

Page 1

Pipe and Bolt
Threading Machine
OPERATOR’S
MANUAL
• Français – 19
• Castellano – pág. 41
WARNING!
Read this Operator’s Manual
carefully before using this tool.
Failure to understand and
follow the contents of this
manual may result in electrical
shock, fire and/or serious
personal injury.
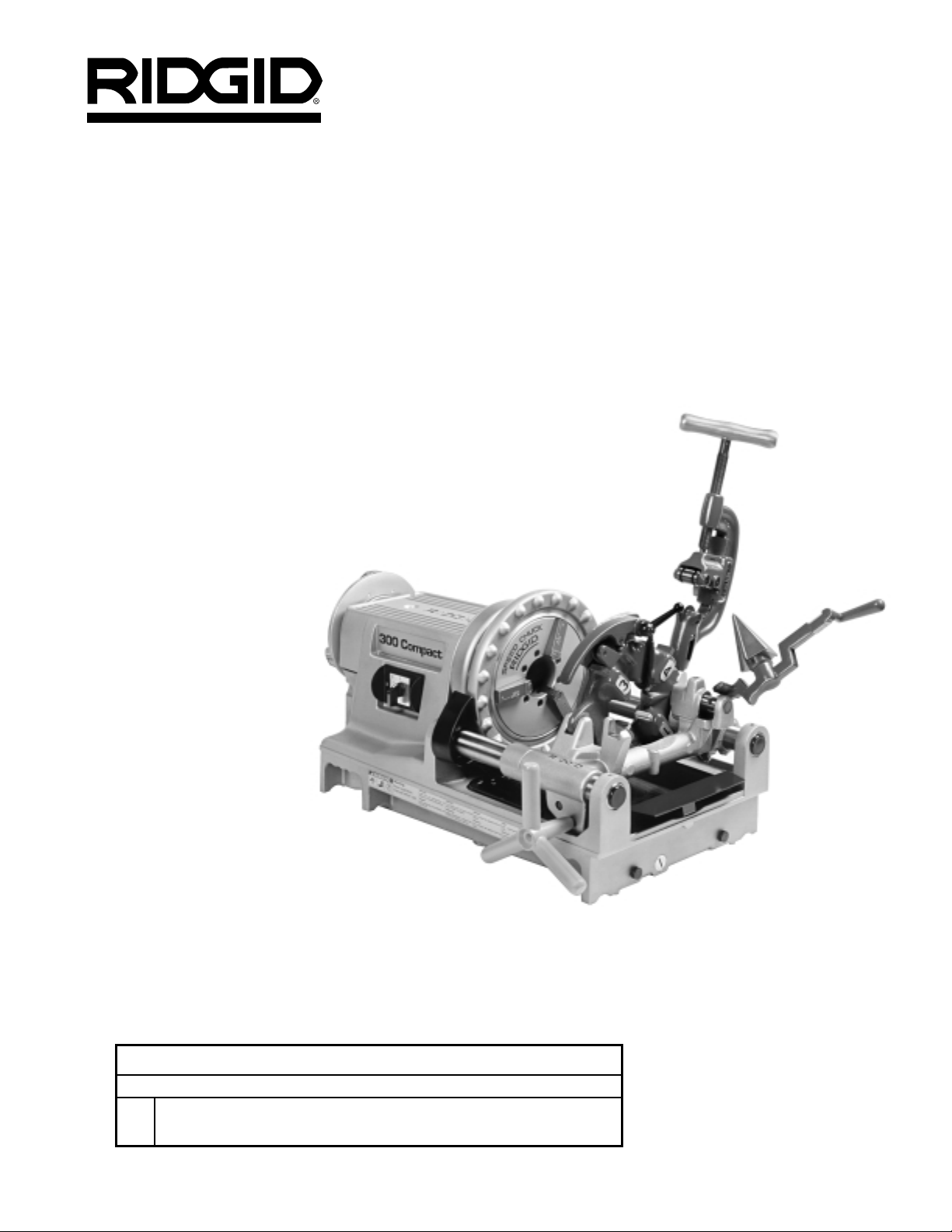
300
Compact
Page 2

300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
ii
Table of Contents
Recording Form for Machine Serial Number..............................................................................................................1
General Safety Information
Work Area...................................................................................................................................................................2
Electrical Safety..........................................................................................................................................................2
Personal Safety ..........................................................................................................................................................2
Tool Use and Care .....................................................................................................................................................3
Service........................................................................................................................................................................3
Specific Safety Information
Foot Switch Safety......................................................................................................................................................3
Machine Safety...........................................................................................................................................................3
Description, Specifications and Accessories
Description..................................................................................................................................................................4
Specifications .............................................................................................................................................................4
Machine Assembly........................................................................................................................................................5
Machine Inspection ......................................................................................................................................................7
Machine and Work Area Set-Up ..................................................................................................................................7
Operation Using Machine Mounted Tools
Installing Pipe ............................................................................................................................................................9
Cutting Pipe With No. 360 Cutter ..............................................................................................................................9
Reaming Pipe With No. 344 Reamer ........................................................................................................................9
Threading Pipe Or Rod With Quick-Opening, Self-Opening Or Semi-Automatic Die Head ....................................10
Removing Pipe ........................................................................................................................................................10
Installing Dies in Quick-Opening Die Head (Right Hand & Left Hand) ....................................................................11
Installing Dies in Self-Opening Die Head (Right Hand Only)....................................................................................11
Installing Dies in Semi-Automatic Die Head ............................................................................................................12
Checking Thread Length ..........................................................................................................................................12
No. 819 Nipple Chuck
Short or Close Nipple Threading Procedures...........................................................................................................13
916 Roll Groover Adapter Bracket............................................................................................................................14
Accessories ................................................................................................................................................................15
Maintenance Instructions
Lubrication................................................................................................................................................................15
Oil System Maintenance...........................................................................................................................................15
Jaw Insert Replacement...........................................................................................................................................16
Motor Brush Replacement........................................................................................................................................16
Machine Storage ........................................................................................................................................................16
Service and Repair......................................................................................................................................................17
Wiring Diagrams....................................................................................................................................................17-18
Lifetime Warranty ........................................................................................................................................Back Cover
Page 3
300 Compact Pipe and Bolt Threading Machine
Record Serial Number below and retain product serial number which is located on nameplate.
Serial
No.
300 Compact Pipe and Bolt
Threading Machine
Page 4
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
2
General Safety Information
WARNING! Read and understand all instructions. Failure
to follow all instructions listed below may
result in electric shock, fire, and/or serious
personal injury.
SAVE THESE INSTRUCTIONS!
Work Area
• Keep your work area clean and well lit. Cluttered
benches and dark areas invite accidents.
• Do not operate tools in explosive atmospheres,
such as in the presence of flammable liquids,
gases or dust. Tools create sparks which may ignite
the dust or fumes.
• Keep by-standers, children, and visitors away
while operating a tool. Distractions can cause you to
lose control.
• Keep floors dry and free of slippery materials
such as oil. Slippery floors invite accidents.
• Guard or barricade the area when work piece
extends beyond machine. A guard or barricade
that provides a minimum of three (3) feet clearance
around the work piece will reduce the risk of entanglement.
Electrical Safety
• Grounded tools must be plugged into an outlet,
properly installed and grounded in accordance
with all codes and ordinances. Never remove the
grounding prong or modify the plug in any way.
Do not use any adapter plugs. Check with a qualified electrician if you are in doubt as to whether
the outlet is properly grounded. If the tools should
electrically malfunction or break down, grounding provides a low resistance path to carry electricity away
from the user.
• Avoid body contact with grounded surfaces.
There is an increased risk of electrical shock if your
body is grounded.
• Do not expose electrical tools to rain or wet con-
ditions. Water entering a tool will increase the risk of
electrical shock.
• Do not abuse cord. Never use the cord to pull the
plug from an outlet. Keep cord away from heat, oil,
sharp edges or moving parts. Replace damaged
cords immediately. Damaged cords increase the
risk of electrical shock.
• When operating a tool outside, use an outdoor
extension cord marked “W-A” or “W”. These cords
are rated for outdoor use and reduce the risk of electrical shock.
• Use only three-wire extension cords which have
three-prong grounding plugs and three-pole receptacles which accept the tool’s plug. Use of other
extension cords will not ground the tool and increase
the risk of electrical shock.
• Use proper extension cords. (See chart.) Insufficient
conductor size will cause excessive voltage drop and
loss of power.
• Keep all electric connections dry and off the
ground. Do not touch plugs or tool with wet hands.
Reduces the risk of electrical shock.
Personal Safety
• Stay alert, watch what you are doing and use common sense when operating a power tool. Do not
use tool while tired or under the influence of drugs,
alcohol, or medications. A moment of inattention
while operating power tools may result in serious personal injury.
• Dress properly. Do not wear loose clothing or
jewelry. Contain long hair. Keep your hair, clothing,
and gloves away from moving parts. Loose clothes,
jewelry, or long hair can be caught in moving parts.
• Avoid accidental starting. Be sure switch is OFF
before plugging in. Plugging tools in that have the
switch ON invites accidents.
• Remove adjusting keys before turning the tool
ON. A wrench or a key that is left attached to a rotating
part of the tool may result in personal injury.
• Do not overreach. Keep proper footing and bal-
ance at all times. Proper footing and balance enables
better control of the tool in unexpected situations.
Grounding prong
Cover of
grounded
outlet box
Grounding prong
Minimum Wire Gauge for Extension Cord
Nameplate
Amps
Total Length (in feet)
0 – 25 26 – 50 51 – 100
0 – 6 18 AWG 16 AWG 16 AWG
6 – 10 18 AWG 16 AWG 14 AWG
10 – 12 16 AWG 16 AWG 14 AWG
12 – 16 14 AWG 12 AWG
NOT RECOMMENDED
Page 5

300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company 3
• Use safety equipment. Always wear eye protection. Dust mask, non-skid safety shoes, hard hat or
hearing protection must be used for appropriate conditions.
Tool Use and Care
• Do not use tool if switch does not turn it ON or
OFF. Any tool that cannot be controlled with the switch
is dangerous and must be repaired.
• Disconnect the plug from the power source before
making any adjustments, changing accessories, or
storing the tool. Such preventive safety measures
reduce the risk of starting the tool accidentally.
• Store idle tools out of the reach of children and
other untrained persons. Tools are dangerous in
the hands of untrained users.
• Check for misalignment or binding of moving parts,
breakage of parts, and any other condition that
may affect the tool’s operation. If damaged, have the
tool serviced before using. Many accidents are
caused by poorly maintained tools.
• Use only accessories that are recommended by
the manufacturer for your model. Accessories that
may be suitable for one tool may become hazardous
when used on another tool.
• Keep handles dry and clean; free from oil and
grease. Allows for better control of the tool.
Service
• Tool service must be performed only by qualified
repair personnel. Service or maintenance performed
by unqualified repair personnel could result in injury.
• When servicing a tool, use only identical replacement parts. Follow instructions in the Maintenance
Section of this manual. Use of unauthorized parts or
failure to follow maintenance instructions may create a
risk of electrical shock or injury.
Specific Safety Information
WARNING
Read this operator’s manual carefully before using
the 300 Compact Threading Machine. Failure to
understand and follow the contents of this manual
may result in electrical shock, fire and/or serious
personal injury.
Call the Ridge Tool Company, Technical Service Department at (800) 519-3456 if you have any questions.
Foot Switch Safety
WARNING
Using a threading machine without a foot switch
increases the risk of serious injury. A foot switch
provides better control by letting you shut off the
motor by removing your foot. If clothing should
become caught in the machine, it will continue to
wind up, pulling you into the machine. Because the
machine has high torque, the clothing itself can
bind around your arm or other body parts with
enough force to crush or break bones.
Machine Safety
• Threading Machine is made to thread and cut pipe
or bolt and to power roll grooving equipment.
Follow instructions on proper use of this machine.
Do not use for other purposes such as drilling
holes or turning winches. Other uses or modifying
this power drive for other applications may increase the
risk of serious injury.
• Secure machine to bench or stand. Support long
heavy pipe with pipe supports. This practice will
prevent tipping.
• Do not wear gloves or loose clothing when operating machine. Keep sleeves and jackets buttoned.
Do not reach across the machine or pipe. Clothing
can be caught by the pipe or machine resulting in
entanglement and serious injury.
• Operate machine from side with REV/OFF/FOR
switch. Eliminates need to reach over the machine.
• Do not use this machine if the foot switch is broken or missing. Foot switch is a safety device to
prevent serious injury.
• Keep hands away from rotating pipe and fittings.
Stop the machine before wiping pipe threads or
screwing on fittings. Allow the machine to come to
a complete stop before touching the pipe or
machine chucks. This practice will prevent entan-
glement and serious injury.
• Do not use this machine to make or break fittings. This practice is not an intended use of the
machine and can result in serious injury.
• Tighten chuck handwheel and engage rear centering device on the pipe before turning on the
machine. Prevents oscillation of the pipe.
• Keep covers in place. Do not operate the machine
with covers removed. Exposure to moving parts
may result in entanglement and serious injury.
Page 6
Controls.........................Rotary Type FOR/OFF/REV
Switch and ON/OFF
Foot Switch
Pump.............................Gerotor-type
Cutter.............................No. 360 – Roll-Type Cut-off,
Self-Centering, Full Floating
Pipe – 1/8″ through 2″
Bolt – 1/4″ through 1″
Reamer..........................No. 344 5-Flute Cone,
Right Hand, 1/8″ through 2″
Weight...........................115 lbs.
Standard Equipment
Model No. 300 Compact Threading Machine with
Foot Switch
1 – No. 811-A Universal Quick-Opening Die Head
1 – No. 344 Reamer
1 – No. 360 Cutter
1 – Set
1
/2″ – 3/4″ Universal Alloy Dies
1 – Set 1″ – 2″ Universal Alloy Dies
1 – Gallon Nu-Clear Oil
All machines have 25-60 Hz Universal 1/2HP singlephase motors.
NOTE! NPT Dies are for NPT Die Heads only. BSPT
Dies are for BSPT Die Heads only. Please use
Catalog Item Nos. when ordering. High-Speed
Dies are recommended for use with machines
having an RPM of 52 or more.
• Lock foot switch when machine is not in use
(Figure 1). Avoids accidental starting.
Figure 1 – Locked Foot Switch
Description, Specifications and
Standard Equipment
Description
The RIDGID Model 300 Compact Threading Machine is
an electric motor-driven machine which centers and
chucks pipe, conduit and rod (bolt stock) and rotates it
while threading, cutting and reaming operations are performed. Left-hand or right-hand rotation can be selected
with the FOR/OFF/REV switch. Threading dies are mounted in self-opening or quick-opening die heads. An automatic oiling system is provided to flood the work.
The RIDGID Model 300 Compact Threading Machine can
also be used as a power source for roll grooving equipment.
Designed to attach to the carriage rail of the Threading
Machine, the roll grooving equipment forms standard roll
grooves on a variety of pipe sizes and materials.
Specifications
Threading Capacity.......Pipe 1/8″ – 2″
Bolt 1/4″ – 2″
Chuck............................Speed Grip Chuck with
Replaceable Jaw Inserts
Rear Centering
Device ...........................Scroll Operated, rotates with
chuck
Operating Speed...........38 RPM or 52 RPM
Motor:
Type ...........................Universal
Horsepower................1/2HP
Volts ...........................120V Single Phase AC
25-60 HZ
(230V On Request)
Amps..........................15 amps (38 RPM)
18 amps (52 RPM)
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
4
Catalog
No.
66947
67182
73447
75602
58752
58757
Model
No.
300 Compact
300 Compact
Kit
300 Compact
300 Compact
Kit
300 Compact
300 Compact
Description
115V 25-60 Hz
1/2″ – 2″ NPT
1/2″ – 2″ NPT
– includes Model 250 Folding
Wheel Stand
1/2″ – 2″ NPT, 115V, 25-60Hz
1/2″ – 2″ NPT, 115V, 25-60Hz
– includes 250 Folding
Wheel Stand
1/2″ – 2″ BSPT, 230V, 25-
60Hz (Aust. Only)
1/2″ – 2″ NPT, 230V, 25-60Hz
(Export Only)
RPM
38
38
52
52
38
38
Volt
115
115
115
115
230
230
Machines
Page 7
Machine Assembly
WARNING
To prevent serious injury, proper assembly of the
Threading Machine is required. The following procedures should be followed:
Mounting Machine To Stand
The machine is designed to mount on the four stands
listed below.
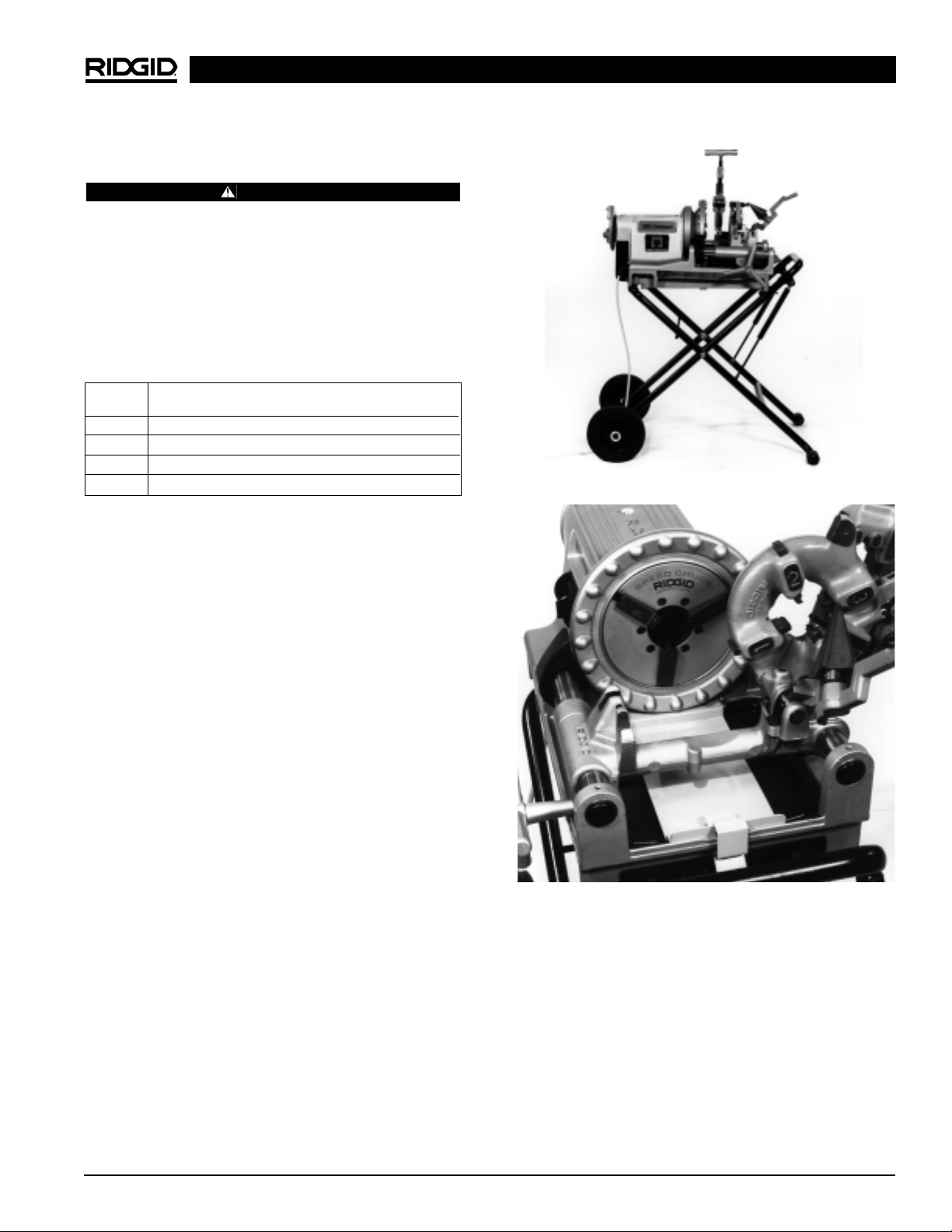
No. 250 Folding Wheel Stand
1. With stand in raised position, place machine on stand
with carriage toward pneumatic pistons.
2. Position J-shaped steel hooks on rear of machine
such that hooks face pneumatic pistons and wrap
securely around horizontal support of stand. Attach
with 10mm hex bolts. Tighten securely.
3. Position front plate such that machine oil drain plug is
aligned with drain plug hole on plate. Locking bars
should be locked into raised position locking holes on
inner leg of stand. Attach plate with 10mm hex bolts.
Tighten securely.
4. To raise or lower Model 250 with 300 Compact
mounted, stand at carriage end of machine. Squeeze
locking bars together to disengage from locking holes.
Pull up on horizontal stand bar to raise. Push down on
horizontal stand bar to lower.
5. Oil seal pressure plate should be used when transporting 300 Compact on 250 Stand. To insert pressure plate: remove chip tray, slide tongue of plate
under 300 Compact hammer wheel, force spring clip
down and onto front edge of body casting as shown
in Figure 2A. Rubber seal on bottom of pressure
plate will cover drain holes in drip tray.
Figure 2 – 300 Compact on 250 Folding Wheel Stand
Figure 2A – Oil Seal Pressure Plate Properly Inserted
No. 100A, 150A and 200A Universal Stand
1. Parts diagram and parts list for the stands are
included in the 300 Compact Parts List.
2. Assemble stand with “inside” decals located towards
the inside of the stand (Figure 3).
3. Insert stand stop tabs into bottom of the legs as
shown in the detail drawing. Use the four (4) 3/8″-16
x 21/2″ hex bolts to secure the legs to the crossmember. Adjust the two halves of the stand to the
proper distance to fit into the rear legs on the stand.
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company 5
Model
No.
250
100A
150A
200A
Description
Folding Wheel Stand
Universal Leg & Tray Stand
Universal Wheel & Tray Stand
Universal Wheel & Cabinet Stand
Machine Stands
Page 8

