

Page 1
Bedienungsanleitung für
Operating Instructions for
Instructions de service pour
Istruzioni per l‘uso
Instrucciones de servicio para
F
E
Stirnseiten-Mitnehmer
Face Driver
Entraîneur frontal
Topes de arrastre
Trascinatori frontali
CoE
RÖHM GmbH, Postfach 11 61, D-89565 Sontheim/Brenz,
Tel. 0 73 25/16-0, Fax 0 73 25/16-5 10
Homepage: http://www.roehm.biz
e-mail: info@roehm.biz
Page 2

Sicherheitshinweise:
Beim Umgang mit Stirnseiten-Mitnehmern ist vorsichtig vorzugehen. Herunterfallende Stirnseiten-
Mitnehmer können aufgrund ihrer Masse und der Form der Spitze schwere Verletzungen
hervorrufen Sicherheitsschuhe tragen!
Die Reitstockachse muss fluchtend zur Spindelachse ausgerichtet sein. Ansonsten kann die
gehärtete Laufspitze aufgrund der auftreten den Querkräfte brechen und das rotierende
Werkstück herausgeschleudert werden
Werkstücke mit ungenauen bzw. schräg zur Achse angeordneten Zentrierbohrungen führen
bei umlaufendem Betrieb zu einer Wechselbiegung der Spitze. Diese können zum Bruch der
gehärteten Laufspitze und damit zu Gefährdungen führen
Safety requirements and rules:
Please proceed carefully when handling Face Driver. On account of the mass and the shape
of the centre dropping face carrier centres may cause severe injuries. Wear safety shoes!
The Face Driver sleeve has to be in true alignment with the spindle axle. Otherwise the
hardened centre may break due to the transverse forces occurring, and the rotating work
piece is hurdled out
Work pieces with imprecise or off--centre holes will also cause an alternate bending of the
centre in case of rotating operation. This action may also lead to the rupture of the hardened
tailstock centre causing the consequences mentioned above
Indications concernant la sécurité et directives:
Pendant la manipulation des, opérer avec prudence. Si des entraîneurs frontaux tombent sur
le sol, elles peuvent causer de graves blessures en raison de leur masse et de la forme de la
pointe. Porter des chaussures de sécurité!
L’axe du fourreau de la broche doit être orienté en alignement à l’axe de la broche. Si non la
pointe de roulement durcie peut se casser en raison des forces de cisaillement et la pièce à
usiner en rotation être projetée
Les pièces à usiner avec des trous de centrage mal disposés ou disposes en biais par rapport
à l’axe provoquent également une flexion alternée de la pointe en exploitation rotative. Ces
pièces peuvent également causer la cassure des pointes de roulement durcies avec les
conséquences citées au préalable
Instrucciones de seguridad y directrices:
El personal manipulador deberá haber estudiado a fondo las presentes instrucciones deuso, y
particularmente el capítulo dedicadoa las Instrucciones de seguridad
El montaje, manejo y mantenimiento deberá ejecutarse correctamente. El operador deberá
abstenerse de todo proceder que pueda afectuar su seguridad
Como complementoa las instrucciones deuso deberánobservarse los reglamentos generales
y legales de caracter obligatorio para la prevención de accidentes y para la protección contra
accidentes.Deberán abservarse con exactitud las indicaciones y recomendaciones dadas en
las instrucciones de uso
Norme de sicurezza e direttive:
In caso di caduta della contropunta il peso e la forma dei trascinatori frontali stessa possono
causare ferite gravi. Indossare sempre scarpe anti Fort uni ostiche.
L’asse della contropunta deve essere allineato con l’asse mandrino. In caso contrario, lo
sforzo di taglio che si viene a creare può causare la rottura della cuspide e il pezzo da
lavorare può essere proiettato lontano dall’area di lavoro.
I pezzi da lavorare con fori di centraggio imprecisi, oppure inclinati rispetto all’asse possono
essere causa della maggiore sollecitazione a fatica della contropunta. Questo può causare la
rottura della cuspide temprata, con le conseguenze sopra citate.
