

Rothenberger Industrial 035957 Operating instructions [ml]

Bedienungs-
anleitung
Bitte lesen und aufbewahren
Art. Nr. 035957
www.walter-werkzeuge.com
100 W
Löt-
Pistolenset
INDUSTRIAL
DGB
F
CZ
DK
E
FIN
GR
HHR
2
D
ZEICHENERKLÄRUNG
= Schutzbrille
tragen
= Schutz-
handschuhe
tragen
= Lesen Sie die
Bedienungsanleitung
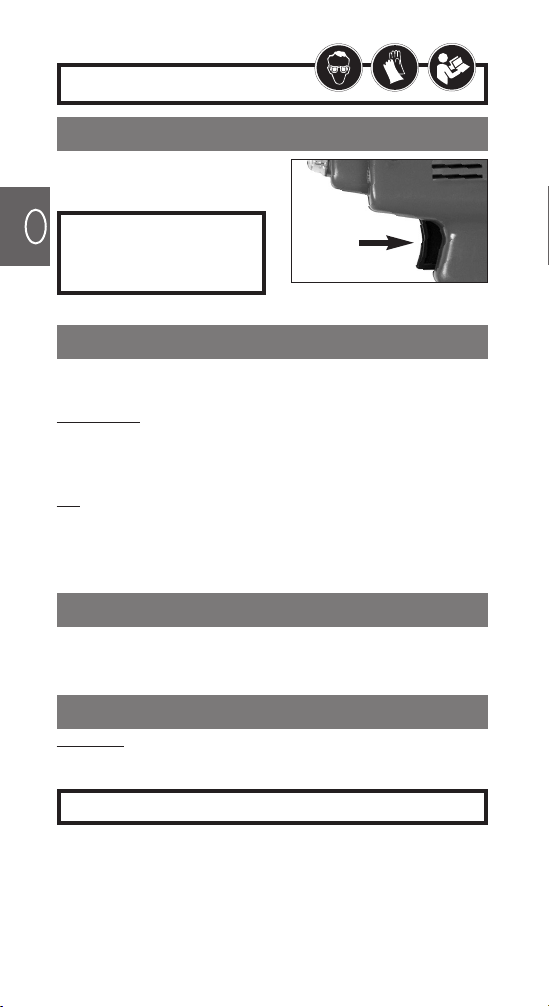
- Die Metallteile des Geräts werden in Betrieb extrem heiß. Fassen Sie die
Metallteile niemals an und halten Sie das Gerät ausschließlich am Griff fest.
- Achten Sie darauf, dass die Lötspitze ordnungsgemäß in den Spitzenhaltern
angebracht ist, bevor Sie mit der Arbeit beginnen. Überprüfen Sie, ob die
Spitzenhalter-Schrauben festgezogen sind.
- Planen Sie Ihre Arbeit sorgfältig und bereiten Sie einen sicheren Ort vor, an
dem Sie das Gerät nach der Arbeit ablegen können. Legen Sie das Gerät
niemals auf einer entzündlichen Oberfläche ab.
- Die Lötspitze muss nach Abschluss der Arbeit auf Raumtemperatur abkühlen
können. Kühlen Sie die Lötspitze niemals durch Eintauchen in Wasser ab – es
besteht Stromschlaggefahr!
- Lagern Sie das Gerät niemals beziehungsweise lassen Sie das Gerät niemals
unbeaufsichtigt, solange es nicht vollständig abgekühlt ist.
- Sorgen Sie bei Verwendung des Geräts für eine gute Belüftung. Bei
Verwendung des Geräts können reizende Dämpfe entstehen, die Ihre
Gesundheit schädigen können. Verwenden Sie gegebenenfalls ein Gebläse
oder einen Ventilator. Wenden Sie sich gegebenenfalls an einen Fachmann.
- Viele Lottypen bestehen zu einem großen Prozentsatz aus giftigem Blei. Bei
Verwendung des Geräts sollten Sie nicht essen oder trinken. Nach der Arbeit
unbedingt gründlich die Hände waschen!
- Um das Risiko einer Überhitzung zu verhindern, darf die Lötpistole maximal
12 Sekunden lang aufgeheizt werden. Die Lötpistole muss dann mindestens
48 Sekunden abkühlen.
- Das Kabel ist nicht hitzebeständig. Führen Sie das Kabel immer nach hinten
vom Gerät weg und stellen Sie sicher, dass die heiße Lötspitze nicht mit dem
Kabel in Berührung kommt. Beschädigte Kabel dürfen ausschließlich vom
Hersteller oder einem qualifizierten Elektriker ausgestauscht werden.
- Bewahren Sie das Gerät außerhalb der Reichweite von Kindern auf. Lassen
Kinder nicht das Gerät benutzen. Und sorgen Sie dafür, dass sich bei
Verwendung des Geräts keine Kinder im Arbeitsbereich befinden.
