

AFD310
PUSHCORP, INC.
Adjustable Force
Device
Manual
January, 2018 U.S. Patent No. 5,448,146PAR04493-1
Dallas, Texas

CAUTION
Active Force Devices contain
calibrated electronics.
HANDLE WITH CARE DO NOT DROP
DO NOT USE LUBRICATED AIR.
This device requires a dry, non-
lubricated 80 to 90 psi (5.5 – 6.2 bar)
air supply filtered to 5 µm and a 0.3
micron oil mist separator.
Non-compliance with these
requirements will void the
manufacturer’s warranty.
(See Section 4.3)
All fasteners, mounting holes and
pipe threads on this tool are
METRIC.
All PushCorp, Inc. electrical cables are rated for
high twist and flex robotic applications with a
minimum cable bending radius specification of
125mm (5 in). Cable damage resulting from
failure to abide by this specification will not be
covered under warranty.

PUSHCORP, INC.
AFD310 Manual
Table of Contents
1.0 LIMITED WARRANTY...........................................................................................2
2.0 GENERAL OVERVIEW.........................................................................................4
3.0 QUICK START.......................................................................................................5
4.0 INSTALLATION.....................................................................................................6
4.1 Mounting Process Equipment.......................................................................................................... 6
4.2 Mounting the 310 Series.................................................................................................................. 7
4.2.1 Mounting the AFD310-1 Vertical and AFD310-2 Horizontal.........................................................7
4.2.2 Mounting the AFD310-3 Table Top.............................................................................................. 8
4.3 Maximum Carriage Load Calculations............................................................................................. 9
4.4 Pneumatic Connection.................................................................................................................. 11
4.5 Internal Air Cartridge Filter............................................................................................................ 13
5.0 ADJUSTING CARRIAGE PRELOAD..................................................................13
6.0 TECHNICAL SPECIFICATIONS.........................................................................16
7.0 PREVENTATIVE MAINTENANCE SCHEDULE.................................................17

PUSHCORP, INC.
AFD310 Manual
1.0 Limited Warranty
Duration:
One year from date of delivery to the original purchaser.
Who gives this warranty (warrantor):
PushCorp, Inc.
Telephone: (972) 840-0208
Corporate Address:
P. O. Box 181915
Dallas, Texas 75218
Shipping Address:
3001 W. Kingsley Rd.
Garland, Texas 75041
Who receives this warranty (purchaser):
The original purchaser (other than for purposes of resale) of the PushCorp,
Inc. product
What products are covered by this warranty:
Any PushCorp, Inc. Adjustable Force Device or Adjustable Force Device
accessory supplied or manufactured by the Warrantor.
What is covered under this warranty:
Defects in material and/or workmanship which occur within the duration of the
warranty period.
What is NOT covered in this warranty:
A. IMPLIED WARRANTIES, INCLUDING THOSE OF MERCHANT-ABILITY
AND FITNESS FOR A PARTICULAR PURPOSE ARE LIMITED TO ONE
YEAR FROM THE DATE OF ORIGINAL PURCHASE. Some states do
not allow limitations on how long an implied warranty lasts, so the above
limitations may not apply to you.
B. ANY INCIDENTAL, INDIRECT, OR CONSEQUENTIAL LOSS, DAMAGE
or EXPENSE THAT MAY RESULT FROM ANY DEFECT, FAILURE,
MALFUNCTION OF THE PUSHCORP, INC. PRODUCT. Some states
do not allow the exclusion or limitation of incidental or consequential
damages so the above limitation or exclusion may not apply to you.
C. Any failure that results from an accident, purchaser's abuse, neglect,
unauthorized repair or failure to operate the products in accordance with
the instructions provided in the owner's manual(s) supplied with the
product.
Responsibilities of the Warrantor under this warranty:
Repair or replace, at Warrantor's option, products or components which have
failed within the duration of the warranty period.

