


CCoommppoouunndd MMaasstteerr
HHaannddeexxttrruuddeerr
BBeeddiieennuunnggss--
aannlleeiittuunngg
CCoommppoouunndd MMaasstteerr
extrudeuse
MMooddee dd’’eemmppllooii
CCoommppoouunndd MMaasstteerr
extrusora manual
IInnssttrruucccciioonneess
ddee eemmpplleeoo
CCoommppoouunndd MMaasstteerr
Extruder
OOppeerraattiinngg
iinnssttrruuccttiioonnss
VII.04

2
Inhalt
Seite
I. Einleitung/Allgemeines
I. Introduction/general information 2
I.1 Manufacturer 2
I.2 Fields of application of the “Compound Master“ 4
I.3 Guarantee and liability 4
I.4 CE declaration of conformity 4
II. Safety instructions/prevention of accidents 6
II.1 Explanation of symbols 6
II.2 Obligation of the operator 6
II.3 Preventive measures 6
II.4 Repair/maintenance 8
II.5 Risks arising from the use of the extruder 8
III. The REMA TIP TOP
T2-Compound repair system 10
IV. Description of the extruder 10
IV.1 Parts and operating elements 10
IV.2 Standard accessories 12
IV.3 Functioning of the extruder 12
V. Technical data 12
VI. Transport 12
VII. Starting 14
VIII. Handling 14
VIII.1 Operating elements/handling 14
VIII.2 Cleaning/warming up the extruder 16
VIII.3 Repairing 18
IX. Maintenance 18
IX. Maintenance rates 18
IX.2 Disassembling the front part of the extruder 20
IX.3 Demounting the feeder worm 20
IX.4 Demounting and checking the feeding hopper 20
X. Trouble shooting 22
Spare parts list A 24
Spare parts list B 28
Table of contents:
page
I. Introduction/General Information
This manual explains the correct handling of the extruder “Compound Master“. Only use the tool after having
carefully studied and completely understood this manual.
This manual should also be read regularly when the tool
is used.
When the tool is passed on to other persons, this manual should always be passed on to these persons also.
For information about injury preparation, refer to the
enclosed repair instructions „T2 - Compound Repair
System“.
All the information given in this manual refers only to the
use of original TIP TOP materials.
We reserve the right to carry out changes which contribute to the further technical development of the tool.
© 2004 This manual is copyright. Its reproduction
(including reproduction through various photographic
methods and storage by any electronic medium) is subject to the approval of TIP TOP. Any commercial use of
this manual or any part of it is prohibited.
TIP TOP STAHLGRUBER GmbH & Co. KG,
85586 Poing.
The extruder “Compound Master“ is manufactured by
the company:
BDS Maschinen GmbH
D-41061 Mönchengladbach
The tool is distributed by the company
TIP TOP STAHLGRUBER
Otto Gruber GmbH & Co. KG
Gruber Str. 63
D-85586 Poing
Der Handextruder “Compound Master“ wird hergestellt
von der Firma
BDS Maschinen GmbH
D-41061 Mönchengladbach
Der Vertrieb erfolgt durch die Firma
TIP TOP STAHLGRUBER
Otto Gruber GmbH & Co. KG
Gruber Str. 63
D-85586 Poing
I.1 Manufacturer
I.1 Hersteller
I. Einleitung/Allgemeines 2
I.1 Hersteller 2
I.2 Einsatzbereiche des "Compound Master" 4
I.3 Gewährleistung und Haftung 4
I.4 CE-Konformitätserklärung 4
II. Sicherheit/Unfallverhütung 6
II.1 Symbol- und Hinweiserklärung 6
II.2 Verpflichtungen des Betreibers 6
II.3 Organisatorische Maßnahmen 6
II.4 Störungsbeseitigung/Instandhaltungstätigkeiten 8
II.5 Gefahren im Umgang mit dem Handextruder 8
III. Das REMA TIP TOP
T2-Compound Reparatursystem 10
IV. Gerätebeschreibung 10
IV.1 Bezeichnungen und Bedienelemente 10
IV.2 Standardzubehör 12
IV.3 Funktionsweise 12
V. Technische Daten 12
VI. Transport 12
VII. Inbetriebnahme 14
VIII. Bedienung und Betrieb 14
VIII.1 Bedienelemente/Handhabung 14
VIII.2 Handextruder reinigen/warmfahren 16
VIII.3 Reparatur durchführen 18
IX. Wartung 18
IX.1 Wartungsintervalle 18
IX.2 Extrudervorderteil zerlegen 20
IX.3 Transportschnecke ausbauen 20
IX.4 Einlauftrichter ausbauen und prüfen 20
X. Störungen/Ursachen/Beseitigung 22
Ersatzteilliste A 24
Ersatzteilliste B 28
Diese Bedienungsanleitung zeigt die fachgerechte
Handhabung des Handextruders "Compound Master".
Das Gerät darf erst in Betrieb genommen werden, wenn
die Bedienungsanleitung sorgfältig gelesen und in allen
Punkten verstanden wurde.
Die Bedienungsanleitung sollte auch während der
Nutzungszeit regelmäßig gelesen werden.
Bei Weitergabe des Gerätes muß die Bedienungsanleitung stets mit übergeben werden.
Die Arbeitsgänge der Reparaturstellen-Bearbeitung
sind der beiliegenden Reparaturanleitung „T2 Compound Repair System“ zu entnehmen.
Alle Angaben dieser Bedienungsanleitung beziehen
sich ausschließlich auf die Verwendung von Original TIP
TOP Materialien.
Änderungen des Gerätes, die der technischen Weiterentwicklung dienen, bleiben vorbehalten.
© 2004. Alle Rechte vorbehalten, auch die der fototechnischen Wiedergabe und der Speicherung auf
elektronischen Medien.
Die gewerbliche Nutzung dieser Geräte-Bedienungsanleitung, auch in Auszügen, ist nicht zulässig.
TIP TOP Stahlgruber GmbH & Co. KG, 85586 Poing.

I. Introduction/informations générales 3
I.1 Fabricant 3
I.2 Domaines d´application du “Compound Master“ 5
I.3 Garantie et responsabilité 5
I.4 Déclaration de conformité CE 5
II. Sécurité/prévention des accidents 7
II.1 Explication des symboles et des conseils 7
II.2 Engagement de l´exploitant 7
II.3 Mesures de prévention 7
II.4 Dépannage/entretien 9
II.5 Risques liés à l´utilisation de l´extrudeuse 9
III. Le système de réparation
T2 Compound REMA TIP TOP 11
IV. Description de l´appareil 11
IV. 1 Désignation des pièces
et des éléments de commande 11
IV. 2 Accessoires standard 13
IV. 3 Fonctionnement 13
V. Caractéristiques techniques 13
VI. Transport 13
VII. Mise en service 15
VIII. Maniement de l´appareil 15
VIII.1 Eléments de commande/maniement 15
VIII.2 Nettoyage de l´extrudeuse/échauffement 17
VIII.3 Procédé de réparation 19
IX. Entretien 19
IX.1 Intervalles de service 19
IX.2 Démonter la partie avant de l´extrudeuse 21
IX.3 Enlever la vis sans fin 21
IX.4 Démonter et inspecter la trémie d´entrée 21
X. Anomalies/causes/remèdes 23
Liste des pièces détachées A 26
Liste des pièces détachées B 30
3
Table des matières:
page
I. Introducción / Generalidades
El presente manual contiene instrucciones importantes
respecto al uso correcto de la extrusora manual COMPOUND MASTER. No utilice el aparato antes de haber
leído y entendido completamente todas estas instrucciones.
Recomendamos consulte el manual regularmente también durante el uso del aparato.
En casos de reventa del aparato, este manual siempre
debe ser entregado al comprador.
Consulte nuestro manual para el sistema de reparación
T2-Compound.
Todas las instrucciones de este manual se refieren únicamente al uso de materiales originales TIP TOP.
Nos reservamos el derecho a modificar el aparato si así
lo requiere el desarrollo técnico.
© 2004. Nos reservamos todos los derechos de autor.
Está prohibida la reimpresión, copia, etc., completa y
parcial, sin previa autorización por escrito de TIP TOP
Stahlgruber GmbH & Co. KG. 85586 Poing, Alemania.
I. Introducción/Generalidades 3
I.1 El fabricante 3
I.2 Campos de aplicación para
la Compound Master 5
I.3 Garantías y responsabilidades 5
I.4 Declaración de conformidad CE 5
II. Seguridad/prevención de accidentes 7
II.1 Iconos y notas 7
II.2 Obligaciones del propietario 7
II.3 Medidas de prevención 7
II.4 Averías/mantenimiento 9
II.5 Peligros en el uso de la extrusora manual 9
III. El sistema de reparación T2-Compound
de REMA TIP TOP 11
IV. Descripción del aparato 11
IV.1 Designación de componentes
y accesorios para el uso 11
IV.2 Accesorios estándar 13
IV.3 Funcionamiento 13
V. Datos técnicos! 13
VI. Transporte13 13
VII. Montaje y conexión 15
VIII. Uso y funcionamiento 15
VIII.1 Componentes y accesorios/uso 15
VIII.2 Cómo limpiar/precalentar la extrusora 17
VIII.3 Cómo llevar a cabo la reparación 19
IX. Mantenimiento 19
IX.1 Intervalos de trabajos de mantenimiento 19
IX.2 Cómo desarticular la parte delantera
de la extrusora 21
IX.3 Cómo desmontar el husillo helicoidal 21
IX.4 Cómo desmontar e inspeccionar
la boquilla de entrada 21
X. Averías/causas/remedios 23
Lista de repuestos A 30
Lista de repuestos B 30
Índice
page
I.1 Fabricant
I.1 Fabricante
L’extrudeuse “Compound Master“ est fabriquée
par la société
BDS Maschinen GmbH,
à D-41061 Mönchengladbach.
L´appareil est commercialisé par la société
TIP TOP STAHLGRUBER
Otto Gruber GmbH & Co. KG
Gruber Str. 63
D-85586 Poing
La extrusora manual COMPOUND MASTER está fabricada por la empresa
BDS Maschinen GmbH
en D-41061 Mönchengladbach.
La comercialización es llevada a cabo por la empresa
TIP TOP STAHLGRUBER
Otto Gruber GmbH & Co. KG
Gruber Str. 63
D-85586 Poing
Ce mode d’emploi explique le maniement correct de
l’extrudeuse “Compound Master“. Ne mettez l’appareil
en service qu’après avoir étudié et compris toutes les
explications contenues dans ce mode d’emploi.
De plus, nous vous conseillons de lire le mode d’emploi
régulièrement pendant l’utilisation.
Quand vous confierez l’appareil à d’autres personnes,
vous devrez en même temps leur remettre ce mode
d’emploi.
Pour les informations concernant la préparation des
zones à réparer, référez-vous au mode opératoire „T2
- Compound Repair System“ ci-joint pour la réparation.
Toutes les informations données dans ce mode d’emploi
se réfèrent uniquement à l’utilisation de produits
d’origine TIP TOP.
Nous nous réservons le droit d’apporter toutes modifications visant à améliorer le fonctionnement de l’appareil.
© 2004 Tous droits d’auteur sur le présent mode d’emploi sont réservés. Toute reproduction du présent ouvrage (y compris celle effectuée par des procédés phototechniques) et toute mémorisation sur des supports
d’enrégistrement électroniques ne sont permises qu’avec l’autorisation de la société TIP TOP STAHLGRUBER
GmbH & Co. KG.
Toute exploitation commerciale de ce mode d’emploi et
de ses parties est interdite.
TIP TOP STAHLGRUBER GmbH & Co. KG.
85586 Poing.
I. Introduction/informations générales

4
I.2 Einsatzbereiche
des Compund Masters
The extruder “Compound Master“ should only be used
for the applications listed in this manual. For this purpose, only products from the REMA TIP TOP T2Compound Repair System should be used. As to injury
preparation, observe the instructions given in this manual and the separate repair instructions.
Any other use which does not conform to the one
defined in this manual is considered to be incorrect.
The company TIP TOP STAHLGRUBER will not accept
any claims due to damage caused by incorrect use.
The user alone has to assume all risks arising from
incorrect use.
For the correct use of the tool, it is necessary to
observe all the instructions given in this manual.
I.2 Fields of application
of the “Compound Master“
I.3 Guarantee and liability
I.3 Gewährleistung und Haftung
I.4 EC declaration of conformityI.4 CE-Konformitätserklärung
On principle, our general terms of sales and delivery are
applicable. These are available to the operator. Warranty
claims and liability cannot be accepted for personal injuries
and material damage which are due to one or several of the
following causes:
Incorrect use of the extruder
Use of the extruder with defective or incorrectly
installed safety systems.
Disregard of the instructions given in this manual with
reference to safety, transport, storage, installation,
starting, operation and maintenance of the extruder.
Arbitrary alterations to the extruder
Insufficient monitoring of parts subject to wear
Non-specialist repairs
Accidental damage caused by foreign bodies and
undue force
The extruder “Compound Master“ described in this manual has been designed, constructed and manufactured
according to the EC standards 89/392/EEC and
89/336/EEC.
The declaration of conformity by the responsible manufacturer is attached to the extruder.
Grundsätzlich gelten unsere ”Allgemeinen Verkaufs- und
Lieferbedingungen”. Diese stehen dem Betreiber zur
Verfügung. Gewährleistungs- und Haftungsansprüche bei
Personen- und Sachschäden sind ausgeschlossen, wenn
sie auf eine oder mehrere der folgenden Ursachen zurückzuführen sind:
Nicht bestimmungsgemäße Verwendung des Handextruders.
Betreiben des Handextruders bei defekten Sicherheitseinrichtungen oder nicht ordnungsgemäß angebrachten oder nicht funktionsfähigen Sicherheits- und
Schutzvorrichtungen.
Nichtbeachten der Hinweise in der Betriebsanleitung
bezüglich Sicherheit, Transport, Lagerung, Montage,
Inbetriebnahme, Betrieb und Wartung des Handextruders.
Eigenmächtiges Verändern des Handextruders.
Mangelhafte Überwachung von Teilen, die einem Ver-
schleiß unterliegen.
Unsachgemäß durchgeführte Reparaturen.
Katastrophenfälle durch Fremdkörpereinwirkung und
höhere Gewalt.
Der Handextruder "Compound Master" darf nur für die
in der Verarbeitungsanleitung aufgeführten Anwendungsfälle eíngesetzt werden. Dabei dürfen nur
Materialien aus dem REMA TIP TOP T2- Compound
Reparatursystem verwendet werden. Die Angaben zur
Reparaturstellen-Bearbeitung in dieser Anleitung und
der separaten Reparaturanleitung sind zu beachten.
Eine andere oder über den beschriebenen Zweck
hinausgehende Benutzung gilt als nicht bestimmmungsgemäß.
Die Firma TIP TOP Stahlgruber haftet nicht für daraus
entstehende Schäden. Das Risiko dafür trägt allein der
Anwender.
Zur bestimmungsgemäßen Verwendung gehört auch
das Beachten aller Hinweise aus dieser
Bedienungsanleitung.
Der in dieser Anleitung beschriebene Handextruder "Compound Master" wurde entwickelt, konstruiert und gefertigt in
Übereinstimmung mit den EG-Richtlinien 89/392/EWG und
89/336/EWG.
Die CE-Konformitätserklärung der verantwortlichen Produktionsfirma liegt dem Gerät bei.