- Beachten Sie, dass bei Einsatz der Schneidbrennerspitze zum Schneiden von
Kunststoff, insbesondere PVC, reizende Gase enstehen können. Atmen Sie
diese Gase nicht ein. Sorgen Sie für gute Belüftung.
Sicherheitshinweise für die
Lötpistole
TECHNISCHE DATEN FÜR FL-98
VORBEREITUNG FÜR DIE
INBETRIEBNAHME
Netzspannung 230V~ / 50 Hz
Aufnahmeleistung 100 W
Einschalten 30 Sekunden
Ausschalten 30 Sekunden
Lampe 2,2 V / 0,5 W
Gewicht: ca.1 kg
Schutzklasse II
3
D
1
2
3
4
5
7
6
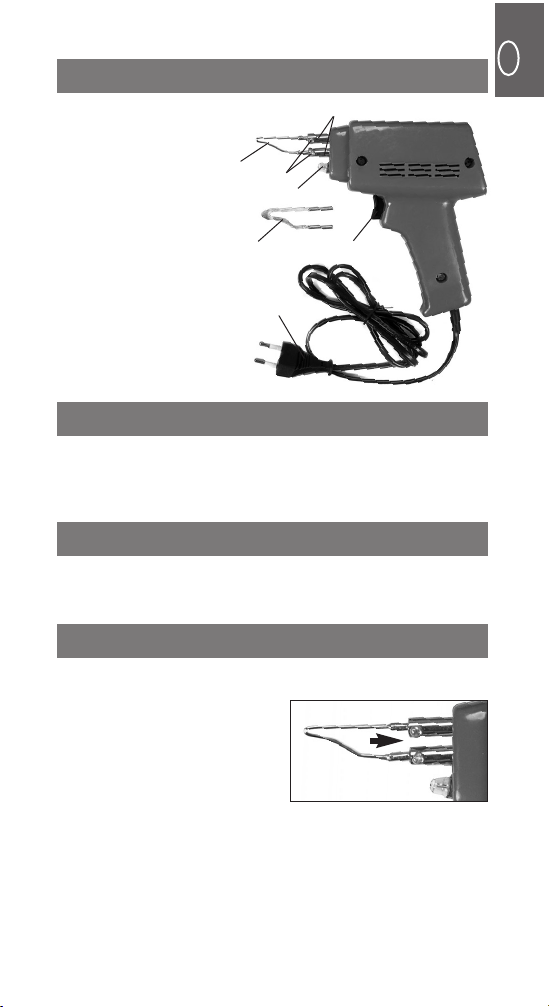
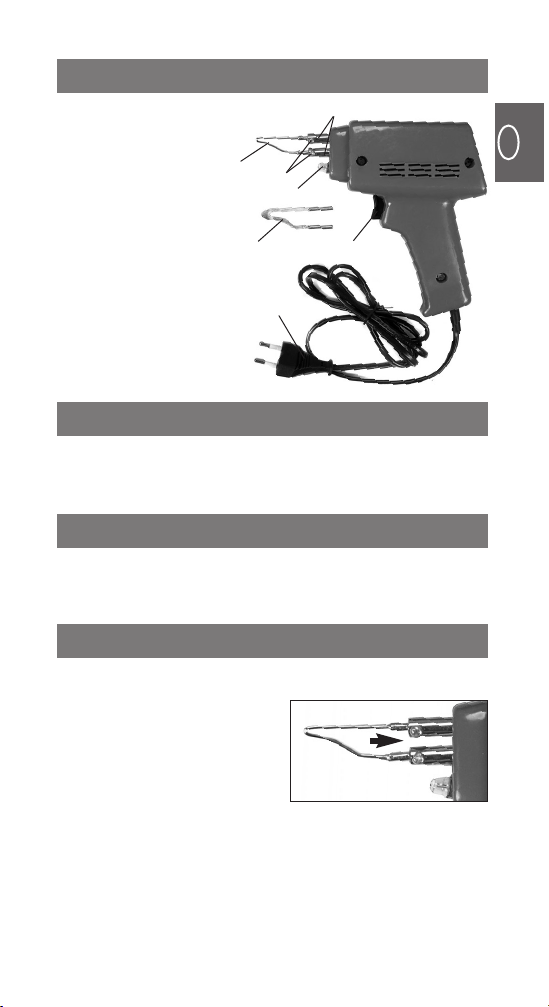
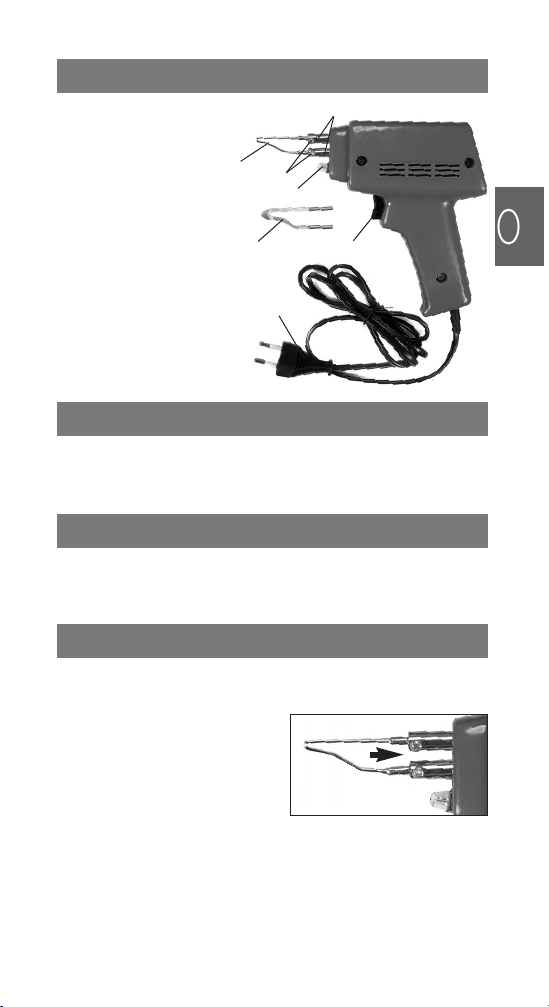
TEILEBEZEICHNUNG
EINSETZEN / WECHSELN DER LÖTSPITZEN
VERWENDUNGSZWECK
NETZANSCHLUSS
1 Lötspitze
2. Spitzenhalter
3. Spitzenhalter-Schrauben
4. EIN/AUS-Schalter
5. Strahler
6. Kabel
7. Lötspitze
Das Gerät ist zum Löten von elektrischen Leitungen und gedruckten Schaltungen
sowie für Reparaturarbeiten an elektrischen Kleingeräten, zum Entlöten, zum
Verzinnen von Draht und für den Modellbau geeignet. Das Gerät darf ausschließlich
in geschlossen Räumen und keinesfalls im Freien verwendet werden. Das Gerät
darf ausschließlich für seinen Bestimmungszweck verwendet werden.
Nur an Einphasen-Wechselstrom und an die auf dem Leistungsschild angegebene
Netzspannung anschließen. 230 V Geräte können auch an 220 V Stromnetzen
betrieben werden. Der Stromkreis muss mit einer Sicherung 16 A abgesichert sein.
Achtung! Lötspitzen werden extrem heiß. Achten Sie darauf, dass Spitze und
Spitzenhalter vollständig abgekühlt sind, bevor Sie die Spitze austauschen.