PUSHCORP, INC.
Responsibilities of the purchaser under this warranty:
A. Deliver or ship the PushCorp, Inc. product or component to PushCorp,
Inc. Service Center, Dallas, TX. Freight and insurance costs, if any, must
be borne by the purchaser.
B. Use reasonable care in the operation and maintenance of the product as
described in the owner's manual(s).
When warrantor will perform repair or replacement under this warranty:
Repair or replacement will be scheduled and serviced according to the
normal work flow at the service center, and depending on the availability of
replacement parts. Purchasers requiring quicker repair may receive such
with payment of a PushCorp, Inc. predetermined expediting fee.
This Limited Warranty gives you specific legal rights and you may also have other
rights which vary from state to state.
AFD310 Manual

PUSHCORP, INC.
AFD310 Manual
2.0 General Overview
The PushCorp, Inc. 310 Series Adjustable Force Device (US Patent No. 5,448,146)
provides a superior force application system for robots and other automated
equipment. The device can be placed in any position to enable a variety of
manufacturing operations requiring a consistent applied force with 0.8 in. (20 mm) of
compliant stroke. The AFD is designed to withstand continuous use in harsh
industrial grinding, polishing, and drilling operations.
The 310 Series compliant tools utilize a pneumatic actuator to provide the force and
provide closed-loop feedback. The 310 Series can apply up to a maximum 70 lbs.
(310 N) of force. The AFD contains an accelerometer that monitors orientation and
allows the unit to automatically compensate for gravitational and inertial effects. A
linear potentiometer is also present within the AFD to sense the position of the
Carriage.
The only external connection that is required to operate the 310 Series is filtered,
non-lubricated, 80 - 90 psi (5.5 – 6.2 bar) supply air provided through flexible tubing.
An optional Purge Port is also provided for applications where great amounts of fine
dust particles are created. The Purge Port connection provides additional airflow
and internal positive pressure to help minimize the amount of contamination
infiltrating the interior of the AFD. The AFD’s sliding Carriage has threaded
mounting holes to provide easy process equipment attachment.
All these features combine to make the PushCorp 310 Series Adjustable Force
Device a rugged, state-of-the-art technology capable of providing reliable, precise,
and consistent results in a variety of industrial applications.

PUSHCORP, INC.
AFD310 Manual
3.0 Quick Start
This section contains step-by-step instructions on how to quickly get the 310 Series
Adjustable Force Device up and running for a quick test of its capabilities. Complete
details on all the features are described in the sections that follow. It is
recommended that the user read the entire manual before beginning any operations
to fully understand all the aspects and features of the 310 Series.
Step 1: Carefully unpack the 310 Series Force Device and verify that all parts
indicated on the packing list are present and in good condition. If
there is a problem, please notify the factory immediately so that
corrective action may be promptly initiated.
Step 2: Securely attach the 310 Series Mounting Bracket to the manipulator
mounting flange or support table per Section 4.2.
Step 3: Connect a dry, non-lubricated, 5 m filtered 80 to 90 psi (5.5 to 6.9
bar) air supply to the 310 Series per Section 4.3.
Step 4: Consult the FCU-FLEX Manual for electrical connections and software
setup information.
Please read the following sections to learn the full potential and features of the
PushCorp 310 Series Adjustable Force Device.

PUSHCORP, INC.
AFD310 Manual
4.0 Installation
4.1 Mounting Process Equipment
The 310 Series Adjustable Force Device can accommodate many different types of
process equipment. PushCorp provides a variety of standard process equipment
such as weld shavers, high speed motors, plus other specialized tooling. Many end
users also develop process equipment for their own applications. The AFD can be
oriented parallel or perpendicular to the robotic manipulator mounting flange,
although it is important to note that the AFD can apply force only in the direction of
Carriage translation.
When mounting process equipment to the Carriage extreme care should be taken
while designing and installing the brackets. Correctly designed brackets will
increase the stiffness of the Carriage by becoming an external superstructure for the
Carriage. The Carriage can gain a tremendous amount of rigidity if this approach is
executed correctly. Incorrectly designed brackets will deform the Carriage surface
causing internal Linear Rail misalignment. A symptom of Carriage deformation is
“slop” or “binding” of the Carriage. A deformed or loose Carriage will damage the
Linear Rails and effect the consistency of your process. The Carriage preload is
correctly set at the factory and should not require adjustment. If the Carriage
becomes loose or binds after installing the process equipment, then the brackets
must be removed and the problem corrected. PushCorp, Inc. can design and
fabricate brackets to user supplied specifications as an option.
Figure 1. Carriage bolt hole pattern

