

Page 1
Bloccare e sbloccare l’utensile:
per assicurare un funzionamento perfetto
del mandrino a serraggio idraulico si
prega di osservare le seguenti istruzioni:
Utilizzo di utensili a gambo cilindrico secondo
la normativa DIN 1835 e DIN 6535, forma
(HA) e B (HB) fino ad un Ø 20 di gambo di
serraggio con tolleranza h6, Ra
min
rettificato
di precisione = 0.3. I gambi secondo la normativa DIN 6535, forma HE (Whistle Notch)
sono utilizzabili solo con l’applicazione di
bussole di ridizione. Tutti i mandrini a serraggio idraulico sono stati equilibrati a stabilimento di produzione fino a 15.000 girri/min’.
Serraggio e stacco di un utensile
1.) Pulire il foro di ricezione del mandrino ed
il gambo dell’utensile rimuovendo grasso e
sporcizia. Inserire l’utensile fino all’arresto. È
tassativamente necessario di attenersi alle
prescrizioni sulla lunghezza minima di serraggio e la corsa di regolazione.
2.) Avvitare, in senso orario, con una chiave
esagonale la vite di serraggio fino all’arresto.
L’utensile è serrato. Per evitare rotture della
bussola ad esparsione non serrare a vuoto.
3.) Per staccare l’utensile svitare di 5 o 6 giri
la vite di serraggio e staccare l’utensile.
Questi valori sono validi per gambi
secondo la normativa DIN 1)
Sujetar y soltar la herramienta:
Para garantizar el funcionamiento impeca-
ble de los porta herramientas hidraulico,
le rogamos observar las siguentes instrucciones:
Utilización de herramientas de vástago
cilíndrico según forma DIN 1835 y DIN 6535
(HA) y B (HB) hasta Ø 20 de vástago de sujeción con tolerancia del fabricante h6, rugosidad rectificado = 0,3. Los vástagos según
forma DIN 6535 HE (Whistle Notch) sólo
pueden aplicarse en combinación con piezas
de reducción. Todos los mandriles de expansión rotatorios son equilibrado de fábrica hasta 15.000 min
–1
.
Fijar y soltar una herramienta
1.) Limpiar el orificio de alojamiento del mandril y el vástago de la herramienta de grasa y
suciedad. Introducir el vástago de la
herramienta hasta el tope. Es imprescindible
respetar la longitud mínima de sujeción y el
proceso de ajuste.
2.) Girar hasta el tope, en el sentido de las
agujas del reloj, el tornillo de sujeción con
una llave hexagonal. La herramienta está
apretada. Debido al peligro de rotura, no
realizar aprietes en vacío al manguito de
expansión.
3.) Para soltar la herramienta, destornillar el
tornillo de sujeción aprox. de 5 a 6 vueltas y
retirar la herramienta.
Estas cifras son válidas para
vástagos según DIN 1)
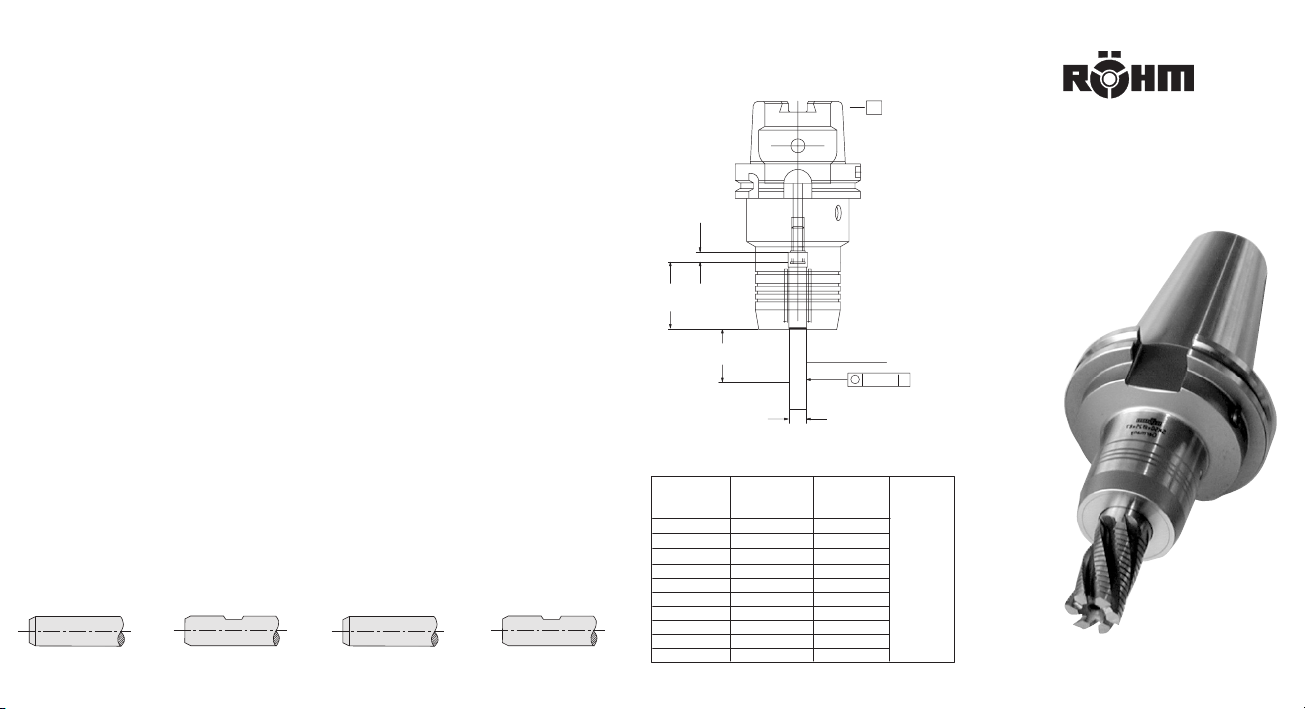
Höchste Rundlauf- und Wiederholgenauigkeit
durch zentrisches Spannen von Zylinderschäften
Maximum concentricity and repeating accuracy
because of cylinder shafts being centrally clamped
0,003 A
Meßdorn gespannt
measuring mandril
10
A
"
A
d
1
l
5
R
a
min = 0,3
Schaft-bzw.