- Lösen Sie die Schrauben der
Spitzenhalters und nehmen Sie die
Spitze ab.
- Stecken Sie die neue Spitze ein und
ziehen Sie die Schrauben des
Spitzenhalters wieder an.
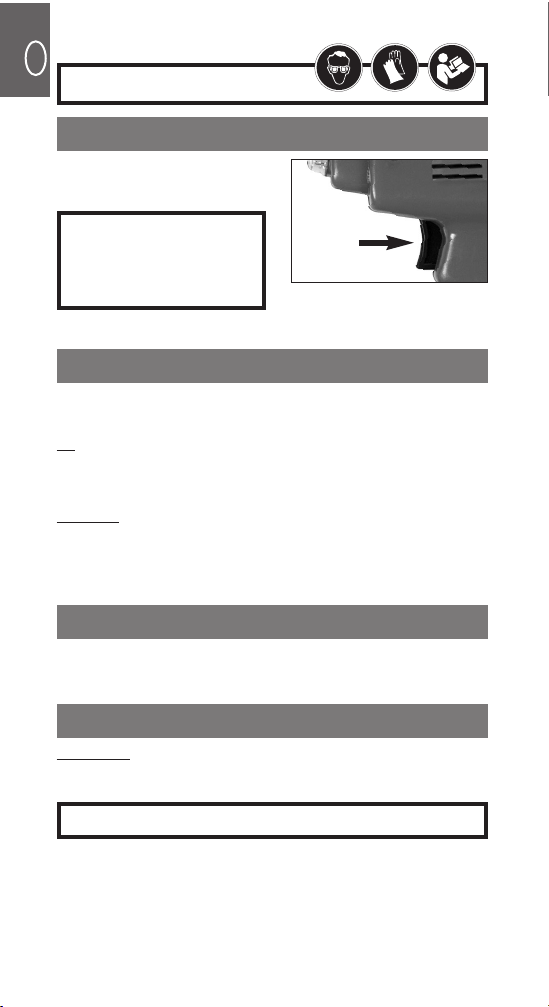
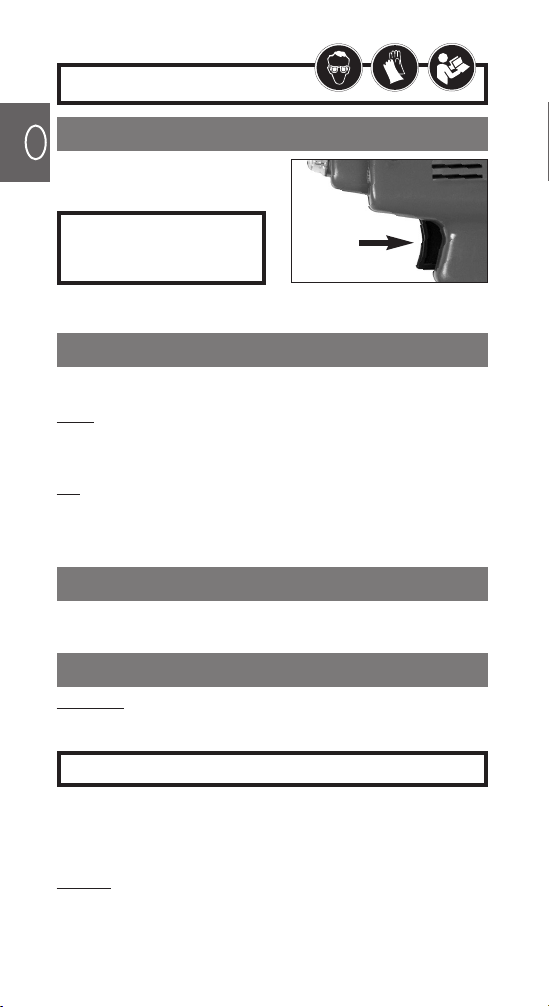
EIN-UND AUS-SCHALTEN
ARBEITEN MIT DER
LÖTPISTOLE
Beim Löten handelt es sich um ein Verfahren, bei dem mit Hilfe eines “weichen”
Lots eine einwandfreie elektrischen und mechanische Verbindung zwischen
bestimmten Metallen hergestellt wird. Dabei handelt es sich in der Regel um eine
Legierung aus Blei und Zinn mit niedrigem Schmelzpunkt.
Lot
Die gebräuchlichen Weichlote werden für den Heimwerkerbereich fast nur in
Drahtform hergestellt. Es gibt zwei Arten von Lötdraht:
1. Einfachen, nicht gefüllten Lötdraht.
2. Gefüllten Lötdraht mit einer Flussmittelfüllung.
Die besten Ergebnisse erzielen Sie mit hochqualitativem Multicore Lot.
Flussmittel
Beim Flussmittel handelt es sich um eine Chemikalie, mit der Rückstände auf dem
Werkstück entfernt und die Bildung von Oxydschichten auf der Verbindung beim
Lötvorgang verhindert werden können. Oxydschichten können das Erzielen einer
sauberen Verbindung verhindern. In der Füllung von Multicore Lot ist meistens
Flussmittel enthalten, es ist allerdings auch gesondert als Paste oder Flüssigkeit
erhätlich.
- Betätigen Sie den Ein- / Aus-Schalter,
um das Gerät einzuschalten.
- Lassen Sie den den Ein- / Aus-Schalter
los, um das Gerät auszuschalten.
Achtung! Um das Riskio einer
Überhitzung zu verhindern, darf
die Lötpistole maximal 30
