

Page 1

258
258XL
操作手册
电动切管机
重要提示
为 了 您 自 身 的 安 全,请 在 组
装 和 使 用 此 类 产 品 之前,必
须 首 先 阅 读 完 本 手 册,明 确
此 设 备 的 独 特 操 作、应 用 及
可 能 出 现 的 问 题。
此 中 文 译 本 仅 供 参 考。 如 有 疑 问 以 原 版 英 文 为 准。
Page 2

RIDGID258/258X 强力割管机
警告
衣物可能被带进活动工作部件。人体手臂以及其
它部分可能割伤、挤伤或骨折。
z 使手指以及双手远离割刀
z 手不得伸越割刀或管子,因为衣服会落入活
动工作部件
z 不得在工作台或任何升高的台面上使用切割
机
z 不要断开开关或阻塞开关
z 使开关保持在工作位置
z 使管子搁置在支撑管子的支架上
z 勿使手脚接近管子
z 不要穿宽松衣服
z 所有人都不得接近管子
务必仔细阅读上述警告!
割管机安全说明
1.割管机可以切割 2-1/2”-8”或 8”-12”的
管子。为了正确使用该割管机,请大家遵守操
作手册中的有关说明。否则会有人身伤害的危
险。
2.手指以及双手远离割刀可以减少被割伤的危
险。
3.不要撤除保护性挡板。移去这些挡板会增加人
身伤害的危险。
4.将切割机放在平整的平面上。确保它与动力驱
动装置站立稳定,不会摔倒。不得使用工作台
或任何升高的平面。设置不当会增加人身伤害
的危险。
5.切莫在瞬动触摸开关破损的情况下使用设备。
开关首先要安全,它才能直到防止人身伤害的
作用。
6.确保 700 动力驱动装置已经正确地接到割管机
上。仔细按照说明进行操作。将脚动泵放置在
切割机的后面、靠近动力驱动装置的地方。使
电源线远离切割机。安装不当会增加人身伤害
的危险。
7.所有人都不要接近旋转的管子。必要时,可以
设立路障。预防行人及物件缠入管子。
8.不使用钝的、弯曲的或损坏的割刀轮。因为它
们不大可能装配好,容易失控。
9.手不得伸越切割机或旋转的管子,因为衣服会
缠入工具中,致使发生严重的人身伤害。
10.勿使手脚接近管子,以防管子在割完后掉落
下来砸了手脚。另外,切割机所施加的高压
也会使割掉的管子以很大的力量飞出去。这
都会导致严重的人身伤害。
11. 加工管子过程中,须戴上皮手套。因为毛剌
会穿透布手套。
妥善保存这些操作说明!
说明、技术规范和附件
说明
RIDGID258 和 258XL 强力割管机专门设计来切割
