

Page 1
Аппараты для сварки
штучным электродом. Инверторы.
Серия A-Pico
Seldom Duty Line
Модель: A 140 Pico
A 160 Pico
A 180 Pico
A 200 Pico
Руководство по эксплуатации
и технический паспорт изделия
Page 2
Уважаемый покупатель!
Мы благодарим Вас за выбор продукции компании Quattro Elementi. Прежде, чем начать
пользоваться изделием, обязательно ознакомьтесь с данной инструкцией. Несоблюдение правил
эксплуатации и техники безопасности может привести к выходу из строя аппарата и нанесению вреда
здоровью и даже смерти пользователя.
Продукция компании Quattro Elementi всесторонне проверена на заводе-изготовителе. Приобретайте
аппараты с запасом мощности и производительности. Как показала практика, подавляющее
большинство обращений в сервисный центр связано не с качеством техники, а неправильным
подключением, некачественными расходными материалами, несоответствием напряжения в сети или
неумелыми действиями пользователя.
1. Назначение, общее описание и внешний вид
Модели серии А-Pico представляют собой переносные однофазные сварочные аппараты с
источником питания инверторного типа, предназначенные для сварки на постоянном токе
плавящимися покрытыми электродами (MMA) диаметром от 1,6 мм до максимально возможного для
каждой модели и являются технически сложными изделиями бытового назначения.
Свариваемые металлы – малоуглеродистая сталь, нержавеющая сталь и другие легированные
стали, чугун.
Инновационная схемотехника и элементная база ведущих производителей мира обеспечивают
сварочным инверторам Quattro Elementi длительный эксплуатационный период и высокую
надежность. Низкий вес, высокая выходная мощность и длительный рабочий цикл стали возможными
благодаря использованию быстродействующих биполярных (IGBT) транзисторов производства
компаний Fairchild Semiconductor (США) и Infineon Technologies (Германия). Два
высокопроизводительных вентилятора и радиаторы охлаждения с высокой эффективностью
рассеивания тепла обеспечивают исключительную работоспособность при различных условиях
эксплуатации.
Особо компактная конструкция и малый вес аппаратов серии A-Pico позволили оснастить их
специальной клипсой для крепления аппарата на поясном ремне оператора. Таким образом,
появляется уникальная возможность рабаты аппаратом стоя и регулировать ток не наклоняясь.