5
I.2 Domaines d’application
de l´appareil “Compound Master“
I.2 Campos de aplicación
de la COMPOUND MASTER
I.4 Declaración de conformidad CEI.4 Déclaration de conformité CE
I.3 Garantie et responsabilité
I.3 Garantías y responsabilidades
Ce domaine est en principe réglementé par nos „conditions
générales de vente et de livraison“, qui sont à la disposition
de l’exploitant.
En cas de dommages matériels et corporels, toute responsabilité et toute garantie sont exclues si ces dommages
sont imputables à une ou à plusieurs des causes suivantes:
emploi inadéquat de l´extrudeuse
utilisation de l´extrudeuse en dépit de défaillances ou
d’une installation incorrecte des dispositifs de sécurité
et de protection.
non-respect des instructions données dans le mode
d’emploi à propos des domaines: sécurité, transport,
stockage, montage, mise en service, utilisation et entretien de l’extrudeuse.
modification arbitraire de l’extrudeuse
surveillance insuffisante des pièces soumises à l’usure
réparation incorrecte
catastrophes causées par force majeure et par les
effets de corps étrangers.
Principalmente son válidas nuestras Condiciones generales
de venta y despacho. Éstas son libremente accesibles para
el usuario. No asumimos ninguna responsabilidad ni garantía de indemnización en casos de daños personales o materiales que se deben a las siguientes causas:
Uso no conforme a lo prescrito de la extrusora manual.
Uso de la extrusora manual con dispositivos de seguri-
dad y protección defectuosos, mal montados o que no
funcionan.
El ignorar las instrucciones y notas de este manual
respecto a seguridad, transporte, almacenaje, montaje,
puesta en funcionamiento, uso y mantenimiento de la
extrusora manual.
Modificaciones arbitrarias de la extrusora por parte del
usuario.
Revisión deficiente de componentes sometidos a efectos de desgaste.
Reparaciones mal efectuadas.
Accidentes y daños provocados por objetos ajenos y
fuerza mayor.
L´extrudeuse “Compound Master“ ne peut être utilisée
que pour les applications indiquées dans ce mode
d´emploi. A cet effet, on doit utiliser uniquement des
produits du système de réparation REMA TIP TOP T2
Compound. Pour la préparation des zones à réparer,
observer les informations données par ce mode
d´emploi et le mode opératoire séparé pour la réparation.
Un emploi différent ou un emploi qui excède le
domaine d’application précité est considéré comme
inadéquat.
La société TIP TOP STAHLGRUBER ne répond pas des
dommages causés par un emploi inadéquat des
appareils, emploi dont les risques incombent uniquement à l’utilisateur.
L’utilisation adéquate des appareils nécessite également le respect des instructions données dans ce
mode d’emploi.
La extrusora COMPOUND MASTER sólo debe ser utilizada para los campos de aplicación indicados en este
instructivo, empleando únicamente los materiales del
sistema de reparación T2-COMPOUND de REMA TIP
TOP. Respete todas las instrucciones referente a la
preparación de la zona a reparar, tanto representadas
en este manual como en las instrucciones de
reparación TIP TOP aparte.
Consideramos no conforme a lo prescrito todo uso
fuera de lo descrito en estos manuales.
La empresa STAHLGRUBER, Otto Gruber GmbH & Co.
KG no se responsabiliza de daños que resulten del mal
uso del aparato. El usuario asume todos los riesgos
consiguientes.
El uso conforme a lo prescrito incluye que se deben
respetar también todas las notas y recomendaciones
en este manual.
L´extrudeuse “Compound Master“ décrite dans ce mode
d´emploi a été étudiée, construite et fabriquée conformément aux normes de la CE 89/392/CEE et 89/336/CEE.
La déclaration de conformité du fabricant responsable est
jointe à l´appareil.
La extrusora manual COMPOUND MASTER descrita en
este manual fue desarrollada, construida y fabricada conforme a los estatutos de la Comunidad Europea
89/392/CEE y 89/336/CEE.
Adjunto al aparato se envía la declaración de conformidad
CE de la empresa responsable de la fabricación.
6.01

In der Bedienungsanleitung werden folgende Benennungen
bzw. Symbole für besonders wichtige Angaben benutzt:
Gefahren - Hinweis - Warnung!
Angaben und Verbote zur Verhütung von
Personenschäden und/oder umfangreichen
Sachschäden.
Achtung Achtungs-Hinweis
Angaben und Verbote zur Verhütung von
Sachschäden.
Sonstige Hinweise
Dieses Symbol gibt Hinweise und
Anwendungstips zum sachgerechten Umgang
mit dem Handextruder.
Handlungsaufforderung
6
II. Sicherheit/Unfallverhütung
II.1 Symbol- und Hinweiserklärung
II. Safety instructions / prevention of
accidents
II.1 Explanation of symbols
II.2 Verpflichtung des Betreibers
II.3 Organisatorische Maßnahmen II.3 Preventive measures
II.2 Obligation of the operator
Der Betreiber ist verpflichtet, nur Personen mit dem
Handextruder arbeiten zu lassen, die -
mit den grundlegenden Vorschriften über die Arbeitssicherheit und Unfallverhütung vertraut und in den
Umgang mit dem Gerät eingewiesen sind.
Die Betriebsanleitung und insbesondere das Sicherheitskapitel und die Warnhinweise in dieser Betriebsanleitung gelesen, verstanden und dies durch Unterschrift bestätigt haben.
Zusätzlich zu den Sicherheitshinweisen dieser
Betriebsanleitung sind die für den Einsatzort geltenden
Regeln und Unfallverhütungsvorschriften (UVV) zu
beachten.
Die Betriebsanleitung ist ständig am Einsatzort des
Handextruders griffbereit aufzubewahren.
Das sicherheits- und gefahrenbewußte Arbeiten des
Personals ist zumindest gelegentlich unter Beachtung
der Betriebsanleitung zu kontrollieren!
Soweit erforderlich oder durch Vorschriften gefordert,
persönliche Schutzausrüstungen benutzen!
Alle Sicherheits- und Gefahrenhinweise am
Handextruder in lesbarem Zustand halten!
Ohne Genehmigung des Herstellers dürfen keine
Veränderungen, An- und Umbauten am Handextruder
vorgenommen werden, welche die Sicherheit beeinträchtigen könnten!
Ersatzteile müssen den vom Hersteller festgelegten
technischen Anforderungen entsprechen. Dies ist nur
bei Originalteilen gewährleistet.
Bei Funktionsstörungen Handextruder sofort stillsetzen
und sichern! Störungen sofort beseitigen lassen!
Always keep this manual accessible wherever the
extruder is used.
Referring to the user’s manual, check at least occasionally whether the staff are working within the safety
regulations.
Use personal protective equipment, if this is necessary
or prescribed.
Keep legible all the safety instructions and cautionary
notices on the extruder.
It is not allowed to make changes to the extruder which
are not authorized by the manufacturer and may cause
safety risks.
Spare parts have to comply with the technical specifications defined by the manufacturer. This is ensured
only if original spare parts are used.
In case of malfunction, stop and secure the extruder
immediately. Have defects removed at once.
The operator of the extruder undertakes to let the extruder
be handled only by persons who -
are familiar with the fundamental regulations for safety
at work and prevention of accidents and have been
introduced to the use of the machine.
have read and understood this manual, particularly the
chapter „Safety instructions/prevention of accidents“
as well as all the safety instructions given in this manual, and have confirmed this by registering their signature.
Besides the safety instructions given in this manual, the
local rules and regulations for prevention of accidents
should be observed.
The following symbols are used in this manual to mark
especially important information:
Danger sign - Caution!
Indications/prohibitions for prevention of
personal injuries and / or severe material
damage.
Attention! Attention!
Indications/prohibitions for prevention of
material damage
Tips
This symbol indicates useful tips on how to use
the extruder correctly.
Job to carry out
6.01

7
II. Sécurité/prévention des accidents
II.1 Explication des symboles et des conseils
II. Seguridad
II.1 Iconos y notas
II.3 Medidas de prevenciónII.3 Mesures de prévention
II.2 Obligaciones del propietario
de la extrusora
II.2 Engagement de l’exploitant
Garder toujours le mode d’emploi dans un endroit
accessible aux opérateurs, là où l´extrudeuse est utilisée.
Vérifier du moins périodiquement en tenant compte de
ce mode d’emploi si le personnel prend les précautions
nécessaires à la sécurité du travail.
Utiliser des équipements individuels de protection, si
cela est nécessaire ou préscrit.
Veiller à ce que toutes les consignes de sécurité
portées sur l’extrudeuse restent lisibles!
Il est interdit d’apporter à l’extrudeuse des modifications qui ne sont pas autorisées par le fabricant et qui
pourraient influer négativement sur la sécurité.
Les pièces détachées doivent être conformes aux spécifications techniques définies par le fabricant, ce qui
est garanti uniquement pour les pièces d’origine.
En cas d’anomalie, mettre l´extrudeuse immédiatement
hors service et empêcher sa remise en service. Faire
dépanner l’appareil au plus vite.
Este manual siempre debe ser guardado a mano del
usuario, en el lugar en donde se utiliza la extrusora
manual.
Compruebe regularmente si el personal está conciente
de los peligros en el lugar de trabajo y si respetan las
normas de seguridad generales y las instrucciones
descritas en este manual.
Si fuera necesario o prescrito por las normas de seguridad, utilice los equipos personales de protección.
Procure siempre que todas las instrucciones de seguridad y advertencias en la extrusora manual estén bien
legibles.
No se deben realizar, sin previa autorización por parte
del fabricante, modificaciones, ampliaciones o transformaciones de la extrusora manual, las cuales podrían
afectar la seguridad.
Los repuestos deben cumplir los requisitos técnicos
estipulados por el fabricante. Esto sólo es garantizado
utilizando repuestos originales.
¡En casos de defectos/averías, pare inmediatamente la
extrusora manual y asegúrese de que no se vuelve a
utilizar! ¡Procure que el aparato sea reparado cuanto
antes!
El propietario del aparato está obligado a dejar trabajar con
el aparato únicamente personas que
están perfectamente familiarizadas con las regulaciones fundamentales de seguridad laboral y de prevención de accidentes y que están instruidas en el uso
del aparato.
han leído y entendido este manual, especialmente todo
lo relacionado con los cápitulos de seguridad y advertencias (el usuario debe confirmar esto con su firma).
Además de las instrucciones de seguridad de este
manual deben ser respetadas todas las normas locales
de precaución y prevención de accidentes (en
Alemania, p.ej., es la UVV1).
L´exploitant est obligé de ne laisser manier l’extrudeuse que
par des personnes
qui connaissent bien les règlements fondamentaux
concernant la sécurité du travail et la prévention des
accidents et qui ont été initiées au maniement de l’appareil.
qui ont lu et compris notamment le chapitre „sécurité/prévention des accidents“ ainsi que les consignes
de sécurité de ce mode d’emploi et qui ont confirmé
cela par leur signature.
Outre les consignes de sécurité contenues dans ce
mode d´emploi, il est nécessaire de respecter la réglementation locale relative à la sécurité du travail ainsi
que le règlement en vigueur localement.
En este manual se utilizan las siguientes designaciones e
iconos para indicaciones especialmente importantes:
Peligro - ¡Advertencia!
Instrucciones y prohibiciones para la prevención de daños personales o materiales graves.
¡Atención! ¡Atención!
Instrucciones y prohibiciones para la
prevención de daños materiales.
Otros iconos
Este icono señala que existen consejos y
trucos especiales para la aplicación correcta
de la extrusora.
¡Pruébelo usted mismo!
Les symboles suivants sont utilisés dans ce mode d’emploi
pour repérer des indications particulièrement importantes:
Signe de danger - Attention!
Indications et interdictions destinées à la
prévention des dommages corporels et/ou des
dommages matériels importants
Attention! Attention!
Indications et interdictions destinées à la prévention des dommages matériels
Conseils
Ce symbole se réfère à des conseils pratiques
pour le maniement correct de l’extrudeuse.
Manipulation à effectuer
6.01

8
II.5 Risks arising from the use
of the extruder
TIP TOP extruders are state-of-the art and have been
designed and constructed according to the approved safety specifications. Incorrect use however may cause dangers to the user or material damage.
It is allowed to use the extruder only:
if its correct use is ensured
if it is in a condition which complies with all safety
specifications.
The local mains power supply has to be equal to that
stated on the name plate of the extruder.
Always check the extruder for visible damage before
putting it into operation (electric cables, plugs, housing).
Danger of stumbling! Avoid any risk from electric
cables.
Danger of burning! Use the tool holding it only by the
handles designed for this purpose. Do not touch the
front parts, when the extruder is working or cooling
down. Wear protective gloves!
Put the tool only on heat-proof supports.
Explosion hazard! When the tool is used in closed
rooms together with solvents, observe the current safety regulations for prevention of explosions etc.
Risk of injury caused by rotating parts! Keep your hands
and fingers clear of the feeding hopper.
Risk of injury due to the high traction of the feeder
worm! Do not keep hold of the rubber over the feeding
hopper, while inserting it. Do not insert any foreign bodies in the feeding hopper.
Risk of personal injury due to short circuits! Protect the
extruder from moisture and damp.
Immediately remove defective and / or damaged parts
and replace them by original TIP TOP spare parts.
Immediately repair defects which cause safety risks.
Besides the instructions given in this manual, the rele-
vant regulations for prevention of accidents should be
observed.
II.5 Gefahren im Umgang mit dem
Handextruder
TIP TOP-Handextruder sind nach dem Stand der Technik
und den anerkannten sicherheitstechnischen Regeln konzipiert und gebaut. Dennoch können bei unsachgemäßer
Verwendung Gefahren für die Gesundheit des Benutzers
entstehen oder Sachwerte beschädigt werden.
Der Handextruder darf nur betrieben werden
für die bestimmungsgemäße Verwendung
in sicherheitstechnisch einwandfreiem Zustand.
Die Anschlußwerte auf dem Typenschild müssen mit
den Werten des örtlichen Stromnetzes übereinstimmen!
Gerät vor jeder Inbetriebnahme auf erkennbare Beschädigungen überprüfen (Elektrokabel, Stecker, Gehäuse).
Stolpergefahr! Gefahrenquellen durch Zuleitungskabel
vermeiden.
Verbrennungsgefahr! Gerät nur an den dafür vorgesehenen Griffen betreiben. Bei Betrieb des Handextruders
sowie während der Abkühlphase die
Extrudervorderteile nicht berühren! Schutzhandschuhe
tragen!
Gerät nur auf hitzebeständigen Unterlagen absetzen
bzw. ablegen.
Explosionsgefahr! Bei Betrieb in geschlossenen Räumen und gleichzeitiger Verwendung von Lösemitteln
gültige Gefahrenschutzverordnung zur Vermeidung von
Explosion etc. beachten.
Verletzungsgefahr durch rotierende Teile! Nicht in den
Einlauftrichter greifen.
Quetschgefahr durch hohe Zugkräfte der Transportschnecke! Zugeführten Gummi über dem Einlauftrichter
nicht festhalten. Keine Fremdkörper in den Einlauftrichter einführen.
Gefahr von Personenschaden durch Kurzschluß! Handextruder vor Feuchtigkeit schützen!
Defekte und/oder beschädigte Bauteile sofort entfernen
und durch Original TIP TOP-Ersatzteile ersetzen.
Störungen, welche die Sicherheit beeinträchtigen können, sind sofort zu beseitigen!
Zusätzlich zu den aufgeführten Hinweisen sind die jeweils gültigen Unfallverhütungsvorschriften (UVV) zu
beachten und einzuhalten.
Parts and/or accessories have to be replaced only by
specialists.
Always tighten screws which have been loosened during repair and maintenance work.
Any work on electric parts (mains cable etc.) has to be
carried out only by specialists.
II.4 Repair/maintenanceII.4 Störungsbeseitigung/
Instandhaltungstätigkeit
Der Austausch von Teilen und/oder Teilausrüstungen
darf nur von Fachpersonal durchgeführt werden.
Bei Wartungs- und Instandsetzungsarbeiten gelöste
Schraubverbindungen stets festziehen!
Arbeiten an stromführenden Teilen (Netzkabel usw.)
dürfen nur von Elektro-Fachpersonal durchgeführt werden!

