

Page 1

Manual
PD 400
D
GB
F
I
E
NL
DK
S
CZ
TR
Page 2
- 2 -
D
GB
F
I
E
NL
DK
S
CZ
TR
6
14
22
30
38
46
54
62
70
78
Deutsch
Beim Lesen der Gebrauchsanweisung
vorne und hinten die Seiten herausklappen.
English
When you are reading the instructions for
use, please unfold the front and back
pages.
Français
Lors de la lecture du mode d´emploi,
dépliez la première et la dernière page.
Italiano
Quando si leggono le istruzioni d´uso
aprire le pagine anteriori e posteriori.
Español
Para leer las instrucciones del uso
despliegue las páginas adelante y atrás.
Nederlands
Voor het lezen van de gbruiksaanwijzing
gelieve de eerste en laatste pagina uit te
klappen.
Dansk
Når brugsanvisningen læses skal siderne
foran og bag klappes op.
Svenska
Vid läsning av bruksanvisningen vik ut
sidorna fram och bak.
Česky
Při čteni Návodu k použitĺ přednĺ a zadni
stránku rozložit.
Türkçe
Kullanma talimatının okunması esnasında
önde ve arkada sayfaları dısarıya do¤ru
açın.
Page 3
6
F
KQ
LW
W
JH
V
F
KZLQG
LJN
HLW
$
OXP
LQLXP
²
0
HV
V
LQJ
²
6
W
DKO
²
$
XWRP
DW
HQV
W
DK
O
²
1
345
2
80/160 min
-1
330/660 min
-1
1400/2800 min
-1
- 3 -
i
ndigkeit
10
0–200
70–100
20–40
40
– 70
1
0
171
0
16
2
6
54
81
0
7
3
4
1
2500
24
39
79
118
157
196
236
275
314
Ø D
L = 3 xD
1
2
7
3
18
6
5
4
2
45
6
1
3
Fig. 2
Fig. 3
Fig. 1
Fig. 6Fig. 5Fig. 4
Fig. 9
Fig. 7 Fig. 8
33
32
Page 4
- 4 -
0
15
30
15
30
1
2
3
0
2
2
4
4
6
6
8
8
0
10
10
20
20
30
30
11°
A
B
Fig. 11a
ndig
keit
10
0–200
70–1
00
20
–
40
40
– 70
0
1710
16
26
54
81
7
4
2500
24
39
79
118
157
196
236
275
314
1
2
Fig. 15
Fig. 11
1
4
3
2
Fig. 14
Fig. 12 Fig. 13
4
2
13
5
1
3
5
Fig. 18
Fig. 16
Fig. 17
1 1
2 2
Fig. 19 Fig. 20
Page 5
- 5 -
4
2
4
1
3
6
5
1
3 4
2
Fig. 22
Fig. 23
Fig. 24
Fig. 21
mm
0.07 0.14
W - /30 - /30
Z1 20/60 40/60
Z2 70/25 70/25
L - /75 - /75
Spindle Speeds [1/min]
Motor 1400/min Motor 2800/min
80 160
330 660
1400 2800
n/1"
W Z1 Z2 L
10 36 -/70 40/25 34/11 36 -/75 30/20 35/12 36 -/75 40/34 30/14 36 -/70 40/34 35/16 36 -/65 30/50 -/34
18 36 -/65 40/34 45/20 36 -/60 40/34 50/22 36 -/60 40/34 55/24 36 -/55 40/34 60/28 36 -/55 40/34 70/32 36 -/65 30/34 60/36 36 -/70 20/34 45/40 36 -/70 20/34 50/48 36 -/65 20/34 60/-
mm
W Z1 Z2 L
0,2 30 -/45 20/60 75/0,25 30 -/45 25/60 75/0,3 30 -/55 20/50 60/0,35 30 -/45 35/60 75/0,4 30 -/55 20/45 50/0,45 30 -/60 20/40 50/0,5 30 -/65 20/30 60/0,6 30 -/65 20/30 50/0,7 30 -/55 35/45 50/0,75 30 -/55 30/40 45/0,8 30 -/55 40/45 50/0,9 30 -/70 20/25 40/1,0 30 -/50 40/30 60/1,25 30 -/55 50/30 60/1,50 30 -/55 40/20 60/1,75 30 -/70 35/20 45/2,0 30 -/55 50/25 45/2,5 30 -/55 50/20 45/-
3,0 30 -/65 40/20 30/-
VVVVVV
Fig. 25
Page 6
- 6 -
Vorwort
Sehr geehrter Kunde!
Mit der PROXXON Drehmaschine PD 400 besitzen Sie ein
sorgfältig konstruiertes Gerät, gefertigt von Fachleuten, denen
Präzision zur Tradition geworden ist. Die Einsatzmöglichkeiten
dieser Maschine sind sehr vielseitig. Beachten Sie bitte in
diesem Zusammenhang auch das durchdachte
Zubehörprogramm.
Um die Maschine richtig zu bedienen ist es unbedingt
erforderlich, dass Sie diese Anleitung aufmerksam durchlesen
und befolgen. Dies gilt nicht nur für den Anfänger, sondern
auch für den Profi. Auch das Kapitel Wartung bitte aufmerksam lesen. Mit einer umsichtigen Arbeitsweise und einer
sorgfältigen Pflege (regelmäßiges Ölen gehört dazu) wird
Ihnen die Maschine lange Zeit präzise Arbeitsergebnisse
abliefern.
Wir wünschen Ihnen viel Freude beim Lesen der Anleitung
und bei Ihren ersten Drehversuchen mit der PD 400.
Weiterentwicklungen im Sinne des technischen Fortschrittes
behalten wir uns vor!
Inhaltsangabe
Seite
Sicherheitsvorschriften (siehe beiliegendes Heft)
Legende 6
Beschreibung der Maschine und Lieferumfang 7
Technische Daten 7
Montage und Aufstellen 7
Bedienung 7
1. Maschine Einschalten 8
2. Schnellverstellung des Supports 8
3. Automatischen Vorschub einschalten 8
4. Verfahren des Drehstahles (Längs- und Querdrehen) 8
5. Richtige Spindeldrehzahl bestimmen 9
6. Spindeldrehzahlen einstellen 9
7. Drehstahl auswählen 9
8. Drehstahl in den Stahlhalter einsetzen 9
9. Einspannen im Drehfutter 9
10. Arbeitsbeispiel Längsdrehen 10
11. Kegeldrehen 10
12. Ein- und Abstechen eines Werkstückes 10
13. Bearbeiten längerer Werkstücke mit Reitstock und
Körnerspitze 10
14. Vorschub verändern 11
15. Wechselräder für Gewindeschneiden montieren 11
16. Gewindeschneiden mit dem Drehstahl 11
17. Schneiden von Linksgewinde 11
Wartung 12
18. Allgemein 12
19. Spiel der Führungen einstellen 12
20. Hauptspindel 12
21. Sollbruchstelle der Leitspindel 12
22. Entsorgung 12
Zubehör für Drehmaschine PD 400 12
21. Spitzendreheinrichtung 12
22. 4-Backen-Futter mit einzeln verstellbaren Backen 13
23. 4-Backen-Futter (zentrisch spannend) 13
24. Spannzangeneinrichtung und Spannzangen 13
25. Feststehende Lünette 13
26. Mitlauf-Lünette 13
27. Planscheibe mit Spannpratzen 13
Ersatzteilliste 86
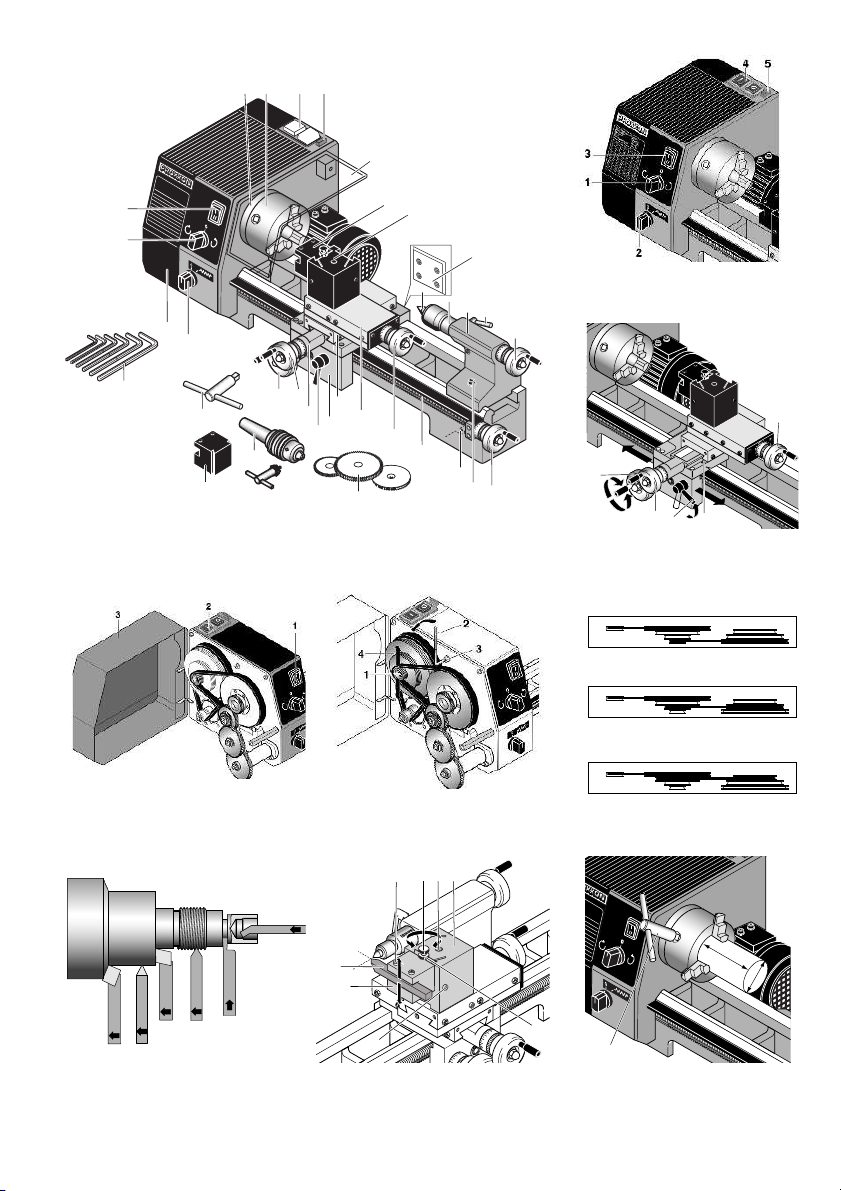
Legende (Fig 1):
1. Hauptspindel
2. Drehfutter
3. Mehrfachstahlhalter mit Stahlhalterelement
4. Mitlaufende Körnerspitze
5. Flanschfläche für Fräseinheit PF 400 (optional)
6. Pinole
7. Klemmschraube für Pinole
8. Reitstock
9. Pinolenstellrad
10. Handrad für Leitspindel
11. Klemmschraube für Reitstock
12. Bohrungen für Tischbefestigung
13. Leitspindel
14. Stellrad für Oberschlitten
15. Oberschlitten
16. Support
17. Planschlitten
18. Stellrad für Planschlitten
19. Schlosskasten
20. Kupplungshebel für Schlossmutter
21. Handrad für Schnellverstellung
22. Leitspindelschalter
23. Räderkasten
24. Drehrichtungsschalter für Linkslauf – Stopp – Rechtslauf
25. Hauptschalter
26. Betriebsanzeige
27. Stufenschalter für Drehzahlverstellung
28. Innensechskantschlüssel
29. Drehfutterschlüssel
30. Zahnkranzbohrfutter
31. Wechselrädersatz
32. Stahlhalterelement
33. Futterschutz
D
Page 7

- 7 -
Beschreibung der Maschine und
Lieferumfang:
Die PROXXON Drehmaschine PD 400 ist ein ausbaufähiges
System, gekennzeichnet durch:
– Stabil verripptes Maschinenbett mit Prismenführung
– 6 Spindelgeschwindigkeiten (Umschalter für 2
Motorgeschwindigkeiten mit zusätzlich 3 Getriebestufen)
– Schnellverstellung des Supports mittels handlicher Kurbel
– Automatischem Vorschub
Zum Lieferumfang gehört:
– Präzises Dreibackenfutter (Ø 100 mm)
– Mitlaufende Körnerspitze
– Zahnkranzbohrfutter (bis 10mm spannend)
– Wechselrädersatz für zwei Vorschubgeschwindigkeiten
(0.07mm/U und 0.14mm/U),19 metrische Gewindesteigun-
gen und zusätzlich zöllige Gewindesteigungen von 10 bis
48 Gang.
– Bedienwerkzeug
– Mehrfachstahlhalter mit 2 Stahlhalterelementen
– Linksgewindeschneideinrichtung
– Drehfutterschutz
– zwei Ersatzscherstifte
Technische Daten:
Maschine
Spitzenhöhe 85 mm
Spitzenweite 400 mm
Max. Werkstückdurch
messer über Support 116 mm
Spindeldurchlass 20.5 mm
Hauptspindel futterseitig MK3
Spindeldrehzahlen Stufe I: 80/min; 330/min; 1.400/min
Stufe II: 160/min; 660/min;
2800/min
Drehfutter Siehe Anleitung Drehfutter!
Automatischer Vorschub 0.07 bzw. 0.14 mm/U
Gewindesteigungen siehe Tabelle im Getriebekasten
Reitstockpinole Hub 30 mm/MK 2
Stahlhalter für Stähle 10 x 10 mm
Abmaße 900x400x300 mm (LxBxH)
Gewicht 45 kg
Geräusch ≤ 70 dB(A)
Motor
Spannung 220-240 Volt, 50/60 Hz
Stufe I Stufe II
Drehzahl 1400 U/min 2800 U/min
Abgabeleistung 0,25 kW 0,55 kW
Aufnahme 2,1 A 3,9 A
Nur zum Gebrauch in trockenen Räumen
Gerät bitte nicht über den Hausmüll entsorgen!
Montage und Aufstellen:
Hinweis:
Die Maschine darf beim Transport nicht am Räderkasten 23
(Fig.1) und nicht an der Abdeckkappe des Motors angehoben
werden. Die Kunststoffkappen könnten brechen.
Die Aufstellfläche muss eben und ausreichend stabil sein, um
die beim Arbeiten auftretenden Schwingungen zu absorbieren.
Die Maschine muss mit Hilfe der dafür vorgesehenen
Bohrungen 12 (Fig.1) auf der Unterlage befestigt werden.
Achten Sie darauf, dass die Netzleitung außerhalb des
Gefahrenbereiches liegt.
Montieren Sie das Drehfutter 2 (Fig. 1) mit den 3 dazugehörigen Schrauben auf der Hauptspindel. Achten Sie darauf,
dass der Sitz des Futters frei von Staub ist.
Zur Benutzung des Futters beachten Sie bitte die separate, beiliegende Anleitung des Spannfutters!
Alle blanken Metallteile sind bei Auslieferung mit einem
Korrosionsschutz konserviert. Dieser Schutz dient nicht als
Schmierung, sondern nur als Konservierung. Er muss vor der
ersten Benutzung z. B. mit Petroleum abgewaschen werden.
Alle Führungen müssen überprüft und g. g. f. eingestellt
werden. (Hierzu siehe Kapitel "Wartung").
Anschließend müssen die blanken Führungen und Spindeln
gut mit einem geeigneten Maschinenöl geölt werden. Zum
Schluss muss der Drehfutterschutz 33 montiert werden.
Hinweis:
Das gesamte Vorgelege (Riemenscheiben, Riemen, Zahnräder)
darf nicht geölt werden. Allerdings kann es im Falle von starken
Laufgeräuschen zu empfehlen sein, die Räder mit etwas
Molykote-Fett einzustreichen.
Bedienung:
Achtung!
Kontrollieren Sie vor dem ersten Einschalten, dass die
Schrauben des Drehfutters 2 (Fig.1) richtig angezogen sind,
der Drehfutterschlüssel nicht steckt und der Support 16
(Fig. 1) ausreichend Abstand zum Drehfutter hat.
Achtung!
Führen Sie Ihre ersten Übungen ohne ein eingespanntes
Werkstück durch. Achten Sie aber darauf, dass die Drehbacken
festgespannt sind, da sie sich ohne Gegendruck durch die
Fliehkraft lösen können.
Führen Sie die ersten Übungen bei kleiner Drehzahl durch.
Beachten Sie, dass das Drehfutter leicht eingeölt ist und zu
Beginn etwas spritzen kann.
Achtung!
Bitte beachten Sie, daß der Motor bauartbedingt bei längerem
Leerlaufbetrieb sehr heiß werden kann. Dies ist kein Zeichen für
einen Motordefekt, trotzdem empfiehlt es sich, diesen
Betriebszustand zu vermeiden und die Maschine nicht unnötig
im Leerlauf zu betreiben.
Page 8

- 8 -
Maschine einschalten
1. Drehrichtungsschalter 1 (Fig. 2) auf „0“ stellen.
2. Leitspindel auskuppeln (Leitspindelschalter 2 nach links
drehen).
3. Kleine Geschwindigkeit einstellen (Stufenschalter 3 auf I)
4. Maschine am Hauptschalter 4 einschalten. Die Betriebsanzeige 5 leuchtet jetzt auf.
5. Drehrichtungsschalter nach rechts drehen. Das Drehfutter
dreht sich jetzt in Bearbeitungsrichtung.
Schnellverstellung des Supports
Der Support lässt sich über das Handrad 1 (Fig.3) zügig verfahren. Dazu muss zuvor jedoch der Support ausgekuppelt
werden.
Achtung!
Klemmschraube 2 vorher 1/2 Umdrehung lösen!
1. Hebel 3 nach oben stellen.
2. Durch Drehen des Handrades 1 Support verstellen
(1 Umdrehung = 11.5 mm)
Automatischen Vorschub einschalten
1. Maschine am Drehrichtungsschalter 1 (Fig. 2) auf „0“
stellen.
2. Support auskuppeln (Hebel 3 (Fig. 3) nach oben stellen).
3. Achten Sie darauf, dass das Handrad 10 (Fig.1) frei drehen
kann, da es sich beim Einkuppeln der Leitspindel mitbewegt.
4. Leitspindel einkuppeln (Leitspindelschalter 2 (Fig. 2) nach
rechts drehen).
5. Maschine am Drehrichtungsschalter nach rechts einschalten. Die Leitspindel und das Handrad drehen sich jetzt mit.
Achtung!
Der Automatische Vorschub verfügt über keine automatische
Abschaltung! Achten Sie darauf, dass Sie den Support auskuppeln, bevor er in das Drehfutter läuft!
6. Support einkuppeln (Hebel 3 (Fig. 3) nach unten stellen).
Der Support bewegt sich nun in Bearbeitungsrichtung.
Hinweis!
Beim Arbeiten den automatischen Vorschub immer nur über
den Hebel 3 (Fig. 3) bedienen. Den Leitspindelschalter 2
(Fig. 2) immer nur beim Stillstand der Maschine bedienen.
Verfahren das Drehstahles
(Längsdrehen und Querdrehen)
Neben der Schnellverstellung des Supports und dem automatischen Vorschub lässt sich der Drehstahl auf 3 weitere Arten
verstellen.
A. Verstellen über die Leitspindel (Längsdrehen)
1. Leitspindel auskuppeln (Leitspindelschalter 2 (Fig. 2)
nach links drehen).
2. Support einkuppeln (Hebel 3 (Fig. 3)nach unten stellen).
3. Support mit Hilfe des Handrades 10 (Fig. 1) verstellen.
1 Umdrehung = 1.5 mm
B. Verstellen des Oberschlittens (Längsdrehen)
1. Bei Bedarf Support klemmen (Schraube 2 (Fig. 3) festziehen).
2. Oberschlitten mit Handrad 4 verstellen.
1 Umdrehung = 1.0 mm.
C. Verstellen des Planschlittens (Plandrehen)
1. Bei Bedarf Support klemmen (Schraube 2 festziehen).
2. Planschlitten mit Handrad 5 verstellen.
1 Umdrehung = 1 mm Vorschub = 2 mm Änderung
des Durchmessers!
Page 9

- 9 -
Richtige Spindeldrehzahl bestimmen
Entscheidend für ein sauberes Drehbild ist unter anderem die
Wahl der richtigen Schnittgeschwindigkeit. Hierbei handelt es
sich im Falle des Längsdrehens um die Umfangsgeschwindigkeit des Werkstückes. Eine Hilfestellung zur Wahl der richtigen
Schnittgeschwindigkeit liefert die Tabelle auf dem Räderkasten der Maschine.
Bei bekannter Schnittgeschwindigkeit „Vc“ und bekanntem
Werkstückdurchmesser „D“ kann die erforderliche Spindeldrehzahl „n“ wie folgt berechnet werden:
n = Vcx 1000/ (D x 3.14)
Beispiel: Ein Alu-Werkstück mit Durchmesser 30 mm soll
bearbeitet werden. Die erforderliche Schnittgeschwindigkeit
laut Tabelle beträgt 100 – 180 m/min. Wir rechnen mal mit
132 m/min.
n = 132 x 1000/ (30 x 3.14) = 1400 U/min
Dieses Ergebnis lässt sich auch direkt in der Tabelle auf dem
Räderkasten ablesen.
Spindeldrehzahlen einstellen
Die Spindeldrehzahl lässt sich zum einen über eine Umschaltung des Motors ändern (Stufenschalter 1 Fig. 4). Hierdurch
wird die Drehzahl halbiert bzw. verdoppelt. Zum anderen lässt
sich die Drehzahl über das Riemengetriebe verändern.
1. Maschine am Hauptschalter 2 ausschalten und Räderkasten 3 mit Innensechskantschlüssel öffnen.
2. Klemmschraube 1 (Fig. 5) 1/2 Umdrehung lösen.
3. Mit einem Innensechskantschlüssel 2 die Schraube 3 nach
links drehen. Dadurch wird die Zwischenriemenscheibe 4
entlastet.
4. Nun den Riemen gemäß Fig. 6 wechseln.
5. Mit dem Innensechskantschlüssel 2 die Schraube 3 zum
Spannen des Riemens wieder nach rechts drehen.
6. Innensechskantschlüssel 2 wieder herausnehmen und
Klemmschraube 1 anziehen.
7. Räderkasten 3 (Fig. 4) wieder schließen.
Hinweis:
Es kann vorkommen, dass der Motor nicht immer anläuft, wenn
der Stufenschalter auf der Stufe II steht. In diesem Fall starten
Sie bitte auf Stellung I und schalten dann auf Stellung II.
Drehstahl auswählen
Es gibt verschiedene Arten von Drehstählen. Hier eine kurze
Erläuterung (siehe Fig. 7):
Schruppstähle (1) werden verwendet, um in kurzer Zeit möglichst viel Span abzutragen (ohne Rücksicht auf das Finish der
Werkstückoberfläche).
Schlicht- oder Spitzstähle (2) werden eingesetzt, um eine
saubere Oberfläche zu erzielen.
Rechte (3) bzw. linke Seitenstähle werden zum Längs- und
Plandrehen sowie zum Ausdrehen von scharfen Winkeln in
rechter bzw. linker Bearbeitungsrichtung verwendet.
Abstechstähle (4) werden zum Einstechen von Nuten und
zum Abtrennen von Werkstücken eingesetzt.
Gewindestähle (5) zum Schneiden von Außengewinden.
Innendrehstähle (6) zum Ausdrehen.
Drehstahl in den Stahlhalter einsetzen
Zur Grundausrüstung der PD 400 gehört ein Mehrfachstahlhalter (Fig. 8) bestehend aus Stahlhalterblock 1 und zwei
Stahlhalterelementen 2. Für ein sauberes Drehergebnis ist es
unerlässlich, dass der Drehstahl genau „auf Mitte“ steht und
dass der Drehstahl kurz eingespannt wird, um Vibrationen zu
vermeiden.
1. Drehstahl 3 in Stahlhalterelement 2 einlegen. Die beiden
Schrauben 4 satt anziehen.
2. Stahlhalterelement in Stahlhalterblock 1 einlegen. Höhe des
Drehstahls über Mutter 5 einstellen und mit Mutter 6 kontern. Die Höhe der Schneide hierbei bitte der Körnerspitze
im Reitstock anpassen.
3. Stahlhalterelement mit Schraube 7 klemmen.
Hinweis:
Durch Lösen der Schraube 8 kann der gesamte Halteblock
geschwenkt werden.
Einspannen im Drehfutter
Achtung!
Bitte beachten Sie die beiliegende Betriebsanleitung des
Futterherstellers!
Achtung!
Werden Werkstücke nur im Drehfutter ohne Gegenhalterung
durch den Reitstock gespannt, darf der Überstand nicht
größer sein als der dreifache Durchmesser des Materials
(L = 3 x D), siehe Fig. 9.
Page 10

- 10 -
Arbeitsbeispiel Längsdrehen
Unter Längsdrehen versteht man die Bearbeitung eines zylindrischen Werkstückes parallel zur Drehachse. Im folgenden
Absatz wird für den Anfänger das Arbeiten mit der Drehmaschine anhand des Längsdrehens beispielhaft erläutert:
Spannen Sie ein kurzes Werkstück wie zuvor beschrieben in
das Drehfutter ein (Schlüssel aus dem Futter entfernen!).
Stellen Sie am Riemengetriebe die richtige Drehzahl ein
(Tabelle auf dem Räderkasten und Fig. 6 beachten).
Kuppeln Sie die Leitspindel aus (Leitspindelschalter 2 (Fig.2)
nach links) und kuppeln Sie den Support ein (Hebel 3 (Fig. 3)
nach unten).
Fahren Sie nun mit dem Support von rechts nach links nahe
an das Werkstück heran (Handrad 10 (Fig. 1)).
Vor dem Einschalten der Maschine, durch Drehen des Futters
mit der Hand prüfen, ob das Futter frei läuft.
Maschine einschalten (Drehrichtungsschalter 1 (Fig. 2) nach
rechts).
Stellen Sie durch Verfahren des Planschlittens (Handrad 5
(Fig. 3)) die Schnitttiefe ein. Am Anfang am besten nur eine
Schnitttiefe von 1/10 mm (4 Teilstriche auf der Skala).
Führen Sie durch Drehen des Handrades 10 (Fig. 1) hinten den
Support in Bearbeitungsrichtung. Wenn Sie alles richtig gemacht haben arbeitet die Maschine ruhig und ohne Kraftanstrengung.
Achtung!
Verletzungsgefahr! Beim Drehen immer die Finger fern vom
rotierenden Werkstück halten! Das Werkstück niemals
während des Laufens mit einem Messschieber oder ähnlichem
vermessen! Nicht mit einer Feile oder Schleifpapier das
Werkstück während des Laufens bearbeiten!
Kegeldrehen
Zum Drehen von Kegeln wird der Oberschlitten entsprechend
des gewünschten Winkels verstellt.
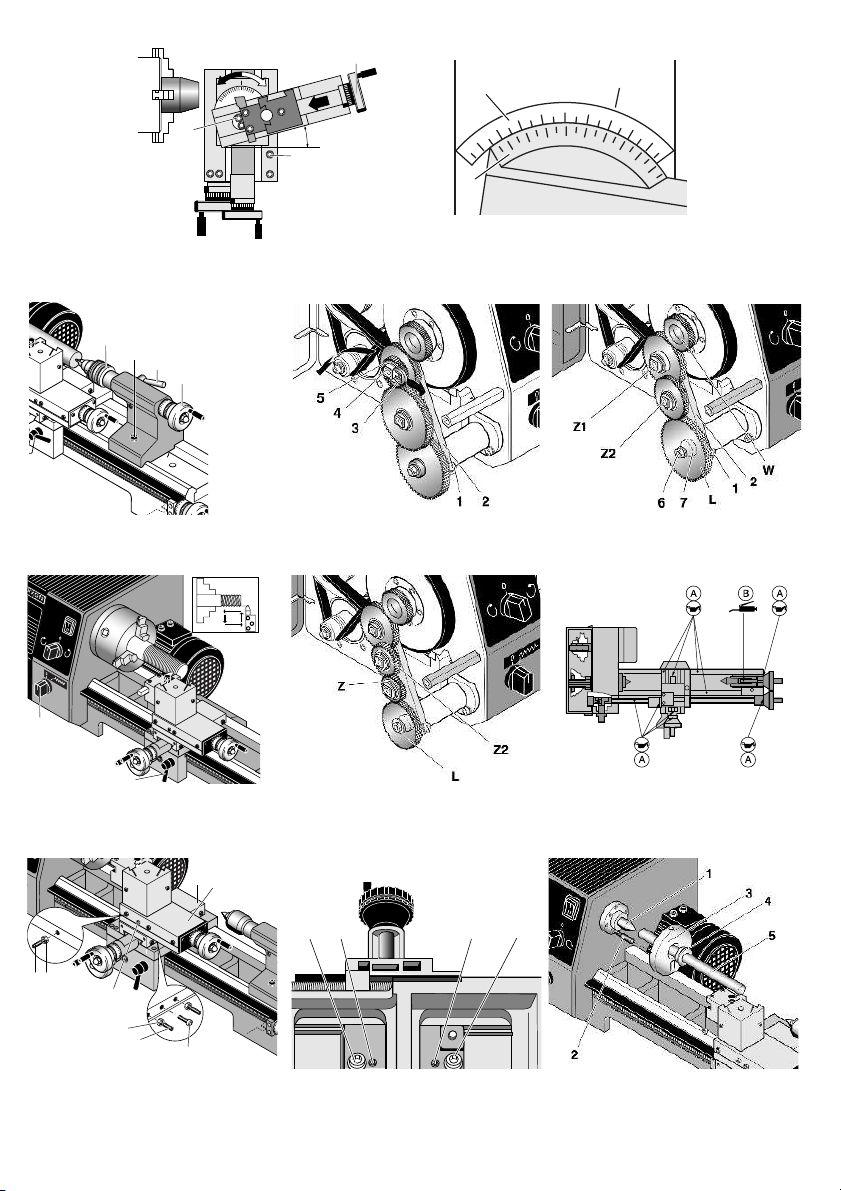
1. Oberschlitten mit Handrad 1 (Fig. 11) nach rechts verschieben.
2. Klemmschrauben 2 lösen.
3. Winkel des Oberschlittens einstellen und Schrauben wieder
festziehen.
Hinweis:
Der Oberschlitten verfügt über eine Nonius-Skala (ähnlich wie
bei einem Messschieber). Auf der äußeren Skala A (Fig. 11a)
sind die Winkel richtig dargestellt. Auf der inneren B sind sie
gestaucht (1 Teilstrich auf der inneren Skala entspricht 4.5°).
Die Ablesung des Winkels in 5° Schritten erfolgt durch
Deckung der Null-Markierung der inneren Skala mit der äußeren. Möchten Sie nun 1°addieren, so muss die "2" der inneren Skala 10°weiter außen mit der äußeren Skala übereinstimmen. Bei 2° muss die "4" 20° weiter außen übereinstimmen
usw. In unserem Beispiel deckt sich die "2" mit der "20°", also
10° weiter außen als der Grundwert 10°. Daraus ergibt sich ein
Winkel von 10°+1°=11°.
4. Support mit Schraube 3 (Fig. 11) klemmen.
5. Der Vorschub erfolgt über das Handrad für Oberschlitten 1.
Hinweis:
Einen genauen Kegel erhält man nur, wenn die Höhe des
Drehmeißels genau auf Mitte eingestellt ist.
Ein- und Abstechen eines Werkstückes
Unter Einstechen versteht man das Herstellen feiner Nuten.
Wird die Nut bis zur Werkstückmitte fortgesetzt, so spricht
man von Abstechen. Stellen Sie die Höhe des Abstechmeißels
unbedingt auf Werkstückmitte ein und spannen Sie den Stahl
so kurz wie möglich ein. Benutzen Sie eine kleine Drehzahl
und schmieren Sie den Stahl nach Möglichkeit mit etwas
Maschinenöl.
Bearbeiten längerer Werkstücke mit Reitstock
und Körnerspitze
Längere Werkstücke (Futter-Überstand größer als der 3-fache
Werkstück-Durchmesser) müssen am rechten Ende durch
Reitstock und mitlaufende Körnerspitze gehalten werden.
Hierzu bringen Sie bitte zunächst auf der rechten Seite eine
Zentrierbohrung an:
1. Rechte Stirnseite vorsichtig plandrehen.
2. Bohrfutter 1 (Fig. 12) im Reitstock einsetzen und
Zentrierbohrer einspannen.
3. Reitstock bis an das Werkstück heranfahren und mit
Klemmschraube 2 fixieren.
4. Maschine einschalten und Zentrierbohrung mittels
Pinolenvorschub (Handrad 4) vornehmen.
Page 11

