

Redflow ZBM GEN 2.8 User Manual

ZBM – Gen 2.8
Version: 1.0
Installation and Operation Manual
Model: Gen 2.8 Zinc-Bromide flowing electrolyte battery (ZBM)
Rating: 3 kW / 8 kWh

RedFlow Limited
© 2014. RedFlow Limited. All Rights Reserved.
Thank you for purchasing the RedFlow ZBM.
RedFlow’s ZBM represents the state-of-the-art in zinc-bromide flow battery technology.
It is designed as a modular battery to be integrated into electricity storage systems.
For Sales and Technical Support, RedFlow can be contacted at:
ABN 49 130 227 271
AUSTRALIA
27 Counihan Road
Seventeen Mile Rocks
Brisbane
QLD 4073
W: www.redflow.com
T: +61 7 3376 0008
F: +61 7 3376 3751
E: tech.support@redflow.com
Office hours: 8:30am to 5:00pm, Brisbane, Australia
Monday - Friday
USA
Albuquerque, NM 87108
E: tech.support@redflow.com
sales@redflow.com
sales@redflow.com
Any reproduction, modification, or electronic transmission of this publication requires the
prior written authorisation of RedFlow Limited.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 2 of 85

Table of Contents
Table of Figures ......................................................................................... 5
Table of Tables .......................................................................................... 5
1. Introduction ..................................................................................... 6
1.1. About the ZBM ................................................................................... 6
2. Safety and Handling .......................................................................... 8
2.1. Electrolyte Characteristics.................................................................... 8
2.1.1. Bromine and Bromine Complex................................................. 9
2.1.2. Gas Emissions ...................................................................... 10
2.1.3. Electrolyte Leaks .................................................................. 11
2.1.4. Personal Protective Equipment (PPE) ....................................... 11
2.2. ZBM Handling, Storage and Transport ................................................. 12
2.2.1. Handling Dry ZBMs (without electrolyte inside) ......................... 12
2.2.2. Handling Wet ZBMs (full of electrolyte) .................................... 13
2.2.3. Storing Dry ZBMs (without electrolyte inside) ........................... 13
2.2.4. Storing electrolyte not contained in a ZBM. .............................. 13
2.2.5. Storing Wet ZBMs (full of electrolyte) ...................................... 14
2.2.6. Transporting Dry ZBMs (without electrolyte inside) ................... 14
2.2.7. Transporting electrolyte not contained in a ZBM ....................... 14
2.2.8. Transporting Wet ZBMs (full of electrolyte) .............................. 14
2.3. ZBM Battery Voltage Hazard .............................................................. 15
2.4. ZBM Fire Safety Characteristics .......................................................... 15
3. ZBM Components ............................................................................. 16
3.1. Gen 2.5 ZBM Flow Battery ................................................................. 16
3.2. Mk Box ............................................................................................ 17
3.3. Sensor Analog Loom ......................................................................... 19
3.4. DC Looms ........................................................................................ 19
4. ZBM Installation and Connection ........................................................ 20
5. ZBM Operation ................................................................................. 24
5.1. Operating “From Empty” ................................................................... 24
5.2. ZBM Operating Modes ....................................................................... 24
5.3. Standard ZBM Cycle.......................................................................... 25
5.4. Shutdown Procedure ......................................................................... 26
6. ZBM Control and Communications ...................................................... 27
6.1. ZBM Status Registers (0x9001 – 0x900F) ............................................ 27
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 3 of 85

6.2. Read (Data) Registers (0x9010 to 0x90FF) .......................................... 28
6.3. Write Registers (0x9100 to 0x91FF) .................................................... 29
6.4. Operating the ZBM ........................................................................... 29
6.5. Logging Mandatory Registers ............................................................. 29
7. ZBM Wear and Failure Processes ........................................................ 30
7.1.1. Leaks .................................................................................. 30
7.1.2. Stack degradation ................................................................. 30
7.1.3. Incorrect Operation ............................................................... 30
7.1.4. Electrolyte Contamination ...................................................... 30
7.1.5. Pump Failures ...................................................................... 30
7.1.6. Electronics and Electrical Failures ............................................ 31
7.1.7. Over Temperature ................................................................ 31
8. ZBM Maintenance ............................................................................. 32
8.1. Condition Monitoring Maintenance ...................................................... 32
8.2. Periodic Maintenance ........................................................................ 32
8.2.1. Periodic Remote Monitoring .................................................... 32
8.2.2. Periodic On-Site Maintenance ................................................. 33
Appendix A Abbreviations and Definitions .................................................. 34
Appendix B RedFlow Warranty for the ZBM ................................................ 35
Appendix C Addressing ZBM Electrolyte Spills/Leaks ................................... 36
Appendix D ZBM Register Information ....................................................... 39
ZBM Status Registers (0x9001 – 0x900F) ...................................................... 39
Read (Data) Registers (0x9010 to 0x90FF) .................................................... 42
Write Registers (0x9100 to 0x91FF).............................................................. 43
Appendix E Minor Maintenance Checklist ................................................... 44
Appendix F RedFlow Battery Electrolyte Safety Datasheet ........................... 45
Appendix G RedFlow Battery Electrolyte Safety Datasheet (Uncharged)......... 58
Appendix H RedFlow Battery Electrolyte Safety Datasheet (Waste) ............... 71
Document Revision History ......................................................................... 84
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 4 of 85
Table of Figures
FIGURE 2.1: YELLOW ELECTROLYTE PHASE AND DENSER DARK RED BROMINE COMPLEX PHASE. ....................... 9
FIGURE 2.2: VAPOUR PRESSURE FOR 100% CHARGED BROMINE COMPLEX (1500G/L), BATTERY ELECTROLYTE
(15G/L) AND PURE BROMINE. ...................................................................................................................... 10
FIGURE 2.3: A FORKLIFT USING THE LISTING STRAPS TO LIFT 2 ZBMS ................................................................. 13
FIGURE 3.1: GEN 2.5 ZBM ZINC BROMINE BATTERY MODULE ............................................................................. 16
FIGURE 3.2: ZBM TERMINAL PLATES AND PUMPS ............................................................................................... 17
FIGURE 3.3: MK BOX SIDE CONNECTIONS ............................................................................................................ 18
FIGURE 3.4: MK BOX BOTTOM CONNECTIONS ..................................................................................................... 18
FIGURE 3.5 : SENSOR ANALOG LOOM .................................................................................................................. 19
FIGURE 5.1: AN EXAMPLE OF THE REDFLOW ZBM’S STANDARD CYCLE ............................................................... 26
Table of Tables
TABLE 1.1: ZBM ELECTRICAL OPERATING ENVELOPE ............................................................................................. 6
TABLE 1.2: ZBM PHYSICAL AND COMMUNICATIONS CHARACTERISTICS ............................................................... 7
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 5 of 85
Power Range
0kW to 2.5kW during charge
0kW to 3kW during discharge
Net Energy Range
0kWh (0% SOC) to 8kWh (100% SOC)
DC Voltage Operating Range
40 to 57V
Auxiliary Power
Requirements
N/A
Operating Battery
Temperature Range
5 to 50 °C (41 to 122 °F)
Maintenance Cycle
Frequency
At least once every 120 hours of zinc pump
operation.
1. Introduction
This manual is for RedFlow’s DC flowing electrolyte battery
product, the Gen 2.8 Zinc-Bromine Module (ZBM).
It provides information on this battery’s installation, operation
and maintenance.
1.1. About the ZBM
RedFlow’s Gen 2.8 ZBM is a modular flow battery rated at 3kW &
8kWh. With appropriate ancillary circuitry, multiple ZBMs can be
connected together in parallel and series arrays.
The ZBM is ideally suited to deep cycling and long cycle life
energy storage applications requiring multiple hours of discharge
on a daily basis. It can operate to 100%, or partial depths of
discharge without a reduction in operating life.
The ZBM battery consists of:
Gen 2.8 ZBM flow battery (including electrolyte )
Mk Box
Sensor Analog Loom
DC Looms
Battery operation is controlled and managed by the internals of
the Mk Box. Operation of ZBMs must be kept within the
boundaries of the operating envelope set out in Table 1.1 to
ensure correct operation and also comply with the warranty
conditions set out in Appendix B. It should be noted that in
applications where one ZBM would not be able to remain within
the operating envelope, adding another ZBM will often bring the
performance demands on each ZBM back inside the envelope.
Table 1.1: ZBM Electrical Operating Envelope
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 6 of 85
Dimensions
830 L x 823 H x 400 W (mm)
32.7 L x 32.4 H x 15.7 W (in)
Weight
239 kg (526 lb) with electrolyte
88 kg (194 lb) without electrolyte
Electrolyte Volume
100 L (26 Gal)
Module Geometry
Two parallel stacks of 33 cells
Dangerous Goods Class
DG Class 8 for electrolyte or ZBMs
containing any trace of electrolyte
Shelf Life
Indefinite
Orientation
The ZBM must be kept in an upright
position (orientation shown in Figure 3.1)
at all times of operation, storage, handling
and transportation
Operating Conditions
Stationery applications on flat, level
surfaces only
Ventilation
The ZBM must be adequately ventilated
with minimum airflow of 150L/s (540 m3/h)
per ZBM
Communications
MODBUS RTU
The physical and communications characteristics of the ZBM
can be found in Table 1.2.