PUSHCORP, INC.
The bolt pattern on the Carriage has been designed to facilitate process equipment
installation. The Carriage has (16) sixteen M6x1 mounting holes with a depth of
0.40 inch (10 mm) to provide secure attachment points. The mounting holes are
spaced 5 inches (127 mm) across and on 1 inch (25.4 mm) centers along the length
of the Carriage. (See Figure 1) The Carriage also has (4) four 5mm dowel pin holes
to facilitate alignment. (See Figure 1 for location) These dowel pin holes are
oversized to allow the pins to be glued into place using Loctite 609, or equivalent.
WARNING: DO NOT press pins into the AFD Carriage as this will likely
damage the bearing Linear Rails.
CAUTION: The Fastener Tightening Torque Specs chart in Section 6.0 should
be used to determine proper fastener length and torque for fasteners into the
Carriage. This is to prevent pull-out of the Carriage helicoil inserts.
Fasteners must not exceed a depth of 0.40 inches (10 mm) into the Carriage
as this could damage the Linear Rails.
4.2 Mounting the 310 Series
The basic configuration of the 310 Series force device allows attachment to a
stationary fixture or a robotic manipulator mounting flange. Specifying an AFD310 1, -2, or -3 determines which Mounting Bracket is supplied. Adapter plates or
"quick-change" attachments can be used as well for mounting. The 310 Series has
(2) two 4mm dowel pins pressed into the base for location and alignment of the
cover and Mounting Brackets.
AFD310 Manual
4.2.1 Mounting the AFD310-1 Vertical and AFD310-2 Horizontal
The AFD310-1 and AFD310-2 are supplied with a standard Mounting Bracket with a
90 mm three hole mounting pattern, See Figure 2. All three holes should be utilized
to secure the Mounting Bracket to the robot mounting flange. If the Mounting
Bracket is supplied blank or additional holes are required, it must first be removed
from the device before drilling. Four cap screws are used to attach the Mounting
Bracket to the 310 Series. Once the Mounting Bracket is removed, mounting holes
may be placed anywhere within the crosshatched area shown in Figure 2.
PushCorp, Inc. will supply engineering support to determine the mounting hole
locations at no cost.
After drilling the required hole pattern, remove any burrs and clean any machining
residue from the Mounting Bracket. The Mounting Bracket can then be reattached.

PUSHCORP, INC.
AFD310 Manual
Figure 2. AFD310-1 and AFD310-2 Mounting Brackets
4.2.2 Mounting the AFD310-3 Table Top
The AFD310-3 is designed for mounting on a stationary fixture. It has (3) three
Ø0.28” (Ø7.0 mm) mounting holes spaced as shown in Figure 3. The AFD310-3
Table Top Mounting Bracket should not be modified without first consulting
PushCorp, Inc.

PUSHCORP, INC.
4.3 Maximum Carriage Load Calculations
AFD310 Manual
Figure 3. AFD310-3 Table Top Mounting Plate
The Linear Rail bearings that support the 310 Series sliding Carriage have been
selected to provide optimal performance with respect to capacity, size, and low
friction. To ensure continued optimal performance it is very important not to
overload these bearings. The following diagrams and associated equations are
provided to check your application for excessive loading.
It is important to note that these equations require the use of Metric units. The
necessary conversions are provided for your convenience. Insert your maximum
applied force and process equipment weight (W) and overhang distances (D) to
calculate an actual bearing load (L) that must be less than the maximum bearing
load shown on the right side of the equation. The life of the bearings is 100,000
meters of linear motion, at the maximum allowable bearing load value. Exceeding
this value (L) will reduce the life and operating at less than this value (L) will
increase the life. It is common to have combined weight and force loads on the
Carriage. These situations may require adding two or more of the scenarios shown
below. If your tooling is not similar to any of the designs listed here, or if the
information is not clear, please contact PushCorp Technical Support for assistance.
Ball-bearing equations apply to the standard 310 Series. Roller-bearing equations
apply to 310 Series ordered with the –HD, Heavy-Duty option.