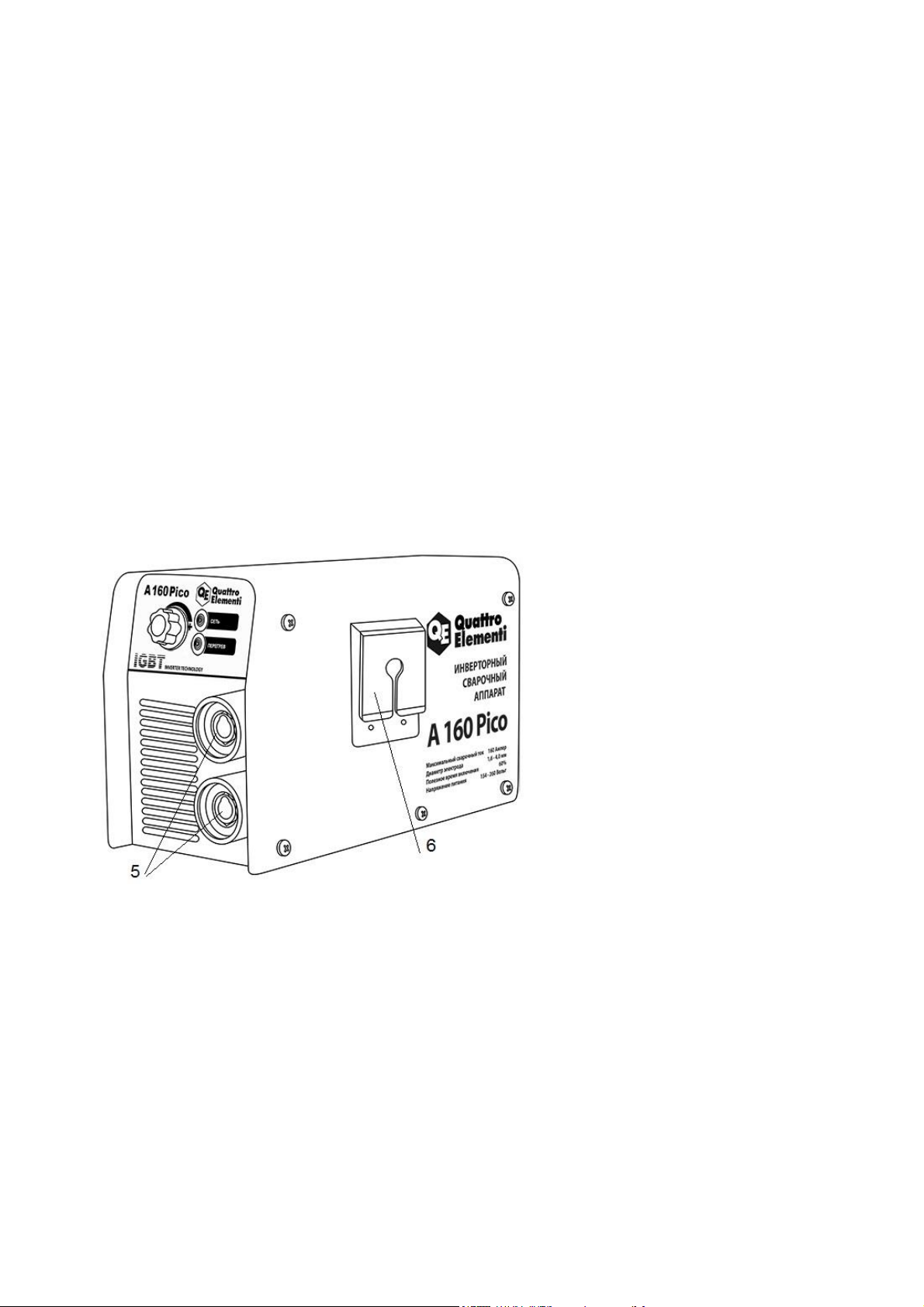
5. Кабельные розетки для сварочных
проводов
6. Клипса для ношения аппарата на
поясе
Переключатель ВКЛ / ВЫКЛ (на задней
панели)
2. Правила безопасности и общие положения.
Процесс сварки представляет опасность как для пользователя аппаратом, так и для окружающих.
Производитель и продавец не несут ответственности за травматизм, вызванный неправильным
пользованием аппаратом. Во время работы руководствуйтесь следующими правилами:
2.1. К работе с аппаратом допускаются лица, имеющие удостоверение электросварщика, прошедшие
обучение, инструктаж и проверку знаний требований электробезопасности, имеющие
квалификационную группу по электробезопасности не ниже II и имеющие соответствующее
удостоверение.
2.2. Личная безопасность
- Надевайте сухую не синтетическую защитную одежду. Используйте защитные перчатки и ботинки с
защищенными носками с непромокаемой подошвой.
- Не смотрите на световое излучение, исходящее от дуги. Обязательно надевайте защитную маску со
специальным затемненным покрытием (рекомендуем маску с автоматическим затемнением
производства компании Quattro Elementi).
- Во время сварки не дотрагивайтесь до электродов и других металлических поверхностей. Любой
удар током потенциально опасен для жизни.
- Не разбирайте аппарат, не снимайте защитный корпус и не дотрагивайтесь до частей, находящихся
под напряжением. Периодически проверяйте сетевой провод на предмет повреждений. Заменяйте
его при нарушении изоляции. Даже при незначительных неполадках электрической системы
Page 3

необходимо выключить аппарат и устранить неисправность. Никогда не ремонтируйте аппарат
самостоятельно. Ремонт должен осуществлять квалифицированный специалист.
- После окончания работы всегда выключайте аппарат из сети.
- Запрещено эксплуатировать аппарат, если он не заземлен должным образом.
2.3. Внимание! Пары, образующиеся при сварке, опасны!
Обеспечьте хорошую вентиляцию в помещении, в котором проходит процесс сварки. При
необходимости используйте вентиляционные установки в маленьких помещениях. Не используйте
для вентиляции чистый кислород. Не проводите сварку материалов покрытых краской, грязью,
маслом, жиром или подвергнутых гальванизации.
2.4. Внимание! Существует риск возникновения короткого замыкания!