The stand stop bracket is not required or supplied
with the No. 100A Leg and Tray Stand.
Figure 3 – Stand Assembly
4. Insert axle into frame and secure it with a 1/2″ lock
washer and nut. Position stand stop bracket so that
the end of the bracket is held in place by the axle
shaft. Slide a wheel onto the axle. Slide a flat washer over the axle and install a cotter pin to hold the
wheel on the axle.
5. Mount machine to the stand using four (4) bolts
that mount into each corner of the base.
For proper balance and operation, RIDGID
machines must be mounted through the appropriate
holes in the legs (Figure 3).
Figure 4 – 300 Compact On 200A Wheel and Cabinet Stand
Figure 5 – 300 Compact On 100A Leg and Tray Stand
Mounting Machine To Bench
1. If a stand is not used, the machine should be mounted to a stable bench. To mount the unit on a bench,
use four (4) 1/4″ bolts in holes provided at each corner of machine base.
Failure to mount the threading machine to
a stable stand or bench may result in tipping and serious
injury.
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
6
CAUTION
WARNING
1224
(Front)
535 (Front)
Pre-2001
Detail Section
300 Compact
1233, 1822 (Rear)
300 Compact
1233, 1822
(Front)
3
/8″ - 16 x 21/2″ Bolt
4 Required
535-A/535
Manual - 2001
535-A/535
Manual - 2001
535 (Rear)
Pre-2001
Page 9
Machine Inspection
WARNING
To prevent serious injury, inspect your Threading
Machine. The following inspection procedures
should be performed on a daily basis:
1. Make sure Threading Machine is unplugged and
the directional switch is set to the OFF position
(Figure 6).
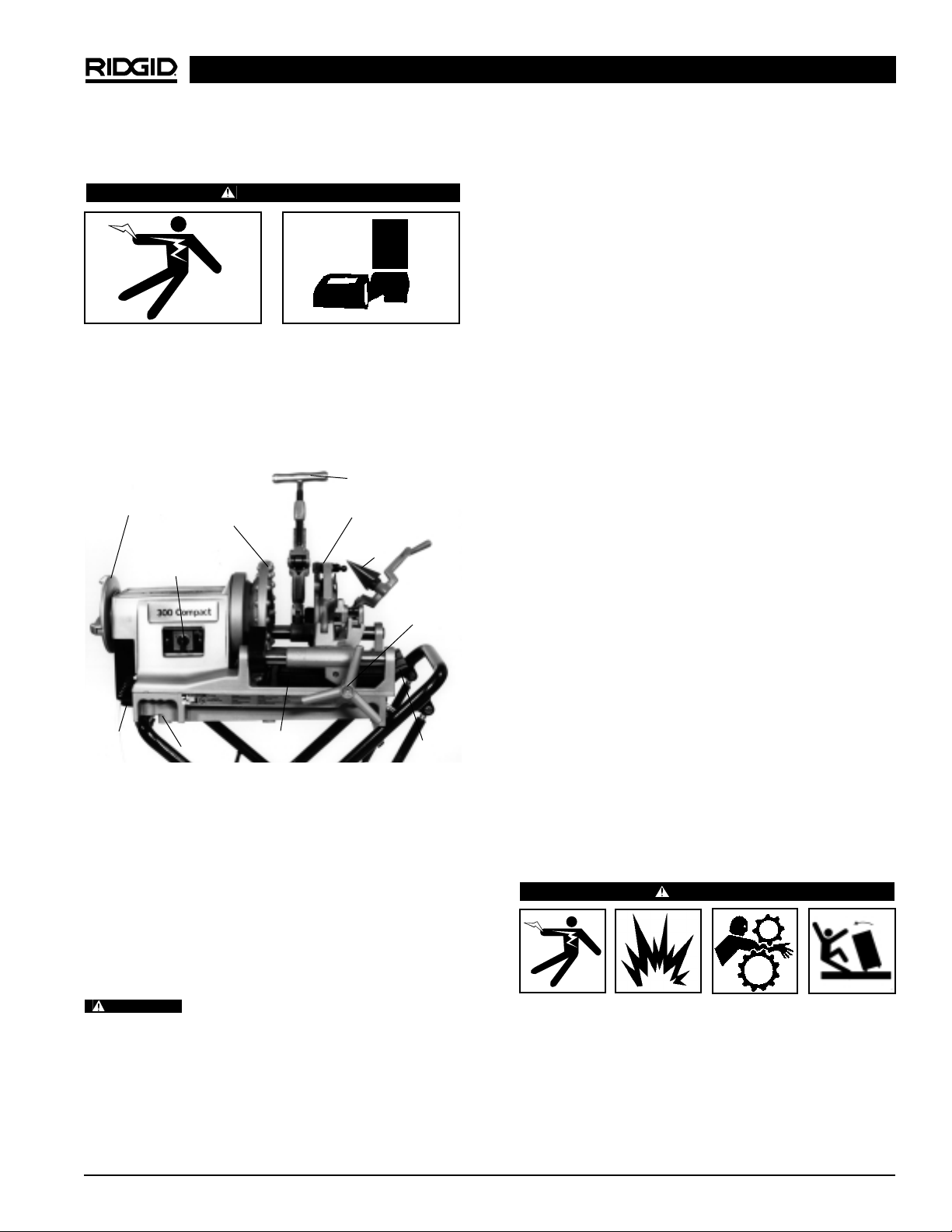
Figure 6 – No. 300 Compact Threading Machine
2. Clean the speed chuck jaws with a wire brush.
3. Inspect the jaw inserts for excessive wear. Refer to
the Maintenance Instructions if they need to be
replaced.
NOTE! For plastic and coated work pieces, special jaw
inserts (No. 97365) should be used to prevent
damaging the workpiece.
4. Make sure the foot switch is present and attached to
the Threading Machine.
Do not operate the Threading Machine
without a foot switch.
5. Inspect the power cord and plug for damage. If the
plug has been modified, is missing the grounding
pin or if the cord is damaged, do not use the
Threading Machine until the cord has been replaced.
6. Inspect the Threading Machine for any broken, mis-
ing, misaligned or binding parts as well as any other
conditions which may affect the safe and normal
operation of the machine. If any of these conditions
are present, do not use the Threading Machine until
any problem has been repaired.
7. Lubricate the Threading Machine if necessary according to the Maintenance Instructions.
8. Use tools and accessories that are designed for your
Threading Machine and meet the needs of your application. The correct tools and accessories allow you to
do the job successfully and safely. Accessories
designed for use with other equipment may be hazardous when used with this Threading Machine.
9. Clean any oil, grease or dirt from all handles and
controls. This reduces the risk of injury due to a tool or
control slipping from your grip.
Inspect the cutting edges of your tools and dies. If
necessary, have them replaced prior to using the
Threading Machine. Dull or damaged cutting tools and
dies can lead to binding, tool breakage and poor
quality threads.
Clean metal shavings and other debris from the chip
tray of the Threading Machine. Check the level and
quality of the thread cutting oil. Replace or add oil if
necessary. Reservoir in the base will hold approximately five (5) quarts of thread cutting oil.
NOTE! If using 250 Folding Stand, be sure to remove oil
seal pressure plate.
NOTE! Thread cutting oil lubricates and cools the threads
during the threading operation. A dirty or poor
grade cutting oil can result in poor thread quality.
NOTE! To drain dirty oil and properly maintain the oil sys-
tem, refer to the “Maintenance Instructions”.
Machine and Work Area Set-Up
WARNING
To prevent serious injury, proper set-up of the
machine and work area is required. The following
procedures should be followed to set-up the
machine.
1. Locate a work area that has the following:
• Adequate lighting
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company 7
Rear
Centering
Device
FOR/OFF/REV
SWITCH
Motor
Cover
Hand
Hold
Chip Tray
Chuck Jaw
Handwheel
Carriage
Handwheel
Front
Hand
Hold
Quick Opening
Die Head
Cutter
Reamer
WARNING
Page 10

• No flammable liquids, vapors or dust that may
ignite.
• Grounded electrical outlet
• Clear path to the electrical outlet that does not
contain any sources of heat or oil, sharp edges or
moving parts that may damage electrical cord.
• Dry place for machine and operator. Do not use
the machine while standing in water.
• Level ground
2. Clean up the work area prior to setting up any
equipment. Always wipe up any oil that may have
splashed or dripped from the machine to prevent
slips and falls.
3. If the workpiece extends more than four (4) feet
beyond the Threading Machine, use one or more
pipe stands to prevent tipping and the oscillation of
the pipe.
4. If the workpiece extends beyond the Threading
Machine, set-up guards or barricades to create a
minimum of three (3) feet of clearance around the
Threading Machine and workpiece. This “safety zone”
prevents others from accidentally contacting the
machine or workpiece and either causing the equipment to tip or becoming entangled in the rotating
parts.
5. If necessary, fill the reservoir with RIDGID Thread
Cutting Oil.
6. Make sure FOR/OFF/REV switch is in the OFF
position.
7. Position the foot switch so that the operator can
safely control the machine, tools and workpiece. It
should allow the operator to do the following:
• Stand facing the directional switch.
• Use the foot switch with his left foot.
• Have convenient access to the directional switch,
tools and chucks without reaching across the
machine.
Machine is designed for one person operation.
8. Plug the Threading Machine into the electrical outlet
making sure to position the power cord along the
clear path selected earlier. If the power cord does not
reach the outlet, use an extension cord in good condition.
WARNING
To avoid electrical shock and electrical fires,
never use an extension cord that is damaged or
does not meet the following requirements:
• The cord has a three-prong plug similar to
shown in Electrical Safety section.
• The cord is rated as “W” or “W-A” if being
used outdoors.
• The cord has sufficient wire thickness (14
AWG below 25′/12 AWG 25′-50′). If the wire
thickness is too small, the cord may overheat, melting the cord’s insulation or causing nearby objects to ignite.
To reduce risk of electrical shock, keep
all electrical connections dry and off the ground. Do
not touch plug with wet hands.
9. Check the Threading Machine to insure it is operating properly.
• Flip the directional switch to FOR (Forward). Press
and release the foot switch. Check that the Threading Machine rotates in a counterclockwise direction
as you are facing the front chuck. Have the Threading Machine serviced if it rotates in the wrong direction or if the foot switch does not control its stopping
or starting.
• Depress and hold the foot switch. Inspect the mov-
ing parts for misalignment, binding, odd noises or
any other unusual conditions that may affect the
safe and normal operation of the machine. If such
conditions are present, have the machine serviced.
• Flip the directional switch to REV (Reverse). Press
and release the foot switch. Check that that Threading Machine rotates in a clockwise direction as
you are facing the chuck.
• Release the foot switch and flip the directional
switch to OFF.
Operation Using
Machine-Mounted Tools
WARNING
Do not wear gloves or loose clothing when operating Threading Machine. Keep sleeves and jackets
buttoned. Do not reach across the machine or pipe.
Do not use this Threading Machine if the foot switch
is broken or missing. Always wear eye protection to
protect eyes from dirt and other foreign objects.
Keep hands away from rotating pipe and fittings.
Stop the machine before wiping pipe threads or
screwing on fittings. Allow the machine to come to
a complete stop before touching the pipe or machine chucks.
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
8
WARNING
Page 11

300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company 9
Figure 7 – Cutting Pipe With 300 Compact Threading
Machine
5. Flip the directional switch to FOR (Forward).
6. Grasp the pipe cutter’s feedscrew handle with both
hands (Figure 7).
7. Depress and hold down the foot switch with the left
foot.
8. Tighten the feedscrew handle slowly and continuously until the pipe is cut. Do not force the cutter into
the workpiece.
9. Release the foot switch and remove your foot from the
housing.
10. Swing pipe cutter back to the UP position.
Reaming Pipe With No. 344 Reamer
1. Move reamer arm into DOWN position.
2. Check the directional switch to insure it is in the
FOR (Forward) position. Depress and hold the foot
switch down with left foot.
3. Position reamer into pipe and complete reaming
by exerting pressure on handwheel (Figure 8).
Do not use this machine to “make-on” or “break
off” fittings. This practice is not an intended use of
this Threading Machine.
Installing Pipe In Threading Machine
1. Check to insure the cutter, reamer and die head are
swung to UP position.
2. Mark the pipe at the desired length if it is being cut
to length.
3. Insert the pipe into the Threading Machine so that
the end to be worked or the cutting mark is located
about 12 inches to the front of the speed chuck jaws.
4. Insert workpieces less than 2 feet long from the
front of the machine. Insert longer pipes through
either end so that the longer section extends out
beyond the rear of the Threading Machine.
To avoid equipment tip-overs, position
the pipe supports under the workpiece.
5. Tighten the rear centering device around the pipe by
using a counterclockwise rotation of the handwheel
at the rear of the Threading Machine. This prevents movement of the pipe that can result in poor
thread quality.
6. Secure the pipe by using repeated and forceful
counterclockwise spins of the speed chuck handwheel at the front of the Threading Machine. This
action “hammers” the jaws tightly around the pipe.
Cutting Pipe With No. 360 Cutter
1. Swing reamer and die head to UP position.
2. Move pipe cutter DOWN onto pipe and move carriage
with handwheel to line up cutter wheel with mark on
pipe.
3. Tighten cutter feed screw handle on pipe keeping
wheel aligned with the pipe.
4. Assume the correct operating posture (Figure 7).
This will allow you to maintain proper
balance and to safely keep control of the machine and
tools.
• Be sure you can quickly remove your foot from the
foot switch.
• Stand facing the directional switch.
• Be sure you have convenient access to directional
switch, tools and chucks.
• Do not reach across the machine or workpiece.
WARNING
WARNING
Page 12

5. Turn carriage handwheel to bring dies against end
of pipe. Slight pressure on handwheel will start dies
(Figure 10).
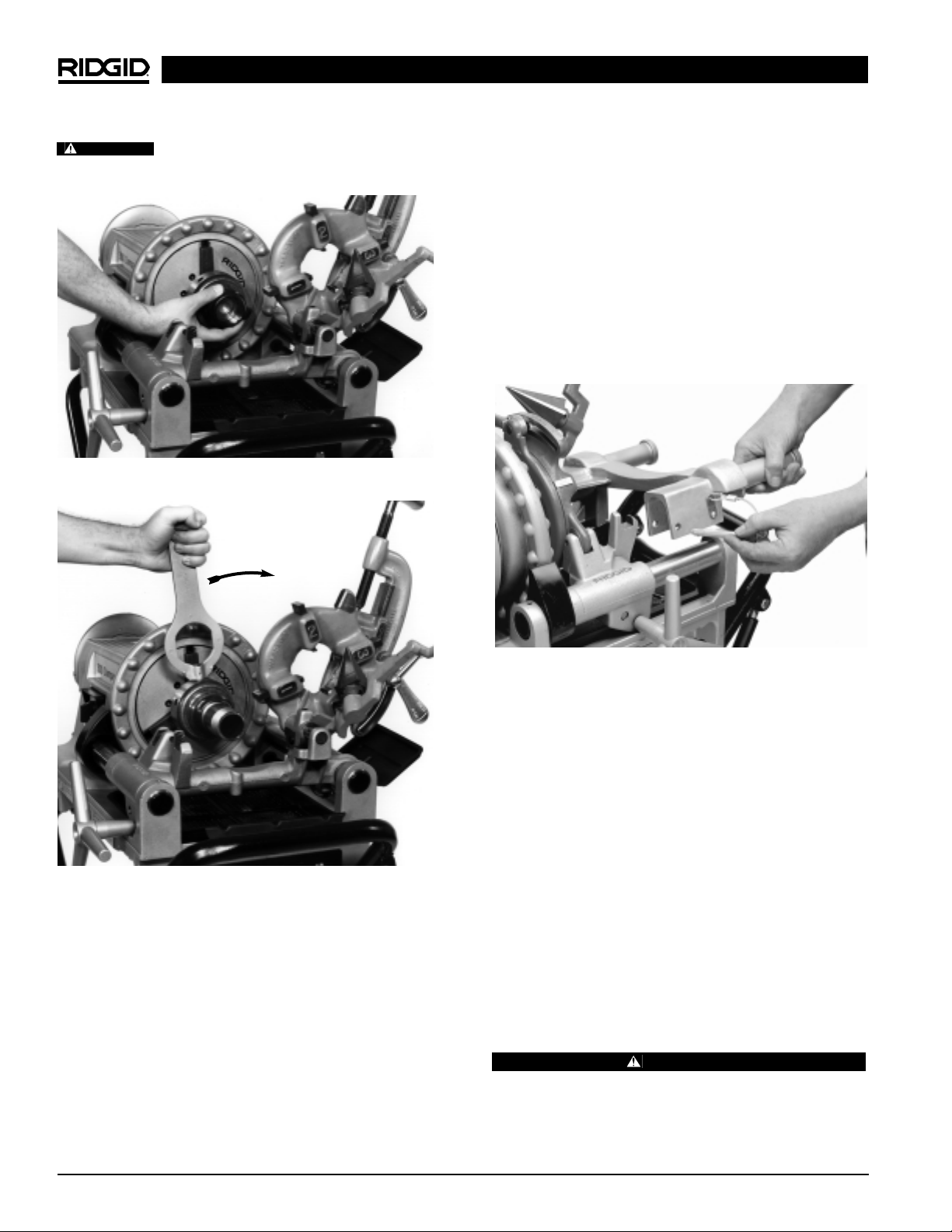
Figure 10 – Threading Pipe With No. 811-A Quick
Opening Die Head
6. Quick-Opening 811A Die Head (Figure 11) – When
thread is completed, raise throwout lever to open
position, retracting dies.
Self-Opening 815A Die Head (Figure 12) – When
die head trigger contacts end of pipe, throwout
lever is automatically opening.
Semi-automatic die head (Figure 13) – When the
end of the pipe being threaded is flush with the
end of the number 1 die, hit the handle for the dies
to release the pipe.
7. Turn carriage handwheel to back die head off pipe.
8. Swing die head back to UP position.
Removing Pipe From
The Threading Machine
1. Use repeated and forceful clockwise spins of the
speed chuck handwheel at the front of the Threading
Machine to release the workpiece from the speed
chuck jaws.
2. If necessary, loosen the rear centering device using
a clockwise rotation of the handwheel at the rear of
the Threading Machine.
3. Slide the workpiece out of the Threading Machine,
keeping a firm grip on the workpiece as it clears the
Threading Machine.
To avoid injury from falling parts or equipment tip-overs when handling long workpieces, make
sure that the end farthest from the Threading Machine is
supported prior to removal.
Figure 8 – Reaming Pipe With No. 344 Reamer
4. Retract reamer and return reamer to UP position.
5. Release foot switch and remove your foot from the
housing.
Threading Pipe or Rod With
Quick-Opening, Self-Opening
or Semi-Automatic Die Head
1. Install die set. Refer to die installation procedure.
2. Swing cutter and reamer to UP position.
3. Swing die head to DOWN position with throwout
lever set to CLOSE position.
4. Check directional switch to insure it is in the FOR
(Forward) position. Depress and hold the foot switch
down with left foot.
NOTE! 300 Compact Machines have an automatic oil-
ing system that brings oil to the work through the
die head. Oil flow can be adjusted with oil flow
control valve located on back side of carriage
(Figure 9).
Figure 9 – Oil Flow Control
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
10
WARNING
Increase Flow
Page 13

4. Clean up any oil spills or splatter on the ground
surrounding the Threading Machine.
Installing Dies In Quick-Opening Die
Head (Right and Left Hand)
The No. 811A Universal Die Head (Figure 11) for right
hand threads requires four sets of dies to thread pipe
ranging from 1/8″ through 2″. One set of dies is required
for each of the following pipe size ranges: (1/8″), (1/4″
and 3/8″), (1/2″ and 3/4″) and (1″ through 2″). Bolt threading
requires a separate set of dies for each bolt size. No bolt
dies are available for left hand universal die heads.
1. Lay die head on bench with numbers up.
2. Flip throwout lever to OPEN position.
3. Loosen clamp lever approximately three turns.
4. Lift tongue of clamp washer up and out of slot under
size bar. Slide throwout lever all the way to end of
slot in the change die direction indicated on cam
plate.
5. Remove dies from die head.
6. Insert new dies to mark on side of dies. Numbers 1
through 4 on the dies must match numbers on the
die head.
7. Slide throwout lever back so that tongue of clamp
lever washer will drop in slot under size bar.
8. Adjust die head size bar until index line on link is
aligned with proper size mark on size bar. For bolt
threads, align underline with bolt line on size bar.
Figure 11 – Universal Quick-Opening Die Head
9. Tighten clamp lever.
10. If oversize or undersize threads are required, set
the index line in direction of OVER or UNDER size
mark on size bar.
Installing Dies In Self-Opening Die Head
(Right Hand Only)
The No. 815A Self-Opening Die Head (Figure 12) for right
hand threads requires four sets of dies to thread pipe
ranging from 1/8″ through 2″. One set of dies is required
for each of the following pipe size ranges: (1/8″), (1/4″ and
3
/8″), (1/2″ and 3/4″) and (1″ through 2″). Bolt threading
requires a separate set of dies for each bolt size.
1. Place self-opening die head on bench in vertical
position.
2. Make sure trigger assembly is released.
3. Loosen clamp lever approximately six full turns.
4. Pull lock screw out of slot under size bar so that roll
pin in lock screw will bypass slot. Position size bar
so that index line on lock screw is aligned with the
end of REMOVE DIES position.
5. Lay head down with numbers up.
6. Remove dies from die head.
7. Insert new dies to mark on side of dies. Numbers 1
through 4 on the dies must match numbers on the
die head.
8. Move throwout lever back to lock in dies.
9. With head in vertical position, rotate cam plate until
roll pin on lock screw can be positioned in slot
under size bar. In this position dies will lock in die
head. Make sure roll pin points toward end of size
bar marked REMOVE DIES.
10. Adjust die head size bar until index line on lock
screw or link is aligned with proper size mark on size
bar.
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company 11
Index Line
Link
Throwout
Lever
Washer
Head
Clamp Lever
Size Bar
Page 14

