

Page 1

Серия 290
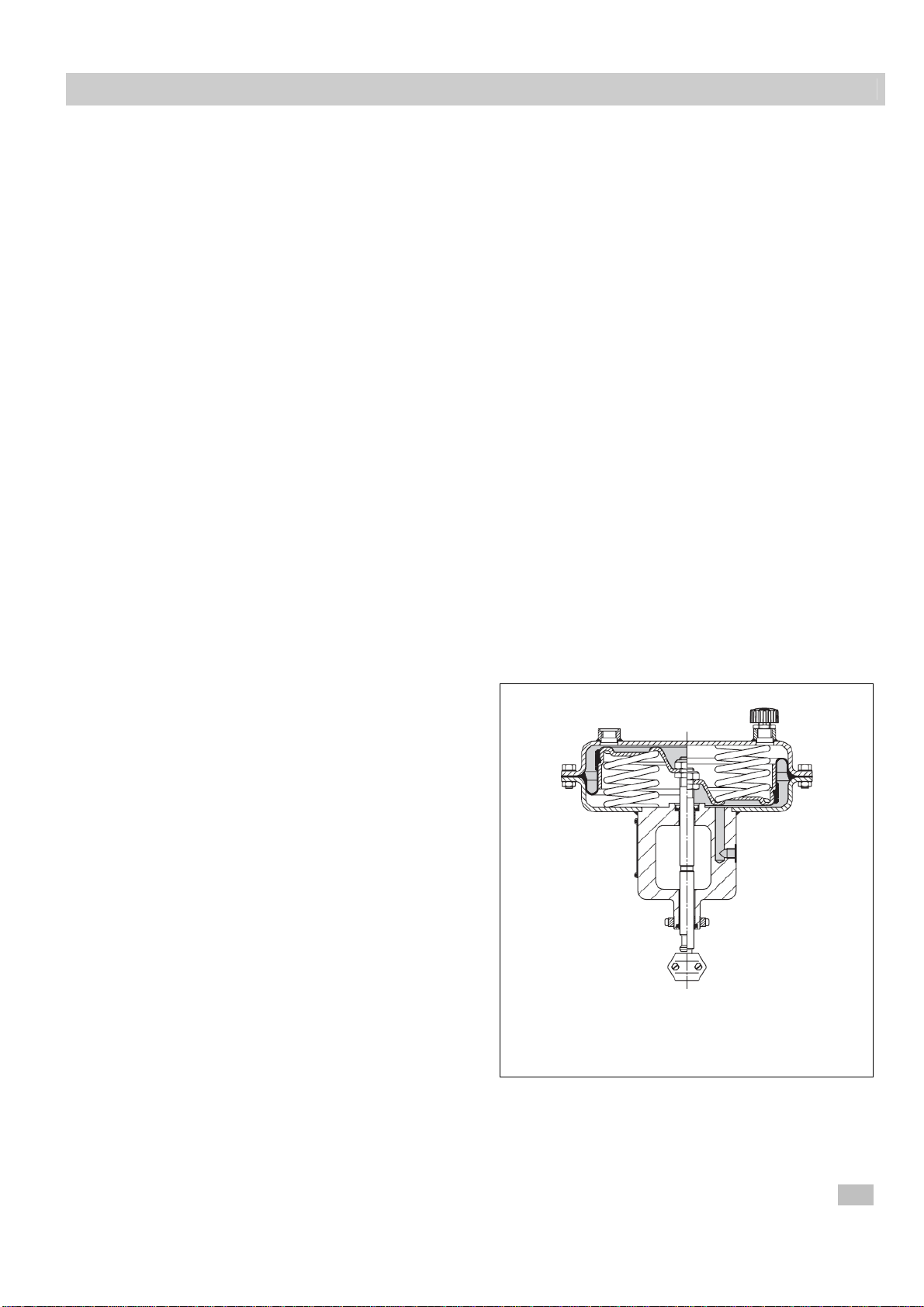
Пневматический регулирующий, запорный и
запорно-регулирующий клапан
Тип 3291-1 и Тип 3291-7
Рис. 1 • Тип 3291-1
Инструкция
по монтажу и эксплуатации
EB 8072 RU
Издание: ноябрь 2011
Page 2

Содержание
Содержание Страница
1
2 Конструкция и принцип действия……………………................................................................. 5
2.1
3
Сборка клапана и привода………………..…..……………………………………………………….. 7
3.1
3.2
3.3
3.3.1
3.3.2
4
Монтаж………………………………………………………………………………………………………. 11
4.1
4.2
4.3
Общая инструкция безопасности……………………………………………………………………..
Транспортировка и хранение…………………………………………………………………………….. 5
Монтаж и установка……………………………………………………………………………………..… 7
Предварительное напряжение пружин в конструкции «Шток привода выдвигается»…….…… 8
Комбинация клапана и привода c разными номинальными ходами………………………………. 8
Исполнение привода «Шток привода выдвигается»………………………..……………………….. 8
Исполнение привода «Шток привода втягивается»………………………………………..………… 10
Монтажное положение…………………………………………………………………………………….. 11
Конструкция трубопровода…………………………………………………………………………….. 11
Изоляция клапана………………………………………………………………………………………….. 11
4
Трубка управляющего сигнала…………………………………………………………………………… 11
4.4
Грязеуловитель и байпас………………………………………………………………………………… 12
4.5
Контрольный штуцер………………………………………………………………………………........... 12
4.6
Принцип действия………………………………………………………………………………………… 13
5.
Техническое обслуживание - Замена деталей………………………………………………........ 13
6.
6.1
Общее……………………………………………………………………………….……………………….. 13
Уплотнительные поверхности……………………………………………….…………………………… 14
6.1.1
6.1.2
Измерительное оборудование…………………………………………………………………………… 15
Смазочный материал………………………………………………………………………………………. 15
6.1.3
Замена деталей в стандартных клапанах /с удлинением верхней части клапана...................... 15
6.2
Демонтаж привода……………….………………………………………………………………..……….. 15
6.2.1
6.2.2
Сальник и плунжер…………............................................................................................................. 16
6.2.2.1
6.2.2.2
6.2.3
6.2.4
Демонтаж………………………………………………………………………….…………………............ 16
Монтаж……………….……………………………………………………………………………............... 16
Седло и/или крепление седла/делитель потока St I…………………………………….……………. 16
Демонтаж……………………………………………………………………………………………
16
Монтаж……………………………………………………………………………………………………..…
6.2.5
6.2.5.1
6.2.5.2
6.2.5.3
Высота Н1…………………..……………………………………………………………………………….. 18
Высота прокладки Н2……..……………………………………………………………………………….. 19
Разделительное кольцо…..……………………………………………………………………………….. 20
2 ЕВ 8072 RU
17
Page 3