- 11 -
Jetzt können Sie das Bohrfutter gegen die mitlaufende
Körnerspitze austauschen. Führen Sie die Spitze in die
Zentrierbohrung und stellen Sie vorsichtig soweit zu, bis jegliches Spiel eliminiert ist. Fixieren Sie nun die Pinole mit der
Knebelschraube 3.
Vorschub verändern
Die PD 400 wird standardmäßig mit einem Vorschub von
0.07mm/U ausgeliefert. Um den schnelleren Vorschub einzusetzen (0.14mm/U), muss im Räderkasten das Zahnrad der
Achse Z1 (Pos.5, Fig. 13) mit 20 Zähnen gegen das mit
40 Zähnen vertauscht werden. Hierzu gehen Sie bitte wie folgt
vor:
1. Maschine am Hauptschalter 25 (Fig. 1) ausschalten und
Räderkasten 23 öffnen.
2. Schraube 1 (Fig. 14) leicht lösen und Räderarm 2 nach
unten kippen.
3. Clip 3 (Fig. 13) entfernen.
4. Achse 4 am Vierkant 1/2 Umdrehung lösen. Das Zahnrad 5
mit 20 Zähnen gegen eines mit 40 Zähnen austauschen.
Hinweis:
Beim Wechseln der Zahnräder grundsätzlich einen Streifen
Zeitungspapier vor dem Festziehen der Achsen zwischen die
Zahnflanken legen. Die Dicke des Papierstreifens entspricht in
etwa dem unbedingt erforderlichen Zahnflankenspiel.
5. Achse wieder festziehen, Clip aufstecken, Räderarm hochklappen und Schraube 1 (Fig. 14) wieder festziehen.
Wechselräder für Gewindeschneiden montieren
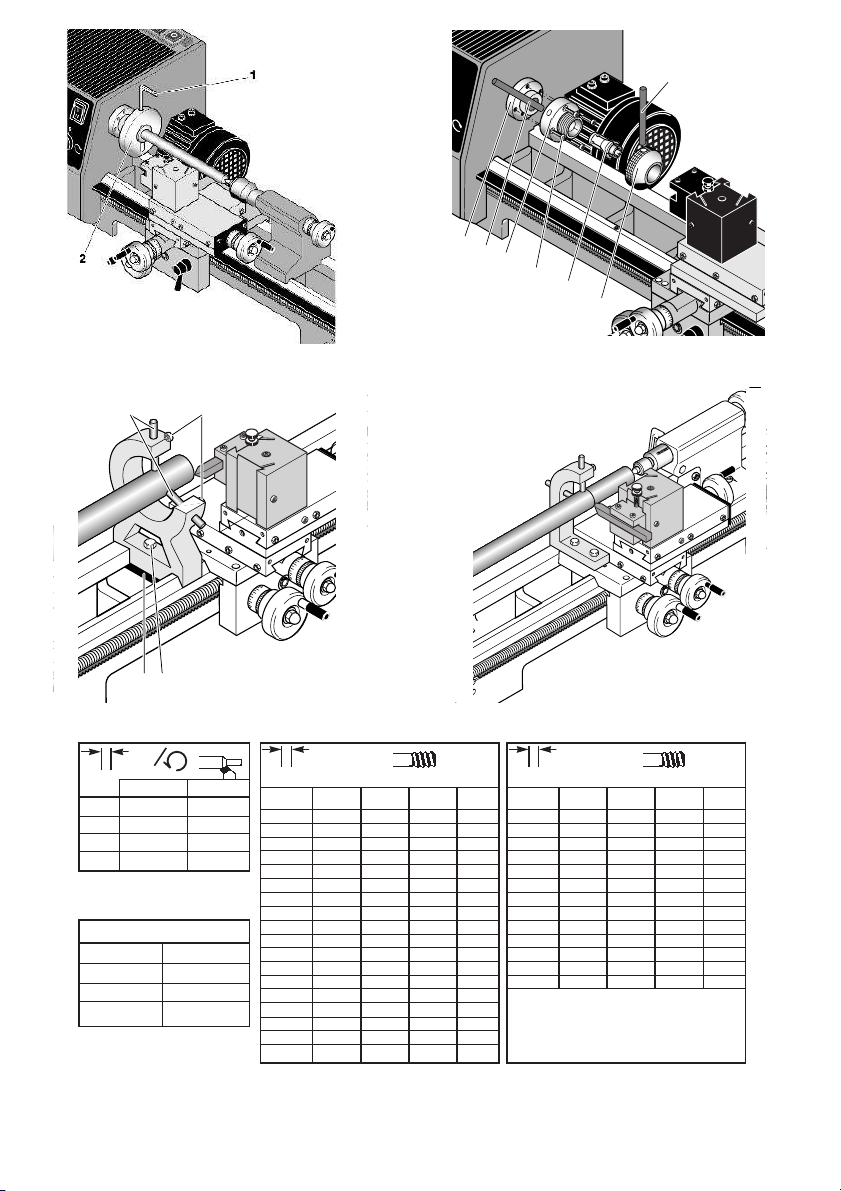
Mit der PD 400 können 19 verschiedene metrische Gewinde
(siehe Tabelle im Räderkasten und Fig. 25) und zöllige
Gewinde von 10 bis 48 Gang gedreht werden. Zum Einstellen
der Gewindesteigungen müssen die Wechselräder entsprechend vertauscht werden. In Figur 14 sind die Wechselräder
für eine Gewindesteigung von 1mm montiert.
Die Tabelle im Räderkasten zeigt uns an: w = 30, Z1 = -/50,
Z2 = 40/30, L = 60/-. w bezeichnet das Zahnrad auf der
Hauptspindel. Es ist mit einem Gewindestift auf der
Hauptspindel fixiert. Z1 und Z2 sind die beiden Achsen der
Zwischenräder. Die vordere Zahl bezeichnet immer das uns
zugewandte Rad der Achse, die hintere Zahl das hintere Rad.
Auf der Achse Z2 wird also zuerst das hintere Rad mit 30
Zähnen aufgeschoben und anschließend das vordere Rad mit
40 Zähnen. Auf der Achse Z1, zuerst das hintere Rad mit
50 Zähnen und anschließend ein Zwischenring.
L bezeichnet das Rad auf der Leitspindel. Zum Wechseln dieses Rades muss die Mutter 6 gelöst werden. Die Ausgleichscheibe 7 hat genau die Breite eines Zahnrades, und muss
jeweils vor oder hinter dem Rad montiert werden.
Gewindeschneiden mit dem Drehstahl
Hinweis:
Für folgende Arbeiten muss das Werkstück fertig bearbeitet
sein und den richtigen Gewindeaußendurchmesser aufweisen.
Es empfiehlt sich, am Gewindeanfang eine Fase anzudrehen
und am Gewindeausgang eine kleine Nut einzustechen. Der
Gewindestahl muss genau im Winkel von 90° eingespannt
werden.
Achtung!
Beim Gewindeschneiden immer mit kleinster Drehzahl (80/min)
arbeiten, da ansonsten der Vorschub zu schnell erfolgt
(Verletzungsgefahr!).
1. Drehstahl in Ausgangsposition bringen.
2. Leitspindel einkuppeln (Leitspindelschalter 1 (Fig. 15) nach
rechts drehen).
3. Maschine einschalten.
4. Drehstahl mittels Planschlitten leicht zustellen.
5. Support einkuppeln (Hebel 2 nach unten).
6. Nach Erreichen der gewünschten Gewindelänge Planschlitten zurückfahren und Maschine am Drehrichtungsschalter ausschalten.
7. Warten bis das Futter steht. Drehrichtungsschalter nach
links um Support zurückzufahren.
8. Den Drehstahl neu zustellen und den Vorgang wiederholen,
bis die erforderliche Gewindetiefe erreicht ist.
Hinweis:
Bei dem gesamten Vorgang dürfen Support und Leitspindel
zwischendurch nicht ausgekuppelt werden, da sich ansonsten
die Steigung des Gewindes verschiebt!
Um die Qualität des Gewindes zu verbessern, wird der Oberschlitten mit einbezogen. Die Zustellung des Gewindestahles
erfolgt wie vorher beschrieben mit dem Planschlitten. Der
Oberschlitten wird dabei jedoch jeweils um 0,025 mm
(1 Teilstrich) einmal nach links und dann nach rechts verstellt.
Der Span wird also immer nur von einer Seite abgehoben.
Erst beim Erreichen der vollen Gewindetiefe wird zum Schluss
noch einmal durch geringes Zustellen voll eingeschnitten.
Schneiden von Linksgewinde
Zum Schneiden von Linksgewinden muss eine zusätzliche
Achse mit einem Zwischenzahnrad Z (Fig. 16) zwischen Z2
und dem Leitspindelrad L eingebaut werden. Dadurch wird die
Drehrichtung der Leitspindel umgekehrt. Die Zähnenzahl des
Rades spielt dabei keine Rolle. Der Support läuft bei rechtsdrehendem Futter von links nach rechts. Das Gewinde muss
also auch von links nach rechts hergestellt werden.
Page 12
- 12 -
Wartung
Achtung!
Vor allen Wartungs- und Reinigungsarbeiten Maschine am
Hauptschalter ausschalten. Keine Pressluft zur Reinigung
benutzen, da ansonsten Späne in die Führungen gelangen
können.
Allgemein
Nach der Benutzung Maschine von allen Spänen mit einem
Pinsel oder Handfeger gründlich reinigen.
Alle Teile gemäß Schmierplan (Fig. 17) fetten bzw. ölen. Beim
Ölen der Laufflächen die Schlitten mehrmals von Hand hin
und herfahren, damit Öl in die Führungen gelangt.
A = Ölen/Schmieren vor jeder Benutzung
B = Ölen Schmieren monatlich
Bitte auch die Flanscheinheit der Leitspindel im Räderkasten
durch die vorgesehene Bohrung ölen.
Spiel der Führungen einstellen
Auch wenn die Führungen regelmäßig geölt werden, lässt es
sich nicht vermeiden, dass die Führungen nach einiger Zeit
Spiel aufweisen.
1. Kontermuttern 1 (Fig. 18) der Einstellschrauben für den
Oberschlitten 2 lösen, alle Einstellschrauben 3 gleichmäßig
hineindrehen bis das Spiel beseitigt ist und Kontermuttern
wieder anziehen.
2. Denselben Vorgang beim Planschlitten 4 wiederholen.
Hinweis:
Mit Hilfe der Schraube 5 lässt sich die Führung klemmen.
3. Die Maschine auf den Kopf drehen und Gewindestift 1
(Fig. 19) ein wenig herausdrehen.
4. Klemmschrauben 2 wieder leicht anziehen, um das Spiel zu
verringern.
5. Prüfen, ob sich der Support noch leichtgängig verschieben
lässt. Läuft der Support zu schwergängig, das Spiel wieder
etwas vergrößern.
Hauptspindel
Die Lagerung der Spindel durch 2 Kegelrollenlager ist mindestens 6000 Stunden bei minimaler Drehzahl und 1800 Stunden
bei maximaler Drehzahl wartungsfrei. Sollte nach Ablauf dieser
Zeit ein geringes Spiel vorhanden sein, so können die Lager
durch einen Fachmann nachgestellt werden.
Sollbruchstelle der Leitspindel
Beim Festfahren oder sonstiger Überlastung kann der
Scherstift (Siehe Explosionszeichnung Seite 88, Pos. 81) in
der Flanscheinheit (Pos. 71) brechen. Dieser ist als
Sollbruchstelle ausgelegt und muss dann ersetzt werden
(Scherstift ist als Ersatzteil über uns zu beziehen). Dazu müssen die Wechselräder abgenommen werden und die Reste
des zerstörten Scherstiftes mit einem geeigneten Werkzeug
(Dorn o.ä.) aus der Leitspindel sowie der aufgesetzten Hülse
(Pos. 82) ausgetrieben werden. Beim Eintreiben des neuen
Scherstiftes ist zu beachten, dass dieser nicht heraussteht,
sondern bündig sitzt, da sonst das Zahnrad nicht problemlos
wieder aufgesetzt werden kann. So ist auch zu gewährleisten,
dass der Stift nur halbseitig sitzt, d. h. dass er nur auf einer
Seite auf Scherung beansprucht wird
Entsorgung:
Bitte entsorgen Sie das Gerät nicht über den Hausmüll! Das
Gerät enthält Wertstoffe, die recycelt werden können. Bei
Fragen dazu wenden Sie sich bitte an Ihre lokalen Entsorgungsunternehmen oder andere entsprechenden kommunalen
Einrichtungen.
Zubehör für Drehmaschine PD 400
Hinweis:
Die folgenden Zubehörteile gehören nicht zum Lieferumfang.
Achtung!
Vor der Montage des Zubehörs Maschine am Hauptschalter
ausschalten.
Spitzendreheinrichtung
Spitzendreheinrichtung montieren:
Hinweis:
Längere Werkstücke werden zwischen den Zentrierspitzen von
Hauptspindel und Reitstock gespannt. Das Werkstück muss
an beiden Stirnflächen je eine Zentrierbohrung besitzen.
Ein genau zylindrisches Werkstück erhält man nur, wenn die
Spitzen in waagerechter und horizontaler Position fluchten.
1. Drei Befestigungsschrauben des Dreibackenfutters herausdrehen und Futter abnehmen.
2. Die Passung für die Mitnehmerscheibe 3 (Fig. 20), die
Körnerspitze 1 und deren Passung in der Hauptspindel
gründlich reinigen.
3. Die Körnerspitze 1 in die Passung der Hauptspindel einsetzen. Die zweite Körnerspitze in den Reitstock einsetzen.
4. Adapter 4 in die Mitnehmerscheibe 3 einsetzen und
Gewindestift leicht anziehen. Beides über das Werkstück 5
schieben. Mitnehmer 2 in den Spindelflansch einschrauben.
5. Werkstück zwischen den Spitzen aufspannen.
Mitnehmerscheibe 2 (Fig. 21) über den Mitnehmer schieben
und mit Inbusschlüssel 1 am Werkstück fixieren.
Achtung!
Bei Benutzung einer festen Körnerspitze im Reitstock ist laufendes Ölen der Spitze und Zentrierbohrung notwendig um ein
Ausglühen zu vermeiden.
Körnerspitze entfernen:
6. Einen passenden Stab aus Aluminium oder Messing von
links nach rechts durch die Hauptspindel führen.
7. Die Körnerspitze festhalten und mit leichtem Schlag auf den
Stab die Körnerspitze lösen.
Page 13

- 13 -
4-Backen-Futter mit einzeln verstellbaren
Backen
Hinweis:
Durch die Möglichkeit, die Backen einzeln zu verstellen,
können runde, ovale, viereckige und auch irregulär geformte
Werkstücke gespannt werden. Das Spannen kann zentrisch
oder auch exzentrisch erfolgen. Im Gegensatz zum Dreibackenfutter muss die Zentrierung des Werkstückes hier
manuell vorgenommen werden.
1. Das Dreibackenfutter abbauen und das Vierbackenfutter
montieren.
2. Die vier Backen öffnen, die Auflageflächen reinigen und das
Werkstück nach Augenmaß nur leicht einspannen.
3. Den Support mit Drehstahl auf die Planfläche des
Werkstückes fahren.
4. Das Futter mit der Hand drehen, um Abweichungen von der
Symmetrie festzustellen.
5. Eine Justierung durch Öffnen eines Backens und Nachstellen des gegenüberliegenden Backens durchführen.
6. Alle vier Backen gleichmäßig über Kreuz festziehen.
Achtung!
In normaler Position der Spannbacken dürfen nur Werkstücke
mit maximal 55 mm Kantenlänge gespannt werden. In umgekehrter Position maximal 100 mm. Größere Werkstücke werden nicht sicher gehalten. Unfallgefahr!
4-Backen-Futter (zentrisch spannend)
Backen nicht einzeln verstellbar (automatisch zentrierend).
Futter Ø 100 mm. Max. Spannbereich 83 mm. Größere
Werkstücke werden nicht sicher gehalten. Unfallgefahr.
Spannzangeneinrichtung und Spannzangen
Hinweis:
Die Spannzangeneinrichtung eignet sich besonders zum Bearbeiten von Rundteilen mit hoher Präzision. Die Rundlaufgenauigkeit ist hierbei wesentlich höher als beim Arbeiten mit
einem Backenfutter.
1. Drei Befestigungsschrauben des Dreibackenfutters herausdrehen und Futter abnehmen.
2. Die Passung für die Spannzangenaufnahme 2 (Fig. 22) und
die Passung in der Hauptspindel 1 reinigen.
3. Die Spannzangenaufnahme 2 mit Hilfe von vier
Befestigungsschrauben 3 montieren.
Achtung!
Immer nur die exakt zum Werkstück passende Spannzange
verwenden. Zangen mit zu großem Durchmesser werden zerstört.
4. Die Spannzange 6 einsetzen und Überwurfmutter 5 nur
leicht aufschrauben.
Achtung!
Die Überwurfmutter niemals festziehen, wenn kein Werkstück
eingesetzt wurde. Die Stifte 4 zum Festziehen der Überwurfmutter 5 nach dem Festziehen sofort entfernen.
5. Das passende Werkstück in die Spannzange einführen und
Überwurfmutter 5 mit Hilfe der Stahlstifte 4 festziehen.
Feststehende Lünette
Die Lünette eignet sich besonders zum Ausdrehen von längeren Werkstücken mit Durchmessern bis zu 50 mm.
1. Die Befestigungsschraube 4 (Fig. 23) lösen und Halteplatte
3 querstellen.
2. Die Lünette auf die Bettführung stellen und in gewünschte
Position stellen.
3. Die Halteplatte 3 parallel zum Sockel der Lünette einschwenken und Befestigungsschraube 4 festziehen.
4. Alle Klemmschrauben 1 lösen und die einzelnen
Haltebacken 2 an das Werkstück heranfahren.
Achtung!
Die Backen 2 dürfen das Werkstück nur berühren, jedoch
nicht klemmen. Es besteht sonst die Gefahr, dass die
Werkstückoberfläche zerkratzt und der Motor überlastet
wird.
Falls das Werkstück an der Abstützstelle nicht rund und glatt
ist, muss es vorher abgedreht werden. Backen und Werkstück
müssen beim Drehen laufend geölt werden.
5. Prüfen, dass das Werkstück spielfrei in der Lünette gelagert
ist und Klemmschrauben 1 wieder anziehen.
Mitlauf-Lünette
Montage gleich wie bei der feststehenden Lünette, nur wird
die Lünette hier am Support befestigt (Fig. 24).
Planscheibe mit Spannpratzen
Wird anstelle des Drehfutters montiert. Ideal zum Spannen
größerer und asymmetrisch geformter Werkstücke. Ø 150 mm.
2 durchgehende T-Nuten. Inkl. Spannpratzen.
EG-Konformitätserklärung
Wir erklären in alleiniger Verantwortung, dass dieses Produkt
die Bestimmungen folgender EG-Richtlinien erfüllt:
EU-Niederspannungsrichtlinie 73/23/EWG
93/68/EWG
Angewandte Normen: DIN EN 61029-1/12.2003
EU-EMV-Richtlinie 89/336/EWG
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
EU-Maschinenrichtlinie 98/37/EWG
Angewandte Normen: DIN EN 61029-1/12.2003
Dipl.-Ing. Jörg Wagner
01.02.2005
PROXXON S.A.
Geschäftsbereich Gerätesicherheit
Page 14
- 14 -
Foreword
Dear Customer,
With the PROXXON PD 400 lathe, you own a carefully constructed machine made by specialists for whom precision has
become a tradition. This machine is highly versatile in its
applications. In addition, please see the well-designed
accessories programme.
To use the machine correctly, it is essential that you carefully
read and observe these instructions. This applies not only to
beginners, but also to professionals. Please also carefully read
the chapter on maintenance. If used carefully and maintained
properly (including regular oiling), the machine will deliver precise results over a long service life.
We hope that you enjoy reading the instructions and your first
turning attempts with the PD 400.
We reserve the right to make modifications in the interest of
technical progress.
Contents
Page
Safety regulations (see enclosed booklet)
Key 14
Description of the machine and scope of delivery 15
Technical data 15
Installation and setting up 15
Operation 15
1. Switching on the machine 16
2. Quick adjustment of the support 16
3. Switching on the automatic feed 16
4. Moving the turning tool (longitudinal
and lateral turning) 16
5. Determining the correct spindle speed 17
6. Setting the spindle speeds 17
7. Selecting the turning tool 17
8. Inserting the turning tool in the tool holder 17
9. Clamping in the chuck 17
10. Example of longitudinal turning 18
11. Taper turning 18
12. Grooving and parting off a workpiece 18
13. Machining longer work pieces with
tailstock and centre 18
14. Changing the feed 19
15. Fitting change gears for thread cutting 19
16. Thread cutting with the turning tool 19
17. Cutting left-hand threads 19
Maintenance
18. General 20
19. Setting the guide play 20
20. Main spindle 20
21. Predetermined breaking point of the leadscrew 20
22. Disposal 20
Accessories for Lathe PD 400 20
21. Centre turning attachment 20
22. 4-jaw chuck with individually adjustable jaws 21
23. 4-jaw chuck (concentrically clamping) 21
24. Collet chuck unit and collet chucks 21
25. Fixed steady rest 21
26. Travelling steady rest 21
27. Faceplate with clamps 21
Spare parts list 86
Key (Fig. 1):
1. Main spindle
2. Lathe chuck
3. Multiple tool holder with tool holder element
4. Rotating centre
5. Flange surface for milling unit PF 400 (optional)
6. Sleeve
7. Clamp screw for sleeve
8. Tailstock
9. Sleeve adjusting handwheel
10. Handwheel for leadscrew
11. Clamp screw for tailstock
12. Holes for tabletop mounting
13. Leadscrew
14. Adjusting handwheel for top slide
15. Top slide
16. Support
17. Cross-slide
18. Adjusting handwheel for cross-slide
19. Lock box
20. Engaging lever for leadscrew nut
21. Handwheel for quick adjustment
22. Leadscrew switch
23. Gearbox
24. Direction switch for anti-clockwise rotation - stop - clockwise rotation
25. Main switch
26. Function display
27. Stepper switch for speed adjustment
28. Allen key
29. Open-ended spanner
30. Lathe chuck spanner
31. Toothed chuck
32. Change gear set
33. Tool holder element
GB
Page 15
- 15 -
Description of the machine and scope
of delivery
The PROXXON PD 400 lathe is an extendable system
characterised by:
– rugged, ribbed lathe bed with prismatic guide
– 6 spindle speeds (switch for 2 motor speeds and
3 additional gears)
– Quick adjustment of the support by easy-to-use crank
– Automatic feed
The scope of delivery includes:
– Precision triple-jaw chuck (100 mm diameter)
– Rotating centre
– Toothed chuck (for up to 10 mm)
– Change gear set for two feed speeds (0.07mm/rev. and
0.14mm/rev.), 19 metric thread pitches and also inch
thread pitches from 10 to 48 threads.
– Auxiliary tools
– Multiple tool holder with 2 tool holder elements
– Left-hand thread cutting device
– Chuck guard
–
Two spare shear pins
Technical data:
Machine
Centre height 85 mm
Centre distance 400 mm
Max. workpiece diameter
above support 116 mm
Spindle aperture 20.5 mm
Main spindle, chuck side MK3
Spindle speeds Stage I 80 rpm; 330 rpm;
1400 rpm
Stage II: 160 rpm; 660 rpm;
2800 rpm
Lathe chuck Inner jaws 3-33 mm
Outer jaws 32-83 mm
Refer to the instructions for information on the chuck.
Automatic feed 0.07 or 0.14 mm/rev.
Thread pitches see table in gearbox
Tailstock sleeve stroke 30 mm/MK 2
Tool holder 10 x 10 mm
Dimensions 900x400x300 mm (LxWxH)
Weight 45 kg
Noise ≤ 70 dB (A)
For use in dry environments only
Please do not dispose off the machine!
Motor
Voltage 220-240 volts, 50/60 Hz
Stage I Stage II
Speed 1400 rpm 2800 rpm
Output power 0.25 kW 0.55 kW
Consumption 2.1 A 3.9 A
Installation and setting up:
Note:
The machine must mot be lifted by the gearbox 23 (Fig. 1) or
by the cover cap of the motor when transporting. The plastic
caps could break.
The supporting surface must be flat and sufficiently strong to
absorb the vibration generated during work. The machine
must be fastened to the surface using the holes 12 (Fig. 1)
provided for this purpose. Ensure that the power cable is
outside the danger zone.
Mount the lathe chuck 2 (Fig. 1) on the main spindle with the
3 screws. Ensure that the chuck seating is free of dust.
Refer to the separately enclosed clamping chuck instructions
for information on using the chuck.
All polished metal parts are supplied with a corrosion protection coating. This is not intended as a lubricant, but as a preservative only. It must be rinsed off, e.g. with petroleum, before the machine is used. All guides must be checked and
adjusted if necessary. (See also Chapter „Maintenance”.)
The polished guides and spindles must then be well lubricated
with a suitable machine oil. The chuck guard can then be
mounted.
Note:
Do not oil the any part of the mechanical drive mechanism (belt
pulleys, belts, gearwheels). If there is any excessive noise,
however, it could be advisable to apply a light coat of Molykote
grease to the gearwheels.
Operating:
Attention!
Before turning on the machine, check that the screws of chuck
2 (Fig. 1) are tightened properly, that the chuck key has been
removed, and that support 16 (Fig. 1) is at a safe distance from
the chuck.
Attention!
Practice without a workpiece clamped in the chuck first. Be sure
to ensure that the turning jaws are tightened securely since they
could be loosened by centrifugal force if there is no resistance.
Practice first by running the machine at low speeds.
Please note that the turning chuck has been oiled slightly and
could throw off oil when run for the first time.
Attention!
Please note that due to the motor design, the motor could
become very hot if allowed to idle for an extended length of
time. Although this does not indicate that the motor is defective,
it is advisable nevertheless to avoid situations of this kind by not
allowing the motor to idle unnecessarily.
Page 16

- 16 -
Switching on the machine
1. Set direction switch 1 (Fig. 2) to "0".
2. Disengage the leadscrew (turn leadscrew switch 2 to the
left).
3. Set a low speed (stepper switch 3 to I).
4. Switch on the machine at the main switch 4. The function
display 5 now lights.
5. Turn the direction switch to the right. The lathe chuck now
rotates in the working direction.
Quick adjustment of the support
The support can be quickly moved via handwheel 1 (Fig. 3).
For this purpose, the support must first be disengaged.
Important
Loosen clamping screw 2 by half a turn beforehand.
1. Push lever 3 upwards.
2. Adjust the support by turning handwheel 1
(1 revolution = 10.5 mm)
Switching on the automatic feed
1. Set machine to "0" at direction switch 1 (Fig. 2)
2. Disengage support (push lever 3 (Fig. 3) upwards).
3. Ensure that handwheel 10 (Fig. 1) moves freely because it
moves the leadscrew when engaged.
4. Engage leadscrew (turn leadscrew switch 2 (Fig. 2) to the
right).
5. Switch machine on by setting direction switch to the right.
The leadscrew and the handwheel now also turn.
Important
The automatic feed is not equipped with an automatic cut-off.
Ensure that you disengage the support before it runs against
the lathe chuck.
6. Engage support (push lever 3 (Fig. 3) downwards). The support now moves in the working direction.
Note
When working, always operate the automatic feed via lever 3
(Fig. 3) only. Only operate the leadscrew switch 2 (Fig. 2) when
the machine is stopped.
Moving the turning tool
(longitudinal turning and lateral turning)
Apart from the quick adjustment of the support and the automatic feed, the turning tool can be moved in 3 different ways.
A. Movement with the leadscrew (longitudinal turning)
1. Disengage leadscrew (turn leadscrew switch 2 (Fig. 2) to
the left).
2. Engage support (push lever 3 (Fig. 3) downwards).
3. Move support using the handwheel 10 (Fig. 1).
1 turn = 1.5 mm
B. Movement of the top slide (longitudinal turning)
1. If required, clamp the support (tighten screw 2 (Fig. 3)).
2. Move top slide with handwheel 4.
1 turn = 1.0 mm.
C. Moving the cross-slide (face turning)
1. If required, clamp the support (tighten screw 2).
2. Move cross-slide with handwheel 5.
1 turn = 1 mm feed = 2 mm change in diameter.
Page 17

- 17 -
Determining the correct spindle speed
The choice of the correct cutting speed is a decisive factor in
obtaining good results. In the case of longitudinal turning, this
is the peripheral speed of the workpiece. The table on the
gearbox of the machine provides directions for the choice of
the correct cutting speed.
When the cutting speed “Vc” and the workpiece diameter “D”
are known, the required spindle speed „n„ can be calculated
as follows:
n = Vcx 1000/ (D x 3.14)
Example: An aluminium workpiece with a diameter of 30 mm
is to be turned. The required cutting speed according to the
table is 100 – 180 m/min. Thus: 132 m/min.
n = 132 x 1000/ (30 x 3.14) = 1400 rpm
This result can also be read directly from the table on the
gearbox.
Setting the spindle speeds
One way of changing the spindle speed is by switching the
motor speed (stepper switch 1, Fig. 4). This halves or doubles
the speed. Another way of changing the speed is by changing
the belt transmission.
1. Switch off the machine at the main switch 2 and open gearbox 3 with the Allen key.
2. Loosen clamping screw 1 (Fig. 5) by half a turn.
3. Turn screw 3 anti-clockwise using Allen key 2. This releases
the intermediate belt pulley 4.
4. Then change the belts as shown in Fig. 6.
5. Remove Allen key 2 and tighten clamping screw 1.
6. Close gearbox 3 (Fig. 4).
Note:
It is possible that the motor will not always start when the
multiple contact switch is set to stage II. In this case, start by
setting the switch to I first and then to stage II.
Selecting the turning tool
There are several different types of turning tool. There follows
a brief explanation (see Fig. 7):
Roughing tools (1) are used to cut away as much material as
possible in a short time (without regard to the finish of the surface of the workpiece).
Smoothing tools or thread chasers (2) are used to achieve a
smooth surface.
Right (3) and left side tools are used for longitudinal and face
turning and to turn out acute angles in a right or left hand
working direction.
Part-off tools (4) are used to start grooves and to cut off
workpieces.
Threading tools (5) to cut external threads.
Internal turning tools (6) are used for turning out.
Inserting the turning tool in the tool holder
The basic equipment of the PD 400 includes a multiple tool
holder (Fig. 8) consisting of tool holder block 1 and two tool
holder elements 2. For good working results, it is essential for
the tool to be set precisely to „the middle„ and that the turning tool is held short to prevent vibration.
1. Place turning tool 3 in tool holder element 2. Tighten the
two screws 4 securely.
2. Place tool holder element in tool holder block 1. Adjust the
height of the turning tool via nut 5 and lock via nut 6. Adjust
the height of the blade to that of the centrepoint of the tailstock.
3. Clamp tool holder element with screw 7.
Note:
The entire holder block can be swivelled by loosening screw 8.
Clamping in the chuck
Attention!
Follow the instructions in the enclosed operator's manual
provided by the manufacturer of the chuck.
Important
If workpieces are only clamped in the lathe chuck without
support by the tailstock, the projection must not be greater
than three times the diameter of the material
(L = 3 x D), see Fig. 9.
Page 18
- 18 -
Example of longitudinal turning
Longitudinal turning designates the turning of a cylindrical
workpiece parallel to the turning axis. The following paragraph
explains work with the lathe to the beginner using the example of longitudinal turning.
Clamp a short workpiece in the lathe chuck as described
above (remove the key from the chuck).
Set the belt transmission to the correct speed (note table on
gearbox and Fig. 6).
Disengage the leadscrew (leadscrew switch 2 (Fig. 2) to left)
and engage the support (lever 3 (Fig. 3) downwards).
Now move the support from the right to the left close to the
workpiece (handwheel 10 (Fig. 1)).
Before switching on the machine, check that the chuck moves
freely by twisting the chuck by hand.
Switch on the machine (direction switch 1 (Fig. 2) to right).
Set the cutting depth by moving the cross-slide (handwheel 5
(Fig. 3)). It is best to start with a cutting depth of 1/10 mm
(4 graduations on the scale).
Now move the support in the working direction by turning the
handwheel 10 (Fig. 1) at the rear. If all settings are correct, the
machine works smoothly and without excessive loading.
Important
Risk of injury. When turning, always keep your fingers away
from the rotating workpiece. Never measure the workpiece
with a calliper gauge or a similar tool when the machine is
running. Do not apply a file or emery cloth to the workpiece
when the machine is running.
Taper turning
To turn tapers, the top slide is adjusted according to the desired angle.
1. Move top slide to the right with handwheel 1 (Fig. 11).
2. Loosen clamping screws 2.
3. Adjust the angle of the top slide and re-tighten the screws.
Note:
The top slide is equipped with a vernier scale (similar to a calliper gauge). The correct angles are indicated on the outer
scale A (Fig. 11a). On the inner scale B, they are compressed
(1 graduation on the inner scale corresponds to 4.5°). The
angle can be read in 5° stages by aligning the zero mark of
the inner scale with the outer scale. If you wish to add 1°, the
“2” on the inner scale must be aligned 10° further outwards
on the outer scale. For 2°, the “4” must be aligned 20° further
outwards etc. In this example, the “2” is aligned with the “20”,
or 10° further outwards than the basic value of 10°. This produces an angle of 10°+1°=11°.
4. Clamp support with screw 3 (Fig. 11).
5. The feed is advanced via the handwheel of top slide 1.
Note:
A precise taper is only achieved when the height of the
turning tool is adjusted exactly to the centre position.
Grooving and parting off a workpiece
Grooving designates the production of fine grooves. If the
groove is continued to the middle of the workpiece, this is called parting off. Ensure that the height of the parting-off tool is
adjusted to the centre of the workpiece and clamp the tool as
short as possible. Use a small turning tool and lubricate the
tool with a little machine oil if possible.
Machining longer work pieces with tailstock and
centre
Longer workpieces (chuck projection greater than 3 times the
workpiece diameter) must be held at the right hand end by the
tailstock and the travelling centrepoint. For this purpose,
provide a centrebore on the right hand face:
1. Turn the face of the right hand end carefully.
2. Insert chuck 1 (Fig. 12) in the tailstock and clamp a centring
bit.
3. Move the tailstock to the workpiece and fasten with clamping screw 2.
4. Switch on the machine and make the centrebore using the
sleeve feed (handwheel 4).
Page 19
- 19 -
You can then replace the chuck with the travelling centrepoint.
Guide the point into the centrebore and close down carefully
until any play is eliminated. Then fasten the sleeve with tommy
screw 3.
Changing the feed
In the standard version, the PD 400 is supplied with a feed of
0.07 mm/rev. To use a faster feed (0.14 mm/rev.), the gearwheel of shaft Z1 (5, Fig. 13) with 20 teeth must be replaced
by the gearwheel with 40 teeth in the gearbox. For this purpose, please proceed as follows:
1. Switch off the machine at the main switch 25 (Fig. 1) and
open the gearbox 23.
2. Loosen screw 1 (Fig. 14) slightly and tilt wheel arm 2 downwards.
3. Remove clip 3 (Fig. 13).
4. Loosen shaft 4 at the square section by half a turn. Replace
the gearwheel 5 with 20 teeth by one with 40 teeth.
Note:
When changing the gearwheels, always place a strip of newspaper between the tooth flanks before tightening the shafts.
The thickness of the paper strip should correspond to the
required tooth flank play.
5. Re-tighten the shaft, push on the clip, fold up the wheel
arm and re-tighten screw 1 (Fig. 14).
Fitting change gears for thread cutting
With the PD 400, it is possible to turn 19 different metric
threads (see table in the gearbox and Fig. 25) and inch
threads from 10 to 48 threads. To adjust the thread pitches,
the change gears must be exchanged correspondingly.
The change gears for a thread pitch of 1 mm are installed in
Fig. 14.
The table in the gearbox shows: w = 30, Z1 = -/50,
Z2 = 40/30, L = 60/-. w designates the gearwheel on the main
spindle. It is fastened to the main spindle by a stud. Z1 and
Z2 are the two shafts of the intermediate gears. The first
number always designates the front gear of the shaft, the last
number the rear gear. The rear gear with 30 teeth is therefore
firstly pushed onto the shaft Z2 and then the front gear with
40 teeth. On shaft Z1, first install the rear gear with 50 teeth
and then an intermediate ring.
L designates the gear on the leadscrew. Nut 6 must be loosened to change this gear. The compensating disc 7 has exactly
the width of a gearwheel and must be mounted in front of or
behind the gear.
Thread cutting with the turning tool
Note:
For the following operations, the work piece must be machined completely and have the correct thread outer diameter.
It is advisable to turn a chamfer at the beginning of the thread
and to turn a small groove at the end of the thread. The
thread turning tool must be clamped at an angle of exactly
90°.
Important
When cutting threads, always work at the lowest speed
(80 rpm) because otherwise the feed is too fast (risk of injury).
1. Set the turning tool to the starting position.
2. Engage leadscrew (turn leadscrew switch 1 (Fig. 15) to the
right).
3. Switch on the machine.
4. Advance the turning tool slightly by means of the crossslide.
5. Engage the support (lever 2 downwards).
6. When the desired thread length has been reached, retract
the cross-slide and switch off the machine at the direction
switch.
7. Wait until the chuck has stopped. Turn the direction switch
to left to return the support.
8. Advance the turning tool again and repeat the procedure
until the required thread depth is reached.
Note:
During the entire procedure, the support and the leadscrew
must not be disengaged as this shifts the pitch of the thread.
The top slide is used to improve the quality of the thread.
Advancing the thread tool is performed using the cross-slide
as described above. For this purpose, the top slide is adjusted by 0.025 mm (1 graduation) to the left and then to the
right. The cuttings are thus only removed from one side.
Once the full thread depth has been reached, a final full cut is
made by advancing slightly.
Cutting left-hand threads
To cut left hand threads, an additional shaft must be installed
with an intermediate gearwheel Z (Fig. 16) between Z2 and
the leadscrew, gear L. Thus, the turning direction of the leadscrew is reversed. The number of teeth of the gear is irrelevant. The support runs from right to left when the chuck is
turning clockwise. The thread must therefore be made from
left to right.
Page 20
- 20 -
Maintenance
Important
Before conducting maintenance or cleaning work, switch off
the machine at the main switch. Do not use compressed air
for cleaning as this can cause cuttings to enter the guides.
General
After use, thoroughly clean all cuttings from the machine using
a paintbrush or hand brush.
Grease or oil all parts according to the lubrication plan
(Fig. 17). When oiling the contact surfaces, move the slide
backwards and forwards several times by hand so that oil enters the guides.
A = oil / lubricate each time before use
B = oil / lubricate once a month
Also oil the flange unit of the leadscrew in the gearbox
through the hole provided for this purpose.
Setting the guide play
Regular lubrication of the guides does not prevent evidence of
play in the guides after a certain amount of time.
1. Release adjustment screw lock nuts 1 (Fig. 18) for the top
slide 2, screw in all adjustment screws 3 evenly until play is
eliminated and re-tighten the lock nuts.
2. Repeat this procedure for cross-slide 4.
Note:
The guide can be clamped using screw 5.
3. Turn the machine upside down and unscrew stud 1
(Fig. 19) slightly.
4. Tighten clamping screws 2 slightly to reduce the play.
5. Check whether the support can still be pushed easily. If the
support is difficult to move, increase the play a little.
Main spindle
The 2 taper roller bearings of the spindle are maintenance-free
for at least 6000 hours at minimum speed and 1800 hours at
maximum speed. If slight play is evident after this period, the
bearings can be adjusted by a specialist.
Predetermined breaking point of the leadscrew
The shear pin (see in explosion drawing, page 88, item 81) in
the flange unit (item 71) could shear off if the machine jams or
is otherwise overloaded. This pin is designed as a predetermined breaking point and must be replaced (you can obtain
shear pins from us as spare parts). To replace the shear pin,
remove the change gear and drive the remaining pieces of the
broken shear pin out of the leadscrew and the top-mounted
sleeve (item 82) using a suitable tool (mandrel, drift or similar).
When driving the new shear pin into the hole, ensure that it is
flush and does not protrude; otherwise it will be difficult to put
the gearwheel back in place. Also ensure that the pin is seated only on one side, i.e. the load is only on one side of the
shearing point.
Disposal:
Please do not dispose of the device in domestic waste! The
device contains valuable substances that can be recycled. If
you have any questions about this, please contact your local
waste management enterprise or other corresponding municipal facilities.
Accessories for Lathe PD 400
Note:
The following accessories are not included in the standard
equipment.
Important
Before installing accessories, switch off the machine at the
main switch.
Centre turning attachment
Installing the centre turning attachment:
Note:
Longer work pieces are clamped between the brad points of
the main spindle and tailstock. The work piece must be
provided with a centre bore on both faces.
An exactly cylindrical work piece is only achieved if the points
align in the horizontal position.
1. Remove three fastening screws from the three-jaw chuck
and remove chuck.
2. Thoroughly clean the fit for the drive plate 3 (Fig. 20), the
centrepoint 1 and its fit in the main spindle.
3. Insert the centrepoint 1 in the fit of the main spindle. Insert
the second centrepoint in the tailstock.
4. Insert adapter 4 in the drive plate 3 and tighten the stud
lightly. Push both over the workpiece 5. Screw driver 2 into
the spindle flange.
5. Clamp the workpiece between the centrepoints. Push drive
plate 2 (Fig. 21) over the driver and fasten to the workpiece
using Allen key 1.
Important
When using a centre fixed to the tailstock, regular lubrication
of the centre and centre bore is necessary to prevent overheating due to friction.
Removing the centrepoint:
6. Guide a suitable aluminium or brass rod through the main
spindle from left to right.
7. Hold the centre and release by lightly tapping the rod.
Page 21
- 21 -
4-jaw chuck with individually adjustable jaws
Note:
Round, oval, square and irregularly shaped work pieces can
be clamped as it is possible to adjust the jaws individually.
Centric or eccentric clamping is possible. Unlike the three-jaw
chuck, centring of the work piece must be performed manually.
1. Detach the three-jaw chuck and attach the four-jaw chuck.
2. Open the four jaws, clean the contact faces and clamp the
work piece lightly according to visual estimation.
3. Move the support and turning tool onto the plane surface of
the work piece.
4. Turn the chuck by hand to establish symmetrical deviations.
5. Adjust by opening one of the jaws and re-set the opposite
jaw accordingly.
6. Tighten all four jaws evenly, alternating crosswise.
Important
In the normal clamping jaw position, only work pieces with an
edge length of max. 55 mm can be clamped. The maximum
length is 100 mm in the reverse position. Larger work pieces
are not securely held. Danger of accident.
4-jaw chuck (concentrically clamping)
Jaws not individually adjustable (automatic centring). Chuck Ø
100 mm. Max. clamping range 83 mm. Larger work pieces are
not securely held. Danger of accident.
Collet chuck attachment and collet chucks
Note:
The collet chuck unit is especially suitable for processing
round parts with great precision. The concentricity is considerably greater than when working with a jaw chuck.
1. Remove three fastening screws from the three-jaw chuck
and remove chuck.
2. Thoroughly clean the fit for the collet chuck mount 2
(Fig. 22) and the fit in the main spindle 1.
3. Attach the collet chuck mount 2 using four fastening
screws 3.
Important
Always use the correct collet chuck to suit the work
piece. Chucks with an oversized diameter are destroyed.
4. Insert the collet chuck 6 and loosely attach the union nut 5.
Important
Never tighten the union nut when there is no work piece
inserted. Remove the pins 4 for tightening the union nut 5
immediately after tightening.
5. Insert the appropriate work piece in the collet chuck and
tighten the union nut 5 using the tool pins 4.
Fixed steady rest
The steady rest is particularly suitable for hollowing out long
work pieces with diameters up to 50 mm.
1. Release the fastening screw 4 (Fig. 23) and position retaining plate 3 laterally.
2. Place the steady rest on the bed guide and set to the desired position.
3. Swivel the retaining plate 3 parallel to the steady rest base
and tighten fastening screw 4.
4. Release all clamp screws 1 and drive the individual retaining jaws 2 onto the workpiece.
Important
The jaws 2 must only touch the work piece and must not
clamp it. Otherwise there is a risk of the work piece
surface becoming scratched and the motor becoming
overloaded.
If the work piece is not round and smooth at the support
point, it must first be turned round. Lubricate the jaws and
work piece regularly when turning.
5. Check that the work piece is positioned in the steady rest
free of play and re-tighten clamp screws 1.
Travelling steady rest
Installation identical to the fixed steady rest, but this steady
rest is attached to the support (Fig. 24).
Faceplate with clamps
This is installed in place of the lathe chuck. Ideal for clamping
larger and asymmetrical workpieces. Ø 150 mm. 2 continuous
T-grooves. incl. clamps.
EC Declaration of Conformity
We assume sole liability for ensuring that this product
conforms with the following EC guidelines:
EC Low Voltage Guideline 73/23 EEC
93/68/EWG
EN 61029-1/12.2003
EC-EMC Guideline 89/336/EEC
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
EC Machine Guideline 98/037 EEC
DIN EN 61029-1/12.2003
Jörg Wagner MSc
01.02.2005
PROXXON S.A.
Equipment Safety Division
Page 22

