

Page 1
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
ИНВЕРТОРНЫЙ СВАРОЧНЫЙ
АППАРАТ ДЛЯ СВАРКИ
MIG/MAG
RD-EVOMIG 200 Prof
REDVERG
Page 2
Перед использованием сварочного аппарата внимательно прочитайте данное руководство.
СОДЕРЖАНИЕ
ТЕХНИКА БЕЗОПАСНОСТИ................................... .................................................................................................2
ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ........................................................................................ ...... ……6
1. ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ.................................................. ......................................................................7
1.1 ОБЩИЕ ОБЪЯСНЕНИЯ.................................................. ................................................................................7
1.2 ОБЛАСТЬ ПРИМЕНЕНИЯ.................................................... ..........................................................................7
1.3 ОБОЗНАЧЕНИЯ НА ТАБЛИЧКЕ С ТЕХНИЧЕСКИМИ ДАННЫМИ........................................................7
1.4 ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ...................................... ....................................................... ............9
2. УСТАНОВКА ..................................................................................... .......................... ........................... ..............9
2.1 ПОЛУЧЕНИЕ И ПРЕТЕНЗИИ........................................................... ..................................................... .......9
2.2 РАБОЧАЯ ЗОНА......................................................................................... .............................................. .......9
2.3 УСТАНОВКА И ЭКСПЛУАТАЦИЯ АППАРАТА ................................................ .................................... 10
2.3.1 ПОДКЛЮЧЕНИЕ АППАРАТА К БЛОКУ ПИТАНИЯ............................................ ... ....................10
2.3.2 ПОДКЛЮЧЕНИЕ СВАРОЧНОЙ ГОРЕЛКИ........................................................ ................ ... ........10
2.3.3 ПОДСОЕДИНЕНИЕ ЗАЗЕМЛЯЮЩЕГО СВАРОЧНОГО ПРОВОДА К АППАРАТУ................10
2.3.4 ПОДСОЕДИНЕНИЕ ЗАЖИМА ЗАЗЕМЛЕНИЯ.................................................................. ... ........10
2.3.5 ПОДКЛЮЧЕНИЕ ГАЗОВОГО БАЛЛОНА.......................................................................... ... .........12
2.3.6 КРЕПЛЕНИЕ СВАРОЧНОЙ ПРОВОЛОКИ................................................................... ... ..............12
3. ИНФОРМАЦИЯ ПО ИСПОЛЬЗОВАНИЮ........................................................................................ ... ............13
3.1 ЛИЦЕВАЯ ПАНЕЛЬ БЛОКА ПИТАНИЯ ............................................................................................... ... 13
3.2 ЗАДНЯЯ ПАНЕЛЬ БЛОКА ПИТАНИЯ ............................................................................................... ... ...13
3.3 РЕГУЛИРОВКА РАСХОДА ГАЗА................................................................................................ ... ...........13
3.4 ВЫРАВНИВАНИЕ ПРИЖИМНЫХ РОЛИКОВ ДЛЯ СООТВЕТСТВУЮЩЕГО ДИАМЕТРА...... .....13
3.5 РЕГУЛИРОВКА СВОБОДНОЙ ДЛИНЫ ПРОВОЛОКИ , СВАРОЧНОГО ТОКА И
НАПРЯЖЕНИЯ ..13
3.6 ФУНКЦИИ ПЕРЕКЛЮЧАТЕЛЯ СВАРОЧНОЙ ГОРЕЛКИ...................................................... ... ............14
3.7 НАСТРОЙКИ ДЛЯ СВАРКИ АЛЮМИНИЯ..................................................................................... ..........14
4. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ............................ ...............15
4.1 РЕГУЛЯРНОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ................................................................ ... .............15
4.2 ВНЕПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ........................................................ ... ................15
4.3 УСТРАНЕНИЕ ОСНОВНЫХ НЕИСПРАВНОСТЕЙ....................................................
5. ГАРАНТИЙНОЕ ОБСЛУЖИВАНИЕ………………………………………………………………………….17
... ...
......................16
Page 3
-1-
НАЗНАЧЕНИЕ: Сварка металлическим электродом в среде инертного газа (MIG)/ сварка металлическим
электродом в среде активного газа (MAG)
ИНСТРУКЦИИ ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
●Данные знаки используются для обозначения потенциальных рисков.
●Предупредительные знаки, используемые в настоящем руководстве, означают риск получения травмы. Инструкции,
следующие за таким знаком, необходимо внимательно прочитать и понять во избежание потенциальных рисков.
●Во время сварки запрещается нахождение посторонних лиц, особенно детей, в рабочей зоне.
ПОНИМАНИЕ ПРЕДУПРЕЖДЕНИЙ О БЕЗОПАСНОСТИ
Внимательно читайте данное руководство, этикетки и предупредительные знаки на аппарате.
●Убедитесь, что предупредительные этикетки, расположенные на вашем аппарате, в хорошем состоянии.
Поврежденные или отсутствующие этикетки необходимо заменить или установить повторно соответственно.
●Необходимо научиться управлять и регулировать аппарат надлежащим образом.
●Работать с аппаратом рекомендуется в надлежащей рабочей зоне. Неправильные модификации неблагоприятно
влияют не безопасность агрегата и уменьшают срок службы оборудования.
Page 4
-2-
ПРАВИЛА ПО ТЕХНИКЕ БЕЗОПАСНОСТИ
ПОРАЖЕНИЕ ЭЛЕКТРИЧЕСКИМ ТОКОМ МОЖЕТ ПРИВЕСТИ К СМЕРТИ
Процедуру установки должны выполнять квалифицированные специалисты с соблюдением национальных стандартов
по электричеству и других соответствующих положений.
●Надевайте сухие не дырявые диэлектрические перчатки, используйте средства защиты для тела.
●Не дотрагивайтесь до электрода или проволоки голыми руками. Не надевайте влажные или
поврежденные перчатки и средства защиты для тела.
●Не трогайте электрические детали под напряжением.
●Не трогайте электрод или проволоку, когда они контактируют с рабочей поверхностью, землей
или другим электродом, который подключен к другому аппарату.
●Обеспечьте защиту от поражения электрическим током путем изоляции от земли.
Используйте невоспламеняемые сухие изоляционные материалы или сухие резиновые маты,
сухое дерево или фанеру, или другие сухие изоляционные материалы достаточных размеров,
чтобы покрыть всю зону контакта со свариваемым объектом или землей следить за пламенем.
●Не подключайте более одного электрода или проволоки к аппарату.
●Выключайте аппарат, когда не используете его.
●Выдерните штепсель из розетки или отключите блок питания перед работой с аппаратом.
●Регулярно проверяйте силовой кабель на предмет повреждений или наличия оголенных проводов.
В случае необходимости немедленно заменить или отремонтируйте поврежденный кабель.
●Убедитесь, что заземляющий провод надлежащим образом подключен к клемме заземления.
ВДЫХАНИЕ СВАРОЧНЫХ ПАРОВ МОЖЕТ БЫТЬ ОПАСНО ДЛЯ ВАШЕГО ЗДОРОВЬЯ
Вдыхание дыма и газа, создаваемых во время сварки, в течение долгого времени опасно для
здоровья и запрещено.
●Раздражение слизистых глаз, носа и горла является признаком недостаточной вентиляции. Немедленно
прекратите работу и улучшите вентиляцию. Если симптомы не исчезнут, работу не продолжайте.
