


60HA EDGEBANDER
Owner’s Manual
Model
60HA
Safety Speed Manufacturing
13943 Lincoln Street NE Ham Lake, MN 55304
Tel: 763-755-1600 Fax: 763-755-6080
w w w . s a f e t y s p e e d. c o m
sales@safetyspeed.com
Copyright 2011 Safety Speed Mfg., Ham Lake, MN, USA

2
Table of Contents
Warranty…………………………………………………………………. 3
Safety Information………………………………………………………. 4-5
Uncrating and Setup………………………………………………........... 6-7
Operation and Adjustment……………………………………………… 8-13
Starting Tape Into Advance Rollers……………………………….. 8
Adjusting Tape Guide……………………………………………... 8
Upper Router Height Adjustment…………………………………. 9
Power Feeder Height Adjustment…………………………………. 9
Opening End Access Doors……………………………………….. 10
Power Feeder Leveling…………………………………………… 10
Top and Bottom Edge Trim Fine Adjustment…………………….. 11
Front Tape Length Adjustment……………………………………. 11
Rear Tape Length Adjustment…………………………………….. 11
Control Panel……………………………………………………… 12
Operating Temperature…………………………………………… 12
Adjusting Temperature…………………………………………… 12
Canceling Heat Output……………………………………………. 13
Starting Your Machine and Feeding in a Board…………………... 13
Maintenance……………………………………………………………… 14
Trouble Shooting…………………………………………………………. 15
Electrical Diagram & Photo for Permanent Wiring…………………… 16

3
A MESSAGE FROM ALL OF US AT SAFETY SPEED:
Thank you for purchasing a Safety Speed Edgebander. We take pride in building these fine products in
the U.S.A. Each Safety Speed product is designed to give years of dependable service. Our machines are
built from the finest components we can specify, and every machine is individually assembled by our
employees some of whom have been building our products for more than 25 years. We appreciate
your choosing our products for your application.
The employees of Safety Speed
Ham Lake, Minnesota
WARRANTY
Safety Speed warrants the parts and workmanship of this tool, except for the electric motors, for one
year from the date of manufacture. SSC will repair or replace, at our cost, any component that is
determined to be defective. Such repair or replacement is limited to providing satisfactory
replacement parts from the factory. SSC assumes no responsibility for making repairs on site. Any
parts returned to the factory must be returned freight prepaid.
All edgebander motors are warranted directly by the manufacturer. See local repair and
maintenance centers for warranty claims for motors.
Safety Speed assumes no responsibility for any damage or accidents resulting from the misuse of
this tool, its misapplication, or failure to follow precautionary safety measures. Safety Speed
assumes no responsibility for any consequential damage or loss of production. Safety Speed will not
be responsible for claims made for machines that are not used or maintained in the normal course of
business, used for applications not intended, or modified in any way.
The information in this model covers the following machine:
60HA Edgebander