6.2.5.4
Содержание
Уплотнение верхней части клапана………….................................................................................. 21
6.2.5.5
6.2.5.6
6.2.5.7
6.2.5.8
6.3
6.3.1
6.3.2
6.3.2.1
6.3.2.2
6.3.2.3
6.3.2.4
6.3.3
6.3.3.1
6.3.3.2
6.3.3.3
6.3.3.4
Плунжер.….……………………………………………………………………….…………………............ 21
Верхняя часть клапана…………………………………………………………………………................ 22
Сальник………………………………………………………………………………………………………. 23
Резьбовая втулка…………………………………………………………………………………………… 24
Клапаны с сильфоном…..………………………………………………………………………………… 24
Демонтаж привода…………………………………………………………………………………………. 24
Демонтаж…………………………………………………………………………………………………….. 24
Сильфонное уплотнение………………………………………………………………………………….. 24
Плунжер………………………………………………………………………………………………………. 24
Верхняя часть сильфона………………………………………………………………………………… 25
Шток плунжера с сильфоном……………………………………………………………………………... 25
Монтаж……………………………………………………………………………………………………….. 26
Сильфонная часть…..…………………………………………………………………………………….. 26
Верхняя часть сильфона………………………………………………………………………………….. 26
Плунжер для исполнения с сильфонным уплотнением……………………………………………… 27
Сильфонная вставка с плунжером….………………….………………………………………………. 28
6.3.3.5
6.4
7.
7.1
7.2
7.3
8.
8.1
8.2
8.3
9.
10.
____________________________________________________________________________________
Примечание!
У неэлектрических приводов и клапанов с корпусом без изолирующего покрытия
отсутствует внутренний потенциальный источник возгорания согласно оценке риска в редких
случаях неисправности,по EN 13463-1: 2001 статья 5.2, поэтому они не подпадают под
требования Европейской Директивы 94/9/ЕС по оборудованию, работающему под давлением.
____________________________________________________________________________________
Дополнительные инструкции по монтажу………………………………………………………………. 28
Клапаны с компенсацией давления……………….………..………………………………………….. 29
Приложение…………………………………………………………………………………………………. 29
Инструменты………………………………………………………………………………………………… 29
Моменты затяжки (1120-1400).…………………………………………………………………………… 29
Разделительные кольца (1120-3074)……………………………………………………………………. 30
Описание типовых шильдиков…………………………………………...…………………………. 30
Клапан Тип 3291…………………………………………………………………………………………….. 30
Привод Тип 3277……………………………………………………………………………………………. 31
Привод Тип 3271……………………………………………………………………………………………. 31
Форма заказа……………………………………………………………………………………………... 32
Размер и вес………………………………………………………………………………………………. 32
ЕВ 8072 RU 3
Page 4
Инструкция по безопасности
1 Общая инструкция безопасности
Общая инструкция безопасности
Монтаж и пуск в эксплуатацию клапана могут осуществлять
только специалисты, имеющие право на проведение
монтажных, пусконаладочных работ и эксплуатацию такого
оборудования.
Под специалистами настоящей инструкцией
подразумеваются лица, которые на основе своего
специального образования и опыта, а также знаний
действующих норм и стандартов, регламентирующих их
работу, могут предусмотреть возможные угрозы
безопасности персонала.
Регулирующий, запорный и запорно-регулирующий клапан (в
дальнейшем «клапан») отвечает требованиям Европейской
Директивы 97/23/ЕС по оборудованию, работающему под
давлением. Клапаны с маркировкой СЕ имеют сертификат
соответствия, который включает в себя информацию по
подтверждению порядка аттестации.
Для нормального функционирования убедитесь, что клапан
используется только в зонах, где рабочее давление и
температура не превышает рабочие значения, основанные на
данных клапана, указанных в заказе. Производитель не несет
никакой ответственности за повреждение, вызванное
внешними силами или любыми другими воздействиями!
Любые риски, которые могут возникнуть в клапане под
воздействием рабочей среды, рабочего давления или
подвижных деталей должны быть предотвращены
надлежащим образом.
Должна быть обеспечена правильная транспортировка и
хранение.
Внимание!
При монтаже и техническом обслуживании клапана
убедитесь в том, что нужный участок трубопровода не
находится под давлением и, в зависимости от используемой
рабочей среды, предусмотрен соответствующий дренаж. В
случае необходимости дождитесь, чтобы клапан остыл или
нагрелся до температуры окружающей среды перед пуском.
При работе с клапаном убедитесь, что пневматическое
питание и управляющий сигнал изолированы или блокированы
для предотвращения любых рисков, которые могут быть
обусловлены подвижными частями механизма.
Особое внимание стоит уделить клапану с приводом с
предварительно напряженными пружинами. Такие приводы
отмечены соответственно, также могут быть опознаны по
трем длинным болтам в основании привода. Перед тем, как
приступить к испытанию клапана, нужно снять давление с
преднапряженных пружин.
4 ЕВ 8072 RU
Page 5

2 Конструкция и принцип действия
Пневматические регулирующие, запорные
и запорно-регулирующие клапаны (в
дальнейшем «клапаны») Типа 3291-1 и
Типа 3291-7 состоят из односедельного
проходного клапана Типа 3291 и
пневматического привода Типа 3271 или
Типа 3277 со встроенным позиционером
и/или присоединенным конечным
выключателем.
Среда проходит через клапан по стрелке.
Положение плунжера определяет расход
среды, проходящий через седло клапана.
Положение плунжера определяется
величиной управляющего сигнала,
действующего на мембрану привода.
Шток плунжера соединен со штоком
привода с помощью соединительной
муфты и уплотняется поджатым
пружинами V-образного сальника из PTFE
или регулируемым высокотемпературным
сальником (НТ).
Положение безопасности:
В зависимости от расположения пружин
привода он имеет два различных
положения безопасности.
Шток привода пружинами выдвигается
«НЗ»:
При падении управляющего давления или
исчезновении эл/энергии пружины
опускают шток привода вниз и закрывают
клапан. Открытие клапана производится
повышением управляющего давления,
преодолевающего усилие пружин.
Шток привода пружинами втягивается
«НО»:
При падении управляющего давления или
исчезновении эл/энергии пружины
поднимают шток привода вверх и
открывают клапан. Закрытие клапана
производится повышением у
правляющего
давления, преодолевающего усилие
пружин.
Конструкция и принцип действия
2.1 Транспортировка и хранение
В данной инструкции представлена
информация по правильному обращению
с клапанами во время транспортировки,
хранению и подъема.
____________________________________
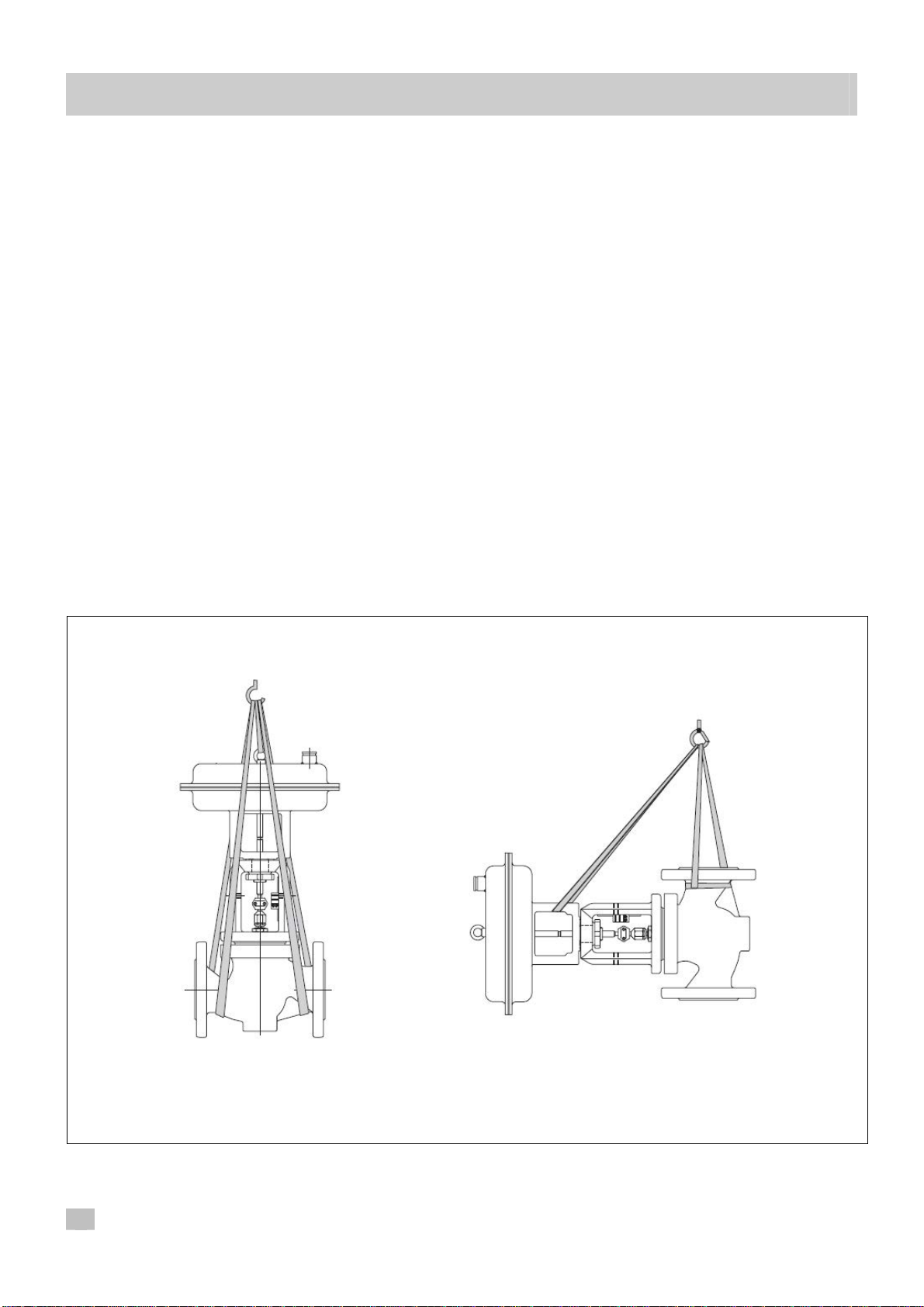
ПРИМЕЧАНИЕ
Запрещается поднимать конструкцию
клапана с помощью рым-болта на крышке
привода. Проушина используется только
для поднятия привода без кла
пана.
Закрепите подъемное средство на
корпусе клапана.
____________________________________
Оставляйте клапаны в транспортных
упаковках или на стеллажах как можно
дольше.
До момента монтажа клапаны должны
храниться в сухом месте.
Температура для транспортировки и
хранения должна поддерживаться от
-20ºС до + 65ºС.
Обеспечьте защиту клапанов
(особенно штока привода) от ударов,
вибраций и т.д.
Любое повреждение коррозионной
защиты (покраска, масляное покрытие
и т.д.) должно быть устранено
немедленно.
При выполнении любых работ с
клапаном всегда надевайте защитные
перчатки, одежду и защитные очки.
Никогда не оставляйте груз в
подвешенном состоянии.
Перед поднятием любого клапана
всегда проверяйте вес нагрузки в
технической документации SAMSON.
Всегда используйте подъемное
оборудование согласно фактической
нагрузки поднимаемых объектов.
ЕВ 8072 RU 5
Page 6
Сборка клапана и привода
Аккуратно поднимите клапан с пола и
проверьте, надежно ли закреплены
подъемные приспособления, а
регулирующий клапан хорошо
сбалансирован.
Поднимать клапан нужно в том
положении, в котором он будет
монтироваться.
Поднимать клапан нужно по центру
нагрузки во избежание его перекоса на
одну сторону.
При поднятии клапанов свыше 25 кг
убедитесь, что монтажные кольца для
цепного подъемника подогнаны на
нужную высоту над местом монтажа.
Часто рекомендуется вместе с
подъемником использовать
направляющие рельсы или поворотные
рукава.
Снимите желтые защитные заглушки с
входного и выходного фланцев прямо
перед монтажом клапана в трубу.
Перед снятием подъемных средств
убедитесь, что клапан правильно
смонтирован.
На чертеже показано, как клапан нужно
поднимать на месте монтажа.
Закрепите ремни вокруг корпуса
клапана. Чтобы зафиксировать клапан в
вертикальном положении и
предотвратить перекос, проденьте
ремень через проушину на крышке
привода.
Рис.2 Безопасный подъем клапана
6 ЕВ 8072 RU
Page 7

