

Page 1
918 重载滚沟机
操作手册
为 了 您 自 身 的 安 全, 请
在 组 装 和 使 用 此 类 产 品
之 前, 必 须 首 先 阅 读 完
重 要:
本 手 册, 明 确 此 设 备 的
独 特 操 作、 应 用 及 可 能
出 现 的 问 题。
此 中 文 译 本 仅 供 参 考, 如 有 疑 问 以 原 版
Page 2
RIDGID918 重载滚沟机
安全须知
警告!
请仔细阅读所有的安全注意事项和安全指导。如
果不遵从这些安全指导可能会导致电击、火灾或
者严重人身伤害。
请妥善保存本安全注意事项和安全指导。
工作场所安全注意事项
1. 保持工作场所干净整洁和照明充分。混乱和
昏暗的环境容易引起安全事故的发生。
2. 不要在易燃易爆等的危险环境下操作电动工
具,例如易燃易爆的液体、气体或粉尘环境
下。电动工具可能会产生火花,会引燃这些
粉尘或气体。
3. 在操作机器时,使无关人员(包括小孩、旁
观者、非工作人员等)远离工作现场。不相
关的干扰会影响你对工具的正确使用。
用电安全
1. 电动工具插头应该和插座相匹配。任何时候都
不要改变插头。不要连接插有接地的电动工具
的插头的适配器一起使用。不改变插头和与插
座相匹配将会减少电击事故的发生。
具有接
地功能
接地头
2. 避免身体与接地物体的表面接触,如金属管
道、散热器、金属柜体和制冷设备。如果身体
和接地物体接触,会增加电击危险的机率。
3. 不要把电动工具防置于雨中或潮湿的环境下。
水进入电动工具将增加电击危险的发生。
4. 不要损坏电源线。不要把电源线用来拖、拽电
动工具。使电源线远离热、油、尖锐边缘或移
动物体。电源线损坏或卷入其它物体中都会增
加电击危险。
5. 当在室外使用电动工具时,请使用适合在室外
工作的接线板,例如标记有“W-A”或“W”
符号的接线板。
接地头
6. 仅限于使用有三股线的三头插头和三孔插座。
如果使用其他类型的,那么有可能没有接地而
增加了电击的危险。
7. 请参照下表选择电线,如果尺寸不对,那么会
引起较大的压降和电力损失。
最小线规要求的电线尺寸
电线总长(英尺) 铭牌标定
的安培数
0-6 18AWG 16AWG 16AWG
6-10 18AWG 16AWG 14AWG
10-12 16AWG 16AWG 14AWG
12-16 14AWG 12AWG
0-25 26-50 51-100
无推荐
个人安全注意事项
1. 使用电动工具时,保持头脑清醒,关注自己
手头的工作。不要在疲惫或受到药物、酒精
或毒品影响的情况下使用电动工具。如果在
使用当中一不留神,就会导致比较严重的伤
害事故的发生。
2. 正确使用个人防护用品,永远佩戴安全眼镜。
个人防护用品包括防尘面罩、防滑安全保护
鞋、硬质的垫子或热防护装置,适当使用这
些防护用品,将减少人身伤害事故的发生。
3. 不要无意识的开机,在插入插座前确保开关
置于关闭状态。当你携带电动工具,手指不
小心触动开关置于开机状态时,会导致安全
事故的发生。
4. 开机前拿走所有的调节工具,如扳手、钳子
等。如果这些工具处在旋转部件上,将会导
致人身伤害的发生。
5. 保持身体平衡,不要在操作机器时使身体失
去平衡。这样会使你在意想不到的情况下更
好的控制工具。
6. 正确着装。不要穿宽松的衣服或佩戴首饰。