2-1/2”-8”的 8”-12”的钢管。割管由
RIDGID700 动力驱动装置以及一个直径很大的割
刀轮驱动。通过枢轴臂,可以使割刀轮切入管子。
枢轴臂是通过 10 吨液压缸筒以及脚动泵来推动刀
轮的。
RIDGID700 便携式动力驱动装置是一种马达驱动
重载型动力驱动装置,可以提供足够的动力,来
为管子、导管或棒材(螺栓)套丝。此时,700 便
携式动力驱动装置是作为动力源,使割刀产生旋
转运动。
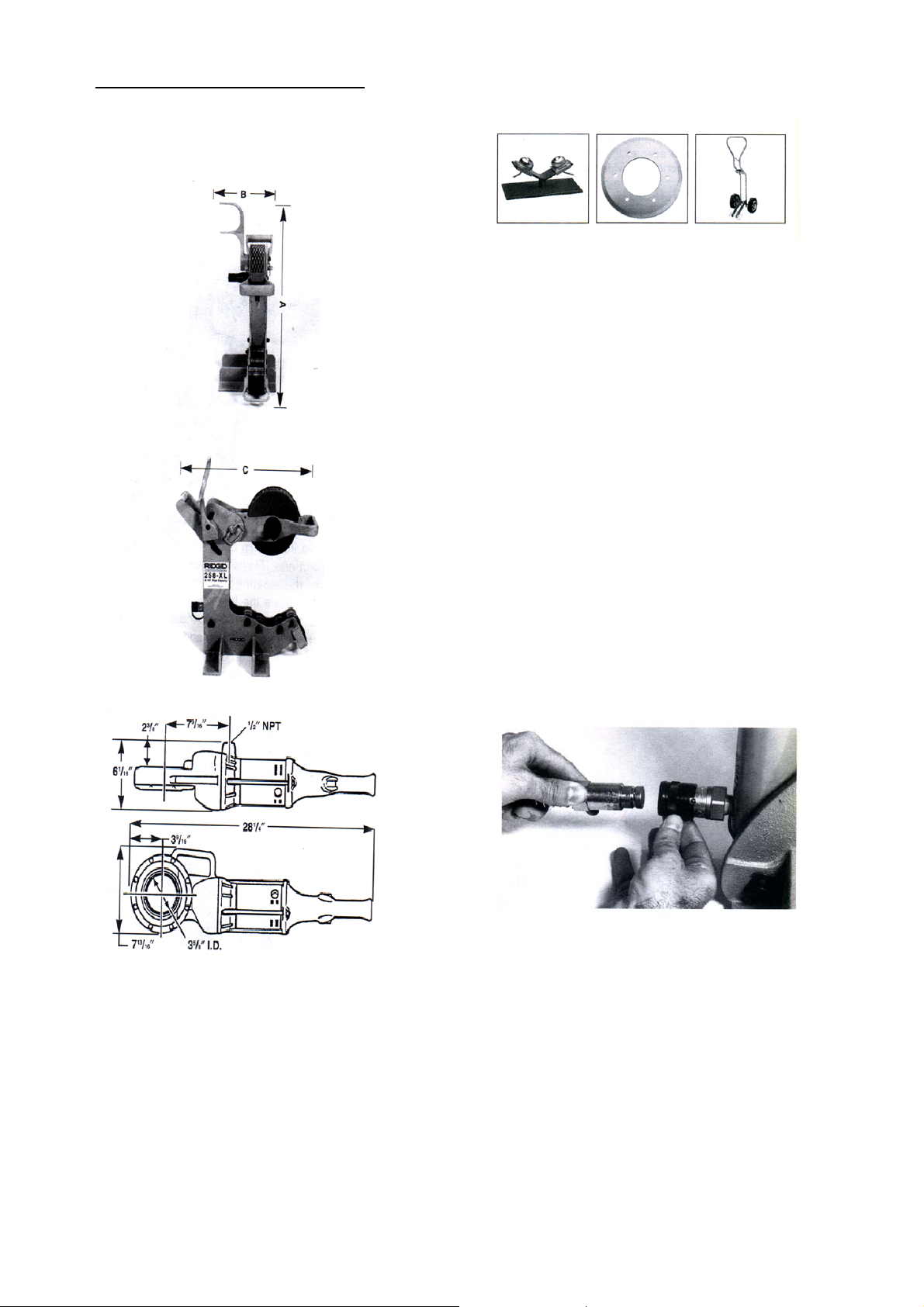
技术规范:
名称: 258 258XL
管子切割能力: 2-1/2” - 8” 8-
12”
高度(A): 22” 27”
宽度(B): 13” 11”
厚度(C): 19” 24”
重量:(不带 700PD) 95 磅 130 磅
(带 700PD) 126 磅 161 磅
标准设备
z 258 或 258XL 刀架
z 双速脚动泵,带软管和拷贝令
z 774 方形驱动机接头 f/700PD
z 258PS 球形传送头管架(2)
4
Page 3
RIDGID258/258X 强力割管机
z E258 通用切割机(适用于 40-80 号管)
图1
图 1A
图 2 -700 动力驱动装置尺寸图
附件
z 700 动力驱动装置(110 或 220V)
z 258 或 258XL 配套的传送小车
z 薄壁管子专用割刀轮(适用于 10-20 号管)
z 倒角用的管子辊子
滚珠传送头 割刀 传送小车
258 及 258XL 割管装置
的安装说明
警告
操作员必须在操作本设备之前,彻底熟悉安全措
施。
注意!切勿将割管机用螺栓或用其它方法固定在
地板上。因为割管机在工作过程中,需要自由活
动、对准管子。
1. 液压脚动泵与割管机的连接。
(a)将快卸式接头上的插头插进渡压缸上的
插座中
图 3-液压脚动泵与割管机的连接
(c)将脚动泵放置在割管机的后面。
2. 700 动力驱动装置与割管机连接
(a) 将 774 方形驱动接头推入(首先推
(b) 将动力驱动装置连同转接器一起放
(图 3)。
(b) 必须按下脚动泵的泄放阀,将管路中的
残余压力全部泄放掉。
花键一端)动力驱动装置的面齿轮中,
直到弹簧加载式接头爪子可靠地抓住
(图 4)。
在割管机上。动力驱动装置以及转接器
接至割管机的方形驱动器。确保动力驱
动装置座落在割管机后面的作动臂中
(图 5)。
5
Page 4

