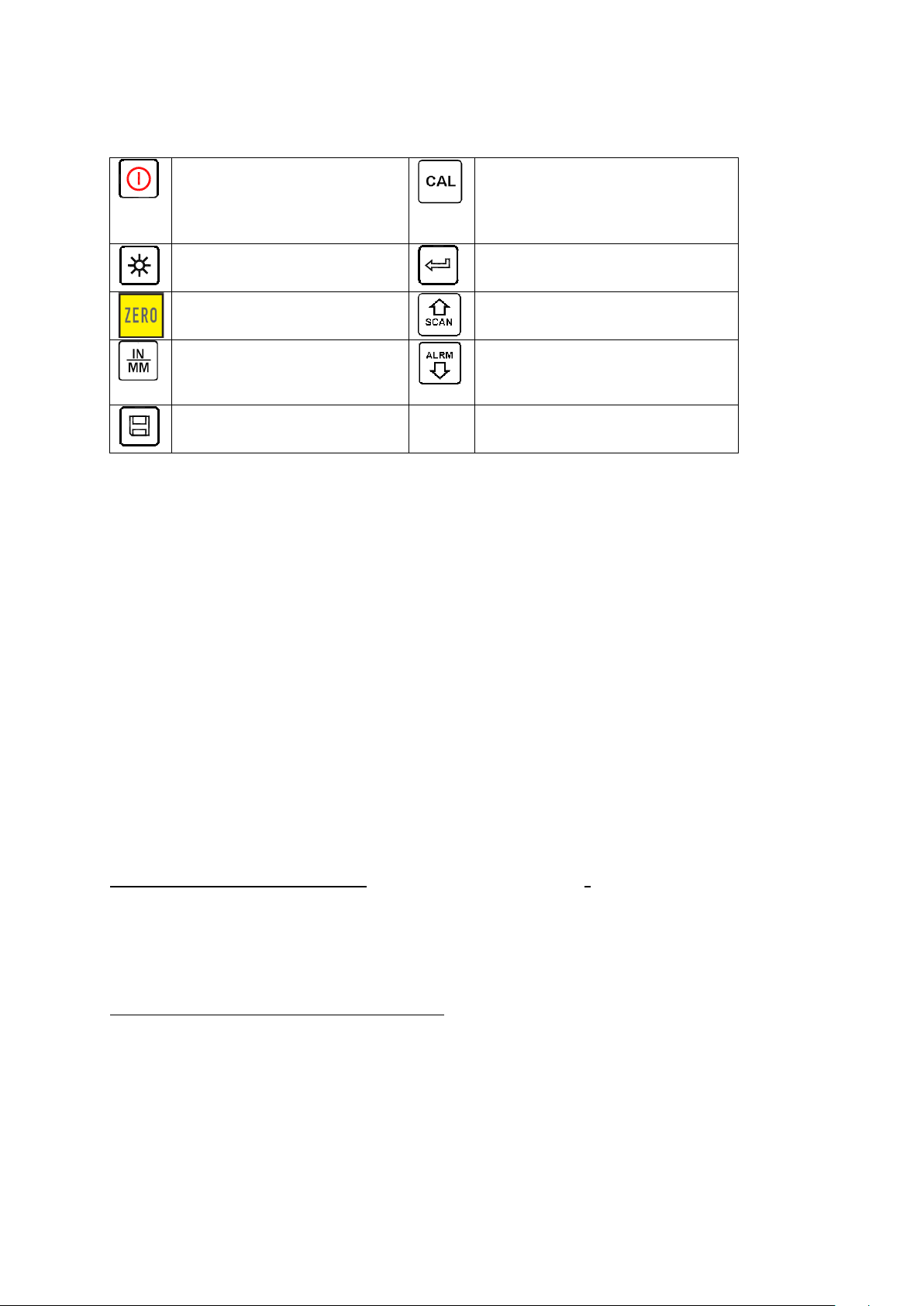
2.2 Description du panneau de commande
Mettre en
Calibrage,
Rétroéclairage
Bouton „Enter“
Bouton pour
Plus;
Bouton pour
Minus;
Memoriser ou
marche / arrêt
marche/arrêt
Position Zéro
le change des unités
Effacer des données
Vitesse du son
Mode ultrason: marche/arrêt
Mode “Beep”: marche/arrêt
3 Preparation du mise en servi c e
3.1 Selecti on de la sonde
Avec cet appareil de mesure, il est possible de mesurer beaucoup des matériaux, par
exemple des différents métaux, verre et matière plastique. C’est pourquoi on a besoin de différentes sondes pour celles différentes familles des matériaux. La sonde
correcte est décisive pour un résultat de mesure correct et fiable. Les parties suivantes expliquent les fonctions plus importants des sondes et qu’est-ce qu’il faut respecter si une sonde est choisie pour un objet de travail défini.