Убедитесь в хорошем заземлении электрической сети, а также в наличии предохранителей от
перегрузок и повышенного напряжения, коротких замыканий и утечек тока. Никогда не подсоединяйте
аппарат к сети, если нарушен провод заземления, а так же при наличии механических повреждений
провода питания, сварочных кабелей, держателя электрода и обратного зажима.
2.5. Убедитесь в том, что сварочные кабели, провод питания, состояние питающей сети, держатель
электрода и обратный зажим находятся в хорошем состоянии. Заменяйте поврежденные
комплектующие. Обратный зажим должен находиться в хорошем контакте с обрабатываемым
изделием. Следите за тем, чтобы обратный кабель и кабель держателя не касались корпуса
аппарата.
2.6. Не направляйте держатель электрода на окружающих.
2.7.Не выполняйте сварочные работы в помещениях с повышенной влажностью, помещениях с
мокрым полом, под дождем. Категорически запрещено использовать сварочный аппарат со снятыми
боковыми панелями. Не дотрагивайтесь до контактов.
2.8. Внимание! Существует опасность взрыва!
Не выполняйте сварочные работы вблизи легковоспламеняющихся предметов. Убедитесь, что
сварочный аппарат установлен на устойчивой ровной поверхности. Следите за тем, чтобы сварочные
работы проводились на расстоянии не менее 15 метров от источников нагревания и горючих
материалов.
2.9. Не используйте сварочные аппараты для размораживания труб.
2.10. Существует опасность ожогов!
Во время сварочного процесса плавится металл. Невнимательность пользователя
может привести к серьезным ожогам. Всегда носите специальную одежду и защитные
приспособления. Не держите свариваемое изделие руками. Не проводите сварку, если вы носите
контактные линзы.
2.11. Запреты и ограничения
Данное оборудование запрещается использовать:
- носителям кардиостимуляторов (электростимуляторов сердца)
- носителям электрических протезов (например: искусственных конечностей-протезов, слуховых
аппаратов)
- носителям контактных линз (снимайте линзы перед тем, как использовать аппарат)
Люди, относящиеся к вышеуказанным группам должны находиться на безопасном расстоянии от
рабочей зоны.
2.12. Электромагнитная совместимость и возможные проблемы
Аппараты Quattro Elementi прошли необходимые тесты на электромагнитную совместимость в
соответствии с установленными директивами. Тем не менее, во время проведения сварочных работ,
аппараты могут оказывать воздействие на установки, находящиеся поблизости.
Электрическая дуга, образуемая во время сварки, создает электромагнитные поля, которые влияют
на электронные приборы. Пользователь должен принять все возможные меры предосторожности,
чтобы электромагнитное воздействие прямо или косвенно не нанесло ущерб людям и учреждениям
(больницам, лабораториям, центрам обработки информации, и т.д.).
Сварочные аппараты соответствуют системе защиты IP21. Запрещается хранить и использовать
аппараты под дождем и запыленной среде.
3. Техническая информация
3.1. Комплектация
Аппараты оснащены сетевым кабелем с сетевой вилкой.
Вместе с аппаратом поставляется: обратный кабель с зажимом массы, кабель с держателем
электрода, ремень для переноса на плече, данная инструкция и гарантийный талон.
3.2. Правильный выбор аппарата.
Во избежание недоразумений данный пункт прочтите внимательно.
Как любой электрический прибор, сварочный аппарат во время работы нагревается. Чем выше
значение установленного сварочного тока и чем дольше проводится работа, тем сильнее. Для
предотвращения выхода из строя, аппарат оснащен термозащитой, которая, при превышении
допустимой температуры внутри корпуса, отключит аппарат. Перегрев возникает тогда, когда
длительность работы превышает допустимое значение.
Режим работы аппаратов указан в таблице пункт 12 данной инструкции в процентах от 10-ти
минутного цикла.
Для конкретного значения сварочного тока указано значение в процентах, например: при рабочем
токе 160 А указано 60% - это означает, что работать на этом токе необходимо 6 минут, 4 минуты –
Page 4

охлаждение. При меньшем значении сварочного тока, время включения увеличивается. В таблице
так же указано значение сварочного тока, при котором аппарат не отключается.
Все данные приведены для нормальных условий работы, т.е. температуры окружающей среды 20С.
