

Page 1
Programming guide
Z
Z
X
Dd
Rr
Dd
Z
X
Zz
X (Y)
4
Y
X
3
1
5
2
6
H-2000-6181-0B-B
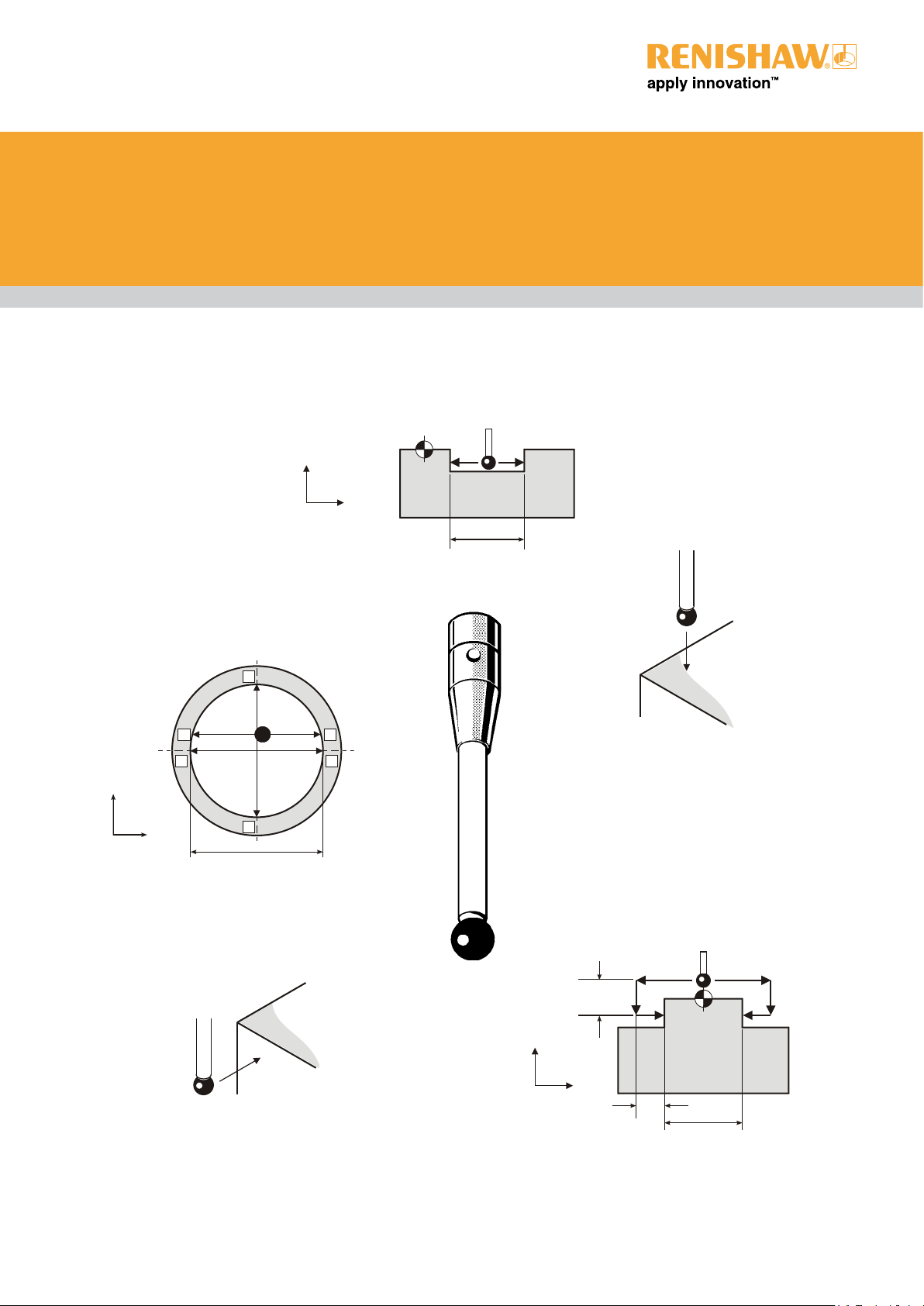
EasyProbe cycles for machining
centres
Page 2