д
3. Сборка клапан-привод
Вместо штатного пневматического привода
могут быть смонтированы пневматический
привод с ручным дублером, ручной или
электрический привод.
Для всех значений условного прохода
штатный пневматический привод (с или без
ручного дублера) можно поменять на
больший или меньший.
Если в комбинации клапан-привод рабочий
ход привода больше рабочего хода
клапана, изготовитель устанавливает в
привод пакет пружин с предварительным
напряжением, при котором значения
рабочего хода обоих устройств совпадают.
Каждый клапан оснащен деталями,
необходимыми для монтажа штатного
привода. Если будет использоваться
другой привод, необходимые монтажные
детали нужно заказывать вместе с
приводом.
Необходимые детали с номерами заказа
можно посмотреть в информационном
листе 1600-0501…0550. Эти детали,
поставляемые дополнительно,
используются затем вместо первоначально
установленных.
3.1 Монтаж и установка
Если клапан и привод не были собраны в
единую конструкцию (рис.3) самим
производителем или если требуется
установить на клапан какой-либо другой
привод взамен стандартного, для сборки
конструкции выполняйте следующие
действия:
1. На клапане ослабить контргайку (10) и
соединительную гайку (9).
Нажимая на плунжер (5) со штоком в
направлении седла отвинтить вниз
контргайку (10) и соединительную гайку
(9).
2. Снимите соединительную муфту (А27) и
отвинтите гайку (А8) от привода.
Сборка клапана и привода
Сдвиньте гайку на шток плунжера
(установите пылезащитный рукав, если
необходимо).
3. Поставьте привод на раму (3) и
закрепите с помощью гайки (А8).
4. Прочтите на шильдике привода
диапазон управляющего давления
(или соответствующее значение для
конструкции с преднапряженными
пружинами), а также положение
безопасности (например, от 0.2 до 1
бара «Шток привода выдвинут»).
Устанавливаемое нижнее значение
диапазона (0.2 бара) соответствует
начальному значению диапазона пружин,
тогда как верхнее значение (1 бар)
соответствует верхнему значению
диапазона пружин.
Характер действия привода (положение
безопасности) «шток привода
выдвигается» «НЗ» или «шток привода
втягивается» «НО» обозначаются на
приводе Тип 3271 соответственно, как
“FA” и “FE”, а на приводе тип 3277
специальным символом.
5. В приводе с положением безопасности
«шток привода выдвинут» подайте в
штуцер нижней мембранной камеры
управляющее давление,
соответствующее нижнему значению
иапазона регулирования (например,
0,2 бар).
В приводе с положением безопасности
«шток привода втянут» подать в
штуцер верхней мембранной камеры
управляющее давление,
соответствующее верхнему значению
диапазона регулирования (например, 1
бар).
6. Поворачивайте вручную
соединительную гайку (9), пока она не
коснется штока привода (А7), затем
довернуть еще на 1/4 оборота и
закрепить положение контргайкой (10).
7. Смонтируйте соединительную муф
ту
(А27) и прочно завинтите. Выровняйте
шкалу-индикатор хода (83) по вершине
соединительной муфты.
ЕВ 8072 RU
7
Page 8