4
SAFETY
WARNING: When using electric tools, always follow basic safety precautions to reduce the
risk of fire, electric shock, and personal injury.
READ AND SAVE ALL INSTRUCTIONS FOR FUTURE USE. Before use, be sure everyone using
this tool reads and understands this manual as well as any labels packaged with or attached to the tool.
KNOW YOUR POWER TOOL. Read this manual carefully to learn your power tool’s applications
and limitations as well as potential hazards associated with this type of tool.
DO NOT ALLOW UNQUALIFIED PEOPLE TO OPERATE THE TOOL.
AVOID DANGEROUS ENVIRONMENTS. Do not use your power tool in rain, damp or wet
locations, or in the presence of explosive atmospheres (gaseous fumes, dust, or flammable
materials). Remove materials or debris that may be ignited by sparks.
KEEP WORK AREA CLEAN AND WELL LIT. Cluttered, dark work areas invite accidents.
Provide at least 200 watts of lighting at the front work area of the tool. Eliminate all shadows that
could interfere with clear viewing of the work area.
DRESS PROPERLY. Do not wear loose-fitting clothing or jewelry. Wear a protective hair covering
to contain long hair, as it may be caught in moving parts. When working outdoors, wear rubber
gloves and insulated, nonskid footwear. Keep hands and gloves away from moving parts.
USE SAFETY EQUIPMENT. Everyone in the work area should wear safety goggles or glasses with
side shields that comply with current safety standards. Wear hearing protection during extended use
and a dust mask for dusty operations. Hard hats, face shields, safety shoes, etc. should be used when
specified or necessary. Keep a fire extinguisher nearby.
KEEP BYSTANDERS AWAY. Keep children and bystanders at a safe distance from the work area to
avoid distracting the operator and contacting the tool.
MAKE THE WORKSHOP CHILD PROOF with padlocks, master switches, etc.
NEVER LEAVE THE TOOL RUNNING UNATTENDED. Turn the power off. Do not leave the
tool until it comes to a complete stop.
PROTECT OTHERS IN THE WORK AREA from debris such as chips and sparks. Provide barriers
or shields as needed.
USE THE RIGHT TOOL. Do not use a tool or attachment to do a job for which it is not
recommended. For example, do not use the routers supplied with the machine for other manual
applications. Do not alter the tool or remove guards.
CHECK FOR DAMAGED PARTS. Inspect guards and other parts before use. Check for
misalignment, binding of moving parts, improper mounting, broken parts, and any other conditions
that may affect operation. If abnormal noise or vibration occurs, turn the tool off immediately and
have the problem corrected before further use. Do not use a damaged tool. Tag damaged tools “DO
NOT USE” until repaired. Repair or replace a damaged guard or other part. For all repairs, insist on
identical replacement parts.
REMOVE ALL ADJUSTING WRENCHES AND TOOLS from the tool before turning it on. Make
this a habit.
GROUND YOUR TOOL. When in doubt as to the grounding of your machine, consult a qualified
electrician before using your machine.

5
SAFETY
AVOID ACCIDENTAL STARTING. Do not use the tool if the power switch does not turn it on and
off. Disconnect power when performing maintenance on the tool.
DO NOT FORCE THE TOOL. Your tool will perform best at the rate for which it was designed.
Excessive force only causes operator fatigue, increased wear, increased risk of binding or sudden
breakage, and reduced control.
KEEP HANDS AWAY FROM ALL CUTTING EDGES, HOT COMPONENTS, AND MOVING
PARTS.
DO NOT ABUSE THE CORDS. Keep the cords away from heat, oil, sharp objects, cutting edges, and
moving parts.
DO NOT OVERREACH. MAINTAIN CONTROL. Keep proper footing and balance at all times.
Maintain a firm grip.
STAY ALERT. Watch what you are doing, and use common sense. Do not use a tool when you are
tired, distracted, or under the influence of drugs, alcohol, or any medication causing decreased
control.
MAINTAIN TOOLS CAREFULLY. Keep handles dry, clean, and free from oil and grease. Keep
cutting components sharp and clean. Follow instructions for lubricating and changing accessories.
Periodically inspect tool cords for damage. Have damaged parts repaired or replaced.
MAINTAIN LABELS AND NAMEPLATES. These carry important information. If unreadable or
missing, contact Safety Speed for a free replacement.
DO NOT REMOVE THE GUARDS OR OPERATE THE TOOL WITHOUT THE GUARDS IN
PLACE.
READ AND SAVE ALL INSTRUCTIONS FOR FUTURE REFERENCE.