●Установите естественную или принудительную систему вентиляции воздуха в рабочей зоне.
●Установите систему вентиляции в зоне сварки и резки. В случае необходимости установите систему,
которая может удалять дым и пар, накопленные в рабочей зоне. Для предотвращения загрязнения
используйте достаточную фильтрацию на линии отвода.
●В случае проведения сварочных работ в небольших закрытых помещениях или сварки свинца, бериллия,
кадмия, цинка, оцинкованных или окрашенных материалов кроме соблюдения указанных выше правил
рекомендуется также использовать респиратор.
●Во время выполнения работ в небольших закрытых помещениях поблизости должен находиться хорошо
обученный наблюдатель.
По возможности избегайте сварочных работ в таких закрытых помещениях.
●Если газовые баллоны находятся в другом помещении, убедитесь, что в таком помещении обеспечена
хорошая вентиляция. Когда баллон не используется, клапан на нем должен быть выключен.
●Такие защитные газы как, например, аргон, плотнее воздуха, и при использовании их в закрытых
помещениях их можно вдохнуть вместо воздуха, что очень опасно для вашего здоровья.
●Не выполняйте сварочные работы вблизи паров хлорированного углерода, которые образуются при
обезжиривании или окрашивании.
Page 5
-3-
ТЕХНИКА БЕЗОПАСНОСТИ
ИЗЛУЧЕНИЕ ДУГИ МОЖЕТ ПРИВЕСТИ К ОЖОГАМ КОЖИ И ГЛАЗ
●Используйте защитный сварочный шлем с правильным тоном фильтра (4 или 13 в соответствии с TS EN
379) для защиты глаз и лица.
●Обеспечьте защиту открытых участков тела (руки, шея и уши) от излучения дуги с помощью защитной
одежды.
●Для защиты других людей от излучения дуги и горячих металлов необходимо оградить рабочую зону
огнеупорным ограждением, которое выше уровня глаз, и установить предупредительные таблички.
●Сварка, чистка и шлифовка проволоки приводят к образованию искр и летучих металлов.
●Для предотвращения получения травм надевайте защитную маску с забралом даже под защитным сварочным шлемом.
●Шум от некоторых промышленных процессов и оборудования могут повредить органы слуха.
●Если уровень шум высокий, используйте средства защиты органов слуха.
ЛЕТУЧИЕ МЕТАЛЛЫ МОГУТ ПОВРЕДИТЬ ГЛАЗА
ШУМ МОЖЕТ ПОВРЕДИТЬ ОРГАНЫ СЛУХА
ГОРЯЧИЕ ДЕТАЛИ МОГУТ ПРИВЕСТИ К СЕРЬЕЗНЫМ ОЖОГАМ
●Не дотрагивайтесь до горячих деталей.
●Дайте деталям остыть перед обслуживанием.
●Если необходимо взять в руки горячую деталь, используйте специальные инструменты, изоляционные перчатки и одежду из
огнеупорных материалов.
ПОДВИЖНЫЕ ЧАСТИ МОГУТ ПРИВЕСТИ К ТРАВМАМ
●
Держитесь подальше от подвижных частей оборудования.
●Все панели и ограждения должны быть плотно закрыты.
●Надевайте специальную обувь с металлической защитой в области пальцев.
РАБОТА В НЕБОЛЬШИХ ЗАКРЫТЫХ ПОМЕЩЕНИЯХ МОЖЕТ БЫТЬ ОПАСНА
●Во время выполнения работ по сварке и резке в небольших закрытых помещениях рядом всегда должен находиться
специально обученный человек.
●Не рекомендуется работать в таких закрытых помещениях.
Page 6
-4-
ТЕХНИКА БЕЗОПАСНОСТИ
ИСПОЛЬЗОВАНИЕ СВАРОЧНОЙ ПРОВОЛОКИ МОЖЕТ ПРИВЕСТИ К
ТРАВМАМ
●Не направляйте сварочную горелку на части тела или металлические детали при разматывании сварочной
проволоки.
● Во время разматывания проволоки вручную она может внезапно выскочить и травмировать вас или
находящегося рядом человека, поэтому особенно важно обеспечить защиту для глаз и лица.
●
Убедитесь в отсутствии посторонних поблизости.
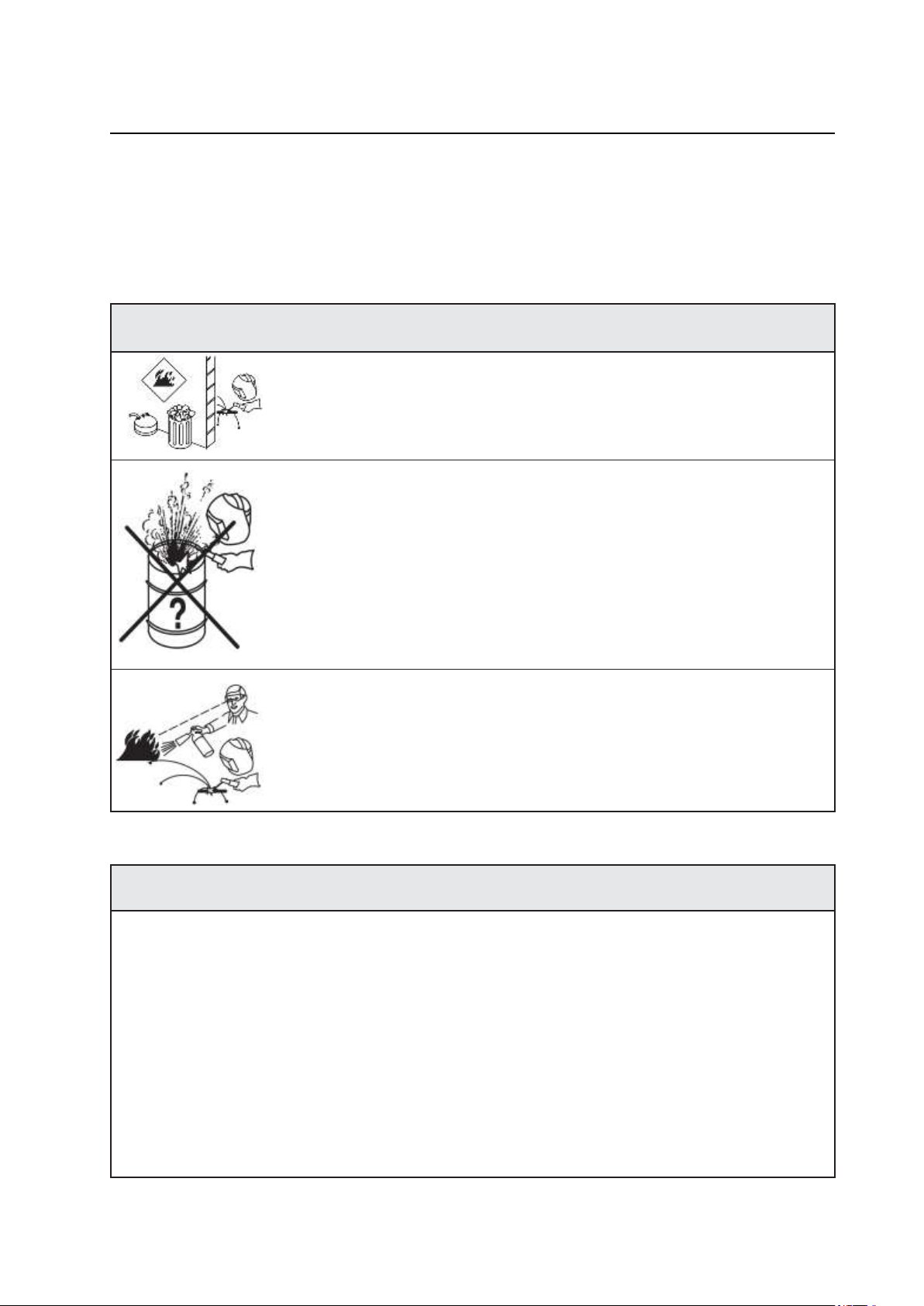
СВАРКА МОЖЕТ ПРИВЕСТИ К ВОЗНИКНОВЕНИЮ ПОЖАРА ИЛИ ВЗРЫВУ
●Запрещено проводить сварочные работы вблизи легко воспламеняемых материалов. В противном
случае может возникнуть пожар или взрыв.