Généralisé ça veut dire, que la meilleur sonde pour un objet de preuve doit émettre
suffisante d’énergie d’ultrason dans le matériau à mesurer, en sorte qu’un écho
stable et fort arrive dans l’instrument. Il y a des facteurs définis qui influencent la
puissance d’ultrason pendant la transmission. Ceux-ci sont représentés dans ce qui
suit :
La puissance du signal initial : Plus puissant qu’un signal est au début, de plus puissant sera l’écho retournant. La puissance du signal initial est principalement un facteur de la grandeur de l’émetteur d’ultrason dans la sonde. Une surface qui émet
plus fort donne plus d’énergie dans le matériau qu’une déficiante. Suivant, une sonde
de „1/2 inch“ émet un signal plus fort qu’une sonde de „1/4 inch“.
Le pouvoir d’absorbtion et le dispersion: Si l’ultrason circule dans quelque matériau, il
est particulièrement absorbé. Chez des matériaux avec une structure granulaire, les
ondes sonore se dispersent. Toutes les deux influences diminuent la puissance des
ondes sonore et, par conséquent, l’habilité de l’appareil de connaître et
d’ absorber l’écho retournant. Des ondes sonores avec une fréquence plus haute
sont « retients » plus que celles de fréquence basse. Ainsi on pourrait penser
d’utiliser mieux une sonde avec fréquence basse, mais celles-ci sont moins concentrées que celles avec des fréquences hautes. Par conséquent, une sonde avec une
TN_US-BA-f-1814 7
Page 8

fréquence haute sera mieux pour découvrir des empreintes ou des impuretés dans le
Modèle
Freq
Ø
Étendue de mesure
Limite
Déscription
ATU-US 01
2,5
14
40mm (fonte grise
20mm
Pour matériau
matériau.
Le mode de construction de la sonde:
Les limites physiques de l’environnement de la mesure quelque fois décident à
l’aptitude de la sonde pour un objet de test spécial. Quelque fois ils sont trop grand
pour l’application dans l’environnement strictement définit. Si la surface disponible
pour le contact avec la sonde est réduit, on a besoin d’une sonde avec une zone de
contact petite. Si on mesure une surface curvée, p. ex. La paroi d’un cylindre, il faut
de même adapter la zone de contact de la sonde.
La température du matériau:
Si les mesures sont effectuées sur des surfaces avec une température extrément
haute, il faut avoir des sondes spéciales. Celles-ci sont construites pour des matériaux et techniques spécials et il peuvent être appliquées dans des températures
hautes.
Quelque fois la sélection de la sonde appropriée n’est pas facile. Il faut expérimenter
un peu pour trouver la meilleure pour un certain objet de test.
La sonde est l’extrémité de l’appareil. Elle émet et reçoit des ondes d’ultrasonique,
lesquels l’appareil a besoin pour définir l’épaisseur de matériau. Si on utilise des
sondes, il est facile de les connecter avec l’appareil : Ou bien le connecteur convient
dans la prise femelle ou bien dans l’appareil.
Il faut enfourner la sonde correctement pour obtenir des résultats de mesure fiables.
Figurant ci-dessous, une sonde est illustrée et il suivent des instructions.
L’image supérieure montre la vue d’en bas: il y deux demi-cercles, divisés au milieu.
Un demi-cercle conduit l’ultrason dans le matériau à mesurer et l’autre conduit l’écho
retour à la sonde. La sonde se trouve toujours directement dessous le centre de la
mesure.
L’image inférieure montre la vue de haut d’une sonde. Il faut appuyer avec le pouce
et l’index de haut sur la sonde pour le placer correctement. Il ne faut que l’appuyer
un petit peu parce qu’il est seulement nécessaire de la positionner plane sur la surface.