6
A. UNCRATING AND SETUP
1. Remove wood crating. Machine base is bolted to pallet with 3/8” bolts from beneath
2” x 4” rails. Install 4 levelling pads and adjust so that machine sits firmly on all four
(4) pads without rocking. (Theses are in the box packaged with the machine.)
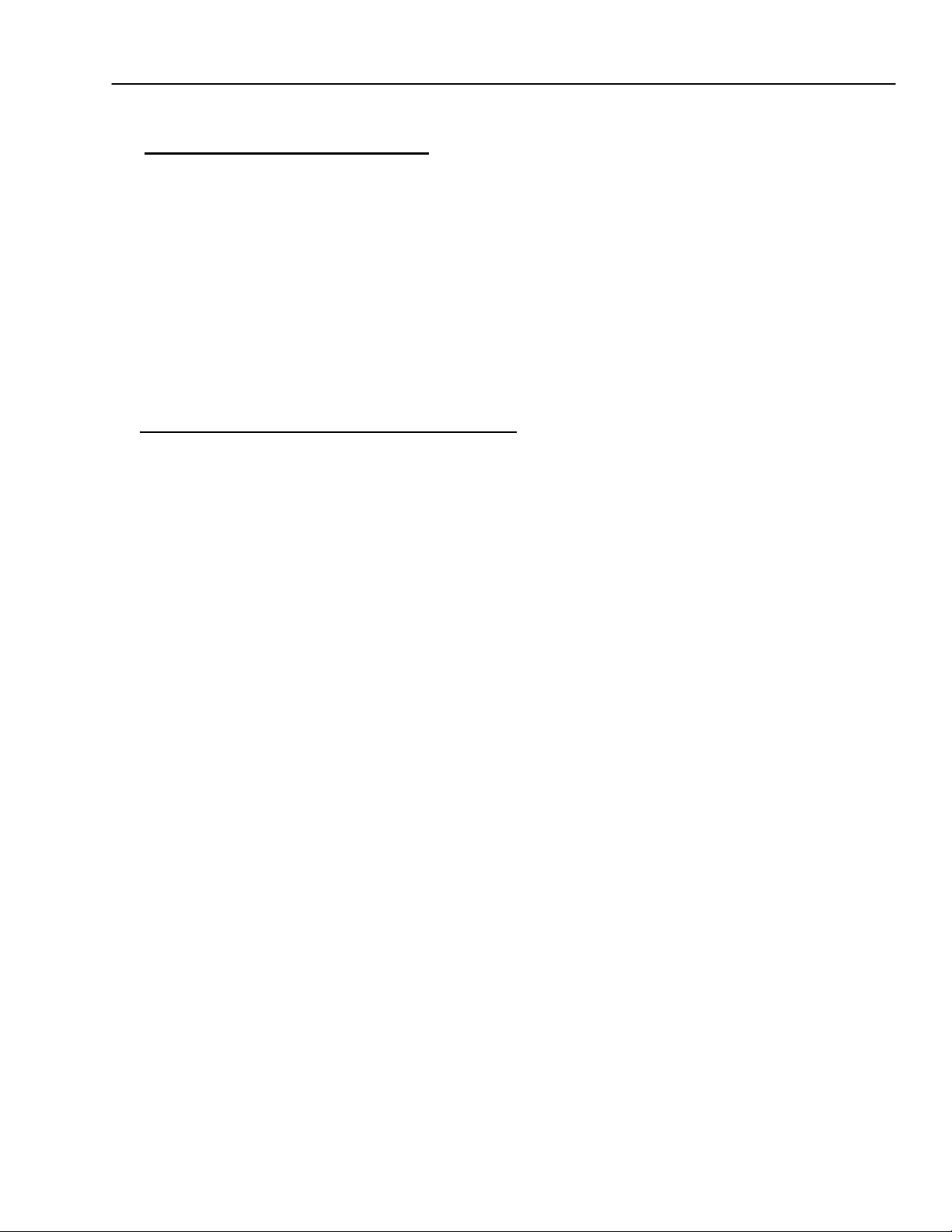
2. Install tape support disc to the rear of the machine top, directly behind the control panel
(Figures 1 & 2). The holes in the tape disc support arm are large enough to allow
adjustment. Level the disc parallel to the machine top before tightening the ¼” x ¾”