PUSHCORP, INC.
AFD310 Manual

PUSHCORP, INC.
4.4 Pneumatic Connection
The 310 Series Adjustable Force Devices require a dry, non-lubricated, 5 µm
filtered, 80 to 90 psi (5.5 – 6.2 bar) air supply. Failure to provide supply air to these
specifications can degrade performance and will void any warranty repairs
concerning pneumatic components. Filtered air is required since the high speed
servo spool valve used in the AFD cannot tolerate ANY foreign material in the
supply air. Additionally, a minimum 80 psi (5.5 bar) air pressure must be maintained
at the supply air port for the device to operate within published specifications.
Operating at lower air pressure can cause inferior force control performance and
possibly instability. Operating the AFD at pressures over 90 psi (6.2 bar) will
activate a pressure relief valve inside the tool. This valve prevents damage to the
internal load cell due to operating the tool with excessive pressure. This relief valve
is strictly a protective mechanism and should not be used as a pressure regulator
device.
The pneumatic supply system should be configured as shown in the Figure 4.
AFD310 Manual
Figure 4. Pneumatic configuration
If water condensation is a problem in your air supply system, an air dryer device is
highly recommended. The ideal solution is an industrial chiller dryer capable of
reducing the dew point to less than 32 F (0C). Moisture inside the force device will
cause premature failure that will not be covered under warranty.
Under most circumstances the standard internal purge will provide sufficient air to
keep the 310 Series free of contaminates. In applications where the environment
contains very small suspended particulate matter, additional purge air flow must be
used to ensure that the AFD remains clear of foreign matter. An auxiliary Purge
Port on the 310 Series (See Figure 5.) provides a pneumatic connection to supply
this additional air flow. The port accepts a metric R 1/8 tapered pneumatic fitting.
PushCorp can provide fittings for english or metric tubing. The input pressure to the
purge port can range from 10 PSI to 60 PSI (0.7 – 4.1 bar) with a flow rate of 0.5 to
2.0 SCFM (14 – 56 l/min) depending on the application. The purge air must be dry
and non-lubricated, however it need only be filtered to 20 microns.

PUSHCORP, INC.
AFD310 Manual
Figure 5. 310 Series air connections
The Supply Line and Purge Line to the device should be 1/4 inch or 6mm diameter
flexible polyurethane tubing. The tubing should be routed to the AFD such that there
are no kinks and that there is plenty of slack to allow for manipulator motion. Before
inserting the Supply Line into the force device air fitting, open the Shut-Off valve to
blow out any contaminates which may be in the line. The tubing can now be pushed
into the self-locking fitting located on the side of the AFD. Charge the Supply Line
with compressed air and verify that there are no air leaks and that there is a
minimum of 80 PSI (5.5 bar) at the AFD. If a minimum air pressure cannot be
achieved, then an auxiliary air compressor or booster pump with at least 2 SCFM
(56 l/min) must be installed.
NOTE: PushCorp highly recommends the use of flexible polyurethane tubing
as opposed to nylon tubing. This is because nylon tubing tends to crimp
shut when it is bent. This severely limits air flow to the AFD and causes
instability.
To remove the Supply Line, first discharge all air pressure in the system, then while
pushing inward on the fitting's plastic ring, simultaneously pull the tubing out. Cover
or plug the self-locking fitting any time the Supply Line is not connected. This will
keep any contaminants from entering the AFD.