Table 3-1 Sélection de la sonde
MHZ
mm
3.0mm~300.0mm(aci
er)
HT200)
inférieure
épais,extrèmement
absorbent
ou répartissant
8 TN_US-BA-f-1814
Page 9

ATU-US 09
5
10
1.2mm~230.0mm
Φ20mm×3.0mm
Mesure normale
ATU-US 10
5
10
1.2mm230.0mm(acier
Φ20mm×3.0mm
Mesure normale,90°
ATU-US 02
7
6
Φ15mm×2.0mm
Matériau fin ou
ATB-US01
5
6
Φ15mm×2.0mm
Matériau fin
ATB-US 02
5
12
30mm
Pour des températ.
(acier)
3.2 Conditions e t préparations des surfaces
Chez tous les types de mesures ultrasoniques, la qualité et la rugosité de la surface
est très important. S’il y a des surfaces rugueuses et pas planes, les ondes ultrasonique ne peuvent pas traverser le matériau correctement et le résultat sont des mesures incorrectes et instables.
La surface doit être propre et sans p. ex. rouille ou vert-de-gris. Avec les substances
pareil de ceux-ci, il n’est pas possible de placer la sonde proprement sur la surface. Il
la faut nettoyer avec une brosse métallique ou un grattoir. Quelque fois on peut de
même prendre une surfaceuse, mais il faut prendre garde à la surface, qu’elle n’est
pas rejointoyée. Ainsi on ne peut pas encore placer la sonde proprement sur la surface.
Il est assez difficile de mesurer sur des surfaces bourrues comme la fonte siliceuse
parce que le rayon est départissé et il est envoyé dans toutes les directions.
De même, les surfaces bourrues contribuent à l’usure, spécialement si la sonde est
« décrassée » dans la surface. C’est pourquoi il les faut réviser de temps en temps.
Si la sonde est usée à une côté plus qu’à l’autre, les ondes ultrasonique ne peuvent
pas non plus traverser la surface à la verticale.
)
0.75mm~80.0mm
(acier)
0.75mm~80.0mm
(acier)
3~200mm
(acier)
tubes moins courbés
hautes (jusqu’à
300°C)
4 Méthode de travail
4.1 Mettre en marche/ arrêt
L’instrument se mette en marche avec le bouton de marche/ arrêt. La dedans, ily a
une mémoire spéciale où tous les mesurages sont déposés, même si l’appareil était
mis en arrêt.
4.2 Ajustage à zéro
TN_US-BA-f-1814 9
Page 10

«L’ajustage à zéro » de l’appareil est effectué avec le bouton . C’est presque fait
comme chez les autres micromètres. Si on ne le fait pas correct, tous les mesurages
peuvent être incorrects.
Avec « l’ajustage à zéro » la valeur de faute, définit en avant, est mesurée et automatiquement corrigée pour tous les mesurages suivants.
La démarche est comme suivante:
1) La sonde ultrasonique doit être empochée et les connexions des fiches doivent
être contrôlées. La surface de contact du sonde ultrasonique doit être propre.
2) Il faut activer le mode pour l’ajustage à zéro avec le bouton .
3) Il faut appuyer le bouton et pour montrer la sonde ultrasonique utilisée en ce
moment. Il ne faut pas faire des defaults parce que c’est très important pour la justesse de mesurage.
4) Maintenant il faut mettre une goutte du gel de couplage
sur la plaque de calibrage métallique.
5) Il faut placer la sonde ultrasonique en façon prudent sur la plaque de calibrage – il
faut la placer plate sur cette surface.
6) Puis il faut relever la sonde ultrasonique de la plaque de calibrage.
Maintenant l’appareil a reconnu le facteur de défaut initial. Tous les mesurages suivants seront réglé avec ce facteur de défaut initial.
Chez l’ajustage à zéro l’appareil va utiliser toujours la vitesse du son de la plaque de
calibrage encastrée, même si en avant on a dicté d’autres valeurs pour effectuer des
mesurages courants. Bien que le dernier ajustage à zéro est mémorisé, il est recommandable de le faire après chaque mise en marche de l’appareil, même si une
autre sonde ultrasonique est utilisée ; ça assure que l’appareil était toujours ajusté
correctement. En pressant le bouton , l’ajustage à zéro courant peut être interrompu. L’appareil retour ne au mode de mes ur ag e.