RIDGID258/258X 强力割管机
(c) 用内六角板手(5/16”)(与转接
头一起供货)手动紧固 774 方形驱动器
接头上面的两个定位螺丝。
图 4 -安装 774 驱动器转接头
图 5-将动力驱动装置定位在作动臂中
根据管子的正确尺寸,调整枢轴臂
(仅适用于 258)
1.按照设计,258 用来切割 2-1/2”- 8”口
径的管子。因此夹持割刀轮的枢臂必须按照被切
割管子的尺寸来进行调整。在出厂时,258 型机的
枢轴臂已经调整在 2-1/2”-4”管子的工作状
态。要切割 6”-8”管子时,必须进行如下的操
作:
钩销
发针型开口销
图 6-去掉发针型开口销及钩销
(a) 将发针型开口销及钩销从枢轴臂中
取走(图 6)。重新再将枢轴臂定们到标
记有 6”-8”的孔中(提示:启动脚动
泵来提升枢轴臂)。使枢轴臂上的孔与刀
架上的孔对准,然后插入发针型开口销
及钩销。用枢轴臂前端的手柄来进行重
新定位(图 7)。
注意!钩销可以从外面插入。但从动力驱动
装置的相对一侧来插入钩销,就比较容易。
(b) 在调整割管机以便切割 2-1/2”-
4”管子时,重复上述的操作。但定位时
需要用标记有 2-1/2”-4”的孔。
枢轴臂
图 7-对准枢轴臂
6
Page 5

RIDGID258/258X 强力割管机
割管操作说明
258 以及 258XL 割管机在出厂时,配有两个滚珠传
送管架。当对 18”或 18”以上的管子切割时,需
要用这管架来支撑管子。管架可以用在管子的任
意一头,或从长管子切割下一小段短料时,可同
时将两个管架支在管子的一侧
图 8-使用管架
切割管子
1.在需要切割的长度上作好标记(用粉笔或管道
标记笔)。
2.将管子标记对准割刀轮。确保管子正确地座落
在刀架辊轮上。再用脚动泵使管子同割刀轮对
准,以免产生切割不准。(图 9)。
图 9-管子在割管机上就位。
重要提示:管子必须能够自由转动,以便进行切
割。
(图 8)。
3.站在管子后面。用脚施加压力于脚动泵。连续
驱动脚动泵,使枢轴臂以及割刀轮行进到管子
处。
4.当割刀轮接触到管子时,再使泵工作 2-3 个
冲程,然后启动 700 动力驱动装置。一旦割刀
轮与管子啮合,管子就会开始转动。
5.重复泵送几次(3-4 次),就可以使割刀轮就
座。然后停止泵送,使管子转动 1-2 圈。
6.重复启动脚动泵工作四次,只要使管子转上一
圈。连续不断地进行这一步操作,直到管子彻
底被割开。
注意!不要送得太过分,否则管子会变形。为使
割管机能够跟上动作,起码要使管子转动一圈,
然后再次踏下脚动泵。
切割薄壁管子
注意! 258 以及 258XL 都使用了通用型割管机作
为标准设备。这种割刀轮主要设计用于切割 40 号
管子。
对于 10-20 号的薄壁管子,请使用作为附件提供
的薄轮(有关订货详情,请参阅产品目录)。
装好了薄轮之后,进行如下的操作:
z 将管子放在与割刀对准好的两个管架上。
z 使脚动泵泵送几次,将割刀放低直至到达管
子上(不要泵送得太过分)
z 再泵送两下,对割管机施加压力。
z 启动 700 动力驱动装置。
z 每隔 5 秒钟泵送一次(管子转动 3-4 圈)
z 重复上述操作,直到完成切割。
z 切割的次数会随着管子直径、管子类型以及
材料的不同而变化。
切勿用薄轮切割 40 号或大于 40 号的管
子!因为这会损坏割刀轮。
警告
不要对割管机强制用力。那样会损坏割刀轮或导
致人身伤害。
7
Page 6

RIDGID258/258X 强力割管机
注意!在快要完成切割时,割刀很容易被咬死。
此时,应该停止脚动泵的工作,但是还仍然需要
启动动力驱动装置开关,直到管子完全割透为止。
4. 完成切割之后,应该用脚踏释放机构来泄放压
力。
警告
在切割过程中,不要站立在旋转管子的附近。保
持脚动泵位置在割管机的后面。管子可能跌落伤
人。
图 10-卸下锁定螺母
更换割刀轮
警告
在更换割刀轮以及进行其它维修工作时,应该拔
掉电源电缆。
1.更换磨损的割刀轮,
a . 卸掉 774 方形驱动器接头,并将动力
驱动装置从方驱动器上拆下。
b. 找到位于方形驱动器对面一侧上面的锁
定螺母(图 10)。用活络板手或 15/16”板手,退
松螺母并取走。再取走垫圈。
图 11-卸除割刀轮组件
c. 一边握住割刀轮组件,一边拉出驱动器主
轴,然后提起割刀轮直到穿出枢轴臂(图 11)。
必要时,可以用锤子或板手轻轻地敲击方形
驱动器的反面,以便于拆卸。
图 12 -割刀轮组件
注意!对于有多个割刀轮的情况,可以卸除割刀轮上的轮
毂。先找到三个带垫圈的内六角螺丝,然后用随割管机一
起供货的备件 1/4”的内六角板手将其卸除。卸去盖板、
暴露割刀轮。用新的割刀轮替换磨损的割刀轮(图 12)。
重新盖好盖板,再用内六角板手上紧内六角螺丝。
d. 恢复割刀轮组件或将新割刀轮装至割管
机上去。使方形驱动器主轴对准轮毂组
件,并往里插入,直到台肩顶到轴承内滚
道。在方形驱动器的反面一侧,装上垫圈
和锁定螺母。上紧锁定螺母直到锁定螺母
彻底同垫圈接触。
注意!上紧锁定螺母时,不要使太大的劲。当锁
定螺母直到锁定螺母彻底同垫圈接触后,就停止。
上得太紧后,可能会降低轮子的旋转能力,从而
需要动力驱动装置提供更多的功率,或导致割刀
轮在切割过程中不能跟踪。
8
Page 7