fastening screws. NOTE: You may remove protective covering from table disc surfaces.
FIGURE 1 FIGURE 2
3. Connect power supply into main power box according to the diagram inside the power
box cover. NOTE: All electrical connections should be made by a qualified electrician
to prevent damage to machine or possible electrical shock.
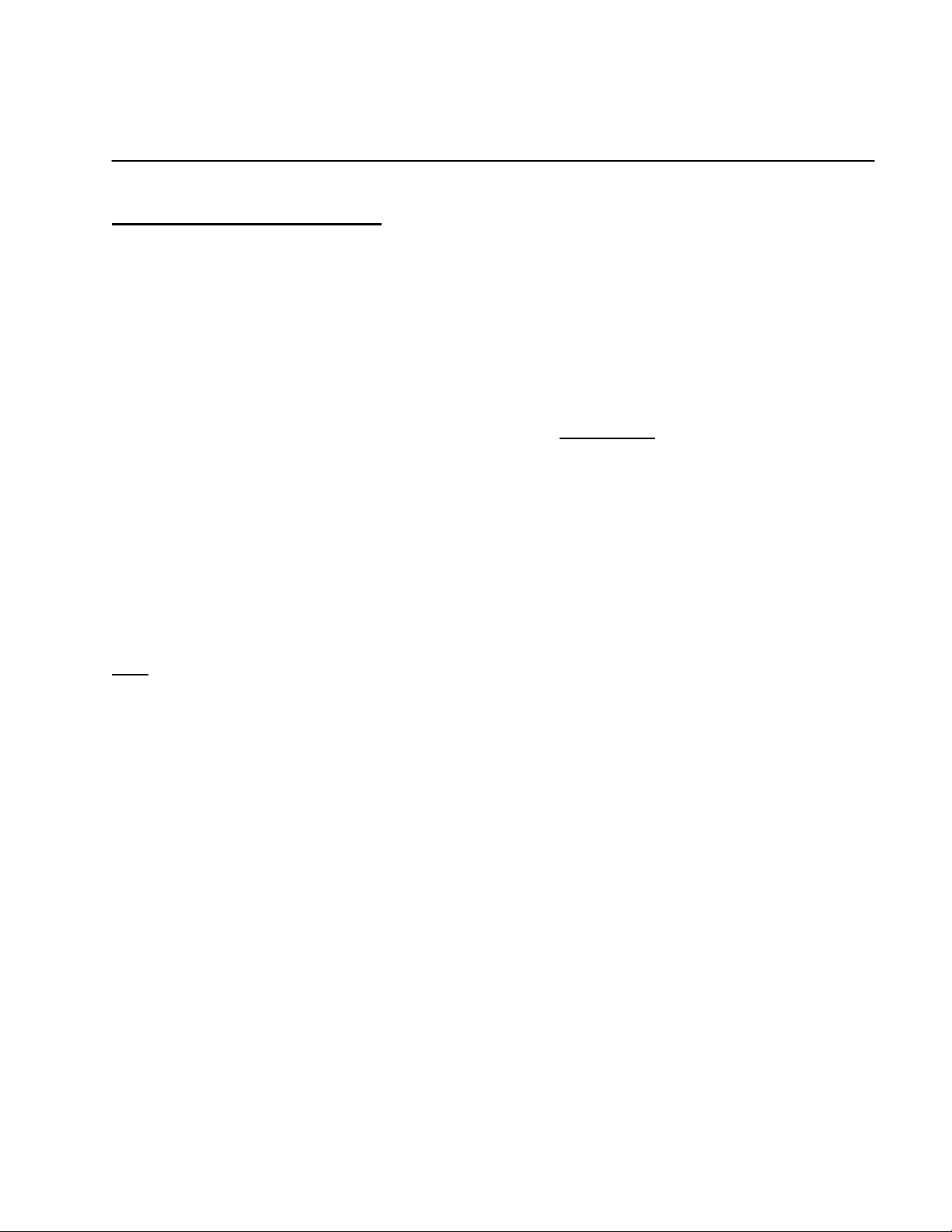
4. Connect dust collector hose to 4” connection at rear of machine (Figures 3 & 4). NOTE:
A dust collector of sufficient capacity minimum 600 CFM must be used to keep cutter
bearings from accumulating with cutting debris.
FIGURE 3 FIGURE 4