4.3 Calibrage de la vitesse du son
Pour effectuer des mesurages corrects, l’appareil doit être ajusté à la vitesse du son
du matériau conforme. Tous les matériaux différents ont des propres vitesses du
sons différentes. En omettant de faire ça, tous les mesurages vont présenter des défauts avec un certain pourcentage.
Le calibrage à un point est le plus courant pour optimiser la linéarité par une portée
grande. Le calibrage à deux points permet une justesse plus haute dans une portée plus petite en calculant l’ajustage a zéro et la vitesse du son.
Annotation : En faisant le calibrage à un point ou le calibrage à deux points il
faut premièrement enlever la couleur ou le revêtement. En omettant ça, le résultat du
calibrage sera un mode de « Multi-matériaux- vitesses du sons ». Surement il ne
possède pas la vitesse du son du matériau à mesurer.
4.3.1 Calibrage par l’épaisseur de matériau connu
10 TN_US-BA-f-1814
Page 11

Ce processus commande une épreuve de matériau qui doit être mesuré, ça veut dire
on a besoin de l’épaisseur de matière, mesuré d’aucune façon en avant.
1) Il faut faire l’ajustage à zéro.
2) Il faut mettre un peu de gel de couplage sur le matériau à mesurer.
3) Il faut presser la sonde ultrasonique sur le matériau. Sur le display on peut lire une
valeur d’épaisseur de matériau.
Le symbole de couplage apparaît.
4) En ce moment quand une valeur stable est atteint, il faut relever la sonde
d’ultrason. Si ensuite l’épaisseur de matériau justement mesuré est différent de celui
de la valeur pendant le couplage, il faut répéter item 3).
5) Il faut presser le bouton pour activer le mode de calibrage. Le symbole MM (ou
IN) commence à clignoter.
6) Maintenant il faut corriger l’épaisseur de matériau requis sur le display avec les
boutons et jusqu’il est conforme avec l’épaisseur du spécimen.
7) Il faut presser le bouton de nouveau et le symbole M/S ( ou bien IN/µS) doit
commencer à clignoter.
Sur le display, maintenant on peut lire la valeur ultrasonique, calculé en avant à l’aide
de l’épaisseur de matér i au.
8) Pour quitter le mode de calibrage il faut presser le bouton . Ainsi on retourne
dans le mode de mesurage.
A partir de maintenant on peut effectuer des mesurages.
4.3.2 Calibrage par le son de vitesse connu
Annotation : Dans ce cas présent il faut connaître la vitesse du son du matériau à
mesurer préalablement.
Il y a une table avec les matériaux plus courants dans l’appendice A au fin du mode
d’emploi.
1) Il faut presser le bouton pour activer le mode de calibrage. Le symbole MM (ou
IN) commence à clignoter.
2) Il faut répéter de presser le bouton en sorte que le symbole M/S (ou bien IN/µS)
va clignoter mêmement.
3) Puis il faut corriger la vitesse du son avec les boutons
et jusqu’à qu’il est conforme avec la vitesse du son du matériau à mesurer. On
peut aussi utiliser le bouton pour changer entre les vitesses du son alléguées, généralement utilisées.
4) Pour quitter le mode de calibrage il faut presser le bouton . Ainsi on retourne
dans le mode de mesurage.
A partir de maintenant on peut effectuer des mesurages.
Pour obtenir un résultat exact, il est généralement recommandé de calibrer l’appareil
avec un spécimen de l’épaisseur de matériau connu.
La composition du matériau (et ainsi la vitesse du son) souvent diffère d’un à l’autre
constructeur.
TN_US-BA-f-1814 11
Page 12

Le calibrage par l’épaisseur de matériau connu garantie que l’appareil était ajusté à
la façon le plus exact au matéria u à mesur er .
4.3.3 Calibrage à deux points
Il est présupposé que l’usager possède deux points de l’épaisseur de matériau connu du spécimen. Ceux-ci sont représentatifs pour l’étendue de mesur e.
1) Premièrement il faut faire « l’aj us tag e à z ér o ».
2) Il faut mettre un peu de gel de couplage sur le matériau à mesurer.
3) Il faut presser la sonde d’ultrason sur le matériau (sur le premier point ou bien le
deuxième point de calibrage).