使你的衣服、头发和手套远离运动部件。宽
松的衣服、首饰、和长发易于卷入运动部件
中。
工具的使用与保养
1. 不要过度使用电动工具,请在不同场合选择
合适的电动工具。合适的工具将会使你更快、
更安全的完成工作。
2. 如果开关不能工作,请不要使用电动工具。
任何电动工具如果不能控制开关,都是非常
危险的并且必须立即进行修理。
4
Page 3
RIDGID918 重载滚沟机
3. 在对工具进行调整、更换附件、存放前必须
先断开电源。这些措施可以预防不小心开动
工具的风险。
4. 存放电动工具时注意不要让无关人员能够拿
到,尤其是小孩。因为电动工具对于位经过
培训的人员来说是非常危险的。
5. 仔细保养工具,保持切割工具锋利、干净,
这样工作时更加轻松、顺利,易于控制。
6. 定期检查工具,看是否运动部件的位置不正
确、零件有损坏或其他可能影响工具正常使
用的损坏状况,如果有,请在使用前务必修
理好。许多事故的发生都是由于工具的维护
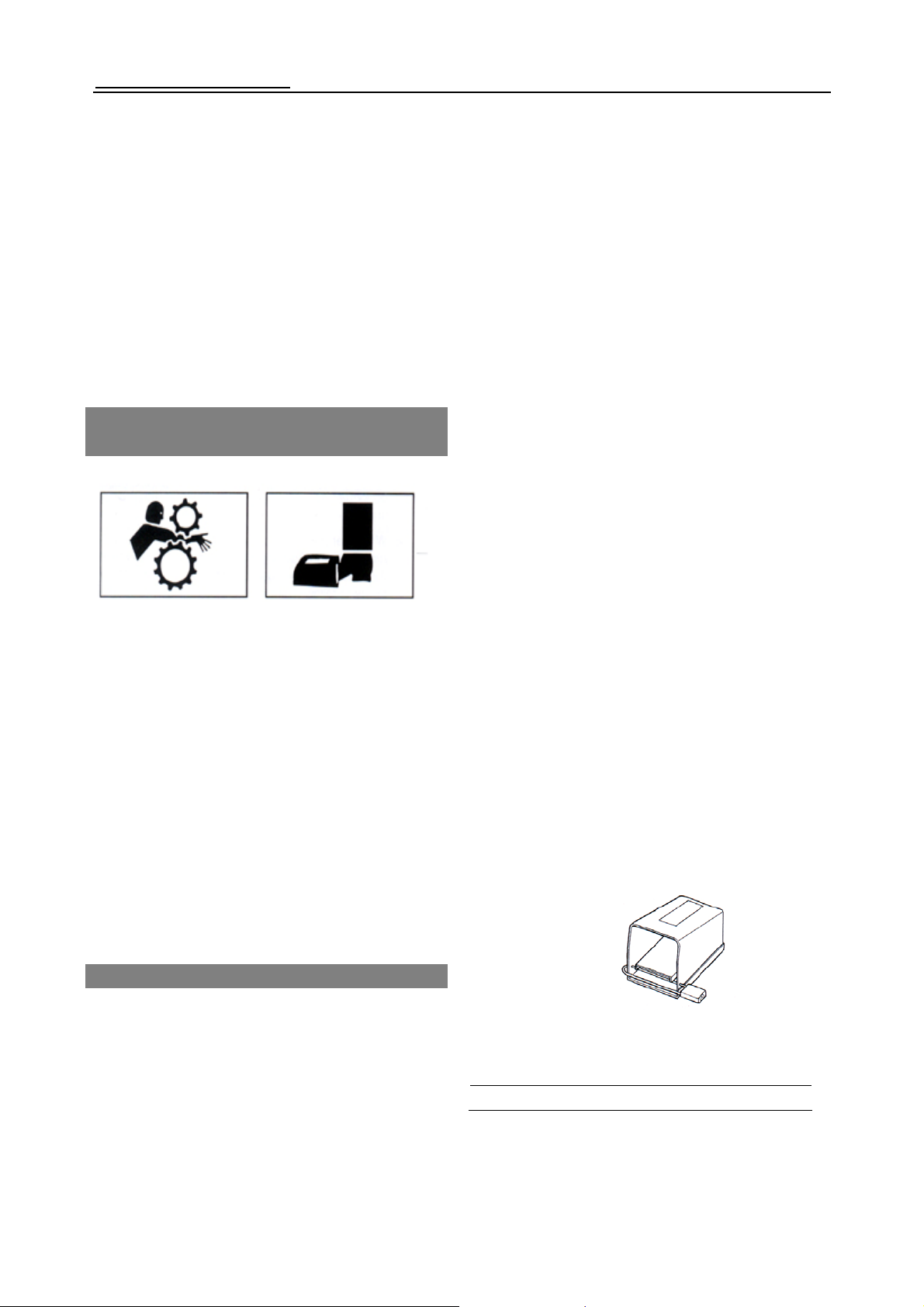
警 告!
衣物可能卷入活动工作部件。人体手臂以及其它部
分可能被碾压或导致骨折。
y 使手指以及双手远离开槽轧辊
y 使用脚动开头
y 扣好衣袖和外套的钮扣
y 手不得伸越工作机器,因为衣服会落入活动工
作部件
y 只允许从开关一侧操作机器
y 不要断开或阻塞脚动开关
y 保持脚动开关处在工作状态
y 在插入电源电缆之前,确保开关处在 OFF 位置
y 对于长度大于 36”的管子,须用两个管子支架
y 操作时,不得戴宽松的手套
必须仔细阅读上述各项警告!
滚动开槽机安全操作说明
1. 滚动开槽机用于对各种大小口径的管子开槽。
请大家遵守操作手册中的有关说明。否则会有
人身伤害的危险。
2. 手指以及双手应远离开槽辊。操作时,不得戴
宽松的手套,以防手指轧进开槽和轧辊之间。
3. 设置保护性挡板。不得在移去隔离挡板的情况
不当造成的。
7. 请仅使用推荐的附件。适合于一种工具的附
件对于另一种工具来说,可能是危险的。
8. 保持操作手柄干燥、整洁,避免油脂的污染。
这样在使用工具时会易于控制。
服务
• 机器维修服务必须由生产厂家考核通过的
人员提供,否则会导致伤害事故的发生。
• 请严格遵守操作手册的指导来使用机器,
按照厂家指明的配件来进行更换。否则会
导致电击或伤害事故的发生。
下操作开槽机。人体接近机器活动部件会使衣
服卷进机器、致使伤人等事故。
4. 将开槽机放在平整的平面上。确保机器站立稳
定,不会摔倒。
5. 勿穿宽松衣服。扣好衣袖和外套的钮扣扣紧。
手不得伸越机器或管子,否则会使衣服卷进机
器、致使发生伤人等事故。
6. 切莫在脚动开关故障的情况下使用设备。脚动
开关是防止人身伤害的安全装置。
7. 确保开槽机已经正确地接到动力驱动装置上。
仔细按照安装说明进行操作。要防止管子或开
槽机的翻倒。
8. 用管子支架正确地支撑好管子。对于长度大于
36”的管子,须用两个管子支架。防止装置翻倒。
9. 只能使用转速为 45 转/分的动力驱动装置以及
套丝机。转速太快将会增加人身伤害的危险。
10.不使用时,应该将脚动开关锁好(见图 1)。以
免意外启动设备。
图 1-锁好后的脚动开关
妥善保存这些操作说明!
5
Page 4