Table 1.2: ZBM Physical and Communications Characteristics
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 7 of 85
All low voltage (LV) wiring must be performed by
standards are complied with.
2. Safety and Handling
licensed electrical personnel who are responsible for
ensuring that all local and government regulations and
The following general safety rules apply for any operation of the
ZBM batteries.
Use tools with insulated handles to make connections.
Do not smoke.
Check that cable connections between the ZBM and the
rest of the Energy Storage System are tightened to the
recommended torque values (see Section 0).
Even when disconnected, a ZBM battery can remain
charged and have voltage on the battery terminals.
There are also four main areas of safety specifically relevant to
the ZBM battery.
Electrolyte characteristics
ZBM handling, storage and transport
ZBM battery voltage
ZBM fire safety characteristics
These are explained in detail in the sections below.
2.1. Electrolyte Characteristics
The RedFlow ZBM is a flowing electrolyte battery containing
approximately 100L (26gal) of water-based zinc-bromide
electrolyte.
The ZBM electrolyte is an aqueous (water-based) solution of zinc
bromide salt usually including additional supporting salts and
complexing agents.
The electrochemical process of charging a ZBM battery alters the
electrolyte. Zinc ions are plated out as metallic zinc, and bromide
ions become linked with the complexing agents in the electrolyte
to form a separate dense Bromine Complex phase.
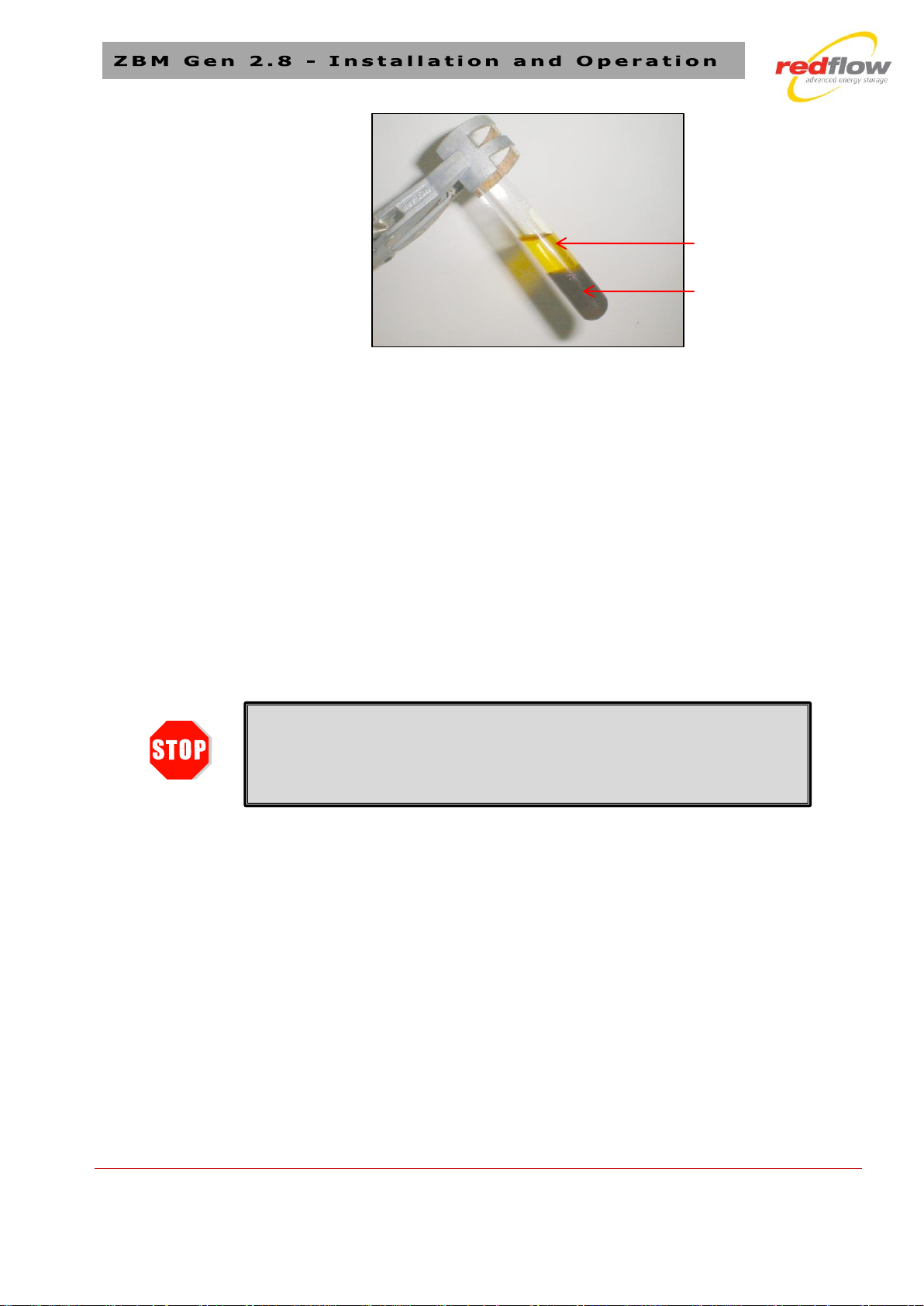
Electrolyte is yellow to orange in colour, while the Bromine
Complex phase is dark red (see Figure 2.1). This complex phase
has a higher density and readily separates (sinks) from the
aqueous electrolyte phase and can be described as “oil-like”.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 8 of 85
Personnel responsible for handling the ZBM’s
Datasheets and the following safety information.
Dark red Complex
Yellow electrolyte
Figure 2.1: Yellow electrolyte phase and denser dark red
bromine complex phase.
The following Safety Datasheets (SDS) are included in this
manual:
Appendix F: RedFlow Battery Electrolyte SDS
Appendix G: RedFlow Battery Electrolyte SDS (Uncharged)
Appendix H: RedFlow Battery Electrolyte SDS (Waste)
For ZBM electrolyte that has never been charged, refer to the
RedFlow Battery Electrolyte SDS (Uncharged).
The RedFlow Battery Electrolyte SDS in Appendix F should be
used for electrolyte that contains Bromine Complex.
electrolyte, including when cleaning up an electrolyte
spill, must be aware of the content of these Safety
2.1.1. Bromine and Bromine Complex
ZBM electrolyte contains Bromine ions, which are complexed with
a quaternary ammonium salt (N-ethyl-Nmethylpyrrolidiniumbromide, or MEP) to form the separate dense
bromine complex phase, as the battery is charged.
MEP maintains the concentration of elemental Bromine in the
aqueous electrolyte at very low levels, of approximately 0.04
mol/L. MEP also reduces the vapour pressure of Bromine above
the liquid to levels well below that of pure bromine.