Il faut contrôler la position correcte de la sonde ultrasonique sur le spécimen.
Sur le display on peut lire une valeur d’épaisseur de matériau. Le symbole de couplage apparaît.
4) En ce moment ou une valeur stable est atteint, il faut relever la sonde ultraso-
nique. Si ensuite l’épaisseur de matériau justement mesuré est différent de celui de
la valeur pendant le couplage, il faut répéter item 3).
5) Il faut presser le bouton et le symbole M/S (ou IN/µS) commence à clignoter.
6) Maintenant il faut corriger l’épaisseur de matériau requis sur le display avec les
boutons et jusqu’à qu’il est conforme avec l’épaisseur du spécimen.
7) Il faut presser le bouton et sur le display va apparaître 1OF2. Il faut répéter item
3) à 6) pour le deuxième point de calibrage.
8) Il faut presser le bouton de nouveau et le symbole M/S (ou bien IN/µS) doit
commencer à clignoter.
Maintenant l’appareil montre la vitesse du son, calculé à l’aide de l’épaisseur de matériau calculé en avant (qui était dicté à item 6.)
9) En pressant le bouton de nouveau, le mode de calibrage peut être quitté.
Puis on peut commencer de mesurer dans l’étendue de mesure préréglée.
4.4 Effectuer des mesurages
L’appareil toujours mémorise la dernière valeur jusqu’une nouvelle valeur s’y est
ajoutée.
Pour un fonctionnement correct de la sonde, il ne faut pas avoir des ponts aériens
entre la zone de contact et la surface de matériau. On l’atteint avec le gel ultrasonique, le « gel de couplage ». Ce gel couple ou diffuse les ondes ultrasoniques de la
sonde dans le matériau et retour.
Il faut mettre un peu du gel de couplage sur la surface avant de mesurer, une goutte
seulement est suffisante.
Après il faut placer la sonde timidement sur la surface.
Le symbole de couplage et un nombre apparaît sur le display. Si l’appareil était ajusté correctement et la vitesse de son était déterminé, le nombre dans le display
montre l’épaisseur de matériau actuel, mesuré directement au-dessous de la sonde.
12 TN_US-BA-f-1814
Page 13

Si le symbole de couplage n’apparaît pas ou le nombre est discutable, il faut contrôler s’il y a suffisant gel de couplage au-dessous de la sonde et si la sonde était placée plane sur la surface. Quelque fois il faut essayer une autre sonde (diamètre ou
fréquence).
Pendant que la sonde est en contact avec le matériau, l’appareil effectue quatre mesures par seconde. Quand elle est relevée, le dernier mesure reste sur le display.
Annotation : Quelque fois un film fin du gel de couplage est tiré en haut en levant la
sonde de la surface. Dans ce cas, il est possible que le mesurage est falsifié. La responsabilité pour une utilisation propre de l’appareil de mesure au rapport avec
l’identification des erreurs comme ça, finalement reste à l’utilisateur.
4.4.1 Change des vitesses du son individuels
Dans l’appendice A, les vitesses du son individuel sont représentés, pour le mesurage des matériaux différents.
La procédure est comme suivante pour changer la vitesse du son :
1. Il faut appuyer le bouton CAL deux fois, jusque le symbole M/S commence à cli-
gnoter.
2. Puis il faut appuyer le bouton SCAN ou ALARM pour changer la vitesse du son.
3. Pour mémoriser le changement, il faut appuyer le bouton CAL.
4.5 Le mode de point s i ngulie r (Mode Scan)
Le TN-US est excellent pour faire des mesures des points singuliers. Mais quelque
fois il est nécessaire de tester des surfaces plus grandes pour chercher le lieu le plus
fin. Pour effecter cela, l’appareil possède le Mode Scan.
En faisant les mesures du point singulier, l’appareil prend 4 mesures par second.
Dans le Mode Scan, ce sont 10 mesures par second et les résultats lus sont montrés
sur le display. Pendant que la sonde est en contact avec l’objet de test, l’appareil
cherche la plus petite valeur mesurée.
Il est possible de « décrasser » la sonde sur la surface parce que l’appareil ignore
des interruptions courtes du signal. S’il y a des interruptions plus longues que deux
seconds, l’appareil montre la plus petite valeur mesurée qu’il pourrait trouver.