RIDGID918 重载滚沟机
说明,技术规范、标准设备及附件
说明
RIDGID918 重型滚动开槽机可以在钢管、不锈钢
管、铝管、PVC 管以及铜管上开槽。
918 设备具有各种轧辊,能对 2”-6”的 10 号、40
号钢管进行开槽。另外。只要替换驱器主轴及开槽
轧辊以后,可用于:
y 8”-12”的 10 号钢管;
y 8”的 40 号钢管(标准设备);
y 2”-6”的小管子 (K、L、M、DWV 等各种型号);
y 1”的 10、40 号钢管;
y 1-1/4”-1/2”的 10、40 号钢管;
开槽辊以液压为动力,进入驱动辊,便可按机器拷
贝令系统所需的各种技术指标完成开槽。开槽深度
由带刻度的调整旋钮进行控制,以达到一致的可复
现的深度。
RIDGID918重型滚动开槽机设计来专门与 RIDGID
动力驱动装置(仅适用 36 转/分)一起使用,另外
也可与 RIDGID535、1822、1233、300 紧凑型及
1224 套丝机一起使用。
技术规范
滚动开槽能力:
(有关壁厚情况,请参阅表 II)
y 1”-12”,10 号管
y 1”-8”,40 号管
y 2”-6”,铜管(K、L、M、DMV 各种型号)
y 2-1/2”-12”,80 号 PVC 管
深度调整 带刻度的调整 AN
驱动 液压手动泵
动力驱动装置
y 300 动力驱动装置
y 535 套丝机
y 1822 套丝机
y 1233 套丝机
y 300 紧凑型套丝机
y 1224 套丝机
重量: 80 磅
标准设备
开槽辊以及驱动轴组合
y 2”-6”,10、40 号管
y 8”-12”,10 号管、8” 40 号管
y 包装运输箱,用于驱动轴和开槽辊
开槽辊和驱动主轴更换时所用的板手
y 1/8”六角板手、T 形手柄(用于更换开槽辊)
y 板手(用于更换主轴)
附件
y 开槽驱动辊,用于 1-1/4”-1-1/2”,10 号、40
号管子(包括驱动主轴、开槽辊以及包括运输
箱)
y 开槽驱动辊,用于 1”, 10 号、40 号管子;1-1/4”
-1-1/2”,10 号、40 号管子(包括开槽辊、驱
动辊、驱动主轴、以及包括运输箱)
注意!在对 2”以下的管子开槽时,必须更换驱动轴。
y 开槽驱动辊,用于 2” -6”铜管(型号为 K、L、
M 以及 DWV)
y VJ-99 型管架
y 驱动轴联轴接套,用于套丝机与开槽机之间连
接(型号为 535、1822、1233、300 紧凑型以
及 1224)。
y 管接头托架/管子稳定装置
y 基本附件,用于以下各种型号:
300 动力驱动装置 (仅适用于 36 转/分)
535 套丝机
1822 套丝机
1224 套丝机
918 重型开槽机型号:
918-基本型开槽机,只是没有转接器底座
918-1-标准型开槽机,用于 300 动力驱动装置
918-2-用于 1822 套丝机
918-4-用于 1224 套丝机
918-5-用于 535 套丝机
5
Page 5