7
Locking Lever
Locking Lever
Crank Handle
UNCRATING AND SETUP
5. Install Crank Handle (in box) with a 3/16” allen bolt provided (Figure 6).
6. Raise Power Feeder and remove Power Feeder Support Board by rotating locking levers,
shown in (Figures 5 & 6) below, counter clockwise and turning the crank handle counter
clockwise.
FIGURE 5 FIGURE 6

8
Tape Infeed Ring
Metal Pinch Roller
Guide
Tape Advance Roller
Knurled Adjusting Knob
B. Operation and Adjustment
STARTING TAPE INTO ADVANCE ROLLERS ADJUSTING TAPE GUIDE
FIGURE 7 FIGURE 8
1. Starting Tape Into Advance Rollers (FIGURE 7)
A. Place the roll of edge tape to be used onto tape table so that when the tape end is pulled
toward rollers; the preglued side is facing the operator. NOTE: Tape being used must be
a minimum of 1/8” wider than the thickness of the panel. E.g.: 3/4” panel – 7/8” tape
not 13/16”.
B. Place the tape end under the tape infeed ring donut, then while keeping the tape flush to
the bottom of the groove.
C. Place the tape end between the rubber driven roller and the metal pinch roller.
D. Turn the rubber tape advance roller till the tape end just passes the infeed knife set.
E. Adjust tape in feed ring donut height with approximately 1/16” clearance using the
plastic thumb knob to lock into place.
2. Adjusting Tape Guide (FIGURE 8)
A. With power switch turned off, advance tape until it passes all the way through the tape
guide. Note: If tape is too wide to enter tape guide, turn the knurled adjusting knob
clockwise till tape can pass all the way through guide.
B. Turn the Tape Advance Roller back and forth by hand so that the tape is continuously
moving. Lower the upper guide by rotating the knurled knob counter clockwise until a
slight drag is felt against the tape.
C. Now turn the knurled knob clockwise (about ½ to ¾ of a turn) until the drag
disappears.
D. Pull tape back so that the leading edge of the tape is just past the infeed guillotine. This
is where the tape will always be positioned when starting a new roll or after changing
tapes.

9
Operation and Adjustment
Upper Cutter
Lower Cutter
Knurled Jam Nuts
Crank Handle
UPPER ROUTER HEIGHT ADJUST POWER FEEDER HEIGHT ADJUST
FIGURE 9 FIGURE 10
3. Upper Router Height Adjust (FIGURE 9) (Accutrim system)
A. With the machine in the “off” position use a sample piece of panel, slide the panel forward
till it passes under the Upper Cutter Contact bearing. The router should lift up approximately
1/16”. If not, loosen the two knurled jamb nuts and adjust till the correct height is achieved,
then lock the jamb nuts to secure setting. NOTE: At first, this adjustment can be performed
with the feeder lifted to full height and swung away (see section on power feeder height
adjustment). Once the operator is more familiar with the machine, the adjustment is easily
done with the feeder lifted slightly, so the panel can be slid through without contacting the
belt feeder.
4. Power Feeder Height Adjust (FIGURE 10)
A. Take a sample of panel to be banded and lay it on the tabletop slides parallel to the front of
the power feeder.
B. Lower the feeder until the top of the panel is approximately 2MM (3/32”) higher than the
bottom of the rubber feed belt or a 3/32” from the bottom of the feeder roller. NOTE: Be
sure to tighten both feeder-locking screws before operating and loosen both before
adjusting height or the level of the feeder may be disturbed and re-levelling will be
necessary.(Reference Fig.5 & 6 )
To swing the power feeder away for cleaning or making adjustments, loosen the rear locking
lever then completely remove the front locking lever 2 (Reference Fig. 5 & 6). Raise the
feeder using the crank handle to its full height and swing towards the outfeed end of the
machine. NOTE: The dust collection hose must be removed first as well as unplugging the
power feeder supply cable. FAILURE TO UNPLUG THE FEEDER CABLE MAY
RESULT IN DAMAGE TO THE CABLE AND OTHER ELECTRICAL COMPONENTS.

