

Page 1

記號說明 ICON INDICATORS IN THIS M
1. 燈
亮
1. LIGHT ON
2.
操作順序
2. OPERATION STEP
3.
按此鍵表計數增加
3. PRESS FOR C
4.
按此鍵表計數減少
4. PRESS FOR C
5.
按此鍵時可於工程段數間切刀。(例縫褲口的左右邊。
L R
5. PRESS THIS KEY TO TRIM TO CONTINUE
THE NEXT SECTIONS.(FOR EXAMPLE;WHE
SEWING BOTH EDGE OF THE UNDER PANTS.
OUNTER INCREASE
OUNTER DECREASE
ANUA
L
)
N
)
重 要 :放入鬆緊帶的正確位置
:
IMPORTMENT:THE RIGHT POSITION FOR INSERTING ELASTIC TAPE:
必需調整主機的紅點對準壓布腳入帶口的中央。
(
送帶用吹氣孔是在紅點的下方
MAKE SURE THE CENTER OF INSERTING SLOT O
PRESS FOOT SHOULT MEET THE RED MARK.
(THE JET HOLE IS UNDER THE RED MARK)
平面圖
PLANE FIGUR
鬆緊帶
ELASTIC TAPE
紅點
RED MAR
K
送帶吹氣孔
THE JET HOLE
FOR FEEDING TAPE.
壓布腳
PRESS FOO
T
)
F
E
對準壓布腳入帶口的中央
THE CENTER OF INSERTING SLO
OF PRESS FOOT S
THE RED MARK.
HOULT MEET
1
主機調整架
THE ADJUSTAB
SCREW FOR MAIN
B
ODY
T
LE
風量調節閥
ADJUSTAB
VALVE FOR AI
視角方向
VIEW POIN
LE
T
R
Page 2

控制盒面板說明
1
MODEL
START
開始
E
結束
控制盒用途說明
1 開 始(循環開關) :
2 設 定(循環開關) :
1
3 工 程 :
模式:▋、A、C、D
2
模式:E~Z
4 結 束 : 設定工程結束
回復啟始狀態
進入設定修改狀態
設定工程段數1~9段
.
5 送 料 : 每針送料長度設定00~99每增加1=0.
6 視 窗 : 顯示現在狀態
.
7 針 數 : 設定工程所需要的針數0~
8 手 動 : 用手動開關進入下ㄧ工程
9 自 動 : 設定針數累計到達時依序進入下ㄧ車縫工程
4
2
3
1
2
P
20
S
設定
ND
3
SECTI
ON
工程
ET
設定工程段數1~18段
999(手動時則不顯示
.
2
C
OUNTER
計針數
載入針數
10
3
STITC
S
FUNC
TION
功能
ET
4
H
15
11
6
5
POWER
MODE
模式
馬達送料
MOTOR STO
馬達停止
換段修正
7
5
4
5
FEED
送料
8
6
6
9
7
STITC
針數
1
0
8
9
H
AUTO
M
ANU
AUTO
M
ANU
自
手
動
動
L R
16
025
MM
)
.
10 載 入 針 數 : 在試縫完成後可將計數器內所顯示的數字(針數)轉入"針數"的視窗內
作為該工程的針數設定(注意!原針數會被覆蓋掉
)
11 模 式 : 可儲存27組不同工程內容的資料(▋,A~Z共27組)
(
進入功能鍵模式內時另有用途請參照功鍵內容說明 第4~6頁
)
12 電 源 : 燈亮時控制鍵才可操作(開關在電源箱).
13 馬 達 送 料 : 按此鍵時馬達運轉,可便於插入鬆緊帶用.
14 馬 達 停 止 : 在START時按此鍵馬達停止運轉.(
換 段 修 正 : 在SET時按此鍵為換段修正設定.(
再按功能鍵時,能測出縫紉機的轉速
請參考功能說明 第14、15頁
)
15 功 能 : 按此鍵時可提供各種縫製需要的功能設定(請參考功能說明 第4~6頁).
16
:
按此鍵時可於工程段數間切刀.(
L R
例縫褲口的左右邊,請參考 第12~13頁 操作說明).
12
電源
MOTOR
SEND
PRE TENSION
14
13
P
)
2
Page 3