При более высокой температуре, эти значения необходимо соразмерно понизить, а при более низкой
– повысить. Особенно бережно подходите к пользованию аппаратом при высоких значениях
температуры окружающей среды.
Используя эти значения, можно подобрать аппарат, отвечающий конкретным задачам и
интенсивности работы. Никогда не ориентируйтесь на максимальный ток – на нем аппарат, как
правило, работает не очень долго (если не указано иное в его характеристиках). Для аппаратов серии
А-Pico номинальным рабочим током является примерно 75% от максимального тока. Приобретайте
аппарат с запасом мощности. В таблице пункта 12 указан диапазон рабочих токов и диапазон
используемых электродов, а так же указаны значения тока и диаметр электрода, на которых аппарат
будет уверенно работать длительное время. При выборе аппарата необходимо ориентироваться
именно на эти значения, а не на максимальные.
3.3. Термозащита.
Сварочные аппараты защищены от перегрева с помощью термостата. О его срабатывании
свидетельствует индикатор желтого цвета 2 на лицевой панели. Когда температура опустится до
уровня, при котором можно продолжить сварку, индикатор самостоятельно погаснет. Срабатывание
термозащиты является встроенной функцией аппарата направленной на его защиту от перегрузки.
Тем не менее, от перегрева возможен в первую очередь выход из строя термостата и как следствие
выход из строя аппарата. Частота срабатывания во многом зависит от температуры окружающей
среды, установленного сварочного тока и характеристики рабочего цикла аппарата.
Частое срабатывание термозащиты свидетельствует о работе с перегрузкой, и при выходе из строя
аппарата влечет за собой отказ в гарантийном обслуживании.
Почернение, обугливание, оплавление внутренних деталей, прожиг электронных плат однозначно
трактуется как работа с перегрузкой. Выбирайте аппараты с запасом мощности!
3.4. Зависимость значения сварочного тока от напряжения питания.
Аппараты серии A-Pico способны нормально работать при диапазоне напряжения питания от 160 до
250 В. При более низких (около 140-150 В) значениях может сработать защита. Нормальная работа
аппарата не гарантирована. Возможность функционирования при низких значениях напряжения не
означает, что аппарат выдает максимальные характеристики на выходе. Чем ниже напряжение на
входе, тем меньше выходные характеристики.
Так же электрическая сеть питания должна обеспечивать необходимую мощность. Даже если в сети
при отсутствии нагрузки напряжение 220В, то при недостаточной мощности сети при инициировании
дуги возможно значительное падение напряжения питания в сети. При этом аппарат не будет
выполнять свои функции в полном объеме или даже может выйти из строя.
Аппараты серии А-Pico оснащены автоматическим выключателем встроенным в переключатель ВКЛ /
ВЫКЛ на задней панели. Данный автомат защиты срабатывает при превышении значения тока
потребления выше номинала. Для восстановления работоспособности аппарата, необходимо
повторно включить автомат защиты.
3.5. Провод питания
Аппараты серии A-Pico оснащены стандартной двухполюсной вилкой с заземлением для
подключения в однофазную сеть напряжением 220 Вольт, 50Гц.
3.6. Использование электрического удлинителя.
При выборе электрического удлинителя, обратите внимание на мощность, на которую он рассчитан и
соотнесите ее с потребляемой мощностью, указанной в пункте 12 настоящего руководства. 1 мм
сечения провода удлинителя рассчитан на 10А потребляемого тока (≈ 2,2 кВт).
Если провод удлинителя рассчитан на мощность меньшую, чем потребляет сварочный аппарат, то на
нем будет происходить дополнительное падение напряжения. При этом аппарат не будет получать
достаточную мощность, выполнять свои функции в полном объеме или даже может выйти из строя.
Так же высок риск пожара из-за сильного нагрева удлинителя.
Всегда полностью разматывайте удлинитель перед использованием.
Никогда не используйте бытовые электрические удлинители сечением 0,75 мм
2
, рассчитанные на
мощность не более чем 1,5 кВт.
3.7. Встроенные вспомогательные функции
Легкое зажигание дуги Hot Start
На начальном этапе сварочного процесса возникают сложности при поджиге дуги из-за того, что
электрод и место соединения холодные. Сварочные аппараты Quattro Elementi на начальном этапе в
момент инициирования дуги повышают напряжение на электроде, подавая большую мощность. Тем
самым, делая процесс инициирования дуги более надежным и простым. Это автоматическая
функция. Она работает при каждом начале инициирования дуги.