RIDGID918 重载滚沟机
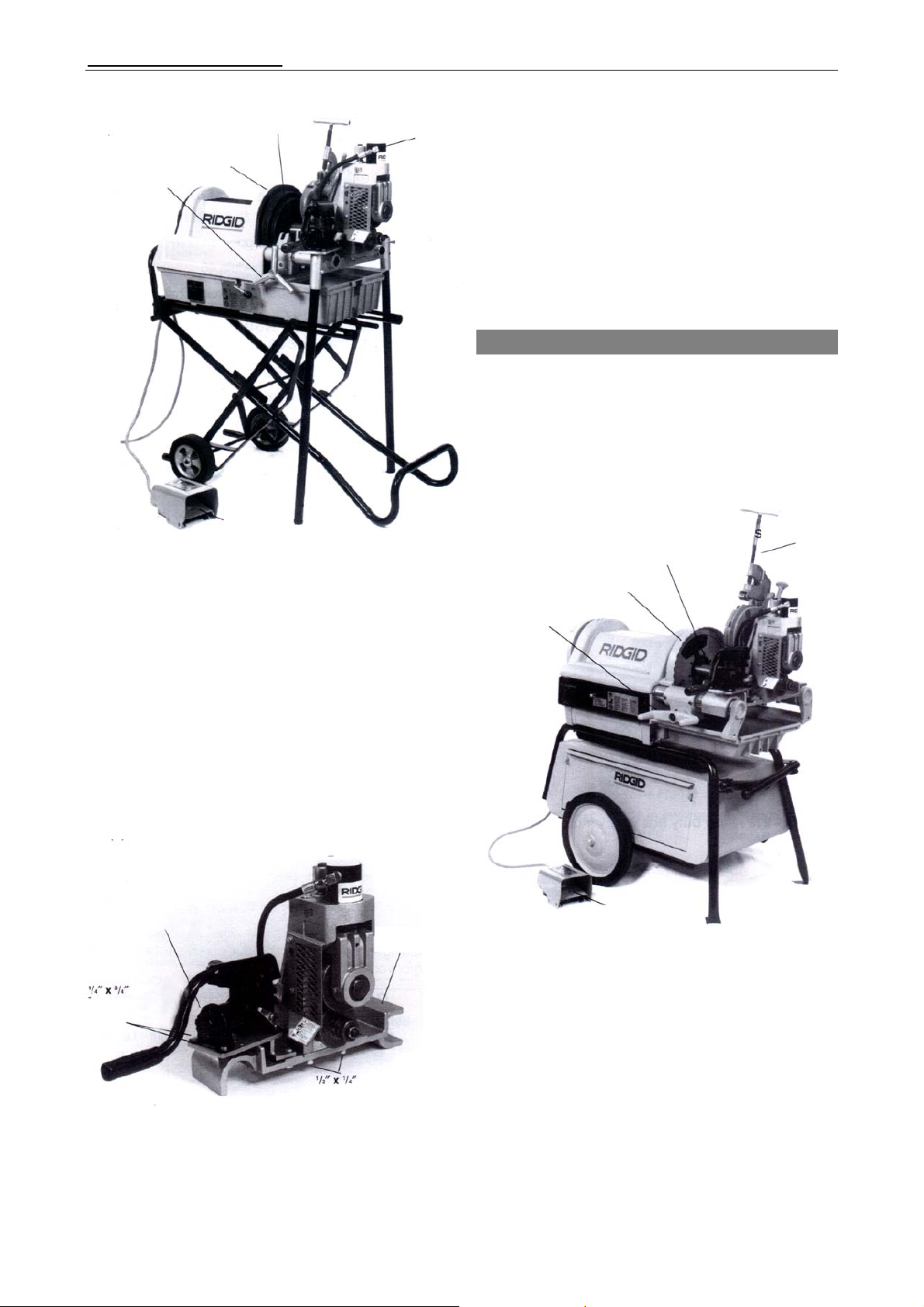
开槽机安装说明
安装在 300 动力驱动装置上
图 2-安装在 300 动力驱动装置上
警 告
只能使用转速为 38 转/分的动力驱动装置!
1. 卸去 300动力驱动装置上的滑架及其它辅助件
2. 全部打开动力驱动装置的前面卡盘
3. 将底座组件滑到 300 动力驱动装置的支臂上
(见图 2)
4. 使驱动轴的凹口板对准 300动力驱动装置卡盘
的擒爪
5. 关上并上紧前卡盘
6. 将 REV/OFF/FOR 开关设置在 REV 的位置
将 918-2 重型滚动开槽机安装在 1822 套丝
机上
局部组装
1. 将 918-2 重型开槽机放在安装底座上,见图 3。
2. 装上两个 1/2”×1 1/4” 的六角螺栓并上紧,将
918 机器与安装底座连接起来
3. 使液压泵定好位,然后用螺栓将其固定好
4. 上紧两个定位螺丝,将驱动杆适配接头接到滚
动开槽机
驱动杆
液压泵
安装底座
螺栓(4)
螺栓(4)
图 3-重型滚动开槽机,在安装底座上
安装在 1822 套丝机上
1. 将滑架朝前卡盘方向移动,使机器处在停放位
置
注意! 将铰刀折叠起收藏在板牙头中间
2. 打开前卡盘。使 918-2 定好位,其底座应该滑
到支撑轨上,驱动杆进入打开的卡盘中
3. 在轨孔中,插入轨销
4. 在底座的承插孔中,安装好支腿(见图 4)
5. 上紧定位和锁定螺栓。
警告
在操作滚动开槽机之前,确保所有的螺栓都已经上
紧。
6. 将 1822 套丝机的速度挡调整在所需的速度位
置上。
y 45 转/分,用于最大口径为 8”的管子开槽
y 16 转/分,用于 8”-12”的管子开槽
6
Page 6
RIDGID918 重载滚沟机
918-2
驱动杆 局部组装
前卡盘
滑架
脚动开关
图 4
将 918-4 重型开槽机安装在 1224 套丝机上
局部组装
1. 将 918-4 重型开槽机放在安装底座上,见图 5。
2. 装上并上紧两个 1/2”×1-1/4” 的六角螺栓,将
918 与安装底座连接起来
3. 使液压泵定好位,然后用螺栓将其固定好
4. 上紧两个定位螺丝,将驱动杆转接器接到滚动
开槽机
液压泵
安装底座
]
安装液压泵用
的螺栓(4)
安装底座用螺栓(2)
图 5-918 重型滚动开槽机,在安装底座上
安装在 1224 套丝机上
1. 将滑架朝前卡盘方向移动,使机器处在停放位
置
注意! 将铰刀折叠起收藏在板牙头中间
2. 使 918-4 机器定位在远侧滑轨处,然后下降到
近侧轨上(见图 6)
警告
3. 驱动杆必须被定位在前卡盘的擒爪中心处
4. 在操作滚动开槽机之前,确保所有的螺栓都已
经上紧,驱动杆已经牢牢地处在卡盘中。
918-4
局部组装
驱动杆
前卡盘
滑架
脚动开关
图 6
将 918-5 重型开槽机安装在 535 套丝机上
局部组装
1. 将 918 重型开槽机放在安装底座上(见图 7)。
2. 装上并上紧两个 1/2”×1-1/4” 的六角螺栓,将
918 与安装底座连接起来。
3. 使液压泵定好位,然后用螺栓将其固定好。
4. 上紧两个定位螺丝,将驱动杆转接器接到滚动
开槽机。
7
Page 7