Figure 12 – Universal Self-Opening Die Head
11. Tighten clamp lever.
12. If oversize or undersize threads are required, set the
index line in direction of OVER or UNDER size
mark on size bar.
Installing Dies In
Model 816/817 Die Heads
The Semi-Automatic Die Head (Figure 13) for right hand
threads requires four sets of dies to thread pipe ranging
from 1/8″ through 2″. One set of dies is required for each
of the following pipe size ranges: (1/8″), (1/4″ and 3/8″), (1/2″
and 3/4″) and (1″ through 2″). Bolt threading requires a
separate set of dies for each bolt size.
1. Depress handle so that cam plate rests (Figure 13 –
Model 816/817 Die Head) against the stop (as
shown).
2. Lay the die head down flat on a table or bench with
the numbers facing up.
3. Pull up on the plunger knob and push the handle all
the way to the left.
4. Select the correct dies for the size desired. (Size
marked on the back or face of the dies.)
5. Numbers on the dies must correspond with those
on the die head slots. Insert dies to the line marked on
the dies – numbered edge up.
6. Rotate the handle back to the right so that the plunger
knob pops back down flush against the die head.
7. To set or adjust for desired size, loosen the screw for
the desired position block size, move the block to the
right to make it undersize and to the left to make it
oversized. When setting blocks for new dies start
with the position block on the middle mark and
adjust from there.
Figure 13 – Semi-Automatic Die Head
Checking Thread Length
1. Thread is cut to proper length when end of pipe is
flush with edge of dies (Figure 14).
2. Die Head is adjustable to obtain proper thread diameter. If possible, threads should be checked with a
thread ring gage (Figure 14). A proper thread is
cut when end of pipe is plus or minus one turn of
being flush with face of ring gauge.
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
12
Roll Pin
Index Line
Size Bar
Lock Screw
Throwout
Lever
Clamp
Lever
Trigger
Assembly
Size Stop
Handle
Plunger Knob
Page 15
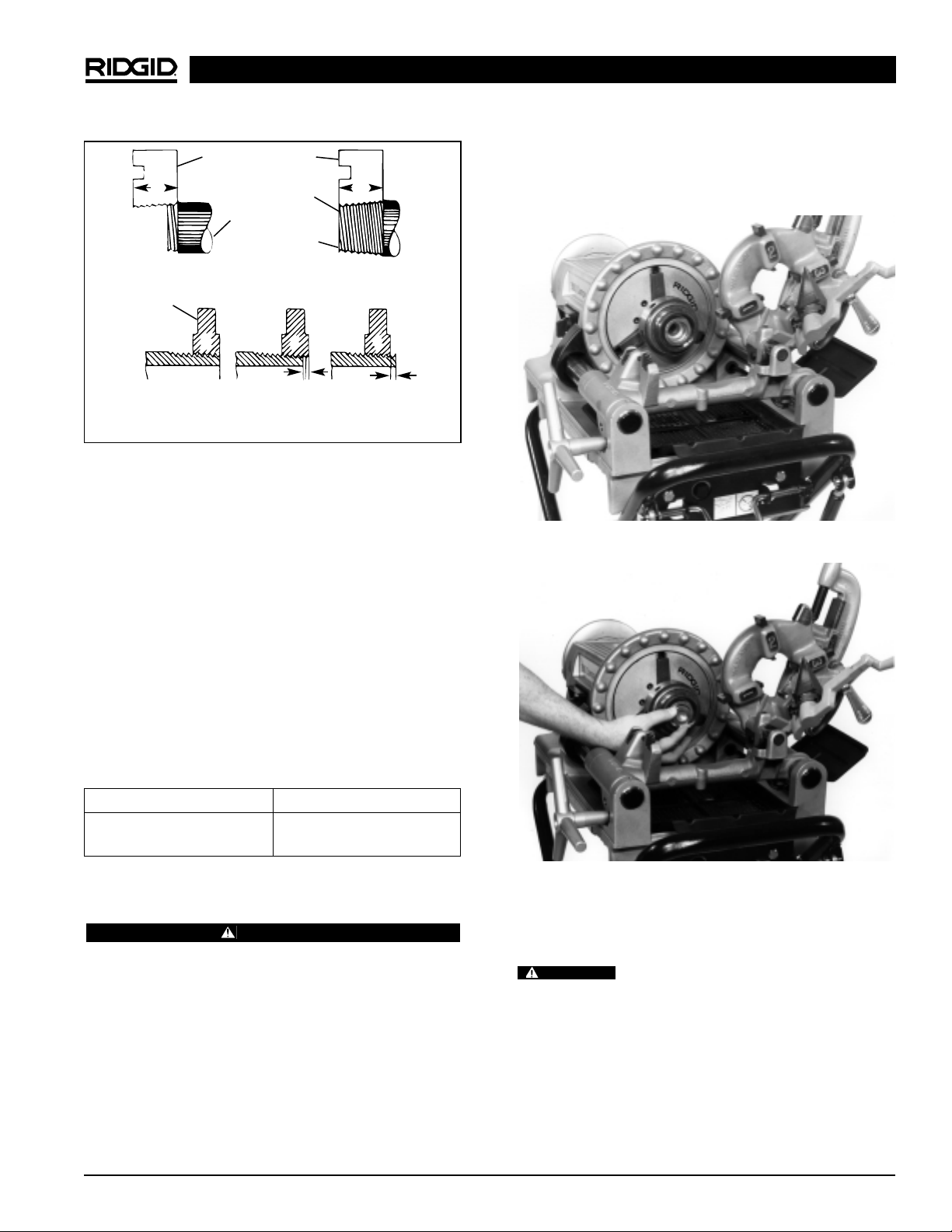
Figure 14 – Checking Thread Length
NOTE! If a ring gauge is not available, a fitting can be
used. This fitting should be representative of
those being used on the job. The pipe thread
should be cut to obtain 2 to 3 turns hand tight
engagement with fitting. If pipe thread is not
proper diameter the index line should be moved
in the direction of the OVER or UNDER size
mark on size bar. (Refer to “Installing Dies In Die
Heads”).
No. 819 Nipple Chuck
The RIDGID 819 Nipple Chuck is a quick and easy tool for
holding short and close nipples or studs for threading.
Capacity:1/8″ to 2″ Standard Pipe (NPT)
1
/4″ to 2″ Bolts or Studs (UNC or UNF)
Short or Close Nipple
Threading Procedure
WARNING
The REV/OFF/FOR switch should be in the OFF
position until nipple chuck is set up and ready to
thread.
1. Grip pipe in machine chuck. Thread and ream one
end and cut nipple to desired length.
2. Place nipple chuck body (Figure 15) in Threading
Machine chuck, gripping jaw grooves. Tighten chuck
with snap spin of handwheel.
3. Position insert (Figure 16) with small end toward
chuck body for 1/8″ to 3/4″ pipe; large end toward
chuck body for 1″ pipe; no insert required for 11/4″
pipe and up.
Figure 15 – Place Nipple Chuck Body in Power Drive
Figure 16 – Place Insert into Nipple Chuck
4. Select proper size nipple chuck adapter and screw
into nipple chuck (Figure 17) by hand. Tighten with
wrench provided with nipple chuck.
To prevent injury, remove wrench before
turning on machine.
5. Screw nipple threaded on one end into adapter by
hand. Turn directional switch to ON and press down
on foot switch. Ream and thread other end.
6. Insert pin on end of wrench (Figure 18) into one of
holes in nipple chuck release collar and turn. Remove
threaded nipple by hand.
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company 13
WW
Die
Pipe
Die
Pipe
A - Full Width Die Thread
Starting to Cut Thread
Flush
(Basic Size)
One Turn Large
(Maximum Size)
One Turn Small
(Minimum Size)
Ring
Gage
Completed Thread
Die Flush
With End
of Pipe
B - Checking Threads Within Pipe Gauge
Pipe Adapters Stud Adapters
1
/8″, 1/4″, 3/8″, 1/2″
1
/4″ to 2″ UNC
3
/4″, 1″, 11/4″, 11/2″
1
/4″ to 11/2″ UNF
WARNING
Page 16
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
14
To prevent injury, remove wrench before
turning on machine.
Figure 17 – Installing Nipple Chuck Body and Adapter
Figure 18 – Installing Unfinished Nipple and Releasing
Finished Nipple With Wrench
916 Groover Adapter Bracket – 300
Compact
NOTE! Adapter bracket must be used to mount the
916 Roll Groover to the 300 Compact Threading
Machine.
NOTE! No. 250 Stand must be in the upright and locked
position prior to mounting the 916 Adapter
Bracket.
1. Place cutter, die head and reamer in UP position.
2. Position carriage as close to chuck hammer wheel
as possible.
3. 916 Groover Bracket should be facing such that
extension rails extend beyond front of machine.
Note that the retaining pin is attached to the operator side of the 916 Groover Bracket.
4. Attach adapter bracket to 300 Compact by placing Cshaped section of bracket on rear rail (opposite operator) and bringing operator side of bracket down
onto operator side rail. Center section of bracket will
cover 300 Compact front rail supports (Figure 19).
Figure 19 – Locking PIn On 916 Roll Groover Adapter
Bracket
5. Insert retaining pin through holes, ensuring the pin is
securely engaged through both holes. Pin must be
properly inserted to lock bracket in place.
6. Attach 916 Groover to 916 Groover Adapter Bracket
extension rails as in Step 4 above (Figure 20).
7. Insert drive bar in chuck. Do not close chuck on
drive bar at this point.
8. Attach open end of drive bar to drive post on rear of
916 Groover, making sure set screws in drive bar
head are securely tightened onto the flats of 916
drive post.
9. Center drive bar in chuck and securely hammer
the jaws closed.
10. Turn machine control knob to desired position and
operate 916 Groover.
WARNING
Read and understand the Operator’s Manual from
the 916 Roll Groover before grooving pipe.
WARNING
Page 17
NOTE! Before transporting the 300 Compact using the
No. 250 Stand, the 916 Roll Groover and 916
Roll Groover Adapter Bracket MUST be disassembled and removed from the machine. If left
intact, these items will not allow the No. 250
Stand to lock in the folded position.
Figure 20 – Model 916 Roll Groover and Adapter
Bracket Mounted To 300 Compact
Accessories
WARNING
Only the following RIDGID products have been
designed to function with the 300 Compact
Threading Machine. Other accessories designed
for use with other tools may become hazardous
when used on this Threading Machine. To
prevent serious injury, use only the accessories
listed below.
Accessories For Threading Machine
Pipe
Capacity
1
/8″ – 2″
1
/8″ – 2″
1
/4″ – 2″
1
/8″ – 3/4″
1″ – 2″
1
/8″ – 2″
1
/8″ – 2″
–
–
Stands:
No. 250 Folding Stand
No. 200 Wheel And Cabinet Stand
No. 150 Wheel And Tray Stand
No. 100 Leg And Tray Stand
Pipe Support Stands
VJ99; VJ98; RJ99
No. 819 Nipple Chuck (Right Hand Only)
Pipe Adapters.............1/8″ through 11/2″
Stud Adapters.............1/4″ through 2″ UNC
1
/4″ through 11/2″ UNF
Jaw Inserts For Coated Pipe
NOTE! See Ridge Tool Catalog for complete list of pipe
supports, thread cutting oil and dies.
Maintenance Instructions
WARNING
Make sure machine is unplugged from power
source before performing maintenance or making
any adjustment.
Lubrication
Proper lubrication is essential to trouble-free operation and
long life of Threading Machine.
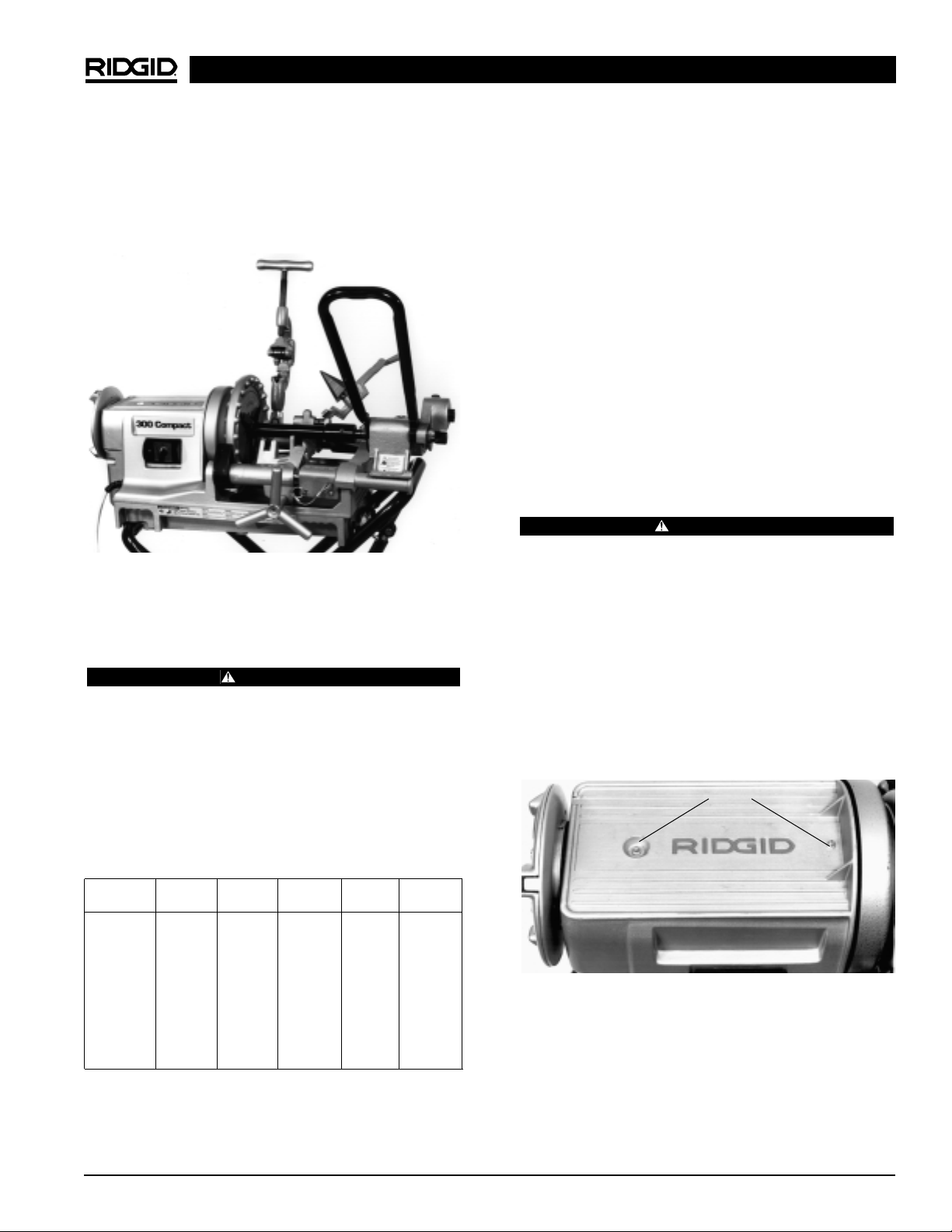
Two grease fittings are provided on top of machine housing to allow for oiling of the front and rear bearings (Figure
21). Bearings should be greased periodically, depending
on usage of machine.
Figure 21 – Lubricate Bearings
Oil System Maintenance
To help assure proper operation of threading machine,
keep oil system clean, as follows:
1. Replace thread cutting oil when it becomes dirty or
contaminated. To drain the oil, position a container
under drain plug and remove plug.
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company 15
Grease
Fitting
Model
811A NPT
815A NPT
842 NPT
816 NPT
817 NPT
811A BSPT
815A BSPT
531 Bolt
532 Bolt
Die Heads:
Bolt
Capacity
1
/4″ – 2″
1
/4″ – 2″
–
–
1
/4″ – 2″
1
/4″ – 2″
1
/4″ – 2″
1
/4″ – 1″
11/8″ – 2″
Dies
Universal
Universal
Universal
Universal
Universal
Universal
Universal
500B
500B
Opening
Quick
Self
Quick
TAP
TAP
Quick
Self
Quick
Quick
Operation
R.H.
R.H.
L.H.
R.H.
R.H.
R.H.
R.H.
R.H./L.H.
R.H./L.H.
Page 18
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
16
2. Keep oil filter screen to assure proper flow or clean oil
to work. Oil filter screen is located in the bottom of oil
reservoir. To clean filter screen, loosen the screw that
secures filter to base and pull filter from oil line.
Clean filter screen in solvent and blow out with compressed air if available. Do not operate machine with
oil filter screen removed.
NOTE! RIDGID Thread Cutting Oil produces high qual-
ity threads and maximizes die life. For information concerning its use and handling, refer to
the labels on the oil containers. Disposal of the
oil should be in accordance with government
regulations.
Jaw Insert Replacement
NOTE! When teeth on jaw inserts become worn and fail
to hold pipe or rod during operation, replace
entire set of jaw inserts. Clean teeth of jaw
inserts daily with wire brush.
1. Place screwdriver in insert slot and turn 90 degrees
in either direction.
2. Place insert sideways on locking pin and press
down as far as possible.
3. Hold insert down firmly with screwdriver, turn as
so teeth face up.
Figure 22 – Jaw Insert Replacement
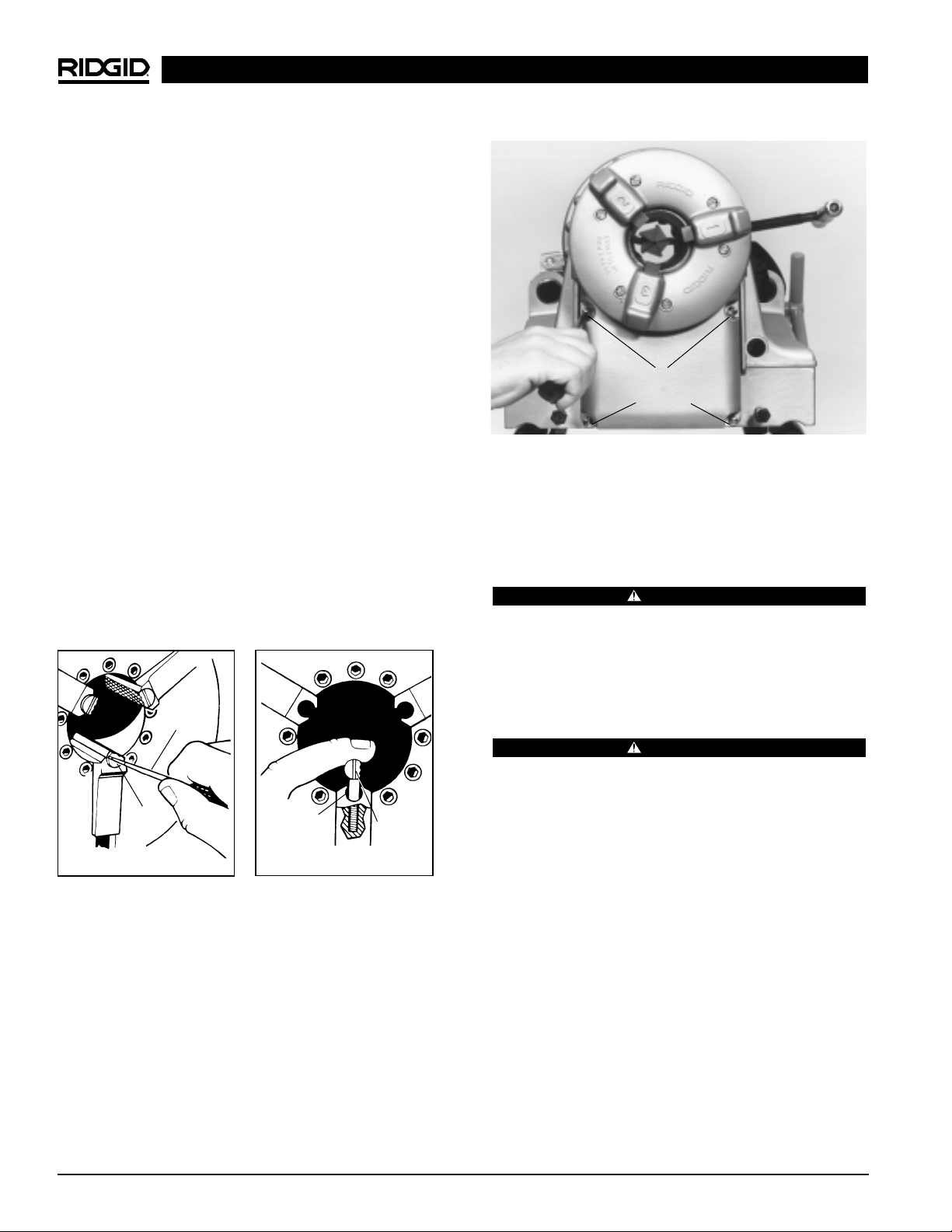
Replacing Brushes In Motor
NOTE! Check motor brushes every 6 months. Replace
when worn to less than 1/2″.
1. Unplug machine from power source.
2. Fully loosen four screws that hold motor housing
cover in place and remove motor housing cover
(Figure 23).
Figure 23 – Loosen And Remove Motor Cover Screws
3. Loosen carbon brush holders and remove carbon
brushes.
4. Install new brushes.
5. Reinstall brush holders and motor housing cover.
WARNING
Do not operate the threading machine with cover
off. Always replace cover immediately after installing brushes.
Machine Storage
WARNING
Motor-driven equipment must be kept indoors or
well covered in rainy weather. Store the machine in
a locked area that is out of reach of children and
people unfamiliar with threading machines. This
machine can cause serious injury in the hands of
untrained users.
To Remove
To Replace
Screw Driver
Insert
Locking
Pin
Teeth
PRESS
DOWN
➔
Motor
Cover
Screws
Page 19
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company 17
Service and Repair
WARNING
Service and repair work on this Threading Machine
must be performed by qualified repair personnel.
Machine should be taken to a RIDGID Independent
Authorized Service Center or returned to the factory. All repairs made by Ridge service facilities
are warranted against defects in material and
workmanship.
WARNING
When servicing this machine, only identical
replacement parts should be used. Failure to
follow these instructions may create a risk of
electrical shock or other serious injury.
If you have any questions regarding the service or repair
of this machine, call or write to:
Ridge Tool Company
Technical Service Department
400 Clark Street
Elyria, Ohio 44035-6001
Tel: (800) 519-3456
E-Mail: TechServices@ridgid.com
For name and address of your nearest Independent
Authorized Service Center, contact the Ridge Tool
Company at (800) 519-3456 or http://www.ridgid.com
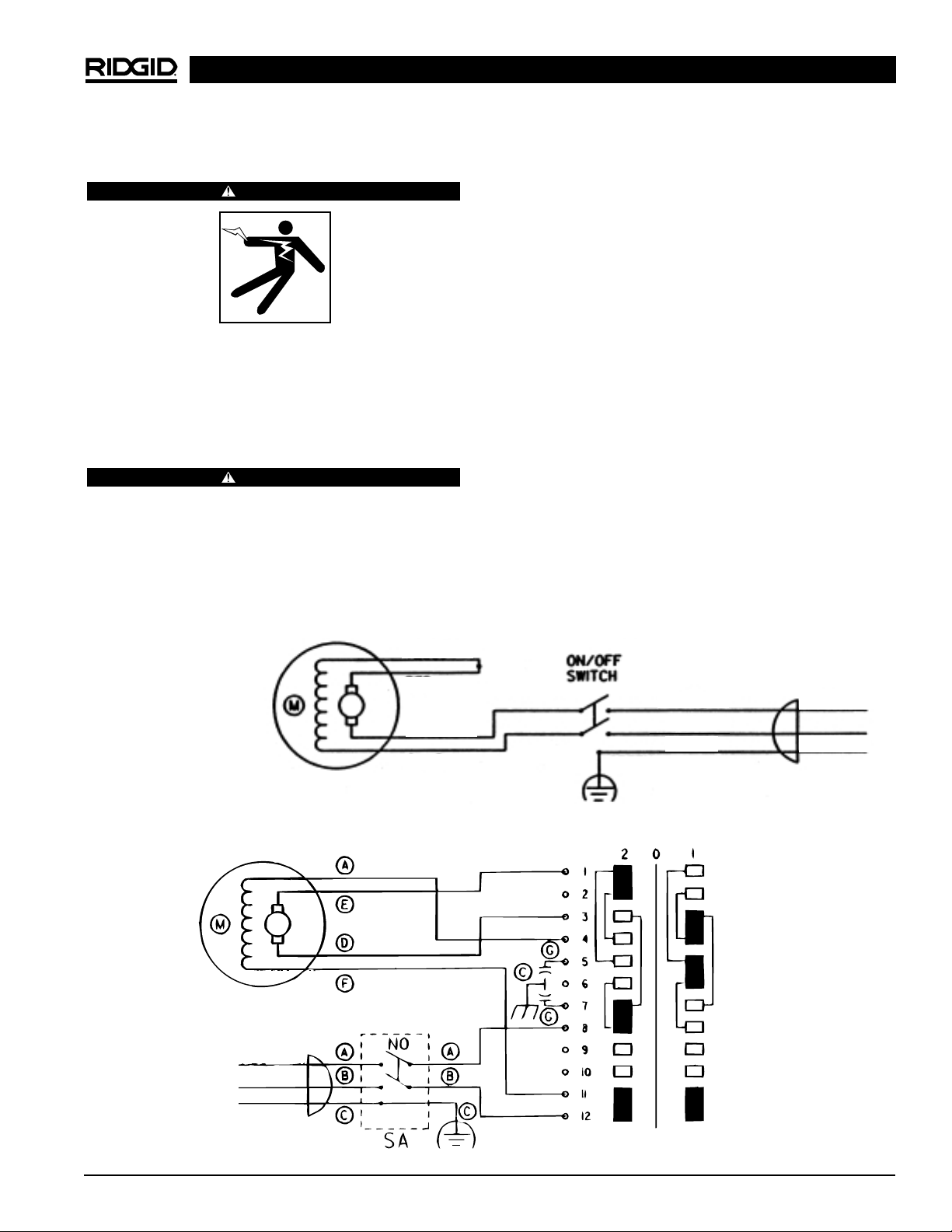
Wiring Diagrams
Neutral
Ground
Blue
White
Red
Yellow
Green
Black
White
115/230V Far East
Green
Neutral
Earth
Foot Switch
Suppressor
230V 25-60 Hz
Page 20
300 Compact Pipe and Bolt Threading Machine
Ridge Tool Company
18
Neutral
Earth
Blue
Brown
Yel-Green
Foot Switch
Blue
Brown
Yel-Green
Blue
White
Red
Yellow
Yel-Green
Black
Black
Suppressor
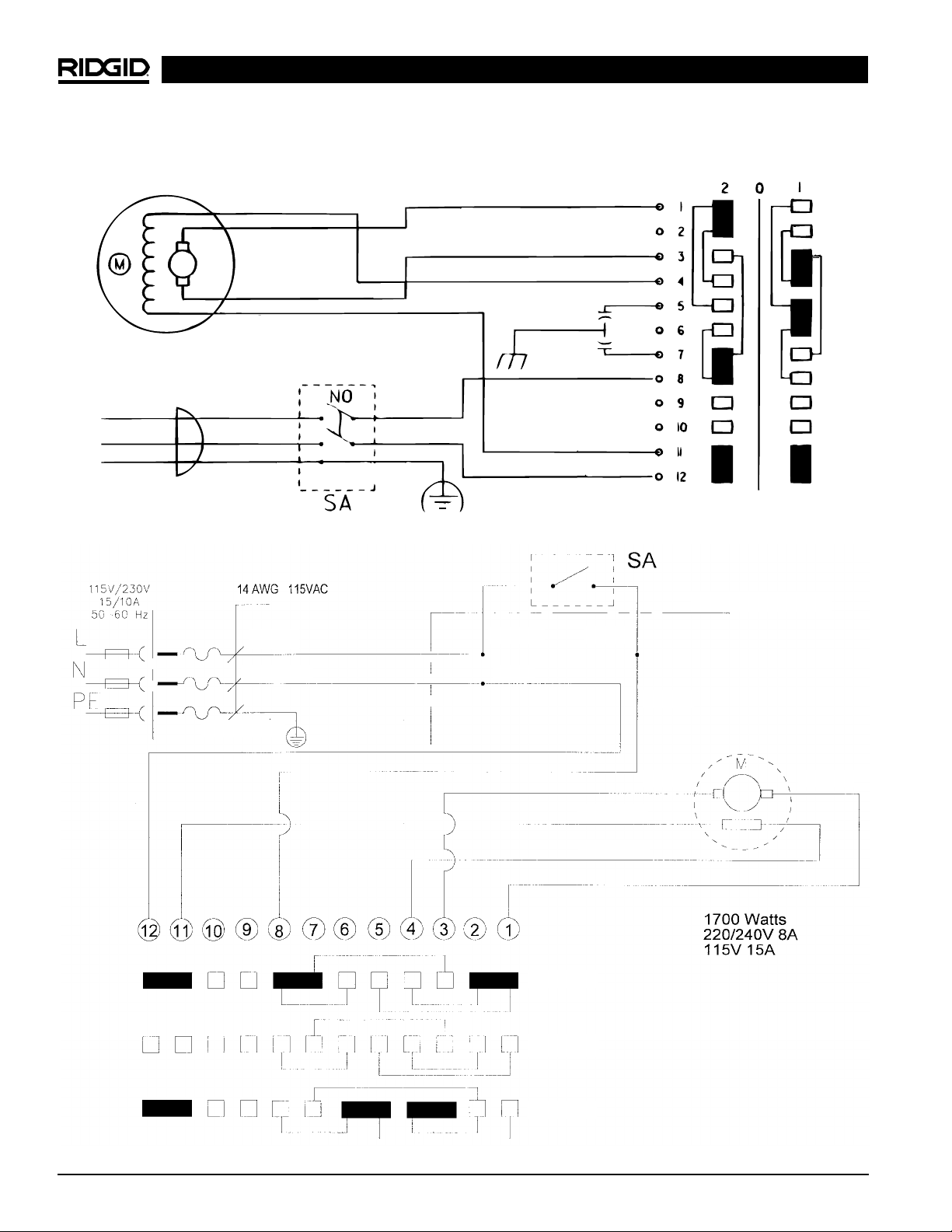
115V 25-60 Hz
Wiring Diagrams continued
115V Domestic
Blue
White
Red
Yellow
Black
Green/Yellow
White
White
White
Machine Housing
Black
Black
REV.
FOR.
OFF
Page 21
Machine à fileter pour tuyaux et boulons modèle 300 Compact
Inscrivez ci-dessous et conservez le numéro de série qui apparaît sur la plaque signalétique de la machine.
N° de
Série
Machine à fileter pour
tuyaux et boulons
modèle 300 Compact
Page 22