Sekunden lang aufgeheizt werden.
Die Lötpistole muss dann
mindestens 30 Sekunden
abkühlen.
LOT UND FLUSSMITTEL
STRAHLER
LÖTEN
Vorbereitung
- Um eine einwandfreie elektrische und mechanische Verbindung zu erhalten,
müssen die Teile, die Sie löten möchten, sauber sein. Entfernen Sie Oxydschichten
mit einer Feile, einem Schaber oder einer chemischen Lösung.
Achtung! Beim Abbeizen sollte ein Nichtfachmann auf aggressive Säuren
wie z.B Salz-, Schwefel- oder Salpetersäure verzichten.
- Auf der Lötspitze kann sich ein Oxid-Rückstand bilden. Entfernen Sie diesen
Rückstand durch leichtes Reiben der Lötspitze auf einem Salmiakstein.
- Bestreichen Sie die Lötspitze leicht mit Flussmittel und verzinnen Sie sie leicht
mit Lötdraht.
- Die richtige Temperatur ist erreicht, wenn das Lot auf der Lötspitze als Film
verläuft. Entstehen Klümpchen, ist die Lötspitze nicht heiß genug. Bei Perlenbildung
ist die Spitze verschmutzt.
- Das Gerät verfügt über einen Strahler, der aufleuchtet, wenn der Ein-/ AusSchalter gedrückt wird.
- Der Strahler ist insbesondere bei Lötarbeiten in dunklen, schlecht zugänglichen
Bereichen von Nutzen.
Ein Aufheizen von 30 Sekunden reicht in der Regel aus, um 2-3 Verbindungen zu
löten.
4
D
Löten
- Achten Sie darauf, dass beide Teile der Verbindung sauber sind und heizen Sie
die Verbindung mit der Lötpistole auf. Halten Sie das Lot solange an die Verbindung,
bis es über die Verbindung fließt.
- Heben Sie den Lötkolben von der Verbindung ab.
- Achten Sie darauf, dass die Teile sich nicht bewegen können, bis das Lot
getrocknet ist.