RIDGID918 重载滚沟机
安装在 535 套丝机上
1. 将 918-5 定好位,使驱动杆进入打开的卡盘中。
使 918-5 定位在远侧滑轨处,然后下降到近侧
轨上并上紧前卡盘。(见图 8)
警告
2. 驱动杆必须被定位在前卡盘的擒爪中心处.
3. 在操作滚动开槽机之前,确保所有的螺栓都已
经上紧,驱动杆已经牢牢地处在前卡盘中。
驱动杆
液压泵
1/4’’×3/4’’ 螺栓(4) 安装底座
1/2’’×11/4’’螺栓(2)
图 7-918 重型滚动开槽机,在安装底座上
918-5
前卡盘 局部组装
驱动杆
滑架
脚动开关
图 8
918 重型滚动开槽机操作说明
警告
在操作设备之前,操作员必须彻底熟悉上述有关安
全操作的说明。
管子准备工作
1. 管口必须切成正方。不得使用火枪切割。
2. 管子不圆度不得超过表 1中所列的有关槽口技
术指标中的总的外径公差。
注意!测量不圆度时,必须在相隔 90 度的两个方
向上,分别测量最大及最小直径。
3.所有的内部外部的焊道、焊瘤及焊缝都必须打
磨平整,起码在离管口 2”的范围内需要打磨。
注意:对于密垫圈附近的区域,不得用切割方法来
取平。
管子/管路长度(表 B)
下面的表格列出了最小的管子或管路长度以及最
大的开槽长度(用一个管架架时)。
可开槽的管子长度(”)
标称 最小 最大 标称 最小 最大
尺寸 长度 长度 尺寸 长度 长度
1 8 36 4 8 36
11/4 8 36 4-1/2 8 32
1
1/2 8 36 5 8 32
2 8 36 6 O.D. 10 30
2
1/2 8 36 6 10 28
3 8 36 8 10 24
3
1/2 8 36 10 10 24
12 10 24
表 B:最大最小管子长度
管子安装
1. 如果管子长度大于表 B 中所列的数据的,应该
用两个支架来支撑管子。第二个管架应该位于
离滚动开槽机的 3/4 的管长的地方。
8
Page 8

RIDGID918 重载滚沟机
2. 将泵释放杆放在 RETURN(面向操作员)的位
置,提起上部开槽辊的外罩(见图 9)。
3. 使管子和管子支架对准滚动开槽机,确保管子
保持同驱动辊法兰齐平(见图 10)。
图 9-918 释放杆的闭合,及升起后的辊子组件
图 10-918 释放杆的闭合,处在啮合位置
图 11-用管架和 918 来调整水平管子
4. 调整管架,来调平管子(见图 1 1)。
5. 按下表所记,稍微使管子和管架发生一些偏离
(大约往操作员方向进或退 0.5 度):
设备 方向 偏离(度)
300 REV
300 FOR
1822
1224 REV
1224 FOR
535 REV
535 FOR
向操作员方向进 0.5 度
向操作员方向退 0.5 度
向操作员方向退 0.5 度
向操作员方向进 0.5 度
向操作员方向退 0.5 度
向操作员方向进 0.5 度
向操作员方向退 0.5 度
注意! 如果正向旋转机器,则会使管子偏出操作员
0.5 度(图 12)。
注意! 如果反向旋转机器,则会使管子偏进操作员
0.5 度(图 12)。
图 12-使管子在 图 13-使管子在
918 上偏出处于 918上偏出处于
“向前”位置。 “向后”位置
调整开槽深度
注意:由于特性的不同,所以每当安装管子后或改
变管子以后,都要做一次开槽试验。对于不
同口径的管子,都要将带刻度调整旋钮进行
重新定位。
1. 将泵释放杆放在 ADVANCE(即离操作员而去)
的位置上,进动上部开槽辊,启动几次手柄,
直到上部辊子接触到待开槽管子的外径。
小心
上部辊子只能接触管子表面。小心不要用太大的压
力,以致压坏管子表面。
9
Page 9