THE M
ANUAL OF THE C
2
1
4
3
7
5
6
ONTR0L P
10
11
8
9
AN
12
EL
13
14
1
2
MODEL
P
20
START
S
開始
設定
E
ND
結束
The instruction of the control box
1 Start (Circulating Switch) : Return to the status of the beginning
2 Set (Circulating Switch) : Enter to the modified status
1
3 Section : ▋、A、C and D can be se
2
E~Z can be setting the section from 1~9.
4 End : Press this key to complete the se
5 Feed : To set the distance of each stitch when feeding From 00-99
(00=0mm.For each add
6 Data Panel : Indicate the data status
7 S
titch : To set the stitches from
8 Manual : During the manual c
9 Auto : When the s
10 S
titch : After Complete the sewing test, press this key to duplicate the testing result o
titch are executed, the machine w
s
titches to enter the se
3
SECTI
ON
工程
ET
tting the section from 1~18.
tting transaction
itional one=0.025MM.
.
000~999 for the need section.
ond
ition, using the manual botton to enter the next section
tting of the next stitches section.
7
4
6
5
FEED
送料
.
.
)
ill automatic progress in to the next section
1
2
0
STITC
針數
8
9
H
3
C
OUNTER
計針數
AUTO
M
ANU
STITC
AUTO
M
ANU
S
自
手
動
動
載入針數
FUNC
TION
L R
功能
16
.
.
ET
4
H
15
.
f
6
5
MODE
模式
.
11 Mode : Use this key can memory up to 27 different sections of the information from ▋,A~Z.
12 Power : Unable to operate unless this indicate lights is on. (Switch is on the power box.)
13 Motor send : Press this key to start the motor for easily insert the elastic tape.
14 Motor stop : During the Start lamp is lighting, press this key to stop the motor.(To check the RPM
Pre. Tension : During the Set lamp is lighting, press this key to set the Pre. Tension
15 Function : Press this key to set the functional for all sewing type.(Please refer to the
16
(For the detail,please refer to the functional guide in page 4~6.
figure, press the Pre.Tension function key after press the motor stop.)
(For the detail,please refer to the function guide in page 14,15.
: Press this key to trim during each sections. (For example: When sewing th
L R
functional guide in page 4~6.
both side of the under pants.Please refer to the operating guide on page 12~13.)
)
)
.
)
e
POWER
電源
MOTOR
SEND
馬達送料
MOTOR STO
馬達停止
PRE TENSION
換段修正
P
3
Page 4