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company20
Table des matières
Fiche d’enregistrement des numéros de modèle et de série de la machine.........................................................19
Consignes générales de sécurité
Chantier....................................................................................................................................................................21
Sécurité électrique....................................................................................................................................................21
Sécurité individuelle..................................................................................................................................................22
Utilisation et entretien de l’appareil...........................................................................................................................22
Service après-vente..................................................................................................................................................22
Consignes de sécurité particulières
Sécurité de la pédale de commande........................................................................................................................22
Sécurité de la machine.............................................................................................................................................23
Description, spécifications et accessoires
Description................................................................................................................................................................23
Spécifications ...........................................................................................................................................................23
Assemblage de la machine........................................................................................................................................24
Inspection de la machine ..........................................................................................................................................27
Préparation de la machine et du chantier ................................................................................................................28
Utilisation de la machine et des outils à montage direct
Installation des tuyaux..............................................................................................................................................29
Coupe des tuyaux à l’aide du coupe-tubes N° 360 ..................................................................................................29
Alésage des tuyaux à l’aide de l’alésoir N° 344........................................................................................................30
Filetage des tuyaux et tiges à l’aide des filières à ouverture
rapide, ouverture automatique ou ouverture semi-automatique ..............................................................................30
Retrait des tuyaux ....................................................................................................................................................31
Installation des filières sur la tête de filière à ouverture rapide (filetages à droite et à gauche) ..............................31
Installation des filières sur la tête de filière à ouverture automatique (filetage à droite uniquement) ......................32
Installation des filières sur les têtes de filière semi-automatiques............................................................................33
Vérification de la longueur de filetage ......................................................................................................................33
Mandrin à raccords N° 819
Filetage des manchons et raccords..........................................................................................................................34
Adapateur pour rainureuse à galets Modèle 916 .....................................................................................................35
Accessoires ................................................................................................................................................................36
Entretien
Lubrification ..............................................................................................................................................................36
Entretien du système de lubrification........................................................................................................................37
Remplacement des mâchoires.................................................................................................................................37
Remplacement des balais du moteur.......................................................................................................................37
Stockage de la machine ............................................................................................................................................38
Service après-vente et réparations ..........................................................................................................................38
Schémas électriques ............................................................................................................................................39-40
Garantie à vie ..........................................................................................................................................Page de garde
Page 23

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 21
Consignes générales de sécurité
MISE EN GARDE ! Familiarisez-vous avec l’ensemble
des instructions. Le non-respect des
consignes suivantes pourrait augmenter les risques de choc électrique, d’incendie et de blessure
corporelle grave.
CONSERVEZ CES INSTRUCTIONS!
Sécurité du chantier
• Gardez le chantier propre et bien éclairé. Les
établis encombrés et les locaux mal éclairés sont
des invitations aux accidents.
• N’utilisez pas d’appareils électriques dans un
milieu explosif tel qu’en présence de liquides, de
gaz ou de poussières inflammables. L’appareil
produit des étincelles qui pourraient provoquer la
combustion des poussières et vapeurs.
• Gardez les tiers, les enfants et les visiteurs à
l’écart lorsque vous utilisez un appareil électrique. Les distractions peuvent vous faire perdre
le contrôle de l’appareil.
• Assurez-vous que les sols sont secs et exempts
d’huile ou d’autres matières visqueuses. Les sols
glissants sont une invitation aux accidents
.
• Clôturez ou barricadez votre chantier lorsque le
tuyau dépasse le gabarit de l’appareil. Une clô-
ture ou barricade assurant un dégagement minimum d’un mètre (3 pieds) autour du tuyau réduit
les risques d’enchevêtrement.
Sécurité électrique
• Les appareils électriques avec terre doivent être
branchés sur une prise avec terre appropriée et
conforme aux normes en vigueur. Ne jamais
enlever la barrette de terre ou tenter de modifier
la fiche d’aucune manière. Ne jamais utiliser
d’adaptateurs de prise. Consultez un électricien
qualifié en cas de doute sur la bonne mise à la
terre de la prise. Dans le cas d’une panne ou d’une
défaillance électrique de l’appareil, la terre assure un
passage de faible résistance qui éloigne le courant
électrique de l’opérateur.
• Evitez tout contact avec les surfaces mises à la
terre. Le contact avec des masses augmente les
risques de choc électrique.
• N’exposez pas les appareils électriques aux
intempéries ou à l’eau. Toute pénétration d’eau à
l’intérieur de l’appareil augmente les risques de
choc électrique.
• Ne maltraitez pas le cordon électrique de
l’appareil. Ne jamais porter l’appareil par son
cordon électrique, ni tirer sur celui-ci pour
débrancher l’appareil. Gardez le cordon à l’abri
des sources de chaleur, de l’huile, des angles
tranchants et des pièces mobiles. Remplacez
immédiatement tout cordon endommagé. Les
cordons endommagés augmentent les risques de
choc électrique.
• A l’extérieur, utilisez une rallonge électrique
portant l’indication “W-A” ou “W”. Ce type de
cordon est homologué pour l’utilisation à l’extérieur
et réduit les risques de choc électrique.
• Utilisez uniquement des rallonges à trois fils
équipées d’une fiche bipolaire plus terre à trois
barrettes et d’une prise bipolaire plus terre qui
correspond à la fiche de l’appareil. L’utilisation
d’autres types de rallonge électrique n’assurera
pas la mise à la terre de l’appareil et augmentera
les risques de choc électrique.
• Utilisez la section de rallonge appropriée (voir le
tableau). Une section de conducteurs insuffisante
entraînera des pertes de charge excessive et un
manque de puissance.
• Gardez toutes connexions électriques au sec et
surélevées. Ne touchez pas les fiches électriques ou l’appareil avec les mains mouillées.
Cette précaution réduira les risques de choc électrique.
Sécurité personnelle
• Soyez attentif, faites attention à ce que vous
faites et faites preuve de bon sens lorsque vous
utilisez un appareil électrique. N’utilisez pas ce
type d’appareil lorsque vous êtes fatigués ou
Barrette de terre
Prise
avec
terre
Barrette de terre
Section minimale des fils conducteurs des rallonges
Ampères indiqués
sur la plaque Longueur totale (en pieds)
signalétique
0 à 25 26 à 50 51 à 100
0 à 6 18 AWG 16 AWG 16 AWG
6 à 10 18 AWG 16 AWG 14 AWG
10 à 12 16 AWG 16 AWG 14 AWG
12 à 16 14 AWG 12 AWG
Déconseillé
Page 24

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company22
lorsque vous prenez des médicaments, de l’alcool ou des produits pharmaceutiques. Un
instant d’inattention peut entraîner de graves blessures lorsque l’on utilise un appareil électrique.
• Habillez-vous de manière appropriée. Ne portez
pas de vêtements amples ni de bijoux. Attachez
les cheveux longs. Gardez vos cheveux, vos
vêtements et vos gants à l’écart des pièces
mobiles. Les vêtements amples, les bijoux et les
cheveux longs peuvent s’entraver dans le mécanisme.
• Evitez les risques de démarrage accidentel.
Assurez-vous que l’interrupteur marche/arrêt
est en position OFF (arrêt) avant de brancher
l’appareil. Le fait de porter l’appareil avec votre
doigt sur la gâchette ou le brancher lorsque son
interrupteur est en position de marche, est une
invitation aux accidents.
• Enlevez les clés de réglage et autres outils avant
de mettre l’appareil en marche. Au démarrage,
une clé laissée sur une partie rotative de l’appareil
peut devenir un projectile.
• Ne vous mettez pas en porte-à-faux. Maintenez
une bonne assise et un bon équilibre à tout
moment. Une bonne assise et un bon équilibre
vous permettent de mieux contrôler l’appareil en
cas d’imprévu.
• Utilisez les équipements de sécurité appropriés.
Portez une protection oculaire systématiquement. Un masque à poussière, des chaussures de
sécurité, le casque et/ou une protection auditive
doivent être portés selon les conditions d’utilisation.
Utilisation et entretien de l’appareil
• N’utilisez pas un appareil dont l’interrupteur
marche/arrêt ne fonctionne pas correctement.
Tout appareil qui ne peut pas être contrôlé par son
interrupteur est dangereux et doit être réparé.
• Débranchez le cordon électrique de l’appareil
avant tout réglage, changement d’accessoires
ou rangement de celui-ci. De telles mesures
préventives réduisent le risque de démarrage
accidentel de l’appareil.
• Rangez les appareils non utilisés hors de la
portée des enfants et des personnes non-initiées.
Ces appareils sont dangereux entre les mains de
personnes non initiées.
• Assurez-vous qu’il n’y a pas de mauvais alignement ou de grippage au niveau du mécanisme,
ou d’autres anomalies qui pourraient nuire au
bon fonctionnement de l’appareil. Le cas échéant, l’appareil devra être réparé avant toute utilisation. De nombreux accidents sont le résultat d’un
appareil mal entretenu.
• Utilisez exclusivement les accessoires recom-
mandés par le fabricant pour votre appareil particulier. Des accessoires prévus pour un certain type
d’appareil peuvent être dangereux lorsqu’on tente de
les adapter à un autre type de machine.
• Gardez les poignées de l’appareil propres, sèches et dépourvues d’huile ou de graisse. Cela vous
permettra de mieux contrôler l’appareil.
Service après-vente
• Toutes réparations de l’appareil doivent être confiées à un réparateur qualifié. La réparation ou
l’entretien de l’appareil par du personnel non qualifié
pourrait entraîner des blessures corporelles.
• Lors de la réparation de l’appareil, utilisez exclusivement des pièces de rechange identiques à
celles d’origine. Suivez les instructions de la
section “Entretien” du mode d’emploi. L’utilisation
de pièces de rechange non homologuées ou le nonrespect des consignes d’entretien peut créer un
risque de choc électrique ou de blessure corporelle.
Consignes de
sécurité spécifiques
MISE EN GARDE !
Familiarisez-vous avec ce mode d’emploi avant
toute utilisation de la machine à fileter modèle
300 Compact. Le manque de compréhension et/ou
le non-respect des consignes qu’il contient pourrait augmenter les risques de choc électrique,
d’incendie et/ou de graves blessures corporelles.
Veuillez adresser toutes questions éventuelles aux services techniques de la Ridge Tool Company en composant le (800) 519-3456.
Sécurité de la pédale de commande
MISE EN GARDE !
L’utilisation d’une machine à fileter sans sa
pédale de commande augmente les risques de
blessure grave. La pédale de commande assure
un meilleur contrôle de l’appareil, car elle
permet d’arrêter le système en retirant simplement le pied. Si vos vêtements devaient se
prendre dans le mécanisme, ils s’embobineraient
en vous entraînant avec eux. Vu le couple élevé
de la machine, les vêtements eux-mêmes
Page 25

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 23
risquent de s’entortiller autour d’un bras ou autre
partie du corps avec suffisamment de force pour
briser les os.
Sécurité de l’appareil
• Cette machine à fileter est prévue pour le filetage
et la coupe des tuyaux et des boulons, ainsi que
pour l’entraînement du matériel de rainurage.
Respectez les instructions d’utilisation ci-après.
Ne pas utiliser cet appareil à d’autres fins, tels
que le percement de trous ou l’entraînement de
treuils. Toute autre utilisation ou modification de ce
système d’entraînement augmenterait les risques de
grave blessure corporelle.
• Arrimez l’appareil solidement à un établi ou un
support. Soulagez les grandes longueurs de
tuyaux à l’aide de porte-tubes. Cette précaution
évitera le renversement éventuel des tuyaux.
• Ne portez pas de gants ou de vêtements trop
amples. Gardez les manches de chemise et les
blousons boutonnés. Ne vous penchez ni sur
l’appareil, ni sur le tuyau. Les vêtements risquent
de s’embobiner autour du tuyau et provoquer de
graves blessures corporelles.
• Utilisez la machine en vous tenant du côté du
sélecteur directionnel REV/OFF/FOR. Cela vous
évitera d’avoir à vous pencher sur l’appareil.
• N’utilisez pas cet appareil en cas de défaillance
ou d’absence de la pédale de commande. La
pédale de commande est un dispositif de sécurité
servant à éviter les blessures corporelles graves.
• Ecartez vos mains des tuyaux et raccords en
rotation. Arrêtez l’appareil avant d’essuyer les
filets d’un tuyau ou d’y visser un raccord.
Laissez l’appareil s’arrêter complètement avant
de toucher le tuyau ou les mandrins de la
machine. Cette précaution évitera les risques
d’enchevêtrement et grave blessure corporelle.
• N’utilisez pas cet appareil pour l’installation ou
le déblocage des raccords. Ces opérations ne
font pas partie des utilisations prévues pour cet
appareil et risquent d’entraîner de graves blessures corporelles.
• Serrez le volant du mandrin et engagez le dispositif de centrage arrière sur le tuyau avant de
mettre la machine en marche. Cela empêchera
l’oscillation du tuyau.
• Gardez les carters de sécurité de l’appareil en
place. Ne pas utiliser l’appareil sans ses carters
de sécurité. Toute exposition aux mécanismes de
l’appareil crée un risque d’enchevêtrement et de
grave blessure corporelle.
• Verrouillez la pédale de commande lorsque l’appareil ne sert pas (Figure 1). Cela évitera les
risques de démarrage accidentel.
Figure 1 – Pédale de commande verrouillée
Description, Spécifications
et Accessoires de Base
Description
La machine à fileter RIDGID modèle 300 Compact est
un appareil à entraînement électrique prévu pour le
centrage, le mandrinage et l’entraînement rotatif des
tuyaux, gaines et tiges (boulonnerie) lors des opérations de filetage, de coupe et d’alésage. Son sélecteur
directionnel FOR/OFF/REV permet d’effectuer des filetages avec pas à droite ou à gauche. Les filières sont
montées sur des têtes de filière à ouverture rapide ou
automatique. Un système de lubrification automatique
est prévu pour inonder l’ouvrage d’huile de coupe en
cours de filetage.
La machine à fileter RIDGID modèle 300 Compact
peut également servir de système d’entraînement
pour rainureuse à galets. Lorsqu’elle est montée sur
le rail du chariot de la machine à fileter, la rainureuse
à galets permet le rainurage standard des tuyaux de
différentes sections et compositions.
Spécifications
Capacité de filetage.......Tuyaux de 1/8à 2 po de
diamètre
Boulons de 1/4à 2 po de
diamètre
Mandrin .........................Mandrin à prise rapide avec
mâchoires remplaçables
Dispositif de
centrage arrière.............Concentrique, entraîné par le
mandrin
Vitesse de rotation.........38 ou 52 t/min
Page 26

Toutes machines sont équipées d’un moteur universel
monophasé de 1/2CV, 25/60Hz.
NOTA ! Les filières NPT sont réservées exclusivement
aux têtes de filière NPT. Les filières BSPT sont
réservées exclusivement aux têtes de filières
BSPT. Veuillez indiquer les références catalogue lors des commandes. L’utilisation des filières haute vitesse n’est conseillée que sur les
machines d’un régime d’au moins 52 t/min.
Assemblage de la Machine
MISE EN GARDE !
La machine à fileter doit être correctement
assemblée afin d’éviter les risques de blessure
corporelle grave. Les consignes d’assemblage
suivantes doivent être respectées :
Montage de la machine sur support
Cette machine est prévue pour être montée sur les
trois supports universels répertoriés.
Support roulant repliable N° 250
1. Une fois le support déplié, posez la machine sur le
support avec son chariot orienté vers les pistons
pneumatiques.
2. Positionnez les crochets en acier qui se trouvent à
l’arrière de la machine de manière à ce que les
crochets se trouvent en face des pistons pneumatiques, puis engagez-les sur les traverses horizon-
Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company24
Moteur :
Type ...........................Moteur universel
Puissance...................
1
/2CV
Tension
d’alimentation.............Courant alternatif monophasé
de 120V, 25/60Hz (230V sur
demande)
Ampères.....................15A (38 t/min)
18A (52 t/min)
Commandes..................Sélecteur directionnel Marche
Avant/Arrêt/March Arrière
(FOR/OFF/REV) rotatif et
pédale de commande
marche/arrêt (ON/OFF)
Pompe...........................Type Gerotor
Coupe-tubes..................N° 360 – à galets flottants et
centrage automatique
Tuyaux – de 1/8à 2 po de
diamètre
Boulonnerie – de 1/4à 1 po de
diamètre
Alésoir ...........................N° 344 – à 5 goujures
hélicoïdales, pour filetages
à droite de 1/8à 2 po de
diamètre
Poids .............................115 livres
Equipements de Base
Machine à fileter modèle 300 Compact avec
pédale de commande
1 – Tête de filière universelle à ouverture rapide
N° 811-A
1 – Alésoir N° 344
1 – Coupe-tubes N° 360
1 – Jeu de filières en alliage universelles de
1
/2à 3/4po
1 – Jeu de filières en alliage universelles de 1 à 2 po
1 – Gallon d’huile de coupe Nu-Clear
Modèle
250
100A
150A
200A
Désignation
Support roulant repliable
Support universel fixe avec plateau
Support universel roulant avec plateau
Support universel roulant avec coffret
Supports
Machines
Réf.
Catalogue
66947
67182
73447
75602
58752
58757
Modèle
300 Compact
300 Compact
Kit
300 Compact
300 Compact
Kit
300 Compact
300 Compact
Alimentation
115V, 25/60Hz
1/2 à 2 po NPT
1/2 à 2 po NPT
avec support roulant
repliable modèle 250
1/2 à 2 po NPT, 115V, 2560Hz
1/2 à 2 po NPT, 115V, 2560Hz
avec support roulant
repliable modèle 250
1/2 à 2 po BSPT, 230V, 2560Hz (modèle autrichien)
1/2 à 2 po NPT, 230V, 2560Hz (modèle exportation)
Régime
(t/min)
38
38
52
52
38
38
Tension
d’alimentation
115
115
115
115
230
230
Page 27

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 25
tales du support. Attachez-les avec des boulons
de 10 mm. Serrez-les à fond.
3. Positionnez la plaque avant de manière à ce que le
bouchon de vidange de la machine s’aligne avec
l’orifice du bouchon de vidange de la plaque. Les
barres de verrouillage devraient être alors s’en-
gager dans les orifices de verrouillage correspondant à la position repliée du jambage interne du
support. Attachez les plaques avec des boulons 6pans de 10mm. Serrez à fond.
4. Pour relever ou baisser le modèle 250 avec la 300
Compact installée, tenez-vous du côté chariot de la
machine. Ramenez les barres de verrouillage ensemble pour désengager les orifices de verrouillage. Tirez la barre horizontale du support vers le
haut pour monter. Poussez la barre horizontale
vers le bas pour descendre.
5. Un obturateur d’huile doit être utilisé lorsque la
300 Compact est transportée sur support modèle
250. Pour insérer l’obturateur, retirez le tiroir à
copeaux, passez la languette de l’obturateur sous
le volant de la 300 Compact, puis appuyez sur le
clip à ressort jusqu’à ce qu’il se trouve sur le
rebord avant du bâtit, comme indiqué à la Figure
2A. Le joint en caoutchouc qui se trouve derrière
l’obturateur assurera alors l’occlusion des orifices
du tiroir de récupération.
Figure 2 – La 300 Compact sur support roulant repliable
Figure 2A – Installation correcte de l’obturateur d’huile
Supports universels nos100A, 150A
et 200A
1. Un diagramme et une liste des pièces des supports
font partie de la liste des pièces détachées de la
300 Compact.
2. Montez le support avec ses étiquettes orientées
vers l’intérieur (Figure 3).
3. Introduisez les arrêtoirs en bas des pieds comme
indiqué au dessin de détail. Utiliser les quatre (4)
boulons 6-pans de 3/8– 16 x 21/2po pour fixer les
pieds à l’entretoise. Réglez les deux moitiés de
l’arrêtoir du support à la distance nécessaire pour
recevoir les pieds arrière. La bride d’arrêt n’est ni
nécessaire ni fournie avec le support fixe avec
plateau N° 100A.
Page 28

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company26
Figure 3 – Support
4. Introduisez l’axe dans le cadre et attachez-le à
l’aide de la rondelle fendue et de l’écrou de 1/2po.
Positionnez l’arrêtoir du support de manière à ce
que l’extrémité de l’arrêtoir soit retenue en place
par l’axe. Enfilez une des roues sur l’axe. Enfilez
une rondelle sur l’axe et introduisez une goupille
fendue pour retenir la roue.
5. Montez la machine sur le support à l’aide des quatre (4) boulons prévus pour chaque coin de l’em-
base.
La stabilité opérationnelle des
machines RIDGID dépend de l’utilisation des trous de
montage appropriés (Figure 3).
Figure 4 – 300 Compact sur support roulant avec coffret
n° 200A
Figure 5 – 300 Compact sur support fixe avec plateau
n° 100A
Montage de la machine sur établi
1. En l’absence d’un support, la machine doit être
montée sur un établi solide. Pour monter la machine
sur établi, introduisez les quatre (4) boulons de 1/
4
po et les trous prévus à chaque coin de l’embase
de la machine.
La machine risque de se renverser
et provoquer de graves blessures corporelles si elle
n’est pas correctement montée sur un support ou établi
stable.
1224
(Avant)
535 (Avant)
pré-2001
Détail
300 Compact
1233, 1822 (Arrière)
300 Compact
1233, 1822
(Avant)
(4) boulons 3/8-16 x
2
1
/2nécessaires
535-A/535
Manuelle - 2001
535-A/535
Manuelle - 2001
535 (Arrière)
pré-2001
AVERTISSEMENT !
MISE EN GARDE
Page 29

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 27
Inspection de la machine
MISE EN GARDE !
Inspectez la machine à fileter afin d’éviter de
graves blessures. L’inspection suivante doit être
effectuée quotidiennement :
1. Vérifiez que la machine à fileter est débranchée
et que le sélecteur directionnel est en position
OFF (arrêt) (Figure 6).
Figure 6 – Machine à fileter Modèle 300 Compact
2. Nettoyez les mâchoires du mandrin à serrage rapide l’aide d’une brosse métallique.
3. Examinez les mâchoires pour signes d’usure excessive ou de dents endommagées. Reportez-vous
aux consignes d’entretien s’il est nécessaire de les
remplacer.
NOTA ! Utilisez les mâchoires spéciales (réf. 97365)
prévues pour le filetage des tuyaux en plastique et des tuyaux plastifiés afin d’éviter
d’endommager ces derniers.
4. Vérifiez que la pédale de commande est présente
et qu’elle est reliée à la machine à fileter.
Ne pas utiliser la machine à fileter
sans sa pédale de commande.
5. Examinez le cordon d’alimentation et sa fiche pour
signes de détérioration. Si la fiche a été modifiée,
si elle manque la barrette de terre ou si le cordon
d’alimentation est endommagé, n’utilisez pas la
machine à fileter avant que le cordon ait été remplacé.
6. Examinez la machine à fileter pour signes de
pièces endommagées, manquantes, mal alignées
ou grippées, ainsi que pour toute autre condition
qui puisse nuire au bon fonctionnement et à la
sécurité de la machine. Le cas échéant, n’utilisez
pas la machine à fileter avant que toutes les
anomalies aient été réparées.
7. Si nécessaire, lubrifiez la machine à fileter selon les
consignes d’entretien.
8. Utilisez les outils et accessoires prévus pour cette
machine à fileter particulière et qui répondent aux
besoins de l’application envisagée. Les outils et
accessoires appropriés permettront d’effectuer le
travail correctement et en toute sécurité. Les
accessoires prévus pour d’autres types de matériel
peuvent être dangereux lorsqu’ils sont utilisés avec
cette machine à fileter.
9. Eliminez toutes traces d’huile, de graisse ou de
crasse des poignées et des commandes de l’ap-
pareil. Cela réduira les risques de blessure dus si
vous perdez le contrôle d’un outil ou d’une commande.
Examinez le tranchant des outils et des filières. Si
nécessaire, faites-les remplacer avant d’utiliser la
machine à fileter. Des outils tranchants et filières
émoussés ou endommagés peuvent entraîner le
grippage ou la casse des outils, ainsi que des filetages de mauvaise qualité.
Enlevez les copeaux métalliques et autres débris
du tiroir à copeaux de la machine à fileter. Vérifiez
le niveau et la qualité de l’huile de coupe. Si nécessaire, remplacez-la ou faites l’appoint. Le réservoir
qui se trouve dans l’embase contient approximativement 5 quarts d’huile de coupe.
NOTA ! Lors de l’utilisation du support pliant n° 250,
n’oubliez pas de retirer le joint d’étanchéité
d’huile.
NOTA ! L’huile de coupe sert à lubrifier et refroidir les
filets durant le filetage. Une huile sale ou de
mauvaise qualité risque de compromettre la
qualité du filetage.
NOTA ! Consultez la section Entretien pour la vidange
et l’entretien du système de lubrification.
Dispositif de
centrage
arrière
Sélecteur
REV/OFF/FOR
Capot
Poignée
Tiroir à
copeaux
Volant du
mandrin
Volant du
chariot
Poignée
avant
Tête de filière à
ouverture rapide
Coupe-tubes
Alésoir
MISE EN GARDE
Page 30