- Rückstände des Flussmittels sind nach dem Abkühlen von der Verbindung zu
entfernen – es sei denn, Sie verwenden Multicore Lot. Der beim Verwenden von
Multicore Lot enstehende Harzrückstand sollte nicht entfernt werden.
Hinweis: Löten bedarf Übung. Machen Sie sich mit der Vorgehensweise vertraut
und führen Sie, bevor Sie mit der Arbeit beginnen, an Ausschussmaterialien
Probeläufe durch. Fragen Sie gegebenenfalls einen Fachmann um eine praktische
Einweisung oder Unterstützung.
Entlöten
Das Gerät kann in Kombination mit einer Entlötpumpe oder einer Entlötlitze zum
Entlöten verwendet werden.
- Heizen Sie die Verbindung auf und saugen Sie das Lot mit Hilfe der Entlötlitze
oder der Entlötpumpe ab.
WARTUNG
RECYCLING
WARTUNG
Das Gerät muss nur sehr wenig gewartet werden, sollte aber sauber und frei von
Staub gehalten werden. Benutzen Sie zur Reinigung der Kunststoffteile des Geräts
keine ätzenden Mittel.
Die Lötspitzen sollten regelmäßig in Übereinstimmung mit den Anweisungen der
vorliegenden Anleitung gereinigt werden.
Austausch und Reparatur der Anschlussleitung dürfen nur vom Hersteller oder einem
Fachmann durchgeführt werden.
Nicht mehr gebrauchsfähige Geräte zum Recyceln bei einer Wertstoffsammelstelle abgeben. Nicht mit dem Hausmüll entsorgen
Wenden Sie sich für Informationen zu Wertstoffsammelstellen an
die Behörden vor Ort.
D
EC-Konformitätserklärung
Wir, WALTER WERKZEUGE SALZBURG GmbH, Gewerbeparkstraße 9,
erklären, dass das nachfolgend bezeichnete Gerät aufgrund seiner Konzipierung und
Bauart sowie in der von uns in Verkehr gebrachten Ausführung, den einschlägigen
Bestimmungen der EG-Richtlinien entspricht.
Produktbeschreibung:
Modell:
Einschlägige EG-Richtlinien: EG-Niederspannungsrichtlinie 2006/95/EC
Angewandte harmonisierte
Normen:
5081 Anif, Austria
Lötpistolenset
FL-98
EG-Richtlinie über elektromagnetische Verträglichkeit (EMV)
2004/108/EWG
ROHS
EN 60335-1:2002+A11+A1+A12+A2+A13:2008;
EN 60335-2-45:2002+A1:2008; EN 62233:2008
Anif, 01.08.2012
Ben Shields Alexander Reischl
Leitung Produktmanagement Produktmanager
und Bevollmächtigter der
Technischen Dokumentation
5
D
6

Operating
Manual
Read carefully and keep for future reference
art. no. 035957
www.walter-werkzeuge.com
100 W
Soldering
gun set
INDUSTRIAL
GB
8
GB
SYMBOLS USED IN THIS MANUAL
= Wear eye
protection
= Wear protective
gloves
= Read the
operating Manual
- The metal parts of the machine become
extremely hot during operation. Never touch the metal parts and hold the
machine only by the handle.
- Ensure that the tip is securely fastened in the tip holders before starting
work. Check that the tip holder screws are tight.
- Plan your work carefully and prepare a safe place to put the machine down
after work. Never place the machine on an inflammable surface.
- The tip must be allowed to cool down to room temperature after finishing
work. Never cool the tip by immersing it in water - danger of electric
shock!
- Do not store the machine or leave the machine unattended until it has
cooled down completely.
- Use the machine only in well-ventilated rooms. Toxic fumes can be
produced when using the machine which can damage your health. Use a
fan or ventilator if required. Seek expert advice if necessary.
- Many types of solder consist largely of lead, which is poisonous. Do not
eat, smoke or drink while using the machine. Always wash your hands
thoroughly after finishing work.
- To avoid the risk of overheating the soldering gun may only be heated for
12 seconds max. The soldering gun must then be allowed to cool for 48
seconds.
- The cable is not heat-resistant. Always lead the cable away towards the
rear of the machine and ensure that the hot soldering tip does not come
into contact with the cable. Damaged cables may only be replaced by the
manufacturer or a qualified electrician.
- Store the machine out of the reach of children, do not allow children to use
the machine and keep children out of the area when using the machine.
- Be aware that toxic fumes may be produced when using the cutting tip to
cut plastic, especially PVC. Do not inhale the fumes. Work only in well
ventilated rooms.
Safety instructions for the
soldering gun
TECHNICAL SPECIFICATIONS FOR FL-98
BEFORE USING THE MACHINE
Rated voltage 230 V ~ / 50 Hz
Rated power 100 W
ON 30 seconds
OFF 30 seconds
Lamp 2,2V / 0,5W
Weight 1 kg approx.