Figure 2.2 shows the significantly lower vapour pressures of
bromine complex (with 1500g/l of Bromine) and charged aqueous
electrolyte (with 15g/l of Bromine), compared to pure Bromine.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 9 of 85
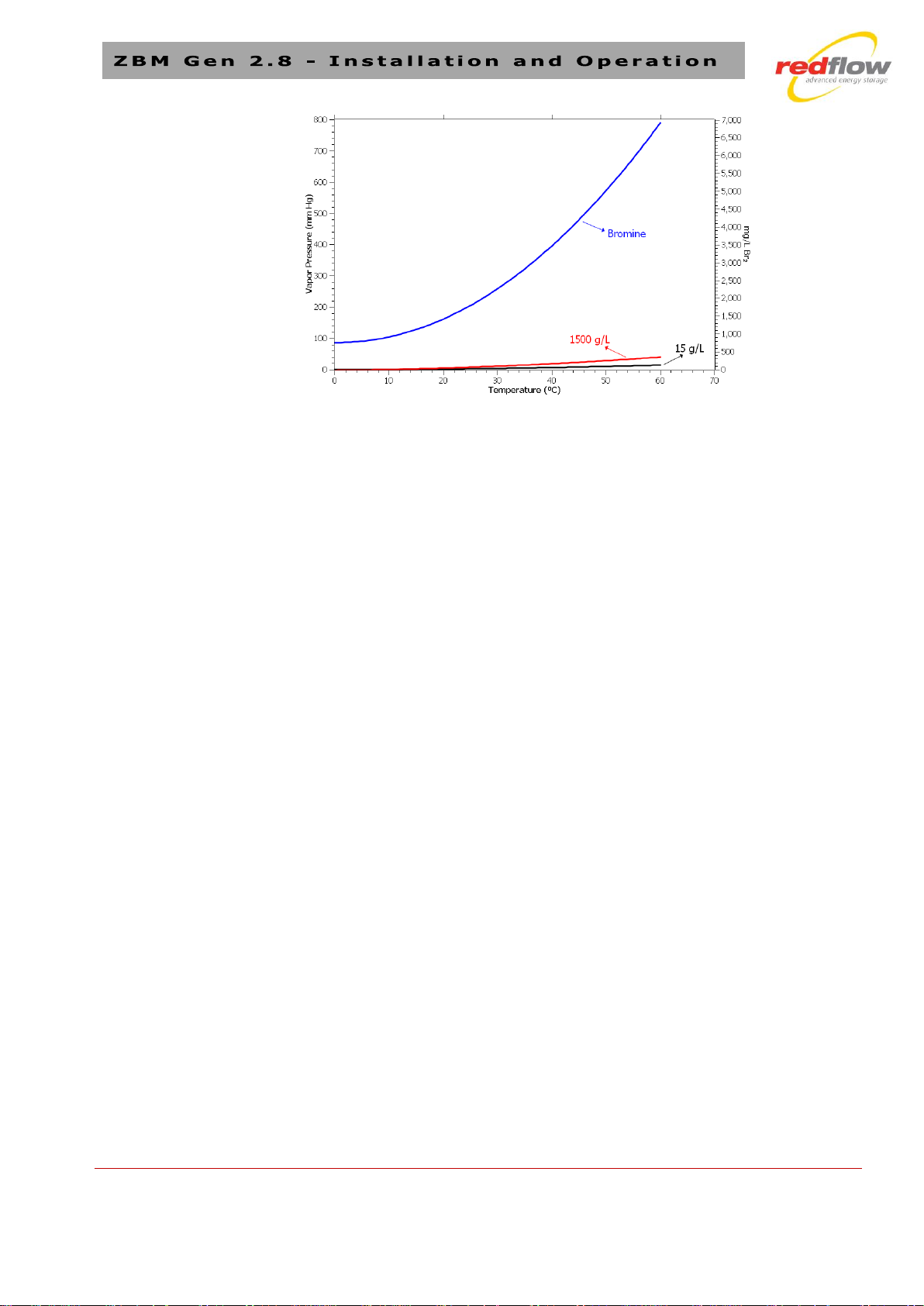
Figure 2.2: Vapour pressure for 100% charged Bromine complex
(1500g/l), battery electrolyte (15g/L) and pure Bromine.
Studies of both small and large leaks of Bromine complex have
shown that the concentration of Bromine evaporation in the air is
well below the safe long-term working level of 0.1 ppm (as
specified by the Occupational Safety and Health Administration
and National Institute of Occupational Safety and Health in the
United States). In this complexed form, Bromine is:
Easy to detect early via its chlorine-like smell
Easy to neutralize (e.g. with sodium bicarbonate or
ammonia)
Poses no fire risk (Bromine is actually used in many fire
retardants)
Despite the fact that there is a very low risk of being exposed to
unsafe Bromine gas levels, all personnel involved in opening a
ZBM to fill it with electrolyte, clean up an electrolyte spill, or
empty electrolyte from a ZBM, must wear the appropriate
Personal Protective Equipment (PPE) (refer to Section 2.1.3).
Bromine has a chlorine-like smell and if this is detected,
operation of the ZBM should be ceased and the user should
investigate whether there are any electrolyte leaks.
2.1.2. Gas Emissions
No gas is emitted during normal operation of the ZBM. However,
there may be small amounts of potentially hazardous hydrogen
and/or bromine gases emitted via the ZBM’s pressure relief
valve, as a result of an operational issue. This gas is
automatically diverted to the ZBM’s Catch Can, which traps gases
before they reach areas external to the ZBM, reducing the
concentration of any emissions. Regardless, energy storage
systems containing ZBMs should be located in areas designed to
ensure adequate ventilation, as stated in Section Error!
Reference source not found..
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 10 of 85
Spills and leaks of ZBM electrolyte should be cleaned up
not readily evaporate.
2.1.3. Electrolyte Leaks
The presence of liquid electrolyte in the ZBM means that there is
potential for a spill to occur.
Any electrolyte leak or spill should be cleaned up in accordance
with Appendix C.
immediately and not left as the ZBM electrolyte does
Electrolyte can be contained in readily available polyethylenelined containers or bunding. This is the same material that the
electrolyte tanks are made of.
2.1.4. Personal Protective Equipment (PPE)
The following, or equivalent, personal protection equipment must
be worn when handling electrolyte or cleaning up an electrolyte
leak.
Respirator: Moldex half-face pre-assembled respirator with
multi-gas/vapour cartridges (available from
Protector Alsafe (www.protectoralsafe.com.au),
product code 8602A, part number 0109 0268)
Goggles: Bollé Blast Duo goggles (available from Protector
Alsafe, product code 1669209, part number 0708
2887)
Gloves: Prosafe Premium 806 Blue PVC Gauntlets (available
from Protector Alsafe, part number 07841563)
Spill kits should be kept on hand at all times. 62 litre Hazchem
spill kits can be sourced from Global Spill Control at:
http://www.globalspill.com.au/?gclid=CMTvvobp64CFYJLpgodSBzjwQ
It should be noted that there is approximately 100L of electrolyte
in each ZBM, and while any leak would be unlikely to result in
more than a few milliliters of electrolyte escaping, there is
potential for a leak of up to 100L to occur.
RedFlow’s technical support can also provide additional details on
how to clean up an electrolyte leak. Contact details are provided
inside the front cover of this manual.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 11 of 85
The ZBM should always be operated, handled, stored
and transported in the upright position.
A ZBM filled with electrolyte, as well as a ZBM that once
considerations during handling.
The ZBM should never be lifted or manhandled via the
the bottom tank.
2.2. ZBM Handling, Storage and Transport
The ZBM can be delivered in one of two states:
1. Dry ZBM with electrolyte delivered in separate transport
containers. This then requires the ZBM to be filled with
electrolyte prior to use. Please contact RedFlow for an
additional guide for this procedure. A dry ZBM without
electrolyte weighs 88 kg (194 lb).
2. Wet ZBM with electrolyte pre-filled. A wet ZBM with
electrolyte weighs 239 kg (526 lb).
contained electrolyte, must be handled, stored and
transported as an item with a Dangerous Goods
Classification of 8.
ZBMs that have never contained electrolyte do not
require a Dangerous Goods rating or similar
2.2.1. Handling Dry ZBMs (without electrolyte inside)
Dry ZBMs are relatively light (88 kg, 194 lb) because they do not
contain any electrolyte. Despite this, any handling should involve
the use of the lifting straps supplied with the ZBM and a forklift
or similar lifting mechanism (Figure 2.3) with two personnel on
hand.
battery stack. Always lift and manhandle the ZBM from
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 12 of 85

Figure 2.3: A forklift using the listing straps to lift 2 ZBMs
2.2.2. Handling Wet ZBMs (full of electrolyte)
Wet ZBMs are significantly heavier than dry ZBMs (at 239 kg,
526 lb). As such, any handling must involve the use of the ZBM’s
lifting straps with a forklift or similar lifting mechanism with two
personnel on hand.
2.2.3. Storing Dry ZBMs (without electrolyte inside)
ZBMs can be stored indefinitely in their dry state. In all cases,
ZBMs should be stored on a flat, stable surface in an upright
position. The storage area should be dry and ventilated, that is, a
closed cycle air-conditioned space is not considered suitable.
ZBMs should be stored in areas that do not receive direct
sunlight, as ultraviolet rays can breakdown the ZBM’s
polyethylene components.
The ambient temperature should remain between 5 and 45 °C (41
to 113 °F).
2.2.4. Storing electrolyte not contained in a ZBM.
Discharged electrolyte that is not contained in a ZBM must be
stored in accordance with Section 7 of the RedFlow Battery
Electrolyte Safety Datasheet which is found in Appendix F. In
general, appropriately labeled, robust HDPE (High Density
Polyethylene) containers should be used – the ZBM’s electrolyte
tanks are considered to meet this requirement as are commercial
HDPE (High Density Polyethylene) UN-certified Intermediate Bulk
Containers (IBCs) conforming to the BK2 standard as specified by
the Australian Code for the Transport of Dangerous Goods by
Road & Rail [1].
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 13 of 85

2.2.5. Storing Wet ZBMs (full of electrolyte)
ZBMs can be stored indefinitely in their wet state, but must
always be fully discharged. Wet ZBMs are classified as
Dangerous Goods Class 8.
In all cases, ZBMs should be stored on a flat, stable surface in an
upright position. The storage area should be dry and ventilated to
the atmosphere, that is, a closed cycle air-conditioned space is
not suitable. ZBMs should also be stored in areas that do not
receive direct sunlight, as ultraviolet rays can breakdown the
ZBM’s polyethylene components.
The ambient temperature should remain between 5 and 45 °C (41
and 113 °F).
If ZBMs are stored in their wet state, it is recommended that
secondary containment is provided in the event of an accidental
leak or spill.