Сборка клапана и привода
Примечания для демонтажа привода
При демонтаже привода, особенно в
исполнении «Шток привода выдвинут» с
предварительно напряженными
пружинами, прежде чем ослабить гайку
(А8), в штуцер управляющего сигнала (S)
предварительно должно быть подано
давление, несколько превышающее
величину нижней границы номинального
диапазона давления (см.типовой шильдик
привода).
3.2 Предварительное напряжение
пружин в конструкции «Шток привода
выдвигается»
Для достижения большего усилия пружины
в приводах могут быть предварительного
напряжены до 25% номинального хода или
предела диапазона в течение процесса
регулирования.
Если пружины предварительно напряжены,
например, на 0,1 бар для диапазона
заданного значения от 0,2 до 1 бар, то в
результате пределы диапазона сдвигаются
на 0,1 бар и получается диапазон от 0,3 до
1,1 бар (0,1 бар соответствует
предварительному напряжению пружин на
12,5 %).
При настройке клапана нижний предел
управляющего давления должен быть
установлен на отметке 0,3 бара.
Убедитесь, что новый диапазон заданного
типовом шильдике прибора как диапазон с
предварительно напряженными
пружинами.
3.3. Комбинация клапана и привода с
разными номинальными ходами
3.3.1 Клапан с приводом типа «НЗ»
«Шток привода выдвигается»
__________________________________
ПРИМЕЧАНИЕ
Если рабочий ход клапана меньше
рабочего хода привода, всегда должны
использоваться приводы с
предварительно напряженными
пружинами.
__________________________________
Пример:
Клапан с номинальным ходом 30 мм и
привод 1400 см3 с номинальным ходом 60
мм, диапазон заданных значений - от 0,4
до 2 бар.
1. Установите управляющее давление до
1,6 бар. Это давление несколько выше,
чем сигнал давления 1,2 бара,
требуемый для преднапряжения
(диапазон от 1,2 до 2,0 бар), что
соответствует половине рабочего хода
привода (30 мм).
2. Навинтите соединительную гайку (9) до
соприкосновения ее со штоком привода
(А7).
значения от 0,3 до 1,1 бар указан на
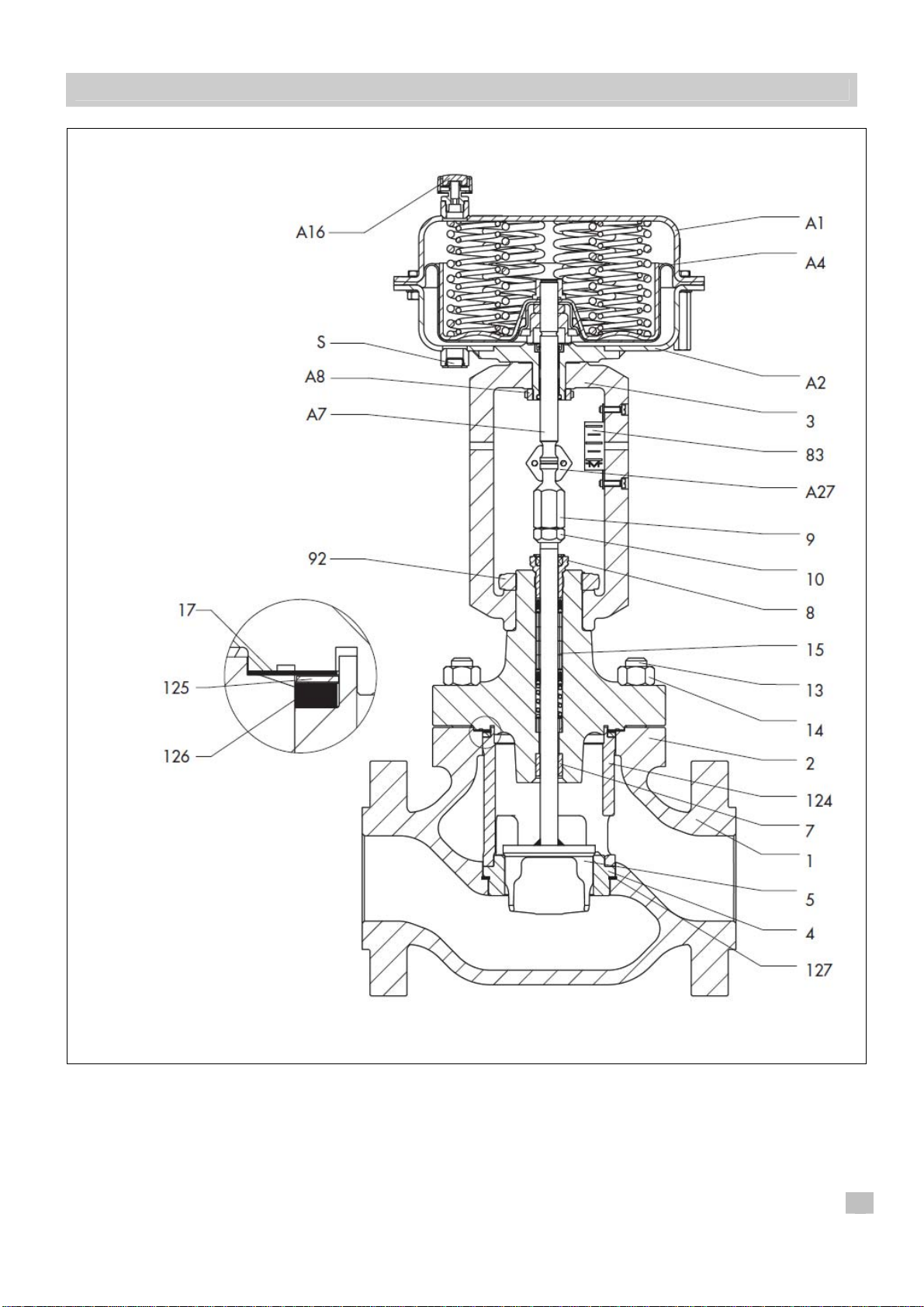
Обозначения для рис.3 Привод
1 Корпус клапана 14 Гайка A1 Верхняя крышка привода
2 Верхняя часть клапана 15 Сальник A2 Нижняя крышка привода
3 Рама 17 Прокладка A4 Мембрана
4 Седло 83 Шкала индикатора хода A7 Шток привода
5 Плунжер 92 Гайка A8 Гайка
7 Направляющая втулка 124 Фиксатор седла A16 Штуцер сброса воздуха
8 Резьбовая втулка 125 Распорное кольцо A27 Соединительная скоба
9 Соединительная муфта 126 Прокладка S Штуцер управляющего си
10 Контргайка 127 Прокладка
13 Резьбовая шпилька
8 ЕВ 8072 RU
гнала
Page 9
Сборка клапана и привода
Рис.3 Клапан Тип 3291-1
ЕВ 8072 RU 9
Page 10
Сборка клапан - привод
3. Зафиксируйте это положение
контргайкой (10), а затем
смонтируйте соединительную муфту,
как до этого описано в главе 3.1.
4. Теперь необходимо нанести новые
значения диапазона заданных
значений от 1,6 до 2,4 бар на
шильдике привода.
3.3.2 Клапан с приводом типа «НО»
«Шток привода втягивается»
_______________________________________
Примечание: Предварительное
напряжение пружин в конструкции типа
«Шток привода втягивается» не
представляется возможным!
___________________________________
Если в комбинации клапан – привод
последний имеет бóльшую, чем у
клапана, величину номинального
рабочего хода, всегда можно
использовать для работы только первую
половину диапазона регулирующих
давлений этого привода.
Пример:
Клапан с номинальным ходом 30 мм и
привод 1400 см3 с номинальным ходом
60 мм, диапазон заданных значений - от
0,2 до 1 бар:
Для полов
ины величины рабочего хода
применяется диапазон регулирующих
давлений от 0,2 до 0,6 бар.
10 ЕВ 8072 RU
________________________
ВНИМАНИЕ!
Приводы с
преднапряженными
производителем пружинами
имеют соответствующую
маркировку.
Дополнительно их можно
определить по трем
длинным болтам на верхней
крышке мембраны. С их
помощью при монтаже
привода можно плавно
расслабить сжатые
пружины.
________________________
Page 11
4 Монтаж
______________________________________
ПРИМЕЧАНИЕ
Клапан должен быть установлен на
трубопроводе с минимально допустимыми
вибрациями и без напряжения.
______________________________________
4.1 Монтажное положение
Монтажное положение может быть любым.
Однако, для облегчения технического
обслуживания начиная от NPS4,
рекомендуется вертикальный монтаж привод направлен вверх. Это облегчит
возможные профилактические работы.
Для клапанов с изолирующей вставкой или
сильфоном, или приводами с весом
больше 50 кг необходимы опоры для
привода.
4.2 Конструкция трубопровода
Для более точного регулирования участок
трубопровода на входе клапана должен
быть прямым и без каких-либо
сопротивлений. Прямой участок
трубопровода на входе клапана должен
быть не менее 2…10 диаметров
трубопровода (NPS), а прямой участок
трубопровода на выходе клапана должен
быть не менее 4…20 диаметров
трубопровода (NPS), в зависимости от
рабочих условий или для рабочей среды,
содержащей твердые частицы.
Свяжитесь с SAMSON, если эту длину не
удается обеспечить при монтаже.
Тщательно промойте трубопровод перед
монтажом клапана.
Монтаж
4.3 Изоляция клапана
Клапаны с сильфонным уплотнением или
с изолирующей вставкой могут
изолироваться до верхнего фланца на
корпусе клапана для температуры среды
ниже 0ºС, а также температур выше 220ºС.
Клапаны, которые должны отвечать
требованиям стандарта NACE MR 0175,
NACE MR 0103 или ISO 15156 не
подлежат изолированию.
4.4 Трубка управляющего сигнала
Трубка управляющего сигнала в клапане
типа «шток привода выдвигается»
подключается к нижней части рабочей
мембраны, а в клапане типа «шток
привода втягивается», подключается к
верхней части рабочей мембраны.
У привода Типа 3277 ввод управляющего
сигнала предусмотрен в корпусе рамы
привода, с нижней стороны рабочей
мембраны.
Рис.4 Тип 3277 с присоединением
управляющего сигнала сбоку для типа «шток
привода выдвигается»
ЕВ 8072 RU 11
Page 12