© 1999 - 2006 Renishaw plc. All rights reserved.
This document may not be copied or reproduced in whole or in part, or
transferred to any other media or language, by any means, without the prior
written permission of Renishaw.
The publication of material within this document does not imply freedom from
the patent rights of Renishaw plc.
Disclaimer
Considerable effort has been made to ensure that the contents of this
document are free from inaccuracies and omissions. However, Renishaw
makes no warranties with respect to the contents of this document and
specifically disclaims any implied warranties. Renishaw reserves the right to
make changes to this document and to the product described herein without
obligation to notify any person of such changes.
Trademarks
RENISHAW® and the probe emblem used in the RENISHAW logo are
registered trademarks of Renishaw plc in the UK and other countries.
apply innovation is a trademark of Renishaw plc.
All other brand names and product names used in this document are trade
names, service marks, trademarks, or registered trademarks of their respective
owners.
Renishaw part no: H-2000-6181-0B-B
Issued: 07.2006
Page 3

Contents 1
Contents
About the EasyProbe cycles.............................................................................................. 3
How much memory is required?........................................................................................3
Control parameter setting – retaining the common variables on reset............................... 4
Calibrating a spindle probe................................................................................................ 4
When should a spindle probe be calibrated?.............................................................. 4
How do I calibrate a probe?........................................................................................ 5
Using the ‘C’ input....................................................................................................... 5
Calibrating using experience values........................................................................... 6
Program format..................................................................................................................6
Measuring a single surface................................................................................................ 7
Example 1: Calibrating the probe length..................................................................... 8
Example 2: Measuring the X surface (set G54 to the surface)...................................8
Example 3: Measuring the Z surface (set G54 relative to the surface)....................... 9
Example 4: Applying co-ordinate rotation to the Z axis (C axis).................................9
Example 5: Setting a 4th axis (B axis)...................................................................... 10
Measuring a feature (boss, bore, web, or pocket) ........................................................... 11
Example 6: Calibrating the probe XY offsets and stylus ball radii
(combined operation) ........................................................................... 11
Example 7: Calibrating the probe XY offsets............................................................ 12
Example 8: Calibrating the probe stylus ball radii..................................................... 12
Example 9: Measuring a boss (set G54 to centre).................................................... 13
Example 10: Measuring a bore (set G59 to a referred centre) ................................. 13
Example 11: Measuring a Y axis web (set G54 to centre)........................................ 14
Example 12: Measuring an X axis pocket (set G59 to a referred centre) ................. 14
Programming method ...................................................................................................... 15
Inputs for protected positioning macro O9770.......................................................... 15
Example 13: Setting a part origin in a bore and top face.......................................... 15
Example 14: Setting a 4th axis (A axis).................................................................... 16
Common retained variables............................................................................................. 16
Inspection Plus calibration data variables................................................................. 16
Standard inspection calibration data variables ......................................................... 17
Customising the software ................................................................................................ 18
Testing the software ........................................................................................................ 19
Test 1: Z axis moves................................................................................................. 19
Test 2: Measuring accuracy...................................................................................... 20
Test 3: Fast feedrate optimisation ............................................................................ 20
Test 4: Updating the work offset............................................................................... 20
Publication No. H-2000-6181
Page 4

2 Contents
Inputs............................................................................................................................... 21
For single surface setting – G65P9023 (no Dd input)............................................... 21
For feature setting – G65P9023 (with Dd input) ....................................................... 21
Optional inputs – G65P9023..................................................................................... 22
Angle data........................................................................................................................ 24
Output – angle (#139)...............................................................................................24
Output – angle error (#144) ...................................................................................... 24
4th axis work offset adjustment ................................................................................ 24
Alarms.............................................................................................................................. 25
Common variables used for cycle output results ............................................................. 26
Publication No. H-2000-6181
Page 5