2.2.6. Transporting Dry ZBMs (without electrolyte inside)
Care should be taken to transport the ZBMs in an upright
position. If packaging is required a sturdy cardboard box can be
used to manage the Dry ZBM weight of 88 kg (194 lb).
Any ZBM that has previously contained electrolyte will still
contain traces of electrolyte, and should thus be transported as
per Section 2.2.8.
2.2.7. Transporting electrolyte not contained in a ZBM
The RedFlow Battery Electrolyte Safety Datasheet in Appendix F
identifies the transport categories for the separately shipped ZBM
electrolyte. However, it is important to note that all transport of
ZBM electrolyte must also conform to local and/or international
regulations. In general, robust HDPE (High Density Polyethylene)
UN-certified Intermediate Bulk Containers (IBCs) conforming to
the BK2 standard as specified by the Australian Code for the
Transport of Dangerous Goods by Road & Rail [1] should be
used.
2.2.8. Transporting Wet ZBMs (full of electrolyte)
Care should be taken to transport the ZBMs in an upright position
to avoid possible electrolyte leaks.
If packaging is required, suitable materials should be used to
manage the Wet ZBM weight of 239 kg (526 lb).
Any ZBM that contains electrolyte, or traces of electrolyte should
be transported in accordance with the RedFlow Battery
Electrolyte Safety Datasheet in Appendix F. However, it is
important to note that all transport of wet ZBMs must also
conform to local and/or international regulations. Where
possible, transport wet ZBMs in an area that has secondary
containment, for example, a catchment tray or bunding.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 14 of 85
Depending on the application, several ZBMs may be
voltage training for key personnel.
2.3. ZBM Battery Voltage Hazard
A single ZBM can have between 0V and 57V DC on the battery
terminals during operation. The voltage across the battery
terminals will be 0V when it is fully discharged and it is not
connected to any other power source. See Figure 3.2 to identify
the battery terminals. While the ZBM should be fully discharged
(terminal voltage at 0V) during transportation or storage, care
should be taken in case the terminals are live.
connected together in series generating higher and
more dangerous DC voltages. Therefore, only qualified
personnel should operate the ZBM with appropriate
safety measures in place to avoid harm to others and
themselves. This should include clear signage of
unsafe voltages, and the presence of high-voltage
safety and resuscitation equipment, as well as low-
2.4. ZBM Fire Safety Characteristics
The ZBM is an inherently low fire risk battery as its electrolyte is
non-flammable and has many characteristics of a fire retardant
(see Section 5 in the SDS in Appendix F, Appendix G and
Appendix H).
As a failsafe measure, the ZBM automatically shuts its electrolyte
pumps off if it detects a leak. This prevents further electrolyte
from being introduced into the battery’s stack. This means that
the battery cannot self-sustain an energy discharge. While there
will be a slight increase in temperature, these measures prevent
a thermal-runaway situation from occurring. When safe, the ZBM
automatically discharges any remaining energy in the stack and
will remain in a discharged state until manual intervention
occurs.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 15 of 85
239 kg (526lb) with
electrolyte
141V DC
bromine pumps)
Zinc and bromine
approx. 100L / 26gal)
2 x electrode
stacks
823 mm
(32.4 in)
830 mm (32.7 in)
Serial Number
Gas
Units
Mk Box
Cooling
3. ZBM Components
The ZBM battery consists of four main components, explained in
detail in each of the sections below:
Gen 2.5 ZBM Flow Battery
Mk Box
Sensor Analog Loom
DC Looms
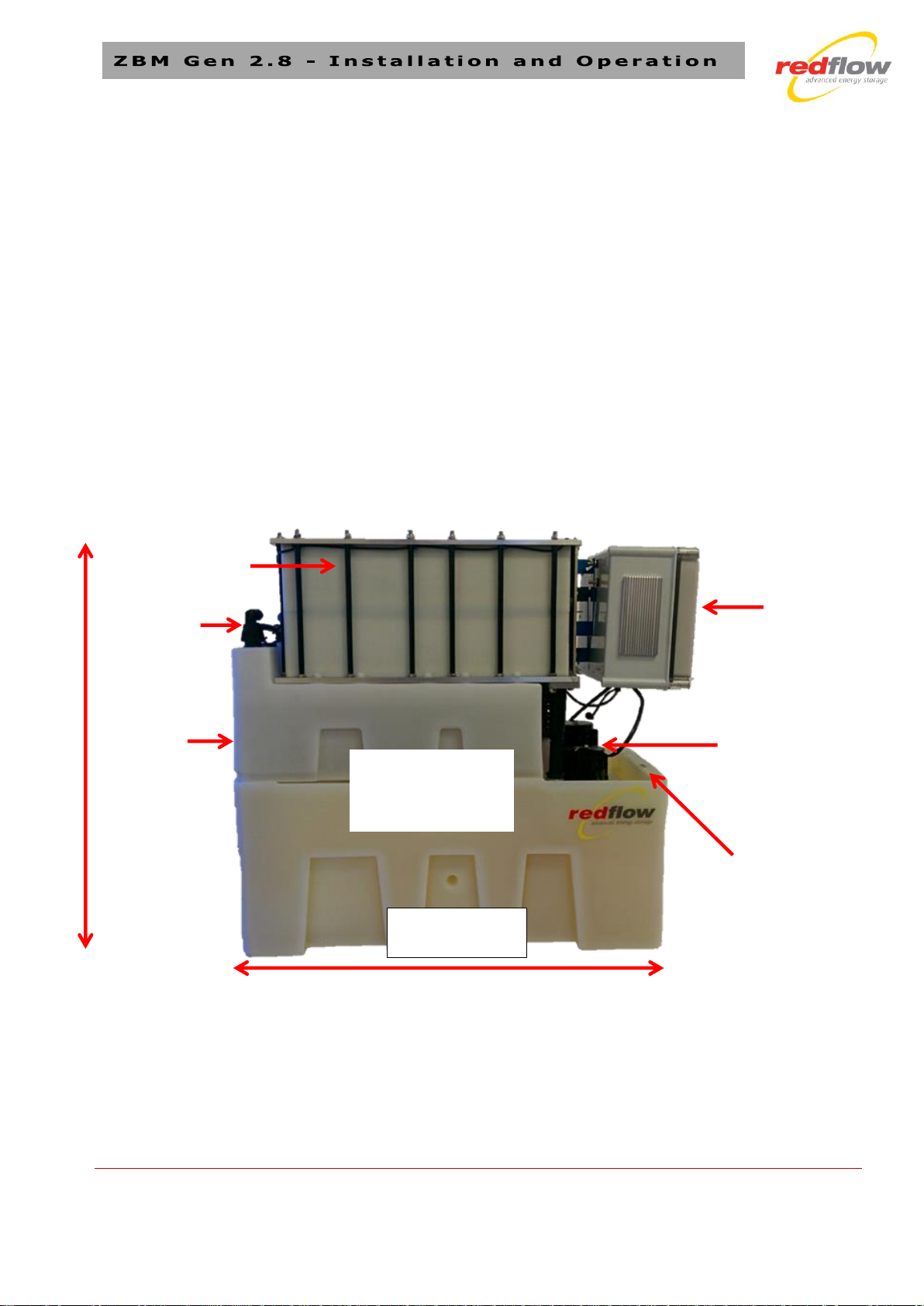
3.1. Gen 2.5 ZBM Flow Battery
RedFlow’s ZBM is a zinc-bromide flowing electrolyte battery. The
standard Gen 2.8 ZBM (see Figure 3.1) is rated at 3kW
continuous discharge power and has a rated capacity of 8kWh of
energy.
Handling
Fan
electrolyte
circulation
pumps (zinc and
electrolyte tanks
(electrolyte volume is
Figure 3.1: Gen 2.5 ZBM Zinc Bromine Battery Module
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 16 of 85
NOTE: Mk Box and Catch
be shown.