- 22 -
Avant-propos
Cher client,
En achetant le tour PROXXON PD 400, vous avez fait l'acqui-
sition d'un appareil soigneusement construit, fabriqué par des
spécialistes pour lesquels la précision est une tradition. Cet
appareil offre des possibilités d'application très diverses. Pour
en profiter pleinement, jetez un coup d'œil sur notre gamme
d'accessoires bien conçue.
Pour utiliser correctement l'appareil, lire impérativement ces
instructions au complet et les respecter. Cette consigne ne
s'applique pas seulement aux débutants, mais également aux
professionnels. Lire également avec attention le chapitre concernant la maintenance. Vous obtiendrez un bon travail de
votre appareil pendant de longues années en travaillant avec
discernement, et en assurant un entretien attentif (notamment
un graissage régulier).
Nous vous souhaitons beaucoup de plaisir lors de la lecture
de ces instructions et lors de vos premiers essais avec votre
tour PD 400.
Nous nous réservons le droit de procéder à des modifications
pour tenir compte du progrès technique !
Sommaire
Page
Consignes de sécurité (voir la brochure jointe à l'appareil)
Légende 22
Descriptif de l'appareil et volume de livraison 23
Caractéristiques techniques 23
Montage et mise en place 23
Manipulation 23
1. Mise sous tension de l'appareil 24
2. Réglage rapide du banc 24
3. Activation de l'avancement automatique 24
4. Réglage de l'outil (en longueur et en largeur) 24
5. Sélection de la bonne vitesse de rotation de l'arbre 25
6. Réglage de la vitesse de rotation de l'arbre 25
7. Sélection de l'outil 25
8. Mise en place de l'outil dans le porte-outil 25
9. Serrage dans le mandrin 25
10. Exemple de tournage longitudinal 26
11. Tournage conique 26
12. Saignée d'une pièce 26
13. Usinage de pièces plus longues à l'aide de
la poupée mobile et de la contre-pointe 26
14. Modification de l'avancement 27
15. Montage des pignons amovibles pour le filetage 27
16. Filetage avec l'outil 27
17. Taille du filet gauche 27
Maintenance 28
18. Généralités 28
19. Réglage du jeu des glissières 28
20. Arbre moteur 28
21. Point destiné à la rupture de la vis mère 28
22. Èlimination 28
Accessoires du tour PD 400 28
21. Dispositif de tournage à pointes 28
22. Mandrins à 4 mors à réglage individuel des mors 29
23. Mandrin à 4 mors (serrage concentrique) 29
24. Dispositif à pinces de serrage et pinces de serrage 29
25. Lunette fixe 29
26. Lunette mobile 29
27. Contre-plateau avec griffes de serrage 29
Nomenclature des pièces de rechange 86
Légende : (fig. 1) :
1. Arbre moteur
2. Mandrin
3. Tourelle universelle avec porte-outil
4. Contre-pointe tournante
5. Surface de la bride pour l'unité de fraisage PF 400
(en option)
6. Fourreau de la broche
7. Vis de serrage du fourreau de la broche
8. Poupée mobile
9. Volant de réglage du fourreau de la broche
10. Volant de la vis mère
11. Vis de serrage de la poupée mobile
12. Alésage pour la fixation de table
13. Vis mère
14. Volant du chariot supérieur
15. Chariot supérieur
16. Banc
17. Chariot transversal
18. Volant du chariot transversal
19. Boîte de la serrure
20. Levier d'accouplement pour écrou pouvant être
accouplé de la vis mère
21. Manette de réglage rapide
22. Commutateur de vis mère
23. Boîte d'engrenages
24. Commutateur de rotation de marche à gauche arrêt - marche à droite
25. Interrupteur principal
26. Diode d'indication de fonctionnement
27. Commutateur à gradins pour le réglage de la vitesse
de rotation
28. Clé à six pans intérieurs
29. Clé à fourche
30. Clé à mandrin
31. Mandrin à couronne dentée
32. Jeu de pignons amovibles
33. Porte-outils
F
Page 23
- 23 -
Descriptif de l'appareil et volume de
livraison
Le tour de précision PROXXON PD 400 est un système aux
multiples possibilités présentant les caractéristiques suivantes :
– Robuste berceau d'appareil nervuré doté de glissières en
forme de prismes
– 6 vitesses de broche (inverseur pour 2 vitesses de moteur
avec 3 niveaux d'engrenages supplémentaires)
– Réglage rapide du banc à l'aide d'une manivelle maniable
– Avancement automatique
Le volume de livraison inclut les éléments suivants :
– Mandrin précis à trois mors (ø 100 mm)
– Contre-pointe tournante
– Mandrin à couronne dentée (serrage jusqu'à 10 mm)
– Jeu de pignons amovibles pour deux vitesses d'avance-
ment (0,07 mm/tr et 0,14 mm/tr),19 filetages métriques et
filetages en pouces supplémentaires de 10 à 48 pas.
– Outil de commande
– Tourelle universelle avec 2 porte-outils
– Dispositif de taille de filet à gauche
– Protection de mandrin
– deux goujons de cisaillement de rechange
Caractéristiques techniques :
Appareil
Hauteur des pointes 85 mm
Entre-pointes 400 mm
Diamètre max. de pièce
au-dessus du banc 116 mm
Passage de broche 20,5 mm
Arbre moteur côté mandrin MK3
Vitesses de rotation de l'arbre Vitesse I : 80 tr/min;
330 tr/min; 1400 tr/min
Vitesse II : 160 tr/min; 660 tr/min
2800 tr/min
Mandrin de serrage voir le mode d’emploi du mandrin de serrage
Avancement automatique 0,07 ou 0,14 mm/tr
Filetages Voir tableau dans boîte
d'engrenages
Broche de la poupée mobile Course 30 mm/MK 2
Porte-outils pour les outils 10 x 10 mm
Dimensions 900 x 400 x 300 mm (L x l x H)
Poids 45 kg
Bruit ≤ 70 dB(A)
Moteur
Tension 220 à 240 volts, 50/60 Hz
Vitesse I Vitesse II :
Vitesse de rotation 1400 tr/min 2800 tr/min
Puissance délivrée 0,25 kW 0,55 kW
Consommation 2,1 A 3,9 A
Pour une utilisation dans un endroit sec uniquement
Ne pas jeter la machine avec les ordures ménagères!
Montage et installation :
Remarque :
Ne pas soulever l'appareil pendant son transport à la boîte
d'engrenages 23 (fig. 1) ou au volet de recouvrement du
moteur. Cela pourrait casser les capuchons en plastique.
La surface d'installation doit être plate et assez solide pour
absorber les vibrations générées lors du travail. Fixer
l'appareil au support à l'aide des alésages 12 (fig. 1) prévus à
cet effet. Veiller à ce que le cordon d'alimentation soit en
dehors de la zone dangereuse
Monter le mandrin 2 (fig. 1) avec les 3 vis correspondantes sur
l'arbre moteur. Veiller à ce que le siège du mandrin soit
exempt de poussière.
Pour l’utilisation du mandrin, veuillez SVP suivre le mode d’emploi distinct fourni du mandrin de serrage.
Toutes les pièces métalliques à nu sont, à la livraison, enduites d'un anticorrosif. Cet enduit de protection ne sert pas à
lubrifier mais seulement à protéger. Avant la première mise en
service, retirer cet enduit en le lavant au pétrole. Contrôler
toutes les glissières et les régler le cas échéant. (voir le chapitre "maintenance").
Lubrifier ensuite toutes les glissières à nu et les arbres avec
une huile pour machine appropriée. Monter enfin la protection
de mandrin.
Remar
que :
Il est interdit d’huiler l’ensemble du renvoi (poulies, courroies,
roues dentées). En cas de bruits de fonctionnement élevés, il
peut cependant être indiqué de badigeonner les roues avec
un peu de graisse Molykote.
Utilisation :
Attention!
Avant la première mise sous tension, veillez à ce que les vis du
mandrin de serrage 2 (fig. 1) soient bien serrées, que la clé de
mandrin de serrage ne soit pas à poste et que le support 16 (fig.
1) soit à une distance suffisante du mandrin de serrage.
Attention!
Procédez à vos premiers exercices sans insérer de pièce à usiner. Veillez cependant à ce que les mors réversibles soient
serrés : en l’absence de contre-pression, la force centrifuge risque de les desserrer.
Effectuez les premiers exercices à bas régime.
Attention : le mandrin de serrage étant légèrement huilé, quelques projections sont possibles au début.
Attention!
Du fait de son type de construction, le moteur peut chauffer très
fortement en cas de fonctionnement à vide de longue durée.
Bien que ce ne soit pas le signe d’un défaut du moteur, il est
recommandé d’éviter cet état de fonctionnement en ne faisant
pas fonctionner inutilement la machine à vide.
Page 24
- 24 -
Mise sous tension de l'appareil
1. Tourner le commutateur de rotation 1 (fig. 2) en position
"0".
2. Découpler la vis mère (tourner le commutateur de vis mère
2 vers la gauche).
3. Régler sur la plus petite vitesse (commutateur à gradins 3
sur I)
4. Mettre l'appareil en marche via l'interrupteur principal 4.
L'affichage de service 5 s'allume alors.
5. Tourner le commutateur de rotation vers la droite. Le mandrin tourne maintenant dans le sens d'usinage.
Réglage rapide du banc
La molette 1 (fig. 3) permet un réglage rapide du banc.
Pour cela, découpler le banc au préalable.
Attention !
Desserrer la vis de serrage 2 d'un demi-tour au préalable !
1. Régler le levier 3 vers le haut.
2. Régler le support en tournant le volant à main 1
(1 rotation = 10,5 mm)
Activation de l'avancement automatique
1. Régler l'appareil en position "0" au commutateur de rotation 1 (fig. 2).
2. Découpler le banc (déplacer le levier 3 (fig. 3) vers le haut).
3. Veiller à ce que la molette 10 (fig.1) puisse tourner librement
car elle est entraînée lors de l'accouplement de la vis mère.
4. Accoupler la vis mère (tourner le commutateur de vis mère
2 (fig. 2) vers la droite).
5. Mettre l'appareil en marche en tournant le commutateur de
rotation vers la droite. La vis mère et la molette sont alors
entraînées.
Attention !
Il n'y a pas de coupure automatique de l'avancement automatique ! Veiller à découpler le banc avant qu'il n'attaque le
mandrin !
6. Accoupler le banc (déplacer le levier 3 (fig. 3) vers le bas).
Le banc ne se déplace que dans le sens d'usinage.
Remarque :
Lors du travail, ne commander l'avance automatique que par
l'intermédiaire du levier 3 (fig. 3). N'actionner le commutateur
de vis mère 2 (fig. 2) que lorsque l'appareil est immobilisé.
Réglage de l'outil (tournage longitudinal et
tournage transversal)
En plus du réglage rapide du banc et de l'avancement automatique, il existe trois autres possibilités de réglage de l'outil.
A. Réglage par la vis mère (tournage longitudinal)
1. Découpler la vis mère (tourner le commutateur de vis
mère 2 (fig. 2) vers la gauche).
2. Accoupler le banc (déplacer le levier 3 (fig. 3) vers le
bas).
3. Régler le banc à l'aide de la molette 10 (fig.1).
1 tour = 1,5 mm
B. Réglage du chariot supérieur (tournage longitudinal)
1. Le cas échéant, bloquer le banc (serrer la vis 2 (fig. 3)).
2. Régler le chariot supérieur avec la molette 4.
1 tour = 1,0 mm
C. Réglage du chariot transversal (tournage transversal)
1. Le cas échéant, bloquer le banc (serrer la vis 2).
2. Régler le chariot transversal avec la molette 5.
1 tour correspond à un avancement de 1 mm, soit
une modification du diamètre de 2 mm !
Page 25

- 25 -
Sélection de la bonne vitesse de rotation
de l'arbre
La sélection de la vitesse appropriée au travail à faire est primordiale pour obtenir un bon résultat. En cas de tournage
longitudinal, il s'agit de la vitesse périphérique de la pièce à
usiner. Le tableau disposé sur la boîte d'engrenages peut
vous aider à sélectionner la bonne vitesse de coupe.
Si l'on connaît la vitesse de coupe "Vc" et le diamètre "D” de
la pièce à usiner, on peut calculer quelle sera la vitesse de
rotation nécessaire de l'arbre comme suit :
n = V
c
x 1000/ (D x 3.14)
Exemple : La pièce à usiner est en aluminium et présente un
diamètre de 30 mm. La vitesse de coupe nécessaire déterminée selon le tableau est comprise entre 100 et 180 m/min.
Nous prendrons la vitesse 132 m/min.
n = 132 x 1000/ (30 x 3.14) = 1400 U/min
Il est également possible de lire le résultat directement dans le
tableau de la boîte d'engrenages.
Réglage de la vitesse de rotation de l'arbre
Il est possible de modifier la vitesse de rotation de l'arbre en
commutant le moteur (commutateur à gradins 1 fig. 4). On
peut ainsi réduire de moitié ou doubler la vitesse. Il est en
outre possible de modifier la vitesse de rotation de l'arbre par
l'engrenage de courroie.
1. Arrêter l'appareil à l'interrupteur principal 2 et ouvrir la boîte
d'engrenages 3 à l'aide d'une clé à six pans intérieurs.
2. Desserrer la vis de serrage 1 (fig. 5) d'un demi-tour au
préalable.
3. Tourner la vis 3 vers la gauche à l'aide d'une clé à six pans
intérieurs 2. Cela soulage la poulie intermédiaire 4.
4. Changer alors la courroie en se référant à la fig. 6.
5. Retirer à nouveau la clé à six pans intérieurs 2 et serrer la
vis de serrage 1.
6. Refermer la boîte d'engrenages 3 (fig. 4).
Remarque :
Il se peut que le moteur ne démarre pas toujours lorsque le
graduateur se trouve sur le palier II. Dans ce cas, veuillez
démarrer en position I et repassez ensuite en position II.
Sélection de l'outil
Il existe plusieurs types d'outils. Nous donnons ci-dessous
une courte description de leur domaine d'utilisation
(voir fig. 7) :
Les outils de dégrossissage (1) sont utilisés pour enlever la
plus grande quantité de matériau en un minimum de temps
(sans s'occuper de la finition de la surface de la pièce à
usiner).
Les outils de finissage ou les outils à pointe (2) servent à
rendre la surface bien lisse.
Les outils de translation à droite (3) ou à gauche sont utilisés pour le tournage transversal et longitudinal, et pour tourner des angles aigus dans le sens d'usinage droit ou gauche.
Les outils de décolletage (4) servent à pratiquer des rainures
et à détacher des pièces à usiner.
Les outils de filetage (5) servent à couper les filets
extérieurs.
Les outils de tournage intérieur (6) pour aléser au tour.
Mise en place de l'outil dans le porte-outil
L'équipement de base du tour PD 400 comprend une tourelle
universelle (fig. 8) avec un bloc porte-outils 1 et deux porteoutils 2. Pour obtenir un bon résultat, il est indispensable que
l'outil soit exactement centré et qu'il soit serré correctement
pour éviter des vibrations.
1. Placer l'outil 3 dans le porte-outils 2. Serrer fortement les
deux vis 4.
2. Placer le porte-outils dans le bloc porte-outils 1. Régler la
hauteur de l'outil à l'aide de l'écrou 5 et contre-tenir avec
l'écrou 6. Adapter la hauteur du taillant à la contre-pointe
dans la poupée mobile.
3. Serrer le porte-outil à l'aide de la vis 7.
Remarque :
Lorsque la vis 8 est desserrée, il est possible de basculer le
bloc porte-outils au complet.
Serrage dans le mandrin
Attention :
Veuillez suivre le mode d’emploi joint du fabricant du mandrin.
Attention !
Si les pièces à usiner sont seulement serrées dans le mandrin
avec la poupée mobile, sans dispositif de maintien, la saillie
ne doit pas dépasser le triple du diamètre du matériau
(L = 3 x D), voir fig. 9.
Page 26
- 26 -
Exemple de tournage longitudinal
Le terme de tournage longitudinal désigne l'usinage d'une
pièce cylindrique parallèlement à l'axe de tournage. Le paragraphe suivant explique aux débutants le travail avec le tour
en cas de tournage longitudinal.
Serrer d'abord une pièce courte dans le mandrin, comme
décrit auparavant (retirer la clé du mandrin).
Régler à l'engrenage de courroie la vitesse de rotation adaptée (consulter le tableau sur la boîte d'engrenages et voir la
fig. 6).
Découpler la vis mère (tourner le commutateur de vis mère 2
(fig. 2) vers la gauche) et accoupler le banc (levier 3 (fig. 3)
vers le bas).
Approcher le banc de la pièce à usiner en le déplaçant de
droite à gauche (molette 10 (fig. 1).
Avant de mettre l'appareil en marche, contrôler si le mandrin
se déplace librement en le tournant à la main.
Mettre l'appareil en marche (tourner le commutateur de rotation 1 (fig. 2) vers la droite.
Régler la profondeur de coupe en déplaçant le chariot transversal (molette 5 (fig.3)). Régler d'abord uniquement une profondeur de coupe de 1/10 mm (4 traits sur l'échelle).
Déplacer le banc dans le sens d'usinage en tournant la molette arrière 10 (fig. 1). Si tout est bien réglé, l'appareil fonctionne
sans bruit et sans forcer.
Attention !
Risque de blessures ! Ne pas mettre les doigts à proximité de
la pièce à usiner lorsqu'elle est en rotation ! Ne jamais prendre
des mesures de la pièce à usiner avec un pied à coulisse ou
outil similaire lorsqu'elle est en rotation ! Ne pas usiner la
pièce avec une lime ou du papier à poncer lorsqu'elle est en
rotation !
Tournage conique
Pour le tournage conique, régler le chariot supérieur en fonction de l'angle désiré.
1. Déplacer le chariot supérieur vers la droite (fig. 11) avec la
molette 1.
2. Desserrer les vis de serrage 2.
3. Régler l'angle du chariot supérieur et resserrer à fond les
vis.
Remarque :
Le chariot supérieur dispose d'une échelle à vernier (similaire
à celle d'un pied à coulisse). Les angles sont représentés en
réalité sur l'échelle extérieure A (fig. 11a). Sur l'échelle
intérieure B, ils sont réduits (1 trait sur l'échelle intérieure correspond à 4,5°). La lecture de l'angle s'effectue par pas de 5°,
le repère zéro de l'échelle intérieure étant superposé avec
celui de l'échelle extérieure. Si vous souhaitez augmenter
l'angle de 1°, le repère 2 de l'échelle intérieure doit être superposé au repère 10 de l'échelle extérieure. Si vous souhaitez
augmenter l'angle de 2°, le repère 4 de l'échelle intérieure doit
être superposé au repère 20 de l'échelle extérieure et ainsi de
suite. Dans notre exemple, le repère 2 de l'échelle intérieure
est superposé au repère 20° de l'échelle extérieure, il est donc
décalé de 10° par rapport à la valeur de référence 10°. Il en
résulte un angle de 10° + 1° = 11°.
4. Serrer le banc avec la vis 3 (fig. 11).
5. L'avancement s'effectue avec la molette du chariot
supérieur 1.
Remarque :
Pour obtenir un cône exact, la hauteur de l'outil de tournage
doit être réglée exactement au milieu.
Saignée d'une pièce
La saignée d'une pièce correspond à la création de rainures
fines dans la pièce. Si cette rainure est pratiquée jusqu'au
centre de la pièce, on parle alors d'une saignée. Régler
impérativement la hauteur de l'outil de tournage au centre de
la pièce et serrer l'outil le plus près possible. Travailler à faible
vitesse de rotation et, à l'occasion, graisser l'outil avec un peu
d'huile à machine.
Usinage de pièces longues à l'aide de la poupée
mobile et de la contre-pointe
En cas de pièces à usiner longues (si la saillie du mandrin est
trois fois plus grande que le diamètre de la pièce), maintenir la
pièce à son extrémité droite avec la poupée mobile et la contre-pointe mobile. Pour cela, aménager d'abord un alésage de
centrage du côté droit.
1. Réaliser un tournage transversal du côté avant droit.
2. Placer le mandrin 1 (fig. 12) dans la poupée mobile et serrer
le foret de centrage.
3. Déplacer la poupée mobile vers la pièce à usiner et la fixer
avec la vis de serrage 2.
4. Mettre l'appareil en marche et pratiquer un alésage de
centrage à l'aide de l'avancement du fourreau de broche
(molette 4).
Page 27
- 27 -
Vous pouvez maintenant remplacer le mandrin par la contrepointe mobile. Insérer la pointe dans l'alésage de centrage et
l'enfoncer de façon qu'il n'y ait plus aucun jeu. Fixer alors le
fourreau de broche avec la vis à garret 3.
Modification de l'avancement
L'appareil PD 400 est livré avec un avancement de
0,07 mm/tr. Pour régler un avancement plus rapide
(0,14 mm/tr), remplacer le pignon à 20 dents de l'axe Z1
(5 fig. 13) par le pignon à 40 dents. Pour cela, procéder
comme suit :
1. Arrêter l'appareil à l'interrupteur principal 25 (fig. 1),
et ouvrir la boîte d'engrenages 23.
2. Desserrer légèrement la vis 1 (fig. 14) et basculer le bras de
pignons 2 vers le bas.
3. Retirer le clip 3 (fig. 13).
4. Desserrer l'axe 4 d'un demi-tour au quatre pans. Remplacer
le pignon 5 à 20 dents par un pignon de 40 dents.
Remarque :
Lors du remplacement des pignons, placer systématiquement
une bande de papier journal entre les flancs de dents avant
de serrer les axes. L'épaisseur de la bande de papier doit
correspondre au jeu nécessaire entre les flancs des dents.
5. Resserrer l'axe, emboîter le clip, repousser vers le haut
l'arbre de pignons et resserrer la vis 1 (fig. 14).
Montage des pignons amovibles pour le filetage
L'appareil PD 400 permet d'effectuer 19 différents filetages
métriques (voir tableau dans la boîte d'engrenages et fig. 25)
et des filetages en pouces de 10 à 48 pas. Pour régler le pas
de filetage, changer les roues amovibles. La figure 14 représente des roues amovibles correspondant à un pas de filetage
de 1 mm.
Le tableau dans la boîte d'engrenages indique : w = 30, Z1 =
-/50, Z2 = 40/30, L = 60/-. w désigne le pignon sur l'arbre
moteur. Il est fixé avec une tige filetée sur l'arbre moteur. Z1 et
Z2 sont les deux arbres des pignons intermédiaires. Le chiffre
avant désigne toujours la roue de l'axe tournée vers l'utilisateur, le chiffre arrière désigne la roue arrière. Glisser d'abord la
roue arrière à 30 dents sur l'axe Z2 et ensuite la roue avant à
40 dents. Monter d'abord la roue arrière à 50 dents sur l'axe
Z1 et ensuite une bague intermédiaire.
L désigne la roue sur la vis mère. Pour changer cette roue,
desserrer l'écrou 6. La rondelle de compensation 7 a exactement la largeur d'un pignon et doit être montée avant ou derrière la roue.
Filetage avec l'outil
Remarque :
Pour les travaux suivants, la pièce doit avoir passé toutes les
étapes d'usinage et le diamètre du filet extérieur doit être adéquat. Nous vous recommandons de façonner un chanfrein au
début du filet et de pratiquer une petite rainure à sa sortie.
Serrer l'outil de filetage à un angle exact de 90 °.
Attention !
Lors du filetage, travailler toujours à la plus petite vitesse
(80/min) sinon, l'avancement serait trop rapide (risque de blessure).
1. Amener l'outil dans sa position d'origine.
2. Accoupler la vis mère (tourner le commutateur de vis mère
1 (fig. 15) vers la droite).
3. Mettre l'appareil sous tension.
4. Avancer légèrement l'outil à l'aide du chariot transversal.
5. Accoupler le banc (déplacer le levier 2 vers le bas).
6. Après obtention de la longueur de filetage souhaitée, reculer le chariot transversal et mettre l'appareil hors tension au
commutateur de rotation.
7. Attendre jusqu'à ce que le mandrin soit immobile. Reculer
le commutateur de rotation vers la gauche du banc.
8. Régler à nouveau l'outil et répéter les opérations décrites
ci-dessus jusqu'à obtention de la profondeur de pas souhaitée.
Remarque :
Pendant toute l'opération, ne pas désaccoupler le banc et la
vis mère, sinon il y a décalage du pas du filet.
Pour améliorer la qualité du filet, le chariot supérieur est
également utilisé. L'avancement de l'outil de filetage est effectué comme décrit précédemment, avec le chariot transversal.
Pour cela, déplacer le chariot supérieur de 0,025 mm (1 trait)
vers la droite puis la gauche. Les copeaux ne sont donc enlevés que d'un côté.
Ce n'est qu'après l'obtention de la profondeur totale du pas,
que le tour finit par entailler complètement le filet en faisant
avancer légèrement l'outil.
Taille du filet gauche
Un axe supplémentaire avec un pignon denté intermédiaire Z
(fig. 16) doit être monté entre Z2 et le pignon de la vis mère L
pour tailler des filets gauches. Cela inverse le sens de rotation
de la vis mère. Le nombre de dents de la roue ne joue aucun
rôle. Dans le cas d'un mandrin tournant vers la droite, le banc
se déplace de gauche à droite. Il faut donc façonner également le filet de la gauche vers la droite.
Page 28
- 28 -
Maintenance
Attention !
Mettre l'appareil hors tension avant de procéder à tous travaux de maintenance et de nettoyage. Ne pas utiliser d'air
comprimé pour nettoyer le tour, sinon, des copeaux risquent
de pénétrer dans les glissières.
Généralités
Après avoir utilisé l'appareil, éliminer soigneusement tous les
copeaux à l'aide d'un pinceau ou d'une balayette.
Graisser ou lubrifier toutes les pièces en suivant les indications du schéma de graissage (fig. 17). Lors du graissage des
bandes de roulement, faire aller et venir les chariots à la main
afin que l'huile parvienne dans les glissières.
A = Graissage / lubrification avant chaque utilisation
B = Graissage / lubrification une fois par mois
Veuillez également huiler l’unité de bride de la vis-mère dans le
carter d’engrenage en utilisant le trou prévu.
Réglage du jeu des glissières
Même lorsque les glissières sont lubrifiées à intervalles réguliers, vous ne pouvez pas empêcher qu'elles aient du jeu
après un certain temps.
1. Desserrer les contre-écrous 1 (fig. 18) des vis d'ajustage du
chariot supérieur 2, serrer de manière homogène toutes les
vis d'ajustage 3 jusqu'à élimination du jeu et serrer à nouveau les contre-écrous.
2. Répéter la même opération sur le chariot transversal 4.
Remarque :
On peut bloquer la glissière à l'aide de la vis 5.
3. Retourner l'appareil et faire légèrement sortir la goupille
filetée 1 (fig. 19).
4. Resserrer légèrement les vis de blocage 2 pour réduire le
jeu.
5. Contrôler si vous pouvez toujours déplacer le banc facilement. Si ce n'est pas le cas, augmenter à nouveau le jeu.
Arbre moteur
La suspension de l'arbre par 2 roulements à rouleaux coniques est sans entretien pendant 6000 heures en cas de travail
à faible vitesse, et pendant 1800 heures en en cas de travail
à vitesse élevée. Si un faible jeu apparaît après que ces heures de service sont dépassées, faire régler les roulements par
un spécialiste.
Point de la vis-mère destiné à la rupture
En cas d’arrêt ou de surcharge, le goujon de cisaillement (voir
vue éclatée page 88, pos. 81) de l’unité de bride (pos. 71)
risque de se briser. Celui-ci est conçu comme un point
destiné à la rupture et doit alors être remplacé (commandeznous le goujon de cisaillement en tant que pièce de rechange). Pour cela, déposer les pignons et enlever les restes du
goujon de cisaillement détruit à l’aide d’un outil approprié
(broche ou autre) hors de la vis-mère ainsi que la douille
posée (pos. 82). En enfonçant le nouveau goujon de cisaillement, veillez à ce qu’il se trouve non pas en saillie mais à
fleur, sans quoi la remise en place de la roue dentée serait
problématique. Il convient également de s’assurer que la
tenue du goujon ne soit que sur un côté, c’est-à-dire que la
sollicitation de cisaillement ne se fasse que sur un seul côté.
Élimination :
N’éliminez pas l’appareil en même temps que les ordures
ménagères ! L’appareil comporte des matériaux recyclables.
Si vous avez des questions à ce sujet, adressez-vous aux
entreprises locales d’élimination des déchets ou à d’autres
institutions communales correspondantes.
Accessoires du tour PD 400
Remarque :
Les accessoires suivants ne sont pas livrés avec le tour.
Attention !
Mettre l'appareil hors tension avant de procéder au montage
des accessoires.
Dispositif de tournage à pointes
Montage du dispositif de tournage à pointes :
Remarque :
Les pièces longues sont serrées entre les pointes de centrage
de l'arbre moteur et la poupée mobile. Chacune des extrémités de la pièce doit être pourvue d'un alésage de centrage.
Vous n'obtiendrez une pièce parfaitement cylindrique que si
les pointes sont alignées horizontalement et verticalement.
1. Desserrer les trois vis de fixation du mandrin à trois mors et
retirer ce dernier.
2. Nettoyer à fond l'ajustement du disque d'entraînement 3
(fig. 20), la contre-pointe 1 et l'ajustement dans l'arbre
moteur.
3. Placer la contre-pointe 1 dans l'ajustement de l'arbre
moteur. Placer la deuxième contre-pointe dans la poupée
mobile.
4. Placer l'adaptateur 4 dans le disque d'entraînement 3 et
serrer légèrement le goujon fileté. Faire glisser les deux
pièces par-dessus la pièce à usiner 5. Visser l'entraîneur 2
dans la bride de broche.
5. Serrer la pièce à usiner entre les pointes. Faire glisser le
disque d'entraînement 2 (fig. 21) par-dessus l'entraîneur et
le fixer à la pièce à usiner à l'aide d'une clé à six pans
intérieurs 1.
Attention !
En cas d'utilisation d'une contre-pointe fixe dans la poupée
mobile, il est nécessaire de lubrifier en permanence la pointe
et l'alésage de centrage pour éviter toute surchauffe.
Retrait de la contre-pointe :
6. Faire passer une tige en aluminium ou en laiton de taille
appropriée, à travers l'arbre moteur, de gauche à droite.
7. Maintenir la contre-pointe et la desserrer en tapant légèrement sur la tige.
Page 29
- 29 -
Mandrins à 4 mors à réglage individuel des
mors
Remarque :
Grâce aux quatre mors réglables séparément, il est possible
de serrer des pièces ovales, carrées ou asymétriques. La fixation peut être concentrique ou excentrique. Contrairement au
mandrin à trois mors, il faut, dans ce cas, procéder au centrage de la pièce manuellement.
1. Démonter le mandrin à trois mors et monter celui à quatre
mors.
2. Ecarter les quatre mors, nettoyer les surfaces d'appui et
serrer légèrement, à vue d'œil, la pièce.
3. Faire avancer le banc avec l'outil vers la surface plane de la
pièce.
4. Tourner le mandrin à la main pour constater des asymétries.
5. Procéder à l'ajustage du mandrin en écartant un mors et en
réglant ensuite le mors opposé.
6. Serrer de manière homogène les quatre mors en croix.
Attention !
Lorsque les mors sont en position normale, vous ne pouvez
fixer que des pièces dont la longueur d'arête ne dépasse pas
55 mm. Si vous inversez les mors du mandrin, il est possible
de fixer des pièces de 100 mm de longueur d'arête. Il est
impossible de garantir une bonne fixation des pièces plus
grandes. Risque d'accident !
Mandrin à 4 mors (serrage concentrique)
Mors ne pouvant pas être réglés individuellement (à centrage
automatique). Mandrin Ø 100 mm. Capacité de serrage maxi.
83 mm. Il est impossible de garantir une bonne fixation des
pièces plus grandes. Risque d'accident.
Dispositif à pinces de serrage et pinces de
serrage
Remarque :
Le dispositif à pinces de serrage convient particulièrement à
l'usinage très précis de pièces rondes. Il garantit une concentricité largement meilleure qu'avec le mandrin.
1. Desserrer les trois vis de fixation du mandrin à trois mors et
retirer ce dernier.
2. Nettoyer à fond l'ajustement du logement de la pince de
serrage 2 (fig. 22) et l'ajustement dans l'arbre moteur 1.
3. Monter le logement de la pince de serrage 2 à l'aide de
quatre vis de fixation 3.
Attention !
N'utiliser toujours que la pince de serrage adaptée à la
pièce. Des pinces, dont le diamètre est trop grand, seront
détruites.
4. Introduire la pince de serrage 6 et ne serrer que légèrement
l'écrou raccord 5.
Attention !
Ne jamais serrer à bloc l'écrou raccord lorsqu'aucune
pièce n'a été posée. Retirer les goupilles 4 immédiatement après les avoir utilisées pour serrer à bloc l'écrouraccord 5.
5. Introduire la pièce correspondante dans la pince de serrage
et visser à bloc l'écrou-raccord 5 à l'aide des broches en
acier 4.
Lunette fixe
La lunette est particulièrement bien adaptée pour aléser au
tour des grandes pièces de diamètre allant jusqu'à 50 mm.
1. Desserrer la vis de fixation 4 (fig. 23) et placer la plaque de
retenue 3 en travers du tour.
2. Poser la lunette sur le guide de berceau et la placer dans la
position souhaitée.
3. Faire pivoter la plaque de retenue 3 parallèlement au socle
de la lunette et serrer à bloc la vis de fixation 4.
4. Desserrer toutes les vis de blocage 1 et avancer chacun
des mors de retenue 2 vers la pièce.
Attention !
Les mors 2 peuvent toucher la pièce mais ne doivent pas
la coincer. Vous risquez autrement de rayer la surface de
la pièce et de surcharger le moteur.
Si le point d'appui de la pièce n'est pas rond et lisse, il faut
l'usiner préalablement au tour. Lubrifier en permanence les
mors et la pièce pendant le tournage.
5. Vérifier si la pièce est logée sans jeu dans la lunette et resserrer les vis de blocage 1.
Lunette mobile
Même montage que celui de la lunette fixe, à la différence que
la lunette mobile est fixée au banc (fig. 24).
Contre-plateau avec griffes de serrage
Peut être monté à la place du mandrin. Idéal pour serrer des
pièces à usiner de grande taille et asymétriques. Ø 150 mm. 2
rainures continues en T, griffes de serrage.
Déclaration de conformité CE
Nous déclarons, sous notre entière responsabilité, que ce produit est conforme aux directives CE suivantes :
Directives CE en matière 73/23 CEE
de basse tension 93/68 CEE
EN 61029-1/12.2003
Directive CE sur la
compatibilité électromagnétique 89/336/CEE
EN 55014-1/09.2002
EN 55014-2/08.2002
EN 61000-3-2/12.2001
EN 61000-3-3/05.2002
Directive sur les machines 98/037 CEE
EN 61029-1/12.2003
Jörg Wagner, ingénieur diplômé
01.02.2005
PROXXON S.A
Service Sécurité des appareils
Page 30