10
Operation and Adjustment
FIGURE 11 FIGURE 12
5. Opening End Access Doors
A. To open end access doors (FIGURE 11), use a 1/8 allen wrench to remove the 10-24 flat
head screws located in table top at either end of machine. When closing the doors be sure
that the retention screw is aligned correctly and won’t become cross-threaded.
NOTE: End access doors must remain closed at all times during operation and should only be
opened after power has been disconnected to avoid possible electrical shock.
6. Powerfeeder Leveling
If powerfeeder level has been altered by accidentally raising or lowering feeder without loosening
infeed locking handle, it can be re-levelled by the following procedure.
A. Loosen feeder mount cross bolt just slightly with a 9/16 wrench (FIGURE 12), just enough
so that feeder will rotate on support post with a moderate amount of pressure on the infeed
end.

11
B. Using a small piece of melamine (approximately 2” x 3”) as a gauge, slide melamine piece
under #2 and #6 wheels and adjust tilt of feeder until it is perfectly level (within 1/64”) from
front to back.
C. Tighten cross bolt when finished and re-check level to be sure the feeder hasn’t moved while
retightening.
NOTE: It is imperative that the feeder be parallel with tabletop. If your panel does not
stay tight to the guide fences while operating check the feeder level and adjust if
necessary.

12
Operation and Adjustment
Adjusting Knob
Adjusting Screw
EDGETRIM FINE ADJUSTMENT REAR CUT ADJUSTMENT
FIGURE 13 FIGURE 14
7. Top and Bottom Edge Trim Fine Adjustment (Figure 13)
A. The 60HA utilizes high rpm routers with a 100 bevel bit to achieve a smooth accurate trim.
To adjust the closeness of the trim, loosen the router locking collar and rotate the
adjustment knob till the trim is satisfactory. Rotating the knob clockwise, leaves more
tape, counter clockwise brings the trim closer to the panel edge. Remember to tighten the
locking collar after each adjustment. TIP: It’s a good idea to keep a slight amount of
pressure on the back of the router while making adjustments to take out any free play.
8. Front Tape Length Adjustment
A. No adjustment is necessary as the knife cuts while being tight against the panel.
TIP: To get the best results, be sure knife components are free of debris.
9. Rear Tape Length Adjustment (Figure 14)
A. Periodic adjustment may have to be made due to many factors. Panel squareness, feed
speed, panel warpage and tape composition (wood/polyester/PVC) can all affect the rear
trim length. To adjust, run a sample panel with the tape to be used. Note the rear trim
length. To lengthen trim, turn the adjustment screw with the 3/16 allen wrench clockwise.
To shorten, turn counter clockwise until you achieve the desired trim. Note: Many types
of panel composition (i.e. melamine) are prone to having some curvature when cut to size
from a full sheet. This can affect rear trim. It is suggested that trim be adjusted slightly
long (1/16) and then touched up with a file or knife in cases where rear trim varies from
panel to panel. This will avoid having a short trim situation where the tape must be
removed and new tape reapplied.