Patio Leak
Sensor Slot
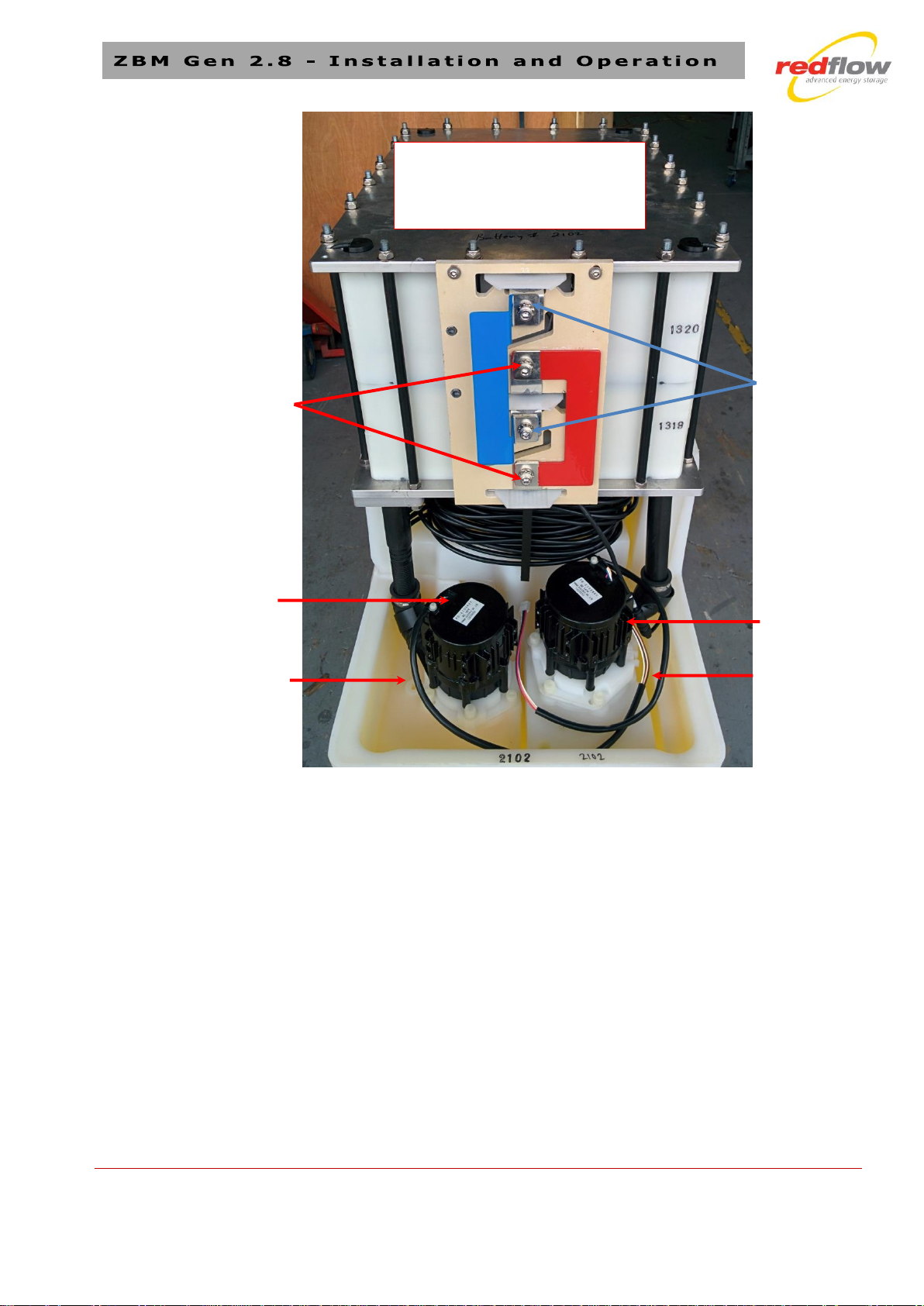
Zinc
Pump
Negative
Terminals
Positive
Terminals
Bromine
Battery
Sensor Slot
Can are not shown here to
allow other components to
Electrolyte
Temperature
3.2. Mk Box
The ZBM is a “smart” battery that comes with in-built intelligence
to protect the ZBM battery and allowing the user to gain more
information about operation and any issues that arise. Default
communication is via MODBUS, which allows the user to read and
write data points needed to control and monitor the state of the
ZBM. Further information about these points is given in Section
6.
The Mk Box is mounted on to the ZBM battery’s terminals and is
also where connections are made to the ZBM from any external
system or communications device. The required connections are
shown below in Figure 3.3 and Figure 3.4.
Electrolyte
Pump
Figure 3.2: ZBM Terminal Plates and Pumps
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 17 of 85
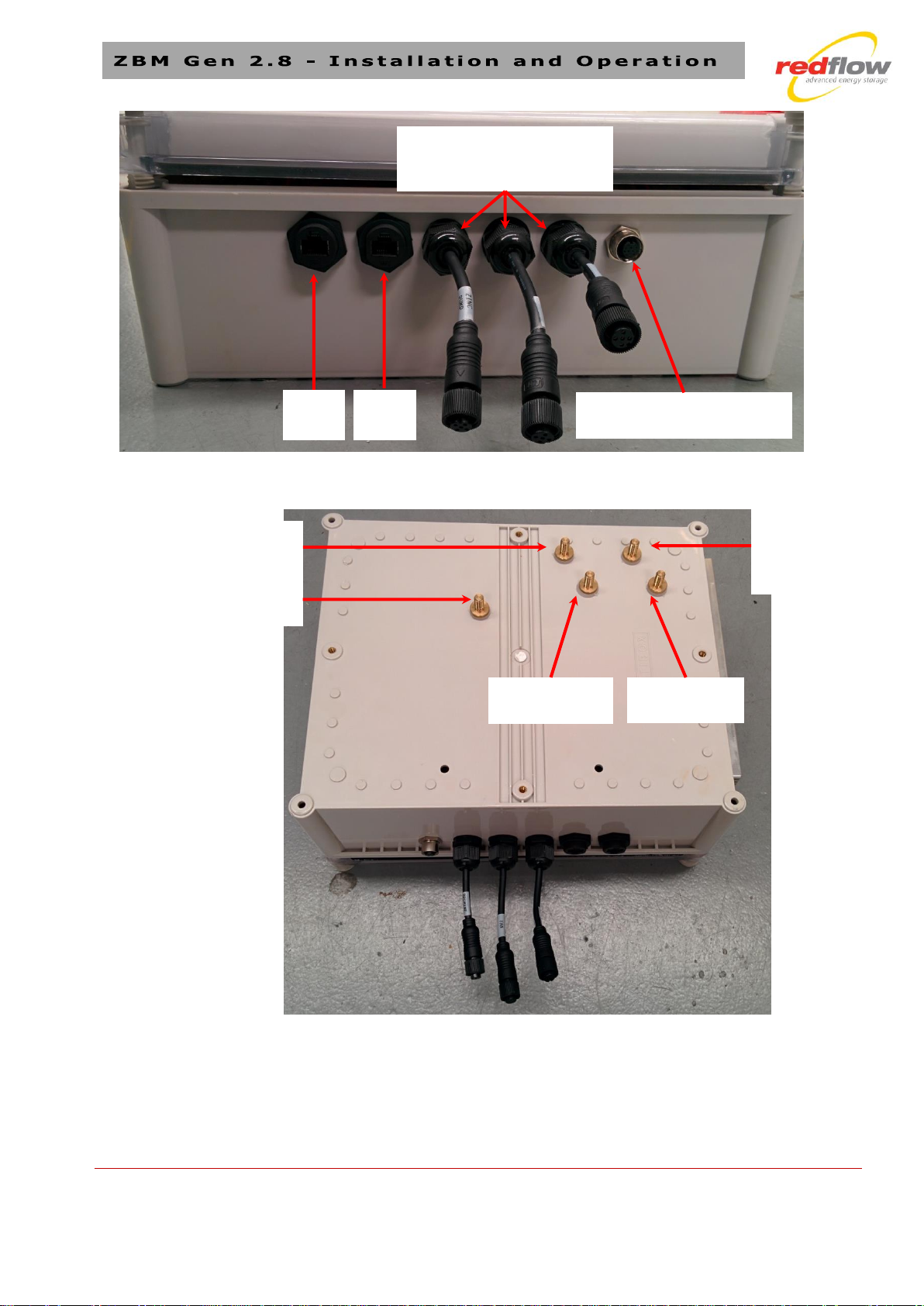
COMS
Port 1
COMS
Port 2
Zinc Pump, Cooling Fan and
(internal ZBM connections)
Analog Loom COMS
(internal ZBM connection)
Positive (+)
Bus Terminal
Positive (+) ZBM Terminal
(Internal ZBM connection)
Regular
Connection)
Negative (-) ZBM Terminal
(Internal ZBM connection)
Negative (-)
Bus Terminal
Bromine Pump Power
Figure 3.3: Mk Box Side Connections
Maintenance
Terminal
(Internal ZBM
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 18 of 85
Figure 3.4: Mk Box Bottom Connections
Patio Leak Sensor
Floor Leak Sensor
Temperature
Sensors
UT Connector
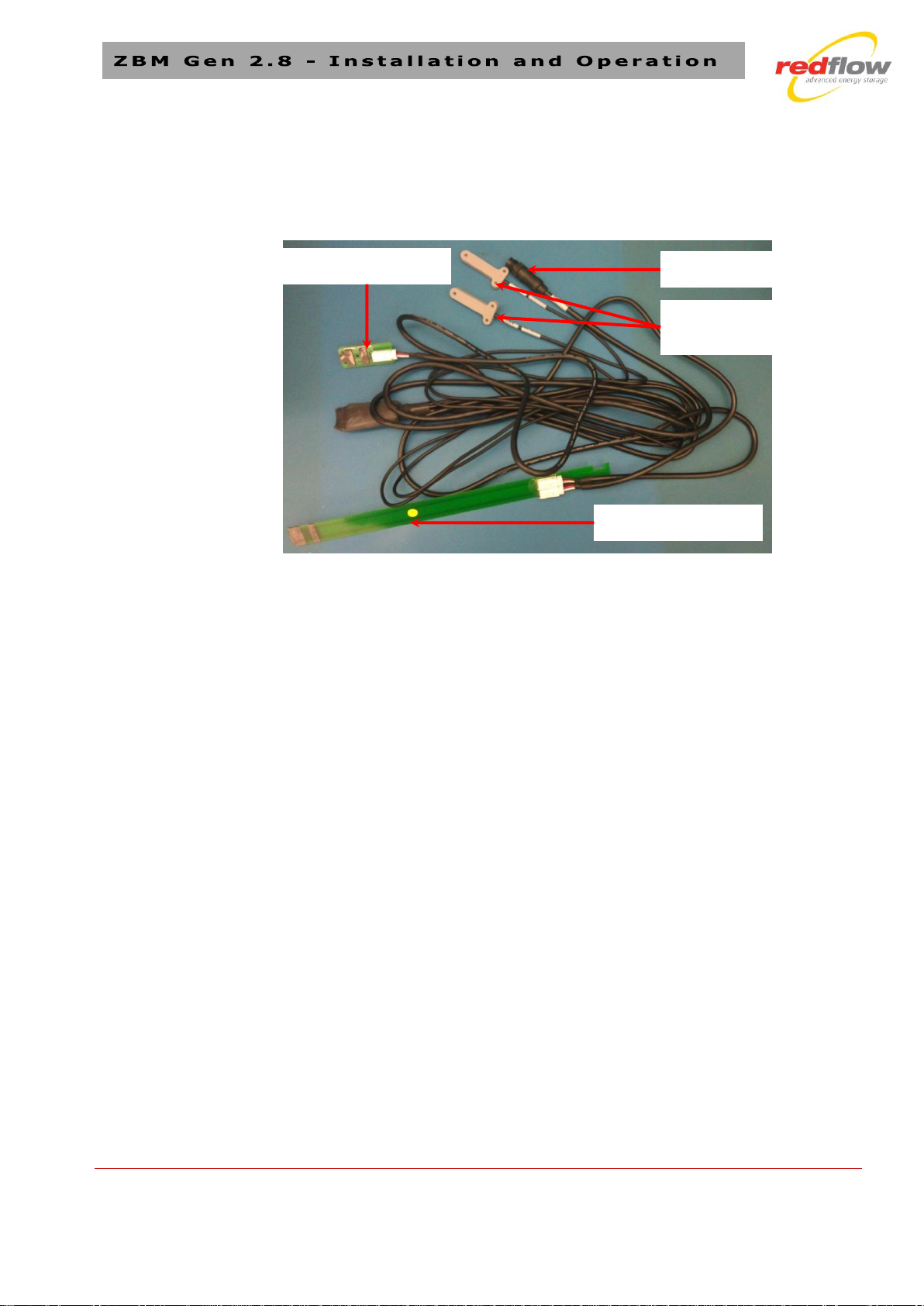
3.3. Sensor Analog Loom
An IP67-rated waterproof Sensor Analogue Loom (see Figure 3.5)
with 12-pin UT connector connects to the Mk Box and includes
two temperature sensors and two leak sensors.