Модуляция сварочного тока Arc Force
Во время сварки пользователь направляет электрод рукой, поэтому расстояние от конца электрода
до места сваривания не всегда одинаковое. Особенно это характерно для не опытных
пользователей. Электронная схема аппаратов Quattro Elementi автоматически корректирует
напряжение дуги в течение сварки, поддерживая процесс плавки электрода равномерным, что
обеспечивает отличное качество сварного шва даже у пользователя, не обладающего достаточным
опытом.
Система противодействия залипанию электрода Anti Stick
2
Page 5

При контакте электрода со свариваемой деталью происходит короткое замыкание, которое
характеризуется резким ростом тока. Аппарат автоматически уменьшает напряжение дуги, тем
самым, уменьшая сварочный ток. Данная система существенно облегчает отрыв залипшего
электрода от детали.
При возникновении короткого замыкания, удалите электрод от детали как можно быстрее.
3.8. Подключение сварочного аппарата к генератору.
Данные модели аппаратов адаптированы для подключения к автономному источнику тока
(генератору). Для надежного функционирования сварочного аппарата и генератора мощность
генератора должна быть минимум в 1,5 раза (зависит от нагрузочной характеристики генератора)
большей потребляемой мощности сварочного аппарата.
4. Подготовка к началу работы
4.1. Перед началом работы
Установите сварочный аппарат на ровную твердую поверхность. Исследуйте провод питания,
сварочные кабели, зажим массы и держатель электрода на предмет повреждений. При обнаружении
дефектов, замените.
Перед началом сварочных работ, электроды необходимо прокалить (руководствуйтесь инструкцией к
электродам).
Рабочая зона должна быть свободна, ничто не должно мешать вам в процессе работы. Убедитесь,
что в рабочей зоне отсутствуют посторонние люди.
4.2. Подготовка свариваемых деталей
Надежно зафиксируйте свариваемые заготовки. Очистите место сварки от краски, ржавчины, масла.
Для этого воспользуйтесь кордщеткой.
В зависимости от способа соединения заготовок встык или внахлест, заготовки требуют
дополнительной подготовки, руководствуйтесь методическими указаниями по сварочному делу.
5. Принцип работы и начало эксплуатации
5.1. Установка сварочных кабелей.
Сварочные кабели оснащены кабельными разъемами, а аппарат – кабельными розетками 5 Рис 1,
отмеченными знаками «+» и «-» на лицевой панели аппарата. Удостоверьтесь, что аппарат отключен
от сети. Соедините разъем кабеля с розеткой аппарата и поверните по часовой стрелке до надежной
фиксации. Удостоверьтесь, что кабельные разъемы надежно закреплены в кабельных розетках,
периодически проверяйте надежность соединения, иначе возможно искрение и прогорание контактов.
Прямая полярность: электрод подключается к разъему «-», а обратный провод к «+». В этом случае
больше нагревается свариваемое изделие.
Обратная полярность: электрод подключается к разъему «+», а обратный провод к «-». В этом случае
больше нагревается электрод. Эту полярность применяют для сварки тонколистового металла.
Скорость плавления электрода выше на 10-40%.
Тем не менее, при подключении сварочных кабелей соблюдайте полярность, руководствуясь типом
применяемых электродов, видом сварочных работ (прихват или сварка), толщиной и типом металла.
Установите электрод в электрододержатель. Закрепите зажим массы на свариваемой заготовке как
можно ближе к месту сварки, предварительно зачистив место соединения.
5.2. Включение аппарата
Включите вилку провода питания аппарата в заземленную сеть 220 Вольт 50 Гц. Включите аппарат
клавишей на задней панели. Включится вентилятор охлаждения. На лицевой панели одновременно
загорятся зеленый и желтый светодиоды (рис 2). Выждите несколько секунд. Желтый светодиод
погаснет. Запрещено использовать аппарат пока желтый светодиод горит. Аппарат готов к
проведению сварочных работ. Если зеленый светодиод не загорелся, загорелся и не погас желтый
светодиод или не работает вентилятор - аппарат неисправен. Обратитесь в уполномоченный
сервисный центр.
5.3. Регулировка сварочного тока.