功能鍵內容說明
FUNCTION KEY DATA INDEX
功能鍵內容一
1 送帶的長度設定 (00=35mm 每增加1=1mm 99=134mm)
2 進帶的速度設定 (00=50mm/s 每加1=1.9mm/s 99=238mm/s)
3 送料後回拉長度的設定 (00=0
4 切刀時間設定 (00=0.1秒 每增加1=0.
5 切刀後繼續車縫的針數(車縫切刀和車針間的鬆緊帶00=0針 99=99針)
6 縫畢後壓布腳自動提升或不自動提升的選擇
Context 1 of Function Key
1 S
ETTING THE LENGTH OF THE INSERT TAPE
(00=35mm Every 1 unit =1mm up to 99 units =134mm)
2 S
ETTING THE SPEED OF THE INSERT TAPE
(00=50mm/s 1 unit=1.91mm/s to 99 units=238mm/s)
3 S
ETTING THE PULL BACK LENGTH AFTER FEEDING
(00=0 Every 1 unit=0.35mm up to 99 units=34mm
4 CUTTER TIMER(00=0.1 SEC. Every 1 unit=0.
up to 99 units=0.6 sec.
5 C-OFF STI. (The elastic tape between the trimmer and
needle. 00=0stitch up to 99=99s
6 FOOT UP ( After finish sewing, the foot can be
lifted up automatically or not by owner's choice.
)
每增加1=0.35mm 99=34mm)
005 秒 99=0.6秒)
)
005sec.
titch
)
)
視窗
I
R
E
N
1
S
FEED
SECTI
ON
送料
工程
E2P
T
A
FEED
SECTI
ON
工程
送料
T
P
E
A
3
FEED
SECTI
ON
工程
送料
T
T
U
4
C
FEED
SECTI
ON
工程
送料
-
F
C
O
5
FEED
SECTI
ON
工程
送料
TUP
OFO
6
FEED
SECTI
ON
工程
送料
WINDOWS
I
R
E
N
1
S
FEED
SECTI
ON
送料
工程
E
T
P
A
2
FEED
SECTI
ON
工程
送料
P
T
E
A
3
FEED
SECTI
ON
工程
送料
E
T
T
U
4
C
FEED
SECTI
ON
工程
送料
-
F
F
O
C
5
FEED
SECTI
ON
工程
送料
T
OFO
6
FEED
SECTI
ON
工程
送料
TAP
STITC
H針數C
P
S
STITC
H
針數
E
T
STITC
H
針數
TIM
E
R
STITCHC
針數
T
F
S
STITC
H
針數
STITC
H
針數
STITC
H
針數
P
S
STITC
H
針數
E
T
STITC
H
針數
TIM
R
STITC
H
針數
T
S
STITC
H
針數
P
U
STITC
H
針數
N
N
I
E E
I
E
1
5
MODE
OUNTER
模式
計針數
EE
D
0
5
MODE
C
OUNTER
計針數
模式
.
0
0
MODE
C
OUNTER
模式
計針數
E
1
5
MODE
OUNTER
模式
計針數
.
1
0
MODE
C
OUNTER