Монтаж
4.5 Грязеуловитель, байпас
Рекомендуется перед клапаном
устанавливать грязеуловитель SAMSON. Для
удобства проведения ремонтных и
профилактических работ, чтобы не
останавливать процесс, рекомендуется
устанавливать грязеуловитель и клапан, а
также байпас.
4.6 Контрольный штуцер
В конструкции с металлическим сильфоном
(рис.5) для проверки герметичности сильфона
на верхнем фланце предусматривается
контрольный штуцер.
К нему рекомендуется подключать, в
особенности, для жидкостей и парообразной
среды: индикатор контроля утечки или
электроконтактный манометр, предусмотрев
слив в открытый сосуд или в дренажную
систему.
Рис.5 Контрольный штуцер над сильфонным
уплотнением
12 ЕВ 8072 RU
Page 13

5. Принцип действия
(например, изменение рабочего направления
в обратную сторону и т.д.)
См.инструкцию по монтажу и эксплуатации
для пневматического привода
EB 8310 для Типа 3271 и
EB 8311 для Типа 3277.
Принцип действия
6. Техническое обслуживание –
Замена деталей
Клапан требует правильной
эксплуатации, особенно, это касается
седла, плунжера и уплотнительных
деталей.
В зависимости от условий эксплуатации
клапан должен периодически
проверяться для предотвращения
возможной неисправности.
6.1 Общее
Если произошла протечка, это может
быть вызвано повреждением сальника и
или повреждением сильфонного
уплотнения.
Если клапан не закрывается плотно, то
это может быть вызвано попаданием
грязи между седлом и плунжером или
повреждением уплотнительных
поверхностей.
В этом случае рекомендуется разобрать
конструкцию и основательно ее
почистить, а если необходимо, заменить
негодные детали.
ВНИМАНИЕ!
Перед ремонтом или демонтажом
клапана убедитесь в том, что данный
участок трубопровода не находится
под давлением, а рабочая среда слита.
Дождитесь, пока клапан не остынет до
температуры окружающей среды, если
рабочая среда еще горячая.
Так как у клапана есть скрытые
полости, убедитесь, что в нем не
осталось среды.
Особенно это касается клапанов с
удлинением верхней части клапана и
сильфонным уплотнением.
Рекомендуется демонтировать клапан
из трубопровода.
ЕВ 8072 RU 13
Page 14

Техническое обслуживание – Замена деталей
____________________________________
ВНИМАНИЕ
При выполнении любых работ с клапаном
прежде всего отключите линию
управляющего сигнала и отсоедините
привод от клапана.
____________________________________
____________________________________
Примечание!
При монтаже верхней части клапана
наибольшой V-порт плунжера и одно из
отверстий фиксаторя седла должны
располагаться по направлению выхода
клапана.
____________________________________
6.1.1 Уплотнительные поверхности
Убедитесь, что все уплотнительные
поверхности клапана (DF 1 – DF 10)
чистые.
Проверьте новые прокладки на предмет их
повреждения, задиров от перфорирования,
а также их плотного прилегания.
Если потребуются новые распорные
кольца, они также должны быть без
задиров и плоские.
Примечание! Для компенсации высоты
может использоваться только одно
распорное кольцо (125) и одна прокладка
(126) для клапанов с диаметром до NPS 4
(рис. 12…17)
Несколько распорных колец (125) и
прокладок (126) могут использоваться для
клапанов с диаметром от NPS 6. Кольца и
прокладки должны устанавливаться
попеременно.
____________________________________
ПРИМЕЧАНИЕ
Для предотвращения поломки внутренних
частей, уплотнительных прокладок и
резьбы, во время монтажа и демонтажа
клапана соблюдайте аккуратность.
На протяжении всей работы с клапаном
строго придерживайтесь указанных
крутящих моментов в Таблице 5 (согласно
документу 1120-1400).
____________________________________
14 ЕВ 8072 RU
Рис.6 Уплотнительные поверхности DF 1-DF
10
Page 15

Техническое обслуживание – Замена деталей
6.1.2 Измерительное оборудование
Для измерения высоты использовать только
измерительное оборудование, угол
установки которого строго выравнивается
при измерении. В правильно подобранное
измерительное оборудование входит,
резьба соединительной гайки (9) и
накидная гайка (19), резьба и поверхность
головки винта конструкции с разгрузкой
давления.
6.2 Замена деталей в стандартном
например, цифровой измерительный прибор
с магнитной оснасткой, глубиномер с
точечной настройкой или с перемычкой.
Для измерения прокладок может быть
использован штангенциркуль с более
широкими захватными устройствами (не
лезвиями) для замера. Для предотвращения
деформации убедиться, что давление не
оказывает никакого воздействия на
прокладку.
6.1.3 Смазочные материалы
Смажьте шток плунжера (5) смазочным
материалом (113 в списке клапанных частей)
в месте, где находится сальник PTFE, а
также отдельные части сальника PTFE. В
клапанах с разгрузкой плунжера
дополнительно смажьте разгрузочную втулку
и прокладку между подшипниками.
В инструкциях ниже описана процедура
для стандартного исполнения с верхней
частью (2). Та же процедура применяется к
исполнению с удлинением верхней части
клапана (21).
6.2.1 Демонтаж привода
Для проведения технического
обслуживания и ремонта клапана нужно
снять привод вместе с рамой.
Пневматический привод с функцией
безопасности «Шток привода
выдвигается», «НЗ».
1. Снимите соединительную скобу (А27).
2. Необходимо подать управляющее
______________________________________
Примечание: не наносите смазочный
материал на части сальника или шток
плунжера, если используется графитовый
сальник. Также смазка не применяется для
3. Открутите гайку (92) и снимите с
разгрузочной втулки и прокладки между
подшипниками.
______________________________________
Для коррозионной защиты и уменьшения
Пневматический привод с функцией
безопасности «Шток привода
втягивается»
силы трения для следующих деталей
применяется дополнительный смазочный
материал (114 в перечне деталей клапана):
резьба болтов (13, 32), резьба и сопрягаемая
поверхность гаек (14, 33), резьба и
уплотнительная поверхность резьбовой
втулки (8),
Проделайте те же операции, как описано
для привода с функцией безопасности
«Шток привода выдвигается». Однако в
данном случае давление не нужно
подавать на штуцер управляющего
давления.
исполнении/исполнении с
удлиненной верхней частью корпуса
давление немного выше начального
значения рабочего диапазона
(см.типовой шильдик). В результате
шток привода приподнимет шток
плунжера, освобождая линию штока
привода от напряжения.
клапана привод с рамой.
ЕВ 8072 RU 15
Page 16