Spann-Ø
6 h6 10 27
8 h6 20 27
10 h6 40 32
12 h6 50 37
14 h6 80 37
16 h6 100 42
18 h6 125 42
20 h6 180 42
25 h6 250 48
32 h6 400 52
Mt (Nm)
min.
Einspanntiefe
A
RÖHM GmbH S Postfach 1161 S 89565 Sontheim/Brenz
Telefon 0 73 25/16-0 S Fax 0 73 25/16-492
Von Spann-Ø 6
bis Spann-Ø 20
l
5
= 2xd
1
Drehmoment – Torque
Über Spann-Ø 20
l
5
= 1,5xd
1
Optimaler Temperatur-
Einsatzbereich 10-50
o
C
Hydro-Dehnspannfutter
Hydraulic collet-chucks
Mandrin de serrage hydraulique expansible
Mandrino di serraggio a dilatazione idraulica
Ajuste del mandril hidráulico de expansión
Id.-Nr. 898522
12
DIN 1835 A / DIN 6535 HA
DIN 1835 B / DIN 6535 HB
sino Ø 20 mm
12
DIN 1835 A / DIN 6535 HA DIN 1835 B / DIN 6535 HB
hasta Ø 20 mm
Id.-Nr. 898522 / 1100 SDZ
Page 2
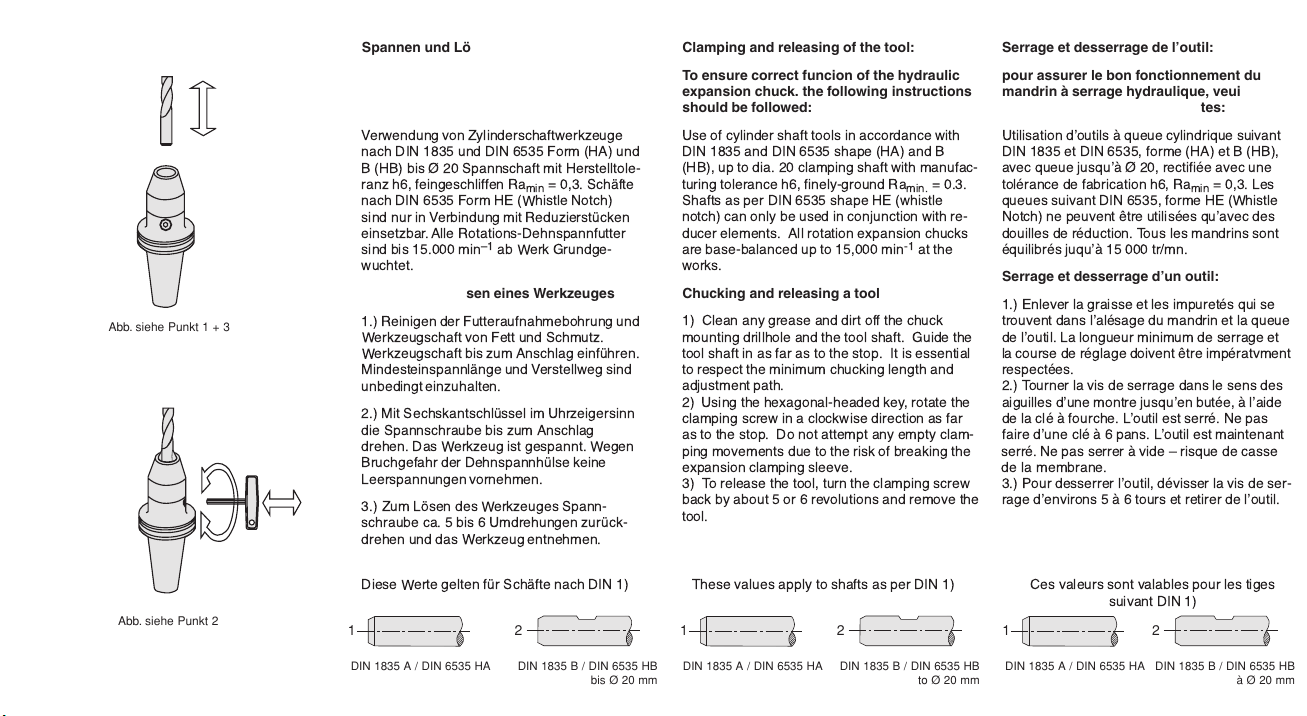
Dehnspannhlse
Spannen und Lösen des Werkzeuges!