Si le Mode Scan est désactivé, le Mode du point singulier est activé automatiquement.
Il faut désactiver le Mode Scan comme suivant :
Il faut appuyer le bouton . L’état actuel du Mode Scan apparaît sur le display.
4.6 Changer l a résolution
L’appareil de mesure TNxx0.01US possède deux résolutions de l’écran éligibles :
0,1mm et 0,01mm. L’appareil TNxx0.1US possède seulement la résolution 0,1 mm.
TN_US-BA-f-1814 13
Page 14

Après le mise en marche on peut choisir entre la résolution « haute » (high) et
« bas » (low) en appuyant le bouton .
4.7 Changer l es unités
A partir du mode de mesure, il est possible de changer les unités en pressant le bouton . On peut choisir entre mm (métrique) et inch (impérial).
4.8 Gestion de la mémoire
4.8.1 Mémoriser un résultat lu
Il est possible de mémoriser les valeurs mesurées avec 20 fichiers (F00-F19) dans
l’appareil. Il faut presser le bouton après la nouveau valeur est à lire et l’épaisseur
de matériau est mémorisé dans le fichiers actuel. S’il est nécessaire de changer le
fichier, dans lequel les valeurs mesurées sont mémorisées. La procédure est comme
écrit au-dessous :
1)Il faut activer le fonction de ralliement des données avec le bouton et le nom du
fichier actuel ainsi que le nombre de tous les enregistrements du fichier est à lire.
2) Il faut définir le fichier désiré comme fichier actuel avec les boutons et .
3) Avec le bouton on peut quitter le programme à tout mome nt.
4.8.2 Effacer le contenu d’un fichier spécial
De même, il est possible d’effacer le contenu d’un fichier complètement. En faisant
ça, l’utilisateur peut établir une nouvelle liste de mesurages sous la place de mémoire L00. La procedure est comme suivante:
1) Il faut activer le fonction de ralliement des données avec le bouton et le nom du
fichier courant ainsi que le nombre total de tous les enregistrements du fichier est à
lire.
2) On peut défiler vers le haut et vers le bas avec les boutons et dans ce fichier
jusque le fichier souhaité est trouvé.
3) Il faut confirmer ce fichier après avec le bouton et le contenu est effacé automa-
tiquement. Sur le display apparaît le symbole „-DEL“.
4) Le programme peut être quitté à tout moment avec le bouton et on retourne
dans le mode de mesure.
4.8.3 Enregistrer / Effacer des enregistrements mémorisés
Avec cette fonction-là, l’utilisateur peut enregistrer ou effacer un enregistrement
dans un fichier souhaité, de prime abord mémorisé. Il faut faire le pas suivants :
1) Il faut activer le fonction de ralliement des données avec le bouton et le nom du
fichier actuel ainsi que le nombre de tous les enregistrements du fichier est à lire.
2) Il faut chercher le fichier souhaité avec les boutons et .
3) Il faut ouvrir ce fichier avec le bouton et sur le display apparaît l’enregistrement
actuel (p.ex. L012) et le contenu.
4) Il faut chercher le fichier souhaité avec les boutons et .
14 TN_US-BA-f-1814
Page 15

5) Puis il faut appuyer le bouton à la place prévue.
Elle est effacée automatiquement et sur le display apparaît „-DEL“.
6) Il est possible de quitter ce programme à tout moment avec le bouton et on re-
tourne dans le mode de mesure.
4.9 Imprimer les données
A la fin de mesurer ou à la fin de la journée il est possible de transmettre les données
au PC. C’est montré dans les pas suivants, mais il faut dire que le transfert des données est seulement possible chez le modèle TN xx0.01 US. Il n’est pas prévu ou
possible chez le modèle TN xx0.1 US.
1) Avant d’imprimer il faut mettre le connecteur du câble de l’imprimeur (disponible
sur demande) à la partie principale de l’appareil dans la prise femelle au-dessus à
côté à gauche. Il faut mettre l’autre connecteur dans la prise f emelle de l’imprimeur
Mini.
2) Puis il faut activer les fonctions de ralliement des données avec le bouton .
3) Il faut chercher le fichier souhaité avec les boutons et .
4) En appuyant le bouton , ce fichier peut être imprimé.