9
II.5 Peligros en el uso de la extrusora manualII.5 Risques liés à l’utilisation de l’extrudeuse
Les extrudeuses TIP TOP ont été étudiées et construites
conformément à l’état actuel de la technique et aux règlements reconnus de sécurité. Néanmoins l’utilisation incorrecte de ces appareils peut causer des risques à l’utilisateur
ou occasionner des dommages matériels.
L’utilisation de l’extrudeuse n’est autorisée que dans les
conditions suivantes:
L’utilisation adéquate de l’appareil est assurée.
L’état de l’appareil est conforme aux règlements de
sécurité.
Les indications sur la plaque signalétique relatives à la
puissance sont conformes aux données locales du
secteur.
Avant toute mise en service, vérifier si l´appareil ne
présente pas de dommages (câbles électriques, fiches,
boîtier).
Risque de chute! Eviter tout risque provenant des
câbles.
Risque de brûlures! Ne faire fonctionner l´appareil qu´en
le tenant par les poignées prévues à cet effet. Ne pas
toucher la partie avant de l´extrudeuse pendant l´utilisation et le refroidissement de l´appareil. Porter des gants
de protection!
Ne déposer l´appareil que sur un support résistant aux
températures élevées.
Danger d´explosion! Respecter la réglementation en
vigueur pour la prévention des explosions etc. si vous
utilisez l´appareil dans des locaux fermés tout en appliquant des solvants.
Risque de blessures dues aux éléments rotatifs! Ne pas
mettre la main dans la trémie d´entrée.
Risque de contusions dues aux forces de traction considérables de la vis sans fin. Ne pas retenir au-dessus
de la trémie d´entrée la gomme que vous êtes en train
d´insérer. Ne pas insérer de corps étrangers dans la
trémie d´entrée.
Risque de dommages corporels dûs aux court-circuits.
Protéger l´extrudeuse de l´humidité.
Enlever immédiatement les pièces défectueuses ou
endommagées et les remplacer par des pièces
détachées d´origine TIP TOP.
Eliminer immédiatement les anomalies qui pourraient
influer négativement sur la sécurité.
Outre les instructions contenues dans ce mode
d´emploi, il est nécessaire de respecter la réglementation relative à la sécurité du travail en vigueur localement.
La extrusora manual TIP TOP se ha concebido y construido
conforme al status quo tecnológico y las regulaciones respectivas de seguridad técnológica. No obstante, existe la
posibilidad de que el usuario pueda sufrir daños personales
o materiales si la extrusora no se utiliza conforme a lo prescrito.
La extrusora manual debe utilizarse sólo;
para realizar los trabajos conforme a lo prescrito
en perfecto estado de seguridad técnica
Los valores de conexión en la placa de características
deben concordar con los valores de la red eléctrica
local.
Antes de cada uso revise que no haya defectos visibles
en el aparato (cables doblados, enchufes o carcasa
deteriorados).
¡Peligro de tropezar! Elimine todas las fuentes de
tropiezos (p.ej., cables que atraviesan el taller).
¡Peligro de quemaduras! Agarre el aparato exclusivamente por las asas previstas para ello. No tocar la parte
delantera durante el funcionamiento y enfriamiento de
la extrusora. ¡Lleve guantes de protección!
Deposite el aparato únicamente en superficies
resistentes a temperaturas altas.
¡Peligro de explosión! Al usar el aparato en talleres cerrados y junto a disolventes, respete las normativas
vigentes para la prevención de explosiones, etc.
¡Peligro de daños personales por componentes rotativos! ¡No ponga los dedos en la boquilla de entrada!
¡Peligro de contusiones debido a la fuerza de tracción
del husillo helicoidal! No agarre la tira de goma que
entra en la extrusora por la boquilla de entrada.
No introduzca objetos ajenos en la boquilla de entrada.
¡Peligro de daños personales por cortocircuitos! Proteja
la extrusora manual de la humedad.
Reemplazca cuanto antes por repuestos originales
REMA TIP TOP todos los componentes defectuosos o
deteriorados.
¡Todas las averías que afectan la seguridad del usuario
deben ser eliminadas cuanto antes!
Además de las instrucciones de este manual deben
tenerse en cuenta y respetar todas las normativas de
prevención de accidentes vigentes (p.ej., UVV en
Alemania1).
II.4 Averías/mantenimientoII.4 Dépannage/entretien
La sustitución de componentes individuales o conjuntos de repuestos sólo debe ser efectuada por personal
especializado y autorizado.
Reafiance siempre todos los tornillos/tuercas aflojados
durante los trabajos de mantenimiento.
Todos los trabajos en componentes eléctricos (cable de
alimentación eléctrica, enchufes, etc.) deben ser llevados a cabo por personal especializado y autorizado
(p.ej. electricista).
Seuls des spécialistes sont autorisés à changer des
pièces et/ou des accessoires.
Toujours revisser des vis qui ont été dévissées pendant
des travaux d’entretien ou de réparation.
Seuls des spécialistes sont autorisés à effectuer des
travaux sur les composants électriques (câbles de
réseau etc.).

10
Advantages:
Quick and cost-saving repair system.
enables repairs to rubber injuries without the use of vul-
canizing equipment.
Self-vulcanization at ambient temperature
The system
specifically designed for safe and durable repairs.
The repair material is easy to apply and spreads evenly. It fills the repair areas completely.
T2 Compound vulcanizes quickly without additional
heat supply. The parts concerned can be used again
immediately after being repaired.
The repaired area will vulcanize up to a maximum hardness of 60
O
Shore A and will stay elastic during all its
lifetime.
Typical applications
Repairs to injuries to the rubber cover of conveyor belts
on the carrying and pulley sides, e.g. injuries caused by
skirting boards.
Refinishing work on various rubber linings, e.g.:
- sealing gaps and joints along seams,
- minor repairs to rubber linings,
III. Das REMA TIP TOP
T2-Compound Reparatursystem
III. The REMA TIP TOP
T2-Compound repair system
Produktvorteile
Schnelles und kostengünstiges Reparatursystem.
Reparatur von Gummischäden ohne Vulkanisiergeräte
möglich.
Selbstvulkanisation bei Umgebungstemperatur.
Das System
Speziell für sichere, beständige und dauerhafte Reparaturen entwickelt.
Das leicht aufzutragende Reparaturmaterial verfließt
leicht und gleichmäßig. Es füllt die Reparaturstellen
vollständig auf.
Der T2-Compound vulkanisiert schnell ohne zusätzliche
Wärmezufuhr. Unmittelbar nach Abschluß der Reparatur können die Teile wieder verwendet werden.
Die fertige Reparaturstelle vulkanisiert bis zu einer
maximalen Härte von 60
O
Shore/A aus und bleibt
während der gesamten Lebensdauer elastisch.
Typische Anwendungen
Reparatur von trag- und laufseitigen Deckenschäden
an Förderbändern wie Scheuerleisten-Schäden.
Nachbesserungen bei verschiedenen Gummiauskleidungsarbeiten wie:
- Abdichtung von Lücken, Fugen an Nähten
- Ausführung kleinerer Reparaturen an Gummiauskleidungen
IV. Description of the extruder
IV.1 Parts and operating elements
IV. Gerätebeschreibung
IV.1 Bezeichnungen und Bedienelemente
1 Handle with trigger
2 Handle
3 Locking button for trigger
4 Speed control wheel (SPEED)
5 Torque control wheel (POWER)
6 Main body
7 Feeding hopper
8 Nozzle
9 Fasteners for shoulder strap
10 Mains cable with earthed plug
(for 115 V: without plug)
11 Motor and gear box
(figure 1, 2)
1 Griff mit Abzugsschalter
2 Handgriff
3 Feststellknopf für Abzugschalter
4 Stellrad für Drehzahlregelung (SPEED)
5 Stellrad für Drehmomentregelung (POWER)
6 Grundkörper
7 Einlauftrichter
8 Austrittsdüse
9 Einhängungen für Trageriemen
10 Netzkabel mit Schukostecker
(bei 115 Volt ohne Stecker)
11 Motor und Getriebe
(Abbildung 1 und 2)
Abb./Fig./Esquema 1

11
Avantages:
Système de réparation rapide et économique
Réparation des blessures de gomme sans appareils de
vulcanisation.
Auto-vulcanisation à température ambiante
Le système
spécialement conçu pour des réparations fiables et
durables.
Le produit de réparation, facile à appliquer, s´écoule
aisément et de façon uniforme, remplissant complètement les zones à réparer.
Le T2 Compound se vulcanise rapidement sans être
réchauffé d´avantage. Les pièces concernées peuvent
être remises en service juste après la finition de la réparation.
La zone réparée se vulcanise jusqu´à atteindre une
dureté maximum Shore A de 60
O
et reste élastique pen-
dant toute sa durée de vie.
Applications typiques:
Réparation des dommages du revêtement de gomme
sur la face porteuse ou la face de roulement des bandes transporteuses (par exemple degâts causés par
des plinthes).
Retouches à effectuer lors de certains travaux de
caoutchoutage, comme par exemple:
- remplissage et étanchéification de lacunes,
étanchéification des joints situés sur des jonctions,
- petites réparations sur des revêtements de gomme,
Ventajas del producto
Sistema de reparación rápido y económico
Reparación sin vulcanizadora de superficies dañadas
de goma
Autovulcanización a temperatura ambiental
El sistema
se desarrolló especialmente para realizar reparaciones
seguras, resistentes y duraderas
El material, aplicable de manera sencilla, fluye fácil y
uniformemente, rellenando por completo las zonas a
reparar.
El T2-COMPOUND vulcaniza rápido y sin aumento adicional de la temperatura. Los objetos reparados
pueden ser reutilizados inmediatamente después de la
reparación.
La zona reparada vulcaniza hasta llegar a una dureza
de 60 OShore A y permanece elástica durante toda su
vida útil.
Campos típicos de aplicación
Reparación de daños en las cubiertas de goma de cintas transportadoras, tanto en el lado de carga como en
el de transporte (lado inferior) causados por guarderas
laterales
Reparaciones cosméticas en varios tipos de revestimientos, tales como,
- rellenar ranuras y juntas en costuras
- pequeñas reparaciones en revestimientos de goma
III. El sistema de reparación
T2-Compound de REMA TIP TOP
III. Le système de réparation
T2 Compound REMA TIP TOP
IV. Descripción del aparato
IV.1 Designación de componentes y accesorios
para el uso
IV. Description de l´appareil
IV.1 Désignation des pièces et des éléments
de commande
1 Poignée avec bouton poussoir
2 Poignée latérale
3 Bouton de blocage pour bouton poussoir
4 Régulateur de vitesse (SPEED)
5 Régulateur de couple (POWER)
6 Corps de l´appareil
7 Trémie d´entrée
8 Filière de sortie
9 Fixation de la bretelle
10 Câble électrique avec fiche à contact de protection
(sans fiche pour 115 Volts)
11 Moteur et transmission
(figure 1, 2)
1 Puño con gatillo
2 Empuñadura
3 Botón de bloqueo
4 Regulador del número de revoluciones (SPEED)
5 Regulador del par (POWER)
6 Tubo de aluminio
7 Boquilla de entrada
8 Boquilla de salida
9 Enganches para la correa
10 Cable y enchufe con toma de tierra (el aparato para
115 V se suministra sin enchufe)
11 Motor y engranaje
(esquema 1, 2)
Abb./Fig./Esquema 2