- 30 -
Premessa
Gentile cliente!
Con il tornio PROXXON PD 400 ha acquistato un attrezzo
costruito con molta accuratezza da personale qualificato la
cui precisione è diventata tradizione. Le possibilità di utilizzare questo attrezzo sono molteplici. Le ricordiamo anche il programma d’accessori studiato appositamente per questo
attrezzo.
Per lavorare correttamente con la macchina è assolutamente
necessario leggere e seguire attentamente le nostre istruzioni.
Questo è valido sia per principianti che per persone esperte.
Legga attentamente anche il capitolo Manutenzione. Utilizzando quest’attrezzo con accortezza ed osservando un attento
programma di manutenzione (che prevede anche una lubrificazione periodica) otterrà ottimi risultati nel corso di molti
anni.
Le auguriamo una piacevole lettura di queste istruzioni e un
altrettanto piacevole primo approccio con il PD 400.
Ci riserviamo il diritto di apportare ulteriori modifiche volte a
conseguire miglioramenti tecnici.
Contenuto
Pagina
Norme sulla sicurezza (vedere opuscolo allegato)
Legenda 30
Descrizione della macchina e della fornitura 31
Dati tecnici 31
Montaggio ed installazione 31
Uso 31
1. Accendere la macchina 32
2. Regolazione rapida del carrello 32
3. Attivazione dell’avanzamento automatico 32
4. Regolazione dell’attrezzo (in tondo e trasversale) 32
5. Scelta della giusta velocità di rotazione dell’albero 32
6. Regolare la velocità di rotazione dell’albero 33
7. Scelta dell’attrezzo 33
8. Collocare l’attrezzo nella torretta porta-attrezzo 33
9. Serraggio nel mandrino 33
10. Esempio di tornitura in tondo 34
11. Tornitura conica 34
12. Scanalatura e troncatura di un pezzo 34
13. Lavorazione pezzi più lunghi con controtesta
e contropunta 34
14. Modifica dell’avanzamento 35
15. Montaggio ruote intercambiabili per filettatura 35
16. Filettatura con l’attrezzo 35
17. Taglio di filettatura sinistrorsa 35
Manutenzione 36
18. Generalità 36
19. Regolazione del gioco delle guide 36
20. Fuso operatore 36
21. Punto di rottura nominale della vite conduttrice 36
22. Smaltimento 36
Accessori per tornio PD 400 36
21. Dispositivo a punte per tornire 36
22. Mandrino a 4 griffe con griffe regolabili
singolarmente 37
23. Mandrino a 4 griffe (autocentrante) 37
24. Dispositivo di serraggio con pinze di serraggio 37
25. Lunetta fissa 37
26. Lunetta mobile 37
27. Disco di serraggio con staffe 37
Lista dei pezzi di ricambio 86
Legenda (Fig. 1):
1. Fuso operatore
2. Mandrino
3. Torretta porta-attrezzo multipla con inserto porta-attrezzi
4. Contropunta rotante
5. Flangia per unità di fresatura PF 400 (opzionale)
6. Canotto della contropunta
7. Vite di arresto per canotto
8. Controtesta
9. Volantino per regolazione canotto
10. Volantino per madrevite
11. Vite d’arresto per controtesta
12. Fori per fissaggio sul tavolo
13. Madrevite
14. Volantino per slitta superiore
15. Slitta superiore
16. Carrello
17. Slitta trasversale
18. Volantino per slitta trasversale
19. Grembiale
20. Accoppiamento per madrevite
21. Volantino per la regolazione rapida
22. Interruttore madrevite
23. Scatola ingranaggi
24. Interruttore senso di rotazione per rotazione sinistrorsa –
arresto – rotazione destrorsa
25. Interruttore principale
26. Spia di funzionamento
27. Commutatore a gradini per regolazione
velocità di rotazione
28. Chiave a brugola
29. Chiave a bocca
30. Chiave a mandrino
31. Mandrino a cremagliera
32. Set di ruote intercambiabili
33. Inserto porta-attrezzi
I
Page 31

- 31 -
Descrizione della macchina
e della fornitura
Il tornio PROXXON PD 400 è un sistema con possibilità molteplici caratterizzato da:
– Basamento macchina stabile con costole di rinforzo con
guida prismatica
– 6 velocità dell’albero (commutatore per motore a 2 velocità
con 3 livelli supplementari d’ingranaggio)
– Regolazione rapida del carrello mediante manovella
– Avanzamento automatico
La fornitura comprende:
– Pinza a tre morsetti di precisione (Ø 100 mm)
– Contropunta rotante
– Mandrino a cremagliera (serraggio fino a 10mm)
– Set di ruote intercambiabili per due velocità d’avanzamento
(0.07 mm/g e 0.14 mm/g), 19 filettature metriche e filettatu-
re supplementari in pollici con passo da 10 a 48.
– Utensili
– Torretta porta-attrezzo multipla con 2 inserti
– Dispositivo filettatura sinistrorsa
– Protezione mandrino
– due spine di sicurezza di ricambio
Dati tecnici:
Macchina
Altezza delle punte 85 mm
Larghezza tra le punte: 400 mm
Diametro max. pezzo
al di sopra del carrello 116 mm
Apertura interna 20,5 mm
Fuso operatore lato mandrino MK3
Velocità di rotazione dell'albero Velocità I: 80 g/min;
330 g/min; 1.400 g/min
Velocità II: 160 g/min;
660 g/min; 2800g/min
Mandrino autocentranteVedere istruzioni mandrino
autocentrante!
Avanzamento automatico 0,07 oppure 0,14 mm/g
Filettature vedere tabella nella
scatola degli ingranaggi
Canotto della controtesta Corsa 30 mm/MK2
Torretta porta-attrezzo per attrezzi 10 x 10 mm
Dimensioni 900x400x300 mm (LxLxA)
Peso 45 kg
Rumore ≤ 70 dB(A)
Motore
Tensione 220-240 Volt, 50/60 Hz
Velocità I: Velocità II:
Numero di giri 1400 -5.000 giri/min 2800 -5.000 giri/min
Potenza resa 0,25 kW 0,55 kW
Potenza assorbita 2,1 A 3,9 A
Uso consentito solo in ambienti asciutti
Alla fine della vita dell’utensile non gettarlo
nella spazzatura normale bensi nella apposita
raccolta differenziata!
Montaggio ed installazione:
Nota:
Durante il trasporto non sollevare la macchina per la scatola
ad ingranaggi 23 (fig. 1) oppure per la copertura di rivestimento del motore. Il rivestimento in plastica potrebbe rompersi.
La superficie d’appoggio deve essere piana e sufficientemente
solida per poter assorbire le vibrazioni derivanti dal lavoro con
la macchina. La macchina deve essere fissata sul piano
d’appoggio mediante gli appositi fori 12 (fig.1). Accertasi che il
cavo di collegamento alla rete elettrica si trovi al di fuori della
zona di pericolo.
Montare il mandrino 2 (fig. 1) sul fuso operatore con le 3 viti
apposite. Accertarsi che la sede del mandrino sia priva di
polvere.
Per l’utilizzo dell’autocentrante fare attenzione alle istruzioni
separate, allegate del mandrino di serraggio!
Tutte le parti metalliche esposte sono, alla consegna, cosparse con un prodotto anticorrosivo. Questo prodotto è solo anticorrosivo e non è lubrificante. Dovrà essere pertanto asportato, ad esempio lavandolo con del petrolio, prima di utilizzare
la macchina per la prima volta. Tutte le guide devono essere
controllate ed eventualmente regolate (vedere il capitolo
„Manutenzione“).
Lubrificare poi bene tutte le guide esposte e gli alberi con olio
da macchina appropriato. Al termine montare la protezione
del mandrino.
A
vvertenza:
Gli elementi presenti (puleggia, cinghia, ruote dentate) non
devono essere oliati. Tuttavia, può essere raccomandabile in
caso di forti rumori durante il funzionamento spalmare sulle
ruote grasso molycote.
Utilizzo:
Attenzione!
Prima di azionarlo per la prima volta, controllare che le viti del
mandrino autocentrante 2 (fig.1) siano serrate in modo adeguato, che la chiave del mandrino autocentrante non sia inserita e il
supporto 16 (fig.1) sia sufficientemente distante dal mandrino
autocentrante.
Page 32

- 32 -
Attenzione!
Eseguire le prime prove senza pezzi inseriti. Fare attenzione che
le pinze girevoli siano serrate, poiché senza contropressione
potrebbero allentarsi per la forza centrifuga.
Eseguire le prime prove con un numero di giri ridotto. Fare
attenzione che il mandrino autocentrante è leggermente oliato e
all’inizio può spruzzare un po’.
Attenzione!
Fare attenzione che il motore, in base alle caratteristiche
costruttive, può diventare molto caldo in caso di lungo funzionamento a vuoto. Questo non significa che il motore sia guasto;
ciò nonostante si raccomanda di evitare questa condizione di
funzionamento e di non faregirare a vuoto la macchina inutilmente.
Accendere la macchina
1. Regolare a 0 l’interruttore per il senso di rotazione 1 (fig. 2)
2. Disaccoppiare la madrevite (girare l’interruttore della madrevite 2 verso sinistra).
3. Regolare alla velocità più bassa (commutatore a
gradini 3 su I)
4. Mettere in funzione la macchina premendo l'interruttore
principale 4. Si accenderà la spia di funzionamento 5.
5. Ruotare verso destra l’interruttore per il senso di rotazione.
Il mandrino gira ora nel senso di lavorazione.
Regolazione rapida del carrello
Il volantino 1 (fig. 3) consente una regolazione rapida del
carrello. È però necessario disaccoppiare in precedenza il
carrello.
Attenzione!
Allentare in precedenza le viti di arresto 2 di mezzo giro.
1. Portare verso l’alto la leva 3.
2. Girando la manovella 1 regolare il supporto
(1 rotazione=10,5 mm)
Attivazione dell’avanzamento automatico
1. Regolare a 0 la macchina sull’interruttore per il senso di
rotazione 1 (fig. 2).
2. Disaccoppiare il carrello (portare verso l’alto la leva 3
(fig. 3)).
3. Accertarsi che il volantino 10 (fig. 1) possa girare liberamente, in quanto durante l’accoppiamento si sposta anche la
madrevite.
4. Accoppiare la madrevite (girare l’interruttore della madrevite
2 (fig. 2) verso destra).
5. Mettere in funzione la macchina girando verso destra
l’interruttore per il senso di rotazione. La madrevite ed il
volantino girano ora insieme.
Attenzione!
L’avanzamento automatico non dispone di disinnesto automatico! Ricordarsi di disaccoppiare il carrello prima che arrivi al
mandrino!
6. Accoppiare il carrello (portare verso il basso la leva 3
(fig. 3)). Il carrello si sposta ora nel senso di lavorazione.
Nota:
Durante il lavoro azionare l’avanzamento automatico solo
mediante la leva 3 (fig. 3). Premere l’interruttore della madrevite 2 (fig. 2) solo a macchina ferma.
Regolazione dell’attrezzo
(tornitura in tondo e trasversale)
Oltre alla regolazione rapida del carrello e dell’avanzamento
automatico esistono altre 3 possibilità per regolare l’attrezzo.
A. Regolazione mediante la madrevite (rotazione longitudinale)
1. Disaccoppiare la madrevite (girare l’interruttore della
madrevite 2 (fig. 2) verso sinistra).
2. Accoppiare il carrello (portare verso il basso la leva 3
(fig. 3)).
3. Regolare il carrello girando il volantino 10 (fig. 1).
1 giro = 1,5 mm
B. Regolazione slitta superiore (rotazione longitudinale)
1. Bloccare, se necessario, il carrello (stringere la vite 2
(fig. 3).
2. Regolare la slitta superiore con il volantino 4.
1 giro = 1,0 mm
C. Regolazione della slitta trasversale (rotazione trasversale)
1. Bloccare, se necessario, il carrello (stringere la vite 2).
2. Regolare la slitta trasversale con il volantino 5.
1 giro = 1 mm di avanzamento = 2 mm di modifica
del diametro!
Page 33

- 33 -
Scegliere la giusta velocità di rotazione
dell’albero
La scelta della velocità di taglio adatta al lavoro da effettuare è
determinante per ottenere dei buoni risultati. Per la tornitura
in tondo ci si riferisce alla velocità perimetrale del pezzo da
lavorare. La tabella posta sulla scatola degli ingranaggi offre
un valido aiuto per la scelta della velocità di taglio corretta.
Se si conosce la velocità di taglio „Vc“ ed il diametro „D“ del
pezzo da lavorare si può calcolare la velocità di rotazione
necessaria dell’albero „n“ come segue:
n = Vcx 1000/ (D x 3.14)
Esempio: Il pezzo da lavorare è in alluminio ed ha un diametro
di 30 mm. La velocità di taglio necessaria, determinata secondo la tabella, è di 100 – 180 m/min. Calcoliamo con una velocità di 132 m/min.
n = Vc x 1000/ (D x 3.14) = 1400 giri/min.
Lo stesso risultato può essere letto anche sulla tabella posta
sulla scatola degli ingranaggi.
Regolare la velocità di rotazione dell’albero
Si può modificare la velocità di rotazione dell’albero commutando la velocità del motore (commutatore a gradini 1 fig. 4).
In questo modo la velocità può essere dimezzata o raddoppiata. È inoltre possibile modificare la velocità di rotazione
dell’albero mediante l’ingranaggio della cinghia.
1. Fermare la macchina premendo l’interruttore principale 2 ed
aprire la scatola degli ingranaggi 3 mediante una chiave ad
esagono incassato.
2. Allentare la vite di arresto 1 (fig. 5) di mezzo giro.
3. Girare verso sinistra la vite 3 con una chiave ad esagono
incassato 2. Ciò permetterà di scaricare la puleggia intermedia 4.
4. Sostituire ora la cinghia come illustrato nella fig. 6.
5. Estrarre nuovamente la chiave ad esagono incassato 2 e
stringere la vite di arresto 1.
6. Chiudere nuovamente la scatola degli ingranaggi 3 (fig. 4).
A
vvertenza:
Può verificarsi che il motore non si avvii sempre, se il commutatore a scatti si trova a livello II. In questo caso avviare da
posizione I e passare poi a posizione II.
Scegliere l’attrezzo
Esistono diversi tipi di attrezzi. Diamo qui di seguito una breve
descrizione delle loro possibilità d’impiego (vedere la fig. 7):
Gli attrezzi per sgrossare (1) vengono utilizzati per asportare
il maggior numero di trucioli nel minor tempo possibile
(senza tener conto della rifinitura della superficie del pezzo).
Gli attrezzi di finitura o a punta (2) vengono utilizzati per
ottenere una superficie perfettamente liscia.
Gli attrezzi di traslazione a destra (3) oppure a sinistra
vengono utilizzati per la tornitura in tondo e trasversale e per
tornire angoli acuti nel senso di lavorazione destro o sinistro.
Gli attrezzi di troncatura (4) vengono utilizzati per praticare
scanalature e per staccare i pezzi lavorati.
Gli attrezzi per filettatura (5) vengono utilizzati per praticare
filetti esterni.
Gli attrezzi di tornitura interna (6) vengono utilizzati per
tornire internamente.
Collocare l’attrezzo nella torretta porta-attrezzo
Della dotazione di base del tornio PD 400 fa parte una torretta
porta-attrezzi multipla (fig. 8) composta da blocco portaattrezzi 1 e da due inserti 2. Per ottenere un buon risultato è
indispensabile che l’attrezzo sia perfettamente centrato e che
venga serrato per evitare le vibrazioni.
1. Collocare l’attrezzo 3 nell’inserto porta-attrezzi 2. Stringere
con forza le due viti 4.
2. Collocare l’inserto porta-attrezzi nel blocco porta-attrezzi 1.
Regolare l’altezza dell’attrezzo mediante il dado 5 e fissarlo
con il dado 6. Adattare l’altezza del filo di taglio alla contropunta nella controtesta.
3. Bloccare l’inserto porta-attrezzi con la vite 7.
Nota:
Allentando la vite 8 si può far ruotare tutto il blocco portautensili.
Serraggio nel mandrino
Attenzione!
Attenersi alle istruzioni di funzionamento del produttore
dell’autocentrante allegate!
Attenzione!
Se i pezzi da lavorare vengono solamente serrati nel mandrino
mediante la controtesta senza controsupporto, la sporgenza
non deve superare il triplo del diametro del materiale.
(L = 3 x D), vedere figura 9.
Page 34

- 34 -
Esempio di tornitura in tondo
Per tornitura in tondo si intende la lavorazione di pezzi
cilindrici in parallelo rispetto all’asse di rotazione. Il paragrafo
seguente vuole aiutare dei principianti a lavorare con il tornio
praticando la tornitura in tondo.
Serrare inizialmente un pezzo corto come descritto per il
mandrino (levare la chiave dal mandrino).
Regolare la giusta velocità di rotazione sull’ingranaggio della
cinghia (vedere la tabella posta sulla scatola degli ingranaggi
e fig. 6).
Disaccoppiare la madrevite (girare verso sinistra l’interruttore
della madrevite 2 (fig. 2)) ed accoppiare il carrello (leva 3
(fig. 3) verso il basso).
Avvicinare il carrello, spostandolo da destra a sinistra, al
pezzo (volantino 10 (fig.1)).
Prima di avviare la macchina, verificare, ruotandolo a mano,
che il mandrino giri liberamente.
Avviare la macchina (girare l’interruttore per il senso di
rotazione 1 (fig. 2) verso destra).
Regolare la profondità di taglio spostando la slitta trasversale
(volantino 5 (Fig. 3)). Regolare inizialmente solo una profondità di 1/10 mm (4 gradi sulla scala).
Spostare il carrello nel senso di lavorazione girando il volantino 10 posteriore (fig. 1). Se tutto è stato regolato esattamente
la macchina lavora senza fare rumore e senza sforzo.
Attenzione!
Pericolo di lesioni! Non tenere mai le dita vicine al pezzo
durante la tornitura. Non misurare mai un pezzo durante la
rotazione con un calibro a corsoio o attrezzo similare! Non
lavorare mai il pezzo con una lima o carta abrasiva durante la
rotazione!
Tornitura conica
Per la tornitura conica regolare la slitta superiore in funzione
dell’angolo desiderato.
1. Spostare la slitta superiore verso destra mediante il
volantino 1 (fig. 11).
2. Allentare la vite di arresto 2.
3. Regolare l’angolazione della slitta superiore e stringere
nuovamente le viti.
Nota:
La slitta superiore è dotata di una scala nonio (simile a quella
di un calibro a corsoio). Gli angoli sono rappresentati esattamente sulla scala esterna A (fig. 11a). Sulla scala interna B
sono ridotti (1 grado sulla scala interna corrisponde a 4,5º).
La lettura dell’angolo con passi di 5º si effettua sovrapponendo il contrassegno zero della scala interna a quello della
scala esterna. Se si desidera aumentare l’angolo di 1º,
il contrassegno „2“ della scala interna deve corrispondere al
contrassegno di 10º superiore della scala esterna. Se si desidera aumentare l’angolo di 2º, il contrassegno „4“ della scala
interna deve corrispondere al contrassegno di 20º superiore
della scala esterna e cosi via. Nel nostro esempio il contrassegno 2 della scala interna si sovrappone al contrassegno 20
della scala esterna con uno scarto di 10º. Ne risulta un angolo
di 10°+1°=11°.
4. Bloccare il carrello con la vite 3 (Fig. 11).
5. L’avanzamento avviene mediante il volantino per la slitta
superiore 1.
Nota:
Per ottenere un cono esatto, l’altezza dell’attrezzo di tornitura
deve essere regolata esattamente al centro.
Scanalatura e troncatura di un pezzo
Per scanalatura di un pezzo si intende la creazione di rigature
sottili. Se la scanalatura viene praticata fino al centro del
pezzo si parla di troncatura. Regolare assolutamente l’altezza
dell’attrezzo per troncare al centro del pezzo e serrare l’attrezzo il più vicino possibile. Lavorare ad una velocità di rotazione
bassa e lubrificare, se possibile, l’attrezzo con dell’olio per
macchina.
Lavorazione pezzi più lunghi con controtesta e
contropunta
Dei pezzi più lunghi (sporgenza dal mandrino tre volte
maggiore del diametro del pezzo) devono essere tenuti fermi
all’estremità destra mediante controtesta e contropunta
girevole. A tale scopo praticare un’alesatura di centraggio
sull’estremità destra:
1. Ruotare trasversalmente il pezzo sul lato anteriore destro.
2. Collocare il mandrino 1 (fig. 2) nella controtesta e serrare la
punta a centrare.
3. Avvicinare la controtesta al pezzo e fissarla con la vite di
fermo 2.
4. Accendere la macchina e praticare l’alesatura di centraggio
mediante avanzamento del canotto (volantino 4).
Page 35

- 35 -
Il mandrino 1 può essere sostituto dalla contropunta mobile.
Inserire la punta nell’alesatura di centraggio e collocarla in
modo tale che non abbia più nessun gioco. Fissare ora il
canotto con la vite ad alette 3.
Modifica dell’avanzamento
Il tornio PD 400 viene fornito con un avanzamento standard di
0,07 mm/giri. Per regolare un avanzamento più rapido (0,14
mm/giri) bisogna sostituire la ruota dentata di 20 denti dell’asse Z1 (5 fig. 13) con una ruota dentata di 40 denti nella scatola degli ingranaggi. Procedere come segue:
1. Fermare la macchina premendo l’interruttore principale 25
(fig. 1) ed aprire la scatola degli ingranaggi 23.
2. Allentare la vite 1 (Fig. 14) e spostare verso il basso il
braccio della ruota dentata.
3. Rimuovere la clip 3 (fig. 13)
4. Allentare l’asse 4 di mezzo giro dalla parte quadrata.
Sostituire la ruota dentata 5 di 20 denti con una di 40 denti.
Nota:
Durante la sostituzione delle ruote dentate mettere sempre
una striscia di giornale tra i fianchi dei denti prima di bloccare
l’asse. Lo spessore del giornale corrisponderà al gioco necessario tra i fianchi dei denti.
5. Bloccare nuovamente l’asse. Inserire la clip, sollevare
verso l’alto il braccio della ruota dentata e stringere la vite 1
(fig. 14).
Montaggio ruote intercambiabili per filettatura
Il tornio PD 400 consente di realizzare 19 filettature metriche
diverse (vedere la tabella posta sulla scatola degli ingranaggi e
la fig. 25) e filettature in pollici con un passo da 10 a 48. Per
regolare il passo di filettatura bisogna sostituire le ruote intercambiabili corrispondenti. Nella figura 14 si vedono montate le
ruote intercambiabili per un passo di 1 mm.
La tabella nella scatola degli ingranaggi mostra: w = 30,
Z1 = -/50, Z2 = 40/30, L = 60/- dove w designa la ruota dentata sul fuso operatore. La ruota dentata è fissata sempre al
fuso operatore con una vite senza testa. Z1 e Z2 rappresentano le 2 assi delle ruote intermedie. La cifra davanti designa
sempre la ruota dell’asse rivolta all’utilizzatore, la cifra dietro
quella posteriore. Sull’asse Z2 viene quindi spinta prima la
ruota posteriore con 30 denti e poi quella anteriore con 40
denti. Sull’asse Z1, montare prima la ruota posteriore con 50
denti e poi un anello intermedio.
L designa la ruota sulla madrevite. Per sostituire questa ruota
bisogna svitare il dado 6. La rondella di compensazione 7 ha
la stessa larghezza della ruota dentata e deve essere montata
sia davanti che dietro la ruota.
Filettatura con l’attrezzo
Nota:
Per i seguenti lavori il pezzo deve aver passato tutte le fasi di
lavorazione e la filettatura esterna deve avere il giusto diametro. Si raccomanda di praticare uno smusso all’inizio della
filettatura ed una piccola scanalatura all’estremità finale.
L’attrezzo di filettatura deve essere serrato con un angolo
esatto di 90º.
Attenzione!
Durante la filettatura lavorare sempre a velocità minima
(80 g/min) per evitare che l’avanzamento sia troppo veloce
(pericolo di ferirsi).
1. Portare l’utensile alla posizione iniziale.
2. Accoppiare la madrevite (girare l’interruttore della madrevite
1 (fig. 15) verso destra).
3. Accendere la macchina.
4. Avanzare leggermente l’attrezzo mediante la slitta
trasversale.
5. Accoppiare il carrello (portare verso il basso la leva 2).
6. Ad ottenimento della lunghezza di filettatura desiderata
riportare indietro la slitta trasversale e spegnere la
macchina con l’interruttore per il senso di rotazione.
7. Attendere l’arresto del mandrino. Spingere l’interruttore per
il senso di rotazione verso la sinistra del carrello.
8. Regolare nuovamente l’utensile e ripetere l’operazione fino
ad ottenere la profondità di filettatura desiderata.
Nota:
Nel corso dell’intera operazione non è consentito separare il
carrello e la madrevite perché ciò potrebbe portare ad uno
scarto del passo di filettatura.
Per migliorare la qualità della filettatura viene utilizzata anche
la slitta superiore. L’avanzamento dell’utensile di filettatura
avviene come descritto in precedenza per la slitta trasversale.
A tale scopo la slitta superiore viene spostata di 0,025 mm
(1 grado) sia verso sinistra che verso destra. I trucioli verranno
quindi asportati sempre solo da una parte.
Al raggiungimento dell’intera profondità di filettatura, facendo
avanzare leggermente l’attrezzo, si ottiene un taglio completo
della filettatura.
Taglio filettatura sinistrorsa
Per ottenere una filettatura sinistrorsa bisognerà montare un
asse aggiuntivo con una ruota dentata intermedia Z (fig. 16)
tra Z2 e la ruota della madrevite L. Ciò permetterà di invertire
il senso di rotazione della madrevite. Il numero di denti della
ruota non è importante. Con un mandrino che gira verso
destra il carrello si sposta da sinistra a destra. Quindi anche la
filettatura dovrà essere variata da sinistra a destra.
Page 36