Ainsi toutes les valeurs mesurées du fichier actuel seront transférées à l’imprimeur
avec le câble adaptateur et la connexion RS 232. Il est possible de les imprimer ensuite.
5) Il est possible de quitter ce programme à tout moment avec le bouton et on re-
tourne dans le mode de mesure.
4.10 Le mode „Beep“
Si le mode « Beep » est activé avec ((On)), on peut entendre chez chaque actionnement du clavier et chez chaque mesure un klaxon court, si le limite est excédé. Le
mode „Beep“ est mis en marche avec le bouton et le symbole est visible sur le
display.
4.11 EL Rétroéclairage
Avec le display rétroéclairé il est de même possible de travailler dans l’obscurité. Il
faut activer et désactiver le rétroéclairage avec le bouton , sitôt l’appareil e s t mis en
marche. Du fait que le rétroéclairage a besoin beaucoup de courant, il faut l’utiliser
seulement chez besoin urgent.
4.12 Information de s piles
On a besoin de deux piles Alcalines AA. Après plusieurs heures d’utilisation, on pout
voir le symbole sur le display. De plus noir la partie dedans le symbole, de plus
chargé sont les piles. S’il faut charger les piles, le symbole commence à clignoter. Maintenant il est nécessaire de changer les piles faisant attention à la polarité.
TN_US-BA-f-1814 15
Page 16

Si l’appareil n’est pas utilisé pour une durée plus longue, il faut extraire les piles de
l’appareil de mesure.
4.13 Déconnexion automatique (Auto- Power Off)
L’appareil possède une déconnexion automatique pour épargner les piles. S’il n’y a
pas une actionnement du bouton pour 5 seconds, il se déconnecte automatiquement.
De même, si l’accumulateur est presque vide et le voltage des piles est trop bas.
4.14 Ajustage fondamental du système (Reset)
Pendant l’appareil est mis en marche, il faut appuyer le bouton pour l’ajustage fondamental du systéme. En faisant ça, tous les données mémorisées sont effacées de
même.
4.15 Connection au PC
L’appareil de mesure TN xx0.01US possède la connexion d’adaptateur pour RS 232.
Les données mémorisées peuvent être transférées avec l’aide de ce câble (optionnel) au PC ou d’autres appareils de mémoire.
Pour une information plus détaillée il vous faut lire le mode d’emploi du Software.
5 Maintenance
S’il y a des problèmes exceptionnels chez votre appareil de mesure des matériaux, il
est strictement recommandé de nous informer et l’envoyer directement au service de
SAUTER GmbH. Il ne faut pas réparer, changer ou assembler des parts de
l’instrument à vous-même. Nous sommes à votre disposition et nous allons vérifier
votre appareil de mesure si vite que possible.
6 Transport et garde en dépôt
1) Il ne faut pas utiliser l’appareil de mesure dans l’environnement ou il y des vibra-
tions, des champs magnétiques forts, au milieu corrosif ou dans la poussière. Un
maniement brusque es t indési r a bl e.
Il le faut toujours conserver aux températures normales.
16 TN_US-BA-f-1814
Page 17

Matériau
Vitesse du son
In/us
m/s
Aluminum
0.250
6340-6400
acier
0.233
5920
Acier inoxydable
0.226
5740
Laiton
0.173
4399
Cuivre
0.186
4720
Fer
0.233
5930
Fonte
0.173-0.229
4400-5820
Plomb
0.094
2400
Nylon
0.105
2680
Argent
0.142
3607
Or
0.128
3251
Zinc
0.164
4170
Titan
0.236
5990
Tôle
0.117
2960
Epoxy
0.109
2760
Résine
0.100
2540
Glaces
0.157
3988
Nickel
0.222
5639
Plexiglas
0.106
2692
Polystyrène
0.092
2337
Porcellaine
0.230
5842
PVC
0.094
2388
Verre quartzeux
0.222
5639
Gomme
0.091
2311
Téflon
0.056
1422
Eau
0.058
1473
Appendice A Vitesses du son
Appendice B : Annotations pour l’application
Mesurer des tubes et matériau de tuyau
En mesurant des tubes pour constater la paroi de tube, le positionnement de la
sonde est très important. Si le diamètre est plus de 4 inch, il faut placer la sonde
dans le tube en mode que l’échancrure de sa zone de contact est perpendiculaire à
l’axe long du tube.