Um eine fehlerhafte Funktion der HydroDehnspannfutter zu gewährleisten,
beachten Sie bitte folgende Anweisungen:
VerwendungvonZylinderschaftwerkzeuge
nach DIN 1835 und DIN 6535 Form (HA) und
B (HB) bis ¯ 20 Spannschaft mit Herstelltole-
ranz h6, feingeschliffen Ra
min
= 0,3. Schfte
nach DIN 6535 Form HE (Whistle Notch)
sind nur in Verbindung mit Reduzierstcken
einsetzbar.Alle Rotations-Dehnspannfutter
sind bis 15.000 min
Ð1
ab Werk Grundge-
wuchtet.
Spannen und lösen eines Werkzeuges
1.) Reinigen der Futteraufnahmebohrung und
Werkzeugschaft von Fett und Schmutz.
Werkzeugschaft bis zum Anschlag einfhren.
Mindesteinspannlnge und Verstellweg sind
unbedingt einzuhalten.
2.) Mit Sechskantschlssel im Uhrzeigersinn
die Spannschraube bis zum Anschlag
drehen. Das Werkzeug ist Wegen
Bruchgefahr der keine
Leerspannungenvornehmen.
3.) Zum Lsen des Werkzeuges Spann-
schraube ca. 5 bis 6 Umdrehungen zurck-
drehen und das Werkzeug entnehmen.
Diese Werte gelten fr Schfte nach DIN 1)
gespannt.
Clamping and releasing of the tool:
To ensure correct funcion of the hydraulic
expansion chuck. the following instructions
should be followed:
Use of cylinder shaft tools in accordance with
DIN 1835 and DIN 6535 shape (HA) and B
(HB), up to dia. 20 clamping shaft with manufac-
turing tolerance
h6, finely-ground Ra
min.
= 0.3.
Shafts as per DIN 6535 shape HE (whistle
notch) can only be used in conjunction with re-
ducer elements. All rotation expansion chucks
are base-balanced
up to 15,000 min
-1
at the
works.
Chucking and releasing a tool
1) Clean any grease and dirt off the chuck
mounting drillhole and the tool shaft. Guide the
tool shaft in as far as to the stop. It is essential
to respect the minimum chucking length and
adjustment path.
2) Using the hexagonal-headed key, rotate the
clamping screw in a clockwise direction as far
as to the stop.
Do not attempt any empty clam-
ping movements
due to the risk of breaking the
expansion
clamping sleeve.
3) To release
the tool, turn the clamping
screw
back by
about 5 or 6 revolutions and remove the
tool.
These values apply to shafts as per DIN 1)
Serrage et desserrage de l’outil:
pour assurer le bon fonctionnement du
mandrin à serrage hydraulique, veuillez
suivre les instructions suivantes:
Utilisation dÕoutils queue cylindrique suivant
DIN 1835 et DIN 6535, forme (HA) et B (HB),
avec queue jusquÕ ¯ 20, rectifie avec une
tolrance de fabrication
h6, Ra
min
= 0,3. Les
queues suivant DIN 6535, forme HE (Whistle
Notch) ne peuvent tre utilises quÕavec des
douilles de rduction. Tousles mandrins sont
quilibrs
juquÕ 15 000 tr/mn.
Serrage et desserrage d’un outil:
1.) Enlever la graisse et les impurets qui se
trouvent dans lÕalsage du mandrin et la queue
de lÕoutil. La longueur minimum de serrage et
la
course de rglage doivent tre impratvment
respectes.
2.) Tourner la vis de serrage dans le sens des
aiguilles dÕune montre jusquÕen bute, lÕaide
de la cl fourche. LÕoutil est serr. Ne pas
faire
dÕune cl 6 pans. LÕoutil est maintenant
serr.
Ne pas serrer vide Ð risque de casse
de la
membrane.
3.) Pour desserrer lÕoutil, dvisser la vis de ser-
rage dÕenvirons 5 6 tours et retirer de lÕoutil.
Ces valeurs sont valables pour les tiges
suivant DIN 1)
Abb. siehe Punkt 1 + 3
Abb. siehe Punkt 2
12
12
12
DIN 1835 A / DIN 6535 HA DIN 1835 B / DIN 6535 HB
bis Ø 20 mm
DIN 1835 A / DIN 6535 HA DIN 1835 B / DIN 6535 HB
to Ø 20 mm
DIN 1835 A / DIN 6535 HA
DIN 1835 B / DIN 6535 HB
à Ø 20 mm
 Loading...
Loading...