All sensors provide information to the ZBM’s internal intelligence
to aid in optimal operation of the ZBM. The locations of the
sensors and instructions on connecting the Sensor Analog Loom
are described in Section 4.
3.4. DC Looms
The ZBM includes three DC looms with waterproof UT connectors
that provide DC power to the ZBM’s pumps and cooling fan from
the Mk Box. These are:
Directions detailing how to connect DC looms are given in Section
4.
Figure 3.5 : Sensor Analog Loom
Cooling Fan (3-pin UT connector with no heat shrink)
Zinc Pump (5-pin UT connector with white heat shrink)
Bromine Pump (5-pin UT connector with red heat shrink)
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 19 of 85
All DC wiring must conform to local standards and
regulations for a maximum current of 150A.
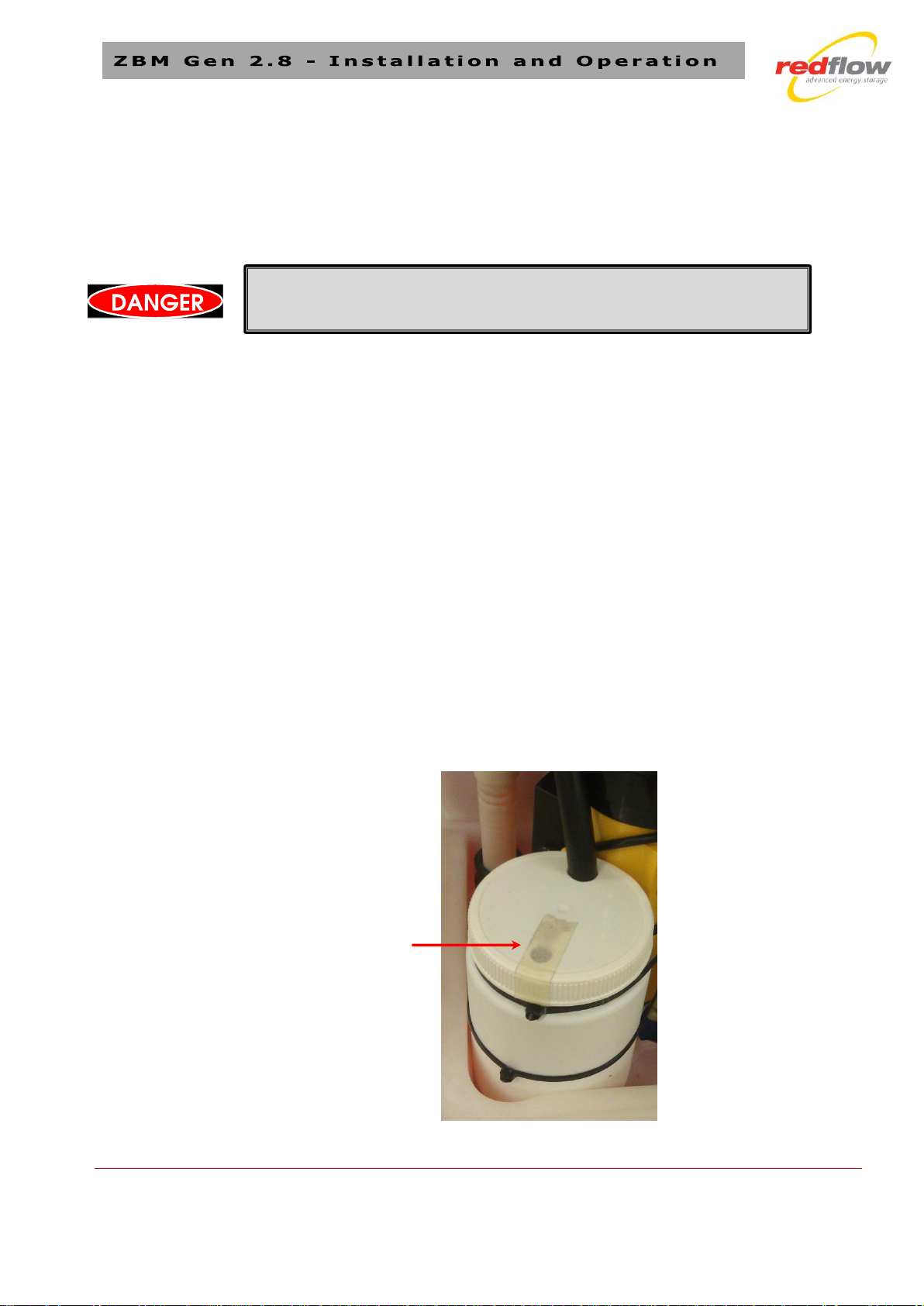
Completely
Masking Tape
4. ZBM Installation and Connection
This section lists the steps to perform in installing and connecting
a wet ZBM, such as into an energy storage system or into a
laboratory test environment.
Step 1 Check for any electrolyte leaks both visually and by
the presence of a chlorine-like smell. If a leak is
present, do not operate the ZBM and contact
RedFlow. Contact details are provided inside the
front cover of this manual. Leaks should be cleaned
up in accordance with Appendix C. Appendix F
contains the SDS for electrolyte.
Step 2 Check all hoses are securely fitted with hose clamps
and have not disconnected during transport.
Step 3 Using a multimeter, check that the ZBM is fully
discharged by ensuring the voltage across the
terminals (as shown in Figure 3.2) is 0V when
disconnected from any bus.
Step 4 Remove the masking tape from the Catch Can’s vent
hole. The Catch Can is designed to trap gas that is
automatically diverted to it, before these gases
reach areas external to the ZBM.
