

Romac Industries FTS 419 Installation Manual
INSTALLATION INSTRUCTIONS
ROMAC
INDUSTRIES,
INC.
5
7
7
8
6
4
Read installation instructions rst before installing. Check parts to ensure that no damage has occurred during transit and that no parts
are missing. Also check the diameter of the pipe and the range marked on the tapping sleeve to ensure you have the proper size.
Style FTS 419 Fabricated Steel Tapping Sleeve
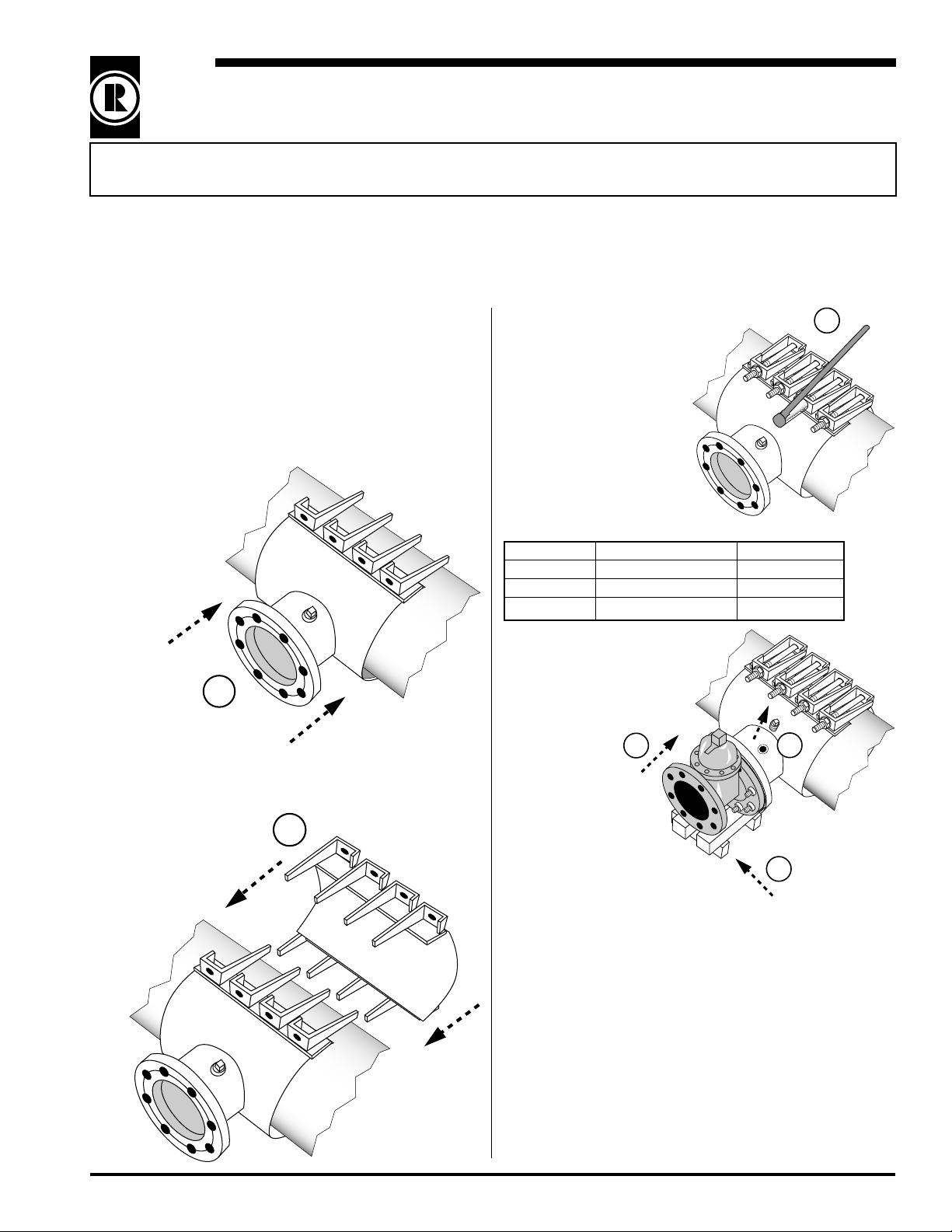
Step 1 • Clean pipe surface, particularly in the gasket
sealing area.