模式
計針數
F
F
O
MODE
C
OUNTER
模式
計針數
E
PAT
1
5
MODE
C
OUNTER
模式
計針數
D
0
5
MODE
C
OUNTER
計針數
模式
.
0
0
MODE
C
OUNTER
模式
計針數
E
1
5
MODE
C
OUNTER
模式
計針數
.
1
0
MODE
C
OUNTER
模式
計針數
F
F
O
MODE
C
OUNTER
模式
計針數
操作說明
OPERATION GUIDE
SECTI
電源
POWER
START
開始
設定
FUNC
TION
S
ET
功能
SECTI
FUNC
TION
功能
1
ON
工程
TAPET
3
ON
工程
INSER
FEED
送料
FEED
送料
P
TAE
STITC
H
針數
E
N
STITC
H
針數
1
5
MODE
C
OUNTER
模式
計針數
.
0 0
MODE
C
OUNTER
模式
計針數
2
SECTI
工程
FUNC
TION
功能
4
SECTI
工程
FUNC
TION
功能
E E
FEED
ON
送料
TTER
U
C
FEED
ON
送料
STITC
STITC
E
PPAT
D
C
OUNTER
計針數
MIE
C
OUNTER
計針數
0
5
MODE
模式
1
5
MODE
模式
S
H
針數
T
H
針數
4
Page 5
-
F F
O
C
5
FEED
SECTI
ON
工程
FUNC
TION
功能
STITC
針數
送料
.
I
T
S
H
C
OUNTER
計針數
1
0
MODE
模式
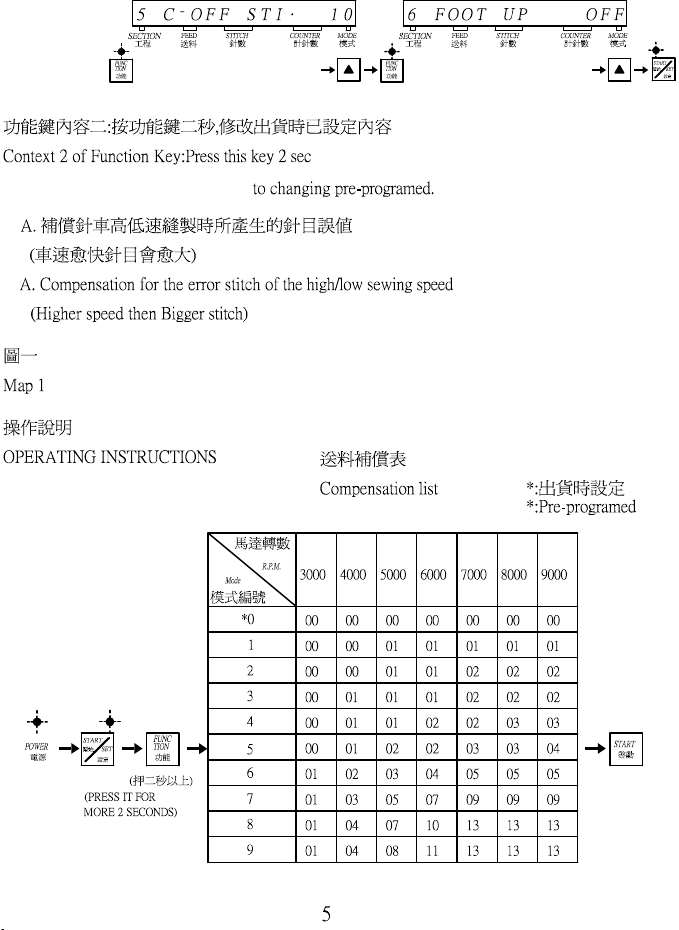
功能鍵內容二:按功能鍵二秒,修改出貨時已設定內容
Context 2 of Function Key:Press this key 2 sec
to changing pre-programed.
A. 補償針車高低速縫製時所產生的針目誤值
(車速愈快針目會愈大
A. Compensation for the error s
(Higher speed then Bigger s
)
titch of the high/low sewing speed
titch
)
圖一
Map 1
操作說明
OPERATING INSTRUCTION
S
送料補償表
Compensation lis
馬達轉數
R.P.M
.
3000
00
00
00
00
00
01
01
01
01
4000
00 01
00 01
01
01 01
020403
03
04
POWER
電源
S
設定
ET
FUNC
TION
功能
(
押二秒以上
R
START
開始
(PRESS IT FO
MORE 2 SECONDS)
模式編號
)
Mode
*0
1
2
3
4
5
6
7
8
9
FUNC
TION
功能
5000
01
02
05
07
08
6
SECTI
工程
ON
6000
01
04
07
11
T
P
U
OFO
FEED
STITC
送料
t
H
*:出貨時設定
*:Pre-programe
8000
7000
00
000000 00
01
0101
02
02
02
0201
03
0202
03
03020100
05
05
09
09
13
1310
13
13
9000
00
01
02
02
03
04
05
09
13
13
C
OUNTER
計針數針數
F F
O
MODE
模式
START
S
ET
開始
設定
d
START
啟動
5
Page 6