RIDGID258/258X 强力割管机
2. 当锁定螺母正确上紧后,割刀轮应该在正反
两个方向上都能够轻松自如地转动。
运输
1.为了便于搬运切割机,在 258 和 258XL 的后面
顶部以及在前下方,各设计有一个提手(图
13)。切勿抓住枢轴臂来搬运割管机,因为这
会损坏液压缸。
2.在搬运切割机时,可以卸下 700 动力驱动装置,
以减少整体重量。
警告
在搬运 UT 时,应该由两位操作员,以防人体受伤。
供搬运小车
插入钩销用的孔
图 13-搬运时用的把手
用搬运小车来运输
有一辆两轮小车作为附件可以用来简化搬运工
作。这种运输小车与 258(2-1/2”-8”)以及
258XL(8”-12”)都兼容(有关订货详情,请
参阅产品目录)。通过使用装在顶部的 J 形夹头并
使钩销插入框孔的钩销
装好小车。
注意!搬运小车不会影响割管机操作,可以保持
与割管机相连。
(图 13)
,就可以很容易地
2.确保管架滚珠传送球头可以自由活动,且无粉
尘、管癍、以及碎片。
3.确保割刀轮组件中的三个螺丝和锁定螺母已
经紧固。并经常检查。
4.检查液压脚动泵中的液压油油位。确保油位达
到 FULL MARK 全油位标记线(活塞全部收回)。
在加油时,确保考虑到软管。
小心
换油或加油时,只允许使用高品位液压油。
注意!当活塞完全收进时,确保液压油处在软管
中。
5. 确保割刀没有变钝、弯曲或损坏。
维修与服务
如果需要维修的内容超出了所述的范围,则应该
将割管机送 RIDGID 独立的授权服务中心或将装置
送回工厂。经过 RIDGID 服务部门修理的设备,都
对设备材料及工艺方面的缺陷都可担保。
如果大家对此割管机的操作及功能还有其它的疑
问,则可以打电话或写信给:
如果您有任何关于服务或者维修的疑问,请致电
给艾默生管道工具 (上海 )有限公司的技术服务
部门,联系方式如下:
021-57740766
联系时,请按设备铭牌上所示填写好所有的有关
信息包括:型号、电压以及序号。
维修说明
1.确保割管机本体辊轮能够在管子底下转动自
如。清除碎片、管癍、以及辊子产生的粉尘。
9
Page 8

RIDGID258/258X 强力割管机
故障排除
故障排除表
故障 原因 排除方法
脚动泵不能
推进活塞
割刀轮不能
跟踪
管子不转动 割刀轮组装不当。
软管连接不完整
液压油位低
液压系统中有空气
割管机不能紧紧地夹住管子
管子支撑不适当
在启动 700 动力驱动装置之前,
没有对割刀轮泵送 2-3 次
774 方驱动顺接头没有完全插入
700 齿轮头中。
管子不圆
确保泵同活塞之间的各个软管可靠地固定
确保液压油油量充足
使系统放气
启动动力驱动装置之前,泵送几次,确保割刀对准管
子。
短管子必须正确座落在割管机框架辊轮上。长管子必
须用支架支撑,使割管机对准管子。
在割刀轮接触到管子后在启动 700 动力驱动装置前,
使脚动泵启动泵送 2-3 次。
确保割刀轮能够在正反两个方向上都能自由转动(见
说明)
方驱动器联轴接套必须完全插入,花键首先进入齿轮
头
确保管子没有平面、或没有压扁。
700 电动机
不能启动
电动机过热 连续操作,引起过载
电源断电
保险丝烧掉
电刷不接触电枢
冷却空气不足
检查电源
更换保险
检查电刷,更换电刷
连续操作后,要使动力驱动装置得到冷却
保持电动机通风孔处于清洁状态
10
 Loading...
Loading...