Remove
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 20 of 85
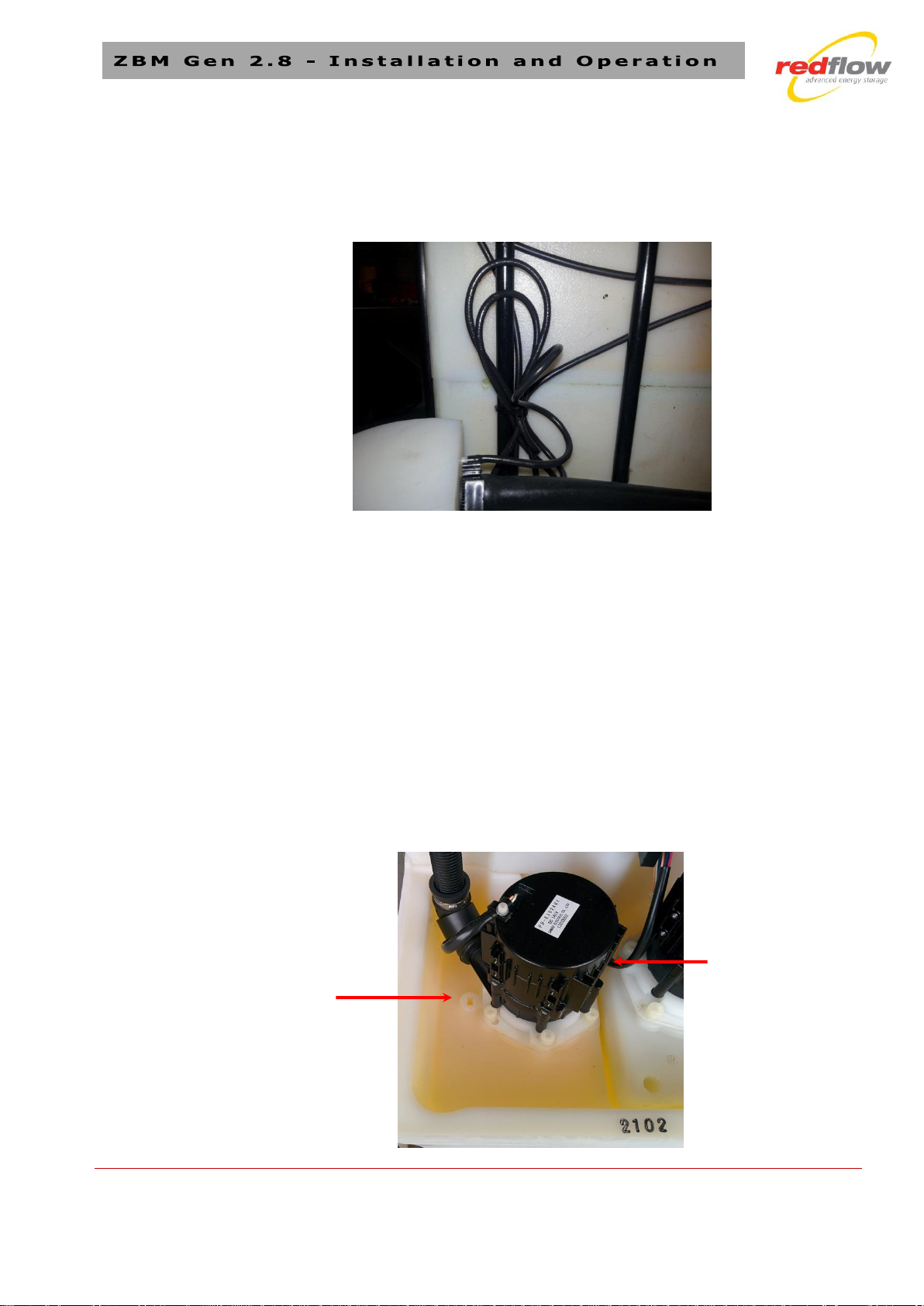
Battery
(under catch can)
Zinc
Pump
Step 5 Inspect to make sure that the ZBM Viton capillary
tubes have not been damaged during transportation
or installation. Also check to make sure each end of
the tubes are securely connected and are not
hanging free.
Step 6 Using a forklift, crane or lifting device (as shown in
Step 7 Ensure all elements of the Sensor Analog Loom are
Temperature
Sensor Slot
Section 2.2), place the ZBM into the prepared
location. Ensure care is taken to avoid damage to
the battery. It is recommended that Steps 1-5 be
repeated once the ZBM is in its required location.
located in the correct positions. The short ambient
leak sensor should be on the floor or tray at the
base of the ZBM. The patio leak sensor (see Figure
3.2) and the temperature sensors should already be
installed in their correct locations as shown below.
Ensure the Sensor Analog Loom is connected to the
Mk Box via the UT connector.
Electrolyte
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 21 of 85
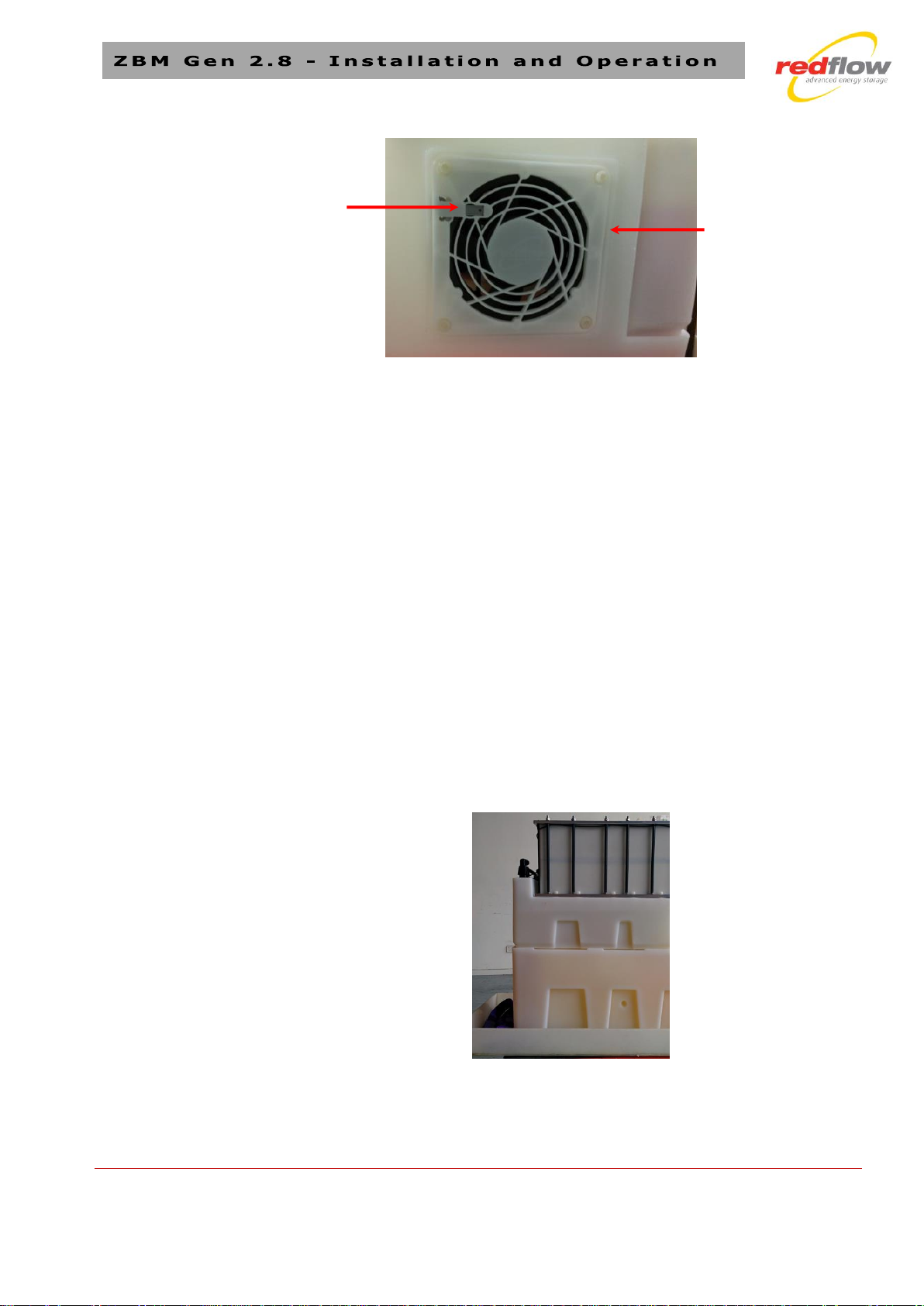
Ambient
Sensor
Cooling Fan
in colour)
Temperature
(may be black
Step 8 Connect the respective the DC Looms to their
matching Mk Box connections via the colour-coded
UT connectors:
The 5-pin UT connector with white heat shrink
is for the zinc pump.
The 5-pin UT connector with red heat shrink is
for the bromine pump.
The 3-pin UT connector with no heat shrink
(black connector only) is for the cooling fan.