12
Shoulder strap
Transport box
Set of tools
2 nozzles
User´s manual
TIP TOP T2-Compound
Repair System consisting of:
Ref. No.
517 7323 T2 Compound A
517 7330 T2 Compound B
517 7347 T2 Compound A, rope
517 7354 T2 Compound B, rope
517 7361 T2 Solution A
517 7378 T2 Solution B
517 9008 T2 Solution A4, free from CFC
and aromatic compounds
517 9015 T2 Solution B4, free from CFC
and aromatic compounds
517 7402 T2 Cleaning rubber
517 7419 T2 Cleaning rubber, rope
As to special accessories, see spare parts list.
The extruder “Compound Master“ makes it possible to
carry out rubber-lining work and to repair conveyor belts
whose rubber covers are damaged on the carrying and pulley sides, in an easy and cost-saving way, with the use of
the well proven TIP TOP T2-Compound repair products.
The extruder „Compound Master“ helps to apply the T2
Compound A and B materials. They are inserted together in
the feeding hopper; there, they are pulled in and pushed forwards by the feeder worm. During this process, the two
components are converted into a homogeneous mixture
and warmed up through friction.
The mixture warmed up is applied through the nozzle to the
damage area, where it will vulcanize with the pre-treated
support material.
Note:
The damage area has to be prepared according to the application instructions for the “T2 Compound Repair System“.
IV.2 Standard accessories
(included in the shipment)
IV.2 Standardzubehör
(in Lieferumfang enthalten)
IV.3 Functioning of the extruderIV.3 Funktionsweise
V. Technical dataV. Technische Daten
VI. Transport
The extruder “Compound Master“ weighs 7.5 kg.
It can be carried by the user.
Caution!
Always disconnect the extruder from the mains
before transporting it. Make sure that the cables
are not twisted and / or squashed during transport.
Danger of stumbling!
Make sure that the cables do not hang down
loosely.
Risks of short circuits and electric shock
Protect the extruder from moisture.
Danger of burning!
The main body and the nozzles may still be hot; do
not touch them. Wear protective gloves!
Mains supply: 230 V (115 V)
Nominal power input: 1600 W
Operating temperature: approx. 80
O
C
Weight: approx. 8.5 kg
VI. Transport
Der Handextruder "Compound Master" wiegt 7,5 kg und
kann vom Bediener getragen werden.
Warnung!
Gerät vor jedem Transport vom Netz trennen!
Beim Transport ist darauf zu achten, daß die
Kabel nicht geknickt und/oder gepreßt werden.
Stolpergefahr!
Die Kabel dürfen nicht frei herunterhängen.
Gefahr von Kurzschluß und Stromschlag!
Handextruder vor Feuchtigkeit schützen!
Verbrennungsgefahr!
Der Grundkörper und die Austrittsdüsen können
noch heiß sein und dürfen nicht berührt werden.
Schutzhandschuhe tragen!
Trageriemen
Aufbewahrungs- und Transportkiste
Werkzeugsatz
Austrittsdüse (2 Stück)
Betriebsanleitung
TIP TOP T2-Compound
Reparatursystem, bestehend aus:
Art. Nr.
517 7323 T2 Compound A
517 7330 T2 Compound B
517 7347 T2 Compound A, Extruderschnur
517 7354 T2 Compound B, Extruderschnur
517 7361 T2 Lösung A
517 7378 T2 Lösung B
517 9008 T2 Lösung A4, CKW- u. aromatenfrei
517 9015 T2 Lösung B4, CKW- u. aromatenfrei
517 7402 T2 Reinigungsgummi
517 7419 T2 Reinigungsgummi,Extruderschnur
Sonderzubehör siehe Ersatzteilliste.
Unter Verwendung der bewährten TIP TOP T2-Compound
Reparaturmaterialien können mit dem Handextruder
"Compound Master" auf einfache und kostengünstige Art
Förderbänder mit trag- und laufseitigen Deckenschäden
repariert und Gummiauskleidungsarbeiten durchgeführt
werden.
Der Handextruder "Compound Master" verarbeitet die T2Compound-Materialien A und B. Diese werden gemeinsam
in den Einlauftrichter geführt und dort von der
Extruderschnecke erfaßt und nach vorne transportiert.
Dabei werden die beiden Komponenten zu einer homogenen Mischung vereinigt und durch die Reibung gleichzeitig
erwärmt.
Die erwärmte Mischung wird mit der Austrittsdüse auf die
Schadstelle aufgebracht, wo sie mit dem vorbehandelten
Grundwerkstoff vulkanisiert.
Hinweis:
Die Schadstelle muß entsprechend der beiliegenden
Verarbeitungsanleitung für "T2 Compound Repair System"
vorbehandelt sein.
Anschlußwert: 230 V (115 V)
Nennaufnahme; 1.600 W
Betriebstemperatur: ca. 80
O
C
Gewicht: ca. 8,5 kg

L´utilisateur peut porter l´extrudeuse “Compound Master“,
qui pèse 7,5 kg.
Attention:
Avant le transport, toujours débrancher l´appareil
du secteur.Lors du transport, veillez à ce que les
câbles ne soient pas fléchis ou écrasés.
Risque de chute!
Prenez soin de ne pas laisser pendre les câbles.
Risque de court-circuit et d´électrocution
Protéger l´extrudeuse de l´humidité.
Risque de brûlures!
Le corps de l´appareil et les filières de sortie risquent d´être encore chauds! Ne les touchez pas!
Portez des gants de protection!
VI. Transport
La extrusora manual COMPOUND MASTER pesa 7,5 kg y
el usuario puede transportarla fácilmente.
¡Advertencia!
Desconecte el aparato de la red eléctrica antes
de cada transporte. Compruebe que los cables
no se doblen o aprieten en el transporte.
¡Peligro de tropezar!
No deje colgar libremente los cables.
¡Peligro de cortocircuitos y electrocución!
Proteja la extrusora de la humedad.
¡Peligro de quemaduras!
El tubo manual de aluminio y las boquillas de
salida pueden estar muy calientes y no se deben
tocar. ¡Lleve guantes de protección!
13
Les produits de réparation T2 Compound TIP TOP ont fait
leurs preuves:
Appliqués avec l´extrudeuse Compound Master, ils permettent une réparation facile et économique des dommages du
revêtement de gomme situés sur la face porteuse ou la face
de roulement des bandes transporteuses et conviennent
également pour les travaux de caoutchoutage.
L´extrudeuse “Compound Master“ sert à appliquer des produits T2 Compound A et B. Ceux-ci sont insérés ensemble
dans la trémie d´entrée, où la vis sans fin de l´extrudeuse les
entraîne et les transporte en avant. Ce processus amène la
transformation des deux composants en un mélange homogène et leur échauffement par friction.
Le mélange chaud passe par la filière de sortie pour être
appliqué sur la zone à réparer, où il se vulcanisera avec le
matériau préparé du support.
Remarque:
Avant cette opération, il est nécessaire de préparer le dommage conformément au mode opératoire du système de
réparation T2 Compound.
Utilizando los reconocidos materiales de reparación T2COMPOUND de REMA TIP TOP en combinación con la
extrusora manual COMPOUND MASTER se pueden reparar
fácil y económicamente los daños en cintas transportadoras en los lados de carga (superior) y transporte (inferior)
además de fisuras en revestimientos.
La extrusora manual COMPOUND MASTER procesa los
compuestos T2-COMPOUND A y B que se introducen juntos en la boquilla de entrada. El husillo helicoidal agarra el
cordón y lo transporta hacia delante, mezclándolos hasta
que se generan una masa homogénea y cierta temperatura
de fricción.
La mezcla calentada se aplica con la boquilla de salida a la
zona a reparar, donde vulcaniza con el material primitivo
adecuadamente preparado.
Nota:
La zona a reparar debe ser preparada conforme al instructivo SISTEMA DE REPARACIÓN T2 COMPOUND.
IV.2 Accessoires standard
(compris dans la livraison)
IV.2 Accesorios estándar (todos estos
componentes se entregan junto a la
extrusora manual)
IV.3 Fonctionnement IV.3 Funcionamiento
Bretelle
Caisse de transport
Jeu d´outils
2 filières de sortie
Mode d´emploi
Système de réparation TIP TOP T2-Compound
qui consiste en:
No. Ref.
517 7323 Compound T2 A
517 7330 Compound T2 B
517 7347 Compound T2 A, cordon
517 7354 Compound T2 B, cordon
517 7361 Solution T2 A
517 7378 Solution T2 B
517 9008 Solution T2 A4, sans hydrocarbure chloré,
ni corps à noyau benzènique
517 9015 Solution T2 B4, sans hydrocarbure chloré,
ni corps à noyau benzènique
517 7402 Caoutchouc nettoyant T2
517 7419 Caoutchouc nettoyant T2, cordon
Pour les accessoires spéciaux, se référer à la liste des
pièces détachées.
correa
maleta para guardar y transportar la extrusora
juego de herramientas
2 boquillas de salida
Instructivo
El sistema de reparación T2-COMPOUND
de REMA TIP TOP consta de:
No. Art.
517 7323 Compound T2 A
517 7330 Compound T2 B
517 7347 Compound T2 A, cuerda
517 7354 Compound T2 B, cuerda
517 7361 Solución T2 A
517 7378 Solución T2 B
517 9008 Solución T2 A4, exenta de hidrocarburos
clorados y composiciones aromáticas
517 9015 Solución T2 B4, exenta de hidrocarburos
clorados y composiciones aromáticas
517 7402 Goma de limpieza T2
517 7419 Goma de limpieza T2, cuerda
Accesorios suplementarios, vea lista de repuestos
V. Caractéristiques techniques
Alimentation secteur 230 V (115 V)
Puissance nominale absorbée 1600 W
Température de service environ 80
O
C
Poids environ 8,5 kg
V. Datos técnicos
Voltaje 230 V (115 V)
Potencia absorbida nominal 1.600 W
Temperatura operacional aprox. 80
O
C
Peso aprox. 8,5 kg
VI. Transporte

14
Warnung!
Die Anschlußwerte auf dem Typenschild müssen mit den Werten
des örtlichen Stromnetzes übereinstimmen!
Gerät vor jeder Inbetriebnahme
auf erkennbare Beschädigungen
überprüfen (Elektrokabel, Stecker,
Gehäuse).
Gewünschte Austrittsdüse montieren (siehe lX.2 - Extrudervorderteil zerlegen).
Stecker des Zuleitungskabels von
Compound Master in Netzsteckdose einführen.
Compound Master mit T2-Reinigungsgummi reinigen (siehe VIII.2
- Compound Master reinigen).
VII. Inbetriebnahme
VIII. Bedienung und
Betrieb
Warnung!
Beim Betrieb des Handextruders sind
alle Hinweise aus dem Kapitel II
”Sicherheit/Unfallverhütung” dieser
Anleitung und die jeweils gültigen Unfallverhütungsvorschriften zu beachten.
VIII.1 Bedienelemente/
Handhabung
Der Handextruder "Compound Master" ist mit folgenden Bedienelementen
ausgestattet:
1 Griff mit Abzugsschalter
2 Handgriff
3 Feststellknopf für Abzugschalter
8 Düse
4 Stellrad für Drehzahlregelung
5 Stellrad für Drehmomentregelung
Der Abzugsschalter (1a) am Griff dient
zum Ein- und Auschalten des Extruders. Durch Eindrücken der Arretierung (3) wird der Schalter in Stellung
"EIN" gehalten, bis die Arretierung
durch leichtes Eindrücken wieder gelöst wird.
(Abbildung 3)
Der Handgriff (2) dient zum sicheren
Halten des Extruders beim Arbeiten. Er
kann links oder rechts montiert werden.
Die Düse (8) bringt den Compound auf
die Schadenstelle. (Abbildung 4)
Abbildung/Fig./Esquema 3
Abbildung/Fig./Esquema 4

15
Caution!
The local mains power supply has
to be equal to that stated on the
name plate of the extruder.
Always check the extruder for visible damage (electric cables,
plugs, housing), before use.
Mount the required nozzle (see
lX.2 - disassemble the extruder
front part.)
Introduce the plug on the mains
cable of the extruder „Compound
Master“ into the mains supply
socket.
Clean the Compound Master with
T2 Cleaning Rubber (see VIII.2
Cleaning the extruder).
Attention!
Les indications sur la plaque signalétique relatives à la puissance
doivent être conformes aux données locales du secteur.
Avant toute mise en service, vérifier si l´appareil ne présente pas de
dommages (câbles électriques,
fiches, boîtier).
Monter la filière de sortie convenable (voir lX.2 - Démonter la partie
avant de l´extrudeuse.)
Brancher la fiche du câble électrique du Compound Master dans la
prise femelle du secteur.
Nettoyer le Compound Master
avec de la gomme de nettoyage
T2 (voir VIII.2 Nettoyage de
l´extrudeuse).
¡Advertencia!
Los valores de conexión de la
placa de características deben
concordar con los valores de la
red eléctrica local.
Antes de cada uso, revise que no
existan daños visibles en el aparato (deterioros en el cable eléctrico,
enchufes, carcasa).
Monte la boquilla de salida requerida (vea punto IX.2 - Cómo desarticular la parte delantera de la
extrusora).
Conecte el enchufe de la Compound Master con la caja de
enchufe de la red eléctrica.
Limpie la Compound Master con
la Goma Limpiadora T2 (vea también punto VIII.3 - Cómo limpiar la
extrusora).
VII. Montaje y conexiónVII. Mise en serviceVII. Starting
VIII. Maniement
de l´appareil
VIII.1 Eléments de commande/
maniement
Attention!
Toutes les consignes de sécurité du
chapitre II (Sécurité/prévention des
accidents) de ce mode d´emploi ainsi
que la réglementation en vigueur pour
la prévention des accidents sont à
respecter lors de l´utilisation de l´extrudeuse.
VIII. Handling
Caution!
When using the extruder, observe the
valid regulations for prevention of accidents as well as all the instructions
given in the section II „ Safety instructions/prevention of accidents“.
VIII. Uso
y funcionamiento
¡Advertencia!
Durante el uso de la extrusora manual
hay que respetar todas las notas e instrucciones del capítulo II Seguridad /
Prevención de accidentes de este
manual y las respectivas normativas
locales de prevención de accidentes
actualmente vigentes.
L´extrudeuse Compound Master est
équipée des éléments de commande
suivants:
1 Poignée avec bouton poussoir
2 Poignée latérale
3 Bouton de blocage pour bouton
poussoir
8 Filière
4 Régulateur de vitesse
5 Régulateur de couple
Le bouton poussoir (1a) sur la poignée
sert à mettre l´extrudeuse en marche
et à l´arrêter. En appuyant sur le dispositif de blocage (3), vous bloquez le
poussoir dans la position “Marche“;
pour relâcher le bouton poussoir, presser légèrement le dispositif de blocage. (figure 3)
La poignée latérale (2), qui peut être
montée à droite ou à gauche, permet
de tenir correctement l´extrudeuse
pendant le travail.
La filière (8) aide à appliquer le T2
Compound sur la zone à réparer.
(figure 4)
VIII.1 Operating elements/
handling
The extruder “Compound Master“ has
the following operating elements:
1 Handle with trigger
2 Handle
3 Locking button for trigger
8 Nozzle
4 Speed control wheel
5 Torque control wheel
With the trigger (1a) on the handle, you
switch the extruder on or off. By pressing the locking button (3), you can lock
the trigger in the ON position; to
release it, slightly press the locking
button. (figure 3)
The handle (2) helps you to hold the
extruder safely while working. It can be
mounted to the left or right hand side.
The nozzle (8) serves to apply the
compound to the damage area.
(figure 4)
VIII.1 Componentes
y accesorios / uso
La extrusora manual Compound
Master está integrada por los siguientes componentes:
1 Puño y gatillo
2 Empuñadura
3 Botón de bloqueo
8 Boquilla de salida
4 Regulador del número de
revoluciones
5 Regulador del par
El gatillo en el puño (1a) conecta y
desconecta la extrusora. Cuando se
aprieta el gatillo (3), la extrusora permanece en funcionamiento hasta que
se aprieta el gatillo ligeramente otra
vez, para desconectarla. (esquema 3)
La empuñadura (2) ayuda a mantener
la extrusora de manera segura en la
posición requerida durante el trabajo.
Esta asa puede ser montada a la
izquierda tanto como a la derecha del
tubo de aluminio.
La boquilla de salida (8) aplica el compuesto a la zona a reparar.
(esquema 4)

16
Achtung!
Im Handextruder dürfen keine T2Compound Reste verbleiben, da diese
in der Mischvorrichtung vulkanisieren.
Dies kann zu Beschädigungen des
Extruders führen. Daher muß der
Handextruder grundsätzlich vor und
nach der Anwendung sowie bei Arbeitsunterbrechungen über 3 Minuten
mit Reinigungsgummi gereinigt werden.
Zur Durchführung der Reinigung:
ca. 1 m T2 Reinigungsgummi (ggf.
nach Abziehen der blauen Schutzfolie) extrudieren (warmfahren),
bis ein gleichmäßiger Spritzling
austritt.
(Abbildung 7)
Der Reinigungsgummi vulkanisiert
nicht. Er kann im Extruder verbleiben, bis dieser wieder benutzt
wird.
VIII.2 Handextruder reinigen/
warmfahren
Das Stellrad für die Drehzahlregelung
(SPEED 4) befindet sich hinten rechts
am Gehäuse. Es hat 6 Stellungen. Die
Grundeinstellung ist "3".
Das Stellrad für die Drehmomentregelung (POWER 5) befindet sich hinten
links am Gehäuse. Es hat 6 Stellungen. Die Grundeinstellung ist "5".
(Abbildung 6)
Die richtigen Einstellungen der
Drehzahl und des Drehmoments
sollten jeweils für den speziellen
Anwendungsfall durch praktische
Versuche ermittelt werden.
Abbildung/Fig./Esquema 5 Abbildung/Fig./Esquema 6
Abbildung/Fig./Esquema 7