Protection category II
9
GB
1
2
3
4
5
7
6
FEATURES
FITTING / CHANGING TIPS
SCOPE OF USE
CONNECTING TO THE MAINS
1. Tip
2. Tip holders
3. Tip holder screws
4. Trigger
5. Spotlight
6. Cable
7. Tip
The machine is designed for soldering electrical wires and circuit boards, repairing
small electronic appliances, de-soldering, tinning wire and model making. The
machine is for indoor use only and may not be used outdoors. The machine may
not be used for any other purpose.
The unit may only be connected to a single-phase mains outlet with as the same
voltage as given on the machine’s rating plate. 230 V machines can also be
connected to 220 V mains outlets. The mains circuit must be equipped with a 16
Amp fuse.
Caution! Soldering tips become extremely hot. Ensure that the tip and the tip holders
have cooled down completely before attempting to change the tip.
- Loosen the tip holder screws and
remove the tip.
- Insert the new tip and re-tighten the
tip holder screws.
SWICHING ON AND OFF
WORKING WITH THE
SOLDERING GUN
Soldering is the process of a making a sound electrical and mechanical joint
between certain metals by joining them with a 'soft' solder. This is usually a low
temperature melting point alloy of lead and tin.
Solder
Solder for the DIY market is produced almost exclusively in the form of wire.
There are two types of solder wire on the market.
1. Simple, unfilled solder wire.
2. Solder wire with flux core.
For best results use a good quality multicore solder.
Flux
Flux is a chemical which removes oxide residue on the workpieces and prevents
oxide residue forming on the joint during the soldering. Oxide residue can prevent
the formation of a clean joint. Flux is most commonly contained in the cores of
multicore solder but is also available separately in paste or liquid form.
- Pull the trigger to switch the machine
ON.
- Release the trigger to switch the
machine OFF.
Caution! To avoid the risk of
overheating, the soldering gun
may only be heated for 30 seconds
max. The soldering gun must then
be allowed to cool for 30 seconds.
30 seconds heat up is usually sufficient
to solder 2-3 joints.
SOLDER AND FLUX
SPOTLIGHT
SOLDERING
Preparation
- The parts you wish to solder must be clean in order to ensure that a sound electrical
and mechanical joint is produced. Remove any oxidisation using a file or spatula
or a chemical solution.
Caution! Do not use aggressive acids such as hydrochloric, sulphuric or
nitric acid unless you are an expert.
- An oxide residue can form on the tip. This should be removed by rubbing the tip
on a soldering stone.
- Coat the tip lightly with flux and tin it lightly with solder wire.
- The correct temperature is reached when the solder melts to a filmy consistency.
If lumps are formed the tip is not hot enough. If beads are formed the tip should
be cleaned.
Soldering
- Ensure that both parts of the joint are clean and heat the joint with the soldering
gun. Hold the solder to the joint until it flows onto the joint.
- Remove the soldering iron from the joint.
- The machine is fitted with a spotlight which lights up when the trigger is pressed.
- The spotlight is particularly useful when soldering in darker, inaccessible areas.
10
GB
- Ensure that the parts cannot move until the solder has set.
- Flux residue should be removed from the joint after cooling, except when using
multicore solder. The resin residue produced when using multicore solder should
not be removed.
Note Soldering takes practice. Familiarise yourself with the procedure and make
trial runs on waste material before starting work. Seek training or assistance from
an expert if required.
De-soldering
The machine can be used for de-soldering in combination with a de-soldering pump
or de-soldering braid.
- Heat the joint and soak up the solder using de-soldering braid or de-soldering
pump.
MAINTENANCE
MAINTENANCE
The machine requires very little maintenance but should be kept clean and free of
dust. Do not use aggressive cleaning agents to clean the plastic parts of the
machine.
The tips should be cleaned regularly according to the instructions in this manual.
Repairs and the fitting of replacement mains cables may only be carried out by
the manufacturer or a qualified electrician.
WASTE ELECTRICAL AND ELECTRONIC EQUIPMENT
Waste electrical and electronic equipment must be recycled and
may not be disposed of with household waste. Contact your local
authority for details of recycling facilities.
EC Declaration of Conformity
We, WALTER WERKZEUGE SALZBURG GmbH, Gewerbeparkstraße 9,
declare that the design and construction of the following machine, in the form supplied by
us, comply with the requirements of the appropriate EC directives.
Product description:
Model:
Appropriate EC directives: EC – Low voltage directive 2006/95/EC
Applicable harmonised
norms:
5081 Anif, Austria
Soldering gun set
FL-98
EC – Directive on electromagnetic compatibility (EMC)
2004/108/EEC
ROHS
EN 60335-1:2002+A11+A1+A12+A2+A13:2008;
EN 60335-2-45:2002+A1:2008; EN 62233:2008
GB
Anif, 01.08.2012
Ben Shields Alexander Reischl
Head of Product Management Product Manager
and person responsible for
technical documentation
11
12
GB

Mode
d’emploi
A lire minutieusement et conserver pour un usage ultérieur
N° d’art. 035957
www.walter-werkzeuge.com
100 W
Kit pistolet
à souder
INDUSTRIAL
F
14
F
SYMBOLES UTILISÉS DANS CE MANUEL
= Porter des
lunettes de
protection
= Porter des
gants de
protection
= Lire le manuel
de service
- Les pièces métalliques de la machine
deviennent extrêmement chaudes lors du fonctionnement. Ne jamais toucher
les pièces métalliques et uniquement tenir la machine par la poignée.