About the EasyProbe cycles
This guide describes how to use the Renishaw EasyProbe cycles. They are intended for
setting up simple jobs and measuring tasks.
By using these cycles, you will not have to create a program to position the probe prior to
the setting cycle call. The software allows you to position the stylus at a suitable start
position, in either the jog or handwheel mode, before running the cycle. Alternatively, the
EasyProbe custom cycles can be written into a part program for automatic programming
applications.
The main cycle is:
O9023 (REN START/SETUP)
This cycle is supported by the service macros listed below. Together, they form a
complete standalone software package that can be loaded into the control part-program
memory area.
About the EasyProbe cycles 3
O9770 (REN PROTECTED MOVE)
O9771 (REN BASIC MEASURE)
O9772 (REN OFFSET TYPE)
O9773 (REN SURFACE)
O9774 (REN FEATURE)
O9775 (REN ANGLE/4TH AXIS)
CAUTION: The EasyProbe cycles should be carefully tested for safe operation in
!
both MDI’ and ‘program’ mode during the commissioning. This will ensure they
are compatible with your machine configuration. If you use the cycles without first testing
them thoroughly for compatibility, serious mispositioning and damage may be caused
(see the section “Testing the software” later in this guide).
How much memory is required?
Loading all the cycles requires approximately 6.0 KB (15.0 metres) of part program
memory.
If you do not expect to use any of the macros listed below, do not load them.
O9773 (REN SURFACE) 0.6 KB (1.5 metres) of memory
O9774 (REN FEATURE) 1.2 KB (3.0 metres) of memory
O9775 (REN ANGLE/4TH AXIS) 0.9 KB (2.3 metres) of memory
Publication No. H-2000-6181
Page 6

4 Calibrating a spindle probe
Control parameter setting – retaining the common variables
on reset
Your machine controller must be set to retain common variables on reset. This is a
parameter setting that allows the angle measure cycle to work, and lets you see the
results written to these variables after the cycle has finished. For detailed information, see
the Readme file that is supplied with the EasyProbe software.
Calibrating a spindle probe
Before a spindle probe is used on a machine tool, it must be calibrated. Calibration
ensures that the length of the probe and the size and centre position of the stylus ball are
known. With this knowledge you can be sure that measurements taken with the probe will
be accurate.
The EasyProbe cycles have built-in calibration routines. Use these whenever a probe
needs to be calibrated.
When should a spindle probe be calibrated?
A probe should be calibrated in the following circumstances:
● Whenever a new stylus is fitted.
● Whenever the probe is exchanged with one from a different machine.
● Whenever a new shank is fitted to the probe.
● If it is suspected that the stylus has become distorted. For example, due to a
collision with part of a feature.
● If any on-centre adjustment has been performed.
● If very tight tolerances are to be achieved during workpiece set-up.
Publication No. H-2000-6181
Page 7
Calibrating a spindle probe 5
How do I calibrate a probe?
Three steps are involved in calibrating a spindle probe.
Step 1 Determine the length of the probe stylus assembly. See “Example 1 –
Calibrating the probe length”.
Step 2 Determine the relationship between the {x,y} centre of the stylus ball and the
machine spindle (the X and Y stylus offsets). See “Example 7 – Calibrating the
probe XY offsets”.
Step 3 Determine the effective size of the stylus ball (the ball radii). See “Example 8 –
Calibrating the probe stylus ball radii”.
Steps 2 and 3 can be carried out either as individual operations, as described above, or
combined into one operation (this is the recommended method). See “Example 6 –
Calibrating the probe XY offsets and stylus ball radii (combined operation)”.
Using the ‘C’ input
Instead of having separate calibration routines, the standard measuring cycles are used
with the ‘C’ input to calibrate the probe.
● C1. – use this input to calibrate the probe for either length or stylus offsets/radii.
● C2. – use this input to calibrate the probe stylus offsets.
● C3. – use this to calibrate the probe stylus radii.
Publication No. H-2000-6181
Page 8
6 Calibrating a spindle probe
Calibrating using experience values
Depending on circumstances, a probe might not always need to be calibrated precisely.
Instead, experience values can be used. To calibrate using experience values, first
mechanically centre the probe stylus so that it runs true. Next, enter the values directly
via the keyboard.
Do this as follows:
1. Enter experience values for the stylus ball radii.
● Actual (experience) stylus radii values are typically 0.030 mm (0.0011 in) less
than the physical radii values.
● For details of where these values are stored, see the section “Common
retained variables”.
2. Set the XY offsets to zero (0).
● For details of where these values are stored, see the section “Common
3. Set the probe tool offset register to the length of the probe/stylus assembly.
● Enter the length into the tool offset register that you have allocated to the
If you use this method, ignore the calibration procedures described previously and all
further examples of probe calibration.
Program format
Standard call G65P9023....inputs....
M-code call M143....inputs....(recommended if an M-code shortcut is to be used).
retained variables”.
probe tool holder.
Publication No. H-2000-6181
Page 9