Step 2 • Remove bolts and separate sleeve halves.
Step 3 • Lubricate gasket and pipe surface with a suitable
gasket lubricant.
Step 4 • Place the
outlet half of sleeve onto
the pipe and move
into position. Do not
slide outlet half of
sleeve around pipe.
Step 6 • Well tightened nuts
are important to ensure a proper
seal. Tighten nuts, starting
with the center bolts, alternating on either side of the
sleeve. The gaps between
sleeve halves should be
the same when the nuts
are fully torqued. Tighten
nuts evenly in 25 ft-lb
increments.
Pipe Size Pipe Material Torque
4" PVC 25 - 30 ft-lbs.
6" - 24" PVC 45 - 50 ft-lbs.
4" - 24" Steel / DI 45 - 50 ft-lbs.
Step 7 • Install tapping
valve. Tapping valve must
be supported.
Step 5 • Bring the
back half of sleeve into
position and insert the
bolts.
Document #30-9-419-0004 02/10/2017
21919 20th Avenue SE • Suite 100 • Bothell, WA 98021 • Phone (425) 951-6200 • 1-800-426-9341 • Fax (425) 951-6201
Step 8 • Remove test plug and pressure test
assembly to determine a tight joint. Test at pressure up to
1.25 times ange rating. For AWWA Class D anges, sizes
4-12 inch, maximum working pressure of 175 psi, and up to
220 psi for test.
Step 9 • When it is ascertained that sleeve is leak-tight,
proceed with the tapping operation.
Step 10 • Tapping equipment must be supported so that
its weight is not supported by the sleeve.
ROMAC
INDUSTRIES,
INC.
INSTALLATION INSTRUCTIONS
Style FTS 419
Fabricated Steel Tapping Sleeve
PRECAUTIONS
1. Check diameter of pipe to make sure you are using the correctly sized sleeve.
2. Clean pipe to remove as much dirt and corrosion as possible from the surface.
3. Make sure no foreign materials stick to the gasket as it is brought around the pipe, nor become lodged
between gasket and pipe as nuts are tightened.
4. Avoid loose tting wrenches, or wrenches too short to achieve proper torque.
5. Keep threads free of foreign material to allow proper tightening.
6. Bolts are often not tightened enough when a torque wrench is not used. Take extra care in this situation to
make sure proper tightening occurs.
7. Install tapping sleeve with outlet in the direction of the branch pipe. Do not spin or rotate tapping sleeve
on pipe.
8. Pressure test for leaks before tapping pipe.
9. Backll and compact carefully around sleeve.
10. Caution, when reinstalling parts with stainless steel hardware there may be a loss in pressure holding ability
due to worn or damaged threads during the original installation.
11. For personal safety reasons, do not use a compressible uid (such as air) to check for water tightness.
COMMON INSTALLATION PROBLEMS
1. Not enough torque on bolts.
2. Rocks or debris cutting gasket.
3. Dirty threads on bolts or nuts.
4. Allowing tapping sleeve to support the
cantilever load of the valve, tapping
machine or pipe.
5. When insufciently restrained and sup-
ported, pipe pullout or movement may
occur. To prevent movement, sufcient
support must be provided using: thrust
blocks, anchors, soil friction, or other
restraint devices.
6. Not using thrust block or other form of restraint.
7. Spinning or rotating tapping sleeve on the
pipe.
NOTE: Tapping
sleeves are designed for sealing
purposes only, not
structural support
or restraint.
21919 20th Avenue SE • Suite 100 • Bothell, WA 98021 • Phone (425) 951-6200 • 1-800-426-9341 • Fax (425) 951-6201
 Loading...
Loading...