Техническое обслуживание – Замена деталей
6.2.2 Сальник и плунжер
6. Проверьте, не повреждены ли детали.
Если в резьбовой втулке (8) обнаружена
течь, это значит, что сальник не
герметичен.
Поврежденный или засоренный сальник
PTFE нужно заменить.
Если установлен высокотемпературный
сальник (НТ), резьбовую втулку (8) нужно
слегка подтянуть, чтобы остановить
протечку в сальнике.
Если клапан дает течь постоянно,
проверьте плунжер и седло. Плунжер и
седло нужно прочистить, отшлифовать
или, если нужно, заменить.
6.2.2.2 Монтаж
_____________________________________
Примечание: перед монтажом плунжера,
верхней части клапана и сальника
замените все прокладки (127, 126, 17)
седла (4) и фиксатор седла (124) но
новые. Для этого нужно заново
определить толщину распорного кольца
(до NPS 4) или распорных колец (от NPS 6
или выше ).
_____________________________________
6.2.3 Седло и/или фиксатор седла/
6.2.2.1 Демонтаж
1. Выкрутите резьбовую втулку (8) и гайки
(14) из верхней части клапана (2).
2. Аккуратно отделите верхнюю часть
клапана (2) с плунжером (5) и шток
плунжера от корпуса клапана (1).
3. Открутите соединительную муфту (9) и
контргайку (10) от штока плунжера.
4. Извлеките через верхнюю часть
клапана плунжер со штоком плунжера.
Тщательно проверьте уплотняющую
поверхность.
Если из-за протечки или износа были
заменены такие детали, как седло или
фиксатор седла, рекомендуется также
замена сальника (см.раздел 2.2.2.1).
Делитель потока St I используется вместо
фиксатор седла (124) в исполнении с
делителем потока. Процедура монтажа или
демонтажа происходит соответствующим
образом.
6.2.4 Демонтаж
1. Отвинтите гайку (14).
2. Аккуратно снимите верхнюю часть
____________________________________
Примечание: Если небольшие
повреждения поверхности седла нельзя
3. Извлеките все детали из корпуса
устранить с помощью шлифовки,
плунжер нужно заменить.
____________________________________
5. С помощью специального инструмента
извлеките все детали набивки сальника
(V-кольца PTFE, шайбы, втулку,
пружину). Тщательно очистите
уплотнительную поверхность.
16 ЕВ 8072 RU
Поврежденные детали замените.
делитель потока St I
клапана (2) с плунжером (5) и штоком
плунжера из корпуса клапана (1).
клапана и расположите их по порядку
на ровную поверхность:
- прокладка (17)
- распорное(-ые) кольцо(-а) (125)
- прокладка(-и) (126)
- фиксатор седла (124) или делитель
потока St I
- седло (4)
- прокладка (127)
Page 17

Техническое обслуживание – Замена деталей
- седло (4)
- прокладка (127)
4. Очистите распорное(-ые) кольцо(-а),
Седло выровнено по центру к верхнему
фланцу клапана, его седельная
поперечина имеет определенную высоту.
фиксатор седла и седло. Проверьте, нет ли
у них повреждений. Отшлифуйте или
замените фиксатор седла и седло при
необходимости.
_____________________________________
Примечание: Сначала определите
нужную толщину распорного(-ых) кольца(ец). Только после этого будет понятно,
можно ли их использовать снова.
Прокладки нужно заменить в любом
случае.
_____________________________________
6.2.5 Монт
аж
_____________________________________
Примечание: При сборке внутренних
частей, придерживатесь инструкции в
части уплотнительных поверхностей
(раздел 6.1.1) и измерительных приборов
(раздел 6.1.2).
_____________________________________
1. Вставьте новую прокладку (127)
седельной поперечины.
2. Аккуратно установите седло (4) через
верхний фланец клапана на прокладку
(127) седельной поперечины.
Достоверно убедитесь, что поверхность
седла и соприкасающаяся поверхность
не подвержены повреждению.
Рис.8 Монтаж седла (4)
3. Вставить фиксатор седла (124) в
корпус, стараясь расположить его
максимально по центру. В противном
случае он может застрять в верхнем
фланце. Если он уже застрял, его
можно выравнивать по центру с
помощью мягкого резинового молотка,
пока он не войдет в корпус.
Аккуратно вставьте фиксатор седла в
седло, выравнивая седло по центру.
Чтобы проверить, правильно ли
располагается фиксатор седла на
поверхности седла, слегка поднимите и
опустите фиксатор седла.
Выровняйте фиксатор седла таким
образом, чтобы одно из его отверстий
смотрело на выходной фланец клапана.
Рис.7 Прокладка (127) седельной поперечины
Рис.9 Монтаж фиксаторя седла (124)
ЕВ 8072 RU
17
Page 18

Техническое обслуживание – Замена деталей
6.2.5.1 Высота Н1
Чтобы определить высоту Н1 между
внутренней уплотнительной поверхностью
(DF 3) фиксатора седла (124) и внешней
уплотнительной поверхностью (DF6)
корпуса клапана (1), необходимо
выполнить следующие операции:
3. Рассчитайте разницу ΔН между
желаемой высотой Н1
желаем.
действительной высотой Н1
действ.
и
и
впишите ее в соответствующую
колонку.
Рис.11 Детальный вид высоты Н1
Рис.10 Определение высоты Н1
1. Измерить высоту Н1 в трех местах,
равномерно расположенных по
окружности верхнего фланца.
2. Поместите 3 измеренные величины
в Табл. 1 в соответствующие
колонки. Рассчитайте среднее
значение Н1 от этих величин и
впишите его в колонку Н1
действ
.
Таблица 1 Определение высоты Н1
NPS Н1
½ до 1 4.8
1 ½ 5.1
2 5.1
3 5.1
4 5.1
6 9.9
8 10.1
желаем.
(мм)
Н1
величина1
(мм)
Н1
величина2
(мм)
Н1
величина3
(мм)
Н1
(мм)
действ.
ΔН= Н1
18 ЕВ 8072 RU
желаем.-
(мм)
Н1
действ.
Page 19

Техническое обслуживание – Замена деталей
6.2.5.2 Высота прокладки Н2
1. Перед монтажом измерить высоту
новой прокладки Н2
(126, до NPS
действ.
4) или прокладок (126, от NPS 6 или
более) в трех местах, равномерно
расположенных по окружности верхнего
фланца.
Рис.12 Определение высоты (Н2) прокладки
(126)
2. Поместите 3 измеренные величины в
таблицу 1 в соответствующие колонки.
3. Рассчитайте среднее значение от этих
величин и впишите его в колонку
Н2
действ
.
4. Вставьте прокладку (126) в паз
фиксаторя седла (124).
Рис.13 Установка прокладки (126)
Примечание: Для клапанов от NPS 6 или
более прокладки (126) и распорные кольца
(125) вставляются в паз фиксатора
седла в чередующейся
последовательности.
Таблица 2 Определение высоты Н2
Количество прокладок
(одна прокладка до NPS 4
две прокладки от NPS 6)
Н2
значение1
(мм)
Рис.14 Точное положение прокладки (126)
Н2
значение2
(мм)
Н2
(мм)
значение3
Н2
(мм)
действ.
ЕВ 8072 RU 19
Page 20

Техническое обслуживание – Замена деталей
6.2.5.3 Распорное кольцо
1. Рассчитайте общую высоту t
необходимых распорных колец (125),
используя измеренные ранее
величины, и впишите результат в
Таблицу 3 в соответствующую
колонку.
2. Выберете распорные кольца для
необходимой общей высоты t
используя список дополнительного
оборудования 1120-3074.
общ.
общ.
,
____________________________________
ПРИМЕЧАНИЕ
Для компенсации высоты можно
использовать только одно распорное
кольцо для клапанов размером до NPS 4.
Для клапанов от NPS 6 и более может
быть использовано несколько распорных
колец, как рассчитано в Таблице 3 или из
списка деталей клапана.
_____________________________________
3. Аккуратно установите распорное
кольцо на прокладку (126) между
фиксатором седла (124) и корпусом
клапана (1). Для клапанов от NPS 6 и
более устанавливать прокладки
(126) и распорные кольца (125) в
чередующейся последовательности,
пока все прокладки и распорные
кольца не будут установлены.
Рис.15 Распорное кольцо (125) на прокладке
(126)
_____________________________________
Примечание: Ни на одной
уплотнительной поверхности (DF 6)
корпуса клапана не должно остаться
распорных колец.
_____________________________________
NPS
½ до 1
1 ½
2
3
4
6
8
Высота Т
(мм)
6.1 – Δ – Н2
6.1 – Δ – Н2
-0.1
действ.
действ. _общ.
Допустимое
отклонение
(мм)
-0.1
Точная высота t
20 ЕВ 8072 RU
(мм)
общ.
Количество распорных
колец
1
2
Page 21