- 36 -
Manutenzione
Attenzione!
Prima di eseguire qualsiasi lavoro di manutenzione e pulizia,
spegnere l’interruttore principale della macchina. Non utilizzare dell’aria compressa per la pulizia per evitare che i trucioli
entrino delle guide.
Generalità
Dopo aver utilizzato l’apparecchio liberarlo con cura da tutti i
trucioli aiutandosi con un pennello o uno scopino.
Lubrificare o oliare tutte le parti come previsto dal piano di
lubrificazione (fig. 17). Lubrificando le superfici di scorrimento
muovere più volte avanti ed indietro le slitte per evitare che
l’olio entri nelle guide.
A = oliare/lubrificare sempre prima di cominciare il lavoro
B = oliare/lubrificare mensilmente
Oliare anche l’unità flangiata della vite conduttrice nella scatola
ingranaggi attraverso il foro predisposto.
Regolazione del gioco delle guide
Anche se le guide vengono lubrificate ad intervalli regolari non
si può evitare che prendano un po’ di gioco dopo un certo
periodo di tempo.
1. Svitare il controdado 1 (fig. 18) delle viti di regolazione per
la slitta superiore 2, stringere in modo omogeneo tutte le
viti di regolazione 3 fino ad eliminare il gioco e avvitare
nuovamente il controdado.
2. Ripetere la stessa operazione per la slitta trasversale 4.
Nota:
Si può bloccare la guida servendosi della vite 5.
3. Girare la macchina e svitare leggermente la vite senza testa
1 (Fig. 19).
4. Stringere leggermente la vite d’arresto 2 per ridurre il gioco.
5. Controllare se il carrello può essere ancora spostato facilmente. In caso contrario aumentare nuovamente il gioco.
Fuso operatore
La sospensione del fuso operatore mediante 2 cuscinetti a
rulli conici non richiedere manutenzione per almeno 6000 ore
di lavoro a velocità bassa e 1800 ore a velocità massima. Se,
dopo queste ore di servizio, si constatasse un leggero gioco,
far regolare i cuscinetti da persona qualificata.
Punto di rottura nominale della vite conduttrice
In caso di grippaggio o altro sovraccarico la spina di sicurezza
può rompersi (vedere il disegno esploso di pag. 88, pos. 81)
nell’unità flangiata (pos. 71). Questa è progettata come punto di
rottura nominale e deve essere sostituita (la spina di sicurezza
deve essere acquistata da noi come pezzo di ricambio). Allo
scopo è necessario rimuovere le ruote del cambio ed espellere i
resti della spina di sicurezza rotta con un utensile adeguato
(spinotto o altro) dalla vite conduttrice e dalla bussola appoggiata (pos. 82). Quando si inserisce la nuova spina di sicurezza si
deve fare attenzione che questa non sia in posizione sporgente
bensì stia a filo, altrimenti la ruota dentata non può essere
inserita nuovamente senza problemi. In questo modo è necessario anche garantire che la spina sieda solo su un lato, cioè
che la tranciatura venga sollecitata solo su di un lato.
Smaltimento:
Non smaltire l’apparecchio con i rifiuti domestici. L’apparecchio contiene dei materiali che possono essere riciclati. In
caso di domande in proposito rivolgersi all’azienda locale per
lo smaltimento oppure ai corrispondenti enti comunali.
Accessori per tornio PD 400
Nota:
Nella consegna sono previsti i seguenti accessori.
Attenzione!
Prima di montare gli accessori, spegnere l’interruttore principale della macchina.
Dispositivo a punte per tornire
Montaggio del dispositivo a punte per tornire:
Nota:
Dei pezzi più lunghi vengono serrati tra le punte di centraggio
del fuso operatore e la controtesta. Le due estremità del
pezzo devono essere provviste di un’alesatura di centraggio.
Per ottenere un cono esatto è necessario che le punte siano
allineate perfettamente sia orizzontalmente che verticalmente.
1. Svitare le tre viti di fissaggio del mandrino a tre griffe ed
estrarre il mandrino.
2. Pulire con cura l’accoppiamento del disco trascinatore 3
(fig. 20), la contropunta 1 ed il suo accoppiamento nel fuso
operatore.
3. Collocare la contropunta 1 nell’accoppiamento del fuso
operatore. Collocare la seconda contropunta nella
controtesta.
4. Posizionare l’adattatore 4 nel disco trascinatore e stringere
leggermente la vite senza testa. Spingere entrambi sopra il
pezzo 5. Avvitare il trascinatore 2 nella flangia portamandrino.
5. Serrare il pezzo da lavorare tra le punte. Spingere il disco
trascinatore 2 (fig. 21) sopra il trascinatore e fissarlo al
pezzo con la chiave per viti ad esagono incassato 1.
Attenzione!
Se si utilizza una contropunta fissa nella controtesta bisognerà
lubrificare costantemente la punta e l’alesatura di centraggio
per evitarne il surriscaldamento.
Rimuovere la contropunta:
6. Far passare un’asta in alluminio o in ottone da sinistra a
destra attraverso il fuso operatore.
7. Tenere ferma la contropunta ed allentarla dando dei leggeri
colpi sull’asta.
Page 37

- 37 -
Mandrino a 4 griffe con griffe regolabili
singolarmente
Nota:
Grazie alla possibilità di regolare separatamente le 4 griffe si
possono serrare pezzi rotondi, ovali, quadrati ed anche di
sagoma asimmetrica. Il bloccaggio può essere sia concentrico
che eccentrico. Contrariamente al mandrino a tre griffe, la
centratura del pezzo avviene in questo caso manualmente.
1. Smontare il mandrino a 3 griffe e montare quello a 4 griffe.
2. Aprire le 4 griffe, pulire le superfici d’appoggio e serrare
leggermente ad occhio il pezzo.
3. Far avanzare il supporto con l’utensile sulla superficie piana
del pezzo da lavorare.
4. Girare il mandrino manualmente per constatare eventuali
asimmetrie.
5. Procedere ad un’eventuale regolazione aprendo una delle
griffe e regolando quella opposta.
6. Stringere a croce le 4 griffe in modo omogeneo.
Attenzione!
Quando le griffe sono in posizione normale si possono serrare
solamente pezzi con una lunghezza dello spigolo di 55 mm.
In posizione contraria la lunghezza non deve essere superiore
a 100 mm. Non è possibile garantire il bloccaggio corretto di
pezzi più grandi. Pericolo di incidente!
Mandrino a 4 griffe (serraggio concentrico)
Le griffe non possono essere regolate separatamente (centraggio automatico). Mandrino ø 100 mm capacità massima di
serraggio 83 mm. Non è possibile garantire il bloccaggio corretto di pezzi più grandi. Pericolo di incidente!
Dispositivo di serraggio con pinze di serraggio
Nota:
Il dispositivo di serraggio è particolarmente indicato per la
lavorazione di pezzi rotondi che richiedono un grado elevato
di precisione. Garantisce una coassialità decisamente
migliore rispetto alla lavorazione con un mandrino.
1. Svitare le tre viti di fissaggio del mandrino a tre griffe ed
estrarre il mandrino.
2. Pulire con cura l’accoppiamento della sede per le pinze di
serraggio 2 (fig. 22) e l’accoppiamento nel fuso operatore.
3. Montare la sede per le pinze di serraggio 2 mediante 4 viti
di fissaggio 3.
Attenzione!
Utilizzare sempre le pinze di serraggio adatte al pezzo da
lavorare. Delle pinze con un diametro eccessivo si romperebbero.
4. Collocare la pinza di serraggio 6 ed avvitare leggermente la
ghiera di serraggio 5.
Attenzione!
Non stringere mai la ghiera di serraggio se non c’è nessun
pezzo posizionato. Rimuovere la spina 4 subito dopo
averla utilizzata per stringere la ghiera di serraggio 5.
5. Inserire il pezzo adatto nella pinza di serraggio e stringere la
ghiera di serraggio 5 mediante la spina in acciaio 4.
Lunetta fissa
La lunetta è particolarmente indicata per l’alesatura di pezzi
più lunghi con un diametro sino a 50 mm.
1. Allentare la vite di fissaggio 4 (fig. 23) mettere di traverso la
piastra di supporto 3.
2. Collocare la lunetta sulla guida del bancale e regolarla nella
posizione desiderata.
3. Mettere la piastra di supporto 3 in parallelo con lo zoccolo
della lunetta e stringere le viti di fissaggio 4.
4. Allentare tutte le viti 1 ed avvicinare le singole griffe di
supporto 2 al pezzo da lavorare.
Attenzione!
Le griffe 2 possono toccare il pezzo ma non devono
bloccarlo. In caso contrario la superficie del pezzo
potrebbe essere rigata ed il motore sovraccaricato.
Se i punti d’appoggio del pezzo non sono rotondi e lisci,
devono essere preparati al tornio in precedenza. Le griffe ed i
pezzi da lavorare devono essere lubrificati costantemente
durante la tornitura.
5. Controllare che il pezzo sia alloggiato senza gioco nella
lunetta e stringere la vite d’arresto 1.
Lunetta mobile
Il montaggio è simile a quello per la lunetta fissa con l’unica
differenza che la lunetta mobile è fissata al carrello (fig. 24).
Disco di serraggio con staffe
Viene montato al posto del mandrino. È ideale per bloccare
pezzi grandi e di forma asimmetrica. Ø 150 mm 2 scanalature
a T continue, incluse staffe di serraggio.
Dichiarazione di conformità CE
Dichiariamo, sotto la nostra responsabilità, che questo prodotto è conforme alle disposizioni delle seguenti direttive CE:
Direttiva CE relativa alla 73/23/CEE
bassa tensione 93/68/CEE
EN 61029-1/12.2003
Direttiva CE CEM (compatibilità
elettromagnetica) 89/336/CEE
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Direttiva CE relativa ai 98/037/CEE
macchinari EN 61029-1/12.2003
Ing. Jörg Wagner
01.02.2005
PROXXON S.A.
Settore di attività: sicurezza delle macchine
Page 38

- 38 -
Preámbulo
Estimado cliente:
Con el torno PROXXON PD 400 posee usted un equipo de
esmerado diseño que ha sido fabricado por especialistas
cuya precisión ha venido a ser ya tradicional. Las posibilidades de aplicación de esta máquina son muy variadas. Le
rogamos tenga presente además en este contexto el programa, también sumamente interesante, de accesorios.
Para utilizar correctamente la máquina es imprescindible que
lea y observe con atención la totalidad de estas instrucciones.
Esto es de aplicación no solo para los principiantes, sino también para los profesionales. Lea también atentamente el capítulo referido al mantenimiento. Trabajando de forma esmerada
y cuidando su mantenimiento (incluido el engrase periódico)
obtendrá de la máquina un rendimiento de alta precisión
durante mucho tiempo.
Le deseamos todo tipo de satisfacción en la lectura de estas
instrucciones y en sus primeros ensayos de torneado con la
máquina PD 400.
Nos reservamos el derecho de introducir modificaciones en el
sentido del progreso tecnológico.
Índice
Página
Normas de seguridad (véase cuaderno adjunto)
Leyenda 38
Descripción de la máquina y volumen de suministro 39
Datos técnicos 39
Montaje e instalación 39
Utilización 39
1. Conexión de la máquina 40
2. Ajuste rápido del soporte 40
3. Activación del avance automático 40
4. Desplazamiento de la herramienta
(torneado longitudinal y transversal) 40
5. Determinación correcta de las revoluciones
del husillo 41
6. Ajuste de las revoluciones del husillo 41
7. Selección de la herramienta 41
8. Inserción de la herramienta en el portaherramientas 41
9. Sujeción en el mandril del torno 41
10. Ejemplo de torneado longitudinal 42
11. Torneado cónico 42
12. Tallado y tronzado de una pieza 42
13. Mecanizado de piezas más largas con cabezal
y contrapunto 42
14. Modificación del avance 43
15. Montaje de ruedas inversoras para el tallado
de roscas 43
16. Tallado de roscas con la herramienta de tornear 43
17. Tallado de roscas a la izquierda 43
Mantenimiento 44
18. Generalidades 44
19. Ajuste de la holgura de las guías 44
20. Husillo principal 44
21. Punto teórico de rotura del husillo guía 44
22. Eliminación 44
Accesorios para el torno PD 400 44
21. Sujeción entre puntos 44
22. Mandril de 4 mordazas graduables
independientemente 45
23. Mandril de 4 mordazas (con sujeción central) 45
24. Dispositivo de sujeción y pinzas 45
25. Luneta fija 45
26. Luneta de arrastre 45
27. Plato con garras de sujeción 45
Listado de repuestos 86
Leyenda (fig 1):
1. Husillo principal
2. Mandril
3. Portaherramientas múltiple con elemento portador
4. Punto de arrastre
5. Base de brida para unidad de fresado PF 400 (opcional)
6. Pinola
7. Tornillo de sujeción para la pinola
8. Cabezal
9. Rueda de ajuste de la pinola
10. Volante para husillo guía
11. Tornillo de sujeción para cabezal
12. Orificios para sujeción de la mesa
13. Husillo guía
14. Rueda de ajuste para carro superior
15. Carro superior
16. Soporte
17. Carro de refrentar
18. Rueda de ajuste para carro de refrentar
19. Caja del delantal
20. Palanca de embrague para tuerca matriz
21. Volante para ajuste rápido
22. Interruptor del husillo guía
23. Caja de ruedas
24. Conmutador de sentido de giro para giro a
la izquierda – stop – giro a la derecha
25. Interruptor principal
26. Indicador de marcha
27. Conmutador escalonado para graduación de la velocidad
28. Llave de hexágono interior
29. Llave de boca
30. Volvedor de mandril
31. Mandril de corona dentada
32. Juego de ruedas inversoras
33. Elemento portador
E
Page 39

- 39 -
Descripción de la máquina y volumen
de suministro:
El torno PROXXON PD 400 es un sistema susceptible de
montaje que se caracteriza por:
– una robusta bancada nervada con guía prismática
– 6 velocidades del husillo (conmutador para 2 velocidades
del motor con 3 marchas adicionales)
– ajuste rápido del soporte mediante manivela
– avance automático
Forman parte del volumen de suministro:
– Revestimiento interior preciso de tres lados (Ø 100 mm)
– punto de arrastre
– mandril de corona dentada (que sujeta hasta 10 mm)
– juego de ruedas inversoras para dos velocidades de avan-
ce (0.07 y 0.14 r.p.m.),19 pasos métricos de velocidad y
paso adicionales de velocidad en pulgadas desde 10 hasta
48 marchas.
– Herramientas de servicio
– portaherramientas múltiple con 2 elementos portadores
– dispositivo de rosca a la izquierda
– protección del mandril
– Dos espigas rascadoras de recambio
Datos técnicos:
Máquina
Altura de puntos 85 mm
Anchura entre puntos 400 mm
Diámetro máx. de la pieza
sobre el soporte 116 mm
Hueco del husillo 20.5 mm
Husillo principal por lado
del mandril MK3
Velocidades del husillo Grado I: 80 r.p.m.;
330 r.p.m.; 1.400 r.p.m.
Grado II: 160 r.p.m.; 660 r.p.m.;
2800 r.p.m.
Mandril giratorio: Ver las instrucciones del mandril giratorio
Avance automático 0.07 ó 0.14 r.p.m.
Pasos de rosca véase tabla en la caja
de cambio
Pinola del cabezal carrera 30 mm/MK 2
Portaherramientas para 10 x 10 mm
Dimensiones 900x400x300 mm (LxAxH)
Peso 45 kg
Ruido: ≤ 70 dB(A)
Motor
Tensión 220-240 voltios, 50/60 Hz
Grado I Grado II
Velocidad 1400 U r.p.m. 2800 U r.p.m.
Potencia de salida 0,25 kW 0,55 kW
Consumo 2,1 A 3,9 A
Sólo para utilización en recintos secos
Por favor no deshacerse de esta maquina
arrojandola a la basura!
Montaje e instalación:
Nota:
Durante el transporte no hay que levantar la máquina por la
caja de ruedas 23 (fig.1) ni por la cubierta del motor. Se pueden romper las cubiertas de plástico.
La superficie de colocación debe tener suficiente nivelación y
estabilidad como para absorber las vibraciones que se produzcan durante el trabajo. Hay que sujetar la máquina sobre
la base inferior sirviéndose de los orificios previstos para ello
12 (fig.1). Preste atención a que el conducto de la red quede
fuera de la zona de riesgo.
Monte el mandril 2 (fig. 1) con los tres tornillos correspondientes sobre el husillo principal. Preste atención a que el asiento
del mandril esté exento de polvo.
Para utilizar el mandril, tener en cuenta las instrucciones anexas
adicionales del mandril de sujeción.
Todas las piezas metálicas pulidas están conservadas con un
producto anticorrosivo en el momento del suministro. Esta
protección no sirve de lubricación, sino solo como conservación. Tiene que eliminarse por lavado p.ej. con petróleo antes
de la primera utilización de la máquina. Hay que revisar todas
las guía y si es preciso hay que ajustarlas. (Véase a este respecto el capítulo "Mantenimiento").
A continuación se deben engrasar bien las guías y los ejes
pulidos con un aceite apropiado para maquinaria. Por último
puede realizarse el montaje de la protección del mandril.
A
viso:
No se debe lubricar el tren delantero (poleas de correas,
correas, ruedas dentadas). En todo caso, puede ser recomendable en el caso de haber un fuerte ruido de funcionamiento,
aplicar a las ruedas un poco de grasa Molykote.
Manejo:
Atención!
Antes de la primera puesta en marcha, comprobar que los tornillos del mandril giratorio 2 (fig. 1) estén correctamente apretados, no esté enchufada la llave del mandril giratorio y el soporte
16 (fig. 1) tenga suficiente distancia respecto al mandril giratorio.
Atención!
Realizar los primeros intentos sin ninguna pieza sujeta. Pero, procure que las mordazas giratorias estén firmemente tensadas, ya que,
sin la contrapresión, podrían soltarse debido a la fuerza centrífuga.
Realizar los primeros ensayos con un número de revoluciones
pequeño. Tener en cuenta que el mandril giratorio está ligeramente lubricado y que, al principio, puede salpicar un poco.
Atención!
Tener en cuenta que, debido al tipo constructivo, el motor
puede calentarse mucho al funcionar largo tiempo en marcha en
vacío. Ello es indicio de un defecto en el motor. De todas formas se recomienda evitar este estado funcional, no dejando
funcionar la máquina durante demasiado tiempo en vacío.
Page 40

- 40 -
Conexión de la máquina
1. Ponga a "0" el conmutador de sentido de giro 1 (fig. 2).
2. Desembrague el husillo guía (gire a la izquierda el interruptor del husillo guía 2).
3. Programe una velocidad baja (conmutador escalonado 3 en
grado I)
4. Active la máquina con el interruptor principal 4. Entonces
se enciende el indicador de marcha 5.
5. Gire a la derecha el conmutador de sentido de giro. Ahora
gira el mandril en el sentido de la mecanización.
Ajuste rápido del soporte
El soporte se puede desplazar uniformemente con el volante
1 (fig.3). Pero para ello hay que desembragar antes el soporte.
¡Atención!
Afloje antes media vuelta el tornillo de sujeción 2.
1. Ponga hacia arriba la palanca 3.
2. Girando la manivela 1, reajustar el soporte
(1 vuelta = 10,5 mm).
Activación del avance automático
1. Ponga a "0" la máquina con el conmutador de sentido de
giro 1 (fig. 2).
2. Desembrague el soporte (ponga hacia arriba la palanca 3
(fig. 3)).
3. Preste atención a que el volante 10 (fig.1) pueda girar
libremente, ya que al embragar el husillo guía se mueve al
mismo tiempo.
4. Embrague el husillo guía (gire a la derecha el interruptor del
husillo guía 2 (fig. 2)).
5. Active la máquina a la derecha en el conmutador de
sentido de giro. Ahora girarán al mismo tiempo el husillo
guía y el volante.
¡Atención!
El avance automático no dispone de desconexión automática.
Preste atención a desembragar el soporte antes de que entre
en el mandril.
6. Embrague el soporte (ponga hacia abajo la palanca 3
(fig. 3)). Ahora se moverá el soporte en el sentido de la
mecanización.
Nota
Al trabajar solamente se debe utilizar el avance automático
con la palanca 3 (fig. 3). El interruptor del husillo guía 2 (fig. 2)
solamente debe utilizarse estando la máquina en reposo.
Desplazamiento de la herramienta
(torneado longitudinal y transversal)
Además del ajuste rápido del soporte y además del avance
automático, se puede programar la herramienta para trabajar
en otros tres modos.
A. Ajuste mediante el husillo guía (torneado longitudinal)
1. Desembrague el husillo guía (gire a la izquierda el interruptor del husillo guía 2 (fig. 2)).
2. Embrague el soporte (ponga hacia abajo la palanca 3
(fig. 3)).
3. Gradúe el soporte con ayuda del volante 10 (fig. 1).
1 vuelta = 1.5 mm
B. Ajuste del carro superior (torneado longitudinal)
1. Si fuera necesario, inmovilice el soporte (apriete el
tornillo 2 (fig. 3)).
2. Ajuste el carro superior con el volante 4.
1 vuelta = 1.0 mm.
C. Ajuste del carro de refrentar (refrentado)
1. Si fuera necesario, inmovilice el soporte (apriete el
tornillo 2).
2. Gradúe el carro de refrentar con el volante 5.
1 vuelta = 1 mm avance = 2 mm variación del
diámetro
Page 41

- 41 -
Determinación correcta de las revoluciones del
husillo
Resulta decisivo para obtener una imagen limpia del torneado, entre otras cosas, la selección de la velocidad de corte
apropiada. Nos referimos, en el caso del torneado longitudinal
a la velocidad perimetral de la pieza. La tabla que aparece en
la caja de ruedas de la máquina nos ayudará a acertar en la
elección de la velocidad de corte.
Si conocemos la velocidad de corte “Vc“ y el diámetro de la
pieza “D“, podremos calcular del siguiente modo la necesaria
velocidad de giro del husillo “n“:
n = Vcx 1000/ (D x 3.14)
Ejemplo: hay que mecanizar una pieza de aluminio con 30
mm de diámetro. Según la tabla, necesitamos una velocidad
de corte de 100 – 180 r.p.m. Si aplicamos por ejemplo
132 m r.p.m. resultará:
n = 132 x 1000/ (30 x 3.14) = 1400 r.p.m.
Este resultado se puede tomar también directamente de la
tabla situada en la caja de ruedas.
Ajuste de las revoluciones del husillo
La velocidad del husillo se puede modificar por una parte
mediante conmutación del motor (conmutador escalonado 1
Fig. 4). De este modo se reduce a la mitad o se duplica la
velocidad de giro. Por otro lado también se puede modificar la
velocidad de giro mediante la transmisión por correa.
1. Desactive la máquina en el interruptor principal 2 y abra la
caja de ruedas 3 con la llave de hexágono interior.
2. Afloje media vuelta el tornillo de sujeción 1 (fig. 5).
3. Gire a la izquierda con una llave de hexágono interior 2 el
tornillo 3. De este modo se descarga la polea intermedia 4.
4. Cambie a continuación la correa como se indica en la fig. 6.
5. Vuelva a sacar la llave de hexágono interior 2 y apriete el
tornillo de sujeción 1.
6. Vuelva a cerrar la caja de ruedas 3 (fig. 4).
A
viso:
Puede suceder que el motor no siempre arranque cuando el
interruptor de niveles se encuentre en el nivel II. En este caso,
empezar en la posición I y pasar entonces a la posición II.
Selección de la herramienta
Hay diferentes tipos de herramienta. Sigue una breve explicación (ver fig. 7):
Se utilizan herramientas de desbastar (1) para quitar la
mayor cantidad posible de viruta en poco tiempo (sin prestar
consideración al acabado de la superficie de la pieza).
Se utilizan herramientas de afinar o útiles puntiagudos (2)
para lograr una superficie limpia.
Se utilizan herramientas de costado derecho (3) o
izquierdo para el torneado longitudinal y el refrentado así
como para tornear ángulos agudos en dirección de mecanización a la derecha o a la izquierda.
Las herramientas de tronzar (4) se utilizan para el tallado de
ranuras y para separar unas piezas de otras.
Peines de roscar (5) para aterrajar roscas exteriores.
Herramientas de torneado interior (6) para mandrilar.
Inserción de la herramienta en el
portaherramientas
Forma parte del equipamiento básico del PD 400 un portaherramientas múltiple (fig. 8) compuesto de bloque portaherramientas 1 y dos elementos portadores 2. Para obtener un
torneado limpio es imprescindible que la herramienta esté
exactamente "en el centro y que esté sujeta en corto para evitar vibraciones.
1. Ponga la herramienta 3 en el elemento portador 2. Apriete a
tope los dos tornillos 4.
2. Ponga el elemento portador en el bloque portaherramientas
1. Ajuste la altura de la herramienta con la tuerca 5 y fíjela
con la tuerca 6. Para ello adapte la altura de los cortes a la
punta del cabezal.
3. Sujete el elemento portador con el tornillo 7.
Nota:
Aflojando el tornillo 8 podrá bascularse todo el bloque de
sujeción.
Sujeción en el mandril del torno
Atención:
Tener en cuenta las instrucciones de servicio anexas del fabricante del mandril.
¡Atención!
Si se sujetan las piezas únicamente en el mandril sin apoyo
en el lado opuesto por parte del cabezal, el exceso no debe
sobresalir más que el triple del diámetro del material
(L = 3 x D), véase fig. 9.
Page 42

- 42 -
Ejemplo de torneado longitudinal
Se entiende por torneado longitudinal la mecanización de una
pieza cilíndrica en paralelo a su eje de rotación. En el párrafo
siguiente se explica a los principiantes el modo de trabajar
con el torno en el ejemplo del torneado longitudinal:
Sujete en el mandril una pieza corta, como la que antes se ha
descrito (retire la llave del mandril).
Ajuste en la transmisión por correa la velocidad apropiada
(consulte la tabla situada en la caja de ruedas y la fig. 6).
Desembrague el husillo guía (ponga a la izquierda el
interruptor del husillo guía 2 (fig.2)) y embrague el soporte
(palanca hacia abajo 3 (fig. 3)).
Desplace a continuación el soporte de derecha a izquierda
acercándose a la pieza (volante 10 (fig. 1)).
Antes de activar la máquina, compruebe a mano la rotación
del mandril para ver si éste gira libremente.
Conecte la máquina (conmutador de sentido de giro 1 (fig. 2)
a la derecha).
Ajuste la profundidad del corte desplazando el carro de
refrentar (volante 5 (fig. 3)). Conviene que al principio se aplique solamente una profundidad de corte de 1/10 mm (4 rayas
parciales de la escala).
Girando el volante 10 (fig. 1) lleve el soporte al sentido de la
mecanización. Si ha hecho todo esto correctamente, la
máquina funcionará sin ruidos y si esfuerzo especial.
¡Atención!
¡Peligro de lesiones! Al tornear, mantenga siempre los dedos
alejados de la pieza en rotación. Jamás mida la pieza con un
calibre o nada semejante mientras esté girando. No mecanice
la pieza en rotación con una lima o con lija.
Torneado cónico
Para tornear conos se gradúa el carro superior adaptándose
al ángulo deseado.
1. Desplace a la derecha el carro superior con el volante 1
(fig. 11).
2. Afloje los tornillos de sujeción 2.
3. Ajuste el ángulo del carro superior y vuelva a apretar los
tornillos.
Nota:
El carro superior dispone de una escala de Nonio (semejante
a un calibre). En la escala exterior A (fig. 11a) se representan
correctamente los ángulos. En la interior B están tallados
(1 raya parcial en la escala interior corresponde a 4.5°).
La lectura del ángulo en pasos de 5° se realiza haciendo coincidir la señal cero de la escala interior con la exterior.
Si a continuación desea añadir 1°, tendrá que hacer coincidir
el "2" de la escala interior 10° más afuera con la exterior.
En caso de 2° deberá seguir el "4" coincidiendo 20° más
afuera, y así sucesivamente. En nuestro ejemplo el "2"
coincide con los "20°", es decir 10° más afuera que el valor
básico 10°. De ahí resultará un ángulo de 10°+1°=11°.
4. Sujete el soporte con el tornillo 3 (fig. 11).
5. El avance se efectúa con el volante para el carro superior 1.
Nota:
Solo conseguiremos un cono exacto si centramos con exactitud la altura de la herramienta de tornear.
Tallado y tronzado de una pieza
Se entiende por tallado la realización de ranuras finas. Si se
continúa la ranura hasta el centro de la pieza, pasamos a
hablar ya de tronzado. Ajuste la altura de la herramienta tronzadora necesariamente al centro de la pieza y sujete la pieza
tan rápidamente como sea posible. Utilice una velocidad baja
y si es posible engrase la herramienta con algo de aceite para
maquinaria.
Mecanizado de piezas más largas con cabezal y
contrapunto
Las piezas de mayor longitud (que sobrepasen al mandril en
más del triple del diámetro de la pieza) se deben sujetar en el
extremo derecho con el cabezal y la punta arrastrada. Para
ello ponga por favor primeramente una broca de centraje en
el lado derecho:
1. Refrente con cuidado la cara frontal derecha.
2. Coloque el mandril de taladrar 1 (fig. 12) en el cabezal y
sujete la broca de centraje.
3. Acerque el cabezal a la pieza y fíjelo con el tornillo de
sujeción 2.
4. Conecte la máquina y realice el taladro de centraje mediante un avance de la pinola (volante 4).
Page 43

- 43 -
A continuación podrá sustituir el mandril de taladrar por la
punta de arrastre. Lleve la punta al orificio de centraje y
ajústela con cuidado hasta que se elimine cualquier holgura.
Fije a continuación la pinola con el tornillo moleteado 3.
Modificación del avance
El PD 400 se suministra en forma estandarizada con un avance de 0.07 r.p.m. Para aplicar el avance más rápido (0.14
r.p.m.), hay que cambiar en la caja de ruedas la rueda dentada del eje Z1 ( 5 fig. 13) con 20 dientes por la de 40 dientes.
Para ello, proceda del siguiente modo:
1. Desactive la máquina en el interruptor principal 25 (fig. 1) y
abra la caja de ruedas 23.
2. Afloje un poco el tornillo 1 (fig. 14) y bascule hacia abajo el
brazo de engranajes 2.
3. Retire la pinza 3 (fig. 13).
4. Afloje media vuelta el eje 4 en el cuadradillo. Sustituya la
rueda dentada de 20 dientes por una de 40.
Nota:
Al cambiar las ruedas dentadas hay que colocar en principio
una tira de papel de periódico entre los flancos de los dientes
antes de apretar los ejes. El grosor de la tira de papel
corresponde aproximadamente a la holgura imprescindible de
los plancos de los dientes.
5. Vuelva a apretar el eje, coloque la pinza, levante el brazo de
engranajes y vuelva a apretar el tornillo 1 (fig. 14).
Montaje de ruedas inversoras para el tallado de
roscas
Con el PD 400 se pueden tornear 19 roscas métricas diferentes (ver tabla de la caja de ruedas y fig. 25) y roscas en pulgadas con paso de 10 hasta 48. Para el ajuste de los pasos
de rosca hay que cambiar como corresponde las ruedas
inversoras. En la figura 14 aparecen montadas las ruedas
inversoras para un paso de rosca de 1mm.
La tabla de la caja de ruedas nos muestra: w = 30, Z1 = -/50,
Z2 = 40/30, L = 60/-. Donde w representa a la rueda dentada
del husillo principal. Está fijada con un pasador roscado en el
husillo principal. Z1 y Z2 son los dos ejes de las ruedas intermedias. El número precedente designa siempre la rueda del
eje que mira hacia nosotros y el número posterior indica la
rueda posterior. Así pues, sobre el eje Z2 se desliza primeramente la rueda posterior provista de 30 dientes y a continuación la rueda delantera de 40 dientes. Y en el eje Z1, primeramente la rueda posterior de 50 diente y a continuación una
arandela intermedia.
L designa a la rueda del husillo guía. Para cambiar esta rueda
hay que aflojar la tuerca 6. El disco de compensación 7 tiene
exactamente el grosor de una rueda dentada y debe montarse delante o detrás de la rueda correspondiente.
Tallado de roscas con la herramienta de tornear
Nota:
Para los siguientes trabajos tiene que mecanizarse la pieza
plenamente presentando el correcto diámetro exterior de la
rosca. Se recomienda tornear un bisel al comienzo de la rosca
y tallar una pequeña ranura a la salida de la misma. La herramienta de roscar debe sujetarse exactamente en un ángulo
de 90°.
¡Atención!
Al tallar la rosca hay que trabajar siempre a la mínima velocidad (80 r.p.m.), ya que de lo contrario se produce demasiado
rápidamente el avance (¡peligro de lesiones!).
1. Ponga la herramienta de tornear en la posición de salida.
2. Embrague el husillo guía (gire a la derecha el interruptor del
husillo guía 1 (fig. 15)).
3. Conecte la máquina.
4. Ajuste un poco la herramienta con el carro de refrentar.
5. Embrague el soporte (palanca 2 hacia abajo).
6. Tras alcanzar la longitud de rosca deseada, haga retroceder
el carro de refrentar y desactive la máquina en el conmutador de sentido de giro.
7. Espere a que se detenga el mandril. Retroceda a la izquierda sobre el soporte el conmutador de sentido de giro.
8. Ajuste de nuevo la herramienta y repita el proceso hasta
obtener la necesaria profundidad de la rosca.
Nota:
En todo este proceso no se deben desacoplar el soporte y el
husillo guía, ya que de lo contrario se deslizaría el paso de la
rosca.
Para mejorar la calidad de la rosca se hace intervenir el carro
superior. El ajuste de la herramienta de roscar se efectúa, tal
como se ha descrito, con el carro de refrentar. Pero al mismo
tiempo se desplaza el carro superior en 0,025 mm (1 raya
divisoria) una vez a la izquierda y otra a la derecha. Por lo
tanto, la viruta siempre se retira por un solo lado.
Hasta que no se alcanza al final toda la profundidad de la
rosca, no se vuelve a tallar del todo con un pequeño ajuste de
aproximación.
Tallado de roscas a la izquierda
Para el tallado de roscas a la izquierda hay que montar un eje
adicional con una rueda dentada intermedia Z (fig. 16) entre
Z2 y la rueda del husillo guía L. De este modo se invierte el
sentido de giro del husillo guía. En este proceso no influye
para nada el número de dientes de la rueda. El soporte gira
de izquierda a derecha mientras el mandril gira a la derecha.
Por tanto la rosca debe realizarse también de izquierda a
derecha.
Page 44