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company28
7. Positionnez la pédale de commande de manière à
pouvoir contrôler la machine, les outils et l’ouvrage
en toute sécurité. Celle-ci devrait permettre à
l’opérateur :
• De se tenir face au sélecteur directionnel.
• D’utiliser la pédale de commande avec son pied
gauche.
• D’avoir accès au sélecteur et aux outils sans
avoir à se pencher sur la machine.
Cette machine peut être utilisée par une seule
personne.
8. Branchez la machine à fileter sur la prise de
courant en faisant attention de faire passer le cordon d’alimentation le long du passage dégagé
précédemment sélectionné. Si le cordon d’alimentation n’arrive pas jusqu’à la prise, servez-vous
d’une rallonge électrique qui soit en bon état.
MISE EN GARDE !
Afin d’éviter les risques de choc électrique
et d’incendie, ne jamais utiliser de rallonge
endommagée ou qui ne répond pas aux exigences
suivantes :
• La rallonge doit être équipée d’une fiche
à trois barrettes semblable à celle
indiquée à la section intitulée “Sécurité
électrique”
• La rallonge doit être du type “W” ou
“W-A” si elle doit servir à l’extérieur.
• La rallonge doit être de section suffisante
(fils de 14 AWG sous 25′ ou 12 AWG de 25′
à 50′). Si la section des fils conducteurs
de la rallonge est insuffisante, la rallonge
risque de surchauffer, de fondre et
d’incendier les objets à proximité.
Afin de limiter les risques de choc
électrique, gardez toutes connexions électriques au
sec et surélevées. Ne jamais toucher la fiche d’un
cordon électrique avec les mains mouillées.
9. Vérifiez le bon fonctionnement de la machine à
fileter.
• Mettez le sélecteur directionnel en position FOR
(marche avant). Appuyez momentanément sur
la pédale de commande. Vérifiez que la machine à fileter tourne bien à gauche lorsque vous
faites face au mandrin avant. Faites réparer la
machine à fileter si elle tourne en sens inverse
ou si la pédale de commande ne permet pas de
l’arrêter ou de la mettre en marche.
Préparation de la Machine
et du Chantier
MISE EN GARDE !
Afin d’éviter les risques de grave blessure corporelle, il est nécessaire de préparer l’appareil
et le chantier de manière appropriée. Respectez
les consignes suivantes lors de la préparation
de l’appareil.
1. Assurez-vous que le chantier présente les caractéristiques suivantes :
• Suffisamment d’éclairage
• Absence de liquides, vapeurs ou poussières
combustibles.
• Prise de courant avec terre
• Un passage dégagé jusqu’à la prise de courant
sans sources de chaleur, sans huile, sans arrêtes
vives, et sans mécanismes qui risqueraient d’en-
dommager le cordon d’alimentation.
• Un endroit sec pour l’appareil et son utilisateur.
Ne pas utiliser l’appareil lorsque vous avez les
pieds dans l’eau.
• Un sol plan et de niveau
2. Nettoyez le chantier avant d’installer le matériel.
Essuyez systématiquement toutes traces d’huile
qui auraient put s’éclabousser ou s’écouler de l’appareil ou du système de lubrification afin d’éviter
les risques de dérapage et de chute.
3. Si l’ouvrage sailli de plus de quatre (4) pieds par
rapport à la machine à fileter, servez-vous d’un ou
plusieurs porte-tubes pour éviter le renversement
et l’oscillation du tuyau.
4. Si l’ouvrage déborde de la machine à fileter,
installez des barrières ou des barricades afin de
créer un périmètre libre d’un minimum de trois (3)
pieds autour de la machine à fileter et de l’ouvrage.
Cette “zone de sécurité” empêchera les tiers de se
heurter accidentellement à la machine ou à l’ouv-
rage et provoquer leur renversement ou s’enchevêtrer dans le mécanisme en rotation.
5. Si nécessaire, remplissez le réservoir d’huile de
coupe RIDGID Thread Cutting Oil.
6. Vérifiez que le sélecteur FOR/OFF/REV se trouve
en position OFF (arrêt).
MISE EN GARDE
Page 31

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 29
échéant, le repère de coupe se trouve à environ
12 pouces en avant du mandrin à serrage rapide.
4. Introduisez les ouvrages de moins de 2 pieds de
long via l’avant de la machine. Introduisez les
tuyaux plus longs d’un côté ou de l’autre, pourvu
que la partie la plus longue du tuyau dépasse de
l’arrière de la machine à fileter.
Placez des porte-tubes sous le
tuyau afin d’éviter le renversement du matériel.
5. Serrez le dispositif de centrage arrière sur le tuyau
en tournant à gauche le volant qui se trouve à
l’arrière de la machine à fileter. Cela empêchera le
déplacement du tuyau qui pourrait nuire à la qualité
du filetage.
6. Serrez le tuyau en appliquant plusieurs coups secs
à gauche sur le volant du mandrin à serrage rapide
qui se trouve à l’avant de la machine à fileter. Ce
‘martelage’ assurera la bonne prise des mâchoires
autour du tuyau.
Coupe des tuyaux à l’aide
du coupe-tubes n° 360
1. Relevez l’alésoir et la tête de filière.
2. Rabattez le coupe-tubes sur le tuyau et servezvous du levier du chariot pour déplacer le chariot et
aligner le galet de coupe sur le repère tracé.
3. Serrez la vis d’alimentation du coupe-tubes tout en
gardant le galet de coupe aligné sur le repère.
4. Mettez-vous en position de travail appropriée
(Figure 7).
Cela vous permettra de maintenir
un bon équilibre et de pouvoir contrôler la machine et
ses outils en toute sécurité.
• Assurez-vous de pouvoir rapidement retirer votre
pied de la pédale de commande.
• Tenez-vous face au sélecteur directionnel.
• Assurez-vous de pouvoir accéder facilement au
sélecteur directionnel, aux outils et aux mandrins.
• Ne vous penchez pas sur l’appareil ou sur l’ouv-
rage.
• Tenez la pédale de commande appuyée afin de
vérifier qu’il n’y a pas de mauvais alignement ou
de grippage des mécanismes et qu’il n’y ait pas
de bruits bizarres ou autres conditions inhabituelles qui pourraient nuire à la sécurité et au
fonctionnement normal de l’appareil. Le cas
échéant, il sera nécessaire de faire réparer la
machine.
• Mettez le sélecteur directionnel en position REV
(marche arrière). Appuyez momentanément sur
la pédale de commande. Vérifiez que la machine
à fileter tourne bien à droite lorsque vous faites
face au mandrin.
• Lâchez la pédale de commande et mettez le
sélecteur directionnel en position OFF.
Utilisation des Outils
à Montage Direct
MISE EN GARDE !
Ne portez pas de gants ou de vêtements amples
lors de l’utilisation de cette machine à fileter.
Boutonnez vos manches de chemise et de
blouson. Ne vous penchez pas sur l’appareil ou
sur le tuyau.
N’utilisez pas la machine à fileter si sa pédale de
commande est endommagée ou absente. Portez
systématiquement une protection oculaire afin de
protéger vos yeux contre la projection de débris.
Ecartez vos mains du tuyau et des raccords
lorsqu’ils tournent. Arrêtez l’appareil avant
d’essuyer les filets ou de visser un raccord.
Attendez que la machine se soit arrêtée complètement avant de toucher le tuyau.
N’utilisez pas cet appareil pour enfiler ou débloquer les raccords. Cela ne fait pas partie des
opérations prévues pour cette machine à fileter.
Installation des tuyaux
dans la machine à fileter
1. Vérifiez que le coupe-tubes, l’alésoir et la tête de
filière se trouvent en position relevée.
2. S’il est nécessaire de couper le tuyau, marquez-le
à la longueur voulue.
3. Introduisez le tuyau dans la machine à fileter de
manière à ce que l’extrémité à travailler ou, le cas
MISE EN GARDE
MISE EN GARDE
Page 32

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company30
Figure 7 – Coupe des tuyaux à l’aide de la machine à
fileter 300 Compact
5. Mettez le sélecteur directionnel en position FOR
(marche avant).
6. Prenez la poignée d’avancement du coupe-tubes
des deux mains (Figure 7).
7. Appuyez sur la pédale de commande avec votre
pied gauche.
8. Serrez la poignée d’avancement du coupe-tubes
lentement et uniformément jusqu’à ce que le tuyau
soit coupé. Ne forcez pas le coupe-tubes sur le
l’ouvrage.
9. Lâchez la pédale de commande et retirez votre
pied de l’étrier.
10. Relevez le coupe-tubes.
Alésage des tuyaux à l’aide de l’alésoir
N° 344
1. Rabattez le bras de l’alésoir.
2. Vérifiez que le sélecteur directionnel se trouve bien
en position FOR (marche avant). Appuyez sur la
pédale de commande avec votre pied gauche.
3. Positionnez l’alésoir dans le tuyau et complétez
l’alésage en tournant le volant (Figure 8).
Figure 8 – Alésage des tuyaux à l’aide de l’alésoir n° 344
4. Ramenez la barre de l’alésoir et relevez l’alésoir.
5. Lâchez la pédale de commande et retirez votre
pied de l’étrier.
Filetage des tuyaux et des tiges à l’aide
des têtes de filière à ouverture rapide,
automatique ou semi-automatique.
1. Installez un jeu de filières. Reportez-vous aux
instructions d’installation des filières.
2. Relevez le coupe-tubes et l’alésoir.
3. Rabattez la tête de filière avec le levier de butée en
position CLOSE (fermer).
4. Vérifiez que le sélecteur directionnel se trouve bien
en position FOR (marche avant). Appuyez sur la
pédale de commande avec votre pied gauche.
NOTA ! Les machines type 300 Compact sont équip-
ées d’un système de lubrification automatique
qui amène de l’huile à travers la tête de filière
et sur l’ouvrage. Le débit d’huile peut être
ajusté à l’aide du robinet d’huile qui se trouve
au dos du chariot (Figure 9).
Figure 9 – Réglage du débit d’huile
Augmentation du débit
Page 33

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 31
5. Tournez le volant du chariot afin d’amener les filières contre l’extrémité du tuyau. Une légère pres-
sion sur le volant engagera les filières (Figure 10).
Figure 10 – Filetage des tuyaux à l’aide de la tête de filière
à ouverture rapide n° 811-A
6. Tête de filière à ouverture rapide N° 811A (Figure
11) – Lorsque l’extrémité du tuyau en cours de file-
tage arrive à fleur de l’extrémité de la filière numéro
1, tournez le levier d’embrayage à la position
OPEN (ouverte) pour ramener les filières.
Tête de filière à ouverture automatique N° 815A
(Figure 12) – Lorsque la gâchette de la tête de
filière entre en contact avec l’extrémité du tuyau, le
levier d’embrayage s’ouvre automatiquement.
Tête de filière à ouverture semi-automatique (Fi-
gure 13) – Lorsque l’extrémité du tuyau en cours
de filetage arrive à fleur de l’extrémité de la filière
n° 1, tapez sur la poignée pour que les filières
libèrent le tuyau.
7. Tournez le volant du chariot pour retirer la tête de
filière du tuyau.
8. Ramenez la tête de filière en position relevée.
Retrait des tuyaux de la machine à
fileter
1. Tournez sèchement le volant du mandrin à serrage
rapide qui se trouve à l’avant de la machine à fileter
à droite à plusieurs reprises afin de libérer l’ouvrage
des mâchoires du mandrin à serrage rapide.
2. Le cas échéant, desserrez le dispositif de centrage
arrière en tournant à droite le volant qui se trouve à
l’arrière de la machine à fileter.
3. Retirez l’ouvrage de la machine à fileter en le tenant fermement lorsqu’il sort de la machine.
Avant de retirer un tuyau de grande longueur, assurez-vous que son extrémité la plus
éloignée de la machine est soutenue afin d’éviter les
risques de blessure en cas de chute du tuyau ou de
renversement du matériel.
4. Nettoyez toutes éclaboussures d’huile éventuelles
autour de la machine à fileter.
Installation des filières dans la tête de
filière à ouverture rapide (filetages à
droite et à gauche)
La tête de filière universelle N° 811A (Figure 11) pour
filetages à droite utilise quatre jeux de filières pour
couvrir le filetage des tuyaux allant de 1/8à 2 po de
diamètre. Un jeu de filières est nécessaire pour
chacune des sections suivantes : (1/8po), (1/4à 3/8po),
(1/2à 3/4po) et (1 à 2 po). Le filetage des tiges nécessite
un jeu de filières spécial pour chaque section de tige. Il
n’est pas prévu de filières à boulons pour les têtes de
filière universelles à filetage à gauche.
1. Posez la tête de filière sur l’établi avec les chiffres
vers le haut.
2. Mettez le levier d’embrayage à la position OPEN
(ouverte).
3. Desserrez le levier de blocage de trois tours environ.
4. Retirez la languette de la rondelle de serrage qui
se trouve dans la rainure sous la barre graduée.
Poussez le levier d’embrayage jusqu’au bout de la
rainure dans la direction de changement des
filières indiquée sur la plaque à cames.
5. Retirez les filières de la tête de filière.
6. Enfoncez les nouvelles filières jusqu’à leur repère
latéral. Les chiffres (1 à 4) des filières doivent
correspondre à ceux de la tête de filière.
7. Ramenez le levier d’embrayage en arrière jusqu’à
ce que la languette de la rondelle de serrage puise
retomber dans la rainure sous la barre graduée.
8. Réglez la barre graduée de la tête de filière pour
amener le repère du bras de liaison face à la
dimension voulue de la barre graduée. Pour le filetage des tiges, alignez le repère sur le repère
BOLT (boulon) de la barre graduée.
MISE EN GARDE
Page 34

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company32
Figure 11 – Tête de filière universelle à ouverture rapide
9. Serrez le levier de blocage.
10. Pour effectuer un filetage surdimensionné ou sousdimensionné, alignez le repère sur le repère approprié de la barre graduée en direction OVER
(surdimensionné) ou UNDER (sousdimensionné).
Installation des filières dans la tête de
filière à ouverture automatique (filetage à droite uniquement)
La tête de filière à ouverture automatique N° 815A
(Figure 12) nécessite quatre jeux de filières pour cou-
vrir le filetage des tuyaux allant de 1/8à 2 po de
diamètre. Un jeu de filières est nécessaire pour chacune des sections de tuyau suivantes : (1/8po), (1/4à
3
/8po), (1/2à 3/4po), et (1 à 2 po). Le filetage des
boulons nécessite un jeu de filières spécial pour
chaque section de boulon.
1. Posez la tête de filière automatique verticalement
sur l’établi.
2. Vérifiez que la gâchette est lâchée.
3. Desserrez le levier de blocage d’environ six tours
complets.
4. Retirez la vis de blocage de la rainure sous la barre
graduée de manière à ce que la goupille cylindrique de la vis de blocage échappe la rainure.
Positionnez la barre graduée de manière à ce que
la ligne de repérage de la vis de blocage s’aligne
avec l’extrémité de la position REMOVE DIES
(retirer filières).
5. Couchez la tête avec les chiffres vers le haut.
6. Retirez les filières de la tête de filière.
7. Enfoncez les nouvelles filières jusqu’à leur repère
latéral. Les chiffres (1 à 4) des filières doivent
correspondre à ceux de la tête de filière.
8. Ramenez le levier d’embrayage en arrière pour
verrouiller les filières.
9. Avec la tête en position verticale, tournez la plaque
à cames jusqu’à ce que la goupille de la vis de
blocage puisse être positionnée dans la rainure
sous la barre graduée. Les filières seront alors verrouillées dans la tête de filière. Vérifiez que la
goupille cylindrique est orientée vers l’extrémité de
la barre graduée portant la mention REMOVE
DIES (retirer filières).
10. Réglez la barre graduée de la tête de filière jusqu’à
ce que le repère de la vis de blocage ou de la barre
de liaison s’aligne avec le repère dimensionnel
voulu de la barre graduée.
Figure 12 – Tête de filière universelle à ouverture
automatique
11. Serrez le levier de blocage.
12. Pour effectuer un filetage surdimensionné ou sousdimensionné, alignez le repère sur le repère approprié de la barre graduée en direction OVER
(surdimensionné) ou UNDER (sousdimensionné).
Repère
Barre de
liaison
Levier de
vitesse
Rondelle
Tête
Levier de
blocage
Barre graduée
Goupille cylindrique
Repère
Barre graduée
Vis de
blocage
Levier
d’embrayage
Levier de
blocage
Gâchette
Page 35

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 33
Montage des filières sur les
têtes de filière Modèle 816/817
La tête de filière semi-automatique (Figure 13) pour
filetages à droite utilise quatre jeux de filières pour
couvrir le filetage des tuyaux allant de 1/8à 2 po de
diamètre. Un jeu de filières est nécessaire pour
chacune des sections suivantes : (1/8po), (1/4à 3/8po),
(1/2à 3/4po) et (1 à 2 po). Le filetage des tiges nécessite
un jeu de filières spécial pour chaque section de tige.
1. Appuyez sur la poignée pour faire reposer la plaque
à cames (Figure 13 – tête de filière Modèle 816/-
817) contre la butée comme indiqué.
2. Couchez la tête de filière à plat sur une table ou un
établi avec les chiffres vers le haut.
3. Tirez sur la manette du piston et poussez la poignée complètement à gauche.
4. Sélectionnez les filières appropriées en fonction de
la section désirée. (La section est indiquée à l’ar-
rière ou en surface des filières.)
5. Les chiffres indiqués sur les filières doivent correspondre à ceux des logements de la tête de filière.
Introduisez les filières jusqu’au repère avec le bord
numéroté vers le haut.
6. Ramenez la poignée à droite pour que la manette
du piston retombe à fleur de la tête de filière.
7. Pour sélectionner ou régler une dimension voulue,
desserrez la vis du bloc de dimension correspondant, déplacez le bloc vers la droite pour un filetage sousdimensionné et à gauche pour le surdimensionner. Lors du réglage des blocs avec de
nouvelles filières, commencez par la position centrale et partez de là.
Figure 13 – Tête de filière semi-automatique
Vérification de la longueur des filetages
1. La longueur des filetages sera correcte lorsque
l’extrémité du tuyau arrive à fleur de l’arrête des
filières (Figure 14).
2. La tête de filière peut être réglée de manière à
obtenir le diamètre de filets nécessaire. Si possible,
contrôlez les filets à l’aide d’une jauge à filets
(Figure 14). Le filetage est correct lorsque l’ex-
trémité du tuyau se trouve à plus ou moins un tour
d’être à fleur de la surface de la jauge à filets.
Figure 14 – Vérification de la longueur des filetages
Butée
dimensionnelle
Poignée
Manette du
piston
LL
Filière
Tuyau
Filière
Tuyau
A - Filetage à longueur intégrale
Début de filetage
A fleur
(longueur
nominale)
Un tour au-dessus
(longueur
maximale)
Un tour en dessous
(longueur minimale)
Bague
étalon
Filetage terminé
Filière à fleur
de l’extrémité
du tuyau
B - Vérification du filetage à l’intérieur de la jauge à filets
Page 36

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company34
NOTA ! A défaut d’une jauge à filets, un raccord fileté
peut être utilisé. Ce raccord doit être représentatif des ceux utilisés sur le chantier.
Le tuyau doit être fileté sur une distance suffisante pour permettre au raccord entre deux
et trois tours de serrage à la main. Si le filetage du tuyau ne correspond pas au diamètre
voulu, déplacez l’indexe en direction des
repères OVER (surdimensionné) ou UNDER
(sousdimensionné) de la barre de calibrage.
(Reportez-vous à la section “Installation des
têtes de filière”).
Mandrin à raccords n° 819
Le mandrin à raccords RIDGID n° 819 est prévu pour
le mandrinage rapide et facile des manchons, des
mamelons et des tiges lors du filetage.
Capacité : Tuyau standard de 1/8à 2 po NPT
Boulons et tiges de 1/4à 2 po UNC et UNF
Filetage des manchons et des mamelons
MISE EN GARDE !
Le sélecteur REV/OFF/FOR doit rester en position
OFF jusqu’à ce que le mandrin à raccords soit
installé et prêt à fileter.
1. Serrez le tuyau dans le mandrin de la machine.
Filetez et alésez une extrémité du tuyau, puis
coupez-le à la longueur de raccord voulu.
2. Positionnez le mandrin à raccords dans les mâ-
choires du mandrin de la machine à fileter (Figure
15). Serrez le mandrin à coups répétés du volant.
3. Positionnez l’insert avec sa petite ouverture vers le
corps du mandrin pour les tuyaux de 1/8à 3/4po, ou
avec sa grande ouverture vers le corps du mandrin
pour les tuyaux de 1 po. L’insert n’est pas utilisé
pour les tuyaux d’un diamètre supérieur à 11/4po.
Figure 15 – Installez le mandrin à raccords dans le
moteur d’entraînement
Figure 16 – Introduisez l’insert dans le mandrin à
raccords
4. Sélectionnez l’adaptateur de raccord approprié,
puis vissez-le dans le mandrin à raccords (Figure
17). Serrez avec la clé fournie avec le mandrin à
raccords.
Retirez les clés avant de mettre la
machine en marche afin d’éviter des accidents.
5. Vissez le raccord déjà fileté d’un bout manuelle-
ment dans l’adaptateur. Mettez le sélecteur directionnel à la position ON (marche) et appuyez sur la
pédale de commande. Alésez et filetez l’autre
extrémité.
6. Introduisez l’ergot de la clé dans un des trous du
collier de serrage du mandrin à raccords, puis tournez (Figure 18). Dévissez le raccord fileté à la
main.
Adaptateurs pour tuyaux Adaptateurs pour tiges
1
/8 po, 1/4 po, 3/8 po, 1/2 po de 1/4à 2 po UNC
3
/4 po, 1po, 11/4 po, 11/2 po de 1/4à 11/2po UNF
MISE EN GARDE
Page 37

Retirez les clés avant de mettre la
machine en marche afin d’éviter des accidents.
Figure 17 – Installation du mandrin à raccords
Figure 18 – Installation du raccord incomplet et libéra-
tion du raccord fini à l’aide de la clé
Adaptateur de rainureuse
n° 916 pour 300 Compact
NOTA ! Cet adaptateur est nécessaire pour le montage
de la rainureuse à galet n° 916 sur la machine
à fileter 300 Compact.
NOTA ! Le support n° 250 doit être relevé et verrouillé
avant d’installer l’adaptateur de la 916.
1. Relevez le coupe-tubes, la tête de filière et l’alésoir.
Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 35
2. Amenez le chariot aussi près que possible du
volant.
3. L’adaptateur de la 916 doit être orienté de manière
à ce que ses rails de prolongation dépassent à
l’avant de la machine. Notez que la broche de
retenue est attachée du côté ‘opérateur’ de l’adap-
tateur de la 916.
4. Attachez l’adaptateur à la 300 Compact en plaçant
sa selle sur le rail arrière (opposé) et en rabaissant
le côté ‘opérateur’ de l’adaptateur sur le rail côté
‘opérateur’. La partie centrale de l’adaptateur recouvrira les rails avant de la 300 Compact (Figure 19).
Figure 19 – Broche de verrouillage sur adaptateur de la
916
5. Introduisez la broche de retenue à travers les
orifices prévus en vous assurant que la broche
traverse bien les deux orifices. La broche doit être
correctement installée afin d’assurer le verrouillage
de l’adaptateur.
6. Attachez la rainureuse n° 916 aux rails de prolongation de l’adaptateur comme indiqué à l’article 4
précédent (Figure 20).
7. Introduisez la barre d’entraînement dans le mandrin. Ne serrez pas encore le mandrin.
8. Attachez l’extrémité ouverte de la barre d’entraînement au poteau d’entraînement qui se trouve à
l’arrière de la rainureuse n° 916 en faisant attention
de bien serrer les vis de blocage de la tête de la
barre d’entraînement sur les plats du poteau
d’entraînement de la 916.
9. Centrez la barre d’entraînement dans le mandrin et
serrez le mandrin à fond à coups de volant.
10. Tournez le bouton de la machine à la position
voulue, puis procédez au rainurage.
MISE EN GARDE
Page 38