Page 3
Betriebsanleitung für Stirnseiten-Mitnehmer COE
mit aufsteckbaren, radial spielfreien Mitnehmerscheiben
Merkmale:
Drehen und Fräsen in einer
Aufspannung
Durch die federnde Zentrierspitze
erfolgt der WerkstückLängsanschlag an der Stirnseite
Hohe Rundlaufgenauigkeit
(0,015mm)
Bestimmungsgemäße Verwendung:
Spannkreis-Ø 8 – 80 mm
Werkstückgewicht max. 100 kg
Richtwert für axial zul. Belastung
der Abstützbolzen: 90kN
Bestell-Nr. Bestell-Nr. Bestell-Nr.
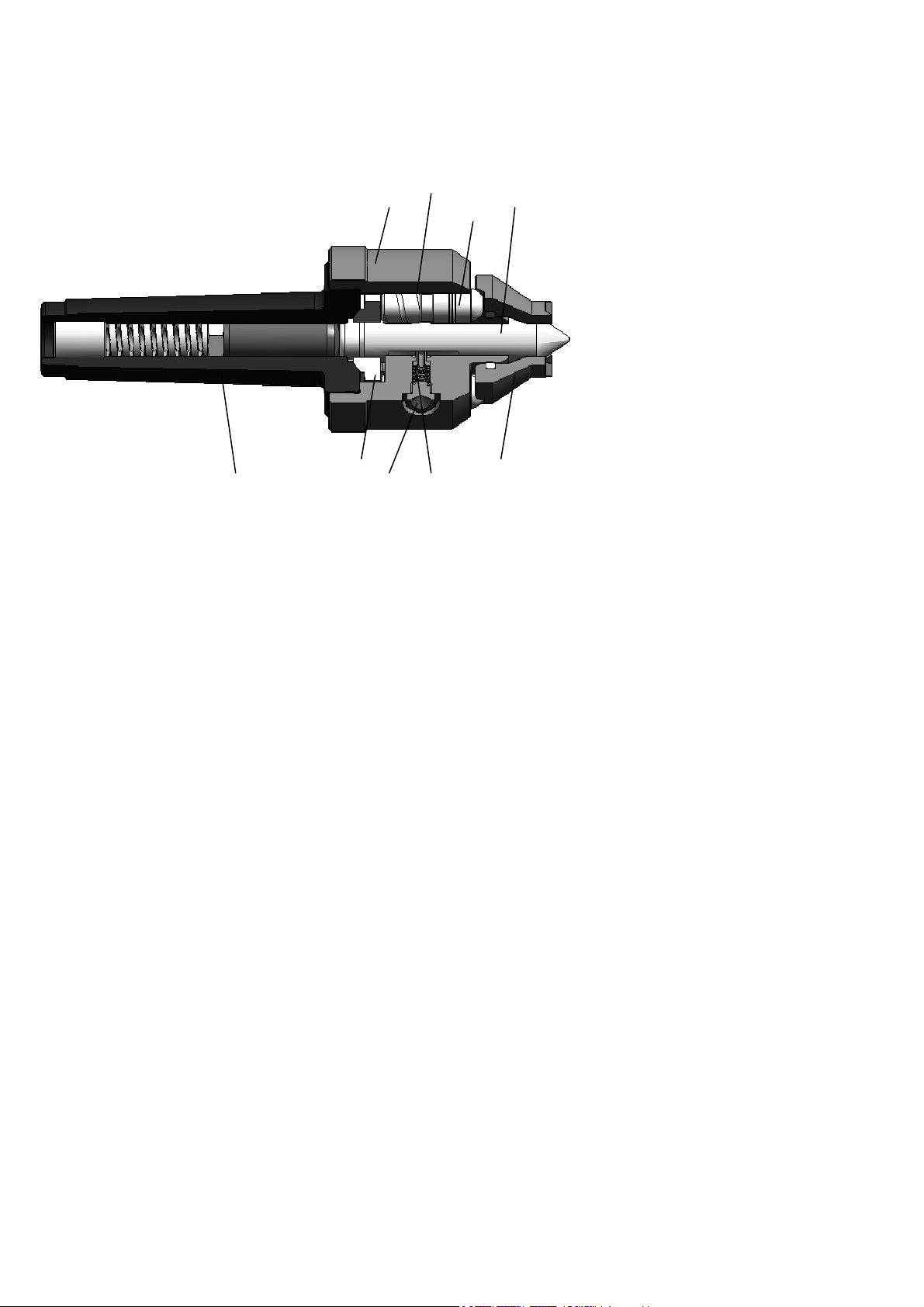
1 = Körper 1177540 6 = Druckstück 712526
2 = Zentrierspitze 7 = Ausgleichsscheibe 712524
3 = Mitnehmerscheibe 8 = Trichterschmiernippel 027380
4 = Abstützbolzen 1177542 9 = O-Ring 652312
5 = Federpaket 313026(MK3)
313251(MK4/MK5)
Wechseln der Mitnehmerscheibe (3)
Mitnehmerscheibe (3) mit Schraubendreher abdrücken.