- 44 -
Mantenimiento
¡Atención!
Antes de todos los trabajos de mantenimiento y limpieza hay
que desactivar la máquina en el interruptor principal. No utilice aire a presión para la limpieza, ya que si lo hace entrarán
virutas en las guías.
Generalidades
Tras la utilización de la máquina, hay que limpiar cuidadosamente todas las virutas con un pincel o un paño manual.
Engrase o ponga aceite a todas las piezas conforme a lo indicado en el plano de lubricación (fig. 17). Al poner aceite en las
superficies deslizantes, mueva el carro a mano de un lado
para otro para que el aceite llegue a las guías.
A = engrasar/poner aceite antes de cada uso
B = lubricar con aceite cada mes
Lubricar también la unidad abridada del husillo guía en la caja
de ruedecitas, a través del orificio previsto para ello.
Ajuste de la holgura de las guías
Aunque se engrasen periódicamente las guías, no se puede
evitar que presenten holgura al cabo de algún tiempo.
1. Afloje las contratuercas 1 (fig. 18) de los tornillos de ajuste
para el carro superior 2, introduzca girando uniformemente
todos los tornillos de ajuste 3 hasta eliminar la holgura y
vuelva a apretar las contratuercas.
2. Repita el mismo proceso con el carro de refrentar 4.
Nota:
Con la ayuda del tornillo 5 se puede fijar la guía.
3. Gire la máquina en el cabezal y extraiga un poco a rosca el
pasador roscado 1 (fig. 19).
4. Vuelva a apretar un poco los tornillos de sujeción 2 para
reducir la holgura.
5. Compruebe si se puede deslizar fácilmente el soporte. Si
gira el soporte con dificultad, aumente un poco la holgura.
Husillo principal
El alojamiento del husillo en dos cojinetes de rodillos cónicos
está exento de mantenimiento al menos durante 6000 horas a
la velocidad mínima y durante 1800 horas a la velocidad
máxima. Si hubiera un poco de holgura al cabo de esos
períodos, deberán ser reajustados los cojinetes por parte de
un especialista.
Punto de rotura habitual del husillo guía
Al atascarse o en caso de sobrecarga, puede romperse la
espiga rascadora (ver el dibujo desglosado página 88, part.
81) en la unidad abridada (part. 71). Éste es un punto de rotu-
ra habitual y tiene que cambiarse en tal caso (la espiga rascadora puede obtenerse como pieza de recambio de nuestra
empresa). Para ello deben extraerse las ruedas cambiables,
sacando los restos de la espiga rascadora rota del husillo guía
y del casquillo sobrepuesto (part. 82) mediante una herra-
mienta adecuada (talón, etc.). Al colocar la nueva espiga rascadora, debe procurarse que ésta no salte girando, sino que
quede colocado alineado, ya que sino no puede volver a colocarse la rueda dentada sin esfuerzo. Así también debe garantizarse que la espiga sólo quede asentada por medio lado, es
decir, que sólo rasque por un lado.
Eliminación:
¡Por favor, no deseche el aparato con la basura doméstica! El
aparato contiene materiales que se pueden reciclar. En caso
de dudas diríjase a su centro de reciclado u otras instituciones comunales correspondientes.
Accesorios para el torno PD 400
Nota:
Los siguientes accesorios no forman parte del volumen de
suministro.
¡Atención!
Antes del montaje del accesorio, hay que desactivar la
máquina en el interruptor principal.
Sujeción entre puntos
Montaje de la sujeción entre puntos:
Nota:
Las piezas más largas se sujetan entre las puntas de centraje
del husillo principal y el cabezal. La pieza debe tener un orificio de centraje en ambas superficies frontales.
Solo se obtiene una pieza exactamente cilíndrica si las puntas
están alineadas en posición plana y horizontal.
1. Saque girando tres tornillos de sujeción del mandril de triple mordaza y extraiga el mandril.
2. Limpie a fondo el ajuste del disco de arrastre 3 (fig. 20), la
punta 1 y su ajuste en el husillo principal.
3. Coloque la punta 1 en el ajuste del husillo principal. Ponga
la segunda punta en el cabezal.
4. Coloque el adaptador 4 en el disco de arrastre 3 y apriete
un poco el pasador roscado. Deslice ambos por la pieza 5.
Atornille el arrastre 2 en la brida del husillo.
5. Sujete la pieza entre las puntas. Deslice el disco de arrastre
2 (fig. 21) sobre el arrastre y fíjelo en la pieza con la llave de
hexágono interior 1.
¡Atención!
Si se utiliza una punta fija en el cabezal, es necesario aplicar
aceite continuamente en la punta y en el orificio de centraje a
fin de evitar el recocido.
Desmontaje de la punta:
6. Introduzca un pasador ajustado de aluminio o latón de
izquierda a derecha por el husillo principal.
7. Sujete la punta y aflójela dando un golpecito al pasador.
Page 45

- 45 -
Mandril de 4 mordazas graduables
independientemente
Nota:
Gracias a la posibilidad de graduar las mordazas de forma
independiente, es posible sujetar piezas redondas, ovales,
rectangulares y también de forma irregular. La sujeción se
puede realizar de manera centrada o también excéntrica.
En contraposición a lo que sucede con el mandril de tres
mordazas, aquí hay que realizar manualmente el centrado de
la pieza.
1. Desmonte el mandril de tres mordazas y monte el de cuatro.
2. Abra las cuatro mordazas, limpie las superficies de apoyo y
sujete un poco la pieza a ojo.
3. Desplace el soporte con la herramienta hasta la superficie
plana de la pieza.
4. Gire con la mano el mandril para comprobar si hay desviaciones respecto a la simetría.
5. Realice un ajuste abriendo una mordaza y reajustando la
contrapuesta.
6. Apriete las cuatro mordazas uniformemente siguiendo un
orden cruzado.
¡Atención!
En posición normal de las mordazas solamente se pueden
sujetar piezas con una longitud máxima de 55 mm entre los
bordes. En posición inversa, el máximo es de 100 mm. Las
piezas de mayor tamaño no se sujetan con seguridad. ¡Peligro
de accidente!
Mandril de 4 mordazas (con sujeción central)
Mordazas no graduables de forma independiente (con centraje automático). Mandril de Ø 100 mm. Gama de sujeción
máx. 83 mm. Las piezas de mayor tamaño no se sujetan con
seguridad. Peligro de accidente.
Dispositivo de sujeción y pinzas
Nota:
El dispositivo de sujeción con pinzas es apropiado especialmente para la mecanización de piezas redondas con alta
precisión. La exactitud de la rotación es en este caso muy
superior a la que se obtiene trabajando con un mandril de
mordazas.
1. Saque girando tres tornillos de sujeción del mandril de triple mordaza y extraiga el mandril.
2. Limpie el ajuste para el alojamiento de la pinza de sujeción
2 (fig. 22) y el ajuste en el husillo principal 1.
3. Monte el alojamiento de la pinza de sujeción 2 con ayuda
de los cuatro tornillos de sujeción 3.
¡Atención!
Utilice siempre la pinza de sujeción que encaje
exactamente con la pieza. Las pinzas con demasiado
diámetro resultan destruidas.
4. Coloque la pinza 6 y atornille solo ligeramente la tuerca de
racor 5.
¡Atención!
Nunca debe apretarse la tuerca de racor si no se ha colocado ninguna pieza. Quite inmediatamente después del
apriete los pasadores 4 destinados a apretar la tuerca de
racor 5.
5. Introduzca la pieza que encaja en la pinza de sujeción y
apriete la tuerca de racor 5 con ayuda de los pasadores 4.
Luneta fija
La luneta resulta especialmente adecuada para el torneado
interior de piezas más largas con diámetros de hasta 50 mm.
1. Afloje el tornillo de sujeción 4 (fig. 23) y cruce la placa de
soporte 3.
2. Ponga la luneta en la guía de la bancada y colóquela en la
posición deseada.
3. Incline la placa de soporte 3 paralelamente al pedestal de
la luneta y apriete el tornillo de sujeción 4.
4. Afloje todos los tornillos de sujeción 1 y acerque a la pieza
cada una de las mordazas 2.
¡Atención!
Las mordazas 2 solo deben tocar la pieza, pero no bloquearla. De lo contrario existe peligro de que se raye la
superficie de la pieza y resulte sobrecargado el motor.
Si la pieza no está redonda y lisa en el punto de apoyo,
deberá ser torneada previamente. Las mordazas y la pieza
deben ser engrasadas continuamente durante el torneado.
5. Compruebe que la pieza está alojada sin holgura en la luneta y vuelva a apretar los tornillos de sujeción 1.
Luneta de arrastre
Montaje igual que en el caso de la luneta fija, solo que aquí se
sujeta la luneta en el soporte (fig. 24).
Plato con garras de sujeción
Se monta en sustitución del mandril. Es ideal para la sujeción
de piezas mayores y de configuración asimétrica. Ø 150 mm.
2 ranuras continuas en T. Incl. garras de sujeción.
Declaración de conformidad con la normativa
de la Comunidad Europea
Declaramos bajo nuestra exclusiva responsabilidad que este
producto cumple lo prescrito en las siguientes directivas de la
Comunidad Europea:
Directiva EG sobre baja tensión 73/23/EWG
93/68/EWG
EN 61029-1/12.2003
Directiva EG-EMV 89/336/EWG
DIN EN 55014-1/09.2002
DIN EN 55014-2/08.2002
DIN EN 61000-3-2/12.2001
DIN EN 61000-3-3/05.2002
Directiva EG sobre maquinaria 98/037/EWG
EN 61029-1/12.2003
Dipl.-Ing. Jörg Wagner
01.02.2005
PROXXON S.A.
Área de seguridad de equipos
Page 46

- 46 -
Voorwoord
Geachte klant,
Met de PROXXON draaibank PD 400 beschikt u over een
zorgvuldig geconstrueerd apparaat, gemaakt door vakmensen
voor wie precisie een traditie is geworden. De toepassingsmogelijkheden van deze machine zijn zeer veelzijdig. Let in dit
verband tevens op het doordachte accessoireprogramma.
Om de machine op de juiste wijze te kunnen bedienen, is het
absoluut noodzakelijk om deze gebruiksaanwijzing aandachtig
door te lezen en in acht te nemen. Dit geldt niet alleen voor
diegenen die niet eerder met een dergelijke machine hebben
gewerkt, maar ook voor de professional. Lees tevens het
hoofdstuk Onderhoud aandachtig door. Met een omzichtige
werkwijze en een zorgvuldige verzorging (regelmatig oliën
hoort daar ook bij) zal de machine lange tijd precieze resultaten opleveren.
Wij wensen u veel plezier bij het lezen van de gebruiksaanwijzing en bij de eerste draaiproeven met de PD 400.
Verdere ontwikkelingen met het oog op technische vooruitgang behouden wij ons voor!
Inhoudsopgave
Pagina
Veiligheidsvoorschriften (zie bijgevoegde brochure)
Legenda 46
Beschrijving van de machine en geleverde onderdelen 47
Technische gegevens 47
Monteren en opstellen 47
Bediening 47
1. Machine inschakelen 48
2. Snelverstelling van het support 48
3. Automatische voeding inschakelen 48
4. Draaibeitel verplaatsen (langs- en dwarsdraaien) 48
5. Juiste spiltoerental bepalen 49
6. Spiltoerentallen instellen 49
7. Draaibeitel kiezen 49
8. Draaibeitel in de beitelhouder plaatsen 49
9. Inspannen in klauwplaat 49
10. Voorbeeld langsdraaien 50
11. Conisch draaien 50
12. Werkstuk insteken en afsteken 50
13. Relatief lange werkstukken met losse draaibankkop
en center bewerken 50
14. Voeding veranderen 51
15. Wisselwielen voor schroefdraadsnijden monteren 51
16. Schroefdraadsnijden met de draaibeitel 51
17. Linkse draad snijden 51
Onderhoud 52
18. Algemeen 52
19. Speling van de geleidingen instellen 52
20. Hoofdspil 52
21. Voorgeschreven breuklijn van de leispindel 52
22. Afval afvoeren 52
Accessoires voor draaibank PD 400 52
21. Centerdraaiinrichting 52
22. Klauwplaat met 4 afzonderlijk verstelbare klauwen 53
23. Klauwplaat met 4 klauwen (centrisch spannend) 53
24. Spantanginrichting en spantangen 53
25. Vaste draaibankbril 53
26. Meelopende draaibankbril 53
27. Stelplaat met klembekken 53
Lijst met reserveonderdelen 86
Legenda (Fig 1):
1. Hoofdspil
2. Klauwplaat
3. Meervoudige beitelhouder met beitelhouderelement
4. Meelopende center
5. Flensvlak voor freeseenheid PF 400 (optioneel)
6. Spil van de losse kop
7. Klembout voor spil van de losse kop
8. Losse draaibankkop
9. Stelwiel voor spil van de losse kop
10. Handwiel voor geleidestang
11. Klembout voor losse kop
12. Boorgaten voor tafelbevestiging
13. Geleidestang
14. Stelwiel voor bovenslede
15. Bovenslede
16. Support
17. Dwarsslede
18. Stelwiel voor dwarsslede
19. Slotplaat
20. Koppelingshefboom voor slotmoer
21. Handwiel voor snelverstelling
22. Schakelaar voor geleidestang
23. Wielkast
24. Draairichtingsschakelaar voor linksloop - stop - rechtsloop
25. Hoofdschakelaar
26. Indicatielampje
27. Trapschakelaar voor toerentalverstelling
28. Inbussleutel
29. Steeksleutel
30. Klauwplaatsleutel
31. Tandkransboorhouder
32. Set wisselwielen
33. Beitelhouderelement
NL
Page 47

- 47 -
Beschrijving van de machine en geleverde onderdelen:
De PROXXON draaibank PD 400 is een voor uitbreiding
geschikt systeem met:
– stabiel machinebed met ribben en met prismageleiding
– 6 spilsnelheden (omschakelaar voor 2 motorsnelheden met
3 extra overbrengingen)
– Snelverstelling van het support door middel van een
gemakkelijk hanteerbare slinger
– Automatische voeding
Tot de levering behoort:
– Precieze drieklauwplaat (Ø 100 mm)
– Meelopende center
– Tandkransboorhouder (tot 10mm spannend)
– Set wisselwielen voor twee voedingssnelheden
(0,07 mm/omw en 0,14 mm/omw),19 metrische schroefdraadspoeden en extra schroefdraadspoeden in inches van
10 tot 48 spoed.
– Bedieningsgereedschap
– Meervoudige beitelhouder met 2 beitelhouderelementen
– Snijinrichting voor linkse schroefdraad
– Klauwplaatbescherming
– twee reserve-scheerbouten
Technische gegevens:
Machine
Centerhoogte 85 mm
Centerafstand 400 mm
Max. diameter
van werkstuk boven het
support 116 mm
Spilopening 20,5 mm
Hoofdspil aan de kant van
de klauwplaat MC3
Spiltoerentallen Stand I: 80/min; 330/min;
1.400/min
Stand II: 160/min; 660/min;
2800/min
Draaiklauwplaat Zie handleiding draaiklauwplaat!
Automatische voeding 0,07 resp. 0,14 mm/omw
Schroefdraadspoeden Zie tabel in de drijfwerkkast
Spil van de losse kop Slaghoogte 30 mm/MC 2
Beitelhouder voor
gereedschappen 10 x 10 mm
Afmetingen 900x400x300 mm (lxbxh)
Gewicht 45 kg
Geluid ≤ 70 dB(A)
Motor
Spanning 220-240 volt, 50/60 Hz
Stand I Stand II
Toerental 1400 omw/min 2800 omw/min
Uitgangsvermogen 0,25 kW 0,55 kW
Opgenomen vermogen 2,1 A 3,9 A
Alleen voor toepassing in droge ruimtes
Gelieve niet met het Huisvuil mee te geven.
Monteren en opstellen:
Aanwijzing:
De machine mag bij het transport niet tegen de wielkast 23
(Fig.1) en niet tegen de afdekkap van de motor worden getild.
De kunststofkappen zouden dan kunnen breken.
De plaats van opstelling moet vlak en voldoende stabiel zijn
om de trillingen die tijdens de werkzaamheden ontstaan te
absorberen. De machine moet met behulp van de daarvoor
bestemde boorgaten 12 (Fig. 1) aan de ondergrond worden
bevestigd. Zorg ervoor dat de voedingskabel buiten de gevarenzone ligt.
Monteer de klauwplaat 2 (Fig. 1) met de 3 bijbehorende
schroeven op de hoofdspil. De zitting van de klauwplaat moet
vrij van stof zijn.
Om het voer te kunnen gebruiken, dient u rekening te houden
met de afzonderlijke, ingesloten handleiding van de klauwplaat!
Alle blanke metalen delen zijn bij de levering met een corrosiewerend middel geconserveerd. Deze bescherming dient niet
als smering, maar alleen als conservering. De beschermlaag
moet met bijvoorbeeld petroleum worden verwijderd, voordat
de machine voor de eerste keer wordt gebruikt. Alle geleidingen moeten worden gecontroleerd en indien nodig worden
afgesteld. (Zie hiervoor hoofdstuk "Onderhoud").
Vervolgens moeten de blanke geleidingen en spillen met
geschikte machineolie goed worden geolied. Tot slot kan de
bescherming van de klauwplaat worden gemonteerd.
Opmerking:
De gehele transmissie-inrichting (riemschijven, riem, tandwielen)
mag niet worden geölied. Het kan echter in geval van sterke
transmissiegeluiden te adviseren zijn, de wielen met iets
molykote-vet in te smeren.
Bediening:
Attentie!
Controleer vóór het eerste inschakelen of de schroeven van de
draaiklauwplaat 2 (afb. 1) correct aangetrokken zijn, de
draaisleutel niet steekt en de support 16 (afb. 1) voldoende
afstand ten opzichte van de draaiklauwplaat heeft.
Page 48

- 48 -
Attentie!
Voert u de eerste oefeningen zonder een ingespannen werkstuk
uit. Let u hierbij erop dat de draaiwangen vast zijn gespannen,
omdat ze zich zonder tegendruk door de centrifugaalkracht
kunnen losmaken.
Voert u de eerste oefeningen bij klein toerental uit. Houd er
rekening mee, dat de draaiklauwplaat licht geölied is en aan het
begin iets kan spatten.
Attentie!
Let alstublieft erop dat de motor constructieafhankelijk bij lang
stationair-bedrijf zeer heet kan worden. Dit is geen teken voor
een motordefect, het is echter niettemin raadzaam deze
bedrijfstoestand te vermijden en de machine niet onnodig in de
leegloop te exploiteren.
Machine inschakelen
1. Zet de draairichtingsschakelaar 1 (Fig. 2) op "0".
2. Koppel de geleidestang los (schakelaar voor geleidestang 2
naar links draaien).
3. Stel een lage snelheid in (trapschakelaar 3 op I)
4. Schakel de machine met hoofdschakelaar 4 in. Het indicatielampje 5 gaat nu branden.
5. Draai de draairichtingsschakelaar naar rechts.
De klauwplaat draait nu in de bewerkingsrichtIng.
Snelverstelling van het support
Het support kan via het handwiel 1 (Fig.3) snel worden verplaatst. Het support moet echter eerst worden losgekoppeld.
Let op!
Draai de klembout 2 eerst een halve slag los!
1. Zet hefboom 3 naar boven.
2. Door draaien van het handwiel 1 support verstellen
(1 omdraaiing = 10,5 mm)
Automatische voeding inschakelen
1. Zet de machine met draairichtingsschakelaar 1 (Fig. 2) op
“0“.
2. Koppel het support los (zet hefboom 3 (Fig. 3) naar boven).
3. Let erop dat het handwiel 10 (Fig.1) vrij kan draaien, omdat
het bij het inkoppelen van de geleidestang meebeweegt.
4. Koppel de geleidestang in (draai de schakelaar voor de
geleidestang 2 (Fig. 2) naar rechts).
5. Schakel de machine met de draairichtingsschakelaar naar
rechts in. De geleidestang en het handwiel draaien nu mee.
Let op!
De automatische voeding beschikt niet over een automatische
uitschakeling! Let erop dat u het support loskoppelt, voordat
het in de klauwplaat loopt!
6. Koppel het support in (zet hefboom 3 (Fig. 3) naar
beneden). Het support verplaatst zich nu in de
bewerkingsrichting.
Aanwijzing!
Bedien de automatische voeding tijdens het werk altijd alleen
via de hefboom 3 (Fig. 3). Bedien de schakelaar voor de geleidestang 2 (Fig. 2) uitsluitend als de machine stilstaat.
Verplaatsen van de beitel
(langsdraaien en dwarsdraaien)
Behalve via de snelverstelling van het support en de automatische voeding, kan de beitel nog op 3 manieren worden versteld.
A. Verstellen via de geleidestang (langsdraaien)
1. Koppel de geleidestang los (draai de schakelaar voor de
geleidestang 2 (Fig. 2) naar links).
2. Koppel het support in (zet hefboom 3 (Fig. 3) naar beneden).
3. Verstel het support met behulp van het handwiel 10
(Fig. 1). 1 omwenteling = 1,5 mm
B. Verstellen van de bovenslede (langsdraaien)
1. Klem het support indien nodig vast (haal schroef 2
(Fig. 3) aan).
2. Verstel de bovenslede met handwiel 4.
1 omwenteling = 1,0 mm.
C. Verstellen van de dwarsslede (vlakdraaien)
1. Klem het support indien nodig vast (haal schroef 2 aan).
2. Verstel de dwarsslede met handwiel 5.
1 omwenteling = 1 mm voeding = 2 mm wijziging van
de diameter!
Page 49

- 49 -
Juiste spiltoerental bepalen
Bepalend voor een mooi resultaat is onder andere de keuze
van de juiste snijsnelheid. Hierbij gaat het bij het langsdraaien
om de randsnelheid van het werkstuk. Met behulp van de
tabel op wielkast van de machine kiest u de juiste
snijsnelheid.
Bij bekende snijsnelheid “Vc“ en bekende werkstukdiameter
“D“ kan het vereiste spiltoerental “n“ als volgt worden
berekend:
n = Vcx 1000/ (D x 3,14)
Voorbeeld: Een aluminium werkstuk met een diameter van 30
mm moet worden bewerkt. De vereiste snijsnelheid bedraagt
volgens de tabel 100 – 180 m/min. Wij gaan bij de berekening
uit van 132 m/min.
n = 132 x 1000/ (30 x 3,14) = 1400 omw/min
Dit resultaat kan ook direct in de tabel op de wielkast worden
afgelezen.
Spiltoerentallen instellen
Het spiltoerental kan via een omschakeling van de motor worden gewijzigd (trapschakelaar 1 Fig. 4). Hierdoor wordt het
toerental gehalveerd resp. verdubbeld. Het toerental kan ook
via het riemdrijfwerk worden gewijzigd.
1. Schakel de machine met hoofdschakelaar 2 uit en open de
wielkast 3 met een inbussleutel.
2. Draai de klembout 1 (Fig. 5) een halve slag los.
3. Draai de schroef 3 met inbussleutel 2 naar links. Daardoor
wordt de tussenriemschijf 4 ontlast.
4. Vervang de riem volgens Fig. 6.
5. Verwijder de inbussleutel 2 en haal de klembout 1 aan.
6. Sluit de wielkast 3 (Fig. 4).
Opmerking:
Het kan gebeuren, dat de motor niet altijd start als de
trapschakelaar op trap II staat. In dit geval start alstublieft op
stand I en schakel dan op stand II.
Draaibeitel kiezen
Er zijn verschillende soorten draaibeitels. Hier een korte
toelichting (zie Fig. 7):
Voorbewerkingsbeitels (1) worden gebruikt om in korte tijd
zoveel mogelijk spaan af te schaven (zonder rekening te houden met de afwerking van het werkstukoppervlak).
Vlak- of puntbeitels (2) worden gebruikt voor het maken van
een zuiver oppervlak.
Rechter (3) resp. linker zijbeitels worden gebruikt voor het
langs- en vlakdraaien en voor het uitdraaien van scherpe
hoeken in rechter resp. linker bewerkingsrichting.
Afsteekbeitels (4) worden gebruikt voor het insteken van
groeven en voor het afkorten van werkstukken.
Draadsnijbeitels (5) worden gebruikt voor het snijden van
uitwendige schroefdraden.
Binnenbeitels (6) worden gebruikt voor het uitdraaien.
Draaibeitel in de beitelhouder plaatsen
Tot de basisuitrusting van de PD 400 behoort een meervoudige beitelhouder (Fig. 8), bestaande uit beitelhouderblok 1 en
twee beitelhouderelementen 2. Voor een zuiver resultaat is het
absoluut noodzakelijk dat de draaibeitel precies “op het midden“ staat en dat de draaibeitel kort wordt ingespannen om
trillingen te vermijden.
1. Plaats de draaibeitel 3 in het beitelhouderelement 2.
Draai de twee schroeven 4 helemaal aan.
2. Plaats beitelhouderelement in het beitelhouderblok 1.
Stel de hoogte van de draaibeitel via schroef 6 in en zet de
draaibeitel in deze positie vast met contramoer 5.
Pas hierbij de hoogte van de snijkant aan de center in de
losse draaibankkop aan.
3. Klem het beitelhouderelement met schroef 7 vast.
Aanwijzing:
Door het losdraaien van de schroef 8 kan het complete
houderblok worden gedraaid.
Inspannen in klauwplaat
Attentie!
Houdt u alstublieft rekening met de ingesloten gebruiksaanwijzing van de fabrikant van de klauwplaat!
Let op!
Als werkstukken alleen in de klauwplaat ingespannen zonder
tegendruk door de losse draaibankkop, mag het werkstuk niet
verder uitsteken dan drie keer de diameter van het materiaal
(L = 3 x D), zie Fig. 9.
Page 50

- 50 -
Voorbeeld langsdraaien
Langsdraaien is de bewerking van een cilindrisch werkstuk
evenwijdig met de draaias. In de volgende paragraaf wordt
voor de beginner het werken met de draaibank aan de hand
van het langsdraaien toegelicht:
Span een kort werkstuk zoals hierboven beschreven in de
klauwplaat (verwijder de sleutel uit de klauwplaat!).
Stel op het riemdrijfwerk het juiste toerental in (neem de tabel
op de wielkast en Fig. 6 in acht).
Koppel de geleidestang uit (schakelaar voor geleidestang 2
(Fig.2) naar links) en koppel het support in (hefboom 3 (Fig. 3)
naar beneden).
Plaats het support nu van rechts naar links dicht tegen het
werkstuk (handwiel 10 (Fig. 1).
Controleer, voordat u de machine inschakelt, of de klauwplaat
vrij loopt door deze met de hand te draaien.
Schakel de machine in (draairichtingsschakelaar 1 (Fig. 2) naar
rechts).
Stel de snijdiepte in door de dwarsslede te verplaatsen (handwiel 5 (Fig. 3). Begin met een snijdiepte van 1/10 mm
(4 streepjes op de schaalverdeling).
Zet het support in de bewerkingsrichting door aan het handwiel 10 (Fig. 1) te draaien. Als u alles correct hebt uitgevoerd,
werkt de machine rustig en zonder krachtsinspanning.
Let op!
Gevaar voor verwondingen! Houd uw vingers bij het draaien
altijd uit de buurt van het roterende werkstuk! Meet het werkstuk nooit tijdens het draaien met een schuifmaat of iets dergelijks op! Bewerk het werkstuk tijdens het draaien nooit met
een vijl of met schuurpapier!
Conisch draaien
Voor het draaien van conussen wordt de bovenslede op de
gewenste hoek ingesteld.
1. Verschuif de bovenslede met handwiel 1 (Fig. 11) naar
rechts.
2. Draai de klembouten 2 los.
3. Stel de hoek van de bovenslede in en haal de bouten weer
aan.
Aanwijzing:
De bovenslede beschikt over een nonius (net als bij een
schuifmaat). Op de buitenste schaalverdeling A (Fig. 11a) zijn
de hoeken juist weergegeven. Op de binnenste schaalverdeling B zijn de hoeken gestuikt (1 streep op de binnenste
schaalverdeling komt overeen met 4,5°). De hoek wordt in
stappen van 5° afgelezen door de nulmarkering van de binnenste schaalverdeling op de buitenste schaalverdeling te
laten samenvallen. Als u nu 1° er bij op wilt tellen, moet de
"2" van de binnenste schaalverdeling 10° verder naar buiten
met de buitenste schaalverdeling overeenstemmen. Bij 2°
moet de "4" 20° verder naar buiten overeenstemmen, enz. In
ons voorbeeld valt de "2" samen met de "20°", dus 10° verder
naar buiten dan de basiswaarde 10°. Dit levert een hoek op
van 10°+1°=11°.
4. Klem het support met schroef 3 (Fig. 11) vast.
5. De voeding vindt plaats via het handwiel voor bovenslede 1.
Aanwijzing:
Voor een precieze conus moet de hoogte van de draaibeitel
exact op het midden zijn ingesteld.
Werkstuk insteken en afsteken
Met insteken wordt het maken van fijne groeven bedoeld.
Wordt de groef tot aan het midden van het werkstuk voortgezet, spreekt men van afsteken. Stel de hoogte van de afsteekbeitel op het midden van het werkstuk in en span de beitel zo
kort mogelijk in. Gebruik een laag toerental en smeer de beitel
indien mogelijk met een beetje machineolie in.
Relatief lange werkstukken met losse
draaibankkop en center bewerken
Relatief lange werkstukken (het werkstuk steekt meer dan drie
keer zijn diameter uit de klauwplaat) moeten aan het rechter
uiteinde door de losse draaibankkop en de meelopende center worden vastgehouden. Breng hiervoor eerst aan de rechterkant een centergat aan.
1. Draai de rechterkant voorzichtig vlak.
2. Plaats de boorhouder 1 (Fig. 12) in de losse draaibankkop
en span de centreerboor in.
3. Plaats de losse draaibankkop tegen het werkstuk en zet de
losse draaibankkop vast met klembout 2.
4. Schakel de machine in en maak een centergat door de spil
van de losse kop naar voren te schuiven (handwiel 4).
Page 51

- 51 -
Nu kunt u de boorhouder vervangen door de meelopende
center. Steek de punt in het centergat en schuif deze erin tot
er geen sprake meer is van enige speling. Zet de spil van de
losse kop met behulp van de knevelschroef 3 vast.
Voeding veranderen
De PD 400 wordt standaard geleverd met een voeding van
0,07 mm/omw. Om de snellere voeding te gebruiken
(0,14 mm/omw), moet in de wielkast het tandwiel van de as
Z1 (5 Fig. 13) met 20 tanden worden vervangen door het
tandwiel met 40 tanden. U gaat hierbij als volgt te werk:
1. Schakel de machine met hoofdschakelaar 25 (Fig. 1) uit en
open de wielkast 23.
2. Draai de schroef 1 (Fig. 14) iets los en kantel de wielarm 2
naar beneden.
3. Verwijder clip 3 (Fig. 13).
4. Draai de as 4 aan de vierkant een halve slag los. Vervang
het tandwiel 5 met 20 tanden door een tandwiel met 40
tanden.
Aanwijzing:
Leg bij het verwisselen van de tandwielen altijd een stuk krantenpapier tussen de tandflanken voordat u de assen aantrekt.
De dikte van het stuk papier komt ongeveer overeen met de
beslist noodzakelijke tandflankspeling.
5. Trek de as weer aan, breng de clip aan, klap de wielarm
naar boven en draai schroef 1 (Fig. 14) weer vast.
Wisselwielen voor schroefdraadsnijden
monteren
Met de PD 400 kunnen 19 verschillende metrische schroefdraden (zie tabel in wielkast en Fig. 25) en schroefdraden in
inches van 10 tot 48 spoed worden gedraaid. Voor het instellen van de schroefdraadspoeden moeten de wisselwielen
dienovereenkomstig worden vervangen. Fig. 14 toont de
gemonteerde wisselwielen voor een schroefdraadspoed
van 1mm.
De tabel in de wielkast geeft aan: w = 30, Z1 = -/50,
Z2 = 40/30, L = 60/-. w staat voor het tandwiel op de hoofdspil. Dit tandwiel is met een schroefdraadpen op de hoofdspil
vastgezet. Z1 en Z2 zijn de twee assen van de tussenwielen.
Het voorste getal is altijd wiel aan onze kant van de as, het
achterste getal is het achterste wiel. Op de as Z2 wordt dus
eerst het achterste wiel met 30 tanden geschoven en vervolgens het voorste wiel met 40 tanden. Op de as Z1 wordt eerst
het achterste wiel met 50 tanden geschoven en vervolgens
een tussenring.
L staat voor het wiel op de geleidestang. Om dit wiel te kunnen vervangen, moet de moer 6 worden losgedraaid. De compensatieschijf 7 heeft precies de breedte van een tandwiel en
moet telkens voor of achter het wiel worden gemonteerd.
Schroefdraadsnijden met de draaibeitel
Aanwijzing:
Voor de volgende werkzaamheden moet het werkstuk afgewerkt zijn en van de juiste uitwendige schroefdraaddiameter
voorzien zijn. Wij raden u aan om aan het begin van de
schroefdraad een afkanting te draaien en aan het eind van de
schroefdraad een kleine groef aan te brengen. De draadsnijbeitel moet exact in een hoek van 90° worden ingespannen.
Let op!
Werk bij het draadsnijden altijd met het laagste toerental
(80/min), omdat anders de voeding te snel gaat (gevaar voor
verwondingen!).
1. Zet de draaibeitel in de uitgangspositie.
2. Koppel de geleidestang in (draai de schakelaar voor de
geleidestang 1 (Fig. 15) naar rechts).
3. Schakel de machine in.
4. Zet de draaibeitel met behulp van de dwarsslede iets aan.
5. Koppel het support in (hefboom 2 naar beneden).
6. Schuif de dwarsslede terug en schakel de machine met de
draairichtingsschakelaar uit zodra de gewenste schroefdraadlengte is bereikt.
7. Wacht tot de klauwplaat stilstaat. Zet de draairichtingsschakelaar naar links om het support terug te schuiven.
8. Zet de draaibeitel opnieuw aan en herhaal de procedure tot
de vereiste schroefdraaddiepte is bereikt.
Aanwijzing:
Tijdens de gehele procedure mogen het support en de geleidestang tussendoor niet worden losgekoppeld, omdat anders
de spoed van de schroefdraad verschuift!
Om de kwaliteit van de schroefdraad te verbeteren, wordt de
bovenslede erbij betrokken. De draadsnijbeitel wordt zoals
eerder beschreven met behulp van de dwarsslede aangezet.
De bovenslede wordt daarbij echter met 0,025 mm (1 streepje)
naar links en dan naar rechts versteld. De spaan wordt dus
altijd maar van één kant afgenomen.
Pas als de volledige schroefdraaddiepte is bereikt, wordt ten
slotte door gering aanzetten nog een keer helemaal ingestoken.
Linkse draad snijden
Voor het snijden van linkse draden moet een extra as met een
tussentandwiel Z (Fig. 16) tussen Z2 en de geleidestang L
worden ingebouwd. Daardoor wordt de draairichting van de
geleidestang omgekeerd. Het aantal tanden van het wiel
speelt daarbij geen rol. Het support loopt bij een rechtsdraaiende klauwplaat van links naar rechts. De schroefdraad moet
dus ook van links naar rechts worden gemaakt.
Page 52