¡Atención!
No deben quedar restos del T2Compound dentro de la extrusora ya
que estos vulcanizarían dentro de la
mezcladora, lo que puede llevar al
deterioro de la extrusora. Por ello, la
extrusora manual debe limpiarse con
la goma limpiadora tanto antes como
después de ser utilizada y cuando se
interrumpe el trabajo por más de 3
minutos.
Cómo llevar a cabo la limpieza:
Quitar la hoja protectora azul, si
aplicable, y extrusionar (precalentar) aprox. 1 m de goma de limpieza T2 hasta que salge una
pieza extrusionada uniforma.
(esquema 7).
La goma de limpieza no vulcaniza
y puede permanecer en la extrusora hasta que ésta se vuelva a
utilizar.
Attention!
Il ne faut pas que des résidus de T2
Compound restent dans l´extrudeuse;
car ceux-ci se vulcanisent dans le
dispositif de mélange, ce qui risque
d´endommager l´extrudeuse. Pour
cette raison, il est toujours nécessaire
de nettoyer l´extrudeuse avec de la
gomme de nettoyage, avant et après
l´utilisation ainsi que pendant une rupture de charge dépassant 3 minutes.
Nettoyage:
Après avoir retiré le film protecteur
bleu, si applicable, extruder le
Caoutchouc Nettoyant T2 (sur 1 m
env.) jusqu’à obtention d’une
masse uniforme (préchauffage).
(figure 7)
La gomme de nettoyage ne se vulcanise pas. Elle peut rester dans
l´extrudeuse jusqu´à ce que celleci soit remise en service.
Attention!
Do not leave any T2 Compound in the
extruder, as it may vulcanize in the
mixing unit, thus damaging the extruder. Therefore the extruder always has
to be cleaned with cleaning rubber
before and after use and in the case of
downtime exceeding 3 minutes.
To clean the extruder,
Remove the blue protective foil, if
applicable, and extrude (warm up)
the T2 cleaning rubber approx
1 m) until an even discharge
emerges.
(figure 7)
The cleaning rubber does not vulcanize; you can leave it in the
extruder, until the tool is used
again.
The speed control wheel (SPEED 4) is
in the rear of the housing to the right.
It can be set to 6 positions. The standard position is “3“.
The torque control wheel (POWER 5)
is in the rear of the housing to the left.
It can be set to 6 positions. The standard position is “5“.
(figure 6)
On the basis of practical tests,
determine the torque and speed
settings suitable for your specific
case.
17
Le régulateur de vitesse (SPEED 4) se
trouve sur l´arrière droit du boîtier. Il
peut être mis sur 6 positions. La position normale est “3“.
Le régulateur de couple (POWER 5) se
trouve sur l´arrière gauche du boîtier.
Il peut être mis sur 6 positions. La
position normale est “5“. (figure 6)
Nous conseillons d´effectuer des
essais pratiques, pour déterminer
le nombre de tours et le couple
convenant pour votre cas individuel.
VIII.2 Cleaning/warming up
the extruder
VIII.2 Nettoyage de l´extrudeu-
se/échauffement
VIII.2 Cómo limpiar/
precalentar la extrusora
El regulador del número de revoluciones (SPEED 4) se encuentra en el lado
derecho del término de la carcasa.
Tiene 6 posiciones. El aparato está
preajustado en el número 3.
El regulador del par (POWER 5) se
encuentra en el lado izquierdo del término de la carcasa. Tiene 6 posiciones y está preajustado en 5.
(esquema 6)
Para el ajuste correcto del número de revoluciones y del par en
casos particulares recomendamos efectúe pruebas en práctica.

18
Bei Temperaturen unter 15 OC / 59
O
F: T2-Compound ausgerollt auf
Wärmeplatte anwärmen (entkristallisieren), bis das Material handwarm ist. A + B Streifen (schwarz
und weiß) zu gleichen Teilen doublieren, nach Abziehen der gelben
Schutzfolie in den Extruder einführen oder A + B Extruderschnur
gleichzeitig in den Extruder einführen.
Extrudieren bis der T 2 Compound
homogen aus der Spritzdüse austritt.
Siehe beigefügte Anlage „T2
Compound Repair System“
(Abbildung 8)
Achtung!
Nach der Anwendung sowie bei Arbeitsunterbrechungen über 3 Minuten
muß der Compound Master mit Reinigungsgummi gereinigt werden wie
unter VIII.2 beschrieben.
Zur Aufbewahrung bei längeren
Arbeitsunterbrechungen empfehlen wir, das Vorderteil des Compound Master zu zerlegen und
gründlich zu reinigen (siehe X Wartung).
VIII.3 Reparatur durchführen
IX. Wartung
IX.1 Wartungsintervalle
Vor jeder Inbetriebnahme:
Netzstecker ziehen.
Gerät auf erkennbare Beschädigungen überprüfen (Elektrokabel,
Stecker, Gehäuse).
Bei Beschädigung Teile austauschen.
Ersatz: Siehe Ersatzteilliste.
Alle 100 Betriebsstunden:
Netzstecker ziehen.
Einlauftrichter ausbauen wie unter
X.3 beschrieben.
Zuführhilfe auf Verschleiß/Abnutzung prüfen.
Bei Beschädigung Messing-Zuführhilfe austauschen.
Ersatz: Siehe Ersatzteilliste.
Alle 250 Betriebsstunden:
Elektro-Antrieb in autorisierter
Fachwerkstatt auf Zustand/Verschleiß der Kohlebürsten überprüfen lassen bzw. Austausch veranlassen.
Abbildung/Fig./Esquema 8

19
At temperatures under 15 OC/ 59
O
F: Unroll the T2 Compound and
warm (decrystallize) on a hot place
until the material is warm to the
touch. Lay strips A + B (black and
white) on the top of each other in
equal length. Remove the yellow
protective foil and insert into the
extruder or insert A + B extruder
rope simultaneously. Extrude until
the T2 Compound is discharged
evenly from the spray nozzle.
Refer to the enclosed „T2 Compound Repair System“.
(figure 8)
Attention!
After use or when work is stopped
longer than 3 minutes, the Compound
Master has to be cleaned with cleaning
rubber as described under VIII.2.
To store the extruder when work is
stopped for a longer time, we recommend disassembling the front
part of the Compound Master and
cleaning it carefully (see X Maintenance).
A des températures inférieures à
15
O
C/ 59 OF: Dérouler le
Compound T2 sur une plaque
chauffante chaude (pour favoriser
la décristallisation) jusqu’à ce que
le matériau soit tiède. Marier les
bandes ou les cordes A + B (noir
et blanc) en parties égales. Apres
avoir retiré le film protecteur jaune,
si applicable, introduire dans l’extrudeuse et extruder jusqu’à ce
que le Compound T2 sorte de
manière homogène de la base.
Voir annexe ci-jointe „T2 Compound Repair System“.
(figure 8)
Attention!
Nettoyez le Compound Master avec
de la gomme de nettoyage, après
usage ou en cas d´une rupture de
charge de plus de 3 minutes (comme
décrit au chapitre VIII.2).
En cas de longues ruptures de
charge, nous vous conseillons de
démonter la partie avant du
Compound Master et de la nettoyer avec soin (voir X - entretien),
avant de ranger l´extrudeuse.
VIII.3 Procédé de réparationVIII.3 Repairing
A temperaturas inferiores a 15 OC/
59
O
F: Precalentar (descristalizar)
el Compound T2, extendido sobre
la placa calefactora, hasta que el
material esté tibio. Juntar una tira
A + B (negro y blanco), una vez
quitada la hoja protectora amrilla
o juntar las cuerdas A + B; introducir el conjunto de tiras en la
extrusionadora, extrusionar el
Compound T2 hasta que salga en
forma homogénea por la boquilla.
Ver manual „T2 Compound Repair
System“.
(esquema 8)
¡Atención!
Limpie la COMPOUND MASTER
siempre después de utilizarla y en
casos de interrupción del trabajo por
más de 3 minutos con GOMA DE LIMPIEZA, tal y como descrito en el párrafo VIII.2.
Si el aparato se guarda durante un
período más largo sin trabajar con
él, recomendamos desarticule la
parte delantera por completo y
límpiela meticulosamente
(vea también
párrafo IX - Mantenimiento).
VIII.3 Cómo llevar a cabo
la reparación
IX. Maintenance
IX.1 Maintenance rates
Before every use:
Unplug the extruder from the
mains.
Check the tool for visible damage
(electric cables, plug, housing).
Replace damaged parts.
Spare parts: See spare parts list.
Every 100 operating hours:
Unplug the extruder from the
mains.
Demount the feeding hopper, as
described under X.3.
Check the feeder guide for wear.
Replace damaged brass feeder
guide.
Spare parts: See spare parts list.
Every 250 operating hours:
Have an authorized specialist
check whether the carbon brushes in the electric drive unit are
worn out; if necessary, have the
carbon brushes replaced.
IX Mantenimiento
IX.1. Intervalos trabajos de
mantenimiento
Antes de cada uso:
desconectar el enchufe
comprobar que el aparato no esté
visiblemente deteriorado (cable,
enchufe, carcasa)
Reponer los componentes defectuosos
Repuestos: ver lista de repuestos.
Cada 100 horas de funcionamiento:
desconectar la máquina
desmontar la boquilla de entrada
(ver punto X.3)
controlar el grado de desgaste del
escalón de entrada
reponer el escalón de entrada si
está muy desgastado / deteriorado
Repuestos: ver lista de repuestos.
Cada 250 horas de funcionamiento:
Mandar el aparato a un taller autorizado para que compruebe el
estado del motor / el grado de
desgaste de los cepillos de carbón y/o los reponga, si fuera
necesario.
IX. Entretien
IX.1 Intervalles de service
Avant toute mise en service:
débrancher la fiche de contact
vérifier si l´appareil ne présente
pas de dommages (câbles électriques, fiches, boîtier).
changer les pièces endomma-
gées.
Pièces de rechange: Voir liste des pieces détachées.
Toutes les 100 heures de service:
débrancher la fiche de contact
démonter la trémie d´entrée
comme décrit au chapitre X.3.
vérifier si le guide n´est pas usé.
remplacer le guide en laiton end-
ommagé.
Pièces de rechange: Voir la liste des
pièces détachées.
Toutes les 250 heures de service:
faire vérifier par un spécialiste
autorisé si les balais de charbon
du moteur électrique ne sont pas
usés; les faire remplacer le cas
échéant.

20
Zur Aufbewahrung bei längeren
Arbeitsunterbrechungen sollte das
Extrudervorderteil zerlegt und
gründlich gereinigt werden.
Mit Hakenschlüssel die Düsenkopfmutter (1) lösen und herausdrehen.
Düse (2) abnehmen.
Mit Inbusschlüssel SW 5 mm die
drei Inbusschrauben M6 x 15 (3)
lösen und herausdrehen.
Düsenkopf (4) abnehmen.
Mischscheibe, 5-Loch (5),
Distanzring (6) und Mischscheibe,
12-Loch (7) aus dem Düsenkopf
entnehmen.
Düse, Düsenkopf, Düsenkopfmutter, Mischscheibe, 5-Loch, Distanzring und Mischscheibe, 12Loch, gründlich reinigen.
(Abbildung 9)
Der Zusammenbau erfolgt in umgekehrter Reihenfolge (siehe Explosionszeichnung).
IX.2 Extrudervorderteil
zerlegen
Vorderteil zerlegen wie unter lX.2
beschrieben.
Zusätzlich
Mit Inbusschlüssel SW 4 mm die
sechs Inbusmaden-schrauben M8
x 10 (8) lösen und herausdrehen.
Alu-Grundkörper (9) nach vorne
abziehen.
Transportschnecke soweit drehen, bis die Öffnung für den Keil
frei ist.
Keil mit Schrägfläche nach vorne
in die Öffnung einführen und mit
einem leichten Schlag mittels
Gummihammer den Konus der
Transportschnecke lösen (siehe
Bild).
Transportschnecke (10) mit Konus
entnehmen.
Scherstift Ø 4 mm (11) austreiben
und Transportschnecke, Konus
und Distanzstück zerlegen.
(Abbildung 10)
Der Zusammenbau erfolgt in umgekehrter Reihenfolge. Beim Einbau einer neuen Transportschnecke muß das Distanzstück
angepaßt werden. Der Zwischenraum zwischen Schneckenbund
und Konus muß bei eingesetztem
Scherstift mittels Distanzstück(e)
völlig geschlossen sein.
IX.3 Transportschnecke
ausbauen
IX.4 Einlauftrichter
ausbauen und prüfen
Mit Inbusschlüssel SW 2,5 mm die
zwei Inbusschrauben M3 x 8 (12)
lösen und herausdrehen.
Einlauftrichter (13) abnehmen.
Bohrung im Einlauftrichter auf
Gesamtverschleiß der Zuführhilfe
(X) kontrollieren.
(Abbildung 11a, 11b)
Neuzustand: x = 34 mm Tiefe
Austausch bei: x = 32 mm Tiefe
Abbildung/Fig./Esquema 9
Abbildung/Fig./Esquema 11a
Abbildung/Fig./Esquema 10
Abbildung/Figure/Fig. 11b