Сварочные аппараты оснащены рукояткой регулировки сварочного тока 4, расположенной на
передней Ток регулируется плавно.
1. Зеленый светодиод включения в сеть
2. Желтый светодиод термозащиты
3. Шкала сварочного тока
4. Рукоятка регулировки сварочного тока
Page 6

При проведении сварочных работ необходимо примерно выставить сварочный ток по шкале 3, а
Дефект
Возможные причины
Устранение
A. Пористый
сварочный шов.
A. Влажный электрод.
B. Слишком высокий сварочный ток.
C. Грязная поверхность заготовки.
A. Прокалить электрод перед
использованием.
B. Уменьшите сварочный ток.
C. Очистите поверхность изделия перед
началом сварки.
B. Появляются
видимые трещинки
сварочного шва
сразу же после
затвердевания.
A. Излишняя жесткость стыка.
B. Слишком быстрое охлаждение.
A. Уменьшите скорость сварки, чтобы
уменьшить образование нагара.
B. Предварительно нагрейте изделие и
охлаждайте более медленно.
затем, проведя пробный сварочный шов, подрегулировать в сторону увеличения или уменьшения.
Регулирование тока необходимо проводить с учетом диаметра используемых электродов, толщины и
типа свариваемого металла и пространственного положения шва.
Используя электроды большего диаметра и при сварке более толстых заготовок, необходимо
увеличивать значение выходного тока. Требуемое для работы значение сварочного тока зависит так
же от марки электрода, его качества и срока годности. Обращайте на это внимание. По общим
рекомендациям для инверторов на каждый миллиметр диаметра электрода требуется 25-35А
сварочного тока. Для увеличения глубины провара, увеличивайте сварочный ток.
5.4. Проведение сварочных работ.
Для инициирования дуги проведите концом электрода по свариваемой детали и сразу отведите
электрод от поверхности на расстояние не более диаметра электрода. Не допускается частое
постукивание электродом по металлу. Поджиг дуги должен быть быстрым и уверенным. Для
прекращения процесса сварки уберите электрод от металла – дуга погаснет.
6. Рекомендации при сварке плавящимся электродом (ММА)
6.1. Теория электродной сварки
Теория электродной сварки
Дуговая сварка электродом с покрытием
представляет собой процесс плавления
электрода с использованием электрической
дуги в качестве источника нагревания. Этот
процесс происходит между конечной частью
электрода с покрытием и поверхностью
свариваемого металла. Тепло, выделяемое
дугой, расплавляет основной металл,
металлическую часть электрода и часть
покрытия. Остальная часть покрытия сгорает,
превращаясь в газ и создавая среду, которая
защищает сварочной шов от окисления
воздухом. Часть покрытия, попадающая в
сварочную «ванну», отделяется от металла и
попадает на поверхность, где образует шлак,
который защищает раскаленный сварочный шов от попадания воздуха.
6.2. Положения электрода во время сварки
Существует четыре основных пространственных положения:
На поверхности Фронтальное Вертикальное Вертикальное
восходящее нисходящее
Для лучшего результата необходимо тщательно подготовить поверхности свариваемых изделий.
6.3. Функция аргонно-дуговой сварки
Аппараты Quattro Elementi серии A-Pico возможно использовать для проведения сварки
вольфрамовым электродом в среде аргона. Аргонно-дуговая сварка на постоянном токе наиболее
предпочтительна, если требуется более точное и прочное соединение легированных сталей и
цветных металлов (кроме алюминия).
Внимание! Для этого вида сварки требуется повышенная квалификация пользователя.
Для осуществления этого вида сварки необходимы горелка с ручным клапаном, баллон с аргоном,
редуктор с расходомером. Эти комплектующие приобретаются отдельно.
При этом виде сварки горелку обычно подключают к разъему «-», а провод массы к «+».
7. Устранение дефектов при сварке плавящимся электродом
Page 7

C. Раскол из-за
недостаточного
наполнения.
5. Низкое значение сварочного тока.
6. Слишком большой диаметр электрода.
7. Недостаточное наполнение.
8. Неправильный порядок наложения
швов.
A. Увеличьте сварочный ток.
B. Используйте электроды с меньшим
диаметром.
C. Увеличьте наполнение.
D. Поместите заготовки в правильной
последовательности.