MISE EN GARDE !
Familiarisez-vous complètement avec le mode
d’emploi de la rainureuse à galets 916 avant de
commencer à rainurer des tuyaux.
NOTA ! Avant de transporter la 300 Compact montée
sur le support n° 250, il est IMPERATIF d’enlever la rainureuse à galets n° 916 et son
adaptateur. Ceux-ci empêcheraient le support
n° 250 de se verrouiller en position repliée.
Figure 20 – Rainureuse à galets modèle 916 et adaptateur
montés sur la 300 Compact.
Accessoires
MISE EN GARDE !
Seuls les produits RIDGID suivants sont prévus
pour fonctionner avec la machine à fileter 300
Compact. Les accessoires prévus pour d’autres
types d’appareil peuvent être dangereux s’ils
sont utilisés avec cette machine à fileter. Afin
d’éviter de graves blessures, servez-vous exclusivement des accessoires indiqués ci-dessous.
Accessoires pour machine à fileter
Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company36
Supports :
Support pliant n° 250
Support roulant avec coffret n° 200
Support roulant avec plateau n° 150
Support fixe avec plateau n° 100
Porte-tubes
VJ99; VJ98; RJ99
Mandrin à raccords n°819 (filetage à droite uniquement)
Adaptateurs
pour tuyaux.................1/8à 11/2 po
Adaptateurs
pour tiges....................1/4à 2 po (UNC)
1
/4à 11/2po (UNF)
Mâchoires pour tuyaux enduits
NOTA ! Consultez le catalogue Ridge Tool pour une
liste complète des porte-tubes, huiles de coupe
et filières disponibles.
Entretien
MISE EN GARDE !
Assurez-vous que l’appareil est débranché avant
tout entretien ou réglage.
Lubrification
Une bonne lubrification est essentielle à la fiabilité et
à la longévité du système d’entraînement.
Deux graisseurs sont prévus sur le capot pour la lubrification des paliers avant et arrière de la machine (Figure
21). Ces paliers doivent être graissés régulièrement,
selon l’intensité d’utilisation de la machine.
Figure 21 – Points de lubrification des paliers
Ø
tuyaux
1
/8à 2 po
1
/8à 2 po
1
/4à 2 po
1
/8à 3/4po
1 à 2 po
1
/8à 2 po
1
/8à 2 po
–
–
Modèle
811A NPT
815A NPT
842 NPT
816 NPT
817 NPT
811A BSPT
815A BSPT
531 Boulon
532 Boulon
Têtes de filières :
Ø
boulons
1
/4à 2 po
1
/4à 2 po
–
–
1
/4à 2 po
1
/4à 2 po
1
/4à 2 po
1
/4à 1 po
11/8à 2 po
Filières
Universelles
Universelles
Universelles
Universelles
Universelles
Universelles
Universelles
500B
500B
Ouverture
Rapide
Automatique
Rapide
TAP
TAP
Rapide
Automatique
Rapide
Rapide
Filetage
à droite
à droite
à gauche
à droite
à droite
à droite
à droite
droite/gauche
droite/gauche
Graisseurs
Page 39

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 37
Entretien du système de lubrification
Le système de lubrification doit être nettoyé selon la
méthode suivante afin d’assurer le bon fonctionnement
de la machine à fileter :
1. Changez l’huile de coupe lorsqu’elle devient sale
ou contaminée. Pour vidanger l’huile, placez un
récipient sous le bouchon de vidange et enlevez le
bouchon.
2. Nettoyez le tamis de filtration d’huile régulièrement
afin de maintenir un débit d’huile propre et adéquat
vers l’ouvrage. Le tamis de filtration est situé en
bas du réservoir d’huile. Pour nettoyer le tamis de
filtration, desserrez la vis qui retient le filtre à
l’embase et retirez le filtre de la conduite de lubrification. Nettoyez le tamis de filtration dans du
solvant suivi, si possible, d’un soufflage à l’air comprimé. Ne laissez pas tourner la machine sans son
tamis de filtration d’huile.
NOTA ! L’huile de coupe RIDGID Thread Cutting Oil
assure à la fois des filetages de haute qualité
et la longévité des filières. Consultez les éti-
quettes des bidons d’huile pour les consignes
d’utilisation et de manipulation correspondantes. Le recyclage de l’huile doit se faire selon
les prévisions réglementaires applicables.
Remplacement des mâchoires
NOTA ! Lorsque les dents des mâchoires deviennent
usées au point de ne plus retenir le tuyau ou la
tige durant le filetage, remplacez le jeu complet
de mâchoires. Nettoyez les dents de mâchoire
quotidiennement avec une brosse métallique.
1. Introduisez un tournevis dans l’encoche de la
mâchoire et tournez-le d’un quart de tour d’un côté
ou de l’autre.
2. Placez la mâchoire latéralement sur la goupille de
verrouillage et enfoncez-la aussi loin que possible.
3. Tenez la mâchoire appuyée avec un tournevis,
puis tournez-la jusqu’à ce que ses dents se trouvent vers le haut.
Figure 22 – Remplacement des mâchoires
Remplacement des balais du moteur
NOTA ! Vérifiez les balais du moteur tous les six (6)
mois et remplacez-les dès qu’ils sont usés à
moins de 1/2po.
1. Débranchez la machine.
2. Desserrez complètement les quatre vis de retenue
du capot moteur et retirez le capot (Figure 23).
Figure 23 – Desserrage des vis du capot moteur
3. Desserrez les porte-balais et retirez les balais.
4. Installez les nouveaux balais.
5. Réinstallez les porte-balais et le capot moteur.
MISE EN GARDE !
Ne pas utiliser la machine sans son capot. Réinstallez le capot dès que vous avez remplacé les
balais.
Dépose
Installation
Tournevis
Mâchoire
Goupille
Dents
ENFONCEZ
➔
Vis du
capot
moteur
Page 40

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company38
Stockage de la machine
MISE EN GARDE !
Tout matériel électrique doit être rangé à
l’intérieur ou bien protégé en cas de pluie.
Stockez la machine dans un local fermé à clé et
hors de la portée des enfants et des individus non
accoutumés aux machines à fileter. Cette
machine peut provoquer de graves blessures
entre les mains d’un utilisateur sans formation.
Service après-vente
MISE EN GARDE !
L’entretien et la réparation de cette machine à
fileter doivent être confiés à un réparateur
qualifié. La machine doit être confiée à un
réparateur RIDGID indépendant ou renvoyée à
l’usine. Toutes réparations effectuées par les
services techniques Ridge sont garanties contre
les vices de matériel et de main d’œuvre.
MISE EN GARDE !
Des pièces de rechange identiques aux pièces
d’origine doivent être utilisées lors de toute
intervention sur cette machine. Le non-respect
de cette consigne pourrait créer un risque de
choc électrique ou d’autre grave blessure
corporelle.
En cas de questions concernant l’entretien ou la
réparation de cet appareil veuillez appeler ou écrire
selon les coordonnées suivantes :
Ridge Tool Company
Technical Service Department
400 Clark Street
Elyria, Ohio 44035-6001
Tél. : (800) 519-3456
E-Mail : TechServices@ridgid.com
Pour obtenir les coordonnées du réparateur agréé le
plus proche, veuillez consulter la Ridge Tool Company
au (800) 519-3456 ou http://www.ridgid.com
Page 41

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company 39
Schémas électriques
Neutre
Terre
Pédale de commande
Antiparasite
230V/25-60Hz
Neutre
Terre
Bleu
Blanc
Rouge
Jaune
Vert
Noir
Blanc
115/230V
(Extrême Orient)
Vert
Neutre
Terre
Bleu
Marron
Jaune/Vert
Pédale de commande
Bleu
Marron
Jaune/Vert
Bleu
Blanc
Rouge
Jaune
Jaune/Vert
Noir
Noir
Antiparasite
115V/25-60Hz
Interrupteur
Marche/Arrêt
Page 42

Machine à fileter pour tuyaux et boulons modèle 300 Compact
Ridge Tool Company40
Schémas électriques (suite)
115V (américain)
Bleu
Blanc
Rouge
Jaune
Noir
Vert/Jaune
Blanc
Blanc
Blanc
Carter machine
Noir
Noir
Marche AR
Marche AV
Arrêt
1700 Watts
220/240V, 8A
115V, 15A
Page 43

Máquina Roscadora para tubos y pernos Compacta 300
Apunte aquí el número de serie del producto. Se encuentra en su placa de características.
No. de
Serie
Máquina Roscadora
para tubos y pernos
Compacta 300
Page 44

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company42
Índice
Ficha para apuntar el Número de Serie de la máquina...........................................................................................41
Información general de seguridad
Zona de trabajo ........................................................................................................................................................43
Seguridad eléctrica...................................................................................................................................................43
Seguridad personal ..................................................................................................................................................43
Uso y cuidado de la máquina ...................................................................................................................................44
Servicio.....................................................................................................................................................................44
Información específica de seguridad
Seguridad del interruptor de pie ...............................................................................................................................44
Seguridad de la máquina..........................................................................................................................................45
Descripción, especificaciones y accesorios
Descripción...............................................................................................................................................................45
Especificaciones.......................................................................................................................................................45
Montaje de la máquina ..............................................................................................................................................46
Revisión de la máquina..............................................................................................................................................49
Preparación de la máquina y de la zona de trabajo ................................................................................................50
Empleo de herramientas montadas a la máquina
Instalación del tubo ..................................................................................................................................................51
Corte de tubos con el Corta-tubos No. 360..............................................................................................................51
Escariado de tubos con el Escariador No. 344 ........................................................................................................52
Roscado de tubos o vástagos con Cabezales de Terrajas
de Apertura Rápida, de Auto-apertura o Semiautomáticos......................................................................................52
Extracción del tubo ..................................................................................................................................................53
Instalación de terrajas en Cabezales de Terrajas de Apertura Rápida (a mano derecha y a mano izquierda)................53
Instalación de terrajas en un Cabezal de Terrajas de Auto-apertura (solamente a mano derecha)........................54
Instalación de terrajas en un Cabezal de Terrajas Semiautomático ........................................................................55
Verificación de la longitud de la rosca......................................................................................................................55
Mandril Niplero No. 819
Procedimiento para roscar niples o acoplamientos cortos.......................................................................................56
Brazo adaptador para el Ranurador a rodillos No. 916............................................................................................57
Accesorios ..................................................................................................................................................................58
Instrucciones para el mantenimiento
Lubricación ...............................................................................................................................................................59
Mantenimiento del sistema de lubricación................................................................................................................59
Recambio de las piezas de inserción para las mordazas ........................................................................................59
Recambio de las escobillas del motor......................................................................................................................60
Almacenamiento de la máquina................................................................................................................................60
Servicio y reparaciones..............................................................................................................................................60
Diagramas de cableado ........................................................................................................................................61-62
Garantía vitalicia ................................................................................................................................carátula posterior
Page 45

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 43
Información general de seguridad
¡
ADVERTENCIA! Lea y comprenda todas las instruc-
ciones. Pueden ocurrir golpes eléctricos, incendios y/o lesiones personales
graves si no se siguen todas las instrucciones detalladas a continuación.
¡
GUARDE ESTAS INSTRUCCIONES!
Seguridad en la zona de trabajo
• Mantenga su área de trabajo limpia y bien iluminada. Los bancos de trabajo desordenados y las zonas
oscuras invitan a que se produzcan accidentes.
• No haga funcionar máquinas motorizadas en
atmósferas explosivas, como por ejemplo, en la
presencia de líquidos, gases o polvos inflamables. Las máquinas generan chispas que pueden
encender el polvo o los gases.
• Al hacer funcionar una máquina, mantenga apartados a los espectadores, niños y visitantes. Las
distracciones pueden hacerle perder el control de la
máquina.
• Mantenga el piso seco y libre de materiales resbaladizos, como aceites. Los suelos resbalosos
provocan accidentes.
• Vigile y rodee la zona de trabajo con barreras
cuando la pieza de trabajo se extienda más allá
de la máquina. Una barricada que deje un mínimo
de tres (3) pies de espacio alrededor de la pieza de
trabajo reducirá el riesgo de enganches.
Seguridad eléctrica
• Las máquinas provistas de una conexión a tierra
deben ser enchufadas a un tomacorriente debidamente instalado y conectado a tierra de
acuerdo con todos los códigos y reglamentos.
Jamás extraiga del enchufe de la máquina la tercera clavija que conduce a tierra ni lo modifique
de manera alguna. No use ningún tipo de enchufes adaptadores. Consulte a un electricista
calificado si no puede determinar si el tomacorriente está debidamente conectado a tierra. En
el caso de que la máquina sufra una avería eléctrica
o de otro tipo, la conexión a tierra proporciona una
vía de baja resistencia para conducir la electricidad
lejos del usuario.
• Evite que su cuerpo haga contacto con superficies conectadas a tierra. Si su cuerpo queda
conectado a tierra, aumenta el riesgo de que sufra
un choque eléctrico.
• No exponga las máquinas eléctricas a la lluvia
o a condiciones mojadas. Si agua penetra en
una máquina a motor, aumenta el riesgo de que se
produzca un golpe eléctrico.
• No maltrate el cordón. Nunca use el cordón para
sacar el enchufe del tomacorriente. Mantenga el
cordón lejos de fuentes de calor, aceite, bordes
cortantes o piezas movibles. Recambie los cordones dañados de inmediato. Los cordones en
mal estado aumentan los riesgos de que se produzca un choque eléctrico.
• Al hacer funcionar una máquina a motor a la
intemperie, emplee un cordón de extensión fabricado para uso exterior y rotulado “W-A” o
“W”. Estos cordones han sido diseñados para su
empleo al aire libre y reducen el riesgo de que se
produzca un choque eléctrico.
• Use solamente un cordón de extensión de tres
alambres equipado con un enchufe de tres clavijas para conexión a tierra, y tomacorrientes tripolares que acojan a las tres clavijas del enchufe
de la máquina. Otros alargadores no conectarán la
máquina a tierra y aumentarán el riesgo de que se
produzca un choque eléctrico.
• Use cordones de extensión apropiados. (Vea la
tabla). Una dimensión insuficiente del conductor
causará una caída excesiva del voltaje y una pér-
dida de potencia.
• Mantenga todas las conexiones eléctricas
secas y levantadas del suelo. No toque los
enchufes o la máquina con las manos mojadas.
De esta manera se evita un choque eléctrico.
Seguridad personal
• Manténgase alerta, preste atención a lo que
está haciendo y use sentido común cuando
trabaje con una máquina a motor. No la use si
está cansado o se encuentra bajo la influencia
Clavija para la
conexión a tierra
Tapa del
enchufe conectado
a tierra
Clavija para la
conexión a tierra
Dimensión mínima de alambre para cordones de extensión
Amperios en
la placa de Longitud total (en pies)
características
0-25 26-50 51-100
0-6 18 AWG 16 AWG 16 AWG
6-10 18 AWG 16 AWG 14 AWG
10-12 16 AWG 16 AWG 14 AWG
12-16 14 AWG 12 AWG
NO SE RECOMIENDA
Page 46

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company44
de drogas, alcohol o medicamentos. Sólo un
breve descuido mientras hace funcionar una má-
quina a motor puede resultar en lesiones personales
graves.
• Vístase adecuadamente. No lleve ropa suelta ni
joyas. Amarre una cabellera larga. Mantenga su
cabello, ropa y guantes apartados de las piezas
en movimiento. La ropa suelta, las joyas o el pelo
largo pueden engancharse en la piezas móviles.
• Evite echar a andar la máquina sin querer. Antes
de enchufarla, asegure que su interruptor se encuentre en la posición OFF (apagado). Enchufar
máquinas que tienen el interruptor en la posición de
encendido (ON) constituye una invitación a que se
produzcan accidentes.
• Antes de colocar el interruptor en la posición
de ON (encendido) extraiga todas las llaves de
regulación. Una llave mecánica o una llave que
se haya dejado acoplada a una pieza giratoria de
la máquina puede ocasionar lesiones personales.
• No trate de extender su cuerpo para alcanzar
algo. Mantenga sus pies firmes en tierra y un
buen equilibrio en todo momento. Al mantener
el equilibrio y los pies firmes, tendrá mejor control
sobre la máquina en situaciones inesperadas.
• Use equipo de seguridad. Siempre lleve protección para la vista. Cuando las condiciones lo
requieran, debe usar mascarilla para el polvo,
calzado de seguridad antideslizante, casco duro o
protección para los oídos.
Uso y cuidado de la máquina
• Si el conmutador de ENCENDIDO/APAGADO
no funciona, no use la máquina. Cualquier má-
quina que no pueda ser controlada mediante su
interruptor es peligrosa y debe ser reparada.
• Antes de efectuar trabajos de regulación, de
cambiar accesorios o de almacenar la máquina,
desconecte el enchufe de la fuente de corriente
eléctrica. Este tipo de seguridad preventiva reduce
el riesgo de poner la máquina en marcha involuntariamente.
• Almacene las máquinas que no estén en uso
fuera del alcance de los niños y de otras personas sin entrenamiento. Las herramientas son
peligrosas en las manos de usuarios no capacitados.
• Verifique si las piezas movibles están desalineadas o agarrotadas, si hay piezas quebradas
y si existe cualquiera otra condición que pueda
afectar el funcionamiento de la máquina. En el
caso de estar dañada, antes de usar la máquina,
hágala componer. Numerosos accidentes son cau-
sados por herramientas que no han recibido un
mantenimiento adecuado.
• Solamente use accesorios recomendados para
su modelo. Los accesorios que son los adecuados
para una máquina pueden ser peligrosos acoplados
a otra máquina.
• Mantenga los mangos limpios y secos, libres
de aceite y grasa. Esto permite un mejor control
de la máquina.
Servicio
• Los trabajos de servicio a la máquina sólo deben
ser efectuados por personal de reparación calificado. El servicio o mantenimiento practicado por
personal no calificado para efectuar reparaciones
puede resultar en lesiones.
• Cuando le haga mantenimiento a una herramienta, debe usar únicamente repuestos o
piezas de recambio idénticas. Siga las instrucciones en la Sección de Mantenimiento de este
manual. Pueden producirse choques eléctricos o
lesiones personales si no se emplean piezas y
partes autorizadas o si no se siguen las instrucciones de mantenimiento.
Información específica
de seguridad
ADVERTENCIA
Lea este Manual del Operario cuidadosamente
antes de usar la Roscadora Compacta No. 300.
Pueden producirse choques eléctricos, incendios
y/o graves lesiones personales si no se comprenden y siguen todas las instrucciones de este
manual.
Si tiene cualquier pregunta, llame al Departamento de
Servicio Técnico de Ridge Tool Company al (800)
519-3456.
Seguridad del Interruptor de Pie
ADVERTENCIA
El uso de una máquina roscadora sin un interruptor de pie aumenta el riesgo de que se produzca una lesión personal grave. El interruptor
de pie le permite controlar la máquina porque
con sólo quitar el pie se apaga el motor. Si la
ropa se le llegara a enganchar en la máquina,
continuará enrollándose tirándolo a usted hacia
Page 47

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 45
la máquina. Debido a que la máquina dispone de
un elevado par de torsión, la ropa misma puede
envolvérsele alrededor del brazo u otras partes
del cuerpo con suficiente fuerza como para
triturarle o quebrarle los huesos.
Seguridad de la máquina
• La Máquina Roscadora ha sido diseñada para
roscar y cortar tubos o pernos y para propulsar
equipos de ranurado a rodillos. Siga las instrucciones para usar esta máquina correctamente. No la emplee para otros propósitos
tales como la perforación de agujeros o para
girar un torno o malacate. Usar esta Roscadora
para otras tareas o hacerle modificaciones para
someterla a otros usos aumentará el riesgo de que
se produzcan lesiones.
• Asegure la máquina a un banco o a un soporte.
Apoye los tubos largos y pesados con soportes
para tubos. Esto evitará que la máquina se vuelque.
• No lleve guantes ni ropa suelta cuando la
máquina esté en funcionamiento. Mantenga las
mangas y las chaquetas abotonadas. No extienda su cuerpo sobre la máquina ni el tubo.
La ropa se le puede enganchar en el tubo y causar
graves lesiones personales.
• Haga funcionar la máquina desde el lado en que
se encuentra el interruptor de REV/OFF/FOR (reversa/apagada/adelante). Esto elimina la necesidad
de extender su cuerpo por encima de la máquina.
• No use la máquina si le falta el interruptor de
pie o está averiado. El interruptor de pie es un
dispositivo de seguridad diseñado para evitar
lesiones graves.
• Mantenga sus manos apartadas de los tubos y
fittings que giran. Detenga la máquina antes de
limpiar las roscas de un tubo o de atornillar un
acoplamiento o fitting. Permita que la máquina
se detenga por completo antes de tocar el tubo
o los portaherramientas de la máquina. Estas
prácticas evitarán los enganches y que usted se
lesione de gravedad.
• No emplee esta máquina para fabricar o quebrar
acoplamientos o fittings. La máquina no fue
fabricada para dichas tareas, y puede ocasionar
lesiones graves.
• Apriete el volante del mandril y enganche el
dispositivo de centrado trasero contra el tubo
antes de poner la máquina en funcionamiento.
Así se evita la oscilación del tubo.
• Mantenga las tapas o cubiertas de la máquina en
su lugar. No la haga funcionar sin sus cubiertas.
Ud. puede ser herido de gravedad si una parte de su
cuerpo se engancha en una pieza movible.
• Cuando no se use la máquina, bloquee el interruptor de pie con su pestillo (Figura 1). Esto evita
la puesta en marcha involuntaria de la máquina.
Figura 1 – Interruptor de Pie con pestillo
Descripción, especificaciones
y equipo estándar
Descripción
La máquina Roscadora Compacta Modelo 300 de
RIDGID es una máquina eléctrica motorizada que centra
y sujeta en su portaherramientas o mandril un tubo, conducto, o vástago (de pernos o tornillos), haciéndolo girar
mientras lo rosca, lo corta o lo escaria. El interruptor de
REV/OFF/FOR (reversa/apagado/adelante) permite la
selección de un funcionamiento hacia la derecha o
izquierda. Las terrajas roscadoras se montan en
cabezales de terrajas de auto-apertura o de apertura
rápida. La máquina cuenta con un sistema de aceitado
automático para lubricar la pieza de trabajo.
La máquina Roscadora RIDGID Modelo 300 Compacta
también puede usarse como impulsora de un equipo
de ranurado a rodillos. Cuando se acopla al riel del
carro de la Roscadora, el equipo de ranurado a rodillos
labra ranuras estándar en tubos de una variedad de
tamaños y materiales.
Especificaciones
Capacidad de roscado....tubos de 1/8a 2 pulgadas
pernos de 1/4a 2 pulgadas
Mandril...........................portaherramientas de agarre
rápido con inserciones reemplazables para la mordaza
Page 48