Measuring a single surface
Description
This cycle is used to measure a single surface feature. It is also used to calibrate the
length of a probe.
Application
Position the probe stylus (using either the jog or handwheel mode) to a start point that is
clear of the surface. Run the cycle, either in MDI mode or by creating a simple part
program.
Format
Measuring a single surface 7
[ ] denotes optional inputs
X surface G65P9023Xx[AaC1.QqSsIi]
Y surface G65P9023Yy[AaC1.QqSsJj]
Z surface G65P9023Zz[AaC1.QqSsKk]
Publication No. H-2000-6181
Page 10

8 Measuring a single surface
Example 1: Calibrating the probe length
Inputs required: C1. and Zz (do not use input Dd)
Z
Y
X
You must set the active co-ordinate system (for example, G54) to the reference surface
position before running the cycle.
1. Position the probe stylus approximately 10 mm (0.394 in) above the surface.
2. Run the cycle, either in MDI mode or by creating a simple part program.
O0000;
G65P9023C1.Z-10.; The probe length is set.
Example 2: Measuring the X surface (set G54 to the
surface)
Inputs required: Xx and Ss
1. Position the probe stylus approximately 10 mm (0.394 in) in front of the surface.
O0000;
G65P9023X-10.S54.; Set the G54 to the X surface position.
Publication No. H-2000-6181
Page 11

Measuring a single surface 9
Example 3: Measuring the Z surface (set G54 relative to
the surface)
Inputs required: Zz and Ss
1. Position the probe stylus approximately 10 mm (0.394 in) above the surface.
O0000;
G65P9023Z-10.S54.K50.; Set the Z surface at 50 mm (1.968 in) relative
to the G54.
Example 4: Applying co-ordinate rotation to the
Z axis (C axis)
The value of the actual angle recorded (in #139) depends on the order in which the
measurement points are taken, i.e. either P1 before P2 or P2 before P1.
1. Position the probe stylus approximately 10 mm (0.394 in) in front of the angled
surface at the first measuring point.
2. Take a measurement at point P1.
3. Move the probe to point P2, using the same Z position. Take a measurement at this
point.
NOTE: An alarm is generated if the X, Y and Z positions are changed for P1 and P2.
Publication No. H-2000-6181
Page 12

10 Measuring a single surface
O0000;
G65P9023Y-10.; Y– single surface measure P1.
G0G91X50.Y15.; Move from P1 to P2. You can use either the jog or
G65P9023A0Y-10.; Y– single surface P2 measure to find the angle error
G68G90C0X0Y0R#144; Apply rotation around the C axis.
NOTE: G68 may be cancelled with G69. The measuring cycles will not run with
G68 active.
handwheel mode to do this.
#144, relative to angle (A=0). The actual angle is in
#139.
Example 5: Setting a 4th axis (B axis)
1. Position the probe stylus approximately 10 mm (0.394 in) above the angled surface
at the first measuring point P1.
2. Take a measurement at point P1.
3. Move the probe to point P2, using the same Y position. Take a measurement at this
point.
O0000;
G65P9023Z-10.; Z– single surface measure P1.
G0G91X50.Z15.; Move from P1 to P2. You can use either the jog or
handwheel mode to do this.
G65P9023A0Z-10.S54; Z– single surface measure P2.
4. Adjust the G54 (B axis) by the angle error to set the surface to zero (0) degrees.
Publication No. H-2000-6181
Page 13

Measuring a feature 11
Measuring a feature (boss, bore, web, or pocket)
Description
This cycle is used to measure a feature. The feature can be a boss, bore, web, or pocket.
The cycle is also used to calibrate the XY axis offsets of a probe and the radii of a probe
stylus ball.
Application
Position the probe stylus (using either the jog or handwheel mode) to a start point. Run
the cycle, either in MDI mode or by creating a simple part program.
Format
[ ] denotes optional inputs
Boss, bore G65P9023Dd[CcQqRrSsIiJjKk]
X (web, pocket) G65P9023DdXx[CcQqRrSsIiJjKk]
Y (web, pocket) G65P9023DdYy[CcQqRrSsIiJjKk]
Example 6: Calibrating the probe XY offsets and stylus
ball radii (combined operation)
Use a ring gauge as a reference feature for this operation. You must accurately
determine the centre position of the ring gauge before calibrating the probe.
Inputs required: C1. and Dd
1. Position the probe stylus ball in the ring gauge at the measuring height. Align the
spindle axis with the exact centre of the gauge.
2. Run the cycle, either in MDI mode or by creating a program.
O0000;
G65P9023C1.D50.002; The size of the ring gauge is 50.002 mm. The XY offsets
Publication No. H-2000-6181
and stylus ball radii calibration are set.
Page 14