PUSHCORP, INC.
4.5 Internal Air Cartridge Filter
The 310 Series contains a Cartridge Filter in the base housing. The Cartridge Filter
is designed to be the last line of defense to protect the AFD from contamination.
The Cartridge Filter is not designed to be the sole means of AFD supply air filtration.
The pneumatic supply system must be configured as described in Section 4.4. If
the filter becomes clogged the 310 Series will not function properly. Replacement
Cartridge Filters may be purchased from PushCorp (Part No. PAR01943-1), or from
the manufacturer directly (Parker, Part No. 050-05-DQ). To remove the Cartridge
Filter loosen the Cartridge Filter Holder located on the side of the AFD base
housing, See Figure 5. Remove the Cartridge Filter and perform a visual
inspection. The condition of the Cartridge Filter will give an indication of the quality
of your supply air system. Place a new Cartridge Filter on the Cartridge Filter
Holder and insert them into the AFD base housing. Tighten the Cartridge Filter
Holder to a torque of 11.6 lb-ft. (15.8 N-m).
AFD310 Manual
5.0 Adjusting Carriage Preload
The required preload on the 310 Series Linear Rails has been set at the factory for
optimal performance and, in general, should not require field adjustment. However,
there are situations that could arise that cause the Linear Rails to need adjustment.
Often a loose, or tight, Carriage on a new AFD is indicative of an improperly
designed process equipment bracket. If the problem disappears when the brackets
are removed then this is the case. Normally the Carriage will only require
adjustment after removal for field service.
To check for a loose Carriage, attempt to move the Carriage in a lateral direction as
shown in Figure 6. If the Carriage moves or seems to exhibit any "slop", then the