Größtmögliche Mitnehmerscheibe (3), entsprechend des Dreh-Ø wählen (Laufrichtung beachten).
O-Ring (9) einfetten und Mitnehmerscheibe (3) aufstecken,
dabei ist zu beachten, dass die Abstützbolzen (4) in die Nuten der Mitnehmerscheibe (3) eintauchen.
Wechseln und Einstellen der Zentrierspitze (2)
Zentrierspitze (2) nach vorne herausziehen.
passende Zentrierspitze (2) auswählen, einfetten und in die Bohrung schieben, dabei ist zu beachten,
dass das federnde Druckstück (6) in die Nut der Zentrierspitze (2) einrastet.
Federpaket (5) so einstellen dass die Zentrierspitze (2) einen Hub von 2 - 6mm beim Spannen des
Werkstücks ausführt. Das Federpaket (5) kann von der Schaftseite mit einem Sechskantschlüssel axial
verstellt werden.
Demontieren und Montieren der Abstützbolzen
Beim Demontieren die Abstützbolzen (4) herausziehen (Gewinde M4).
O-Ring (9) kontrollieren, Abstützbolzen (4) einfetten und in den Körper (1) einstecken.
Maximales Werkstückgewicht
Für Grundkörper MK3 und die Ausführung mit abgesetzter Zentrierspitze Ø4mm : Werkstückgewicht
Max 50 kg
Für Grundkörper MK4 und MK5 : Werkstückgewicht max. 100kg
Wartung
Die Schneiden der Mitnehmerscheibe (3) regelmäßig kontrollieren, rechtzeitig Mitnehmerscheiben (3).
auswechseln, bzw. Hartmetall-Mitnehmerplatten austauschen
Die durchgehärtete Zentrierspitze (2) kann bei Verschleiß nachgeschliffen werden.
Zentrierspitze (2) und Abstützbolzen (4) regelmäßig über Trichterschmiernippel (8) nachschmieren.
Schmiermittel: ISO-Bezeichnung C GLP DIN 51502, Viskositätsklasse VG 220 DIN 51519
Leichtgängigkeit des mechanischen Ausgleichs der Abstützbolzen (4) prüfen.
Page 4

Operating Instructions for Face Driver CoE
With plug-in, radial freedom of movement driving discs
Features:
Turning and milling
in one setting
The suspended
centring tip facilitates
a longitudinal impact
point on the front side.
High level of
concentricity
(0.015mm)
Intended Use
Clamping circuit
Ø 8 – 80 mm
Work-piece weight
max. 100 kg
Guide value for the
axially permitted
load of the support
bolts: 90kN
1 = body 1177540 6 = thrust piece 712526
2 = centring tip 7 = compensation disk
3 = carrier plate 8 = funnel grease nipple
4 = support bolts
5 = spring assembly
313251(MK4/MK5)
Exchanging the Carrier Plate (3)
Lever off the carrier plate (3) with a screwdriver.
Choose the biggest carrier plate (3) possible, as per the rotation Ø (note the direction of movement).
Grease the O-ring (9) and fit the carrier plate (3).
Here you must ensure that the support bolts (4) plunge into the grooves of the carrier plate (3).
Exchanging and Setting the Centring Tip (2)
Pull the centring tip (2) out to the front.
Choose an appropriate centring tip (2), grease it and slide it into the drill hole, making sure that the
spring thrust piece (6) rests in the groove of the centring tip (2).
Set the spring assembly (5) so that the centring tip (2) performs a stroke of 2 - 6mm when the work-piece
is clamped in. The spring assembly (5) can be adjusted axially at the shaft side using a hexagonal key
(Allen key).
Dismantling and Mounting the Support Bolts
Pull out the support bolts (4) when dismantling (thread M4).
Check O-ring (9), grease support bolts (4) and fit into the body (1).