12 Measuring a feature
Example 7: Calibrating the probe XY offsets
Use a bored hole as the reference feature for this operation. The centre of the feature
must be generated for accuracy, but the size is not important.
Inputs required: C2. and Dd
1. Position the probe stylus ball in the reference feature at the measuring height. Align
the spindle axis with the exact centre of the bore.
2. Run the cycle, either in MDI mode or by creating a program.
O0000;
G65P9023C2.D50.; The calibrated XY offsets are set.
Example 8: Calibrating the probe stylus ball radii
Use a ring gauge as a reference feature for this operation. The exact position of the
reference feature is not important.
Inputs required: C3. and Dd
1. Position the probe stylus ball in the ring gauge at the measuring height. Align the
spindle axis with the approximate centre of the gauge.
Publication No. H-2000-6181
Page 15

Measuring a feature 13
2. Run the cycle, either in MDI mode or by creating a program.
O0000;
G65P9023C3.D50.002; The size of the ring gauge is 50.002 mm. The stylus ball
radii calibration is set.
Example 9: Measuring a boss (set G54 to centre)
Inputs required: Dd, Ss and Zz
1. Position the probe stylus on the approximate centre of the feature, and
approximately 10 mm (0.394 in) above the feature.
O0000;
G65P9023D50.Z-15.S54.; Set the G54 offset.
Example 10: Measuring a bore (set G59 to a referred
centre)
Inputs required: Dd and Ss
1. Position the probe stylus on the approximate centre of the feature, and in the bore
at the measuring height.
O0000;
G65P9023D50.S59.I50.J50.; Set the centre at X=50 and Y=50 relative to the
Publication No. H-2000-6181
G59X0Y0.
Page 16

14 Measuring a feature
Example 11: Measuring a Y axis web (set G54 to centre)
Inputs required: Dd, Ss, Y1. and Zz
1. Position the probe stylus on the approximate centre of the feature, and
approximately 10 mm (0.394 in) above the feature.
O0000;
G65P9023D50.Y1.Z-15.S54.; Set the G54 offset.
Example 12: Measuring an X axis pocket (set G59 to a
referred centre)
Inputs required: Dd, Ss and X1.
1. Position the probe stylus on the approximate centre of the feature, and in the pocket
at the measuring height.
O0000;
G65P9023D50.X1.S59.I50.; Recommend setting input X = 1. or Y = 1. (but
any value can be used). Set the X surface at
X = 50 relative to the G59X0.
Publication No. H-2000-6181
Page 17

Programming method
Macro O9770 can be used for protected positioning moves as described in the following
examples.
Inputs for protected positioning macro O9770
Xx x = X target position.
Yy y = Y target position.
Zz z = Z target position.
Ff f = Feedrate (the default is set in O9023).
M1. = Set an error flag #148=1 (triggered) or =0 (no trigger). No
Programming method 15
alarm generated. This can be used for testing whether a surface
exists.
Examples 13 and 14 below describe how to use the cycles when they are written into a
part program.
Example 13: Setting a part origin in a bore and top face
O????
M6T20; Select the probe.
G54;
G43Z100.0H20 Apply probe length offset.
G65P9023M1.; Switch probe on.
G65P9770X0Y0Z10.F5000.; Protected move to the centre of the bore.
G65P9770Z-10.; Protected move to the measuring position.
G65P9023D30.S54.M2.; Measure and set the bore to G54X0 Y0.
G65P9770Z10.; Protected move.
G65P9770X25.; Protected move.
G65P9023Z-10.S54.K1.M2.; Set the Z surface to 1 mm (0.040 in) above the
G54Z0 position.
G65P9023M3.; Switch probe off.
G0Z100.; Retract.
Publication No. H-2000-6181
Page 18