Disassemble the front part as described under lX.2.
In addition:
Unscrew the six headless Allan
screws M8 x 10 (8) with the Allan
key SW 4 mm.
Remove the aluminium main body
(9) by pulling it forwards.
Turn the feeder worm until the opening for inserting the demounting
key is free.
Insert the demounting key in the
opening with its slanting edge forwards; then with a slight stroke of a
rubber mallet, loosen the cone of
the feeder worm. (see drawing).
Remove the feeder worm (10) to-
gether with the cone.
Start the shearing pin Ø 4 mm (11),
and disassemble the feeder worm,
cone and spacer.
(figure 10)
The parts are put together in reverse order. Adjust the spacer
when installing a new feeder worm.
With the shearing pin inserted, the
gap between the feeder worm and
the cone must be completely
closed with the spacer(s).
21
To store the extruder when work is
stopped for a longer time, you
should disassemble the extruder
front part and clean it carefully.
With the sickle spanner loosen
and remove the nozzle head nut
(1).
Remove the nozzle (2).
With the Allan key SW 5 mm,
unscrew the three Allan screws M6
x 15 (3).
Detach the nozzle head (4).
Remove the 5-hole mixing disk (5),
the spacer ring (6) and the 12-hole
mixing disk (7) from the nozzle
head.
Carefully clean the nozzle, nozzle
head, nozzle head nut, 5-hole
mixing disk, spacer ring and 12hole mixing disk.
(figure 9)
These parts are put together in
reverse order (see exploded view).
IX.2 Disassembling the front
part of the extruder
Para guardar el aparato durante
períodos más largos recomendamos desarticular la parte
delantera de la extrusionadora y
limpiarla meticulosamente.
Aflojar con la llave fija de gancho
la tuerca de la boquilla de salida
(1) y desenroscarla.
Sacar la boquilla de salida (2).
Desartornillar y sacar con una llave
macho hexagonal SW 5 mm los
tres tornillos de hexágono interior
M6 x 15 (3).
Sacar la cabeza de la boquilla (4).
Sacar el platillo mezclador de 5
agujeros (5), el distanciador (6) y el
platillo mezclador de 12 agujeros
(7) de la cabeza de la boquilla.
Limpiar meticulosamente la
boquilla, cabeza, tuerca, platillo
mezclador de 5 agujeros, distanciador y el platillo mezclador de 12
agujeros.
(esquema 9)
El remontaje se realiza al revés (ver
despiece).
IX.2 Cómo desarticular la
parte delantera de la
extrusionadora
En cas de longues ruptures de
charge, nous vous conseillons de
démonter la partie avant du Compound Master et de la nettoyer
avec soin, avant deranger l´extrudeuse.
Dévisser et enlever l´écrou de la
tête de filière (1) à l´aide de la clé
mâle pour vis à six pans creux.
Enlever la filière (2).
Avec la clé à ergot SW 5 mm,
dévisser les trois vis à six pans
creux M6 x 15 (3) et les enlever.
Enlever la tête de filière (4).
Enlever de la tête de filière le disque mélangeur à 5 trous (5), la
douille d´écartement (6) et le disque mélangeur à 12 trous (7).
Nettoyer soigneusement la filière,
la tête de filière, l´écrou de la tête
de filière, le disque mélangeur à 5
trous, la douille d´écartement et le
disque mélangeur à 12 trous.
(figure 9)
Assemblez les pièces dans l´ordre
inverse. (voir vue éclatée).
IX.2 Démonter la partie avant
de l´extrudeuse
IX.3 Demounting
the feeder worm
Démonter la pièce avant comme
décrit au chapitre lX.2.
De plus
Avec la clé à ergot SW 4 mm,
dévisser et enlever les 6 vis à six
pans creux sans tête M8 x 10 (8).
Retirer le corps de l´appareil (9) (en
aluminium) vers l´avant.
Tourner la vis sans fin jusqu´à ce
que l´ouverture soit suffisamment
dégagée pour insérer la clavette.
Insérer la clavette dans l´ouverture,
la surface oblique tournée vers
l´avant, et détacher le cône de la
vis sans fin avec un léger coup du
maillet caoutchouc. (Voir le croquis.)
Enlever la vis sans fin (10) avec le
cône.
Faire sortir le boulon de sûreté à
cisailler Ø 4 mm (11) et démonter
la vis sans fin, le cône et le pièce
d´écartement.
(figure 10)
Les pièces sont assemblées dans
l´ordre inverse. Lors de l´installation d´une nouvelle vis sans fin, il
est nécessaire d´ajuster la pièce
d´écartement. Lorsque le boulon
de sûreté à cisailler est en place,
l´interstice entre la vis sans fin et le
cône doit être comblé parfaitement
avec la (les) pièce(s) d'écarte-
ment.
IX.3 Enlever la vis sans fin
IX.4 Demounting and chek-
king the feeding hopper.
With the Allan key SW 2.5 mm,
unscrew the two Allan screws M3 x
8 (12).
Remove the feeding hopper (13).
Inspect the opening of the feeding
hopper to check globally in how far
the feeder guide (X) is worn.
(figure 11a, 11b)
New: x = 34 mm depth
To be replaced at: x = 32 mm depth
IX.4 Démonter et inspecter la
trémie d´entrée.
Avec la clé à ergot SW 2,5 mm,
dévisser les deux vis à six pans
creux M3 x 8 (12).
Enlever la trémie d´entrée (13).
Inspecter l´ouverture de la trémie
d´entrée pour déterminer globalement l´usure du guide (X).
(figure 11a, 11b)
Guide neuf, profondeur: x = 34 mm.
A remplacer en cas
d´une profondeur de: x = 32 mm.
Desarticular la parte delantera de
la extrusionadora tal y como explicado bajo el punto lX.2.
Adicionalmente
Aflojar con llave macho hexagonal
SW 4 mm los seis tornillos de
hexágono interior M8 x 10 (8) y
sacarlos.
Sacar el tubo de aluminio hacia
delante (9).
Girar el husillo helicoidal hasta que
la boquilla para la cuña esté abierta.
Introducir la cuña con la hoja sesgada hacia delante en la apertura
y darla un pequeño golpe con el
martillo de goma para aflojar el
cono del husillo helicoidal (ver
esquema).
Sacar el husillo helicoidal (10)
inclusive cono.
Sacar el pasador cizallable 4 mm
(11) y desarticular el husillo helicoidal, el cono y el distanciador.
(esquema 10)
El remontaje tiene que realizarse al
revés. En el caso de que se ha
repuesto el husillo helicoidal, hay
que ajustar el distanciador. El
espacio entre el husillo helicoidal
con el pasador cizallable introducido y el cono de ser cerrado
mediante un (los) distanciador(es).
IX.3 Cómo desmontar
el husillo helicoidal
IX.4 Como desmontar e
inspeccionar la boquilla
de entrada
Aflojar y destornillar los dos tornilllos de hexágonos M3 x 8 (12) con
una llave macho hexagonal SW
2,5 mm.
Sacar la boquilla de entrada (13)
Controlar si la perforación de la
boquilla de entrada presenta síntomas de desgaste en el escalón
de entrada (X). (esquema 11a,
11b)
Nueva: x = 34 mm de profundidad
Recambio: x = 32 mm de profund.

22
Störung Ursache Abhilfe
Keine Funktion bei Betätigung des Netzstecker ist nicht Netzstecker an Netz anschließen. NetzEIN/AUS Schalters am Griff. an das Netz angeschlossen. spannung vorher prüfen (130/230 V).
Transportschnecke dreht sich bei a) bei Geräten ohne Scherstift-Einrichtung: Neue Transportschnecke einsetzen.
laufendem Elektro-Antrieb nicht mit. Transportschnecke gebrochen, weil Gerät
zu kalt war bzw. Restgummi im Bereich
der Transportschnecke.
b) bei Geräten mit Scherstift-Einrichtung: Neuen Scherstift einsetzen.
Scherstift gebrochen, weil Gerät zu
kalt war bzw. Restgummi im Bereich
der Transportschnecke.
Eingeführter Gummi wird nicht weiter- Düse/Mischkammer verstopft, weil T2 Düsenmutter lösen und aufschrauben.
transportiert, keine Gummiextrusion zu lange im Gerät war bzw. kein Düse und Mischkammer reinigen.
am Düsenmund. Reinigungsgummi verwendet wurde. Teile wieder zusammenbauen.
Vermischung des T2-Gummi Mischkammer fehlt oder wurde nicht richtig Mischscheiben prüfen und ggf. richtig einnicht einwandfrei. eingebaut. bauen: Zuerst Mischscheibe 12-Loch ein-
setzen, dann Distanzring und vorne Mischscheibe 5-Loch (siehe Explosionszeichnung
in Ersatzteilliste).
Funkenschlag in den Kühlöffnungen Kohlebürsten verschlissen Kohlebürsten durch autorisierte
des Elektro-Antriebsgehäuses. (Verschleißteil). Fachwerkstatt erneuern lassen.
T2-Gummi bei Austritt aus der Düse Handextruder durch langen Dauerbe- Gerät abkühlen lassen.
bereits vulkanisiert bzw. anvulkanisiert. trieb oder wegen sehr hohen Außen- Mit Reinigungsgummi reinigen.
temperaturen sehr stark erhitzt.
Einzug des Gummi in den Einlauftrichter Zuführhilfe unten am Einlauftrichter Einlauftrichter mit Zuführhilfe
erfolgt ungleichmäßig bzw. Gummi "rollt" verschlissen (Verschleißteil). austauschen (siehe Ersatzteilliste).
in Einlauftrichter.
Düsenkopfmutter sitzt fest oder ist Gewindegänge am Düsenkopf oder Gewindegänge reinigen und mit temperaturschwergängig. an der Düsenkopfmutter verschmutzt beständigem Fett schmieren. Ggf. Düsen-
oder beschädigt. kopfmutter/Düsenkopf austauschen.
Düse mit abvulkanisiertem Gummi T2-Restgummi in der Düse verblieben Düse und Mischkammer ausbauen. Düse
verstopft (führt beim Einschalten evtl. oder es wurde kein Reinigungs- und Mischkammer in extremen Fällen zur
zum Bruch der Transportschnecke gummi zum Reinigen verwendet. Reinigung in Lösungsmittel legen und
bzw. des Scherstiftes). Restgummi chemisch entfernen
X. Störungen/Ursachen/Beseitigung
Bei Fehlfunktionen des Gerätes ist dieses sofort vom Stromnetz zu trennen. Danach Fachmann hinzuziehen, um die Ursache zu ermitteln.
Bei der Beseitigung von Störungen sind die Sicherheitsmaßnahmen dieser Beschreibung zu beachten. Die nachfolgend aufgeführten Punkte
schließen nicht alle theoretisch möglichen Störungen ein. Die genannten Ursachen gelten nicht ausschließlich.
X. Trouble shooting
In case of malfunction, disconnect the extruder from the mains at once. Then have the trouble shooting carried out with the help of a specialist. When carrying out repairs to the extruder, observe the safety instructions given in this manual. The following explanations do not
cover all troubles which are theoretically possible. The reasons listed below are not the only possible ones.
Trouble Reason Possible solution
When the ON/OFF button on the handle The extruder is not plugged into Plug the extruder into the mains. Before
is pressed, the extruder does not work. the mains.
doing so, check the mains voltage (130/230 V).
The feeder worm does not rotate, while a) Extruders without shearing pins: a) Install a new feeder worm.
the electric motor is in operation. The feeder worm is broken, because the
extruder has been too cold or rubber is left
on the feeder worm.
b) Extruders with shearing pins: b) Install a new shearing pin.
The shearing pin is broken, because the
extruder has been too cold or rubber is left
on the feeder worm.
The rubber inserted is not transported further. The nozzle/mixing chamber is clogged, Unscrew and remove the nozzle head nut.
No rubber is extruded from the nozzle. because T2 Compound has stayed too long Clean the nozzle and the mixing chamber.
in
the extruder or no cleaning rubber has
Put the parts together.
been used.
The T2 rubber is not mixed correctly. No mixing chamber, or the mixing chamber Check the mixing disks and install them
has not been installed correctly. correctly if necessary: First, install the 12hole-mixing disk, then the spacer ring, finally the 5-hole mixing disk on top of it (see
exploded view attached to the spare parts
list).
Spark discharge in the ventilation slots of Carbon brushes worn out (wear part) Have the carbon brushes replaced
the electric drive unit. by an authorized specialist.
The T2 Compound coming out of the Extruder overheated because of long-time Let the extruder cool down.
nozzle is already cured or semi-cured. operation or very high ambient temperatures. Clean it with cleaning rubber.
Rubber feeding into the feeding hopper The feeder guide under the feeding hopper Replace the feeding hopper together with
is irregular. is worn out (wear part). the feeder guide(see spare parts list or
section X.3)
The nozzle head nut is jammed or tight. The threads of the nozzle head or the nozzle Clean the threads and lubricate them with
head nut are dirty or damaged. heat-proof grease. Replace the nozzle head
nut/nozzle head, if necessary.
The nozzle is clogged with vulcanized rubber T2 compound is left in the nozzle, or no Remove the nozzle and the mixing chamber.
(This may cause the feeder worm or the cleaning rubber has been used for cleaning. In extreme cases, put the nozzle and the
shearing pin to break when the extruder is mixing chamber into solvent and chemically
put into operation.). remove the remaining rubber.