Maximum Weight of Work-Piece
For base body MK3 and the model with set centring tip Ø4mm: work-piece weight max. 50kg
For base body MK4 and MK5: work-piece weight max. 100kg
Maintenance
Check the cutting edges of the carrier plates (3) regularly, replace carrier plates (3) in good time, or
change the hard metal carrier plates.
The hardened centring tip (2) can be resharpened if worn.
The centring tip (2) and support bolts (4) must be regularly greased using the funnel grease nipple (8).
Lubricant: ISO-Designation C GLP DIN 51502, viscosity class VG 220 DIN 51519
Check the free movement of the mechanical compensation of the support bolts (4).
Order-No. Order-No.
712524
027380
1177542 9 = O-ring 652312
313026(MK3)
Page 5

Instructions de service pour entraîneur frontal CoE
avec rondelles d'entraînement emmancha les, sans jeu radial
Caractéristiques :
Tournage et fraisage
en une opération
Grâce à la pointe de
centrage à ressort, la
butée longitudinale de la
pièce à usiner se fait sur
la face frontale
Grande précision de
concentricité (0,015
mm)
Utilisation conforme
aux fins prévues
Ø cercle de serrage 8
– 80 mm
Poids max. de la pièce
à usiner 100 kg
Valeur directrice pour
contrainte axiale adm.
des boulons d'appui :
90 kN
1 = Corps 1177540 6 = Élément de pression 712526
2 = Pointe de centrage 7 = Disque de compensation
3 = Rondelle d'entraînement 8 = Nipple de graissage
4 = Boulon d'appui
5 = Jeu de ressorts
313251(MK4/MK5)
Remplacement de la rondelle d'entraînement (3)
Chasser le disque d'entraînement (3) avec un tournevis.
Choisir la plus grande rondelle d'entraînement (3) possible en fonction du Ø de tournage (respecter le sens de la
marche).
Graisser le joint torique (9) et emboîter la rondelle d'entraînement (3) en veillant à ce que les boulons d'appui (4)
Remplacement et réglage de la pointe de centrage (2)
Démontage et montage des boulons d'appui
Poids maximal de la pièce à usiner
Maintenance
pénètrent dans les rainures de la rondelle d'entraînement (3).
Dégager la pointe de centrage (2) par l'avant.
Choisir la pointe de centrage (2) adaptée, la graisser et l'introduire dans l'alésage en veillant à ce que
l'élément de pression (6) à ressort s'engage dans la rainure de la pointe de centrage (2).
Régler le jeu de ressorts (5) de manière que la pointe de centrage (2) accomplisse une course de 2 à 6 mm lors de la
fixation de la pièce à usiner. Le jeu de ressorts (5) peut être réglé de manière axiale côté tige avec une clé à fourche.
Pour le démontage, dégager les boulons d'appui (4) (filetage M4).
Contrôler le joint torique (9), graisser les boulons d'appui (4) et les emboîter dans le corps (1).
Pour le corps de base MK3 et la variante avec pointe de centrage décolletée Ø 4mm : poids max. de la pièce à usiner
50 kg
Pour les corps de base MK4 et MK5 : poids max. de la pièce à usiner 100 kg
Contrôler régulièrement les tranchants de la rondelle d'entraînement (3), remplacer les rondelles d'entraînement (3)
à temps ou remplacer les plaques d'entraînement en carbure.
En cas d'usure, la pointe de centrage (2) trempée peut être rectifiée.
Regraisser régulièrement la pointe de centrage (2) et les boulons d'appui (4) par le nipple de graissage (8).
Graisse : désignation ISO C GLP DIN 51502, classe de viscosité VG 220 DIN 51519
Contrôler le bon fonctionnement de la compensation mécanique des boulons d'appui (4).
Réf. n° Réf. n°
712524
027380
1177542 9 = Joint torique 652312
313026(MK3)
Page 6

Manual de instrucciones para los topes de arrastre
frontales CoE
con discos de arrastre insertables radiales sin holgura
Características:
Girar y fresar
en una sola sujeción
Gracias a la punta de
centrado elástica, el tope
longitudinal de la pieza
de trabajo tiene lugar en
la parte frontal
Gran precisión de giro
(0,015mm)
Uso conforme al fin
previsto
Diámetro de
compresión Ø 8 – 80
mm
Peso máx. de la pieza
de trabajo 100 kg
Valor de referencia
para la carga axial
permitida de los
pivotes fijos: 90kN
1 = Cuerpo 1177540 6 = Pieza de presión 712526
2 = Punta de centrado 7 = Disco de compensación
3 = Disco de arrastre 8 = Engrasador de tolva
4 = Pivotes fijos
5 = Conjunto de muelles
313251(MK4/MK5)
Recambio del disco de arrastre (3)
Presionar el disco de arrastre (3) con el destornillador.