16 Common retained variables
Example 14: Setting a 4th axis (A axis)
O????;
M6T20; Select the probe.
G54;
G43Z100.0H20 Apply probe length offset.
G65P9023M1.; Switch probe on.
G65P9770X0Y-25.Z10.F5000.; Protected move to the first measurement point.
G65P9023Z-10.M2.; Z- single surface measure.
G65P9770Y25.; Move along the Y axis parallel to the surface.
G65P9023A90.Z-10.S54.M2.; Z- single surface measure.
G65P9023M3.; Switch probe off.
Adjust the G54 A axis by the angle error to set
the surface to zero (0) degrees.
Common retained variables
The common retained variables used depend upon the inspection software option that is
selected during the initial generation of the EasyProbe software.
● Variables for Inspection Plus software are used when either:
● No Renishaw inspection software is currently installed, or
● Renishaw Inspection Plus software is currently installed.
● Variables for the standard Renishaw inspection software are used when the
standard inspection software is currently installed.
Inspection Plus calibration data variables
Each of the following values is found during the calibration process.
#500 = X axis stylus ball radius.
#501 = Y axis stylus ball radius.
#502 = X axis stylus ball centre offset.
#503 = Y axis stylus ball centre offset.
Publication No. H-2000-6181
Page 19

Common retained variables 17
#506 = Stylus backoff factor adjustment.
This should be optimised during installation. Reducing the value
decreases the distance the stylus will back off from the surface before
making a final measuring move. When the software is set for a one-touch
measuring move, #506 is not used. (See the section “Customising the
software”, variable #118.)
Standard inspection calibration data variables
Each of the following values, with the exception of #506, is found during the calibration
process.
#500 = X+ axis stylus ball radius.
#501 = X
#502 = Y+ axis stylus ball radius.
#503 = Y
#504 = X axis stylus ball centre offset.
#505 = Y axis stylus ball centre offset.
#506 = Stylus backoff factor adjustment.
NOTE: When EasyProbe files are generated using the Haas USA option, the range
of common variables (#100) and common retained variables (#500) are different
from those shown above.
When using this option, all #100 variables are incremented by 50 and the #500
variables by 56. For example, the 4th axis system number setting variable #115
becomes #165 and the probe tool offset number variable #120 becomes #170.
Similarly, the X+ axis stylus ball radius #500 becomes #556 and the backoff factor
#506 becomes #562.
– axis stylus ball radius.
– axis stylus ball radius.
This should be optimised during installation. Reducing the value
decreases the distance the stylus will back off from the surface before
making a final measuring move. When the software is set for a one-touch
measuring move, #506 is not used. (See the section “Customising the
software”, variable #118.)
This is to comply with current Haas USA recommendations for probe variable use
and should avoid conflicts with other systems on the machine.
Publication No. H-2000-6181
Page 20

18 Customising the software
Customising the software
Customising features are provided in the macro O9023 (REN START/SETUP). This
involves adding suitable probe start and stop codes, and editing the default values of
some of the common variables used in the software.
(START CODES) Enter suitable start-up codes at the top of the macro, when
applicable, to switch on the probe. A spindle orientation code, M19,
is already included to consistently position the spindle correctly each
time the cycles are used.
Start codes will usually be M-codes.
(STOP CODES) Enter suitable stop codes at the end of the macro, when applicable,
to switch off the probe.
Stop codes will usually be M-codes.
#115 = 4th axis system number setting and direction (i.e. clockwise or
counter-clockwise). This must be set during the installation if using a
4th axis option (see the section “Testing the software”). The setting
is dependent on the following factors:
● The type of 4th axis used.
● Where it is located or how it has been installed.
NOTE: If no 4th axis is being used, it is important that the default
value of zero (0) is left set.
#116 = This is used to read and apply the active tool offset values.
#118 = Measuring feedrate. The default value of 30 mm/min (1.181 in/min)
is suitable for general applications on most machines using a
two-touch measuring move.
NOTES: Feedrate values must always be entered in mm/min, even
if the Imperial (inches) mode is being used on the machine.
Be aware that measurement accuracy can be compromised by
increasing the measuring feedrate (see the section “Testing the
software”).
Machines with an ‘High Speed Skip’ (fast) measuring input can be
run at faster feedrates – typically 500 mm/min to 1000 mm/min
(20 in/min to 40 in/min).
Publication No. H-2000-6181
Page 21