Linear Rail preload must be readjusted. A dial indicator is helpful, but not necessary
to diagnose and correct a loose Carriage.
A Carriage that is too tight will require additional force to move. This is often
detected during the weighting of the process equipment mounted on the Carriage.
The weight will be inconsistent, varying higher or lower each time the process
equipment is weighed.
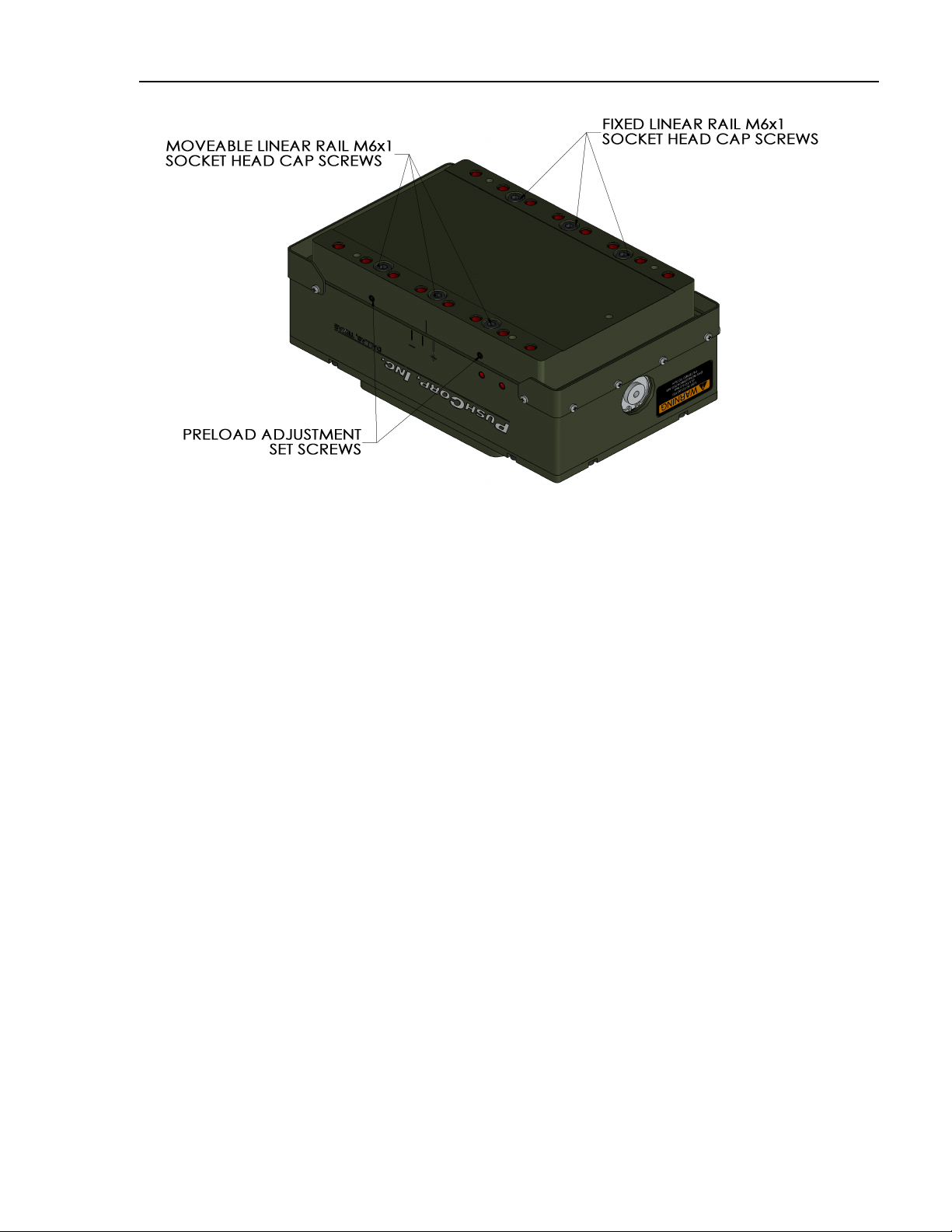
The Linear Rails are attached to the underside of the Carriage with (6) six metric
M6x1 Socket Head Cap Screws. Located on the side of the Carriage are the two
Preload Adjustment Set Screws used to translate the Movable Linear Rail. Moving
the Linear Rail associated with the Preload Adjustment Set Screws is all that is
necessary to adjust the Carriage preload.
PUSHCORP, INC.
AFD310 Manual
Figure 6. Carriage preload adjustment
To perform the preload adjustment, follow the procedure below:
1. Check the tightness of the (3) three Fixed Linear Rail M6x1 Socket Head
Cap Screws holding the Fixed Linear Rail opposite the Movable Linear
Rail. If these fasteners are loose then the Fixed Linear Rail must be
seated against the positioning flange inside the Carriage. To do this,
loosen all (6) six fasteners located on the face of the Carriage just enough
to allow the Linear Rails to move. Next tighten the Preload Adjustment
Set Screws to force the Fixed Linear Rail to seat against the positioning
flange. Tighten the (3) three Fixed Linear Rail M6x1 Socket Head Cap
Screws, which hold the Fixed Linear Rail, to the torque specified in
Section 6.0. The Fixed Linear Rail is now correctly seated and the
Preload Adjustment Set Screws can be loosened. You are now ready to
continue on to preload the Carriage Linear Rails.
2. To preload the Carriage Linear Rails, loosen the Movable Linear Rail M6x1
Socket Head Cap Screws holding the Movable Linear Rail only enough to