Техническое обслуживание – Замена деталей
6.2.5.4 Уплотнение верхней части
клапана
1. Установите прокладку (17) в паз
фиксатора седла и корпуса.
Прокладка не должна выступать за
уплотнительную поверхность (DF6)
корпуса клапана (1).
1. Смажьте шток плунжера (5) смазкой
Рис.16 Прокладка (17) на распорном кольце (125)
2. Аккуратно вставьте плунжер в седло (4)
____________________________________
Примечание: Между прокладкой верхней
части корпуса и уплотнительной
поверхностью корпуса клапана
существует небольшая разница в
высоте (S).
____________________________________
6.2.5.5 Плунжер
_____________________________________
Примечание: Для клапанов с сильфоном
сильфонная вставка (верхняя часть
корпуса) и шток плунжера (5)
предварительно собраны в единую
конструкцию. Проделать операции,
описанные в разделе 6.3.
_____________________________________
(113 в списке деталей для клапана)
вокруг зоны, где будет находиться
сальник PTFE.
и выровняйте его так, чтобы большой
порт смотрел на выход клапана (порт,
через который в первую очередь
проходит среда, когда клапан начинает
ход).
_____________________________________
ПРИМЕЧАНИЕ
Смазка не применяется, когда
используется высокотемпературный
сальник (НТ).
_____________________________________
Рис.17 Детальный вид уплотнения верхней
части корпуса (127)
Рис.18 Установка плунжера (5)
ЕВ 8072 RU
21
Page 22

Техническое обслуживание – Замена деталей
6.2.5.6 Верхняя часть клапана
1. Аккуратно установите верхнюю часть
клапана через шток плунжера на
прокладку верхней части клапана (17).
Таблица 4
NPS
½ до 1 60 60
2. Обработайте резьбовые болты (13) и
гайки (14), а также опорную
поверхность гаек смазкой (114 в списке
деталей клапана).
6. Повторите аналогичную процедуру с
7. В конце последний раз затяните все
Рис.19 Монтаж верхней части корпуса (2)
3. Затяните гайки крест-накрест,
прикладывая усилие 50%
установленного момента затяжки.
____________________________________
Примечание: Если прокладка (126) под
распорным кольцом проседает, это
значит, одной затяжки гаек
недостаточно.
____________________________________
Рис.20 Затяжка гаек (14)
4. Повторно затяните гайки, прикладывая
усилие 50% установленного момента
затяжки до упора.
5. Повторите аналогичную процедуру уже
с усилием 75% установленного
момента затяжки.
22 ЕВ 8072 RU
• Момента затяжки для гаек (14)
Момент затяжки (Нм)
Класс 300 Класс 600 Класс 900
1 ½ 68 68
2 112 112
3 118 118
4 100 100
6 296 296
8 По запросу 1040
По запросу
усилием 100% установленного момента
затяжки.
гайки по часовой стрелке с полным
усилием момента затяжки.
Убедитесь, что гайки полностью
затянуты до упора.
Page 23

Техническое обслуживание – Замена деталей
6.2.5.7 Сальник
1. Обработайте отдельные части сальника
PTFE смазкой (113 в списке деталей
клапана).
2. Аккуратно продвиньте по штоку
плунжера уплотнительные детали (15) в
сальниковую набивку верхней части
клапана. Убедитесь, что они
располагаются в правильном порядке.
____________________________________
Примечание: Количество используемых
резьбовых втулок зависит от диаметра
клапана (NPS), который определяет
размер сальниковой набивки.
_____________________________________
6.2.5.8 Резьбовая втулка
1. Обработайте резьбу и
уплотнительную поверхность
резьбовой втулки (8) смазкой (114 в
списке деталей клапана).
2. Продвиньте по штоку плунжера
резьбовую втулку и ввинтите ее в
верхнюю часть корпуса.
_____________________________________
Примечание: При использовании
высокотемпературного сальника (НТ)
резьбовую втулку следует затянуть
слегка. Если среда просачивается через
резьбовую втулку, вы можете еще
немного ее подтянуть.
_____________________________________
3. Если установлен сальник PTFE,
затяните резьбовую втулку.
Смонтируйте раму и привод, как
описано в разделе 3.1.
Рис.21 Сальник (19) и резьбовая втулка (8)
ЕВ 8072 RU 23
Page 24

Техническое обслуживание – Замена деталей
6.3 Клапаны с сильфоном
У клапанов с сильфоном, сильфонная
вставка, в которую входит шток плунжера и
сильфон, монтируется как единое целое.
6.3.1 Демонтаж привода
Снимите привод, как описано в разделе
6.2.1.
6.3.2 Демонтаж
6.3.2.1 Сильфонное уплотнение
Демонтаж
1. Освободите гайки (14) и снимите ее.
2. Выньте всю конструкцию сильфонной
3. С помощью специального инструмента
6.3.2.2 Плунжер
вставки из корпуса клапана.
зажмите сильфон, чтобы продолжить
дальнейшую работу с ним. Не
применяйте нагрузку на сильфон или
не скручивайте его.
Рис.22 Тип 3291 с сильфонной вставкой
Клапаны до NPS 1 ½
1. Установите рожковый гаечный ключ
на ровной поверхности штока
плунжера, закрепив его в
неподвижном состоянии, и открутите
гайку (6) от плунжера (29).
2. Снимите плунжер с шестиугольного
края штока плунжера.
Рис.23 Плунжер для клапанов до NPS 1 ½
24 ЕВ 8072 RU
Page 25

Клапаны от NPS 2 и более
1. Отогните назад концы стопорной
пластины (31) от головок винтов (34).
2. Открутите винты (34).
3. Открутите плунжер (29) от штока
плунжера и выньте его.
Техническое обслуживание – Замена деталей
6.3.2.4 Шток плунжера с сильфоном
1. Снимите верхнюю прокладку (39).
2. Выньте шток плунжера/сильфонную
конструкцию (37) из сильфонной
вставки (22). Таким образом, вторая
прокладка (39) в нижней части
становится доступной.
Рис.24 Плунжер для клапанов от NPS 2 и более
6.3.2.3 Верхняя часть сильфона
1. Открутите гайку соединительной муфты
(9) и контргайку (10). Вывинтите
резьбовую втулку (8).
2. Снимите гайки (33) для верхней части
сильфона (101).
3. Удерживайте шток плунжера
неподвижным и снимите верхнюю часть
сильфона.
4. Если необходимо, используйте
подходящий инструмент, чтобы извлечь
сальник.
Рис.25 Конструкция из штока плунжера и
сильфона (37) и верхняя часть сильфона (101)
ЕВ 8072 RU
25
Page 26

Техническое обслуживание – Замена деталей
6.3.3 Монтаж
3. Положите вторую прокладку (39,
Прокладки и уплотнительные
поверхности
4. Обработайте смазкой (113 в перечне
Проверьте, не повреждены ли прокладка
(39) и уплотнительная поверхность
сильфонной вставки (22), верхняя часть
клапана (101) и конструкция штока
плунжера/сильфона (37). Замените их при
необходимости.
6.3.3.2 Верхняя часть сильфона
1. Аккуратно наденьте верхнюю часть
6.3.3.1 Сильфонная вставка
1. Вставьте первую прокладку (39,
нижняя) в сильфонную вставку (22),
2. Обработайте резьбу и уплотнительную
убедившись, что она правильно
легла на уплотнительную
поверхность ( DF 11).
2. Аккуратно вставьте конструкцию
штока плунжера/сильфона (37)
сверху в сильфонную вставку,
убедившись, что уплотнительная
поверхность (DF 12) сильфона ровно
3. Навинтите контргайку (10) на шток
лежит на прокладке (39).
4. Закрепите верхнюю часть сильфона
верхнюю) ровно на уплотнительную
поверхность (DF 13) конструкции штока
плунжера/сильфона (37).
деталей клапана) область, которая
впоследствии послужит для сальника.
клапана (101) на конструкцию
сильфон/шток плунжера. Положите
вторую прокладку (39, DF 14) ровно на
уплотнительную поверхность.
поверхность резьбовой втулки (8)
смазкой (114 в списке деталей
клапана). Вкрутите ее в верхнюю часть
клапана и закрутите верхнюю часть
сильфона вручную так, чтобы шток
плунжера с сильфоном (37) могли
вращаться.
плунжера так, чтобы сильфон
продвинулся поглубже.
(101) на сильфонной вставке (22) с
помощью гаек (33) и болтов (32).
Слегка затяните гайки (33) так, чтобы
конструкция шток плунжера/сильфон
легко вращалась в собранном
состоянии.
Рис.26 Монтаж штока плунжера
с сильфоном (37)
26 ЕВ 8072 RU
Page 27