B.送料範圍選擇
B.C
hoose the Feed Rang
e
圖二
Map 2
操作說明
OPERATING INSTRUCTION
S
*:出貨時設定
*:PRE-PROGRAME
D
POWER
電源
START
開始
設定
S
ET
(
押兩秒以上
(PRESS IT FO
MORE 2 SECONDS)
TION
FUNC
功能
模式編號
Mode
0
*1
2
3
)
R
4
5
6
7
8
9
送料範圍
Feed Rang
0.2mm-1.2mm
0.4mm-1.4mm
0.4mm-2.4mm
0.6mm-2.6mm
0.6mm-3.1mm
0.8mm-3.3mm
1.0mm-3.5mm
1.1mm-3.6mm
1.2mm-3.7mm
1.3mm-3.8mm
Applicable machines
e
Zig-Zag4point stitch
Zig-Zag4point stitch
Zig-Zag2point stitch
Zig-Zag2point stitch
適用針車
四點人字車
四點人字車
二點人字車
二點人字車
一般平車
Flat bed
縫邊車
Overloc
k
START
啟動
6
Page 7

使用說明(本說明內容將由簡單漸進複雜方式
)
OPERATION GUIDE (IT WILL BE FROM EASY TO COMPLEX.)
例 一
.
內 容
:
單一工程為手動
.
EXAMPLE 1
.
CONTEXT : SINGLE SECTION FOR M
1
操作說明
OPERATION GUIDE
電源
POWER
START
開始
1
SECTIONSECTI
工程工程
S
ET
設定
00
5
FEEDFEE
D
ON
送料送料
AUTO
M
ANU
自
手
動
動
ANUAL.
2
SECTI
工程
針 數
送 料工 程
FEED
STITC
1
SECTIONSECTI
工程工程
START
開始
H
00
5
FEEDFEE
D
ON
送料送料
S
ET
設定
SECTI
ON
1
-
- -
E
FEED
送料
E
結束
STITC
ND
ON
N
針數
50
-
-
D
H
7
Page 8

例 二
內 容
.
:
一,二,三段工程均為手動
.
EXAMPLE 2
.
CONTEXT : ALL THREE SECTIONS ARE M
3
1
2
操作說明
OPERATION GUIDE
7
電源
POWER
M
手
START
開始
ANU
11
SECTIONSECTI
工程工程
S
ET
設定
4
SECTI
工程
AUTO
自
動
動
00
FEEDFEE
D
ON
送料送料
手
-E-
-
N
FEED
送料
E
結束
STITC
針數
ND
ON
ANUAL.
7
送料送料
送 料
針 數
FEED
ON
1
2
3
AUTO
M
ANU
自
手
動
動
70
30
70
3
SECTI
工程工程
ON
STITC
7
FEEDFEE
送料送料
H
00
D
00
FEEDFEE
D
工 程
SECTI
2
SECTI
工程工程
AUTO
M
ANU
自
動
-動-
D
H
00
3
FEEDFEE
D
ON
送料送料
1
SECTIONSECTI
ON
工程工程
START
S
ET
開始
設定
8
Page 9

例 三
內 容
.
:
單一段工程為自動
.
EXAMPLE 3
.
CONTEXT : SINGLE SECTION FOR AUTO
1
操作說明
OPERATION GUIDE
電源
POWER
START
開始
1
SECTIONSECTI
工程工程
START
開始
11
SECTIONSECTI
ON
工程工程
S
ET
設定
1
00
5
FEEDFEE
D
ON
送料送料
S
ET
設定
5
送料送料
FEEDFEE
6
STITC
針數
00
D
1
5
H
STITC
針數
6
.
工 程 送 料
SECTI
ON
1
-
FEED
送料
E
結束
-
ND
5
H
M
手
2
SECTI
ON
工程
AUTO
ANU
自
動
動
FEED
END
STITC
H
針數
針 數
STITC
16550
--
-
H
-
9
Page 10

例 四
內 容
.
:
一,二,三段工程均為自動
.
EXAMPLE 4
.
CONTEXT : ALL THREE SECTIONS ARE AUTO
3
1
2
操作說明
OPERATION GUIDE
7
電源
POWER
START
開始
3
SECTI
工程
11
SECTIONSECTI
ON
工程工程
S
ET
設定
7
0
FEED
ON
送料
FEEDFEE
送料送料
0
STITC
針數
00
1
1
0 0
D
STITC
H
針數
0
H
AUTO
M
ANU
自
手
動
動
M
ANU
手
動
4
SECTI
工程
.
工 程
SECTI
ON
1
2
2
3
0
- -
FEED
送料
E
結束
FEED
ON
送料
-
E
D
N
STITC
H
針數
ND
SECTI
工程
AUTO
自
動
ON
送 料
FEED
70
30
70310
00
5
STITC
H
針數
--
-
針 數
STITC
100
50
M
ANU
手
動
H
AUTO
自
動
1
SECTIONSECTI
工程工程
START
開始
7
1
0
00
FEEDFEE
D
ON
送料送料
S
ET
設定
STITC
針數
0
H
10
Page 11