RIDGID918 重载滚沟机
图 14-关闭带刻度的深度调节旋钮,退到直至靠在
顶部铸件上
2. 关闭带刻度的深度调节旋钮(顺时针方向旋
转),直到停靠在机器顶部(见图 14)。
3. 再将旋钮反方向退回一圈(见图 15)。
图 15-关闭带刻度的深度调节旋钮,回退直到旋钮
底部与铸顶之间有一小间隙时为止。
槽缝的形成
小心!
管子壁厚不得超过表 II(最大最小管厚表)中所规
定的最大/最小壁厚。
1. 一边踩住动力驱动装置或套丝机的脚动开关,
一边对 918 泵手柄施加压力。在泵手柄的两次
四分之一冲程之间,使管子完成一整圈的旋转。
警告
如果管子 “偏出”驱动辊,则应该停机,重新检查管
子安装程序。
2. 为了避免管子偏出,应该用右手压住管子,当
动力驱动装置或套丝机工作在 FORWARD方向
时,向外推压(图 16 );而动力驱动装置或套
丝机工作在 REVERSE 方向时,向内拉压(见
图 17)。
小心
勿使上部开槽辊超速。务必保持均匀的压力,不时
地停,以便使管子能够在泵杆每泵动 1/4 冲程的时
间内整整走完一圈。
3. 当带刻度的调整按钮接触到机器外壳时,要使
管子完整地走两圈,以便使槽路深度均匀。
4. 松开脚动开关、并将泵释放杆放在 RETURN
的位置(向员方向进动)上,来收进上部开槽
辊。
5. 检查槽路深度,然后再开其它的槽。
图 16
10
Page 10

RIDGID918 重载滚沟机
图 17
注意! 在确定槽路时,必须在间隔 90 度的两个方向
上测量两个点。若要加深槽的深度,则应该
反时针方向旋转刻度旋钮一个分度;若要减
少槽的深度,则应该顺时针方向旋转刻度旋
钮一个分度。
6. 用机械拷贝令,对槽路进行周期性的检查。拷
贝令必须完全座落在槽路中,不得太紧,也不
得有过大的游隙出现。
用 918 对管口部位开槽
1. 如果管子开始偏出驱动辊,则应该增加偏移量
(见图 12 和 13)。
2. 如果驱动辊的缘口刮削管口,则应该减少偏移
量。
3. 如果管口扩口得太厉害,则应该降低管子高
度,使之与滚动开槽机一样平。
4. 如果管子发生摇晃或偏出辊子,则应该升高管
子高度,使之与滚动开槽机一样平。
5. 对三英尺以下的短管进行开槽时,可以稍微施
加压力,以维持 0.5 度的偏置量。(见图 16 和
17)
对长度较短的管子开槽
1. 当机器正向(向前)运行时,必须对管子施加
推出压力(离操作员而去)(见图 16);
2. 当机器反向(向后)运行时,必须对管子施加
拉进压力(冲操作员而来)(见图 17);
注意! 不得对长度短于 8”的管子进行开槽!
开槽辊及驱动轴的安装和拆卸
注意! 当进行以下各种开槽工作时,需要各种不同
的辊子:
y 2”-6”的,10、40 号管
y 8”-12”的 10 号管;
y 8”的 40 号管;
y 2”-6”的铜管(K、L、M、DWV 等各种
型号);
y 1”的 10、40 号钢管;
1- 1/4”-1-1/2”的 10、40 号管;
1. 将 918 机器从动力驱动装置拆下,按操作作位
置放在工作台上。
2. 将泵释放杆放在 RETURN 位置并使其往操作
员方向移动,全部提起上部组件。
3. 退松开槽辊上的螺丝,取出槽辊主轴以及开槽
辊。(见图 18 及 19 )。
图 18 退松开槽 图 19 取出开槽辊
辊上的螺丝 主轴以及开槽辊
4. 用板手套住主轴锁定螺母,退松主轴挡圈螺母
(见图 20)。
图 20
11
Page 11