●Перед началом сварочных работ необходимо убрать все легко воспламеняющиеся материалы или
накрыть их огнестойким покрывалом.
●Не выполняйте сварочные работы или резку на закрытых трубах.
●Перед проведением сварочных работ на закрытых контейнерах откройте их и полностью очистите.
Сварочные работы на таких частях должны выполняться с соблюдением крайней осторожности.
●Запрещено выполнять сварочные работы на трубах, которые содержат или содержали
загрязненные вещества, которые могут взорваться.
Сварочное оборудование нагревается, поэтому не ставьте его на легко воспламеняющиеся поверхности.
●Сварочные искры могут привести к пожару. Поэтому средства тушения пожара, такие как
огнетушителя, вода и песок, должны находиться в легко доступном месте.
●Необходимо установить и поддерживать в хорошем рабочем состоянии путем регулярных
проверок предохранительные клапаны, регуляторы и другие клапаны на линиях с легко
воспламеняющимися, взрывчатыми веществами и сжатым газом, используемых для сварочных
работ и резки.
Неправильное положение блока питания или другого оборудования может привести к
серьезным травмам или повреждению имущества.
●При перемещении блока питания всегда используйте подъемные скобы. Не тяните за кабель. Шланг или сварочную горелку.
Баллоны с газом перемещайте отдельно.
●Перед перемещением сварочного и резочного оборудования необходимо демонтировать все соединения, затем перенесите
маленькие детали с помощью специальных ручек, а большие с помощью подъемных скоб или специального оборудования,
например, вилочного погрузчика.
●Установите аппарат на плоскую платформу с максимальным углом наклона 10°, чтобы агрегат не перевернулся. Устанавливать
оборудование рекомендуется в хорошо проветриваемой, не закрытой зоне вдали от источника пыли, исключая риск падения
из-за кабелей или шлангов. Чтобы не допустить падения газовых баллонов, рекомендуется их прикрепить к переносному
агрегату или стене с помощью цепи.
●Убедитесь, что соединения и средства управления агрегата легко доступны для оператора.
ПАДЕНИЕ ОБОРУДОВАНИЯ МОЖЕТ ПРИВЕСТИ К ТРАВМАМ
Page 7
-5-
ТЕХНИКА БЕЗОПАСНОСТИ
ПРОВЕДЕНИЕ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ НЕКВАЛИФИЦИРОВАННЫМ ПЕРСОНАЛОМ
●Не допускайте проведения ремонта электрического оборудования неквалифицированным персоналом. Ненадлежащий ремонт
может привести к серьезным повреждениям и даже смерти персонала во время эксплуатации.
●Компоненты газового контура работают под давлением. Обслуживание, проведенное неквалифицированным персоналом,
может привести к взрыву и причинению серьезного вреда здоровью оператора.
ПЕРЕГРУЗКА АГРЕГАТА МОЖЕТ ПРИВЕСТИ К ЕГО ПЕРЕГРЕВУ
●Дайте агрегату остыть; соблюдайте номинальную длительность цикла.
●Уменьшите силу тока или длительность цикла перед повторным началом сварочных работ.
●Не блокируйте доступ воздуха к агрегату.
●Не фильтруйте воздух, поступающий к агрегату, без утверждения производителя.
ДУГОВАЯ СВАРКА МОЖЕТ СОЗДАВАТЬ ПОМЕХИ
●Электромагнитная энергия, возникающая во время сварки и резки может создавать помехи в работе чувствительного
электронного оборудования, такого как микропроцессоры, компьютеры и оборудования, управляемого компьютером,
например, роботы.
●Убедитесь, что все оборудование в зоне проведения сварочных работ обладает электромагнитной совместимостью.
●Для уменьшения возможных помех сварочные кабели должны быть как можно короче, расположены близко друг к другу и на
низком уровне, например, на полу.
●Во избежание возможных электромагнитных повреждений сварочные работы должны проводиться как можно дальше (100
метров) от чувствительного электронного оборудования.
●Убедитесь, что сварочный аппарат установлен и заземлен с соблюдением требований настоящего руководства.
●Если помехи не исчезнут, пользователь должен принять дополнительные меры, например, переместить сварочный аппарат,
использовать экранированные кабели, линейные фильтры или оградить рабочую зону.
МОЖЕТ ПРИВЕСТИ К ТРАВМАМ
ЗАЩИТА
●Не допускайте попадания сварочного агрегата под дождь, обеспечьте защиту от капель воды и пара.
Page 8

-6-
ЭЛЕКТРОМАГНИТНАЯ СОВМЕСТИМОСТЬ
ЭЛЕКТРОМАГНИТНОЕ ИЗЛУЧЕНИЕ
●Все электрооборудование создает небольшое количество электромагнитного излучения за счет тока,
поступающего к оборудованию. Электрическое излучение может передаваться через линии
электропитания или через пространство, как радиопередатчик. При получении излучения другим
оборудованием может создаться помеха. Электрическое излучение может воздействовать не только
на сварочное оборудование, но также и на многое другое электрооборудование, например, радио- и
телеприемники, станки с ЧПУ, телефонные системы, компьютеры и т.д.
●Сварочные аппараты предназначены для профессионального использования в промышленности. Для
использования в других целях обратитесь к производителю оборудования.
●Пользователь несет ответственность за установку и использование оборудования в соответствии с
инструкциями производителя. При обнаружении электромагнитных помех пользователь обязан
разрешить сложившуюся ситуацию при технической поддержке производителя. В некоторых случаях
действия по устранению помех могут включать лишь заземление сварочного контура, в других
случаях может потребоваться строительство электромагнитного экрана, закрывающего источник
питания и обрабатываемый материал, с установкой фильтров на выходе. Во всех случаях
электромагнитная помеха должна быть уменьшена до такого уровня, где она не создавала бы
проблем.
● В целях безопасности контур может быть заземлен или нет. Изменение схемы заземления должен
выполнять специалист, имеющий достаточную компетенцию для оценки риска получения травм в
результате такого изменения, например, разрешение возврата сварочного тока по параллельному
пути может повредить контур заземления на другом оборудовании.
● Если сварочный источник питания используется в жилом помещении, могут потребоваться
дополнительные меры.