Testing the software 19
Once the feedrate is increased above 100 mm/min (3.94 in/min), the
cycles change to one-touch measuring. Tests may be required to
find the optimum feedrate for your application.
#119 = Fast feedrate used for protected positioning in XY axis (default
5000 mm/min).
Calculated: Z axis is (#119*.6=) 3000 mm/min.
First-touch measure is (#119*.3=) 1500 mm/min.
#120 = Fix the probe tool offset number used for the measuring cycles
(default = 20). This must be set during installation (see the section
“Testing the software”).
The common variables listed below are also used by the EasyProbe software.
#123 Used for internal calculation or a similar purpose.
to = Not normally of concern to a user.
#132
#135 Used for cycle output results
to = (see "Common variables used for cycle output results" for details).
#148
Testing the software
After you have finished customising the software, or even if no changes have been made,
you should carefully run the cycles to make sure they are compatible with the machine.
You are recommended to carry out each of the tests described below as appropriate.
Test 1: Z axis moves
Run a Z measure cycle clear of any obstruction (ideally at the Z home position). Check
that the axis only moves the incremental programmed distance, and not a large value that
includes the probe length.
If the probe is not triggered, a ‘Probe Fail’ alarm should occur at the end of the move.
Run this test in MDI mode and under program operation. Also run this test immediately
after switching on the machine but before you have selected a tool offset.
Publication No. H-2000-6181
Page 22

20 Testing the software
Test 2: Measuring accuracy
Test that the measuring accuracy is suitable for your application. You must do this if you
have changed the default measuring feedrate.
This test is usually achieved by making repeated measurements on a surface, while
starting the moves from different standoff positions.
Test 3: Fast feedrate optimisation
Test that the fast feedrates are optimised for your machine. For safe operation the
machine must be able to stop during a measuring move within the overtravel of the probe.
The default feedrate values used are usually suitable for small to medium size machines.
TIP: Test the feedrate by positioning the probe stylus to trigger during a skip move on the
edge of a surface, so that the stylus will skid off the surface and prevent excessive
overtravel.
Test 4: Updating the work offset
If the 4th axis measuring feature is to be used, check that the correct work offset is
updated and that it is applied in the correct direction, i.e. clockwise or counter-clockwise.
The axis direction and axis number are set inside macro O9023 using #115 = 4, 5 etc. or
#115 = -4, -5 etc.
.
Publication No. H-2000-6181
Page 23

Inputs
Inputs 21
For single surface setting – G65P9023 (no Dd input)
NOTES:
[ ] denotes optional inputs
*
denotes macro A keyboard inputs (Fanuc controllers only)
[Aa] a = Use this only when measuring an angle. Enter the nominal angle of the
[Ba
] surface (±90 degree range). Make two surface measures along the
*
[C1.] = Indicates a calibration cycle. This is used to adjust the probe tool length
[Fc
] offset.
surface. This input must be used for the second measure (see the section
“Angle data”).
*
Xx x = Approximate distance and direction to the X surface.
Yy y = Approximate distance and direction to the Y surface.
Zz z = Approximate distance and direction to the Z surface (usually a minus
value).
For feature setting – G65P9023 (with Dd input)
Dd d = The nominal size of the feature for measuring a bore/boss or a
web/pocket.
C1. = Complete calibration in one operation, as described in C2. and C3. below.
or
C2. = Calibrate the stylus in the XY axes for stylus ball-to spindle centre line
or offsets.
C3. = Calibrate the stylus ball radius offsets in the XY axes.
X1. = Indicates measuring a web/pocket in the X axis.
or
Y1. = Indicates measuring a web/pocket in the Y axis.
Zz z = Incremental distance and direction to the measuring position in the Z axis
Publication No. H-2000-6181
(usually a minus value). If this is omitted, a bore or pocket cycle is
assumed.
Page 24

22 Inputs
Optional inputs – G65P9023
Probe switch-on/switch-off codes
Mm 1. = Switch probe on only. (No measure cycle.)
Other codes
Qq q = The overtravel of the probe for use whenever the default value is not
2. = Inhibit probe on/off codes. (Run measure cycle.) Include this input in a
program if the cycle is to be run a number of times. This will prevent the
probe from being switched on and off.
3. = Switch probe off only. (No measure cycle.)
suitable.
Default values =
5 mm (0.197 in) for XYZ measurements.
10 mm (0.394 in) for feature measurements.
Rr r = The radial clearance between the stylus and the side of the feature. Use
only to measure an external feature (i.e. web or boss).
Default value = 10 mm (0.394 in)
-r = Use a negative value to run an internal web or boss cycle.
Publication No. H-2000-6181
Page 25