Todas las máquinas cuentan con un motor universal
monofásico de 25 a 60 Hz y 1/2hp.
¡
NOTA! Las terrajas NPT son únicamente para cabe-
zales de terrajas NPT. Las terrajas BSPT son
únicamente para cabezales de terrajas BSPT.
Al formular un pedido, por favor indique el
número de la pieza en el catálogo. Se
recomienda el uso de terrajas de alta velocidad con máquinas de 52 rpm o más.
Montaje de la máquina
ADVERTENCIA
Se requiere montar la Roscadora correctamente
para evitar lesiones de gravedad. Deben seguirse
los siguientes procedimientos:
Montaje de la máquina sobre un soporte
La máquina puede montarse en cualquiera de los
cuatro soportes listados a continuación.
Soporte abatible con ruedas No. 250
1. Con el soporte en su posición levantada, coloque la
máquina sobre el soporte con el carro apuntando
hacia los pistones neumáticos.
2. Coloque los ganchos de acero en forma de “J” en la
parte trasera de la máquina, de tal manera que los
ganchos apunten hacia los pistones neumáticos y
se envuelvan firmemente alrededor del sostén
horizontal del soporte. Fíjelos con pernos hexagonales de 10 mm. y apriételos a fondo.
Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company46
Dispositivo de
centrado trasero............a tornillo, gira con el mandril
Velocidad de
funcionamiento..............38 rpm ó 52 rpm
Motor:
Tipo ............................universal
Fuerza........................
1
/2hp
Voltaje ........................corriente alterna monofásica
120V, 25-60 Hz (230V a
pedido)
Amperaje....................15 amps (36 rpm)
18 amps (54 rpm)
Controles.......................conmutador rotatorio
FOR/OFF/REV
(adelante/apagado/reversa),
e interruptor de pie ON/OFF
(encendido/apagado)
Bomba...........................del tipo Gerotor
Cortatubos.....................No. 360 – de rueda, auto-
centrante y completamente
flotante.
Tubos: de 1/8hasta 2 pulgadas
Pernos: de 1/4hasta 1 pulgada
Escariador.....................No. 344 – cono de 5 estrías,
a mano derecha.
Tubos: de 1/8hasta 2 pulgadas
Peso..............................115 libras
Equipo estándar
Máquina Roscadora Manual Modelo No. 535 con
interruptor de pie
1 – Cabezal de terrajas universal de apertura rápida
No. 811-A
1 – Escariador No. 344
1 – Cortatubos No. 360
1 – juego de terrajas universales de aleación de
1
/2a
3
/4pulgadas
1 – juego de terrajas universales de aleación de 1 a 2
pulgadas
1 – galón de aceite Nu-Clear
Modelo
No.
250
100A
150A
200A
Descripción
Soporte abatible con ruedas
Soporte universal con patas y bandeja
Soporte universal con ruedas y bandeja
Soporte universal con ruedas y armario
Soportes para la máquina
Máquinas
No. en el
catálogo
66947
67182
73447
75602
58752
58757
Modelo
No.
Compacta 300
Kit de la
Compacta 300
Compacta 300
Kit de la
Compacta 300
Compacta 300
Compacta 300
Descripción
115V 25-60 Hz
1/2 a 2 pulgs. NPT
1/2 a 2 pulgs. NPT – incluye
Soporte abatible con ruedas
Modelo 250
1/2 a 2 pulgs. NPT, 115v, 25-60Hz
1/2 a 2 pulgs. NPT, 115v, 25-60Hz
– incluye Soporte abatible con
ruedas Modelo 250
1/2 a 2 pulgs. BSPT, 230v, 2560Hz (Australia solamente)
1/2 a 2 pulgs. NPT, 230v, 25-60Hz
(para exportación solamente)
rpm
38
38
52
52
38
38
voltios
115
115
115
115
230
230
Page 49

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 47
3. Coloque la placa delantera de tal manera que el
tapón para el vaciado del aceite quede alineado
con el agujero del tapón de vaciamiento situado en
la placa. Las barras de enclavamiento deben
quedar fijas en posición elevada dentro de los agujeros en las patas interiores del Soporte. Fije la
placa con pernos hexagonales de 10 mm. Apriételos a fondo.
4. Para levantar o bajar el Soporte No. 250 con la
máquina Compacta No. 300 montada en ella,
párese frente a la máquina por el lado donde está
el carro. Apriete las barras de enclavamiento, juntándolas, para desengancharlas de los agujeros de
enclavamiento. Para levantar, tire (hacia arriba) de
la barra horizontal del Soporte. Para bajar, empuje
la barra horizontal hacia abajo.
5. Cuando se transporte la máquina Compacta No.
300 sobre el Soporte No. 250 debe usarse la placa
para sellar la presión del aceite. Para insertar esta
placa, extraiga la bandeja para virutas, deslice la
lengüeta de la placa debajo del volante del mandril
de la Compacta 300, fuerce el clip de resorte hacia
abajo, hasta enganchar en el borde delantero del
bastidor de la máquina, como se muestra en la
Figura 2A. El sello de goma debajo de la placa de
sellado cubrirá los agujeros de vaciamiento en la
bandeja de goteo.
Figura 2 – La Compacta No. 300 sobre un Soporte abati-
ble con ruedas No. 250
Figura 2A – Placa para sellar la presión del aceite
instalada correctamente
Soportes Universales Modelos 100A,
150A ó 200A
1. El diagrama y la lista de piezas para los soportes se
incluyen en la Lista de Repuestos de la Modelo 300.
2. Ensamble el soporte con las calcomanías interiores
apuntando hacia el interior del soporte (Figura 3).
3. Introduzca las barras del freno en la parte de abajo de las patas, como se muestra en el dibujo.
Use los cuatro (4) pernos hexagonales de 3/8- 16
x 21/2pulgs. para fijar las patas a la viga cruzada.
Ponga las dos mitades del freno del soporte a la
distancia correcta para que encajen en las patas
traseras del soporte. El Soporte No.100A con
Patas y Bandeja no requiere la barra de frenado
ni la incluye.
Page 50

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company48
Figura 3 – Soporte
4. Introduzca el eje en el bastidor y fíjelo con una
arandela y una tuerca de 1/2pulgada. Coloque la
barra de frenado de tal manera que el extremo de
la barra quede sujeto por el cañón del eje. Corra
una rueda por el eje, luego una arandela plana
por el eje y coloque una chaveta para retener la
rueda en el eje.
5. Monte la máquina sobre el soporte empleando
cuatro (4) pernos, uno en cada esquina de la base.
Para funcionar en forma óptima y equilibrada, las máquinas RIDGID deben montarse al soporte sobre los agujeros correctos (Figura 3).
Figura 4 – Roscadora Compacta No. 300 sobre un
Soporte con ruedas y armario No. 200A
Figura 5 – Roscadora Compacta No. 300 sobre un
Soporte de patas y bandeja No. 100A
Montaje de la máquina sobre un banco
1. Si no se emplea un soporte, la máquina debe
montarse sobre un banco estable. Para montarla
sobre un banco, atornille cuatro (4) pernos de 5/
16
pulgada por los agujeros provistos en las cuatro
esquinas de la base de la máquina.
Si no se monta la máquina roscadora sobre un soporte o banco estable, la máquina
puede volcarse y causar lesiones graves.
Parte delantera
de la No. 1224
Parte delantera de la
535 (anterior al 2001)
detalle de
la sección
Parte trasera de las 300
Compacta, 1233 y 1822
Parte delantera de las 300
Compacta, 1233 y 1822
Se requieren
4 pernos
hexagonales de
3
/8- 16 x 21/2pulgs.
535-A y 535
Manual
(año 2001)
535-A y
535 Manual
(año 2001)
Parte trasera de
la 535, modelo
anterior al año
2001
CUIDADO
ADVERTENCIA
Page 51

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 49
Revisión de la máquina
ADVERTENCIA
Revise su máquina Roscadora para evitar
lesiones graves. Los siguientes procedimientos
de inspección deben realizarse a diario:
1. Asegure que la Roscadora esté desenchufada y
que su conmutador direccional se encuentre en la
posición de OFF (apagado) (Figura 6).
Figura 6 – Roscadora Compacta No. 300
2. Limpie las mordazas del mandril con una escobilla
metálica.
3. Revise las piezas de inserción de las mordazas
por si están desgastadas en exceso. Consulte las
Instrucciones de Mantenimiento si necesitan
recambio.
¡
NOTA! Para impedir que las piezas de trabajo
revestidas o las plásticas se dañen, deben
usarse inserciones especiales para las
mordazas (No. 97365).
4. Asegure que el interruptor de pie esté presente y
acoplado a la Roscadora.
No haga funcionar la Máquina Ros-
cadora sin su interruptor de pie.
5. Inspeccione el cordón eléctrico y el enchufe para
comprobar que están en buen estado. Si el enchufe
ha sido modificado, no tiene su clavija de conexión a
tierra, o el cordón está dañado, no use la Roscadora
hasta que el cordón haya sido cambiado.
6. Revise la Roscadora para asegurar que no le falten
piezas, que no tenga partes quebradas, desalineadas o agarrotadas, o por si existe cualquiera otra
condición que pueda afectar el funcionamiento normal y seguro de la máquina. Si detecta cualquier
defecto, no use la Roscadora hasta que no haya
sido reparada.
7. Lubrique la Roscadora si es necesario, de acuerdo
con las Instrucciones de Mantenimiento.
8. Emplee las herramientas y accesorios indicados
para su Roscadora y las correctas para los usos
que tendrán. Las herramientas y accesorios correctos le permitirán efectuar un trabajo satisfactorio y
seguro. Los accesorios diseñados para usarse con
otros equipos pueden resultar peligrosos si se
usan con esta Roscadora.
9. Limpie el aceite, grasa o mugre de todos los mangos y controles. Así no se resbalan las herramientas o mangos de sus manos y disminuye el riesgo
de que ocurran lesiones.
Revise los filos de corte de las herramientas y terrajas. Si es necesario, recámbielas antes de usar
la Roscadora. Las herramientas de corte y terrajas
desafiladas pueden producir agarrotamientos, roturas en la máquina y roscas de baja calidad.
Limpie las virutas metálicas y otros desechos de la
bandeja de virutas de la Roscadora. Revise el nivel
y el estado del aceite para cortar roscas. Cambie o
agregue aceite si es necesario. Al depósito en la
base le caben aproximadamente cinco (5) cuartos
de galón de aceite para roscar.
¡
NOTA! S i va a emplear el Soporte abatible 250,
asegúrese de extraer la placa para el sellado
del aceite.
¡
NOTA! El aceite para cortar roscas lubrica y enfría
las roscas durante la operación de roscado.
El aceite sucio o de baja calidad puede producir roscas deficientes.
¡
NOTA! Para vaciar el aceite sucio y efectuar el man-
tenimiento adecuado al sistema de lubricación,
consulte las “Instrucciones de Mantenimiento”.
Dispositivo
de centrado
trasero
CONMUTADOR
REV/OFF/FOR
Cubierta
del motor
Pasamano
Bandeja de
virutas
Volante de las
mordazas del
mandril
Volante
del carro
Pasamano
delantero
Cabezal de terrajas
de apertura rápida
Cortatubos No. 820
(estándar)
Escariador
ADVERTENCIA
Page 52

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company50
7. Sitúe el interruptor de pie donde el operario pueda controlar en forma segura la máquina, las herramientas y la pieza de trabajo. Debe permitir
que el operario:
• quede parado frente al conmutador direccional.
• accione el pedal del interruptor de pie con su
pie izquierdo.
• pueda alcanzar con facilidad el conmutador, las
herramientas y los portaherramientas sin tener
que extender su cuerpo por encima de la má-
quina.
La máquina fue diseñada para funcionar al mando de una persona.
8. Enchufe la Roscadora en el tomacorriente y asegure que el cordón se extienda por la senda
despejada elegida con anterioridad. Si el cordón
eléctrico no alcanza a la salida de corriente, use
un cordón de extensión que se encuentre en buenas condiciones.
ADVERTENCIA
Para evitar choques e incendios eléctricos,
nunca use un cordón de extensión dañado o que
no cumpla con los siguientes requisitos:
• tener un enchufe de tres clavijas similar
al que se muestra en la sección Seguridad
eléctrica.
• estar clasificado como “W” ó “W-A”, si
será usado a la intemperie.
• tener el grosor suficiente (14 AWG si
mide 25 pies de largo o menos, 12 AWG
si mide entre 25 y 50 pies). Si el grosor
del cable es insuficiente, el cordón
puede sobrecalentarse y derretirse su
material aislante, o prender fuego a
objetos cercanos.
Para reducir el riesgo de ocasionar
choques eléctricos, mantenga todas las conexiones
eléctricas secas y levantadas del suelo. No toque el
enchufe con las manos mojadas.
9. Revise la Roscadora para asegurar que funciona
correctamente.
• Mueva el conmutador a la posición de FOR
(adelante). Oprima y suelte el interruptor de
pie. Verifique que la Roscadora gira en el
sentido contrario al de las manecillas del reloj
(hacia la izquierda) cuando usted se encuentra
frente al mandril delantero. Haga componer la
Roscadora si gira en el sentido inverso o si el
interruptor de pie no controla su detención o
puesta en marcha.
Preparación de la máquina
y de la zona de trabajo
ADVERTENCIA
Se requiere una adecuada preparación de la
máquina y de la zona de trabajo para evitar que
ocurran lesiones de gravedad. Deben seguirse
los siguientes procedimientos para preparar la
máquina:
1. Elija una zona de trabajo donde:
• haya suficiente luz.
• no estén presentes líquidos, vapores o polvos
que puedan prender fuego.
• exista una salida de corriente eléctrica conectada
a tierra.
• haya una senda directa hasta la salida de corriente eléctrica, libre de fuentes de calor, aceites,
bordes afilados o cortantes o piezas movibles
que puedan dañar al cordón eléctrico.
• haya un lugar seco para situar la máquina y al
operario. No use la máquina si está puesta sobre
agua.
• el suelo esté plano y nivelado.
2. Limpie la zona de trabajo antes de montar cualquier equipo. Siempre limpie todo aceite que
pueda haber salpicado o goteado de la máquina
para impedir que alguien se resbale o caiga.
3. Si la pieza de trabajo se extiende más allá de cuatro (4) pies de la Roscadora, use uno o más soportes para evitar que el tubo oscile o se caiga.
4. Si la pieza de trabajo se extiende más allá de la
Máquina Roscadora, rodee la zona de trabajo con
barreras para dejar un mínimo de tres (3) pies de
espacio libre alrededor de la Roscadora y la pieza
de trabajo. Esta “zona de seguridad” impedirá que
otros se acerquen a la máquina y a la pieza de
trabajo. De lo contrario, personas pueden volcar la
máquina o engancharse en sus partes movibles.
5. Si se hace necesario, llene el depósito con Aceite
para Roscar (Thread Cutting Oil) RIDGID.
6. Asegure que el conmutador de FOR/OFF/REV
(adelante/apagado/reversa) se encuentra en la posición de OFF (apagado).
ADVERTENCIA
Page 53

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 51
4. Introduzca las piezas de trabajo de menos de dos
pies de largo por la parte delantera de la máquina.
Meta los tubos de mayor longitud por cualquiera de
los dos extremos de la máquina para que el trozo
más largo del tubo sobresalga de la parte trasera
de la Roscadora.
Para evitar que el equipo se vuelque, coloque los soportes para tubos debajo de la
pieza de trabajo.
5. Apriete el dispositivo de centrado trasero alrededor
del tubo girando el volante trasero de la Roscadora
hacia la izquierda. Así se impide que el tubo se
mueva, lo que resulta en roscas deficientes.
6. Sujete bien el tubo girando el volante del mandril
delantero de la Máquina Roscadora hacia la izquierda con varios golpes secos. Así se cierran
las mordazas firmemente alrededor del tubo.
Corte de tubos con el cortatubos No. 360
1. Mueva el escariador y el cabezal de terrajas a su
posición de UP (arriba).
2. BAJE el cortatubos hacia el tubo y alinee la rueda
de corte con la marca hecha en el tubo girando el
volante del carro.
3. Apriete la manivela del tornillo de alimentación
del cortatubos sobre el tubo manteniendo la
rueda alineada con el tubo.
4. Adopte la postura correcta para trabajar (Figura 7).
Así mantendrá su equilibrio y ejer-
cerá control sobre la máquina y las herramientas.
• Asegure que puede retirar su pie con rapidez
del interruptor de pie.
• Párese vuelto hacia el conmutador.
• Asegure que puede alcanzar con facilidad el
conmutador, herramientas y mandriles.
• No extienda su cuerpo sobre la máquina o la
pieza de trabajo.
• Oprima y mantenga el pie sobre el pedal del
interruptor de pie. Revise las partes movibles
por si están desalineadas o atascadas o por si
emiten ruidos extraños, y asegure que no existan otras condiciones inusuales que afecten el
normal y seguro funcionamiento de la má-
quina. Si detecta alguna anormalidad, lleve el
motor a componer.
• Mueva el conmutador direccional a la posición
de REV (reversa). Oprima y suelte el interruptor
de pie. Verifique que la Roscadora esté girando
hacia la derecha cuando usted se encuentra de
frente al mandril.
• Suelte el interruptor de pie y mueva el conmutador a la posición de OFF (apagado).
Empleo de herramientas
montadas a la máquina
ADVERTENCIA
No use guantes o ropa suelta cuando haga funcionar la Roscadora. Mantenga las mangas y chaquetas abotonadas. No extienda su cuerpo sobre
la máquina ni el tubo.
No use esta Roscadora si le falta su interruptor
de pie o si éste está dañado. Siempre lleve protección para los ojos para que no les entren
mugre u objetos extraños.
Mantenga sus manos apartadas de un tubo o
acoplamiento que gira. Detenga la máquina antes
de limpiar las roscas de un tubo o de atornillar un
acoplamiento. Espere que la máquina se detenga
por completo antes de tocar el tubo o los portaherramientas de la máquina.
No emplee esta máquina para fabricar o desprender un acoplamiento (fitting). La Roscadora no
está hecha para estos usos.
Instalación del tubo en
la Máquina Roscadora
1. Asegure que el cortatubos, escariador y cabezal
de terrajas estén elevados en la posición UP.
2. Haga una marca en el tubo, allí donde lo desea
cortar.
3. Introduzca el tubo en la Roscadora de tal manera
que el extremo que se labrará o la marca hecha
en el lugar del corte quede unas 12 pulgadas más
adelante que las mordazas del mandril.
ADVERTENCIA
ADVERTENCIA
Page 54

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company52
Figura 7 – Corte de un tubo con la máquina Roscadora
Compacta No. 300
5. Mueva el conmutador direccional a la posición
FOR (adelante).
6. Agarre la manivela del tornillo de alimentación del
cortatubos con ambas manos (Figura 7).
7. Con el pie izquierdo baje y mantenga oprimido el
pedal del interruptor de pie.
8. Lenta y continuamente apriete la manivela del
tornillo de alimentación hasta que se haya cortado
el tubo. No fuerce el cortatubos contra la pieza de
trabajo.
9. Suelte el interruptor de pie y retire su pie del alojamiento.
10. Vuelva el cortatubos a su posición UP (arriba).
Escariado de tubos con el Escariador
No. 344
1. Mueva el brazo del escariador a la posición de
DOWN (abajo).
2. Revise el conmutador direccional para asegurar
que se encuentra en la posición de FOR (adelante).
Pise y mantenga oprimido el pedal del interruptor
de pie con su pie izquierdo.
3. Meta el escariador dentro del tubo y complete el
escariado girando el volante (Figura 8).
Figura 8 – Escariado de tubos con el escariador No. 344
4. Retraiga la barra del escariador y vuelva el escariador a su posición de UP (arriba).
5. Suelte el pedal del interruptor de pie y retire su
pie del alojamiento.
Roscado de tubos o vástagos con
Cabezales de Terrajas de Apertura
Rápida, de Auto-apertura o
Semiautomáticos
1. Instale el juego de terrajas. Consulte las instrucciones referentes a la instalación de terrajas.
2. Levante el cortatubos y el escariador a la posición
UP (arriba).
3. Baje el cabezal de terrajas a la posición de DOWN
(abajo) manteniendo la palanca de desenganche
puesta en la posición CLOSE (cerrada).
4. Revise el conmutador direccional para asegurar que
se encuentra en la posición de FOR (adelante). Pise
y mantenga oprimido el pedal del interruptor de pie
con su pie izquierdo.
¡
NOTA! Las máquinas No. 300 cuentan con un sistema
de aceitado automático que suministra aceite a
la pieza de trabajo a través del cabezal de
terrajas. El flujo de aceite puede regularse con
la válvula de control del flujo de aceite ubicada
en la parte trasera del carro (Figura 9).
Page 55

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 53
Figura 9 – Regulación del flujo de aceite
5. Gire el volante del carro para colocar las terrajas
contra el extremo del tubo. Una leve presión
sobre el volante pondrá a las terrajas en marcha
(Figura 10).
Figura 10 – Roscado de un tubo con el Cabezal de Te-
rrajas de Apertura Rápida No. 811-A
6. Cabezal de terrajas de Apertura Rápida No. 811A
(Figura 11) – Cuando se haya completado la rosca,
gire la palanca de desenganche a la posición de
OPEN (abierta) para retraer las terrajas.
Cabezal de terrajas de Auto-apertura No. 815A
(Figura 12) – Cuando el gatillo del cabezal de terra-
jas entra en contacto con el extremo del tubo, la
palanca de desenganche se abre automáticamente.
Cabezal de terrajas Semiautomático (Figura 13) –
Cuando el extremo del tubo que se rosca se
encuentra al ras con el borde de la terraja número
1, golpee la manivela del cabezal de terrajas para
que las terrajas suelten el tubo.
7. Gire el volante del carro para retraer y apartar el
cabezal de terrajas del tubo.
8. Vuelva el cabezal de terrajas a la posición UP
(arriba).
Cómo sacar el tubo de la Roscadora
1. Con varios giros secos y enérgicos, hacia la
derecha, del volante del mandril delantero de la
máquina Roscadora, libere la pieza de trabajo de
las mordazas del mandril.
2. Si es necesario, afloje el dispositivo de centrado
trasero con giros a la derecha del volante trasero
de la Roscadora.
3. Retire la pieza de trabajo fuera de la Roscadora,
sujetando la pieza firmemente mientras la saca.
Cuando trabaje con trozos largos de
tubos, asegure que el extremo que se encuentra más
lejos de la Roscadora esté sujeto antes de retirarlo. De
lo contrario, pueden ocurrir lesiones al volcarse la
máquina o al caer la pieza de trabajo.
4. Limpie los derrames y salpicaduras de aceite que
hayan caído al suelo alrededor de la Roscadora.
Instalación de terrajas en Cabezales de
Terrajas de Apertura Rápida (a mano
derecha y a mano izquierda)
El Cabezal de terrajas Universal No. 811A (Figura 11)
para roscas a mano derecha necesita cuatro juegos
de terrajas para roscar tubería desde 1/8hasta 2
pulgadas. Se precisa un juego de terrajas para cada
uno de los siguientes tamaños: (1/8pulg), (1/4y 3/
8
pulg), (1/2y 3/4pulg) y (1 a 2 pulgs). Para roscar
pernos se necesita un juego distinto de terrajas para
cada tamaño de perno. No se encuentran disponibles
terrajas para cabezales universales a mano izquierda.
1. Ponga el cabezal de terrajas sobre un banco con
los números apuntando hacia arriba.
2. Mueva la palanca de desenganche a la posición
OPEN (abierta).
3. Afloje la palanca de agarre mediante unas tres
vueltas.
4. Levante y saque la lengüeta de la arandela de
agarre fuera de la ranura ubicada debajo de la
barra dimensional. Deslice la palanca de desenganche hasta el final de la ranura, en la dirección
de (CHANGE DIE) cambio de terrajas indicada en
la placa de levas.
5. Extraiga las terrajas del cabezal de terrajas.
6. Introduzca nuevas terrajas hasta las marcas laterales en las terrajas. Los números (1 al 4) señala-
Aumento del flujo
ADVERTENCIA
Page 56

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company54
dos en las terrajas deben coincidir con los indicados en el cabezal.
7. Mueva la palanca de desenganche hacia afuera
para que la lengüeta de la arandela en la palanca
de agarre caiga en la ranura ubicada debajo de la
barra dimensional.
8. Regule la barra dimensional del cabezal de terrajas
hasta que la línea marcada en el enlace quede
alineada con la marca de la dimensión deseada en
la barra dimensional. Para el roscado de pernos,
alinee la línea marcada con la línea para pernos
(BOLT) en la barra dimensional.
Figura 11 – Cabezal de Terrajas Universal de Apertura
Rápida
9. Apriete la palanca de agarre.
10. Para labrar roscas sobredimensionadas o subdimensionadas, coloque la línea marcada en
dirección a las marcas OVER (por encima) ó
UNDER (por debajo) en la barra dimensional.
Instalación de terrajas en Cabezales de
terrajas de Autoapertura (solamente a
mano derecha)
El Cabezal de Terrajas de Auto-apertura No. 815A
(Figura 12) para roscas a mano derecha necesita
cuatro juegos de terrajas para roscar tubería desde 1/
8
hasta 2 pulgadas. Se precisa un juego de terrajas
para cada uno de los siguientes tamaños: (1/8pulg),
(1/4y 3/8pulg), (1/2y 3/4pulg) y (1 a 2 pulg). Para roscar
pernos se necesita un juego distinto de terrajas para
cada tamaño de perno.
1. Coloque el cabezal de terrajas de auto-apertura
en posición vertical sobre un banco.
2. Asegure que el gatillo esté desenganchado.
3. Afloje la palanca de agarre unas seis vueltas
completas.
4. Tire del tornillo de enclavamiento para que salga
de la ranura ubicada debajo de la barra dimensional, de tal manera que el pasador en el tornillo
de enclavamiento pase más allá de la ranura.
Coloque la barra dimensional de modo que la
línea marcada en el tornillo de enclavamiento
quede alineada con el final de la posición
REMOVE DIES (sacar terrajas).
5. Tumbe el cabezal con los números apuntando
hacia arriba.
6. Extraiga las terrajas del cabezal de terrajas.
7. Introduzca nuevas terrajas hasta las marcas laterales de las terrajas. Los números (1 al 4) señalados en las terrajas deben coincidir con los
indicados en el cabezal.
8. Lleve la palanca de desenganche hacia atrás
para enganchar las terrajas.
9. Con el cabezal en posición vertical, gire la placa de
levas hasta que el pasador en el tornillo de
enclavamiento pueda entrar en la ranura debajo de
la barra dimensional. En esta posición las terrajas
se enclavarán en el cabezal. Asegure que el
pasador apunte hacia el final de la barra dimensional donde se encuentra la marca REMOVE
DIES (sacar terrajas).
10. Ajuste la barra dimensional del cabezal de terrajas hasta que la línea marcada en el tornillo de
enclavamiento, o el enlace, quede alineada con la
marca del tamaño deseado en la barra dimensional.
Línea marcada
Enlace
Palanca de
desenganche
Arandela
Cabezal
Palanca
de agarre
Barra
dimensional
Page 57