Step 9 Connect any external systems or controllers
requiring communication with the ZBM via the
Ethernet COMS ports on the Mk Box (see Figure
3.3).
Step 10 Connect the positive and negative bus terminals on
the Mk Box to the bus.
Step 11 Tidy the ZBM’s lifting straps away neatly. They
remain on the ZBM.
Step 12 Ensure the ZBM terminal connections to the Mk Box
are correctly torqued to 12Nm (8.85 lb-ft) (see
Figure 3.2).
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 22 of 85
Correctly torqueing the battery terminal connections is
covered by warranty (see Appendix B).
critical. If they are not sufficiently tight then heat can
be generated during high current operation leading to
ZBM failure.
It is recommended that a thermal imaging camera be
used to monitor ZBM performance to ensure there are
no such heat spots. ZBM failure arising from
incorrectly torqued battery terminal connections is not
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 23 of 85

5. ZBM Operation
This section provides some background information about the
operation of the ZBM. At all times, the ZBM must remain intact,
with all fittings and components connected as new.
5.1. Operating “From Empty”
The ZBM’s default state of charge is fully discharged, and it can
remain in this state indefinitely. ZBMs are charged from 0% state
of charge up to the desired capacity at or below 100%, and then
discharged from there. Typically, constant power charge and
discharge modes are used, but the variable supply from a PV
array on a cloudy day is equally effective.
5.2. ZBM Operating Modes
Operation of the ZBM involves charging, discharging, floating,
regular maintenance and dumping.
Charging
In the Charge state the ZBM is charged until the charging source
is removed, or the ZBM has become fully charged and the Mk Box
disconnects it from the charging source to protect the ZBM.
Charge rate is determined by the charge source.
Discharging
The ZBM discharges to a connected load or to the connected grid
when it is in the Discharge state. Discharge rate is determined by
the load or externally through a control system. Again, the Mk
Box protects against excessive current draw. The ZBM will reach
its end of discharge state when the discharge load/grid is no
longer present, or the ZBM has become fully discharged.
Floating
At any state of charge, the mode can be changed to Float, where
the battery neither charges nor discharges via the contactor.
However, the ZBM will self-discharge over this time, generating
heat.
Therefore, during Float, the electrolyte is cycled through the ZBM
for short periods of time at regular intervals to maintain
electrolyte chemistry and encourage cooling. By default, the
electrolyte is cycled for 2 minutes, followed by 28 minutes of no
cycling.
Regular Maintenance
The ZBM can be set to go through a short maintenance cycle to
remove any excess zinc from the electrodes. This maintenance
cycle will automatically occur once every 120 hours of zinc pump
operation, or when the ZBM is set to do so.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 24 of 85
A regular maintenance cycle is an optional part of the
warranty requirements (see Appendix B).
full ZBM cycle, but must be performed after the ZBM
has fully discharged and at least every 120 zinc pump
run time hours (or more frequently) to comply with
Dump
In the event of some faults, the ZBM will automatically be put
into Dump mode, where the ZBM is completely discharged into
any connected load/grid (the ZBM will attempt this regardless of
its current state of charge) and then switched off.
5.3. Standard ZBM Cycle
Figure 5.1 shows RedFlow’s Standard ZBM. This same standard
cycle is run in case of a warranty (see Appendix B) claim or to
determine the state of health of a ZBM in the field. The standard
cycle is always run starting with a completely discharged ZBM
(i.e. regular maintenance cycle run immediately before the
standard cycle is run).
There are three operating modes that the ZBM goes through
during this standard cycle:
1. Charging (9.2 hour period from 0 to 9.2 hours):
Current (blue trace, using right axis) at -25A DC
(negative = charging) for 9.5 hours.
2. Discharging (10 hour period from 9.2 to 19.2 hours):
Current ranges from 25A DC to 0A DC as the voltage
(red trace, using left axis) falls from 52V DC to 0V DC.
The ZBM continues to discharge until the battery
current is very close to 0A, and the ZBM is empty.
3. Regular Maintenance (0.5 hour period from 19.2 to 19.7
hours):
After discharge is completed, excess zinc is stripped
from the ZBM. Half an hour is a suitable period to allow
full regular maintenance to be performed on a healthy
ZBM.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 25 of 85
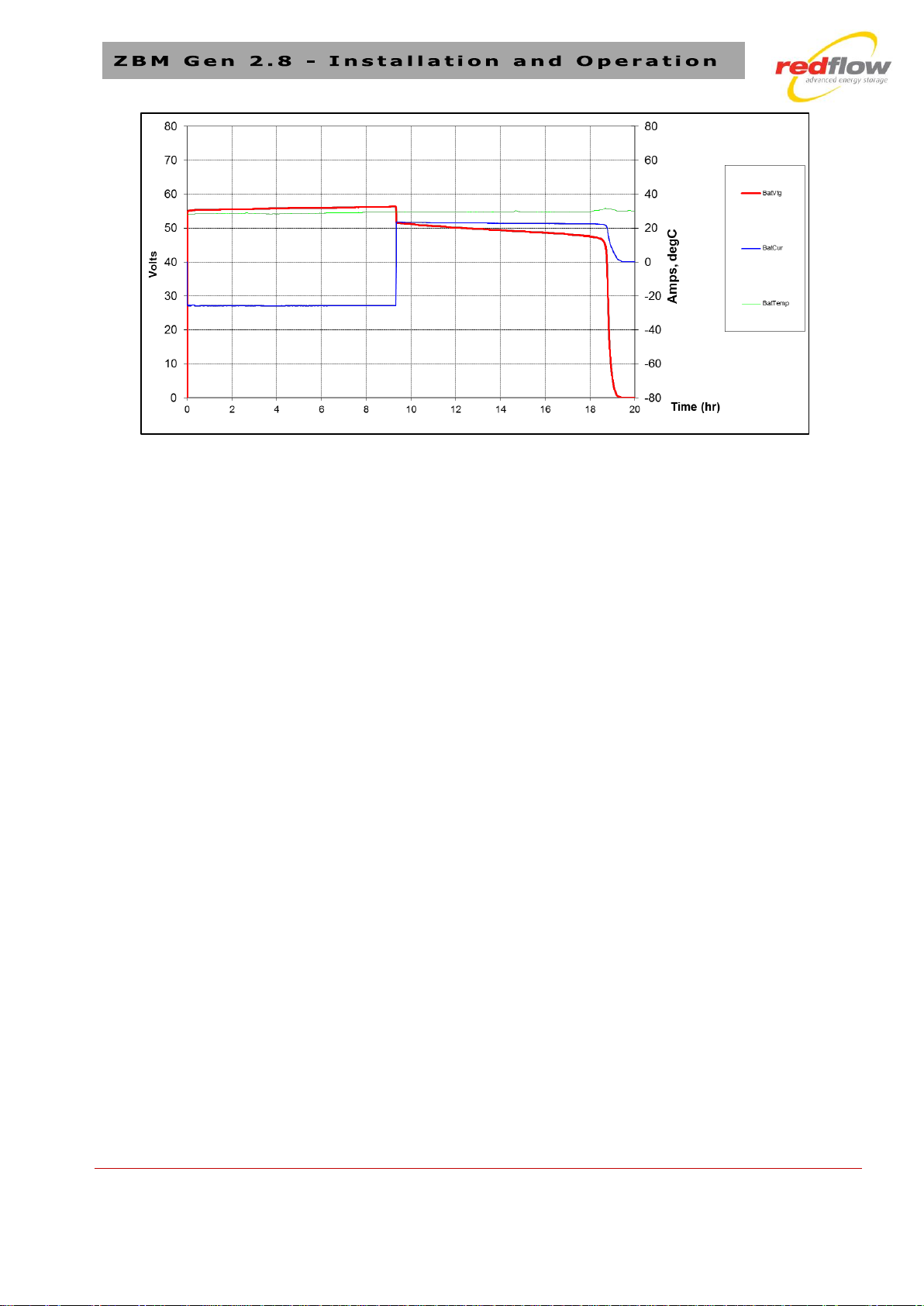
Figure 5.1: An example of the RedFlow ZBM’s Standard Cycle
5.4. Shutdown Procedure
The complete shutdown procedure below should be used when
shutting down the system for storage, shipping, de-energised
maintenance or ZBM replacement.
Step 1 Fully discharge the ZBM and perform a regular
maintenance cycle.
Step 2 With the ZBM still in Run Mode, check Register
0x9013 to ensure the ZBM’s terminal voltage is 0V.
Step 3 Enter the ZBM into Offline Mode by writing to
Register 0x9103.
Step 4 Turn off any connected loads.
Step 5 Disconnect all other connections with the ZBM.
Step 6 Using a multimeter, measure the voltage across the
battery terminals to confirm that the ZBM’s terminal
voltage is 0V.
RedFlow ZBM – Gen 2.8 Installation and Operation Manual
Document ID: IMRFS26. Version 1.0
© 2014. RedFlow Limited. All Rights Reserved. P a g e | 26 of 85
 Loading...
Loading...