allow the rail to move relative to the inside Carriage surface. The Carriage
has slotted holes on the Movable Linear Rail side which allow the rail to
move in the same direction as the Preload Adjustment Set Screws. Make
sure that the Movable Linear Rail M6x1 Socket Head Cap Screws are
loose before attempting to set the preload.
3. If a dial indicator is available, place it against the Carriage surface that
contains the Preload Adjustment Set Screws. Attempt to move the
Carriage laterally while monitoring the dial indicator. If the reading on the
dial indicator varies, then gradually tighten each of the Preload Adjustment
Set Screws. Note that one of the Preload Adjustment Set Screws could
require more adjustment than the other. When the dial indicator ceases to
PUSHCORP, INC.
vary, the preload is set correctly. Do not continue to tighten the Preload
Adjustment Set Screws. Too much preload on the linear rails will cause
excessive friction resulting in force errors.
4. If a dial indicator is not available, the preload can be adjusted by feel.
Attempt to move the Carriage laterally and feel for movement. If the
Carriage moves rotate each of the Preload Adjustment Set Screws no
more than 5 degrees. As soon as no lateral movement can be felt, stop
rotating the Preload Adjustment Set Screws. Note that one of the Preload
Adjustment Set Screws could require more adjustment than the other. Do
not over tighten the Preload Adjustment Set Screws. Over tightening the
Preload Adjustment Set Screws will result in excessive friction and
possible deformation of the Carriage. (If the adjustment cannot be
performed, contact the factory service center.)
The Carriage preload should now be correct.
5. After verifying that the Carriage no longer moves laterally, tighten the (3)