Ss s = The work offset number that is to be set.
S54 to S59 (G54 to G59 Fanuc/Meldas, and G54P1 to G59P1 Yasnac)
S53 external work offset (S52 on Haas)
Fanuc additional offsets
S101 to S400 (G54.1P1 to G54.1P300)
Meldas additional offsets
S101 to S148 (G54.1P1 to G54.1P48)
Haas additional offsets
S110 to S129 (G110 to G129)
S154.01 to S154.99 (G54P1 to G54P99)
Yasnac additional offsets
S54.02 to S59.05 (G54P2 to G59P5) MX3, J50 series
S54.02 to S59.05 (G54P2 to G59P5) I80, J300 series
Ii I = Required X set position of the feature.
Default value = zero (0).
Inputs 23
Jj j = Required Y set position of the feature.
Default value = zero (0).
Kk k = Required Z set position of the feature.
Default value = zero (0).
Publication No. H-2000-6181
Page 26

24 Angle data
Angle data
The normal mathematical convention for angles is used. This means the specified angle
or resultant angle is a positive (counter-clockwise) angle (see the following figures).
This may cause confusion on a machining centre where the normal operator viewpoint is
from the Y– direction (typical) for rotations around the Y axis.
Output – angle (#139)
The cycle calculates the angle using the controller ATAN function, without any
manipulation of the result.
This is an absolute value that is measured as follows:
● ‘A axis’ rotation (around the X axis) is measured from the Y+ axis.
● ‘B axis’ rotation (around the Y axis) is measured from the X+ axis.
● ‘C axis’ rotation (around the Z axis) is measured from the X+ axis.
Output – angle error (#144)
The cycle calculates the angle error from the ‘Aa input’ angle. The result is always given
in the range ±90 degrees.
4th axis work offset adjustment
This is always adjusted by the #144 value, which means the shortest distance (angle
error) used for the update.
To change the update direction to the 4th axis, see the section “Customising the
software”, variable #115.
Publication No. H-2000-6181
Page 27

Alarms
Alarms 25
Message 91 FORMAT ERROR
591 FORMAT ERROR
Action Correct the macro input line and run again.
(This is a reset condition.)
Message 92 PROBE OPEN
592 PROBE OPEN
Action The probe is not switched on, or the stylus is in contact with a surface
before trying to make the move, or the probe triggered during a move.
Correct the error and try again.
(This is a reset condition.)
Message 93 PROBE FAIL
593 PROBE FAIL
Action The probe did not hit the surface during the measure move, or the signal
is not received or actioned by the control.
This alarm is sometimes given if the surface is hit close to the target
overtravel limit. The condition gets worse with higher measuring
feedrates.
Correct the error and try again.
(This is a reset condition.)
Message 95 ANGLE DATA ERROR
595 ANGLE DATA ERROR
Action The macro could not process the angle data provided.
Reasons:
● Two surface measurements are taken at the same position.
● Only one axis positioning move is allowed (not counting the
measuring axis) between the two surface measuring points.
Publication No. H-2000-6181
● Using the Aa input when not trying to measure an angle.
Position correctly from the current position, and try again. (This is a reset
condition.)
Page 28

26 Common variables used for cycle output results
Common variables used for cycle output results
#135 = X actual position output.
#136 = Y actual position output.
#137 = Z actual position output.
#138 = Size of feature output.
#139 = Absolute angle output (see the section “Angle data”).
#140 = X position error output.
#141 = Y position error output.
#142 = Z position error output.
#143 = Size error output (for feature measurement) or height difference output
(for angle measurement).
#144 = Angle error. This is relative to the Aa angle specified. The result is always
in the range ±90 degrees (see the section “Angle data”).
#148 = Macro O9770 flag (0 = no trigger, 1 = triggered). Indicates whether the
probe has triggered during the move.
Publication No. H-2000-6181
Page 29

Renishaw plc
New Mills, Wotton-under-Edge,
Gloucestershire, GL12 8JR
United Kingdom
T +44 (0)1453 524524
F +44 (0)1453 524901
E uk@renishaw.com
www.renishaw.com
For worldwide contact details,
please visit our main web site at
www.renishaw.com/contact
*H-2000-6181-0B*
 Loading...
Loading...