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 55
Figura 12 – Cabezal de Terrajas Universal de Auto-
apertura
11. Apriete la palanca de agarre.
12. Para labrar roscas sobredimensionadas o
subdimensionadas, coloque la línea marcada en
dirección a las marcas OVER (por encima) ó
UNDER (por debajo) en la barra dimensional.
Instalación de terrajas en Cabezales
de Terrajas Modelos 816/817
El Cabezal de Terrajas Semiautomático para roscas a
mano derecha (Figura 13) necesita cuatro juegos de
terrajas para roscar tubería desde 1/8hasta 2 pulgadas. Se precisa un juego de terrajas para cada una
de las siguientes gamas de tamaño: (1/8pulg), (1/4y 3/
8
pulg), (1/2y 3/4pulg) y (1 a 2 pulg). Para roscar pernos
se necesita un juego distinto de terrajas para cada
tamaño de perno.
1. Baje la manivela para que la placa de levas descanse (Figura 13 - Cabezal de terrajas Modelos
816 y 817) contra la parada, (como se muestra).
2. Tumbe el cabezal en una mesa o banco con los
números apuntando hacia arriba.
3. Tire de la perilla del émbolo y empuje la manivela
por completo hacia la izquierda.
4. Seleccione las terrajas correctas para el tamaño
que desea. (Los tamaños van marcados en la
cara posterior de las terrajas).
5. Los números en las terrajas deben corresponder
con aquellos en las ranuras del cabezal. Introduzca las terrajas hasta la línea marcada en ellas;
el borde numerado hacia arriba.
6. Traiga de vuelta la manivela hacia la derecha
para que la perilla del émbolo caiga y encaje al
ras contra el cabezal de terrajas.
7. Para regular la profundidad de las roscas, afloje
el tornillo del tamaño deseado, y mueva el bloque
hacia la derecha para lograr roscas subdimensionadas y hacia la izquierda, para sobredimensionadas. Cuando ajuste los bloques porque ha
cambiado los peines, comience por la posición
central y proceda desde allí.
Figura 13 – Cabezal de Terrajas Semiautomático
Verificación de la longitud de la rosca
1. La rosca tiene la longitud correcta cuando el
extremo del tubo queda al ras con el borde de las
terrajas (Figura 14).
2. El cabezal de terrajas puede regularse para
obtener el diámetro de rosca necesario. Si es
posible, chequéela con un calibrador o medidor
anular de roscas (Figura 14). La rosca está bien
cortada si el extremo del tubo se encuentra a
Pasador
Línea
marcada
Barra dimensional
Tornillo de
enclavamiento
Palanca de
desenganche
Palanca
de agarre
Gatillo
Paradas para
diversos
tamaños
Manivela
Perilla del
émbolo
Page 58

más/menos una vuelta de estar al ras con la cara
del calibrador anular.
Figura 14 – Verificación de la longitud de la rosca
¡
NOTA! Si no dispone de un calibrador anular, puede
emplearse un acoplamiento o fitting. Este fitting debe ser representativo de los que están
siendo utilizados en la obra. La rosca del
tubo debe cortarse para lograr 2 ó 3 vueltas
manuales de enroscamiento con el fitting. Si
la rosca del tubo no resulta del diámetro
apropiado, la línea marcada debe moverse
hacia las marcas OVER (por encima) ó
UNDER (por debajo) en la barra dimensional.
(Vea “Instalación de terrajas en Cabezales
de Terrajas”).
Mandril Niplero No. 819
El mandril Niplero RIDGID No. 819 es una herramienta rápida y fácil de usar para sujetar niples cortos o
vástagos mientras se los rosca.
Capacidad: Tubería estándar (NPT) de 1/8a 2 pulgs.
Pernos o vástagos UNC ó UNF de 1/4a 2
pulgs.
Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company56
Procedimiento para roscar niples cortos
ADVERTENCIA
El conmutador REV/OFF/FOR debe permanecer en
la posición OFF (apagado) hasta que el mandril
niplero se haya instalado y esté listo para roscar.
1. Agarre el tubo en el mandril de la máquina.
Rosque y escarie uno de sus extremos y corte el
niple del largo que desea.
2. Coloque el cuerpo del Mandril Niplero (Figura 15)
en el mandril de la máquina Roscadora, sujetando
las estrías de la mordaza. Apriete el mandril con
giros secos del volante.
3. Para tubitos de 1/8a 3/4pulg., coloque la pieza de
inserción (Figura 16) con su extremo pequeño
dirigido hacia el cuerpo del mandril niplero; para
tubos de 1 pulgada, con su extremo más grande
colocado hacia el cuerpo del mandril niplero. No
se necesita pieza de inserción cuando se trabaja
con tubos de 11/4pulg. o mayores.
Figura 15 – Colocación del cuerpo del Mandril Niplero
en el mandril impulsor de la Roscadora
Ancho
Ancho
Terraja
Tubo
Terraja
Tubo
A - Ancho total de la rosca
Inicio del corte de la rosca
Al ras
(dimensión
básica)
Sobredimensionada
en una vuelta
(dimensión máxima)
Subdimensionada
en una vuelta
(dimensión mínima)
Calibrador
anular
Rosca completada
Terraja al ras
con el extremo
del tubo
B - Verificación de las roscas dentro de un calibrador anular
Adaptadores Adaptadores para
para tubería pernos y vástagos
1
/8 , 1/4 , 3/8 , 1/2,3/4,
1
/4a 2 pulgs. UNC
1, 11/4 , 11/2 pulgs.
1
/4a 11/2pulgs. UNF
Page 59

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 57
Figura 16 – Coloque la inserción dentro del Mandril
Niplero
4. Escoja un adaptador niplero del tamaño apropiado
y enrósquelo a mano en el mandril niplero (Figura
17). Apriételo con la llave incluida con el mandril
niplero.
Para evitar lesiones, antes de echar
a andar la máquina, extraiga la llave.
5. Con la mano enrosque el niple ya roscado en un
extremo, al adaptador. Mueva el conmutador
direccional a ON (adelante) y oprima el interruptor
de pie. Escarie y rosque el otro extremo.
6. Inserte la clavija situada en el extremo de la llave
(Figura 18) en uno de los agujeros del collarín de
desconexión y gírela para aflojarlo. Extraiga el
niple ya roscado con la mano.
Para evitar lesiones, antes de echar
a andar la máquina, extraiga la llave.
Figura 17 – Instalación del cuerpo del mandril niplero y
el adaptador
Figura 18 – Instalación del niple no terminado y el des-
enganche del niple terminado por medio de
la llave
Brazo adaptador para montar el
Ranurador No. 916 a la Compacta 300
¡
NOTA! Se debe usar un brazo adaptador para montar
el Ranurador a Rodillos No. 916 a la Máquina
Roscadora Compacta 300.
¡
NOTA! El Soporte No. 250 debe estar en la posición
vertical y trabada antes de montarle el brazo
adaptador No. 916.
1. Coloque el cortatubos, cabezal de terrajas y escariador en sus posiciones UP (arriba).
2. Sitúe el carro lo más cerca posible del volante del
mandril.
3. El Brazo del Ranurador No. 916 debe quedar
colocado de tal forma que los rieles de extensión
queden extendidos más allá de la parte delantera
de la máquina. Fíjese que el pasador de retención
o enclavamiento esté acoplado al brazo del
Ranurador No. 916 en el lado donde se sitúa el
operario.
4. Acople el brazo adaptador a la Compacta No. 300
colocando la sección del brazo en forma de “C” en
el riel trasero (al otro lado del operario) y bajando el
lado del brazo que se encuentra cercano al operario
hasta el riel del lado del operario. La sección del
medio del brazo cubrirá los soportes de los rieles
delanteros de la Compacta No. 300 (Figura 19).
ADVERTENCIA
ADVERTENCIA
Page 60

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company58
Figura 19 – Pasador de retención en el Adaptador del
Ranurador a Rodillos No. 916
5. Introduzca el pasador de retención a través de los
agujeros asegurando que el pasador haya atravesado ambos agujeros. El pasador debe estar
debidamente inserto para trabar el brazo en su
lugar.
6. Acople la Ranuradora No. 916 a los rieles de
extensión del Brazo Adaptador del Ranurador No.
916 como se describe anteriormente en el paso 4
(Figura 20).
7. Introduzca la barra de accionamiento en el mandril. No cierre el mandril sobre la barra de accionamiento todavía.
8. Acople el extremo libre de la barra de accionamiento al poste de accionamiento ubicado en la
parte trasera del Ranurador No. 916. Asegure que
los tornillos de presión en la barra de accionamiento estén apretados contra las superficies planas
del poste de accionamiento de la No. 916.
9. Centre la barra de accionamiento en el mandril y
enclave las mordazas hasta cerrarlas.
10. Gire la perilla de mando de la máquina a la posición
deseada y haga funcionar el Ranurador No. 916.
ADVERTENCIA
Antes de ranurar, lea y comprenda las instrucciones del Manual del Operario del Ranurador a
Rodillos No. 916.
¡
NOTA! Antes de transportar la Compacta No. 300
empleando el Soporte No. 250, DEBEN desmontársele el Ranurador a Rodillos No. 916 y
su brazo adaptador. Si no se desmontan, estos
equipos impedirán plegar y cerrar el Soporte
No. 250.
Figura 20 – Ranurador a Rodillos No. 916 y Brazo Adap-
tador montados en la Compacta No. 300
Accesorios
ADVERTENCIA
Los siguientes productos RIDGID son los únicos
aptos para funcionar con la Máquina Roscadora
Compacta No. 300. Los accesorios de otras
máquinas pueden resultar peligrosos si se usan
en esta máquina Roscadora. Para evitar
lesiones de gravedad, sólo use los accesorios
que se listan a continuación.
Accesorios para la máquina Roscadora
Soportes:
Soporte abatible No. 250
Soporte con ruedas y armario No. 200
Soporte con ruedas y bandeja No. 150
Soporte con patas y bandeja No. 100
Soportes para tubos
VJ99; VJ98; RJ99
Tubos
1
/8a 2 pulgs.
1
/8a 2 pulgs.
1
/4a 2 pulgs.
1
/8a 3/4pulgs.
1 a 2 pulgs.
1
/8a 2 pulgs.
1
/8a 2 pulgs.
–
–
Modelo
811A NPT
815A NPT
842 NPT
816 NPT
817 NPT
811A BSPT
815A BSPT
531 pernos
532 pernos
Cabezales de terrajas:
Pernos
1
/4a 2 pulgs.
1
/4a 2 pulgs.
–
–
1
/4a 2 pulgs.
1
/4a 2 pulgs.
1
/4a 2 pulgs.
1
/4a 1 pulgs.
1
1
/8a 2 pulgs.
Terrajas
Universal
Universal
Universal
Universal
Universal
Universal
Universal
500B
500B
Apertura
rápida
auto
rápida
con golpecito
con golpecito
rápida
auto
rápida
rápida
Funcion-
amiento
der.
der.
izq.
der.
der.
der.
der.
Der./izq.
Der./izq.
Page 61

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 59
Mandril Niplero No. 819 (a mano derecha solamente)
Adaptadores
para tubos ..................
1
/8hasta 11/2 pulg.
Adaptadores
para pernos................
1
/4hasta 2 pulg UNC
1
/4hasta 11/2pulg UNF
Inserciones para la mordaza para proteger tubos
revestidos
¡
NOTA! Consulte el Catálogo de Ridge Tool para una
lista completa de soportes para tubos,
aceites para roscar y terrajas.
Instrucciones para
el mantenimiento
ADVERTENCIA
Asegúrese de que la máquina se encuentra
desenchufada de la fuente de suministro antes
de hacerle cualquier servicio o regulación
.
Lubricación
Una adecuada lubricación es indispensable para
lograr un rendimiento sin problemas y una larga vida
útil de la máquina Roscadora.
Se proveen dos fittings para el engrase en la parte
superior del alojamiento de la máquina, los que permiten aceitar los cojinetes delanteros y traseros (Figura
21). Los cojinetes deben ser engrasados periódica-
mente dependiendo del uso que se le dé a la máquina.
Figura 21 – Lubricación de los cojinetes
Mantenimiento del sistema de lubricación
Para asegurar el debido funcionamiento de la máquina
roscadora, mantenga el sistema de lubricación limpio:
1. Recambie el aceite para cortar roscas cuando se
ensucie o se contamine. Para vaciar el aceite,
coloque un recipiente debajo del tapón de vaciado
y saque el tapón.
2. Mantenga limpia la rejilla del filtro de aceite para
asegurar el flujo adecuado de aceite limpio a la
pieza de trabajo. La rejilla del filtro de aceite se
encuentra en el fondo del depósito de aceite. Para
limpiar la rejilla, afloje el tornillo que sujeta el filtro a
la base y retire el filtro fuera del conducto de lubricación. Lave la rejilla del filtro en disolvente y
sóplela con aire comprimido si es posible. No haga
funcionar la máquina si la rejilla del filtro de aceite
no está puesta en su sitio.
¡
NOTA! El Aceite para Roscar RIDGID produce roscas
de alta calidad y prolonga la vida útil de las
terrajas. Consulte las etiquetas en los recipientes de los aceites para informarse sobre
sus usos y manejo. La eliminación de los
aceites usados debe realizarse de acuerdo a
las normas gubernamentales vigentes.
Recambio de las piezas
de inserción para la mordaza
¡
NOTA! Cuando los dientes de la mordaza se desgas-
ten y ya no sostengan al tubo o al vástago
durante el funcionamiento, recambie todo el
juego de piezas de inserción para la mordaza.
Limpie los dientes de las inserciones a diario
con un cepillo metálico.
1. Coloque un destornillador en la ranura de la inserción y gírelo en 90 grados en cualquier dirección.
2. Coloque la pieza de inserción de costado en el
pasador de enclavamiento y presione hacia abajo
tanto como sea posible.
3. Sostenga la pieza de inserción firmemente empujando el destornillador hacia abajo; gírela para
que los dientes apunten hacia arriba.
Figura 22 – Recambio de las piezas de inserción para la
mordaza
Fittings
para el
engrase
Para extraer
Para recambiar
destornillador
pieza de
inserción
pasador de
enclavamiento
dientes
PRESIONE
HACIA ABAJO
➔
Page 62

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company60
Recambio de las escobillas del motor
¡
NOTA! Cada seis (6) meses revise las escobillas del
motor y recámbielas si están desgastadas a
menos de 1/2pulgada.
1. Desenchufe la máquina de la fuente de suministro
de corriente.
2. Suelte por completo los cuatro pernos que sostienen la tapa del alojamiento del motor en su lugar
y extraiga la tapa del alojamiento (Figura 23).
Figura 23 – Soltar y extraer los tornillos de la tapa del
motor
3. Afloje los sujetadores de la escobillas de carbono
y extráigalas.
4. Coloque las nuevas escobillas.
5. Vuelva a instalar los sujetadores y la tapa del
alojamiento del motor.
ADVERTENCIA
No haga funcionar la máquina roscadora sin
su cubierta. Siempre vuelva a colocar la cubierta inmediatamente después de instalar las
escobillas.
Almacenamiento de la máquina
ADVERTENCIA
Los equipos a motor deben guardarse dentro,
bajo techo, o bien cubiertos para guarecerlos de
la lluvia. Almacene la máquina bajo llave, fuera
del alcance de los niños y personas que no conocen el manejo de estas máquinas roscadoras.
Esta máquina puede causar graves lesiones en
manos de usuarios sin entrenamiento.
Servicio y reparaciones
ADVERTENCIA
El servicio y las reparaciones a esta Roscadora
deben realizarlos técnicos en reparaciones
calificados. La máquina debe llevarse a un
Servicentro Autorizado Independiente de RIDGID
o devuelta a la fábrica. Todas los trabajos de
reparación efectuados en servicentros Ridge
están garantizados contra defectos en los
materiales y de la mano de obra.
ADVERTENCIA
Cuando se le haga mantenimiento a esta máquina, sólo deben usarse repuestos idénticos. Se
crea el riesgo de que ocurran descargas
eléctricas y lesiones graves si no se siguen estas
instrucciones.
Si tiene cualquier pregunta relacionada con el mantenimiento o reparación de esta máquina, llame o
escriba a:
Ridge Tool Company
Technical Service Department
400 Clark Street
Elyria, Ohio 44035-6001
Teléfono: (800) 519-3456
E mail: TechServices@ridgid.com
Para obtener el nombre y la dirección del Servicentro
Autorizado más cercano, llame a Ridge Tool
Company al (800) 519-3456 o visítenos en internet:
http://www.ridgid.com
Tornillos
de la tapa
del motor
Page 63

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 61
Diagramas de cableado
neutro
tierra
interruptor de pie
resistencia
230v 25-60 Hz
neutro
a tierra
azul
blanco
rojo
amarillo
verde
negro
blanco
115/230v
Lejano Oriente
verde
neutro
tierra
azul
café
amarillo/verde
interruptor de pie
azul
café
amarillo/verde
azul
blanco
rojo
amarillo
amarillo/verde
negro
negro
resistencia
115v 25-60 Hz
Conmutador de
ON/OFF
(apagado/encendido)
Page 64

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company62
Diagramas de cableado (cont)
115V Nacional
azul
blanco
rojo
amarillo
negro
blanco
blanco
blanco
Alojamiento de la máquina
negro
negro
REVERSA (REV)
ADELANTE (FOR)
APAGADO (OFF)
Línea
Neutro
Potencial a tierra
verde/amarillo
1700 vatios
220/240 v, 8 amp
115 v, 15 amp
Page 65

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company 63
Page 66

Máquina Roscadora para tubos y pernos Compacta 300
Ridge Tool Company64
Page 67

Ridge Tool Company
400 Clark Street
Elyria, Ohio 44035-6001
Printed in U.S.A. 11/03 999-999-098.10
What is covered
RIDGID®tools are warranted to be free of defects in workmanship and material.
How long coverage lasts
This warranty lasts for the lifetime of the RIDGID
®
tool. Warranty coverage ends when the prod-
uct becomes unusable for reasons other than defects in workmanship or material.
How you can get service
To obtain the benefit of this warranty, deliver via prepaid transportation the complete product
to RIDGE TOOL COMPANY, Elyria, Ohio, or any authorized RIDGID
®
INDEPENDENT SERVICE
CENTER. Pipe wrenches and other hand tools should be returned to the place of purchase.
What we will do to correct problems
Warranted products will be repaired or replaced, at RIDGE TOOL’S option, and returned at no
charge; or, if after three attempts to repair or replace during the warranty period the product
is still defective, you can elect to receive a full refund of your purchase price.
What is not covered
Failures due to misuse, abuse or normal wear and tear are not covered by this warranty. RIDGE
TOOL shall not be responsible for any incidental or consequential damages.
How local law relates to the warranty
Some states do not allow the exclusion or limitation of incidental or consequential damages,
so the above limitation or exclusion may not apply to you. This warranty gives you specific
rights, and you may also have other rights, which vary, from state to state, province to
province, or country to country.
No other express warranty applies
This FULL LIFETIME WARRANTY is the sole and exclusive warranty for RIDGID
®
products. No
employee, agent, dealer, or other person is authorized to alter this warranty or make any other
warranty on behalf of the RIDGE TOOL COMPANY.
FULL LIFETIME
Qué cubre
Las herramientas RIDGID están garantizadas contra defectos de la mano de obra y de los
materiales empleados en su fabricación.
Duración de la cobertura
Esta garantía cubre a la herramienta RIDGID durante toda su vida útil. La cobertura de la
garantía caduca cuando el producto se torna inservible por razones distintas a las de defectos
en la mano de obra o en los materiales.
Cómo obtener servicio
Para obtener los beneficios de esta garantía, envíe mediante porte pagado, la totalidad del producto a RIDGE TOOL COMPANY, en Elyria, Ohio, o a cualquier Servicentro Independiente
RIDGID. Las llaves para tubos y demás herramientas de mano deben devolverse a la tienda donde
se adquirieron.
Lo que hacemos para corregir el problema
El producto bajo garantía será reparado o reemplazado por otro, a discreción de RIDGE TOOL,
y devuelto sin costo; o, si aún resulta defectuoso después de haber sido reparado o sustituido
tres veces durante el período de su garantía, Ud. puede optar por recibir un reembolso por el valor
total de su compra.
Lo que no está cubierto
Esta garantía no cubre fallas debido al mal uso, abuso o desgaste normal. RIDGE TOOL no se
hace responsable de daño incidental o consiguiente alguno.
Relación entre la garantía y las leyes locales
Algunos estados de los EE.UU. no permiten la exclusión o restricción referente a daños incidentales o consiguientes. Por lo tanto, puede que la limitación o restricción mencionada anteriormente no rija para Ud. Esta garantía le otorga derechos específicos, y puede que, además,
Ud tenga otros derechos, los cuales varían de estado a estado, provincia a provincia o país a país.
No rige ninguna otra garantía expresa
Esta GARANTIA VITALICIA es la única y exclusiva garantía para los productos RIDGID. Ningún
empleado, agente, distribuidor u otra persona está autorizado para modificar esta garantía u ofrecer cualquier otra garantía en nombre de RIDGE TOOL COMPANY.
Ce qui est couvert
Les outils RIDGE
®
sont garantis contre tous vices de matériaux et de main d’oeuvre.
Durée de couverture
Cette garantie est applicable durant la vie entière de l’outil RIDGE
®
. La couverture cesse dès lors que
le produit devient inutilisable pour raisons autres que des vices de matériaux ou de main d’oeuvre.
Pour invoquer la garantie
Pour toutes réparations au titre de la garantie, il convient d’expédier le produit complet en port payé
à la RIDGE TOOL COMPANY, Elyria, Ohio, ou bien le remettre à un réparateur RIDGID
®
agréé. Les
clés à pipe et autres outils à main doivent être ramenés au lieu d’achat.
Ce que nous ferons pour résoudre le problème
Les produits sous garantie seront à la discrétion de RIDGE TOOL, soit réparés ou remplacés, puis
réexpédiés gratuitement ; ou si, après trois tentatives de réparation ou de remplacement durant
la période de validité de la garantie le produit s’avère toujours défectueux, vous aurez l’option de
demander le remboursement intégral de son prix d’achat.
Ce qui n’est pas couvert
Les défaillances dues au mauvais emploi, à l’abus ou à l’usure normale ne sont pas couvertes par
cette garantie. RIDGE TOOL ne sera tenue responsable d’aucuns dommages directs ou indirects.
L’influence de la législation locale sur la garantie
Puisque certaines législations locales interdisent l’exclusion des dommages directs ou indirects,
il se peut que la limitation ou exclusion ci-dessus ne vous soit pas applicable. Cette garantie vous
donne des droits spécifiques qui peuvent être éventuellement complétés par d’autres droits
prévus par votre législation locale.
Il n’existe aucune autre garantie expresse
Cette GARANTIE PERPETUELLE INTEGRALE est la seule et unique garantie couvrant les produits
RIDGID
®
. Aucun employé, agent, distributeur ou tiers n’est autorisé à modifier cette garantie ou à
offrir une garantie supplémentaire au nom de la RIDGE TOOL COMPANY.
WARRANTY
Against Material Defects
& Workmanship
FULL LIFETIME
WARRANTY
Against Material Defects
& Workmanship
FULL LIFETIME
WARRANTY
Against Material Defects
& Workmanship
 Loading...
Loading...