23
X. Anomalies/causes/remèdes
En cas de disfonctionnement, débrancher immédiatement l´appareil du secteur. Ensuite appeler un spécialiste pour le dépistage du disfonctionnement.
Lors de la réparation de l´appareil, respecter les consignes de sécurité contenues dans ce mode d´emploi. Les explications suivantes ne recouvrent
pas toutes les anomalies théoriquement possibles. Les causes mentionnées ci-dessous ne sont pas nécessairement les seules causes possibles.
Anomalie Cause Remède
Vous pressez le poussoir MARCHE/ARRET sur la La fiche de contact n´est pas branchée Contrôler la tension du secteur (130/230 V), enpoignée; mais l´appareil n´est pas mis en service. sur le secteur. suite brancher la fiche de contact sur le secteur.
La vis sans fin ne tourne pas tandis que le a) Pour les appareils sans boulon de sûreté à a) Installer une nouvelle vis sans fin.
moteur électrique est en service. cisailler: Vis sans fin rompue, parce que
l´appareil était trop froid ou que des résidus
de gomme restaient sur la vis sans fin.
b) Pour les appareils avec boulon de sûreté à b) Installer un nouveau boulon de sûreté
cisailler: Boulon de sûreté à cisailler rompu, à cisailler.
parce que l´appareil était trop froid ou que des
résidus de gomme restaient sur la vis sans fin.
La gomme n´est pas entraînée dans l´appareil, La filière / la chambre de malaxage est obstruée, Dévisser et détacher l´écrou de la tête de
la filière de sortie ne débite pas de gomme. parce que la gomme T2 est restée trop longtemps filière. Nettoyer la filière et la chambre de
dans l´appareil ou qu´on n´a pas utilisé de malaxage. Remettre les pièces en place.
gomme de nettoyage.
La gomme T2 n´est pas mélangée correctement. Pas de chambre de malaxage, ou la chambre Contrôler les disques mélangeurs et les monter
de malaxage n´a pas été montée correctement. correctement, si nécessaire: D´abord, insérer le
disque mélangeur à 12 trous, ensuite mettre la
douille d´écartement en place, et mettre le dis
que mélangeur à 5 trous dessus (voir la vue
éclatée jointe à la liste des pièces détachées).
Jaillissement d´étincelles visible par les ouver- Balais de charbon usés (pièce d´usure) Faire remplacer les balais de charbon
ture de ventilation du boîtier de moteur électrique. par un spécialiste autorisé.
La gomme T2 est déjà vulcanisée ou commence L´extrudeuse est surchauffée parce qu´elle a été Laisser refroidir l´appareil. Le nettoyer avec de
à se vulcaniser lorsqu´elle sort de la filière. longtemps en service continu ou que la tempéra- la gomme de nettoyage.
ture ambiante est très élevée.
La gomme n´est pas entraînée uniformément Le guide sous la trémie d´entrée est usé Remplacer la trémie d´entrée avec le guide (voir
dans la trémie d´entrée. (pièce d´usure). liste des pièces détachées ou chapitre X.3).
L´écrou de la tête de filière est bloqué ou difficile Le filet sur la tête de filière ou l´écrou de la tête Nettoyer le filet et le lubrifier avec de la graisse
à desserrer. de filière est encrassé ou endommagé. résistant aux températures élevées.Changer
l´écrou de la tête de filière/la tête de filière, si
nécessaire.
La filière est obstruée par de la gomme vulcanisée
Des résidus de gomme T2 sont restés dans la Démonter la filière et la chambre de malaxage.
(ce qui risque de causer la rupture de la vis sans filière, ou on n´a pas utilisé de gomme de Pour les nettoyer dans des cas extrêmes,
fin ou du boulon de sûreté à cisailler lors de la nettoyage pour nettoyer l´extrudeuse. mettre la filière et la chambre de malaxage
mise en service de l´appareil). dans un bain de solvant; éliminer ainsi les
résidus de gomme par un procédé chimique.
X. Averías / causas / remedios
En el caso de que la máquina esté averiada, hay que desconectarla inmediatamente de la red eléctrica. Consultar a un especialista para determinar la
causa. En la reparación de la avería hay que respetar las medidas de seguridad de este manual. La siguiente lista de averías no incluye todas las averías que teóricamente pueden surgir. Las causas constituyen ejemplos sin tener caracter de exclusividad.
Avería Causa Remedio
El aparato no reacciona cuando se pulsa el No se ha conectado el enchufe a la caja. Conectar el cable a la red eléctrica. Comprobar
gatillo en el puño.
que el voltaje de la red es el correcto (130/230 V).
El husillo helicoidal no gira aunque el motor a) En aparatos sin pasadores cizallables: a) Reponer el husillo helicoidal
esté funcionando. Se ha roto el husillo helicoidal porque la
máquina se ha puesto en funcionamiento
sin precalentamiento, o porque un resto de
goma se ha quedado en la zona del husillo.
b) En aparatos con pasadores cizallables: b) Reponer pasador cizallable
Los pasadores cizallables se han roto porque
la máquina se ha puesto en funcionamiento
sin precalentamiento, o porque un resto de
goma se ha quedado en la zona del husillo.
La goma introducida no es transportada, no se La boquilla/cámara mezcladora están atascadas Aflojar la tuerca de la boquilla de salida.
puede extrusionar la goma por la boquilla de porque T2 permaneció demasiado tiempo en el Limpiar la boquilla y la cámara mezcladora.
salida. aparato, o porque no se utilizó goma de limpieza. Volver a montar los componentes.
La mezcla de la goma T2 es deficiente La cámara mezcladora falta o no ha sido bien Comprobar que los platillos de mezcla están
montada. bien montadas, y/o montarlas correctamente:
introducir primero el platillo de mezcla con 12
perforaciones, el distanciador y luego el platillo
de mezcla con 5 agujeros (ver despiece de la
lista de repuestos).
Chispas en las rejillas de refrigeración El cepillo de hilos de carbón está desgastado Dejar que un taller autorizado reponga el
de la carcasa. (pieza de desgaste). cepillo.
La goma T2 está vulcanizada o prevulcanizada La extrusionadora se ha calentado mucho debido Dejar que el aparato enfríe, limpiarlo
al salir de la boquilla. a que es usada durante mucho tiempo o porque con goma de limpieza.
la temperatura ambiental es muy elevada.
La „absorción“ de la goma en la boquilla El escalón de entrada en la boquilla de entrada Recambiar la boquilla de entrada incluyendo
de entrada es irregular. está desgastado (pieza de desgaste). el escalón (ver lista de repuestos)
La tuerca de la boquilla de salida está muy La rosca de la boquilla de salida o de la tuerca Limpiar la rosca y untarla con un lubricante
ciste. está sucia o deteriorada resistente a las altas temperaturas.Eventual-
mente recambiar la tuerca/la boquilla de salida.
La boquilla está atascada con goma (esto puede Restos de goma T2 permanecieron en el aparato Desmontar la boquilla y la cámara vulcanizada
llevar a la rotura del husillo helicoidal o del o no se ha utilizado goma de limpieza. mezcladora. En casos extremos, hay que meter
pasador cezillable al conectar la extrusionadora). la boquilla y la cámara mezcladora en un líqu-
do disolvente para limpiarlos y eliminar
químicamente los restos de la goma.

24
Handextruder
Art.Nr. 517 5150 Compound Master
230 V - 1600 W
Art.Nr. 517 5160 Compound Master
115 V - 1600 W
Extrusionsaggregat
Pos. Art.Nr. Bezeichnung
A1 558 4400 Elektro-Antrieb
kompl., 230 V/1600 W
A1a 558 4410 Elektro-Antrieb
kompl., 115 V/1600 W
A2 558 4420 Konus f. Transportschnecke mit
Scherstifteinrichtung + Distanzring
A3 557 7167 10 Ersatz-Scherstifte *4 mm
A4 557 7026 Transportschnecke,
*15 mm x 214 mm, gehärtet,
und Distanzring
A5 557 7033 Einlauftrichter (Aluminium)
A6 557 7040 Inbusschraube, M 3 x 8
für Einlauftrichter
A7 558 4430 Aufhängung hinten
A8 557 7088 Aufhängung vorne
A9 557 7095 Tragriemen
A10 558 4440 Aluminium-Grundkörper mit
Stahlbuchse, Bronzebuchse und
Inbusschrauben M 8 x 10
A11 557 0645 Handgriff
A12 557 0528 Blindschraube
A19 557 1974 Düsenkopf
A20 557 1905 Düsenkopfmutter
A21 557 1967 Distanzring
A22 557 7215 Mischscheibe, 12-Loch
A23 557 7208 Mischscheibe, 5-Loch
A24 557 1950 Inbusschraube M 6 x 15
A25 517 7464 Düse, 85 mm, beschichtet
A26 557 7875 Inbusschlüssel, 2,5 mm
A27 557 7882 Inbusschlüssel, 4 mm, verlängert
A28 557 2007 Inbusschlüssel, 5 mm, mit Griff
A29 557 1998 Hakenschlüssel
A30 557 7590 Ausziehkeil
Sonderzubehör:
- 557 7291 Sonder-Düse, Dichtungsprofil
- 557 7301 Sonder-Düse, Rechteckprofil
- 517 7457 Sonder-Düse, Typ 60 mm,
beschichtet
- 517 7440 Sonder-Düse, Typ 110 mm,
beschichtet
- 558 4450 Metallkoffer, rot
Ersatzteilliste A
gültig für Compound Master Art. Nr. 517 5150 und 517 5160
ab Baujahr I.04 und Serien-Nr. 50-0001-230, bzw. 50-0001-115
Extruder
Ref.no. 517 5150 Compound Master
230 V - 1600 W
Ref.no. 517 5160 Compound Master
115 V - 1600 W
Extrusion unit
Pos. Ref.no. Description
A1 558 4400 Complete electric drive unit
230 V/1600 W
A1a 558 4410 Complete electric drive unit
115 V/1600 W
A2 558 4420 Cone for feeder worm with
shearing pin hole + spacer ring
A3 557 7167 10 spare shearing pins *4 mm
A4 557 7026 Feeder worm, hardened,
*15 mm x 214 mm
and spacer ring
A5 557 7033 Feeding hopper (aluminium)
A6 557 7040 Allan screw, M 3 X 8,
for feeding hopper
A7 558 4430 Rear fastener for
shoulder strap
A8 557 7088 Front fastener for
shoulder strap
A9 557 7095 Shoulder strap
A10 558 4440 Aluminium main body with
steel bush, brass bush
together with Allan screws
M 8 x 10.
A11 557 0645 Handle
A12 557 0528 Dummy screw
A19 557 1974 Nozzle head
A20 557 1905 Nozzle head nut
A21 557 1967 Spacer ring
A22 557 7215 12-hole mixing disk
A23 557 7208 5-hole mixing disk
A24 557 1950 Allan screw M 6 x 15
A25 517 7464 Nozzle, coated, 85 mm
A26 557 7875 Allan key, 2.5 mm
A27 557 7882 Allan key, extended, 4 mm
A28 557 2007 Allan key, with handle, 5 mm
A29 557 1998 Sickle spanner
A30 557 7590 Demounting key
Special accessories:
- 557 7291 Special nozzle, sealing section
- 557 7301 Special nozzle,
rectangular shape
- 517 7457 Special nozzle,
coated, type 60 mm
- 517 7440 Special nozzle,
coated, type 110 mm
- 558 4450 red metal case
Spare Parts List A
applies to Ref. No. 517 5150 and 517 5160 from model I.04
and serial number 50-0001-230 and 50-0001-115

25
Ersatzteilliste A, gültig für Compound Master Art. Nr. 517 5150 und 517 5160 ab Baujahr I.04 und Serien-Nr. 50-0001-230
bzw. 50-0001-115
Spare parts list A, applies to Ref. No. 517 5150 and 517 5160 from model I.04 and serial number 50-0001-230 and 50-0001-115.

26
Liste des pièces détachées A
est valable pour les „Compound master“ référence 517 5150 +
517 5160 du modèle I.04 et du numéro de série 50-0001-230
ou 50-0001-115
Extrusionadora manual
Nº Art. 517 5150 Compound Master
230 V - 1.600 W
Nº Art. 517 5160 Compound Master
115 V - 1.600 W
Grupo de extrusión
Pos. Nº Art. Designación
A1 558 4400 Motor completo,
230 V / 1.600 W
A1a 558 4410 Motor completo,
115 V / 1.600 W
A2 558 4420 Cono para husillo helicoidal
con pasador cezillable
+ distanciador
A3 557 7167 10 pasadores cezillables de
repuesto, *4 mm
A4 557 7026 Husillo helicoidal,
*15 mm x 214 mm, endurecido,
con distanciador
A5 557 7033 Boquilla de entrada de aluminio
A6 557 7040 Tornillo macho hexagonal,
M 3 x 8 para boquilla
de entrada
A7 558 4430 Enganche posterior
A8 557 7088 Enganche anterior
A9 557 7095 Correa
A10 558 4440 Base de aluminio con
casquillos de acero, y bronce y
tornillos de hexágono interior
M 8 x 10
A11 557 0645 Puño
A12 557 0528 Tornillo ciego
A19 557 1974 Cabeza de la boquilla de salida
A20 557 1905 Tuerca cabeza de boquilla
A21 557 1967 Distanciador
A22 557 7215 Platillo mezclador
de 12 agujeros
A23 557 7208 Platillo mezclador 5 agujeros
A24 557 1950 Tornillo de hexágono
interior M 6 x 15
A25 517 7464 Boquilla, 85 mm, recubierta
A26 557 7875 Llave macho hexagonal,
2,5 mm
A27 557 7882 Llave macho hexagonal,
4 mm, alargada
A28 557 2007 Llave macho hexagonal,
5 mm, con agarradera
A29 557 1998 Llave fija de gancho
A30 557 7590 Cuña
Accesorios extras:
- 557 7291 Boquilla especial de relleno
- 557 7301 Boquilla especial
con ángulo de 90
O
- 517 7457 Boquilla especial,
tipo 60 mm, recubierta
- 517 7440 Boquilla especial,
tipo 110 mm, recubierta -
- 558 4450 Caja metálica roja
Lista de repuestos A
es vigente para extrusoras del tipo COMPOUND MASTER
No. Art. 517 5150 + 517 5160 a partir de modelo I.04 y en serie
numeración 50-0001-230 y 50-0001-115
Extrudeuse
Réf. 517 5150 Compound Master
230 V - 1600 W
Réf. 517 5160 Compound Master
115 V - 1600 W
Unité d´extrusion
Pos. Réf. Désignation
A1 558 4400 Moteur électrique complet,
230 V/1600 W
A1a 558 4410 Moteur électrique complet,
115 V/1600 W
A2 558 4420 Cône pour vis sans fin avec
boulon de sûreté à cisailler
+ douille d´écartement
A3 557 7167 10 boulons de sûreté à cisailler
de rechange, *4 mm
A4 557 7026 Vis sans fin, durcie
*15 mm x 214 mm,
avec douille d´écartement
A5 557 7033 Trémie d´entrée (aluminium)
A6 557 7040 Vis à six pans creux, M 3 x 8,
pour trémie d´entrée
A7 558 4430 Fixation arrière
A8 557 7088 Fixation avant
A9 557 7095 Bretelle
A10 558 4440 Corps de l´appareil
(en aluminium) avec douilles en
acier et en bronze avec vis à
six pans creux M 8 x 10.
A11 557 0645 Poignée latérale
A12 557 0528 Vis borgne
A19 557 1974 Tête de filière
A20 557 1905 Ecrou de la tête de filière
A21 557 1967 Douille d´écartement
A22 557 7215 Disque mélangeur à 12 trous
A23 557 7208 Disque mélangeur à 5 trous
A24 557 1950 Vis à six pans creux M 6 x 15
A25 517 7464 Filière, 85 mm,enduite
A26 557 7875 Clé à ergot 2,5 mm
A27 557 7882 Clé à ergot 4 mm, allongée
A28 557 2007 Clé à ergot 5 mm,
avec poignée
A29 557 1998 Clé mâle pour vis à six pans
creux
A30 557 7590 Clavette
Accessoires spéciaux:
- 557 7291 Filière spéciale,joint d´étanchéité
- 557 7301 Filière spéciale, rectangulaire
- 517 7457 Filière spéciale, type 60 mm, enduite
- 517 7440 Filière spéciale, type 110 mm, enduite
- 558 4450 Boîtier métal rouge
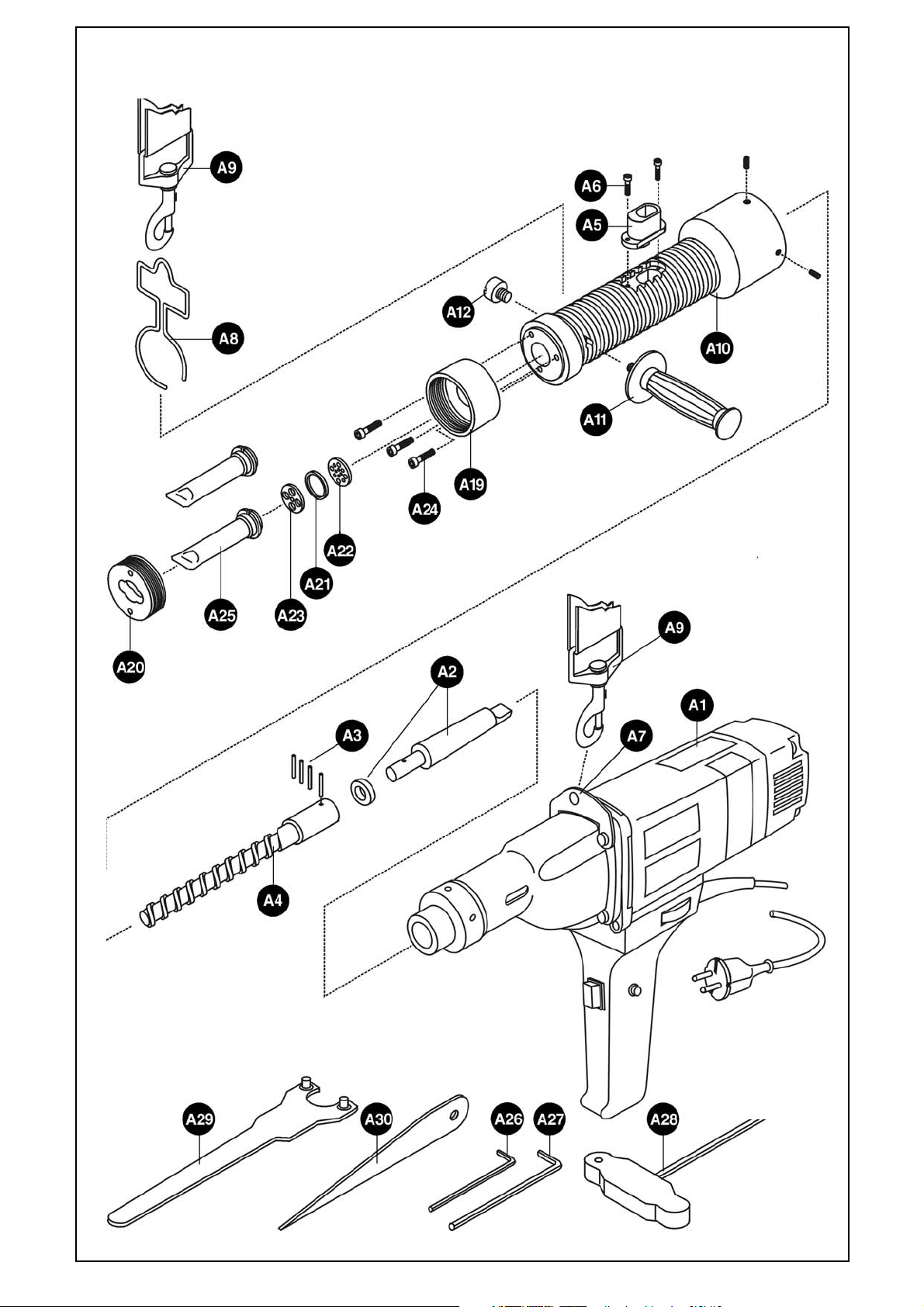
27
La liste des pièces détachées A est valable pour les „Compound master“ référence 517 5150 + 517 516 du modèle I.04 et du numéro
de série 50-0001-230 ou 50-0001-115.
La lista de repuestos A es vigente para extrusoras del tipo COMPOUND MASTER No. Art. 517 5150 + 517 5160 a partir de modelo
I.04 y numeración 50-0001-230 y 50-0001-115.