ОЦЕНКА СОСТОЯНИЯ ПРИЛЕГАЮЩЕЙ ЗОНЫ
Перед установкой сварочного оборудования пользователь должен провести оценку
потенциальных проблем электромагнитной совместимости в прилегающей зоне. Необходимо
учесть следующее:
●Другие силовые, контрольные, сигнальные или телефонные кабели, расположенные над, под или
рядом со сварочным оборудованием,
●Радио- и ТВ-трансмиттеры и ресиверы,
●Компьютер и другое контрольное оборудование,
●Критическое предохранительное оборудование,
●Присутствие поблизости сердечных аппаратов, слуховых аппаратов и т.д.,
●Оборудование, используемое для калибровки или измерений,
●
Устойчивость другого оборудования в среде.
Пользователь должен убедиться в совместимости другого оборудования, используемого в среде.
Для этого могут потребоваться дополнительные меры предосторожности.
СПОСОБЫ УМЕНЬШЕНИЯ ИЗЛУЧЕНИЙ
●Сварочное оборудование должно быть подключено к источнику питания в соответствии с
рекомендациями производителя. Наши сварочные аппараты оснащены фильтрами против излучения в
соответствии со стандартами. Если помехи сохраняются, могут потребоваться дополнительные меры,
например, фильтрация сетевого питания.
● Необходимо регулярно проводить техническое обслуживание оборудования в соответствии с
рекомендациями завода-изготовителя. Запрещено вносить изменения в конструкцию сварочного
оборудования без разрешения производителя.
● Сварочные кабели должны быть как можно короче и располагаться рядом друг с другом на уровне
или близко к уровню пола. Кабели силовые и сигнальные должны быть расположены отдельно.
●Хранение кабелей в форме «8» и сложенные вместе уменьшают излучение.
Page 9

-7-
●Сварочный аппарат RD-EVOMIG 200 Prof является
однофазным, источники питания с постоянным
напряжением особенно предназначены для сварки
MIG/MAG.
●Все устройства управления сварочным источником
питания расположены на лицевой панели, что
обеспечивает легкость эксплуатации и контроля.
●Устройство подачи проволоки представляет собой
привод роликового электрода и установлен в источнике
питания.
●
Механизм подачи проволоки оснащен двигателем и
приводным колесом
.
●Выходное напряжение сварочного аппарата
RD-EVOMIG 200 Prof можно регулировать с помощью
регулятора управления сварочным напряжением от 15,5
до 24 В.
●Сварочный аппарат RD-EVOMIG 200 Prof – это очень
хороший выбор для сварки металла толщиной 1,2~8 мм.
Это также очень хороший выбор для сварки MIG/MAG
нержавеющей стали и алюминия.
●Подсоедините зажим заземления к заготовке как можно ближе к сварному шву. При этом
пользователь должен убедиться в отсутствии опасности для людей и оборудования в данной
ситуации.
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
1. ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
1.1 ОБЩИЕ ОБЪЯСНЕНИЯ
1.2 ОБЛАСТЬ ПРИМЕНЕНИЯ
1.3 ОБОЗНАЧЕНИЯ НА ТАБЛИЧКЕ С ТЕХНИЧЕСКИМИ ДАННЫМИ
Одно- или трехфазный источник питания переменного тока, инвертор, выпрямитель, трансформатор,
прямой ток или напряжение на выходе.
Внешние характеристики тока/ напряжения сварочного источника питания.
Сварка металлическим электродом в среде инертного газа (MIG)/ сварка металлическим
электродом в среде активного газа (MAG) или дуговая сварка металлическим электродом в среде
защитного газа (GMAW)
Во время сварки MIG/MAG, а также сварки GMAW, дуга находится между непрерывным
проволочным электродом и обрабатываемой деталью. Дуга и сварочная ванна защищены потоком
инертного или активного газа. Такой процесс подходит для большинства материалов, а присадочные
проволоки доступны для широкого ассортимента металлов.
Сварка металлическим электродом в среде инертного газа / дуговая сварка металлическим электродом в
среде активного газа, безусловно, более эффективная, чем ручная дуговая сварка покрытым электродом
(ММА), в процессе которой эффективность теряется каждый раз, когда сварщик прерывает работу для
замены электрода. Также в процессе сварки ММА происходят потери в количестве материала, когда
выбрасывают огарок электрода. На каждый килограмм обмазанного стержневого электрода около 65%
становится частью сварного шва (остальное удаляется). Использование сплошной и порошковой проволоки
Page 10

-8-
S
Сварка металлическим электродом в
среде инертного газа
Металл
Токоподводящ
ее устройство
Инертны
й газ
Дуга
Свариваемая
деталь
увеличило такую эффективность до 80-95 процентов. Сварка MIG/MAG представляет собой универсальный
процесс, в котором сварочный металл может быть наплавлен на очень высокой скорости и во всех
положениях. Данный процесс широко используется на сварных изделиях из стали малой и средней толщины
и алюминиевых конструкциях, особенно там, где требуется высокоскоростное ручное производство.
Использование порошковых проволок становится все более популярным в тяжелых стальных конструкциях.
ТЕХНИЧЕСКАЯ ИНФОРМАЦИЯ
Стандарт: применяемые стандарты, например, IEC60974-1, EN60974-1, и т.д.
U1:Номинальное входное напряжение (AC) сварочного источника питания, например, 1~(1 фаза), 220В.
50Гц или 60 Гц: Номинальная частота одного- или трехфазного источника питания переменного тока.
I
:Максимальный входной ток
1max
I
:Максимальный эффективный входной ток
1eff
X: Номинальная длительность цикла. Представляет собой соотношение между длительностью нагрузки и
продолжительностью полного цикла.
Примечание 1: Это соотношение между 0~100%.
Примечание 2: Для этого стандарта время одного полного цикла составляет 10 минут. Например, если
номинал 40%, то время нагрузки должно быть 4 минуты, а оставшееся время должно быть 6 минут.
При расчете длительности цикла за основу принимается период в 10 минут. Это значит, что дуга может
вытягиваться в течение двух минут в каждом 10-минутном периоде без риска перегрева. Если в течение
нескольких последовательных 10-минутных периодов такое вытягивание длится более двух минут, то
может возникнуть перегрев.
U0: Напряжение без нагрузки. Это выходное напряжение в разомкнутой цепи сварочного источника питания.
I2:Выходной ток или сварочный ток
U2: Напряжение выходной нагрузки или сварочное напряжение. Номинальное напряжение выходной
нагрузки U2=14+0.05I2
A / V—A / V:Регулируемый диапазон тока и соответствующее напряжение нагрузки.
S1: Номинальная входная мощность, KVA
IP:Класс защиты. Например, IP21 означает, что сварочный аппарат пригоден для использования в закрытом
помещении; IP23 означает, что сварочный аппарат пригоден для использования на открытом воздухе в
условиях дождя.
Пригоден для использования в опасных средах.
: В условиях дождя.
F или H: Класс изоляции.
Page 11

1.4 ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Характеристики
RD-EVOMIG 200 Prof
Входное
напряжение
220В/50Гц AC±15%, 1 фаза
Потребляемая
мощность
6,6кВА
Выходной ток
DC 30~200A
Выходное
напряжение
DC 15,5~24В
Напряжение хол.
хода
60В
Номинальная
длительность цикла
40%-200A
Диаметр проволоки
0,6 мм, 0,8 мм, 0,9 мм, 1,0 мм
Вес
28,3 кг
Убедитесь, что вы получили все заказанные вами
позиции. В случае отсутствия или повреждения
некоторых позиций немедленно свяжитесь с вашим
поставщиком.
Убедитесь, что все следующие 4 позиции присутствуют
в коробке.