13
Variable Speed Control
Power Feed Switch
Main Switch
Operation and Adjustment
CONTROL PANEL TEMPERATURE CONTROL
FIGURE 15 FIGURE 16
10. Operating Temperature (Figure 15)
The 60HA has a factory setting of 650oF, but is adjustable from 200 – 750oF.
There is no ideal or correct operating temperature for all applications. Tape composition
(wood, PVC, Melamine), width, thickness and manufacturer are all factors that affect how the
tape will apply. One tape manufacturer may apply glue to their tape, which will have a
different activation (melting) temperature than another, thicker tape will absorb more heat than
a thin one, and composition will also have an effect.
The 60HA utilizes a Variable Speed Power Feeder to reduce set up time. Feed speed and
temperature operate in unison to achieve an optimum application. A commonly used method
of set up is to choose a base temperature setting of 600 - 750oF. Once the temperature has
stabilized, run a scrap piece of panel at full speed. Check the adhesion. If it is not adequate,
reduce the feed speed slightly and try again on another edge. Repeat this procedure 2 or 3
times until satisfactory adhesion is achieved. If you have had to slow the feed too much then
the temperature should be raised. If at full speed, the glue is too hot or the tape is telegraphing
badly, the temperature should be lowered. If you commonly use several different tapes, keep a
log of the settings for each tape to simplify the process.
11. Adjusting Temperature (Figure 16)
A. To change temperature setting, press the “FUNCTION” button once. “SP” will be
displayed. This is the set point. Use the up or down arrow to attain the desired setting
then press “FUNCTION” again. The new setting will be accepted after five (5) seconds
and the temperature will begin to change.
14
Operation and Adjustment
12. Cancelling Heat Output (Figure 16)
While trimming solid edges or laminates for extended periods, the operator may wish to turn
the heat off to save energy.
A. To do this, first push the “UP” arrow button. While depressing the “UP” arrow also push
the “FUNCTION” button. Hold both for five (5) seconds. The display should read
“OFF”. To turn heat output back on, repeat the procedure. The display should read
temperature and the heat should begin to rise. NOTE: Immediately after the rising
temperature is displayed and the small red “OUT” light illuminates, the machines main
power switch should be shut off for ten (10) seconds to allow it to reset and avoid
possible damage to the Heat Element.
13. Starting Your Machine and Feeding in a Board
A. Switch main power switch to the on position. Operator should see temperature reading on
display reach operating temperature (650 degrees factory setting) in approximately one
minute. NOTE: Temperature reading may rise past the set point for a short time before
settling back to set point. This is normal
B. Once machine is at operating temperature *(see section on Operating Temperature), turn the
power feed on. Slide the board along infeed fence keeping pressure against tape advance
roller and the infeed fence, until leading edge of board meets the advanced tape at the pressure
roller. At this point the power feeder will maintain adequate pressure of the panel against the
pressure roller. After the board has stopped at the outfeed side of the feeder it must be pulled
directly off the end of the machine, rather than lifting it up, so that the trim motors will
automatically turn off. NOTE: It is the movement of the panel against the first rubber
roller, which rotates the roller and advances the tape. Failure to keep the panel against the
infeed fence and first roller will cause the tape to be short at the front of the panel.
15
C. Maintenance
Every eight (8) hours of operation
Open the end access covers using the 1/8” hex wrench provided, and using compressed air, blow
through the area below the machine to remove cuttings, which may have escaped the dust collection
system.
Spray the end trim guillotines with WD-40 or equivalent to reduce glue and particle build-up.
Raise power feeder and while it is operating, hold a damp cloth to the bottom of the belt, to remove
build-up that may affect belt traction and feed consistency. WARNING: Use caution when doing
this and keep hands away from trim bits and end cutters that may be inadvertently turned on. A
safe way to avoid accidentally turning routers on while cleaning belt, is to switch the manual
switches situated on the routers, to the “OFF” position.
Periodically, the four (4) blue slide strips mounted on the tabletop should be cleaned and lubricated
with WD-40 or an antifriction spray such as “Top Cote”.
(Once a month)
With the locating shoulder screw removed, lift the power feeder to its highest position and apply a
light coat of high quality grease to the feeder support post.

16
D. Trouble Shooting
Poor Tape Adhesion:
Feed speed too high / temperature too low.
Feeder belt dusty – not supplying adequate lateral pressure.
Tape too short at leading edge of panel:
Operator is not keeping panel tight against infeed fence and rubber roller when feeding panel
in.
Tape guide or tape infeed height adjusted too close, limiting tape movement.
Tape advance rubber rollers excessively dusty. Wipe clean with damp cloth.
Tape roll support disc not rotating. (With large PVC rolls) loosen disc-mounting nut so disc
rotates freely.
Tape too long or short at rear of panel:
End cut not adjusted correctly. Adjust with 3/16 allen wrench provided (Reference Rear Tape
Length Adjustment).
Top Trim too low, not reaching top edge of panel:
Too narrow of tape is being used. Tape must be minimum 1/8” wider than panel thickness.
Machine will not heat:
Heat output turned off at controller.

17
Black
White
Red
Green
E. Electrical Supply Diagram-4 Wire
#1 Hot (Black)
#3 Neutral (White)
#5 Hot (Red)
Green Ground
 Loading...
Loading...