Seleccionar el mayor disco de arrastre (3) posible en función del diámetro de giro (observar el sentido de giro)
Engrasar el anillo tórico (9) e insertar el disco de arrastre (3).
Recambio y ajuste de la punta de centrado (2)
Montaje y desmontaje de los pivotes fijos
Peso máximo de la pieza de trabajo
Mantenimiento
Para ello se deberá observar que los pivotes fijos (4) estén insertados en las ranuras del disco de arrastre (3).
Extraer la punta de centrado (2) hacia delante.
Elegir la punta de centrado adecuada (2), engrasarla y deslizarla en el orificio; observar para ello
que la pieza de presión elástica (6) encaje en la ranura de la punta de centrado (2).
Ajustar el conjunto de muelles (5) de tal manera que la punta de centrado (2) efectúe una carrera de 2 - 6mm al
tensar la pieza de trabajo. El conjunto de muelles (5) se puede ajustar axialmente con una llave hexagonal desde el
lado del vástago.
Para el desmontaje, extraer los pivotes fijos (4) (rosca M4).
Comprobar el anillo tórico (9), engrasar los pivotes fijos (4) e insertarlos en el cuerpo (1).
Para el cuerpo básico MK3 y la variante con punta de centrado de Ø4mm : peso máximo de la pieza 50kg
Para cuerpos básicos MK4 y MK5 : Peso máx. de la pieza 100kg
Comprobar regularmente los cortes del disco de arrastre (3), recambiar los discos de arrastre (3) a tiempo,
es decir, recambiar las placas de arrastre de metal duro.
La punta de centrado endurecida (2) se puede afilar en caso de desgaste.
Lubricar la punta de centrado (2) y los pivotes fijos (4) regularmente mediante los racores de engrasado de la tolva
(8).
Lubricante: designación ISO C GLP DIN 51502, clase de viscosidad VG 220 DIN 51519
Comprobar la movilidad de la compensación mecánica de los pivotes fijos (4)
Ref. Ref.
712524
027380
1177542 9 = Anillo tórico 652312
313026(MK3)
Page 7

Istruzioni per l'uso per trascinatori frontali CoE
con dischi menabrida radiali inseribili senza gioco
Caratteristiche:
Ruotare e fresare
in un solo servaggio
Attraverso la contropunta
a molla ha luogo la
battuta d'arresto
longitudinale del pezzo
sul lato frontale
Elevata precisione di
concentricità
(0,015mm)
Utilizzo conforme
alle disposizioni
Diametro di serraggio-
Ø 8 – 80 mm
6
1 = Corpo 1177540 6 = Tassello di spinta 712526
2 = Contropunta 7 = Disco di compensazione
3 = Disco menabrida 8 = Nottolino di lubrificazione
4 = Perno di supporto
5 = Pacchetto molle
313251(MK4/MK5)
Sostituzione del menabrida (3)
Estrarre il disco menabrida (3) con un giraviti.
Scegliere possibilmente il disco menabrida più grande (3), in base al diametro di rotazione-Ø (tenere presente il
senso di rotazione).
Ingrassare l'O-Ring (9) prima di inserire il disco menabrida (3);
Sostituzione e regolazione della contropunta (2)
Smontaggio e montaggio dei perni di supporto
Peso max. del pezzo
Manutenzione
a tale proposito, osservare che i perni di supporto (4) entrino nelle scanalature del disco menabrida (3).
Estrarre in avanti la contropunta (2).
Scegliere la contropunta adatta (2), ingrassare e inserire spingendola nel foro; a tale proposito osservare che il
tassello di spinta a molla (6) si incastri correttamente nella scanalatura della contropunta (2).
Regolare il pacchetto molle (5) in modo tale che la contropunta (2) si sollevi di 2 - 6mm durante il serraggio del pezzo.