1. Механизм подачи проволоки
2. Заземляющий зажим и кабель
3. Сварочная горелка
4. Руководство пользователя
●Убедитесь, что напряжение в вашей сети 1-фазное,
220В/50 Гц и на рабочем месте есть «ноль» и
«заземление».
●Для охлаждения аппарата и обеспечения
эффективности работы аппарат должен находиться
не ближе, чем 30 см от окружающих объектов. Не
ставьте источники тепла, например, нагреватель, с
лицевой стороны аппарата, откуда забирается
охлаждающий воздух. Сварочный аппарат не должен
подвергаться прямому воздействию тепла.
●Не устанавливайте аппарат в маленьких и узких
помещениях. Не допускайте образования
избыточного количества пыли и грязи.
●Не подвергайте аппарат воздействию сырости и
влаги.
●Не допускайте воздействие на аппарат прямых
солнечных лучей, дождя и ветра. Е сли
тем пе ра ту ра ок ру жа ющ ей сред ы п ре вы ша ет
40ºC, аппараты следует использовать с меньшей
нагрузкой.
Используйте подходящую отводящую систему для
газов и паров при резке. В случае риска вдыхания
паров, образованных при сварке или резке,
используйте защитный дыхательный аппарат.
Не выполняйте сварку в местах сильного воздушного
потока. Обе спечьте защиту сваро чной зоны с
по мощью занавесок или подвижных экранов.
●Поместите устройство на твердую и ровную
поверхность во избежание его падения.
Максимальный допустимый угол наклона для
транспортировки и сборки составляет 10°.
●Если баллон расположен на аппарате,
заблокируйте цепь для фиксации трубы. В
противном случае убедитесь, что газовый баллон
прикреплен к стене вертикально с помощью цепи.
●Данный аппарат оснащен электронной защитой
от перегрузок. Запрещено использовать
предохранители, отличающиеся от тех, которые указаны
на заводской табличке устройства.
●Убедитесь, что заземляющий зажим имеет
хороший и прямой контакт рядом с местом сварки.
Не направляйте сварочный ток поверх цепей,
шариковых подшипников, стальных кабелей,
защитных проводников и т.д. В противном случае
они могут расплавиться.
●Убедитесь, что средства управления аппаратом и
соединения оборудования легко доступны для
оператора.
●Для подъема аппарата используйте подъемные
скобы. Не используйте для подъема аппарата
вилочные погрузчики или аналогичные
подъемные средства.
●Электрическая розетка в задней части аппарата
предназначена только для нагревания CO2.
Запрещено использовать ее для других целей.
2. УСТАНОВКА
2.1 ПОЛУЧЕНИЕ И ПРЕТЕНЗИИ
2.2 РАБОЧАЯ ЗОНА
-9-
УСТАНОВКА
Page 12
2.3 УСТАНОВКА И ЭКСПЛУАТАЦИЯ АППАРАТА
-Установку и обслуживание оборудования должен выполнять
квалифицированный электрик
- Перед выполнением работ на аппарате отключите входное
напряжение в коробке предохранителей
- Не трогайте горячие электрические детали
Установка, эксплуатация и обслуживание аппарата должны проводиться только
квалифицированным персоналом. Защитите себя и окружающих от возможного причинения
серьезного вреда здоровью или смерти.
ПРЕДУПРЕЖДЕНИЕ: Не включайте аппарат, если снята крышка. Перед обслуживанием отключите
аппарат от источника питания. Не трогайте детали, находящиеся под напряжением.
УСТАНОВКА
●Перед запуском установки обратитесь в энергетическую компанию, чтобы убедиться, что ваш источник
питания достаточный для напряжения, тока, фазы и частоты, указанных на заводской табличке
сварочного аппарата. Также необходимо убедиться, что планируемая установка будет отвечать всем
требованиям локальный и национальных стандартов. Некоторые сварочные аппараты могут работать от
однофазной линии или одной фазы двух- или трехфазных линий.
● Перед подсоединением кабеля к источнику питания убедитесь, что сетевой переключатель (Вкл.- Выкл.)
находится в положении, соответствующем входному напряжению, к которому будет подключен аппарат.
ОСТОРОЖНО: Если настройки сетевого переключателя не соответствуют питающему
напряжению на входе, сварочный аппарат может сгореть!
●Подсоедините провод “PE” или зеленый/ желтый заземляющий провод к системной земле в
соответствии с действующими государственными и локальными стандартами.
2.3.1 ПОДКЛЮЧЕНИЕ АППАРАТА К ИСТОЧНИКУ ПИТАНИЯ
●Подключение к сети электропитания выполняет конечный пользователь. Такое подключение выполняет
квалифицированный электрик или люди, специально обученные работе в данной зоне.
●Силовой кабель аппарата должен быть подсоединен к сетевому переключателю. Основной источник
питания должен быть указан на заводской табличке аппарата, например, 1~,50Гц,220 В AC (Рисунок 2).
● Рекомендуется использовать силовой кабель 3х 1,5 мм².
●Перед включением основного источника питания пользователь должен тщательно проверить соединения
силового кабеля и заземляющего провода (желтый/ зеленый) к аппарату.
Убедитесь, что соединения прочно закреплены. Ослабленные или неправильные
крепления могут привести к перегреву или сгоранию соединения.
Ошибка сетевого подключения может привести к неожиданным результатам.
Обратите внимание на соединение между заземляющим проводом (желтый/
зеленый) и защитным заземлением.
2.3.2 ПОДКЛЮЧЕНИЕ СВАРОЧНОЙ ГОРЕЛКИ
●Вставьте сварочную горелку в соединитель сварочного аппарата
●Убедитесь, что соединения правильные и не ослаблены.
2.3.3 ПОДСОЕДИНЕНИЕ ЗАЗЕМЛЯЮЩЕГО СВАРОЧНОГО ПРОВОДА К АППАРАТУ
●Подсоедините один конец заземляющего сварочного провода к свариваемому изделию, а другой конец
должен быть подсоединен к выходу (-) сварочного аппарата
2.3.4
ПОДСОЕДИНЕНИЕ ЗАЖИМА ЗАЗЕМЛЕНИЯ
●Подсоедините зажим заземления к сварочному столу или свариваемому изделию.
-10-
(Рисунок 1)
(Рисунок 1)
.
.
Page 13

-11-
Выход ( - ),
подключение к
свариваемому
изделию
Выход (+),
Подключение
к горелке.
В
Индикатор
LED1
A
Протяжка
проволоки
Индикатор
LED2
Источник
питания
сварочного
аппарата
Источник питания
газового
нагревателя
Газ - вход
●Для улучшения качества сварки зажим заземления должен быть прочно закреплен на свариваемом
изделии и как можно ближе к зоне сварки. Подробную информацию смотрите в таблице Выбора
параметров сварки.
Не кладите зажим заземления на сварочный аппарат или газовый баллон. В
противном случае сварочный ток будет проходить через защитные проводники, что
приведет к их повреждению.
УСТАНОВКА
Рисунок 1: Подключение сварочной горелки, сварочного кабеля на лицевой панели блока питания.