three Movable Linear Rail M6x1 Socket Head Cap Screws on the Movable
Rail side to the torque specified in Section 6.0.
AFD310 Manual
PUSHCORP, INC.
AFD310 Manual
6.0 Technical Specifications
Maximum Applied Force: 70 lbs. (310N)
Maximum Payload: 70 lbs. (31 kg)
Weight: AFD310-1: 17 lbs. (7.7 kg)
AFD310-2: 12 lbs. (5.4 kg)
AFD310-3: 12 lbs. (5.4 kg)
Compliant Stroke: 0.8 in. (20 mm)
Force Accuracy: +/-0.2 lb (+/-1.0 N)
Response Time: 300ms
Temperature: 0 to 122 F (10 to 50 C)
Humidity: 5% to 95%, Non-Condensing
Supply air: Non-lubricated, Dry, 5µm Filtered, 80-90 psi (5.5-6.2 bar)
2 SCFM (56 l/min)
Specifications subject to change without notice. These values are based on measurements taken in a
laboratory environment. Real-world results may be degraded due to external factors beyond
PushCorp’s control.
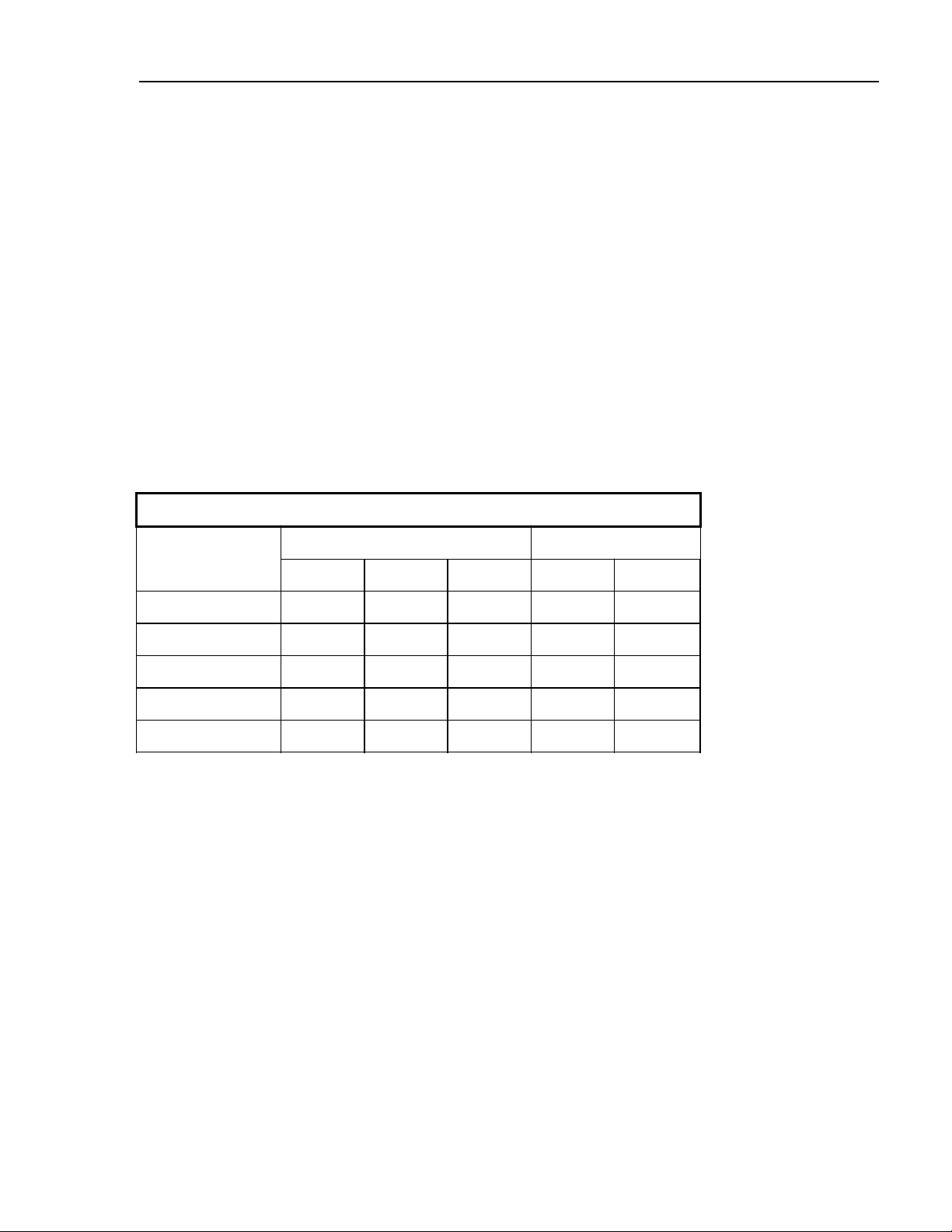
Fastener Tightening Torque Specs
Torque Minimum Depth
Fastener Size in.-lbs. ft.-lbs. N·m in. mm
M4 x .7 50 4.2 5.6 0.17 4.3
M5 x .8 85 7.1 9.6 0.21 5.3
M6 x 1 140 11.7 15.8 0.25 6.3
M8 x 1.25 348 29.0 39.3 0.33 8.4
M10 x 1.5 600 50.0 67.8 0.41 10.5
PUSHCORP, INC.
AFD310 Manual
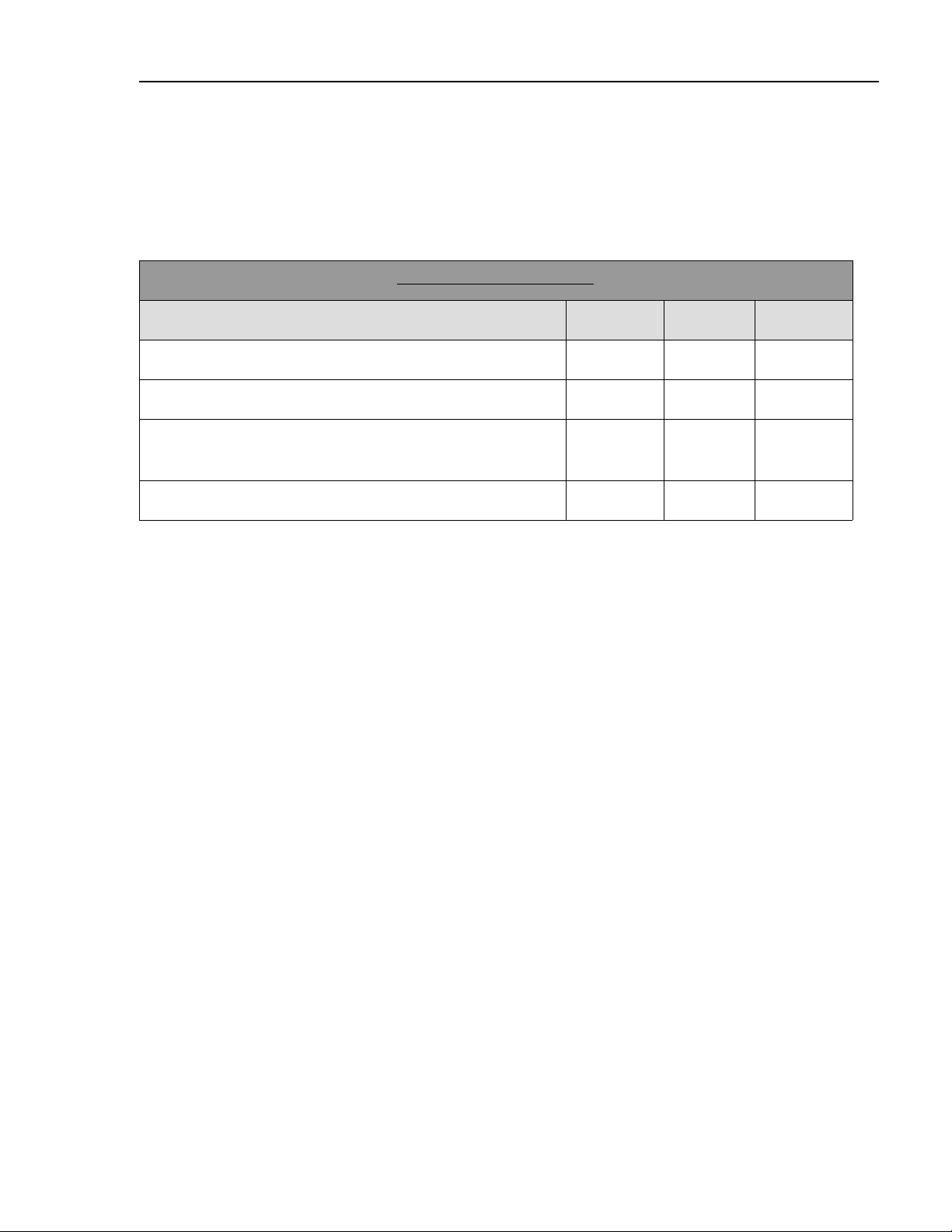
7.0 Preventative Maintenance Schedule
It is highly recommended to adhere to the preventative maintenance schedule in order help
extend the longevity of the specified PushCorp, Inc. equipment. Failing to do so could
cause a loss in functionality as well as a decrease in product life.
PUSHCORP, INC. AFD
Maintenance Weekly Monthly 3 Months
Remove debris from AFD X
Check that the connectors are not bent/damaged X
Check to see if the carriage moves back and forth
X
easily and smoothly
Check for flow in the purge and supply ports X
Agency/Organization:_________________________________________________
Date Completed:_____________________________________________________
 Loading...
Loading...