Si le diamètre de tube est petit, il faut mesurer deux fois sur la même place, une fois
avec l’échancrure de sa zone de contact perpendiculaire et l’autre fois parallèle à
l’axe long. La plus petite valeur mesurée passe pour la valeur exacte de cette position.
TN_US-BA-f-1814 17
Page 18

Le mesurage de surfaces chaudes
La vitesse du son par un matériau défini est dépendant de la température. Si la température augmente, la vitesse du son diminuait. Chez la plupart des applications de
moins que 100°C, il ne faut pas faire des précautions. Mais si les températures sont
plus hautes que 100°C, le changement de la vitesse du son commence à comporter
des effets sur le mesurage d’ultrason.
Chez températures si chauds, il est recommandé de calibrer un spécimen avec
l’épaisseur connu, qui est équivalent (exactement ou approximatif) de la température
du matériau à mesurer. Ainsi l’appareil de mesure peut mesurer la vitesse du son
exactement.
Si on fait des mesurages sur des surfaces chauds, on peut utiliser de même une
« sonde de haute température », quelles sont construites spécialement pour
l’application de températures hautes. Il ne faut que tenir le contact avec la surface
chaude seulement en peu de temps pour un mesurage stable. Si la sonde est placée
plus long sur la surface chaude, elle est échauffée et cet effet (extension thermale)
pourrait avoir des conséquences négatives à la précision de mesure.
Le mesurage de matériau revêtu
Des matériaux avec revêtements sont quelque chose spécial, parce que la densité
(et pour cela la vitesse du son) peut varier considérablement d’une pièce à l’autre.
La seule possibilité d’obtenir un résultat de mesure correct est d’effectuer un calibrage sur un spécimen avec l’épaisseur connu. Dans l’idéal, celui-ci doit être de la
même pièce que le matériau à mesurer, du moins de la même série de la fabrication.
Avec l’aide de ce calibrage « en avant » on peut réduire les dérivations considérablement.
Un autre facteur très important chez le mesurage de matériau revêtu sont les trous
aériens, qui provoquent une réflexion anticipée du rayon ultrasonique. On peut le
noter si l’épaisseur de matériau tout à coup baisse. Ce phénomène d’une part empêche des mesures exactes, mais d’autre part l’utilisateur est indiqué, qu’il y a des
trous aériens dans le revêtement.
Aptitude du materiel
Le mesurage ultrasonique et d’épaisseur de matériau reposent sur le son envoyé par
le matériau à mesurer.
Mais non tous les matériaux sont appropriés. Le mesurage ultrasonique peut être
utilisé pour une multitude de matériaux inclus métaux, matière plastique et verre.
18 TN_US-BA-f-1814
Page 19

Des matériaux difficiles sont matériau fonte, béton, bois, fibre de verre et quelques
sortes de gomme.
Remède de couplage
Toutes les applications ultrasoniques ont besoin d’un remède de couplage, un gel,
pour transférer le son de la sonde au matériau d’essai. De manière typique ce remède est assez visqueux. Il n’est pas possible de transférer l’ultrason par l’air efficacement.
On utilise une multitude des remèdes de couplage. Pour la plupart des applications
c’est Propylène Glycol. Mais chez quelques métaux, Glycérine peut provoquer une
corrosion par reprise d’humidité.
Il y a d’autres remèdes de couplage pour mesurages en températures normales qui
peuvent renfermer d’eau, huiles différents ou matière grasse, gels et liquides de silicone. Mesurages en températures hautes ont besoin de remèdes de couplage spéciaux.
Significative est, que l’appareil plutôt utilise le deuxième écho que le premier de la
surface arrière du matériau à mesurer, s’il se trouve dans le mode standard pulseécho.
S’ensuit que le résultat lu est deux fois plus grand comme normale.
La responsabilité pour une utilisation convenable de l’appareil de mesure et la reconnaissance de ces phénomènes restent chez l’utilisateur à soi-même.
Annotation :
Pour regarder la CE Confirmation de Conformité, cliquez sur le link suivant, s.v.p. :
https://www.kern-sohn.com/shop/de/DOWNLOADS/
TN_US-BA-f-1814 19
Page 20

Page 21

TN_US-BA-f-1413 19
 Loading...
Loading...