- S’assurer que la panne de soudage est fixée correctement dans les buses de
panne avant de commencer à travailler. Vérifier que les vis de buses de
panne de soudage sont bien serrées.
- Planifier minutieusement les tâches à effectuer et préparer un endroit sûr
pour poser la machine après les travaux. Ne jamais placer la machine sur une
surface inflammable.
- Laisser refroidir la panne de soudage à température ambiante à la fin des
travaux. Ne jamais refroidir la panne de soudage en la plongeant dans l’eau risque d’électrochoc !
- Ne pas ranger la machine ni la laisser sans surveillance tant qu’elle n’est pas
entièrement refroidie.
- Utiliser la machine uniquement dans des pièces bien ventilées. Des fumées
toxiques présentant des risques pour la santé peuvent se dégager durant
l’utilisation de la machine. Le cas échéant, utiliser une soufflante ou un
ventilateur et demander l’avis d’un expert.
- De nombreux types de métal d’apport sont principalement constitués de
plomb, lequel est toxique. Ne pas manger, fumer ni boire durant l’utilisation
de la machine. Toujours laver minutieusement les mains après avoir achevé
les travaux.
- Afin d’éviter tout risque de surchauffe, le pistolet à souder doit être chauffé
au maximum pendant 12 secondes et puis le laisser refroidir pendant 48
secondes.
- Le câble n’est pas résistant à la chaleur. Toujours conduire le câble à l’arrière
de la machine et s’assurer que la panne de soudage chaude n’entre pas en
contact avec le câble. Seul le fabricant ou un électricien qualifié a le droit de
remplacer des câbles endommagés.
- Ranger la machine hors de portée des enfants, ne pas permettre aux enfants
d’utiliser la machine et maintenir les enfants à l’écart de la zone de travail lors
de l’utilisation de la machine.
- Etre conscient du fait que des fumées toxiques peuvent se dégager lors de
l’utilisation de la tête de coupe pour couper du plastique, tout
particulièrement du PVC. Ne pas inhaler les fumées. Uniquement travailler
dans des pièces bien ventilées.
Consignes de sécurité pour
le pistolet à souder
SPÉCIFICATIONS TECHNIQUES POUR FL-98
AVANT D’UTILISER LA MACHINE
Tension nominale 230 V ~ / 50 Hz
Puissance nominale 100 W
ON 30 secondes
OFF 30 secondes
Lampe 2,2V / 0,5W
Poids env. 1 kg
Classe de protection II
15
1
2
3
4
5
7
6
CARACTÉRISTIQUES
DOMAINES D’APPLICATION
BRANCHEMENT AU RÉSEAU
1. Panne de soudage
2. Buses de panne
3. Vis de buses de panne
4. Détente
5. Spot d’éclairage
6. Câble
7. Panne de soudage
La machine est conçue pour souder des câbles électriques et des plaquettes de
circuits imprimés, réparer de petits dispositifs électroniques, dessouder, étamer des
fils métalliques et fabriquer des maquettes. La machine est uniquement destinée
à l’utilisation à l’intérieur et pas à l’extérieur. La machine ne doit être utilisée qu’aux
fins prévues.
L’unité doit uniquement être branchée à une prise de courant électrique monophasé
dont la tension est la même que celle indiquée sur la plaque caractéristique de la
machine. Des machines de 230 V peuvent également être branchées à des prises
de courant secteur de 220 V. Le circuit principal doit être équipé d’un fusible
de 16 A.
Prudence ! Les pannes de soudage sont très chaudes. S’assurer que la panne de
soudage et les buses de la panne de soudage sont complètement refroidies avant
de commencer à remplacer la panne.
- Desserrer les vis des buses de panne
de soudage et retirer la panne de
soudage.
- Enfiler la nouvelle panne de soudage et
resserrer les vis des buses.
MONTAGE / REMPLACEMENT DES PANNES
DE SOUDAGE
F
MISE EN MARCHE ET HORS MARCHE
TRAVAUX AVEC LE
PISTOLET À SOUDER
La soudure est le processus consistant à réaliser une liaison électrique et mécanique
solide entre certains métaux en les reliant par un métal d’apport ‘tendre’. Il s’agit
là normalement d’un point de fusion à faible température possible avec le plomb
et l’étain.
Métal d’apport
Le métal d’apport pour le marché DIY est pratiquement exclusivement produit sous
forme de fil métallique. Il existe deux types de métal d’apport sur le marché.
1. Métal d’apport, non plein.
2. Métal d’apport à noyau.
Utiliser un métal d’apport à âmes multiples de bonne qualité pour obtenir les
meilleurs résultats.