D. Части
свариваемого
изделия не
достаточно
проварены
A. Слишком тонкий электрод.
B. Низкое значение сварочного тока.
C. Неправильный наклон электрода.
D. Слишком высокая скорость сварки.
E. Грязная поверхность заготовки.
A. Используйте электроды с большим
диаметром, предварительно нагревайте
изделие.
B. Увеличьте сварочный ток.
C. Измените угол наклона.
D. Уменьшите скорость.
E. Очистите поверхность.
E. Попадание в
сварочный шов
инородного
(неметаллического)
материала, включая
образование
окалины
A. В нижние слои сварочного шва
попали частицы.
B. Слишком плотный стык заготовок.
C. Образующийся нагар оставляет шлак
в сварном шве.
D. Недостаточное проваривание,
оставляющее шлак внизу сварочной
ванны.
E. Ржавчина или стружка препятствуют
расплаву.
F. Неправильный выбор электрода для
заданного положения сварки.
1) При сварке тонких заготовок очистите
шлак от предыдущей сварки и проварите
электродом меньшего диаметра.
2) Оставьте достаточно места для
очистки шлака.
3) Если необходимо, очистите или
отшлифуйте стыки заготовок.
4) Очистите углы от шлака. Используйте
электроды меньшего размера и более
высокий ток для лучшего проникания.
5) Очистите поверхность.
6) Используйте электроды, подходящие
для заданного положения, иначе будет
сложно устранить образование шлака.
Средние показатели сварочного тока (Ампер)
Диаметр электрода (мм)
1,6
2,0
2,5
3,2
4,0
5,0
Электрод с рутиловым покрытием
30-50
40-70
50-100
90-140
130-200
190-250
Электрод с оснóвным (фтористокальциевым) покрытием
50-75
60-100
70-120
110-160
160-220
210-260
Толщина свариваемого металла, мм
1,5 - 2,0
1,5 - 3,0
1,5 - 5,0
4,0 - 12
6,0 - 16
10 - 25
8. Особенности эксплуатации
8.1. Рекомендации по выбору электродов
Внимательно изучите маркировку и назначение покупаемых Вами электродов. Электроды должны
быть предназначены для работы на постоянном токе. Рекомендуем использовать электроды
производства компании Quattro Elementi. Они обеспечивают легкий поджиг дуги, стабильное горение,
малое разбрызгивание металла. Не используйте электроды, взятые на ближайшей стройплощадке.
Обычно они хранятся не должным образом.
Не используйте электроды с отколотым покрытием. Перед использованием прокалите электроды
согласно инструкции на электроды. Храните электроды в сухом месте, желательно использовать
специальный пенал.
В следующей таблице Вы найдете рекомендации по выбору диаметра электрода:
8.2. Защита от перебоя питания.
Инверторный сварочный аппарат является сложным изделием, состоящим из большого числа
электронных компонентов, которые чувствительны к различным аномалиям сети питания. К наиболее
распространенным аномалиям относятся пониженное и повышенное напряжение, внезапное
отключение питания, импульсные помехи. Такая нестабильность сети питания приводит к
ускоренному износу электронных компонентов, сбоям в работе, выходу прибора из строя.
Для защиты сварочного инвертора от воздействия аномалий сети необходимо применять различные
защитные устройства. Для защиты от импульсных помех необходимо использовать сетевой фильтр
соответствующей мощности. Например, Quattro Elementi G-Box. Для защиты от высокого напряжения
необходимо использовать устройство автоматического отключения.
9. Техническое обслуживание
В процессе эксплуатации прибор не требует специального обслуживания. Необходимо регулярно
осматривать корпус прибора, провод питания и сетевую вилку на предмет повреждения. При
обнаружении необходимо обратиться в специализированный сервисный центр.
Контролируйте чистоту вентиляционных отверстий в передней и задней части аппарата, а также по
бокам, при необходимости очистите их. Не допускается для чистки прибора использовать абразивные
чистящие вещества и агрессивные жидкости. Для протирки используйте мягкую ветошь.
При обнаружении неисправности, обратитесь в уполномоченный сервисный центр.
10. Транспортировка, хранение и утилизация
При транспортировке и хранении не допускайте ударов корпуса о твердые предметы. Запрещено
переносить прибор за провод питания. Используйте для этого ремень.