RIDGID918 重载滚沟机
5. 拆下驱动轴(见图 21)
图 21
6. 安装新的驱动轴
7. 用板手上紧驱动轴挡圈螺母。
8. 重新装好上部开槽辊和主轴。使定位螺丝可靠地
就位于主轴的凹口中。(见图 18 及 19)。
1”、1-1/4”-1-1/2”管子开槽辊组件的安装与
拆卸
注意! 当对 1”、1-1/4”-1-1/2”(10 号、40 号)管
子开槽时,必需更换驱动轴:
1. 断开 918 的电源,按操作作位置放在工作台上。
2. 将泵释放杆放在 RETURN 位置并使其往操作
员方向移动,全部提起上部组件。
3. 退松开槽辊上的螺丝,取出槽辊主轴以及开槽
辊。(见图 18 及 19 )。
4. 手动旋转下部驱动辊,一边用手指施加压力于
心轴锁定销(位于操作员对面),直到锁定销与
心轴锁定孔啮合。
5. 继续啮合锁定销,退松拔栓。(见图 22)。
6. 用力矩板手,轻轻敲击拔栓,使驱动辊从驱动
轴中松开。
7. 取走驱动辊。
8. 退松轴承挡板上的三个螺丝,并取走挡板(见
图 22)
9. 用槌棒,轻击驱动轴的前端,使驱动轴与装置
松开。
10.将驱动轴从装置中拉出,换上正确的驱动轴。
重新安装好挡板。
11.安装合适的驱动辊。
12.上紧拔栓。
13.重新安装好上部开槽辊及其定位螺丝。(见
图 18、19)
退松螺丝
后轴
承挡板
拔栓 旋转此板、卸除
图 22
8”(40 号)管子开槽辊及驱动轴的安
装与拆卸
注意! 当对 8”( 40 号)管子开槽时,必需更换驱
动轴:
1. 断开 918 机器的电源,按操作作位置放在工作
台上。
2. 将泵释放杆放在 RETURN 位置并使其往操作
员方向移动,全部提起上部子组件。
3. 退松开槽辊上的螺丝,取出槽辊主轴以及开槽
辊。(见图 18 及 19 )。
4. 手动旋转下部驱动辊,一边用手指施加压力于
心轴锁定销(位于操作员对面),直到锁定销与
心轴锁定孔啮合(见图 20)。
5. 退松并取走驱动轴的挡圈螺母(见图 20)。
6. 将驱动轴从装置中取走。
7. 安装 8”40 号驱动轴。
8. 安装驱动轴挡圈螺母,并上紧。
9. 重新安装好上部开槽辊,并上紧其定位螺丝(见
图 18、图 19)。
12
Page 12

RIDGID918 重载滚沟机
管子稳定装置管接头托架的安装与操
作
注意! 管子稳定装置管接头托架是一个附件,它设
计用于 918-1 设备,专用于 2-1/2”-12”的标
称管径的管接头。
安装
1. 先将安装托架在滚动开槽机的基座上找准,使
托架上的螺栓对准基座上的螺栓孔(见图 15)。
图 23-托架上的螺栓孔对准基座上的螺栓孔
2. 在滚动开槽机的底部安装两个螺栓,并上紧。
稳定装置的操作
注意! 一旦根据选定的管径和壁厚,调整好稳定器
之后,就不需要再进行调整。
1. 将管子装在 918 型滚动开槽机的驱动辊上。
2. 正确地调整管子,确保其平整地放在驱动辊的
台肩上。
3. 啮合液压泵,下降开槽辊(上部辊)的高度,
直到它接触到管子外径。
4. 上紧稳定器辊子,直到它接触到管子外径。然
后再继续上紧稳定器一整圈。(图 24)。
图 24
注意! 如果在辊子开槽过程中,管子 偏出驱动轴,
则稳定器必须再要上紧半圈。
警告
按设计,管子稳定装置管接头托架只能用于开槽管
的管接头。
注意! 切勿将管子稳定装置管接头托架用于长度只
有 8”或不到 8”的管子。
液压油油位
卸掉油槽加油孔孔盖(图 25)。当泵放置在其底座
上、且杆臂完全收进时,油位必须达到加油标记线。
小心!
在换油或加油时,只能使用高品位的液压油。
图 25
13
Page 13

RIDGID918 重载滚沟机
表 I 标准开槽技术指标
标称
管径
1 1.315 +.013
1/4
1
1/2
1
2 2.375 +.024
1/2
2
3 外径
3 3.50 +.030
1.660 +.016
1.900 +.019
2.875 +.029
3.00 +.030
管径
外径 公差 T 最小壁厚 A 密垫圈
-.015
-.015
-.015
-.016
-.016
-.018
B
槽宽
±0.30
.065 .625 .281 1.190 +.000
.065 .625 .281 1.535 +.000
.065 .625 .281 1.775 +.000
.065 .625 .344 2.250 +.000
.083 .625 .344 2.720 +.000
.083 .625 .344 2.845 +.000
.083 .625 .344 3.344 +.000
±0.30
外径 公差
C
槽直径
-.015
-.015
-.015
-.015
-.018
-.018
D
标称
槽深
.063
.063
.063
.063 .046
.078 .046
.078 .054
.078 .054
D
最小
槽深
-.018
1/2
3
4 4.50 +.035 .083
1/2
4
5 4.563 +.050
6 外径
6 6.625 +.050
4.00 +.030
-.018
5.00 +.040 .095
-.022
6.00 +.050
-.022
-.024
-.018
.083 .625 .344 3.834 +.000
-.020
.625 .344 4.334 +.000 .083 .054
-.020
.625 .344 4.834 +.000 .083 .054
-.020
.109 .625 .344 5.395 +.000
-.022
.109 .625 .344 5.830 +.000
-.022
.109 .625 .344 6.455 +.000
-.022
.083 .054
-.020
-.020
.084 .054
.085 .054
.085 .054
14
Page 14

RIDGID918 重载滚沟机
表 II 管子最大及最小壁厚
管子
尺寸
碳钢或铝管 不锈钢管 PVC/CPVC 管
壁厚 壁厚 壁厚
最小 最小 最小 最大 最小 最大
1
1
2
3
1”
1/4”
1/2”
2”
1/2”
3”
1/2”
4”
5”
6”
.065 .133 .065 .133 .065 .133
.065 .140 .065 .140 .065 .140
.065 .145 .065 .145 .065 .145
.065 .154 .065 .154 .065 .154
.083 .203 .083 .188 .083 .280
.083 .120 .083 .188 .083 .280
.083 .120 .083 .188 .083 .280
.083 .120 .083 .188 .083 .280
.109 .134 .109 .188 .109 .280
.109 .134 .109 .188 .109 .280
15
Page 15