例 五
.
內 容
:
第一,二段工程為自動;第三段手動
EXAMPLE 5
.
.
CONTEXT : SECTION 1,2 ARE AUTO;SECTION 3 IS MANUAL.
操作說明
OPERATION GUIDE
11
SECTIONSECTI
ON
工程工程
START
電源
POWER
開始
3
SECTI
工程
1
SECTIONSECTI
工程工程
START
開始
S
ET
設定
7
0
FEED
ON
送料
7
00
FEEDFEE
D
ON
送料送料
S
ET
設定
M
手
1
2
7
送料送料
ANU
FEEDFEE
自
動
STITC
針數
3
1
00
D
AUTO
動
0 0
H
1
STITC
針數
4
SECTI
工程
0
1
2
3
3
FEED
送料
ON
---
0
送 料
FEED
70
30
70
0
STITC
針數
5
0
H
針 數
STITC
100
50
-
M
ANU
手
動
H
AUTO
自
動
工 程
SECTI
0
H
-
FEED
ON
送料
E
結束
2
SECTI
ON
工程
AUTO
M
ANU
自
手
動
動
--
D
E
N
STITC
H
針數
ND
11
Page 12

例 六
.
內 容
本例設定 :
:
1.
褲口左右二邊縫製.
2.
工程內容資料儲存於"A
"
3. 第 1,2,4,5 工程為自動.
1. 針車起動後馬達自動回拉(註一).
2.
切刀後30針壓腳自動提升及自動進帶(註二).
EXAMPLE 6
CONTEXT :
.
1. SEWING TWO LEG OPENINGS OF SLIPS.
2. SECTION DATA STORED IN "A"
3. SECTION 1,2,4,5 ARE AUTO.
EXAMPLE :
1. AUTO PULL BACK AFTER STARTING THE MACHINE.
2. AUTO LIFTING AND FEEDING AFTER CUTTING
AFTERWARD.
4
6
5
操作說明
OPERATION GUIDE
A
MODE
SECTIONSECTI
模式
START
電源
POWER
S
ET
開始
設定
11
工程工程
2
ON
(REMARK 2.)
3
1
7
00
FEEDFEE
D
送料送料
1
STITC
0 0
針數
(REMARK 1.)
AND 30 STITCHE
1
2
3
4
5
6
2
工程
ON
ON
送 料
針 數
FEED
STITC
30
70
70
30
70
3
0 0 0
FEED
送料
工 程
SECTI
H
SECTI
AUTO
M
ANU
自
手
動
動
10070
50
10
50
STITC
-
-
針數
5
S
H
H
AUTO
M
ANU
自
手
動
動
3
SECTI
工程
7
7
3
SECTI
ON
工程
0
FEED
ON
送料
L R
4
工程
FEED
ON
送料
SECTI
AUTO
M
ANU
自
手
動
動
0
1
0 0
STITC
H
針數
3500
0 0
5
FEEDFEE
D
STITC
SECTIONSECTI
ON
工程工程
送料送料
AUTO
M
ANU
自
手
動
動
針數
H
12
Page 13