Flux
Le flux est un produit chimique éliminant des résidus d’oxyde sur des pièces
d’usinage et empêchant la formation de résidus d’oxyde sur la soudure durant le
soudage. Des résidus d’oxyde risquent en effet d’empêcher la réalisation d’une
soudure propre. Le flux est le plus généralement contenu dans les noyaux de métal
d’apport à plusieurs âmes mais il est également disponible séparément sous
forme liquide ou de pâte.
- Appuyer sur la détente pour mettre la
machine en marche (ON).
- Relâcher la détente pour mettre la
machine hors marche (OFF).
Prudence ! Afin d’éviter tout risque
de surchauffe, le pistolet à souder
doit être chauffé au maximum
pendant 30 secondes puis le
laisser refroidir pendant 30
secondes.
MÉTAL D’APPORT ET FLUX
SPOT D’ÉCLAIRAGE
SOUDAGE
- La machine est équipée d’un spot d’éclairage lequel est allumé lorsque la détente
est actionnée.
- Le spot d’éclairage est très utile pour effectuer des travaux de soudage dans des
zones plus sombres, inaccessibles.
Un chauffage de 30 secondes est normalement suffisant pour souder 2-3 soudures.
Préparation
- Les pièces devant être soudées doivent être propres afin de garantir la réalisation
d’une liaison électrique et mécanique solide. Eliminer toute trace d’oxydation en
utilisant une lime, une spatule ou une solution chimique.
Prudence ! Ne pas utiliser d’acides agressifs tels que de l’acide
chlorhydrique, sulfurique ou nitrique à moins d’être un expert.
- Des résidus d’oxyde peuvent se former sur la panne de soudage. Ces résidus
doivent être éliminés en frottant la panne de soudage sur un mipoux.
- Couvrir la panne de soudage légèrement de flux et l’étainer légèrement avec le
fil de soudure.
- La température correcte est atteinte lorsque le métal d’apport a fondu jusqu’à
une consistance couverte de pellicule. La panne de soudage n’est pas assez
chaude en cas de formation de mottes. La panne de soudage doit être nettoyée
en cas de formation de chenilles.
16
F
Soudage
- S’assurer que les deux parties de la soudure sont propres et chauffer la soudure
avec le pistolet à souder. Maintenir le métal d’apport sur la soudure jusqu’à ce
qu’il coule sur le joint.
- Retirer le fer à souder de la soudure.
- S’assurer que les pièces ne puissent pas bouger jusqu’à ce que le métal d’apport
se soit posé.
- Des résidus de flux doivent être éliminés de la soudure après le refroidissement,
mis à part si un métal d’apport à âmes multiples est utilisé. Ne pas éliminer les
résidus de résine formés en cas d’utilisation de métal d’apport à âmes multiples.
Note Le soudage nécessite de l’expérience. Se familiariser avec la procédure et
effectuer des essais sur du matériel à jeter avant de commencer les travaux. Le
cas échéant, demander la formation ou l’assistance d’un expert.
Dessoudage
La machine peut être utilisée pour le dessoudage en combinaison avec une pompe
de dessoudage ou un cordon de dessoudage.
- Chauffer la soudure et aspirer le métal d’apport en utilisant le cordon de
dessoudage ou la pompe de dessoudage.
MAINTENANCE
MAINTENANCE
La machine nécessite très peu de maintenance, elle doit toutefois être maintenue
dans un état propre et exempt de poussières. Ne pas utiliser de détergents
agressifs pour nettoyer les pièces plastiques de la machine.
Les pannes de soudage doivent être nettoyées régulièrement conformément aux
instructions figurant dans ce manuel.
Seul le fabricant ou un électricien qualifié a le droit d’effectuer des travaux de
réparation et le montage de câbles électriques de rechange.
DÉCHETS D’ÉQUIPEMENT ÉLECTRIQUE ET
ÉLECTRONIQUE
Les déchets d’équipement électrique et électronique doivent être
recyclés et ne doivent pas être jetés avec les ordures ménagères.
Contacter l’autorité locale pour obtenir des détails sur les possibilités de recyclage.
Déclaration de conformité CE
We, WALTER WERKZEUGE SALZBURG GmbH, Gewerbeparkstraße 9,
5081 Anif, Austria
déclare que le design et la construction de la machine suivante, telle que nous l’avons livrée, répondent aux exigences des directives CE appropriées.
Description du produit :
Modèle :
Directives CE appropriées : CE – Directive basse tension 2006/95/EC
Normes harmonisées
applicables :
Kit pistolet à souder
FL-98
EC – Directive sur la compatibilité électromagnétique (EMC)
2004/108/EEC
ROHS
EN 60335-1:2002+A11+A1+A12+A2+A13:2008;
EN 60335-2-45:2002+A1:2008; EN 62233:2008
F
Anif, 01.08.2012
Ben Shields Alexander Reischl
Directeur des achats Chef de produit
Mandataire de la
documentation technique
17
18
F
 Loading...
Loading...