- 52 -
Onderhoud
Let op!
Schakel de machine altijd uit met de hoofdschakelaar, voordat
u onderhouds- en reinigingswerkzaamheden uitvoert. Gebruik
geen perslucht voor het reinigen, omdat anders spanen in de
geleidingen terecht kunnen komen.
Algemeen
Verwijder na gebruik alle spanen van de machine en maak de
machine met een kwast of een handveger grondig schoon.
Smeer alle onderdelen volgens het smeerschema (Fig. 17) met
vet of olie in. Beweeg de slede bij het oliën van de loopvlakken meerdere keren met de hand heen en weer om ervoor te
zorgen dat de olie in de geleidingen terecht komt.
A = oliën/smeren voor elk gebruik
B = oliën/smeren maandelijks
Alstublieft ook de flenseenheid van de leispindel in de wielenkast door de passende boring oliën.
Speling van de geleidingen instellen
Ook als de geleidingen regelmatig worden geolied, kan niet
worden vermeden dat bij de geleidingen na enige tijd speling
ontstaat.
1. Draai de contramoeren 1 (Fig. 18) van de instelbouten voor
de bovenslede 2 los, draai alle instelbouten 3 er gelijkmatig
in tot de speling is opgeheven en haal de contramoeren
weer aan.
2. Herhaal dit bij de dwarsslede 4.
Aanwijzing:
Met behulp van de schroef 5 kan de geleiding worden vastgeklemd.
3. Draai de machine op de kop en draai schroefdraadpen 1
(Fig. 19) er een stukje uit.
4. Haal de klembouten 2 weer iets aan, om de speling te verlagen.
5. Controleer of het support nog gemakkelijk kan worden verschoven. Als dit stroef gaat, moet de speling weer iets worden vergroot.
Hoofdspil
De lagering van de spil door 2 kegelrollagers is ten minste
6000 uren bij minimaal toerental en 1800 uren bij maximaal
toerental onderhoudsvrij. Als na deze periode een geringe
speling aanwezig is, kunnen de lagers door een vakman worden bijgesteld.
Voorgeschreven breuklijn van de leispindel
Bij het vastrijden of overige overbelasting kan de scheerbout
(zie explosietekening pagina 88, pos. 81) in de flenseenheid
(pos. 71) breken. Deze is als voorgeschreven breuklijn
geconcipieerd en moet dan worden vervangen (scheerbout is
als reservedeel via ons aan te kopen). Hiervoor moeten de
wisselwielen worden verwijderd en de resten van de vernielde
scheerbout met een geschikt gereedschap (doorn of dergelijke) uit de leispindel alsook de opgestoken huls (pos. 82) worden verwijderd. Bij het binnendrijven van de nieuwe scheerb-
out dient erop te worden gelet, dat deze niet uitsteekt, maar
vlak zit, omdat anders het tandwiel niet probleemloos kan
worden opgezet. Zo is ook te waarborgen, dat de bout alleen
aan een kant zit, d.w.z. dat hij alleen op een kant op schaarwerking wordt belast.
Afval afvoeren:
Voer het toestel niet via de huisafval af! Het toestel omvat
grondstoffen die recyclet kunnen worden. Bij vragen hieromtrent richt u zich alstublieft aan uw plaatselijk afvalbedrijf of
aan andere passende gemeentelijke voorzieningen.
Accessoires voor draaibank PD 400
Aanwijzing:
De onderstaande accessoires maken geen deel uit van de
levering.
Let op!
Schakel de machine met de hoofdschakelaar uit, voordat u
accessoires monteert.
Centerdraaiinrichting
Centerdraaiinrichting monteren:
Aanwijzing:
Relatief lange werkstukken worden tussen de opspancenters
van de hoofdspil en van de losse draaibankkop gespannen.
Het werkstuk moet aan beide eindvlakken over een centergat
beschikken. Een exact cilindrisch werkstuk is alleen mogelijk,
als de centers zowel horizontaal als verticaal in lijn liggen.
1. Draai de drie bevestigingsbouten van de klauwplaat met
drie klauwen eruit en verwijder de klauwplaat.
2. Maak de passing voor de meeneemplaat 3 (Fig. 20), de
center en hun 1 passingen in de hoofdspil grondig schoon.
3. Plaats center 1 in de passing van de hoofdspil. Plaats de
tweede center in de losse kop van de draaibank.
4. Plaats adapter 4 in de meeneemplaat 3 en haal de schroefdraadpen iets aan. Schuif beide over het werkstuk 5.
Schroef meenemer 2 in de flens van de spil.
5. Span het werkstuk tussen de punten. Schuif de meeneemplaat 2 (Fig. 21) over de meenemer en bevestig deze met
inbussleutel 1 aan het werkstuk.
Let op!
Bij het gebruik van een vaste center in de losse kop is het
noodzakelijk om de punt en het centergat tijdens het draaien
te oliën om gloeien te voorkomen.
Center verwijderen:
6. Steek een passende aluminium of messing staaf van links
naar rechts door de hoofdspil.
7. Houd de center vast. Maak de center los door een tik op de
staaf te geven.
Page 53

- 53 -
Klauwplaat met 4 afzonderlijk verstelbare
klauwen
Aanwijzing:
Door de mogelijkheid om de klauwen afzonderlijk te verstellen,
kunnen ronde, ovale, vierkante en ook onregelmatig gevormde
werkstukken worden opgespannen. Werkstukken kunnen
zowel centrisch als excentrisch worden opgespannen. In
tegenstelling tot de klauwplaat met drie klauwen moet het
werkstuk hier handmatig worden gecentreerd.
1. Demonteer de klauwplaat met drie klauwen en monteer de
klauwplaat met vier klauwen.
2. Open de vier klauwen, reinig de draagvlakken en span het
werkstuk op het oog losjes in.
3. Zet het support met draaibeitel tegen het eindvlak van het
werkstuk.
4. Draai de klauwplaat met de hand om eventuele afwijkingen
van de symmetrie vast te stellen.
5. Stel de klauwen af door één klauw te openen en de tegenoverliggende klauw bij te stellen.
6. Draai alle vier klauwen gelijkmatig kruisgewijs vast.
Let op!
In de normale positie van de klembekken mogen uitsluitend
werkstukken met een kantlengte van maximaal 55 mm worden
gespannen. Bij omgekeerde klembekken maximaal 100 mm.
Grotere werkstukken kunnen niet goed worden vastgezet.
Gevaar voor ongevallen!
Klauwplaat met 4 klauwen (centrisch spannend)
Klauwen niet afzonderlijk verstelbaar (automatisch centrerend).
Klauwplaat Ø 100 mm. Max. spanbereik 83 mm. Grotere
werkstukken kunnen niet goed worden vastgezet. Gevaar voor
ongevallen.
Spantanginrichting en spantangen
Aanwijzing:
De spantanginrichting is vooral geschikt voor het bewerken
van ronde delen met hoge precisie. De rondloopnauwkeurigheid is hierbij aanzienlijk groter dan bij het werken met een
klauwplaat.
1. Draai de drie bevestigingsbouten van de klauwplaat met
drie klauwen eruit en verwijder de klauwplaat.
2. Maak de passing voor de bevestiging van de spantang 2
(Fig. 22) en de passing in de hoofdspil 1 schoon.
3. Monteer de spantangopname 2 met behulp van vier
bevestigingsbouten 3.
Let op!
Gebruik altijd uitsluitend een spantang die precies bij het
werkstuk past. Tangen met een te grote diameter worden
onherstelbaar beschadigd.
4. Steek de spantang 6 erin en draai de wartelmoer 5 er los
op.
Let op!
Draai de wartelmoer nooit aan als er nog geen werkstuk is
opgespannen. De pennen 4 voor het vastdraaien van de
wartelmoer 5 moeten na het vastdraaien onmiddellijk worden verwijderd.
5. Steek het passende werkstuk in de spantang en draai de
wartelmoer 5 met behulp van de stalen pennen 4 aan.
Vaste draaibankbril
De draaibankbril is vooral geschikt voor het uitdraaien van
relatief lange werkstukken met een diameter t/m 50 mm.
1. Draai de bevestigingsbout 4 (Fig.23) los en zet de borgplaat
3 dwars.
2. Plaats de bril op de bedgeleiding en zet deze in de gewenste positie.
3. Draai de borgplaat 3 evenwijdig met de houder van de bril
en draai de bevestigingsbout 4 vast.
4. Draai alle klembouten 1 los en zet alle afzonderlijke klemmen 2 tegen het werkstuk aan.
Let op!
De klemmen 2 mogen het werkstuk slechts aanraken en
niet vastklemmen. Anders kunnen er krassen op het werkstukoppervlak ontstaan en kan de motor overbelast raken.
Indien het werkstuk bij het steunpunt niet rond en glad is,
moet het eerst worden afgedraaid. De klauwen en het werkstuk moeten tijdens het draaien voortdurend worden geolied.
5. Controleer of het werkstuk zonder speling in de bril is gelagerd en haal de klembouten 1 weer aan.
Meelopende draaibankbril
Montage net als bij de vaststaande draaibankbril, alleen wordt
de bril hier aan het support bevestigd (Fig. 24).
Stelplaat met klembekken
Wordt in plaats van de klauwplaat gemonteerd. Ideaal voor
het opspannen van relatief grote en asymmetrisch gevormde
werkstukken. Ø 150 mm. 2 doorlopende T-sleuven. Incl. klembekken.
EG-conformiteitsverklaring
Wij verklaren op eigen verantwoording dat dit product aan de
bepalingen van de volgende EG-richtlijnen voldoet:
EG-laagspanningsrichtlijn 73/23/EEG
93/68/EEG
EN 61029-1/12.2003
EG-EMC-richtlijn 89/336/EEG
EN 55014-1/09.2002
EN 55014-2/08.2002
EN 61000-3-2/12.2001
EN 61000-3-3/05.2002
EG-machinerichtlijn 98/037/EEG
EN 61029-1/12.2003
Dipl.-Ing. Jörg Wagner
01.02.2005
PROXXON S.A.
Afdeling apparaatveiligheid
Page 54

- 54 -
Forord
Kære kunde!
PROXXON drejemaskinen PD 400 er et grundigt konstrueret
apparat, fremstillet af specialister, hvis præcision er tradition.
Denne maskine kan bruges til mangt og meget. Læg ved
denne lejlighed også mærke til vort interessante tilbehørsprogram.
Til rigtig betjening af maskinen er det absolut nødvendigt,
at læse vejledningen grundigt igennem og følge denne. Det
gælder ikke kun for nybegyndere, men også for de mere
erfarne anvendere. Kapitlet om "Vedligeholdelse" skal også
læses grundigt. Hvis maskinen bruges med fornuft og plejes
godt (regelmæssig oliesmøring hører med), vil De have glæde
af den længe.
Vi ønsker Dem god fornøjelse med læsning af vejledningen og
med Deres første drejeforsøg med PD 400.
Vi forbeholder os ret til videreudviklinger som led i den tekniske udvikling!
Indhold
Side
Sikkerhedsforskrifter (se vedlagte hæfte)
Billedtekst 54
Beskrivelse af maskinen og leveringsprogram 55
Tekniske data 55
Montering og opstilling 55
Betjening 55
1. Start af maskinen 56
2. Hurtigindstilling af forsætteren 56
3. Start af automatisk fremføring 56
4. Drejestålets proces (drejning på langs og tværs) 56
5. Det rigtige spindelomdrejningstal fastlægges 57
6. Indstilling af spindelomdrejningstal 57
7. Udvælgelse af drejestål 57
8. Isættelse af drejestål i stålholder 57
9. Fastspænding i borepatron 57
10. Arbejdseksempel med længdedrejning 58
11. Konusdrejning 58
12. I- og afstikning af emne 58
13. Bearbejdning af længere emner med pinoldok og
kørnerspids 58
14. Ændring af fremføring 59
15. Montering af vekselhjul til gevindskæring 59
16. Gevindskæring med drejestål 59
17. Skæring af venstregevind 59
Vedligeholdelse 60
18. Generelt 60
19. Indstilling af styrspillerum 60
20. Hovedspindel 60
21. Tvangsbrudsted på ledeskruen 60
22. Bortskaffelse 60
Tilbehør til drejemaskine PD 400 60
21. Pinoldrejeanordning 60
22. Patron med 4 bakker, som kan indstilles enkeltvis 61
23. Patron med 4 bakker (spænder centrisk) 61
24. Spændetangsanordning og spændetænger 61
25. Faststående lynette 61
26. Medløbs-lynette 61
27. Planskive med spændekløer 61
Reservedelsliste 86
Billedtekst (fig. 1):
1. Hovedspindel
2. Drejepatron
3. Multistålholder med stålholderelement
4. Medløbende kørnerspids
5. Flangeflade til fræserenhed PF 400 (ekstraudstyr)
6. Pinol
7. Klemmeskrue til pinol
8. Pinoldok
9. Pinolindstillingshjul
10. Håndhjul til ledeskrue
11. Klemmeskrue til pinoldok
12. Huller til bordbefæstigelse
13. Ledeskrue
14. Indstillingshjul til overslæde
15. Overslæde
16. Forsætter
17. Tværslæde
18. Indstillingshjul til tværslæde
19. Låsekasse
20. Koblingsgreb til låsemøtrik
21. Håndhjul til hurtigindstilling
22. Ledeskruekontakt
23. Hjulkasse
24. Drejeretningskontakt til venstreløb - stop - højreløb
25. Hovedkontakt
26. Driftsvisning
27. Trinkontakt til omdrejningsindstilling
28. Unbrakonøgle
29. Gaffelnøgle
30. Drejepatronnøgle
31. Tandkransborepatron
32. Vekselhjulsæt
33. Stålholderelement
DK
Page 55

- 55 -
Beskrivelse af maskinen og
leveringsprogram:
PROXXON-drejemaskinen PD 400 er et system, der kan udvides, karakteriseret af:
– Stabil ribbet maskinvange med prismeføring
– 6 spindelhastigheder (omskiftekontakt til 2 motorhastig-
heder med yderligere 3 geartrin)
– Hurtigindstilling af forsætter vha. praktisk drejehåndtag
– Automatisk fremføring
Til leveringsprogrammet hører:
– Præcis 3-bakket patron (Ø 100 mm)
– Medløbende kørnerspids
– Tandkransborepatron (spænder til 10 mm)
– Vekselhjulsæt til to fremdrifthastigheder (0,07mm/omdr. og
0,14mm/omdr.), 19 metriske gevindstigninger og yderligere
tommegevindstigninger på 10 til 48 omdrejninger.
– Betjeningsværktøj
– Multistålholder med 2 stålholderelementer
– Venstregevindskæreindretning
– Borepatronbeskyttelse
– to reserve brudstifter
Tekniske data:
Maskine
Pinolhøjde 85 mm
Pinolbredde 400 mm
Maks. emnediameter over forsætter 116 mm
Spindelgennemgang 20,5 mm
Hovedspindel i patron MK3
Spindelomdrejningstal Trin I: 80/min; 330/min; 1.400/min
Trin II: 160/min; 660/min;
2800/min.
Kloplan Se vejledning Kloplan!
Automatisk fremføring 0,07 og 0,14 mm/omdr.
Gevindstigninger se tabel i gearkassehus
Pinoldok Slaglængde 30 mm/MK 2
Stålholder til stål 10 x 10 mm
Dimensioner 900x400x300 mm (LxBxH)
Vægt 45 kg
Støj ≤ 70 dB(A)
Motor
Spænding 220-240 volt, 50/60 Hz
Trin I Trin II
Omdrejningstal 1400/min 2800/min
Afledningsydelse 0,25 kW 0,55 kW
Optagelse 2,1 A 3,9 A
Må kun benyttes i tørre rum
Apparatet må ikke bortskaffes i den
daglige renovation!
Montering og opstilling:
Bemærk:
Ved transport må maskinen ikke løftes på hjulkasse 23 (fig. 1)
og ikke på motorens afdækningskappe. Plastkapperne kan gå
itu.
Stedet, den skal stå, skal være plant og stabilt nok, til at
kunne absorbere de vibrationer der forekommer ved arbejdet.
Maskinen skal fastgøres på underlaget vha. de dertil beregnede huller 12 (fig. 1). Sørg for, at netledningen ligger udenfor
farezonen.
Monter borepatronen 2 (fig. 1) med de 3 dertilhørende skruer
på hovedspindlen. Sørg for, at patronens fastgørelse er fri for
støv.
Vedrørende anvendelse af patronen, læs venligst den separate,
vedlagte anvisning for spændepatronen!
Alle blanke metaldele er ved leveringen konserveret med
korrosionsbeskyttelse. Denne beskyttelse er ingen smøring,
men kun en konservering. Den skal vaskes af med petroleum
inden ibrugtagning. Derefter skal alle føringer kontrolleres og
om nødvendigt indstilles. (Se hertil kapitlet "Vedligeholdelse").
Derefter skal alle blanke styr og spindler smøres godt ind i
maskinolie. Til sidst kan borepatronbeskyttelsen monteres.
Henvisning:
Hele forlaget (remskiver, remme, tandhjul) må ikke smøres med
olie. Dog kan det i tilfælde af kraftig støj fra kørslen anbefales at
smøre lidt molykotefedt på hjulene.
Betjening:
OBS!
Kontroller før første indkobling, at skruerne på kloplanet 2 (fig.1)
er spændt rigtigt, at kloplannøglen er taget af og at forsætteren
16 (fig. 1) står i en tilstrækkelig afstand til kloplanet.
OBS!
Foretag de første forsøg uden opspændt emne. Men sørg for, at
drejebakkerne er spændt fast, da de kan løsne sig uden modtryk på grund af centrifugalkraften.
Foretag de første forsøg ved lav hastighed. Bemærk også, at
drejepatronen har fået lidt olie og kan sprøjte noget i
begyndelsen.
OBS!
Bemærk venligst, at motoren på grund af konstruktionsmåden
kan blive meget varm ved længere tids kørsel i friløb. Dette er
ikke et tegn på motordefekt, men alligevel anbefales det at
undgå denne driftstilstand og ikke lade maskinen køre
unødvendigt i friløb.
Page 56

- 56 -
Start af maskinen
1. Drej drejeretningskontakten 1 (fig. 2) til "0".
2. Ledeskruen kobles fra (ledeskruekontakt 2 drejes til
venstre).
3. Indstil en lav hastighed (trinkontakt 3 på I).
4. Tænd maskinen på hovedkontakten 4. Nu lyser
driftsvisningen 5.
5. Drejeretningskontakt drejes til højre. Borepatronen drejer sig
nu i bearbejdningsretning.
Hurtigindstilling af forsætteren
Forsætteren kan hurtigt betjenes vha. håndhjulet 1 (fig. 3).
Dertil skal forsætteren dog først kobles fra.
Vigtigt!
Klemmeskruen 2 løsnes først 1/2 omdrejning!
1. Håndtaget 3 vendes opad.
2. Juster forsætteren ind ved at dreje på håndhjulet 1
(1 omdrejning = 10,5 mm)
Start af automatisk fremføring
1. Drej maskinen til "0" på drejeretningskontakten 1 (fig. 2).
2. Forsætteren kobles fra (håndtaget 3 (fig. 3) vendes opad).
3. Vær opmærksom på, at håndhjulet 10 (fig. 1) kan drejes frit,
da det bevæges med når ledeskruen kobles til.
4. Ledeskruen kobles til (ledeskruekontakt 2 (fig. 2) drejes til
højre).
5. Maskinen tændes ved at dreje drejeretningskontakten til
højre. Ledeskruen og håndhjulet drejer sig nu med.
Vigtigt!
Den automatiske fremføring har ingen automatisk frakobling!
Sørg for, at koble forsætteren fra, inden den kører ind i borepatronen!
6. Forsætteren kobles til (håndtaget 3 (fig. 3) vendes nedad).
Forsætteren drejer sig nu i bearbejdningsretning.
Bemærk!
Medens der arbejdes må den automatiske fremføring kun betjenes vha. håndtaget 3 (fig. 3). Ledeskruekontakten 2 (fig. 2)
må kun betjenes når maskinen står stille.
Drejestålets proces
(drejning på langs og tværs)
Foruden forsætterens hurtigindstilling og den automatiske
fremføring, kan drejestålet indstilles på 3 andre måder.
A. Indstilling via ledeskruen (drejning på langs)
1. Ledeskruen kobles fra (ledeskruekontakt 2 (fig. 2) drejes
til venstre).
2. Forsætteren kobles til (håndtaget 3 (fig. 3) vendes
nedad).
3. Indstil forsætteren vha. håndhjulet 10 (fig. 1).
1 omdrejning = 1,5 mm
B. Indstilling af overslæden (drejning på langs)
1. Ved behov klemmes forsætteren fast (skruen 2 (fig. 3)
spændes fast).
2. Indstil overslæden med håndhjulet 4.
1 omdrejning = 1,0 mm.
C. Indstilling af tværslæden (plandrejning)
1. Ved behov klemmes forsætteren fast (skruen 2 spændes
fast).
2. Indstil tværslæden med håndhjulet 5.
1 omdrejning = 1 mm fremføring = 2 mm ændring af
diameter!
Page 57

- 57 -
Det rigtige spindelomdrejningstal fastlægges
Det, der er afgørende for et rent drejebillede, er bl.a. valget af
den rigtige skærehastighed. Ved længdedrejning drejer det sig
om emnets omfangshastighed. Der findes en tabel på maskinens hjulkasse, som kan hjælpe med at vælge den rigtige
skærehastighed.
Hvis skærehastigheden "Vc" kendes og emnet "D" er fastlagt,
kan det nødvendige spindelomdrejningstal "n" regnes ud på
følgende måde:
n = Vcx 1000/ (D x 3.14)
Eksempel: Et emne af aluminium med 30 mm diameter skal
bearbejdes. Den nødvendige skærehastighed ifølge tabellen er
på 100 - 180 m/min. Vi regner med 132 m/min.
n = 132 x 1000/ (30 x 3.14) = 1400/min
Dette resultat kan man aflæse direkte i tabellen på hjulkassen.
Indstilling af spindelomdrejningstal
For det første kan spindelomdrejningstallet ændres ved en
omstilling af motoren (trinkontakt 1 fig. 4). Herved halveres
hhv. fordobles omdrejningstallet. For det andet kan omdrejningstallet ændres via remdrevet.
1. Sluk maskinen på hovedkontakten 2 og åbn hjulkassen 3
med en unbrakonøgle.
2. Klemmeskruen 1 (fig. 5) løsnes 1/2 omdrejning.
3. Med en unbrakonøgle 2 drejes skruen 3 til venstre. Derved
aflastes mellemremskiven 4.
4. Udskift nu remmen ifølge fig. 6.
5. Unbrakonøglen 2 tages ud igen og klemmeskruen 1
spændes.
6. Luk hjulkassen 3 (fig. 4) igen.
Henvisning:
Det kan hænde, at motoren ikke altid går i gang, når trinvælgeren står på trin II. I det tilfælde starter man på stilling I og
skifter derefter til stilling II.
Udvælgelse af drejestål
Der findes forskellige slags drejestål. Hertil en kort forklaring
(se fig. 7):
Der anvendes skrubstål (1), for på kort tid at spåntage så
meget som muligt (uden hensyntagen til emneoverfladens
finish).
Der anvendes slet- eller spidsstål (2), for at opnå en ren
overflade.
Højre (3) og venstre sidestål anvendes til længde- og plandrejning samt til uddrejning af skarpe vinkler i højre hhv.
venstre bearbejdningsretning.
Afstikstål (4) anvendes til indstikning af noter og til adskillelse
af emner.
Gevindstål (5) til skæring af udvendige gevind.
Indvendig drejestål (6) til uddrejning.
Isættelse af drejestål i stålholder
Til grundudstyret af PD 400 hører en multistålholder (fig. 8),
som består af en stålholderblok 1 og to stålholderelementer 2.
For at opnå et rent drejeresultat er det absolut nødvendigt at
drejestålet står nøjagtigt "i midten" og at det spændes fast for
at undgå vibrationer.
1. Drejestålet 3 lægges i stålholderelementet 2. De to skruer 4
spændes godt.
2. Stålholderelementet lægges i stålholderblokken 1.
Drejestålets højde indstilles med møtrik 5 og fastgøres
med møtrik 6. Skærets højde tilpasses til kørnerspidsen
i pinoldokken.
3. Stålholderelementet klemmes fast med skrue 7.
Bemærk:
Ved at løsne skrue 8 kan hele holdeblokken drejes.
Fastspænding i borepatron
OBS!
Følg venligst vedlagte driftsvejledning fra patronens producent!
Vigtigt!
Hvis emnerne kun spændes gennem pinoldokken i borepatronen uden modhold, må fremspringet ikke være større end
materialets tredobbelte diameter.
(L = 3 x D), se fig. 9.
Page 58

- 58 -
Arbejdseksempel længdedrejning
En længdedrejning er, når et cylindrisk emne bearbejdes parallelt med drejningsakslen. I følgende afsnit vises eksempler
på, hvordan en nybegynder kan arbejde med drejemaskinen
vha. længdedrejning:
Spænd et kort emne ind i borepatronen som før beskrevet
(fjern nøglen fra patronen!).
Indstil det rigtige omdrejningstal på remdrevet (læg mærke til
tabellen på hjulkassen og fig. 6).
Ledeskruen kobles fra (ledeskruekontakt 2 (fig. 2) mod venstre) og forsætteren kobles til (håndtag 3 (fig. 3) nedad).
Kør nu med forsætteren tæt på emnet fra højre til venstre
(håndhjul 10 (fig. 1)).
Kontrollér manuelt, inden maskinen slås til, om patronen løber
frit.
Tænd maskinen (drej drejeretningskontakten 1 (fig. 2) til højre).
Indstil skæredybden ved at indstille tværslæden (håndhjul 5
(fig. 3)). Til at begynde med er en skæredybde på 1/10 mm
bedst (4 streger på skalaen).
Før forsætteren i bearbejdningsretning ved at dreje håndhjulet
10 (fig. 1). Hvis De har gjort alt rigtigt, arbejder maskinen roligt
og uden kraftanstrengelse.
Vigtigt!
Fare for kvæstelse! Ved drejning skal man altid holde fingrene
langt væk fra de roterende emner! Mål aldrig emnet med en
skydelære eller lignende medens det kører. Bearbejd aldrig
emnet med en fil eller slibepapir medens det kører!
Konusdrejning
Til drejning af konusser indstilles overslæden svarende til den
ønskede vinkel.
1. Skub overslæden til højre vha. håndhjulet 1 (fig. 11).
2. Klemmeskruerne 2 løsnes.
3. Indstil overslædens vinkel og spænd skruerne igen.
Bemærk:
Overslæden har en noniusskala (næsten som på en skydelære). På den yderste skala A (fig. 11a) er vinklerne rigtigt vist.
På den indvendige B er de stukket (1 streg på den indvendige
skala svarer til 4.5°). Vinkelaflæsningen i 5° trin sker ved at
dække nul-markeringen på den indvendige skala med den
udvendige. Vil De nu addere 1°, så skal "2" på den indvendige
skala stemme overens med den udvendige skala 10°længere
ude. Ved 2° skal "4" stemme overens 20° længere ude osv.
I vort eksempel dækker "2" de "20°", altså 10° længere ude
end grundværdien 10°. Dette giver en vinkel på 10°+1°=11°.
4. Klem forsætteren fast med skruen 3 (fig. 11).
5. Fremføringen foretages via håndhjulet for overslæder 1.
Bemærk:
Man kan kun få en nøjagtig konus, hvis højden af drejestålet
er indstilles nøjagtigt til midten.
I- og afstikning af emne
En istikning er, når der laves fine noter. Fortsættes noten til
emnets midte, så er det en afstikning. Indstil afstikningsstålets
højde til emnets midte og spænd stålet fast så kort som
muligt. Benyt et lille omdrejningstal og smør stålet med lidt
maskineolie.
Bearbejdning af længere emner med pinoldok
og kørnerspids
På længere emner (hvis patronfremspringet er større end
emnets tredobbelte diameter), skal højre ende af emnet
holdes fast med kørnerspidsen gennem pinoldokken.
Hertil anbringes først et pinolhul på højre side:
1. Forsigtig plandrejning af højre forside.
2. Sæt borepatronen 1 (fig. 12) i pinoldokken, og spænd
pinolboret fast.
3. Kør pinoldokken hen til emnet og fikser med
klemmeskruen 2.
4. Tænd maskinen og lav et pinolhul vha. et pinolfremspring
(håndhjul 4).
Page 59

- 59 -
Nu kan De bytte borepatronen ud med den medløbende kørnerspids. Før pinolen ind i pinolhullet og tilspænd forsigtigt, til
ethvert slør er fjernet. Fikser nu pinolen med skruen 3.
Ændring af fremføring
PD 400 leveres som standard med en fremføring på
0,07mm/omdr. For at kunne anvende den hurtige fremføring
(0,14mm/omdr.), skal akslens tandhjul med 20 tænder i hjulkassen Z1 ( 5 fig. 13) byttes ud med et med 40 tænder.
Fremgangsmåden er følgende:
1. Sluk maskinen på hovedkontakten 25 (fig. 1) og åbn
hjulkassen 23.
2. Løsn skruen 1 (fig. 14) en smule og vip hjularmen 2 nedad.
3. Fjern klip 3 (fig. 13).
4. Akslen 4 på firkanten løsnes 1/2 omdrejning. Tandhjulet 5
med 20 tænder byttes ud med et med 40 tænder.
Bemærk:
Når tandhjulene byttes, skal der altid lægges en stribe avispapir mellem tandflankerne inden akslerne spændes fast.
Papirets tykkelse svarer ca. til det tandspillerum, der er
absolut nødvendigt.
5. Spænd akslen fast igen, sæt klipsen på, klap hjularmen op
og spænd skruen 1 (fig. 14) igen.
Montering af vekselhjul til gevindskæring
Med PD 400 kan der drejes 19 forskellige metriske gevind
(se tabellen i hjulkassen og fig. 25) og tommegevind på 10 til
48 omdrejninger. Til indstilling af gevindstigningerne skal
vekselhjulene byttes tilsvarende. I fig. 14 er vekselhjulene
monteret til en gevindstigning på 1 mm.
Tabellen i hjulkassen viser: w = 30, Z1 = -/50, Z2 = 40/30,
L = 60/-. w er tandhjulet på hovedspindlet. Den er fikseret på
hovedspindlen med en gevindtap. Z1 og Z2 er mellemhjulenes
to aksler.
Det forreste tal betegner altid akslens hjul som vender imod
os, det bageste tal det bageste hjul.
På den forreste aksel Z2 påskubbes først det bageste hjul
med 30 tænder og derefter det forreste hjul med 40 tænder.
På aksel Z1, først det bageste hjul med 50 tænder og derefter
en mellemring.
L betegner hjulet på ledeskruen. For at kunne skifte dette hjul
skal møtrikken 6 løsnes. Afstandsskiven 7 er nøjagtig så bred
som et tandhjul, og skal monteres både foran og bagved
hjulet.
Gevindskæring med drejestål
Bemærk:
Til følgende arbejde skal emnet være færdigbearbejdet og
have den rigtige udvendige gevinddiameter. Det anbefales at
dreje en fas i begyndelsen af gevindet og stikke en lille not i
slutningen af gevindet. Gevindstålet skal være nøjagtigt fastspændt i en vinkel på 90°.
Vigtigt!
Ved gevindskæring arbejdes der altid med mindste omdrejningstal (80/min), da fremføringen ellers sker for hurtigt (fare
for kvæstelse!).
1. Bring drejestålet i udgangsposition.
2. Ledeskruen kobles til (ledeskruekontakt 1 (fig. 15) drejes til
højre).
3. Start af maskinen.
4. Indstil omdrejningstallet en smule vha. tværslæden.
5. Forsætteren kobles til (håndtaget 2 vendes nedad).
6. Når den ønskede gevindlængde er nået, køres tværslæden
tilbage og maskinen standses på drejeretningskontakten.
7. Vent til patronen står stille. Drej drejeretningskontakten mod
venstre for at køre forsætteren tilbage.
8. Tilspænd drejestålet på ny, og gentag arbejdsforløbet, til
den nødvendige gevinddybde er nået.
Bemærk:
Medens det står på, må forsætteren og ledeskruen ikke
kobles fra, da gevindstigningen da ellers forskubbes!
For at forbedre gevindets kvalitet, bliver overslæden indbefattet. Gevindstålet tilspændes som tidligere beskrevet med
tværslæden. Overslæden indstilles derved ca. 0,025 mm
(1 streg) mod venstre og derefter mod højre. Skruegangen
spåntages altså altid kun på den ene side.
Først når hele gevinddybden er nået, indskæres der til slut
endnu en gang ved lav tilspænding.
Skæring af venstregevind
Til skæring af venstregevind skal en ekstra aksel med et mellemtandhjul Z (fig. 16) monteres mellem Z2 og ledeskruehjulet
L. Derved ændres ledeskruens omdrejningsretning. Hvor
mange tænder hjulet har, spiller ingen rolle. Forsætteren løber
fra venstre til højre, når patronen drejer til højre. Gevindet skal
altså også fremstilles fra venstre mod højre.
Page 60