註一
M
ANU
手
動
111
SECTIONSECTIONSECTI
工程工程工程
START
開始
AUTO
自
設定
動
ON
S
ET
SECTI
工程
電源
POWER
6
7
FEEDFEEDFEED
送料送料送料
-- -
動
AUTO
自
動
ON
ON
7
SECTI
工程
0 0 0
C
OUNTER
計針數
I
N
S
FEED
送料
T
A
FEED
送料
ON
E
P
A
MOOE
模式
R
STITC
E E
STITC
70
FEED
ON
送料
M
ANU
手
1
STITC
針數
0
0
H
000
1
SECTI
工程
開始
START
FUNC
TION
S
ET
功能
設定
3
SECTI
工程
FUNC
TION
功能
E
結束
針數
針數
FEED
送料
ND
E
N
STITC
針數
P
T
A
T
N
C
計針數
.
C
計針數
H
H
D
H
OUNTER
OUNTER
-- -
1E1
MODE
模式
0
5
MODE
模式
FUNC
TION
功能
3
SECTI
工程
ON
註二
5
SECTI
工程
FUNC
TION
功能
6
SECTI
工程
FUNC
TION
功能
-
F
FEED
送料
FEED
送料
O
OFO
T
F
STITC
針數
U
STITC
針數
S
H
P
H
C
ON
ON
T
I
.
C
OUNTER
計針數
C
OUNTER
計針數
O
3
0
MODE
模式
N
MODE
模式
START
S
ET
開始
設定
13
Page 14

M
C
L
20
M
C
A
18
Z
-
19
使用手冊
M
ANUA
L
Page 15

鬆緊帶換段修正功能:修正車縫時換段造成鬆緊帶誤差。
ADJUSTABLE FUNCTION AT INTERCOURSE SECTI
OF ELASTIC B
1.
功能說明:
為解決在多段車縫過程中,變換不同工程段落時,鬆緊帶將會產生緩衝段的誤差,
可借由此功能來回拉或補償緩衝段的誤差。
AND:Correct s
intercourse section of elastic band
titching differential at
ON
.
1. Function Explanation
To eliminate the difference at multi-section stitching while elastic band
yields carved in and out,this function serves as a reparation and/or
offsetting difference by pull and push back and forth.
2.
修正方式:
A.
工程1換到工程2時由工程1修正。
B.
工程2換到工程3時由工程2修正。
C.
工程到最後一段返回工程1時由最後一段修正。
註:鬆緊帶修正值0=0MM,每增加1為0.35MM。(回拉或補償自動判斷
2. Correction M
A. Transit from 1st segment to 2nd segment:adjust from segment one
B. Transit from
C. Rationalize above operation un
from the last segment
Note:Elastic Band correction value:0=0mm,evey extend one depicts
0.35MM.(Automatic judgment for pull or push compensation)
:
odule
:
2nd segment to 3rd segment:adjust from segment two
til it goes back to segment one:adjus
.
補償點補償點
Expiation point
緩衝段
Buffer zone
補償前
Pre-expiati
Expiation point
緩衝段
Buffer zone
on
補償後
Post-expiation
.
.
t
補償點
Expiation point
緩衝段
Buffer zone
)
補償點
Expiation point
緩衝段
Buffer zone
工程1
Section
工程2
Section
1
2
工程3
Section
14
3
工程4
Section
4
Page 16

操作說明:
OPERATION GUIDE
例:工程段落修正值為50。
Expample:Section correction value reads 50.
START
電源
POWER
S
ET
開始
設定
MOTOR STO
馬達停止
PRE-TENSION
換段修正
:
1
SECTI
工程
P
2
SECTI
工程
3
SECTI
工程
0
5
FEED
ON
送料
0
5
FEED
ON
送料
0
5
FEED
ON
送料
C
C
C
O
STITC
針數
O
STITC
針數
O
STITC
針數
R
H
R
H
R
H
R
R
R
E
E
E
C
C
C
C
C
C
計針數
T
OUNTER
計針數
T
OUNTER
計針數
T
OUNTER
MODE
模式
MODE
模式
MODE
模式
1
SECTI
工程
START
開始
ON
S
ET
設定
15
 Loading...
Loading...