Рисунок 2: Задняя панель сварочного источника питания
Page 14
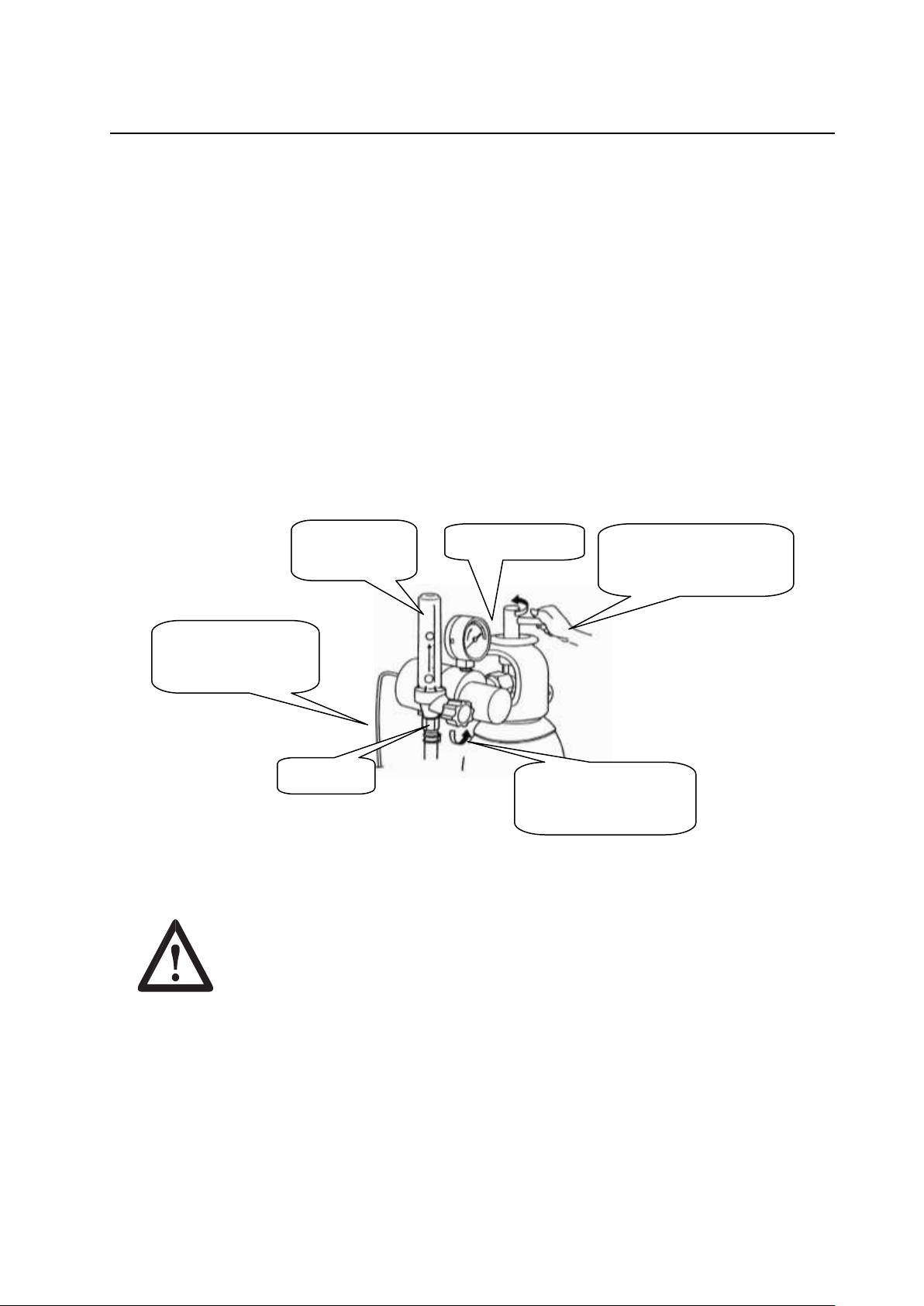
-12-
Газовый
шланг
Газовый баллон
Открытие клапана
газового баллона
Установка расхода газа с
помощью
регулировочного
клапана
Отображение
расхода газа
Силовой кабель
нагревателя
УСТАНОВКА
2.3.5 ПОДКЛЮЧЕНИЕ ГАЗОВОГО БАЛЛОНА
●После установки газового баллона закрепите его с помощью цепи. Для безопасной работы и лучших
результатов используйте разрешенные регуляторы газа и нагреватели.
●Быстро откройте клапан газового баллона несколько раз для устранения грязи и частиц.
●Подключите регулятор давления к баллону с защитным газом.
●Подсоедините один конец газового шланга к входному штуцеру газа или впускному отверстию газа
сварочного аппарата. Другой конец предназначен для подсоединения шланга к регулятору давления.
●Затяните винты регулятора давления с газовым шлангом и откройте баллон с защитным газом.
●Регулировка расхода газа с помощью регулировочного клапана. Подробная информация по регулировке
расхода газа смотрите на следующей странице.
●Подсоедините силовой кабель газового нагревателя (1~,36В АС) к блоку питания нагревателя
2).
Рисунок 3: Открытие газового баллона и регулировка расхода газа
2.3.6 КРЕПЛЕНИЕ СВАРОЧНОЙ ПРОВОЛОКИ
Во избежание проблем во время эксплуатации необходимо тщательно изучить
данный раздел. Ненадлежащее или неполное выполнение операции может привести
к ухудшению качества сварки и повреждению сварочной горелки. На такие
повреждения гарантия не распространяется.
●Убедитесь, что диаметр прижимных роликов правильный.
(Рисунок
●Увеличьте давление прижимных роликов (фланец).
●Прикрепите проволоку к сварочной горелке с помощью направляющих.
●Закройте и закрепите
агрегат давления.
Page 15

-13-
ИНФОРМАЦИЯ ПО ИСПОЛЬЗОВАНИЮ
3. ИНФОРМАЦИЯ ПО ИСПОЛЬЗОВАНИЮ
3.1 ЛИЦЕВАЯ ПАНЕЛЬ БЛОКА ПИТАНИЯ
●На лицевой панели управления блока питания находятся амперметр. Вольтметр, индикаторные лампы,
контроллер сварочного тока и напряжения и т.д.
● A : Измеритель сварочного тока.
● V: Измеритель сварочного напряжения.
● LED1: Индикаторная лампа источника питания. Лампа LED1 загорается, когда выключатель питания
находится в положении ON (Вкл.).
● LED2: Индикаторная лампа перегрева. Лампа LED2 загорается при срабатывании защиты от перегрева.
● Протяжка: толчковые перемещения для подачи проволоки без сварочного тока.
● Ручка сварочного тока: контроллер сварочного тока.
.
током
● Ручка сварочного напряжения: контроллер сварочного напряжения.
контроль сварочного напряжения
● Ручка индуктивности: данная ручка служит для изменения характеристик дуги, качества сварного шва,
количества брызг и т.д.
3.2 ЗАДНЯЯ ПАНЕЛЬ БЛОКА ПИТАНИЯ
● Переключатель ON/OFF (Вкл./Выкл.) блока питания
● Силовой кабель, например,1~,50Гц,220В AC,
● Штуцер для подключения газа.
● Источник питания нагревателя, 1~,36В AC,
3.3 РЕГУЛИРОВКА РАСХОДА ГАЗА
●Индикатор на регуляторе со стороны трубы показывают давление, а другой показывает расход в
«л/мин».
●Номинальный расход газа должен быть примерно в 7-9 раз превышать диаметр используемой проволоки.
Обычно коэффициент равен 8.
ПРИМЕР: Диаметр проволоки: 0,8 мм.
Расход газа: 8 x 0,8 ≈ 6 л/мин.