28
Pos. Art.Nr. Bezeichnung
B1 558 3880 Blechschraube 4,8 x 45
B2 558 3890 Linsen-Blechschraube 5,5 x 50
B3 558 3900 Anker 220 - 240 V
B3A 558 3910 Anker 110 V
B4 558 3920 Kappe für Motorgehäuse
B5 558 3930 Motorplatine 220 V
B5A 558 3940 Motorplatine 110 V
B6 558 3950 Blechschraube 3,9 x 9,5
B7 558 3960 Lagerkappe
B8 558 3970 Ringmagnet
B9 558 3980 Kohlebürste 6,2 x 16 x 20
B10 558 3990 Kohlebürstenhalter komplett
B11 558 4000 Spule 220 - 240 V
B11A 558 4010 Spule 110 V
B12 558 4020 Motorgehäuse
B13 558 4030 Luftleitring
B14 558 4040 Getriebelagerschild
B15 558 4050 Getriebedichtung
B16 558 4060 Nadelhülse HK 0810
B17 558 4070 Zwischenrad
B18 558 4080 Rillenkugellager 6000 2Z
B19 558 4090 Scheibe aus Pressspan
B20 558 4100 Rillenkugellager 6001 2RS
B21 558 4110 Rillenkugellager 6004 2RS
B22 558 4120 Sicherungsring 11/1
B23 558 4130 Sicherungsring 28/1,2
B24 558 4140 Kabelschutz
B25 558 4150 Steckkerbstift 5x16
B26 558 4160 Sprengring 20/1,2
B27 558 4170 Potentiometergehäuse
B28 558 4180 Anschlußkabel mit Stecker
B28A 558 4190 Anschlußkabel ohne Stecker 110 V
B29 558 4200 Potentiometer für Drehzahlregelung
100 kOhm 2V
B30 558 4210 Potentiometer für
Drehmomentregelung 1 kOhm 7V
B31 558 4220 Stellrad für Drehmomentregelung
B32 558 4230 Stellrad für Drehzahlregelung
B33 558 4240 Passfeder A6x6x11
B34 558 4250 Paßscheibe 20x28x0,1
B35 558 4260 Griffpaar
B36 558 4270 Abzugsschalter
B37 558 4280 Rillenkugellager 6006 2RS
B38 558 4290 Arbeitsspindel mit Nut
B39 558 4300 Spindelrad
B40 558 4310 Zahnradwelle für 2 Ritzel
B41 558 4320 Kondensator mit Kabelanschluß
B42 558 4330 Welle für Zahnradblock
B43 558 4340 Getriebegehäuse
B44 558 4350 Potentiometergehäuse komplett
B45 558 4360 Linsen-Blechschraube 5,5 x 38
B46 558 4370 Kabelschelle
B47 558 4380 Linsen-Blechschraube 4,2 x 16
B48 558 4390 Linsen-Blechschraube 5,5 x 32
Ersatzteilliste B
gültig für Compound Master Art. Nr. 517 5150 und 517 5160
ab Baujahr I.04 und Serien-Nr. 50-0001-230, bzw. 50-0001-115
Pos. Ref.no. Description
B1 558 3880 Sheet metal screw 4,8 x 45
B2 558 3890 Pan-head tapping screw 5,5 x 50
B3 558 3900 Rotor 220 / 240 V
B3A 558 3910 Rotor 110 V
B4 558 3920 Cap for motor housing
B5 558 3930 Motor board 220V
B5A 558 3940 Motor board 110V
B6 558 3950 Sheet metal screw 3,9 x 9,5
B7 558 3960 Bearing cap
B8 558 3970 Toric magnet
B9 558 3980 Carbon brush 6,2 x 16 x 20
B10 558 3990 Carbon brush holder, complete
B11 558 4000 Coil 220 - 240 V
B11A 558 4010 Coil 110 V
B12 558 4020 Motor housing
B13 558 4030 Air guide ring
B14 558 4040 Gear bearing cover
B15 558 4050 Gear seal
B16 558 4060 Needle bushing HK 0810
B17 558 4070 Intermediate pinion
B18 558 4080 Deep groove ball bearing 6000 2Z
B19 558 4090 Pressboard washer
B20 558 4100 Deep groove ball bearing 6001 2RS
B21 558 4110 Deep groove ball bearing 6004 2RS
B22 558 4120 Circlip 11/1
B23 558 4130 Circlip 28/1,2
B24 558 4140 Cable protection
B25 558 4150 Half length reserve taper grooved
dowel pin 5x16
B26 558 4160 Snap ring 20/1,2
B27 558 4170 Potentiometer casing
B28 558 4180 Electric cable with plug
B28A 558 4190 Electric cable without plug 110 V
B29 558 4200 Potentiometer for speed control
100 kOhm 2V
B30 558 4210 Potentiometer for torque control
1 kOhm 7V
B31 558 4220 Torque control wheel
B32 558 4230 Speed control wheel
B33 558 4240 Feather key A6x6x11
B34 558 4250 Washer 20x28x0,1
B35 558 4260 Pair of handles
B36 558 4270 Trigger switch
B37 558 4280 Deep groove ball bearing 6006 2RS
B38 558 4290 Head shaft with groove
B39 558 4300 Spindle pinion
B40 558 4310 Shaft for 2 pinions
B41 558 4320 Capacitor with cable connection
B42 558 4330 Shaft for pinions
B43 558 4340 Gear casing
B44 558 4350 Potentiometer casing, complete
B45 558 4360 Pan-head tapping screw 5,5 x 38
B46 558 4370 Cable clip
B47 558 4380 Pan-head tapping screw 4,2 x 16
B48 558 4390 Pan-head tapping screw 5,5 x 32
Spare Parts List B
applies to Ref. No. 517 5150 and 517 5160 from model I.04
and serial number 50-0001-230 and 50-0001-115

29
Ersatzteilliste B, gültig für Compound Master Art. Nr. 517 5150 und 517 5160 ab Baujahr I.04 und Serien-Nr. 50-0001-230
bzw. 50-0001-115
Spare parts list B, applies to Ref. No. 517 5150 and 517 5160 from model I.04 and serial number 50-0001-230 and 50-0001-115.

30
Pos. Nº Art. Designación
B1 558 3880 Tornillo
B2 558 3890 Tornillo alomado
B3 558 3900 Rotor
B3A 558 3910 Rotor
B4 558 3920 Cubierta para cárter de motor
B5 558 3930 Platina para motor
B5A 558 3940 Platina para motor
B6 558 3950 Tornillo
B7 558 3960 Caperuza de cojinete
B8 558 3970 Imán anular
B9 558 3980 Escobilla de carbón
B10 558 3990 Portaescobillas
B11 558 4000 Bobina
B11A 558 4010 Bobina
B12 558 4020 Cárter de motor
B13 558 4030 Anillo director de aire
B14 558 4040 Cubierta para cojinete de engranaje
B15 558 4050 Empaquetadura para engranaje
B16 558 4060 Estuche de agujas
B17 558 4070 Pinon intermedio
B18 558 4080 Cojinete de bolas ranurado
B19 558 4090 Arandela de prespan
B20 558 4100 Cojinete de bolas ranurado
B21 558 4110 Cojinete de bolas ranurado
B22 558 4120 Anillo de seguridad
B23 558 4130 Anillo de seguridad
B24 558 4140 Vaina protectora de cable
B25 558 4150 Pasador estriado con espiga cilíndrica
B26 558 4160 Anillo de refención
B27 558 4170 Caja de potenciómetro
B28 558 4180 Cable con enchufe
B28A 558 4190 Cable sin enchufe
B29 558 4200 Potenciómetro para la regulación
de la velocidad
B30 558 4210 Potenciómetro para la regulación
del momento de giro
B31 558 4220 Rueda reguladora del momento
de giro
B32 558 4230 Rueda reguladora de velocidad
B33 558 4240 Lengüeta de ajuste
B34 558 4250 Arandela de ajuste
B35 558 4260 Par de asideros
B36 558 4270 Interruptor
B37 558 4280 Cojinete de bolas ranurado
B38 558 4290 Husillo con ranura
B39 558 4300 Pinon de husillo
B40 558 4310 Arbol para 2 pinones
B41 558 4320 Condensador con conexión
para cable
B42 558 4330 Arbol para pinones
B43 558 4340 Caja de engranaje
B44 558 4350 Caja de potenciómetro, completo
B45 558 4360 Tornillo alomado
B46 558 4370 Sujetacables
B47 558 4380 Tornillo alomado
B48 558 4390 Tornillo alomado
Pos. Réf. Désignation
B1 558 3880 Vis à tôle 4,8 x 45
B2 558 3890 Vis à tôle 5,5 x 50
B3 558 3900 Rotor 220 / 240 V
B3A 558 3910 Rotor 110 V
B4 558 3920 Capuchon pour boitier du moteur
B5 558 3930 Platine pour moteur 220V
B5A 558 3940 Platine pour moteur 110V
B6 558 3950 Vis à tôle 3,9 x 9,5
B7 558 3960 Capuchon pour palier
B8 558 3970 Aimant torique
B9 558 3980 Balai de charbon 6,2 x 16 x 20
B10 558 3990 Fixation du balai de charbon,
modèle complet
B11 558 4000 Bobine 220 - 240 V
B11A 558 4010 Bobine 110 V
B12 558 4020 Boitier du moteur
B13 558 4030 Anneau de déflection d´air
B14 558 4040 Couvercle pour palier
de la transmission
B15 558 4050 Rondelle d´étanchéité pour
transmission
B16 558 4060 Douille d´aiguille HK 0810
B17 558 4070 Pignon intermédiaire
B18 558 4080 Roulement à billes rainuré 6000 2Z
B19 558 4090 Rondelle en contreplaqué
B20 558 4100 Roulement à billes rainuré 6001 2RS
B21 558 4110 Roulement à billes rainuré 6004 2RS
B22 558 4120 Circlip 11/1
B23 558 4130 Circlip 28/1,2
B24 558 4140 Passe-câble
B25 558 4150 Goupille cannelée d´ajustage 5x16
B26 558 4160 Anneau de retenue 20/1,2
B27 558 4170 Boîtier du potentiomètre
B28 558 4180 Câble de connexion avec fiche
B28A 558 4190 Câble de connexion sans fiche 110 V
B29 558 4200 Potentiomètre pour réglage de vitesse
100 kOhm 2V
B30 558 4210 Potentiomètre pour réglage de couple
1 kOhm 7V
B31 558 4220 Régulateur de couple
B32 558 4230 Régulateur de vitesse
B33 558 4240 Clavette parallèle A6x6x11
B34 558 4250 Rondelle 20x28x0,1
B35 558 4260 Paire de poignées
B36 558 4270 Bouton poussoir
B37 558 4280 Roulement à billes rainuré 6006 2RS
B38 558 4290 Arbre moteur avec rainure
B39 558 4300 Pignon
B40 558 4310 Arbre pour deux pignons
B41 558 4320 Condensateur avec connecteur
pour câble
B42 558 4330 Arbre pour pignons
B43 558 4340 Boîtier de la transmission
B44 558 4350 Boîtier du potentiomètre,
modèle complet
B45 558 4360 Vis à tôle 5,5 x 38
B46 558 4370 Bride pour câble
B47 558 4380 Vis à tôle 4,2 x 16
B48 558 4390 Vis à tôle 5,5 x 32
Liste des pièces détachées B
est valable pour les „Compound master“ référence 517 5150 +
517 5160 du modèle I.04 et du numéro de série 50-0001-230
ou 50-0001-115
Lista de repuestos B
es vigente para extrusoras del tipo COMPOUND MASTER
No. Art. 517 5150 + 517 5160 a partir de modelo I.04 y en serie
numeración 50-0001-230 y 50-0001-115

31
Ersatzteilliste B, gültig für Compound Master Art. Nr. 517 5150 und 517 5160 ab Baujahr I.04 und Serien-Nr. 50-0001-230
bzw. 50-0001-115
Spare parts list B, applies to Ref. No. 517 5150 and 517 5160 from model I.04 and serial number 50-0001-230 and 50-0001-115.

7.04 Printed in Germany
überreicht durch: / courtesy of: / remis par: / entregado por:
STAHLGRUBER Otto Gruber GmbH & Co KG
Unternehmensbereich TIP TOP INDUSTRIE
Gruber Str. 63
D-85586 Poing / München
Deutschland
Tel.: +49 (0) 8121 - 707 - 234
Fax: +49 (0) 8121 - 707 - 222
E-Mail: Info-industrie@tiptop.de
info@tiptop.de
Mehr Information und Auskünfte
erhalten Sie unter:
www.rema-tiptop.de
oder
www.stahlgruber.com
 Loading...
Loading...