Page 8

Если вы собираетесь длительное время не пользоваться прибором, храните его в сухом
Сварочный ток, А
10 - 140
10 - 160
10 - 180
10 - 200
Напряжение холостого хода, В
85
85
85
85
Потребляемая мощность 100%, кВт
4,2
4,7
5,5
6,2
Сечение удлинителя не менее, мм
3 x 1.5
3 х 2,5
3 x 2.5
3 x 2.5
Напряжение питания, В
160 - 260
160 - 260
160 - 260
160 - 260
Цикл работы 100%**, А
75
90
105
120
Цикл работы 60%**, А
140
160
180
200
Масса без проводов, кг
2.6
2.9
3.9
4.2
Диаметр электродов, мм
1.6 – 3.2
1,6 – 4,0
1.6 – 4.0
1.6 – 5.0
Уверенная работа
100 A – 3.2 мм
120 А – 3,2 мм
140 А – 4,0 мм
160 А – 4,0 мм
отапливаемом помещении в оригинальной упаковке. Запрещено хранить аппарат в неотапливаемом
помещении при отрицательных температурах.
Запрещено утилизировать сварочный аппарат с бытовыми отходами. Узнайте в администрации
адреса специализированных организаций по утилизации.
11. Ограничение ответственности
Несоблюдение правил, приведенных в данной инструкции, может повлечь за собой выход из строя
аппарата, а также существует риск поражения электрическим током пользователя. Производитель и
продавец не несут ответственность за ущерб, нанесенный в результате нарушения пунктов данной
инструкции.
Сохраняйте данное руководство по эксплуатации в течение всего срока пользования изделием.
Передайте его вместе с изделием следующему владельцу.
Производитель оставляет за собой право вносить конструктивные изменения, не ухудшающие
характеристики изделия без предварительного уведомления.
Использование аппарата возможно и после истечения указанного срока службы при условии
ежегодного замера на пробой сопротивления изоляции токоведущих деталей.
Методы и рекомендации по проведению сварки, приведенные в данном руководстве, не являются
исчерпывающими и не могут быть использованы для обучения сварочному делу. Для обучения
обратитесь в соответствующие учебные центры.
Сварочные аппараты Quattro Elementi серии А-Pico не предназначены для профессионального
использования. При профессиональном использовании гарантийный срок эксплуатации
устанавливается 3 месяца со дня продажи.
12. Технические характеристики
А 140 Pico А 160 Pico А 180 Pico А 200 Pico
* Максимальный сварочный ток может отличаться у разных аппаратов в связи с разбросом параметров электронных
компонентов
** Цикл работы указан при нормальных условиях работы, температура окружающей среды 20°С.
*** Все характеристики получены в лабораторных условиях и могут незначительно отличаться у каждого конкретного
экземпляра. Завод изготовитель оставляет за собой право на внесение изменений в конструкцию без предварительного
уведомления.
Для всех моделей:
Класс электрозащиты — I
Степень защиты оболочки по ГОСТ 14254-96 — IP21
Обратите внимание на строку с указанием сечения удлинителя питания. Для обеспечения
достаточной подводимой мощности питания необходимо использовать электрические удлинители с
сечением провода не менее указанного в таблице. В противном случае более тонкий провод создаст
большое сопротивление и будет сильно греться. Действует общее правило, чем длиннее провод
питания, тем большего сечения он должен быть. Электрический удлинитель должен быть полностью
размотан с катушки.
Невыполнение этих условий не позволит аппарату получать достаточно мощности и приведет к
уменьшению сварочного тока на выходе.
Производитель: Quattro Elementi, ITALY
Виа Сан Винченцо 2 - 16121 Генуя, Италия
Производственный филиал в КНР
Минимальный срок службы 3 года с даты выпуска.
После проверки сервисным центром эксплуатация может быть продолжена, при
условии ежегодного замера сопротивления изоляции токоведущих элементов.
Гарантийные обязательства согласно прилагаемому гарантийному талону. Гарантийный талон и
руководство по эксплуатации являются неотъемлемыми частями данного изделия.
Рекомендуется заклеить серийный номер прозрачным скотчем во избежание его повреждения.
Месяц и год производства указан в первых 4-х цифрах серийного номера
Товар сертифицирован
С отзывами и предложениями обращайтесь
WWW.QUATTRO-EL.COM
 Loading...
Loading...