3.4 ВЫРАВНИВАНИЕ ПРИЖИМНЫХ РОЛИКОВ ДЛЯ СООТВЕТСТВУЮЩЕГО ДИАМЕТРА
Всегда контролируйте ролики на фланце для соответствия с диаметром проволоки,
так как на неисправности, связанные с выравниванием, гарантия не
распространяется.
●Обе стороны роликов промаркированы в соответствии с диаметром проволоки.
●Ролики должны быть вставлены во фланец таким образом, чтобы диаметр подаваемой проволоки был
виден снаружи. После установки роликов винты должны быть установлены и затянуты.
3.5 РЕГУЛИРОВКА СВОБОДНОЙ ДЛИНЫ ПРОВОЛОКИ, СВАРОЧНОГО ТОКА И
НАПРЯЖЕНИЯ
●Для получения хороших сварочных характеристик необходимо отрегулировать свободную длину
проволоки (L1) с соблюдением следующих инструкций. Диаметр проволоки (d) и расстояние (L) между
штуцером и токоподводящим наконечником играют важную роль.
●Свободная длина проволоки (L1) – это расстояние между концом проволоки и токоподводящим
наконечником.
●Свободную длину проволоки (L1) можно изменить путем регулирования сварочного тока (I2) и
напряжения (U2).
.
(Рисунок 1)
(Рисунок 2)
.
Контроллер осуществляет контроль за сварочным
Контроллер осуществляет
.
Page 16

-14-
● Для переноса короткой дуги, L примерно 0~3мм, L1 примерно 10d. Например, d=1,0 мм, L1=10 мм.
Для переноса короткой дуги, U2 примерно 16~22В, I2 примерно 90~200A.
3.6 ФУНКЦИИ ПЕРЕКЛЮЧАТЕЛЯ СВАРОЧНОЙ ГОРЕЛКИ
● Во время работы при нажатии на переключатель сварочной горелки ток поступает в горелку и
начинается подача проволоки, при отпускании переключателя сварка прекращается.
сварочным током и напряжением осуществляется с помощью ручки сварочного тока и напряжения,
как показано на
Рисунке 4.
ВКЛ. ВЫКЛ.
Рисунок 4: Связь между сварочной дугой и переключателем (Вкл./ Выкл.) горелки
3.7 НАСТРОЙКИ ДЛЯ СВАРКИ АЛЮМИНИЯ
●В качестве защитного газа используется аргон. В этом случае нагреватель газа не нужен.
●Меньше давления применяется на ролики подачи проволоки.
●Используются токоподводящие наконечники большей длины и внутреннего диаметра.
Контроль за
Page 17

-15-
- Установку и обслуживание оборудования выполняет
квалифицированный электрик
- Перед выполнением работ на аппарате отключите
входное напряжение в коробке предохранителей
- Не трогайте горячие электрические детали
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
4. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Только квалифицированный персонал должен выполнять работы по установке, эксплуатации и
техническому обслуживанию оборудования. Необходимо обеспечить защиту себя и окружающих от
возможного причинения серьезного вреда здоровью или смерти.
ПРЕДУПРЕЖДЕНИЕ: Не используйте сварочный аппарат со снятой крышкой. Перед проведением
технического обслуживания отключите аппарат от источника питания.
Не дотрагивайтесь до деталей, работающих под напряжением.
ПРЕДУПРЕЖДЕНИЕ: Перед откручиванием болтов на аппарате для технического обслуживания
необходимо отключить электропровод от источника питания и обеспечить достаточное количество
времени для разряда конденсатора. Во время технического обслуживания обратите внимание на
подвижные части аппарата, такие как вентилятор, двигатель механизма подачи проволоки, ролики
и барабан с проволокой.
4.1 РЕГУЛЯРНОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Один раз в три месяца
●Очистка табличек агрегата. Ремонт или замена изношенных табличек.
●Ремонт или замена изношенных сварочных кабелей.
●Очистка и затяжка выходных зажимов сварочного агрегата.
●Проверка горелки, зажима заземления и их кабелей.
● Проверка основных соединений внутри аппарата.
Раз в полгода
●Снятие крышки аппарата и очистка сухим воздухом.
ПРИМЕЧАНИЕ: Указанные выше периоды технического обслуживания носят рекомендательный
характер в соответствии с вашим общим опытом. Они могут меняться в зависимости от места
проведения работ и условий на сварочной площадке.
4.2 ВНЕПЛАНОВОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
●Ролики механизма подачи проволоки и смежные детали должны быть чистыми. На поверхности
натяжных роликов не должно быть следов смазки. При каждой замене проволоки необходимо счищать
грязь, накопленную на механизме, сухим воздухом.
● Токоподводящую насадку и штуцер на горелке необходимо регулярно чистить и заменять при
необходимости. Токоподводящие насадки должны быть в хорошем рабочем состоянии, более длинные
насадки дают лучший результат.
Page 18
-16-
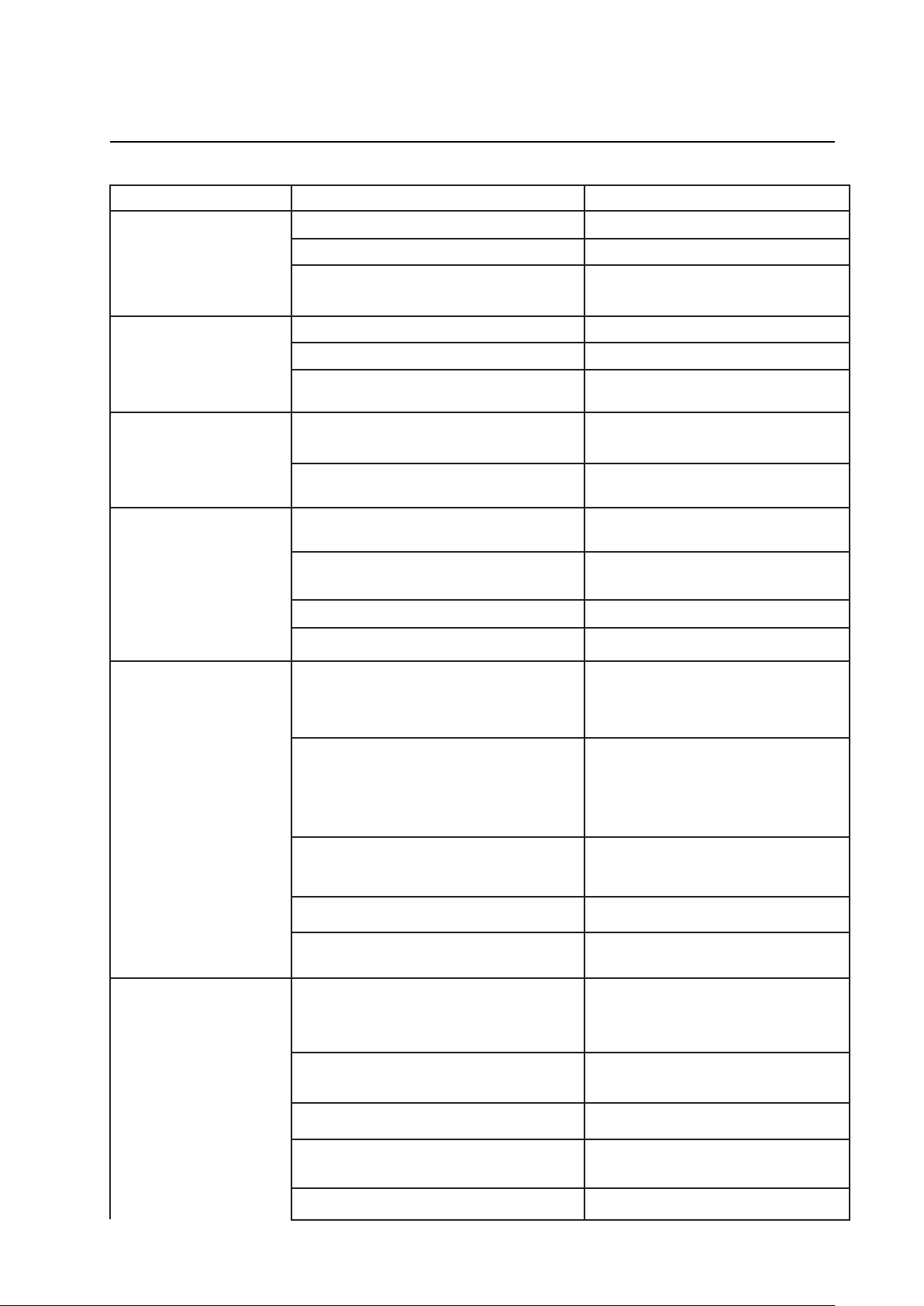
НЕИСПРАВНОСТЬ
ПРИЧИНА
СПОСОБ УСТРАНЕНИЯ
1. Аппарат не работает.