RIDGID918 重载滚沟机
表 III 故障排除表
故障 原因 排除方法
开的槽太窄
相互不垂直
开槽时,管子不
能跟踪
扩口 管子不平 调整支架、调平管子
驱动辊上发生
前后漂移
管子从一侧滚
到另一侧
开槽辊及驱动辊的尺寸不对 安装正确的开槽辊及驱动辊
开槽辊及驱动辊不匹配 使开槽辊及驱动辊相互匹配
开槽辊和/或驱动辊磨损 换掉磨损的辊子
管子不直 换用直管 开的槽与管轴
管口处与管轴不垂直 将管口切割成与管轴垂直
管子不平 调整支架、调平管子
管轴与驱动轴没有 0.5 度的偏差 使之偏离 0.5 度(见图 16A、16B)
开槽机不平 调平开槽机
管子不直 换用直管 开槽时,管子在
管口与管轴不垂直 将管口切割成与管轴垂直
管架太靠近管子端部 将管架向外移出 1/4 的距离
管口压扁或者损坏 将损坏的管口切割掉
材料上的硬点或焊缝其硬度超过
管子
增加开槽辊的进支速度
开槽机不能在
管子上开槽
技术指标开槽
上打滑
开槽辊进动速度太慢 增加开槽辊的进支速度
动力驱动装置速度超过 45 转/分 减少速度至 45 转/分
相对于管子尺寸,管架辊子没有
放在正确的位置上。
管子壁厚超过最大厚度 检查管子能力表
错误辊子 换用正确的管子
管材太硬 更换管子
螺母没有调整好 调整深度
动力驱动装置不能提供最大的力
矩
超过最大管径公差 使用正确管径的管子 开槽机不能按
开槽辊及驱动辊不匹配 使用正确的一组开槽辊及驱动辊
驱动辊 节瘤与金属闷住或已经
磨平
开槽辊进动速度太慢 提高进动速度、使开槽机更快地进入管子中。
根据所用管子的尺寸,正确地将管架辊定好位
使用 RIDGID300 的 38 转/分动力驱动装置
清洁辊子,或换掉辊子 管子在驱动辊
16
Page 16

RIDGID918 重载滚沟机
表 III 故障排除表(续)
故障 原因 排除方法
开槽时,管子不转
管子升起或要使
开槽机向后翻倒
泵不送油,缸筒不
进动
泵杆操作时,动作
柔软有弹性
动力驱动装置不能提供所需的最
小力矩
在管子扁平处,卡盘不能卡死 使卡盘关死
管架离开槽机太近 将管架向外移出 1/4 的距离
泵释放阀已经打开 关闭释放阀
油槽中油位太低 按说明书检查油位
泵体中有脏物 请合格的技术人员进行修理
阀座磨损或没有到位 请合格的技术人员进行修理
油槽中油太多 按说明书检查油位
系统中有空气
油槽中油太多 按说明书检查油位
使用 RIDGID300 的 38 转/分动力驱动装置
使机器以操作员对机一侧为底侧立, 使活塞位
置低于泵。往返推拉几次缸筒活塞,使空气回
到泵室中去。
泵室中油位太低 加油并放气 缸筒不能完全地
伸出
管子滚出开槽辊 管子与机器之间的夹角不正确 参阅说明书,进行正确的管子调平及角度调整
口成喇叭形,或形
成钟形
深度不正确、调整不当 按照说明,进行正确的深度调整
操作员进动开槽辊速度太快 降低泵动速度。参阅正确的说明书。 开槽时,管口处扩
管子不平 调整管架,调平管子。
17
Page 17

RIDGID918 重载滚沟机
表 IV 铜管开槽技术指标
1 2 3 4 5 6 7 8
标称
标称
管径
2”
2-1/2”
3”
4”
5”
6”
管子外径
O.D. 公差 A 密垫圈
±0.30
2.125 ± 0.002
2.625 ± 0.002
3.125 ± 0.002
4.125 ± 0.002
5.125 ± 0.002
6.125 ± 0.002
0.610 0.300 2.029 0.048 0.064 2.220
0.610 0.300 2.525 0.050 0.065 20720
0.610 0.300 3.025 0.050 0.045 3.220
0.610 0.300 4.019 0.053 0.058 4.220
0.610 0.300 5.019 0.053 0.072 5.220
0.610 0.300 5.999 0.063 0.083 6.220
B
槽宽
±0.30
C
槽直径
O.D. 公差
D
标称
槽深
T
最小壁厚
许可的
最大扩口
宽度
18
Page 18

RIDGID918 重载滚沟机
维修说明
警告!
在对机器维修之前,务必拔掉电源电缆!
注意! 如果机器需要维修,则应该将其送到 RIDGID 授权服务中心或送到厂部维修中心。
润滑
驱动轴和开槽轴主轴轴承
应该在更换辊子以后,通过位于开槽轴主轴以及下部辊子外罩上的组件进行加油润滑
19
 Loading...
Loading...