Техническое обслуживание – Замена деталей
6.3.3.3 Плунжер для исполнения с
сильфонным уплотнением
Примените необходимый момент затяжки в
соответствии с документом 1120-1400
Клапаны до NPS 1 ½
1. Вручную навинтите гайку на шток
плунжера до упора.
2. Поставьте плунжер (29) на
шестиугольный конец штока плунжера.
3. Установите рожковый гаечный ключ на
ровной поверхности штока плунжера,
закрепив его в неподвижном состоянии.
Навинтите гайку (6) на плунжер.
Клапаны от NPS 2 и более
1. Вкрутите плунжер (29) с подходящей
пружиной или стопорной платой (31) в
шток плунжера.
2. Затяните винт (34), чтобы закрепить
плунжер над зажимной шайбой (28) и
фланцем (27).
3. Загните края стопорной платы (31) над
головками винтов.
Рис.27 Плунжер для клапанов до NPS 1 ½
Рис.28 Плунжер для клапанов от NPS 2 и более
____________________________________
Примечание: Перед монтажом
сильфонной вставки с плунжером
замените все прокладки и распорные
кольца. См.раздел 6.2.5.
____________________________________
ЕВ 8072 RU 27
Page 28

Техническое обслуживание – Замена деталей
6.3.3.4 Сильфонная вставка с
плунжером
1. Вставьте плунжер в седло (4) так, чтобы
наибольшой порт плунжера был
направлен на выход клапана.
2. Поставьте сильфонную вставку на
корпус. Убедитесь, что прокладка
неподвижна.
3. Закрепите верхнюю часть сильфона
гайками (33).
4. Открутите контргайку (10) от штока
плунжера, а резьбовую втулку (8) от
верхней части сильфона.
6.3.3.5 Дополнительные инструкции по
монтажу
Приступайте к сборке гаек (14), сальника
(15) и резьбовой втулки (8), как описано
выше, в разделе 6.2.5.8.
28 ЕВ 8072 RU
Рис.29 Тип 3291 с сильфонным уплотнением
Page 29

6.4 Клапаны с разгрузкой давления
Верхняя часть клапана и плунжер клапанов
с разгрузкой давления монтируются и
демонтируются так же, как и клапаны со
стандартным V-port плунжером. См.раздел
6.2.2.1. Любая работа непосредственно с
плунжером может быть осуществлена
только SAMSON. В противном случае
невозможно обеспечить необходимый
класс герметичности.
Приложение
7. Приложение
7.1 Инструменты
Для ремонта регулирующих клапанов
необходимы следующие инструменты и
измерительное оборудование:
- Рожковый гаечный ключ
- Торцовый ключ
- Динамометрический ключ
- Инструмент уплотнения
- Штангенциркуль
- Цифровой измерительный прибор с
магнитной оснасткой
- Глубиномер с перемычкой
7.2 Моменты затяжки
Таблица 5 Моменты затяжки для гаек (14)
согласно документу 1120-1400
NPS
½ до 1 60
1 ½ 68
2 112
3 118
4 100
6 296
8 По запросу 1040
Класс 300 Класс 600 Класс 900
Момент затяжки (Нм)
По запросу
ЕВ 8072 RU 29
Page 30

Описание типовых шильдиков
7.3 Распорные кольца (1120-3074)
Распорные кольца доступны для любого
диаметра клапана в комлпектах из 7 колец в
диапазоне от 0,7 до 1,25 мм по выбору из
WN 1.4404/A 240 316L или
WN 1.4301/A 240 304
Таблица 6 Номера заказа для распорных колец.
Комплекты, как указано в перечне
дополнительного оборудования 1120-3074
NPS
½ до 1 1120-3074 1120-3095
1 ½ 1120-3075 1120-3096
2 1120-3076 1120-3097
3 1120-3077 1120-3098
4 1120-3078 1120-3099
6 1120-3079 1120-3100
8 1120-3136 1120-3137
WN 1.4404/A
240 316L
WN 1.4301/A
240 304
30 ЕВ 8072 RU
8. Описание типовых шильдиков
8.1 Клапан Тип 3291
Рис.30 Типовой шильдик клапана
1. Маркировка СЕ или «Art.3, Abs.3» (см.статью 3, §
3 PED), если применяется
2. Идентификационный № корпуса, категория и
группа жидкости, если применяется
3. Типовое обозначение
4. Индекс изменений клапана
5. Материал
6. Год выпуска
7. Номинальный диаметр: DIN: DN; ANSI: NPS
8. Допустимое рабочее давление при комнатной
температуре PN/бар или ANSI Класс/psi
9. Номер заказа с индексом изменений
10. Позиция номера заказа
11. Пропускная сп
12. Характеристика:
% - равнопроцентная, Lin - линейная
DIN: A/Z быстрое отрытие; ANSI: O/C
( Откр/Закр )
13. Уплотнение:
ME – металлическое
PT – мягкоуплотненное с PTFE
14. Разгрузка давления: DIN: D; ANSI: B
15. Делитель потока
особность: Kvs или Cv
Page 31

8.2 Привод Тип 3277
Типовые шильдики пневматических приводов
Тип 3277 и Тип 3271 сделаны из пластика и
прикрепляются к корпусу мембраны. Шильдики
содержат все данные, необходимые для
идентификации.
Описание типовых шильдиков
ли
и
FE – шток привода втягивается
Диапазон давления в бар и psi
Обозначение номинального хода в мм
Диапазон давления при
предварительно напряженных
пружинах
Резьба для пневматического
присоединения (G, NPT или Rc)
Допустимое давление воздуха питания
Pmax в бар и psi
Рис.31 Типовой шильдик привода
8.2 Привод Тип 3271
Рис.32 Типовой шильдик привода
Производитель и типовое обозначение
Конфигурация ID (Var.-ID), как на штрихкоде
Серийный номер
Страна-производитель
Рабочая поверхность мембраны в см
2
Материал мембраны NBR или EPDM
Обозначение положения безопасности:
FA – шток привода выдвигается (на примере)
ЕВ 8072 RU 31
Page 32

Форма заказа
9. Форма Заказа
При обнаружении любых проблем
необходимо сообщить следующие данные:
Номер заказа и номер позиции в заказе
Тип, номер изделия, DN и вид
исполнения клапана
Давление и температура рабочей среды
Расход в м3/час
Диапазон давления в приводе
(например, от 0,2 до 1 бар)
Требуется ли грязеуловитель?
Монтажный чертеж
32 ЕВ 8072 RU
10. Размеры и вес
Размеры и вес исполнений клапана см.
соответствующем типовом листе:
Тип 3291 исполнение по ANSI
-> Типовой лист Т 8072-1 RU
Page 33

Page 34

Samson AG • MESS- UND REGELTECHNIK
Weismüllerstraße 3 • D-60314 Frankfurt am Main
Telefon (0 69) 4 00 90 • Telefax (0 69) 4 009 1507
Internet: http: //www.samson.de
EB 8072 RU
 Loading...
Loading...