Il pacchetto molle (5) può essere regolato in senso assiale dal lato mandrino mediante una chiave esagonale.
Durante lo smontaggio estrarre i perni di supporto (4) (filettatura M4).
Controllare l'O-Ring (9), ingrassare il perno di supporto (4) e inserire nel corpo (1).
Per corpi base MK3 e modelli con contropunta ridotta Ø4mm: peso del pezzo max. 50kg
Per corpi base MK4 e MK5: peso del pezzo max. 100kg
Controllare regolarmente i taglienti del disco menabrida (3), sostituire tempestivamente i dischi menabrida (3),
e/o le piastre di trascinamento in metallo duro.
In caso di usura, la contropunta temprata (2) può essere riaffilata.
Lubrificare regolarmente la contropunta (2) e i perni di supporto (4) mediante il nottolino di lubrificazione (8).
Lubrificante: denominazione ISO C GLP DIN 51502, classe di viscosità VG 220 DIN 51519
Controllare il movimento scorrevole della compensazione meccanica dei perni di supporto (4).
No. ordine No. ordine
712524
027380
1177542 9 = O-Ring 652312
313026(MK3)
Peso del pezzo max.
100 kg
Valore di riferimento
per carichi assiali max.
consentiti del perno di
supporto: 90kN
Page 8

Руководство по эксплуатации торцевого поводка CoE
I
d.-Nr.: 1242329/0113
Со сменными, беззазорными в радиальном направлении поводковыми
патронами
Отличительные
черты:
Вращение и
фрезерование
в одном креплении
Благодаря
пружинящему упорному
центру осуществляется
продольный упор
заготовки на торцевой
стороне
Высокая точность
вращения (0,015 мм)
Применение по
назначению
Ø окружности зажима
8 – 80 мм
Масса заготовки
макс. 100 кг
Ориентировочное
значение допустимой
нагрузки на упорные
стержни в осевом
направлении: 90 кН
1 = корпус 1177540 6 = нажимная деталь 712526
2 = упорный центр 7 = уравнительная шайба
3 = поводковый патрон 8 = воронкообразный смазочный ниппель
4 = упорные стержни
5 = пружинный блок
313251(MK4/MK5)
Смена поводкового патрона (3)
Отжать поводковый патрон (3) отверткой.
Выбрать самый большой из возможных поводковый патрон (3), в соответствии с Ø вращения (учитывать
направление вращения).
Нанести смазку на уплотнительное кольцо круглого сечения (9) и надеть поводковый патрон (3),
Смена и регулировка упорного це
Демонтаж и монтаж упорных стержней
Максимальная масса заготовки
Техобслуживание
при этом следить, чтобы упорные стержни (4) попадали в пазы поводкового патрона (3).
Вытянуть упорный центр вперед (2).
Выбрать подходящий упорный центр (2), смазать его и протолкнуть в отверстие, при этом следить,
чтобы пружинящая нажимная деталь (6) фиксировалась со щелчком в пазу упорного центра (2).
Настроить пружинный блок (5) таким образом, чтобы упорный центр (2) выполнял ход в 2 - 6 мм при зажиме
заготовки. Пружинный блок (5) можно регулировать со стороны хв
шестигранного ключа.
При демонтаже вывинтить упорные стержни (4) (резьба M4).
Проверить уплотнительное кольцо круглого сечения (9), смазать упорные стержни (4) и вставить в корпус (1).
Для основной части MK3 и исполнения со ступенчатым упорным центром Ø 4 мм: Масса заготовки макс. 50 кг
Для основной ча
Регулярно контролируйте разрезы поводкового патрона (3), своевременно заменяйте поводковые патроны (3),
твердосплавные пластины поводковых патронов.
Прокаленный упорный центр (2) в случае износа можно подточить.
Регулярно дополняйте смазку упорного центра (2) и упорных стержней (4) через воронкообразный смазочный
ниппель (8).
Смазо
Проверяйте легкость хода упорных стержней (4) при механической балансировке.
чный материал: Наименование по ISO C GLP DIN 51502, Класс вязкости VG 220 DIN 51519
Заказной № Заказной №
712524
027380
1177542 9 = уплотнительное кольцо круглого сечения 652312
313026(MK3)
нтра (2)
остовика в осевом направлении с помощью
сти MK4 и MK5: Масса заготовки макс. 100 кг
 Loading...
Loading...