Переключатель блока питания не работает.
Заменить переключатель.
Сгорел предохранитель блока питания
Заменить предохранитель.
Неисправна электронная плата.
Свяжитесь со своим уполномоченным
сервисным центром
2. Сварочный аппарат
работает, индикатор LED2
выключен, питание на
выходе отсутствует,
Неисправность блока питания.
При необходимости замените.
Короткое замыкание приходящего кабеля.
При необходимости замените.
Двигатель вентилятора неисправен.
Замените двигатель вентилятора.
3. Механизм подачи
проволоки работает, но
проволока не подается.
Натяжной ролик не соответствует
диаметру проволоки.
Выберите соответствующий натяжной
ролик.
Недостаточное давление
прижимного ролика
Отрегулируйте давление.
4.Затруднение при сварке.
Неправильный размер
токоподводящего наконечника.
Замените токоподводящий наконечник.
Недостаточное давление
прижимного ролика.
Отрегулируйте прижимной ролик.
Сгорел предохранитель нагревателя CO2
Проверьте и замените при необходимости.
Не соответствующее давление
Проверьте газ и выполните регулировку.
5. Сварочный аппарат
работает, индикатор LED2
включен, ток на выходе
отсутствует.
Состояние защиты от перегрева.
Дождитесь, пока индикатор LED2
отключится, после этого сварка будет
доступна.
Состояние защиты от перегрузки по току
Дождитесь, пока индикатор LED2
отключится, или выключите блок питания,
снова нажмите переключатель ON/OFF на
сварочном аппарате.
Повреждение вспомогательного выпрямителя
трансформатора.
Проверьте и замените при необходимости.
Повреждение схемы обратной связи.
Проверьте и замените при необходимости
Недоступность соединения переключателя.
Проверьте и выполните повторное
соединение.
6.Сварочный ток и
напряжение не
регулируются.
Основная контрольная печатная
плата неисправна.
Замените контрольную печатную плату
7.Сварочный ток и
напряжение не
стабилизируются.
Недостаточное давление
прижимного ролика.
Отрегулируйте прижимной ролик.
Недостаточный расход газа.
Отрегулируйте расход газа
Повреждение схемы.
Проверьте и замените их при
необходимости.
Повреждение конденсатора.
Замените при необходимости.
ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
4.3 УСТРАНЕНИЕ ОСНОВНЫХ НЕИСПРАВНОСТЕЙ
Page 19

Недоступность соединений внутри сварочного
аппарата.
Проверьте и выполните повторное
соединение
Отсоединен кабель заземления или недоступно
соединение кабеля заземления и свариваемым
изделием.
Проверьте и выполните повторное
соединение
8.Нагреватель не
работает.
Сгорел предохранитель.
Замените предохранитель.
Нагреватель неисправен.
Замените нагреватель.
5. ГАРАНТИЙНЫЕ УСЛОВИЯ.
Изготовитель предоставляет бесплатное обслуживание для пользователей в течение 12 месяцев с даты
покупки (на основе даты предоставления счета) при условии, если изделие используется согласно указаниям
в руководстве по эксплуатации, в соответствии с правилами установки, хранения, использования,
техобслуживания и безопасности,
Изделие не подлежит гарантийному обслуживанию в следующих случаях:
проведение предварительного ремонта изделия самим пользователем или не уполномоченными на
это лицами;
наличие следов вскрытия или попытки вскрытия;
нарушение требований инструкции по эксплуатации;
порча, механическое повреждение изделия вследствие неправильной транспортировки и хранения,
небрежного обращения, падения, ударов и т.д.;
естественный износ изделия и комплектующих в результате интенсивного использования( сопла,
наконечники, сварочный пистолет, протяжный механизм);
использование неисправного изделия;
использование не оригинальных запасных частей и принадлежностей.
большое количество пыли на платах сварочного аппарата.
Гарантийное обслуживание не осуществляется также:
при отсутствии гарантийного талона;
если гарантийный талон не является подлинным или не оформлен должным образом (отсутствие
даты продажи, серийного номера, подписей продавца и покупателя, штампа магазина);
если гарантийный талон не принадлежит данному изделию;
по истечении срока гарантии.
Изделие сдаётся на гарантийный ремонт В ПОЛНОЙ КОМПЛЕКТАЦИИ, ОЧИЩЕНОЕ ОТ ПЫЛИ И
ГРЯЗИ!
Транспортные расходы не входят в объем гарантийного обслуживания.
В связи с тем, что приобретаемое Покупателем изделие является сложным изделием, для решения вопросов
по гарантийной ответственности Покупатель первоначально обращается только в сервисные центры
уполномоченного дилера:
Нижний Новгород
Адрес: Нижний Новгород, Московское шоссе, 300
Телефон: +7 (831) 274-89-66, 274-89-74, 274-89-68
Казань
Адрес: Казань, Сибирский тракт, 34/12
Телефон: +7 (843) 526-74-84, 526-74-85
- В случае несвоевременного извещения о выявленных неисправностях, фирма Продавец оставляет за собой
право отказаться полностью или частично от удовлетворения предъявляемых претензий (ст. 483 ГК РФ)
- Запрещается нарушение заводских регулировок. Регулировку должны производить только в сервисном
центре. -17-
Page 20

-18-
- Ответственность по настоящей гарантии ответственности за товар могут быть переданы Покупателем
другим лицам при условии, что лицо, принявшее на себя права по гарантийной ответственности за товар,
одновременно принимает на себя и все обязательства, принятые подписавшим настоящий договор
Покупателем.
Требуйте от организации, продавшей изделие, правильного и полного заполнения всех граф настоящего
документа.
Талон, заполненный неправильно, является недействительным.
Поля, отмеченные в гарантийном талоне * (в т. ч. на обороте), обязательны к заполнению!
При не полностью заполненном талоне, покупатель теряет право на бесплатный ремонт.
На протяжении всего гарантийного срока сохраняйте комплектность набора и заводскую упаковку
инструмент.
Page 21

 Loading...
Loading...