- 60 -
Vedligeholdelse
Vigtigt!
Sluk maskinen på hovedkontakten inden vedligeholdelses- og
rensearbejde. Benyt ikke trykluft til rensning, da der ellers kan
ryge spåner ind i føringerne.
Generelt
Efter brug fjernes alle spåner grundigt fra maskinen med en
pensel eller håndkost.
Smør alle dele ind i olie ifølge smøreplanen (fig. 17). Ved oliering af løbefladerne skal slæden køres frem og tilbage flere
gange med hånden, så der kommer olie i føringerne.
A = Oliering / smøring inden brug
B = Oliering / smøring månedligt
Flangeenheden på ledeskruen i gearkassen skal smøres
gennem der pågældende hul.
Indstilling af styrspillerum
Også selv om styrene regelmæssigt smøres ind i olie, kan det
ikke undgås, at styrene efter nogen tid har slør.
1. Løsn kontramøtrikkerne 1 (fig. 18) til indstillingsboltene til
overslæden 2, skru alle indstillingsbolte 3 i ensartet, til
sløret er fjernet og spænd kontramøtrikkerne igen.
2. Den samme fremgangsmåde gentages med tværslæden 4.
Bemærk:
Ved hjælp af skrue 5 kan føringen klemmes fast.
3. Drej maskinen på hovedet og drej gevindtappen 1
(fig. 19) en smule ud.
4. Spænd igen klemmeskruerne 2 en smule, for at nedsætte
sløret.
5. Kontrollér, om forsætteren stadig er let at skubbe.
Er forsætteren svær at skubbe, skal sløret igen gøres lidt
større.
Hovedspindel
Spindlets leje med 2 koniske rullelejer er vedligeholdelsesfrit i
mindst 6000 timer ved minimalt omdrejningstal og 1800 timer
ved maksimalt omdrejningstal. Skulle der derefter være et lille
slør, kan lejerne justeres af en fagmand.
Tvangsbrudsted på ledeskruen
Hvis maskinen sætter sig fast eller der sker en anden overbelastning, kan brudstiften (se eksplosionstegning side 88, pos.
81) brække i flangeenheden (pos. 71). Den er konciperet som
tvangsbrudsted og skal i så tilfælde udskiftes (brudstiften kan
leveres gennem os). Dertil skal vekselhjulene tages af og
resterne af den ødelagte brudstift drives ud af ledeskruen med
et passende værktøj (dorn eller lign.) og af den påsatte bøsning (pos. 82). Bemærk, at når den nye brudstift drives ind
igen, må den ikke stikke frem, men skal sidde flugtende, da
tandhjulet ellers ikke kan sættes på igen uden problemer. På
den måde er det også sikret, at stiften kun sidder halvsidigt,
dvs. at den kun er udsat for forskydning på den ene side.
Bortskaffelse:
Maskinen må ikke smides i husholdningsaffaldet! Maskinen
indeholder råstoffer, der kan recycles. Hvis De har spørgsmål
til dette emne, bedes De kontakte den lokale genbrugsstation
eller andre relevante instanser.
Tilbehør til drejemaskine PD 400
Bemærk:
Følgende tilbehørsdele er ikke en del af leveringsprogrammet.
Vigtigt!
Sluk maskinen på hovedkontakten inden tilbehøret monteres.
Pinoldrejeanordning
Montering af pinoldrejeanordning:
Bemærk:
Længere emner opspændes mellem pinolerne på hovedspindlen og pinoldokken. Emnet skal have et pinolhul på begge forsider.
Et nøjagtigt cylindrisk emne får man kun, hvis pinolerne flugter
vandret og horisontalt.
1. Skru tre fastgørelsesskruer på patronen med tre bakker ud,
og tag patronen af.
2. Rens grundigt pasningen til medbringerskiven 3 (fig. 20),
kørnerspidsen 1 og dens pasning i hovedspindlen.
3. Sæt kørnerspidsen 1 i pasningen i hovedspindlen.
Den anden kørnerspids sættes i pinoldokken.
4. Adapter 4 sættes i medbringerskiven 3 og gevindtappen
spændes en smule. Skub begge dele over emnet 5. Skru
medbringeren 2 ind i spindelflangen.
5. Spænd emnet fast mellem pinolerne. Skub medbringerskiven 2 (fig. 21) over medbringeren og fikser den på emnet
med en unbrakonøgle 1.
Vigtigt!
Ved brug af en fast kørnerspids i pinoldokken skal der være
olie i pinolen og pinolhullet for at undgå udglødning.
Afmontering af kørnerspids:
6. Før en passende stang af aluminium eller messing gennem
hovedspindlen fra venstre til højre.
7. Hold kørnerspidsen fast, og løsn kørnerspidsen ved et let
slag på stangen.
Page 61

- 61 -
Patron med 4 bakker, som kan indstilles
enkeltvis
Bemærk:
Pga. muligheden for at dreje bakkerne enkeltvis kan der
opspændes runde, ovale, firkantede og også irregulært formede emner. Emnerne kan opspændes centrisk eller excentrisk. I
modsætning til patronen med tre bakker skal emnet her centreres manuelt.
1. Afmonter patronen med tre bakker, og monter kloplanen.
2. Åbn de fire bakker, rens bærefladerne, og fastspænd emnet
let på øjemål.
3. Kør forsætteren med drejestål på emnets plane flade.
4. Drej manuelt patronen for at konstatere afvigelser fra symmetrien.
5. Patronen kan justeres ved at åbne en bakke og indstille
bakken, der ligger overfor.
6. Spænd alle fire bakker samtidig over kors.
Vigtigt!
Når bakkerne er i normal position, må der kun opspændes
emner med maks. 55 mm kantlængde. I omvendt position
maks. 100 mm. Større emner kan ikke holdes sikkert. Fare for
ulykke!
Patron med 4 bakker (spænder centrisk)
Bakkerne kan ikke indstilles enkeltvis (centrerer automatisk).
Patron Ø 100 mm. Maks. spændeområde 83 mm. Større
emner kan ikke holdes sikkert. Fare for ulykke.
Spændetangsanordning og spændetænger
Bemærk:
Spændetangsanordningen er isæt velegnet til bearbejdning af
runde dele med høj præcision. Koncentricitetnøjagtigheden er
her væsentlig højere end ved arbejde med en bakkepatron.
1. Skru tre fastgørelsesskruer på patronen med tre bakker ud,
og tag patronen af.
2. Rens grundigt pasningen til spændetangsoptagelsen 2
(fig. 22) og pasningen i hovedspindlen 1.
3. Monter spændetangsoptagelsen 2 vha. fire fastgørelsesskruer 3.
Vigtigt!
Anvend altid kun den spændetang, der passer nøjagtigt til
emnet. Tænger med for stor diameter ødelægges.
4. Sæt spændetangen 6 i, og skru omløbermøtrikken 5 let på.
Vigtigt!
Spænd aldrig omløbermøtrikken, hvis der ikke er isat
noget emne. Afmonter straks stifterne 4 til spænding af
omløbermøtrikken 5 efter spænding.
5. Indfør det passende emne i spændetangen, og spænd
omløbermøtrikken 5 vha. stålstifterne 4.
Faststående lynette
Lynetten er især velegnet til uddrejning af længere emner med
diametre på op til 50 mm.
1. Løsn fastgørelsesskruen 4 (fig. 23), og anbring holdepladen
3 på tværs.
2. Sæt lynetten på vangestyret, og anbring den i den ønskede
position.
3. Drej holdepladen 3 parallelt ind til lynettens nederste del, og
spænd fastgørelsesskruen 4.
4. Løsn alle klemskruer 1, og kør de enkelte holdebakker 2
hen på emnet.
Vigtigt!
Bakkerne 2 må kun berøre emnet - ikke klemme dem fast.
Der er ellers fare for, at emnets overflade får ridser, og at
motoren overbelastes.
Hvis emnet på understøtningsstedet ikke er rundt og glat, skal
det først spåntages. Bakker og emne skal ved drejning til stadighed smøres ind i olie.
5. Kontrollér, om emnet er slørfrit lagret i lynetten - spænd
klemskruerne 1 igen.
Medløbs-lynette
Montagen er den samme som ved den faststående lynette,
men her bliver lynetten fastgjort til forsætteren (fig. 24).
Planskive med spændekløer
Monteres i stedet for borepatronen. Ideelt til fastspænding af
store og asymmetrisk formede emner. Ø 150 mm. 2 gennemgående T-noter. Inkl. Spændekløer.
EU-overensstemmelseserklæring
Vi erklærer som eneansvarlige, at dette produkt opfylder
bestemmelserne i følgende EU-direktiver:
EU-lavspændingsdirektiv 73/23/EØF
93/68/EØF
EN 61029-1/12.2003
EU-EMC-direktiv 89/336/EØF
EN 55014-1/09.2002
EN 55014-2/08.2002
EN 61000-3-2/12.2001
EN 61000-3-3/05.2002
EU-maskindirektiv 98/037/EØF
EN 61029-1/12.2003
Civilingeniør Jörg Wagner
01.02.2005
PROXXON S.A.
Forretningsområde apparatsikkerhed
Page 62

- 62 -
Inledning
Värderade kund!
Med PROXXON svarv PD 400 äger du en omsorgsfullt
konstruerad maskin, tillverkad av fackmän som har gjort
precisionsarbete till tradition. Maskinens användningsområde
är mycket mångsidigt. Observera också det genomtänkta
tillbehörsprogrammet i det här sammanhanget.
För att kunna hantera maskinen på ett riktigt sätt är det absolut nödvändigt att du läser och följer anvisningarna i den här
bruksanvisningen uppmärksamt. Detta gäller inte bara för
nybörjare utan också för professionella användare. Läs också
kapitlet om underhåll uppmärksamt. Med ett omtänksamt sätt
att arbeta och noggrann skötsel (regelbunden smörjning ingår
i detta) kommer maskinen att prestera precisionsarbete under
en lång tid.
Vi önskar dig mycket nöje under läsningen och vid dina första
svarvförsök med PD 400.
Vi förbehåller oss rätten till vidareutveckling i takt med den
tekniska utvecklingen.
Innehåll
Sida
Säkerhetsföreskrifter (se bifogade häfte)
Teckenförklaring 62
Beskrivning av maskinen och leveransomfång 63
Tekniska data 63
Montering och uppställning 63
Betjäning 63
1. Koppla till maskinen 64
2. Snabbinställning av support 64
3. Inkoppling av automatisk matning 64
4. Inställning av svarvstål (längd- och tvärsvarvning) 64
5. Bestämma rätt spindelvarvtal 65
6. Inställning av spindelvarvtal 65
7. Val av svarvstål 65
8. Isättning av svarvstål i stålhållaren 65
9. Inspänning i svarvchuck 65
10. Exempel på längdsvarvning 66
11. Konsvarvning 66
12. In- och avstickning av ett arbetsstycke 66
13. Bearbetning av längre arbetsstycken med
dubbdocka och dubb 66
14. Ändra matning 67
15. Montering av kuggsats för gängskärning 67
16. Gängskärning med svarvstålet 67
17. Skärning av vänstergänga 67
Underhåll 68
18. Allmänt 68
19. Justering av spel i styrningarna 68
20. Huvudspindel 68
21. Ledarskruvens börbrottställe 68
22. Avfallshantering 68
Tillbehör för svarv PD 400 68
21. Anordning för dubbsvarvning 68
22. 4-backschuck med individuellt inställbara backar 69
23. 4-backschuck (centrerande) 69
24. Spännhylseanordning och spännhylsor 69
25. Stillastående hjälpdocka 69
26. Medlöpande hjälpdocka 69
27. Planskiva med spänngafflar 69
Reservdelsförteckning 86
Teckenförklaring (fig. 1):
1. Huvudspindel
2. Svarvchuck
3. Multipelstålhållare med stålhållarelement
4. Roterande dubb
5. Flänsplatta för fräsenhet PF 400 (tillval)
6. Pinol
7. Klämskruv för pinol
8. Dubbdocka
9. Ratt för pinolinställning
10. Ratt för ledarskruv
11. Klämskruv för dubbdocka
12. Hål för fastsättning av bord
13. Ledarskruv
14. Ratt för toppslidsinställning
15. Toppslid
16. Support
17. Planslid
18. Ratt för planslidsinställning
19. Låslåda
20. Kopplingsspak för låsmutter
21. Ratt för snabbinställning
22. Brytare för ledarskruv
23. Växelhus
24. Rotationsriktningsbrytare för vänsterrotation – stopp –
högerrotation
25. Huvudströmbrytare
26. Driftsindikering
27. Stegomkopplare för varvtalsreglering
28. Insexnyckel
29. Öppen nyckel
30. Chucknyckel
31. Kuggkranschuck
32. Kuggsats
33. Stålhållarelement
S
Page 63

- 63 -
Beskrivning av maskinen och leveransomfång:
PROXXON svarv PD 400 är ett utbyggbart system som kännetecknas av:
– Stabil ribbad bädd med prismastyrning
– 6 spindelvarvtal (omkopplare för 2 motorvarvtal med
ytterligare 3 växelsteg)
– Snabbinställning av support med lätthanterlig vev
– Automatisk matning
I leveransen ingår:
– Trebackschuck (Ø 100 mm)
– Roterande dubb
– Kuggkranschuck (spännvidd till 10 mm)
– Kuggsats för två matningshastigheter (0,07 mm/v och
0,14mm/v), 19 metriska gängstigningar och extra tumgäng-
stigningar från 10 till 48 gängor.
– Arbetsverktyg
– Multipelstålhållare med 2 stålhållarelement
– Anordning för skärning av vänstergänga
– Svarvchucksskydd
– Två reservbrytpinnar
Tekniska data:
Maskin
Dubbhöjd 85 mm
Dubbavstånd 400 mm
Max. arbetsstyckdiameter över
support 116 mm
Spindelborrning 20,5 mm
Huvudspindel chucksida MK3
Spindelvarvtal Steg 1: 80v/min;
330v/min; 1 400v/min
Steg II: 160v/min;
660v/min; 2 800v/min
Svarvchuck Se svarvchuckens
bruksanvisning!
Automatisk matning 0,07 resp. 0,14 mm/v
Gängstigningar se tabell i växelhuset
Dubbdockspinol Slag 30 mm/MK 2
Stålhållare för stål 10 x 10 mm
Mått 900x400x300 mm (LxBxH)
Vikt 45 kg
Buller ≤ 70 dB(A)
Motor
Spänning 220-240 Volt, 50/60 Hz
Steg 1 Steg II
Varvtal 1400 v/min 2800 v/min
Avgiven effekt 0,25 kW 0,55 kW
Effektbehov 2,1 A 3,9 A
Fär bara användas i torra utrymmen
Förbrukade och trasiga maskiner får inte slängas
som avfall, utan de ska lämnas för återvinning.
Montering och uppställning:
Anvisning:
Vid transport får maskinen inte lyftas vid växelhuset 23 (fig. 1)
och inte på motorns skyddskåpa. Plastkåporna kan skadas.
Uppställningsplatsen måste vara jämn och tillräckligt stadig
för att kunna absorbera vibrationer som uppstår under arbetet. Maskinen måste sättas fast vid underlaget med hjälp av
de därför avsedda hålen 12 (fig. 1). Se till att elkabeln ligger
utanför det farliga området.
Montera svarvchucken 2 (fig. 1) på huvudspindeln med de tre
tillhörande skruvarna. Se till att chucksätet är dammfritt.
Beträffande chuckens användning, beakta den medföljande
separata bruksanvisningen för chucken!
Alla blanka delar är skyddade med ett korrosionsskydd vid
leverans. Skyddet har ingen smörjande effekt utan endast en
konserverande. Före första användning måste det tvättas av
med t ex fotogen. Alla styrningar måste kontrolleras och i
förekommande fall justeras (se kapitlet “Underhåll“).
Blanka styrningar och spindlar måste oljas in med en lämplig
maskinolja. Som avslutning kan chuckskyddet monteras.
Anmärkning:
Ingen del av transmissionen (remskivor, remmar, kugghjul) får
oljas in. Vid kraftigt driftbuller kan det dock vara tillrådligt att
stryka in kugghjulen med en aning Molykote-fett.
Betjäning:
Obser
vera!
Kontrollera före den första starten att chuckens skruvar 2 (bild 1)
är ordentligt åtdragna, att chucknyckeln inte sitter instucken och
att supporten 16 (bild 1) befinner sig på ett tillräckligt stort
avstånd från chucken.
Obser
vera!
Genomför de första övningarna utan något inspänt arbetsstycke. Se emellertid till att backarna är fastspända, då de utan
mottryck kan lossna av centrifugalkraften.
Genomför de första övningarna vid lågt varvtal. Tänk på att
chucken är en aning inoljad, vilket till en början kan förorsaka en
del stänk.
Page 64

- 64 -
Observera!
Kom ihåg att motorn beroende på konstruktionen kan bli mycket
het vid längre tomgångskörning. Detta tyder inte på någon
motordefekt, men det är ändå tillrådligt att undvika detta drifttillstånd och inte i onödan köra maskinen i tomgång.
Koppla till maskinen
1. Ställ rotationsriktningsbrytaren 1 (fig. 2) på “0“.
2. Koppla ur ledarskruven (vrid ledarskruvbrytaren 2 åt vänster).
3. Ställ in en låg hastighet (stegbrytare 3 på I).
4. Koppla till maskinen med huvudströmbrytaren 4.
Driftsindikeringen 5 tänds.
5. Vrid rotationsriktningsbrytaren åt höger. Svarvchucken
roterar nu i bearbetningsriktningen.
Snabbinställning av support
Supporten flyttas snabbt med ratten 1 (fig. 3). Supporten
måste dock först kopplas ur för detta.
Observera!
Lossa först klämskruven 2 1/2 varv !
1. Ställ spaken 3 uppåt.
2. Flytta supporten genom att vrida på handratten 1.
(1 varv = 10,5 mm)
Inkoppling av automatisk matning
1. Ställ maskinen på “0“med rotationsriktningsbrytaren 1 (fig. 2).
2. Koppla ur supporten (ställ spaken 3 (fig. 3) uppåt).
3. Se till att ratten 10 (fig. 1) kan vridas fritt eftersom den snurrar med när ledarskruven kopplas in.
4. Koppla in ledarskruven (vrid ledarskruvbrytaren 2 (fig. 2) åt
höger).
5. Koppla till maskinen med rotationsriktningsbrytaren åt
höger. Ledarskruven och ratten snurrar nu med.
Observera!
Den automatiska matningen har ingen automatisk frånkoppling! Se till att koppla ur supporten innan den går in i
svarvchucken!
6. Koppla in supporten (ställ spaken 3 (fig. 3) nedåt).
Supporten rör sig nu i bearbetningsriktningen.
Anvisning!
Använd bara spaken 3 (fig. 3) under arbete med den automatiska matningen. Använd ledarskruvbrytaren 2 (fig. 2) bara när
maskinen står stilla.
Inställning av svarvstålet
(längdsvarvning och tvärsvarvning)
Jämte snabbinställning av supporten och den automatiska
matningen kan svarvstålet ställas in på 3 olika sätt.
A. Inställning över ledarskruven (längdsvarvning)
1. Koppla ur ledarskruven (vrid ledarskruvbrytaren 2 (fig. 2)
åt vänster).
2. Koppla in supporten (ställ spaken 3 (fig. 3) nedåt).
3. Flytta supporten med ratten 10 (fig. 1).
1 varv = 1,5 mm
B. Inställning av toppsliden (längdsvarvning)
1. Kläm fast supporten om det behövs (skruv 2 (fig. 3).
2. Flytta toppsliden med ratten 4.
1 varv = 1,0 mm
C. Inställning av plansliden (plansvarvning)
1. Kläm fast supporten om det behövs (dra fast skruv 2).
2. Flytta plansliden med ratten 5.
1 varv = 1 mm matning = 2 mm ändring av diametern!
Page 65

- 65 -
Bestämma rätt spindelvarvtal
Avgörande för ett bra svarvresultat är bland annat valet av rätt
skärhastighet. Vid längdsvarvning handlar det om arbetsstyckets periferihastighet. Tabellen på maskinens växelhus
hjälper till vid val av rätt skärhastighet.
När skärhastigheten “Vc“ och arbetsstyckets diameter “D“ är
kända kan det rätta spindelvarvtalet “n“ beräknas på följande
sätt:
n = Vcx 1000/ (D x 3.14)
Exempel: Ett arbetsstycke av aluminium med en diameter på
30 mm ska bearbetas. Den nödvändiga skärhastigheten är
enligt tabellen 100 – 180 m/min. Vi räknar med 132 m/min.
n = 132 x 1000/ (30 x 3.14) = 1400 v/min
Resultatet kan också avläsas direkt i tabellen på växelhuset.
Inställning av spindelvarvtal
Spindelvarvtalet kan ställas in via en omkoppling av motorn
(stegbrytare 1 fig. 4). Härigenom halveras eller fördubblas
varvtalet. Varvtalet kan också ändras via remväxeln.
1. Koppla från maskinen med huvudströmbrytaren 2 och
öppna växelhuset 3 med insexnyckel.
2. Lossa klämskruven 1 (fig. 5) 1/2 varv.
3. Vrid skruven 3 åt vänster med insexnyckeln 2. Därigenom
avlastas mellanremskivan 4.
4. Lägg nu om remmen enligt fig. 6.
5. Ta ut insexnyckeln 2 igen och dra fast klämskruven 1.
6. Stäng växelhuset 3 (fig. 4) igen.
Anmärkning:
Det kan hända att motorn inte alltid startar när stegomkopplaren står på steg II. Starta i sådant fall utifrån läget I och koppla
sedan över till läge II.
Val av svarvstål
Det finns olika typer av svarvstål. Här är en kort förklaring
(se fig. 7):
Skrubbstål (1) används för att så snabbt som möjligt svarva
av mycket spån (utan hänsyn till arbetsstyckets ytfinish).
Poler- eller gängstål (2) används för att få en slät yta.
Höger (3) resp. vänster sidstål används för längd- och
plansvarvning och ursvarvning av skarpa vinklar i höger
resp. vänster rotationsriktning.
Stickstål 4 används för att göra spår och för kapning av
arbetsstycken.
Gängstål (5) används för att skära utvändiga gängor.
Innerstål (6) används för ursvarvning.
Isättning av svarvstål i stålhållaren
Till grundutrustningen för PD 400 hör en multipelstålhållare
(fig. 8) som består av stålhållarblock 1 och två stålhållarelement 2. För ett bra svarvresultat är det absolut nödvändigt att
svarvstålet står exakt “i mitten“ och att svarvstålet spänns fast
kort för att undvika vibrationer.
1. Sätt i svarvstålet 3 i stålhållarelementet 2. Dra åt de båda
skruvarna 4 hårt.
2. Lägg in stålhållarelementet i stålhållarblocket 1. Ställ in
svarvstålets höjd med muttern 5 och kontra med muttern 6.
Anpassa skärets höjd till dubbspetsen i dubbdockan.
3. Kläm fast stålhållarelementet med skruven 7.
Anvisning:
Genom att lossa skruven 8 kan hela hållarblocket vridas.
Inspänning i svarvchuck
Observera!
Beakta den medföljande bruksanvisningen från chucktillverkaren!
Observera!
Om arbetsstycken spänns fast i chucken utan mothåll via
dubbdockan får den del av arbetsstycket som sticker ut från
chucken inte överstiga tre gånger materialets diameter.
(L = 3 x D), se fig. 9.
Page 66

- 66 -
Exempel på längdsvarvning
Med längdsvarvning avses bearbetning av ett cylindriskt
arbetsstycke parallellt med rotationsaxeln I följande avsnitt
förklaras arbete med svarven för nybörjare genom exempel på
längdsvarvning:
Spänn fast ett kort arbetsstycke i svarvchucken på det sätt
som beskrivits tidigare. (ta bort chucknyckeln!).
Ställ in rätt varvtal på remväxeln (observera tabellen på växelhuset och fig. 8).
Koppla ur ledarskruven (ledarskruvbrytaren 2 (fig. 2) åt vänster
och koppla in supporten (spaken 3 (fig. 3) nedåt).
Kör supporten från höger till vänster nära mot arbetsstycket
(ratt 10 (fig. 1)).
Kontrollera att chucken går fritt genom att vrida runt för hand
innan maskinen kopplas till.
Koppla till maskinen (rotationsriktningsbrytare 1 (fig. 2) åt
höger).
Ställ in skärdjupet genom att flytta plansliden (ratt 5 (fig. 3)).
Till att börja med är det bäst att bara ställa in ett skärdjup på
0,1 mm (4 delstreck på skalan).
För supporten i bearbetningsriktningen genom att vrida på rat-
ten 10 (fig. 1). Om du har gjort allt rätt arbetar maskinen lugnt
och utan ansträngning.
Observera!
Risk för skador! Håll alltid fingrarna borta från roterande
arbetsstycken under svarvning! Mät aldrig arbetsstycket med
ett skjutmått eller liknande när svarven går! Bearbeta inte
arbetsstycket med en fil eller smärgelduk när svarven går!
Konsvarvning
För konsvarvning ställs toppsliden in i önskad vinkel.
1. Flytta toppsliden åt höger med ratten 1 (fig. 11).
2. Lossa klämskruvarna 2.
3. Ställ in vinkeln på toppsliden och dra fast skruvarna igen.
Anvisning:
Toppsliden har en nonieskala (liknande som på ett skjutmått).
På den yttre skalan A (fig. 11 a) är vinklarna riktigt framställda.
På den inre B är de stukade (1 delstreck på den inre skalan
motsvarar 4.5°). Avläsning av vinklarna i steg om 5° sker
genom att täcka den inre skalans nollmarkering med den yttre.
Om du vill lägga till 1° så måste “2“ på den inre skalan stämma överens med den yttre skalan 10° längre ut. Vid 2° måste
“4“ stämma överens 20° längre ut o.s.v. I vårt exempel stämmer “2“ överens med "20°", alltså 10° längre ut än grundvärdet 10°. Detta ger en vinkel på 10°+1°=11°.
4. Kläm fast supporten med skruv 3 (fig. 11).
5. Matningen görs med ratten för toppsliden 1.
Anvisning:
En exakt kon kan bara uppnås om svarvstålet är inställt precis
i mitten.
In- och avstickning av ett arbetsstycke
Med instickning avses framställning av fina spår. Om spåret
fortsätter till arbetsstyckets mitt talar man om avstickning.
Ställ in svarvstålet precis i arbetsstyckets mitt och spänn fast
stålet så kort som möjligt. Använd ett lågt varvtal och smörj
stålet med lite maskinolja.
Bearbetning av längre arbetsstycken med
dubbdocka och dubb
Längre arbetsstycken (chuckavstånd mer än tre gånger
arbetsstyckets diameter) måste hållas i högra änden med
hjälp av dubbdocka och roterande dubb. För detta borrar du
först ett centreringshål på höger sida:
1. Plansvarva försiktigt den högra änden.
2. Sätt i borrschuck 1 (fig. 12) och spänn fast ett centreringsborr.
3. Kör fram dubbdockan till arbetsstycket och sätt fast med
klämskruv 2.
4. Koppla till maskinen och centreringsborra med pinolmatning (ratt 4).
Page 67

- 67 -
Nu kan du byta ut borrchucken mot den roterande dubben.
För in dubbspetsen i centeringshålet så långt att allt spel
elimineras. Sätt fast pinolen med vingskruven 3.
Ändra matning
PD 400 levereras med standardmatning 0,07 mm/v . För att
använda snabbmatning (0,14 mm/v) måste kugghjulet på axel
Z1 (5 fig. 13) med 20 kuggar bytas ut mot kugghjulet med 40
kuggar. Detta går till som följer:
1. Koppla från maskinen med huvudströmbrytaren 25 (fig. 1)
och öppna växelhuset 23.
2. Lossa skruven 1 (fig. 14) lite och fäll armen 2 nedåt.
3. Ta bort klammern 3 (fig. 13).
4. Lossa axeln 4 1/2 varv på fyrkanten. Byt ut kugghjul 5 med
20 kuggar mot ett med 40 kuggar.
Anvisning:
Lägg alltid en remsa tidningspapper mellan kuggflankerna
innan axeln dras fast vid byte av kugghjul. Papperets tjocklek
motsvarar ungefär det absolut nödvändiga kuggflankspelet.
5. Dra fast axeln igen, sätt dit klammern, fäll upp armen och
dra fast skruven 1 (fig. 14) igen.
Montering av kuggsats för gängskärning
Med PD 400 kan 19 olika metriska gängor (se tabell i växelhuset och fig. 25) och tumgängor från 10 till 48 gängor svarvas.
För inställning av gängstigningar måste kuggsatsen bytas ut
motsvarande. I figur 14 är drevsatsen för en gängstigning på
1 mm monterad.
Tabellen i växelhuset visar oss: w = 30, Z1 = -/50,
Z2 = 40/30, L = 60/-. w betecknar kugghjulet på huvudaxeln.
Det är fastsatt på huvudaxeln med ett gängstift. Z1 och Z2 är
de båda axlarna för mellanhjulen. Det främre talet betecknar
alltid axelns kugghjul som är vänt mot oss, det bakre talet det
bakre kugghjulet. På axeln Z2 skjuts alltså först kugghjulet
med 30 kuggar på först sedan det främre kugghjulet med 40
kuggar. På axeln Z1 först det bakre kugghjulet med 50 kuggar
och sedan en mellanring.
L betecknar kugghjulet på ledarskruven. För att byta det
kugghjulet måste muttern 6 lossas. Mellanläggsbrickan 7 har
exakt samma bredd som ett kugghjul och måste varje gång
monteras framför eller bakom kugghjulet.
Gängskärning med svarvstålet
Anvisning:
För följande arbeten måste arbetsstycket vara färdigbearbetat
och ha rätt ytterdiameter för gängan. Det är lämpligt att svarva
en fas vid gängingången och sticka in ett spår vid gängutgången. Gängstålet måste spännas fast i en vinkel på exakt 90°.
Observera!
Arbeta alltid med lägsta varvtal (80 v/min) vid gängskärning.
Matningen går annars för snabbt (risk för skador!).
1. Ställ svarvstålet i utgångsläge.
2. Koppla in ledarskruven (vrid ledarskruvbrytaren 1 (fig. 15) åt
höger).
3. Koppla till maskinen.
4. Sätt an svarvstålet lätt med plansliden.
5. Koppla till supporten (spak 2 nedåt).
6. Kör tillbaka plansliden när den önskade gänglängden uppnåtts och koppla från maskinen med rotationsriktningsbrytaren.
7. Vänta tills chucken har stannat. Rotationsriktningsbrytaren
åt vänster för att köra tillbaka supporten.
8. Sätt an svarvstålet på nytt och upprepa förloppet tills det
nödvändiga gängdjupet uppnåtts.
Anvisning:
Under hela förloppet får support och ledarskruv inte emellanåt
kopplas från eftersom gängstigningen i så fall förskjuts!
För att förbättra gängans kvalitet tas också toppsliden med.
Gängstålet sätts an på samma sätt som beskrivits för plansliden. Toppsliden ställs emellertid varje gång om 0,025 mm
(1 delstreck) en gång åt vänster och sedan åt höger. Spånet
lyfts alltså alltid av bara från en sida.
Först när fullt gängdjup uppnåtts skärs som avslutning helt in
genom en lätt ansättning.
Skärning av vänstergänga
För skärning av vänstergänga måste en extra axel med ett
mellanhjul Z (fig. 16) monteras mellan Z2 och ledarskruvhjulet
L. Därigenom vänds ledarsskruvens rotationsriktning.
Kugghjulets kuggantal spelar därvid ingen roll. Supporten går
med högerroterande chuck från vänster till höger. Gängan
måste alltså också skäras från vänster till höger.
Page 68

- 68 -
Underhåll
Observera!
Koppla från maskinen med huvudströmbrytaren före alla
underhålls- och rengöringsarbeten. Använd inte tryckluft för
rengöring. Spån kan komma in i styrningarna.
Allmänt
Rengör maskinen grundligt från spån med en pensel eller
borste efter varje användning.
Fetta resp. olja in alla delar enligt smörjschemat (fig. 17). Stryk
med handen fram och tillbaka upprepade gånger när slidernas
löpytor oljas in så att olja kommer in i styrningarna.
A = Inoljning/smörjning före varje användning
B = Inoljning/smörjning varje månad
Olja även in ledarskruvens flänsenhet i växellådan, genom det
därtill avsedda hålet.
Justering av spel i styrningarna
Även om styrningarna oljas in regelbundet kan det inte undvikas att ett spel bildas efter en tid.
1. Lossa kontramuttrarna 1 (fig. 18) för justerskruvarna för
toppsliden 2, gänga in alla skruvarna lika mycket tills spelet
försvinner och dra åt kontramuttrarna igen.
2. Upprepa samma arbetsmoment på plansliden 4.
Anvisning:
Styrningen kläms fast med skruven 5.
3. Vänd maskinen med undersidan upp och gänga ur
gängstiftet 1 (fig. 19) en aning.
4. Dra åt klämskruven 2 lätt igen för att minska spelet.
5. Kontrollera att supporten går lätt. Öka spelet lite om
supporten går för tungt.
Huvudspindel
Spindellagringen utgörs av två koniska rullager och är underhållsfria för minst 6 000 timmar vid minimalt varvtal och 1 800
timmar vid maximalt varvtal. Om det finns ett litet spel efter
den här tiden kan lagren efterjusteras av en fackman.
Ledarskruvens börbrottställe
Vid fastkörning eller annan överbelastning kan brytpinnen (se
sprängskissen på sidan 88, pos. 81) i flänsenheten (pos. 71)
gå av. Brytpinnen utgör ett börbrottställe och måste bytas ut
om den brutits av. (brytpinnen kan beställas såsom reservdel
från oss). Därvid måste växelhjulen tas av och återstoderna av
den förstörda brytpinnen drivas ut ur ledarskruven, liksom ur
den påsatta hylsan (pos 82), med hjälp av ett lämpligt verktyg
(dorn e.dyl.). När den nya brytpinnen drivs in måste man se till
att den inte sticker ut, utan ligger i jämnt plan med omgivande
ytor, eftersom kugghjulet i annat fall inte kan sättas tillbaks
utan problem. Man måste även förvissa sig om att brytpinnen
är placerad på ett sådant sätt att den utsätts för skjuvpåkänning i endast en ände.
Avfallshantering:
Kasta inte maskinen i hushållssoporna! Maskinen innehåller
material som kan återvinnas. Vid frågor angående detta, var
god vänd dig till ett lokalt återvinningsföretag eller renhållningen i din kommun.
Tillbehör för svarv PD 400
Anvisning:
Följande tillbehör ingår inte i leveransen.
Observera!
Koppla från maskinen med huvudströmbrytaren innan tillbehör
monteras.
Anordning för dubbsvarvning
Montering av anordning för dubbsvarvning:
Anvisning:
Längre arbetsstycken spänns fast mellan centreringsspetsarna
på huvudspindeln och dubbdockan. Arbetsstycket måste ha
centreringshål i båda ändar.
Ett exakt cylindriskt arbetsstycke får man bara om spetsarna
stämmer överens vågrätt och horisontellt.
1. Gänga ur de tre skruvarna för trebackschucken och ta bort
chucken.
2. Rengör anslutningen för medbringarskivan 3 (fig. 20),
dubbspetsen och anslutningen i huvudspindeln grundligt.
3. Sätt i dubben 1 i huvudspindeln. Sätt i den andra dubben i
dubbdockan.
4. Sätt i adaptern 4 i medbringarskivan 3 och dra åt gängstiftet lätt. Skjut båda över arbetsstycket 5. Skruva i medbringaren 2 i spindelflänsen.
5. Spänn fast arbetsstycket mellan de båda dubbarna. Skjut
på medbringarskivan 2 (fig. 21) över medbringaren och sätt
fast den med nyckeln 1 på arbetsstycket.
Observera!
Om en fast dubb används i dubbdockan måste dubb och
centreringshål oljekylas kontinuerligt för att undvika anlöpning.
Demontering av dubb:
6. För in en lämplig dorn av aluminium eller mässing från vänster till höger genom huvudspindeln.
7. Håll i dubben och lossa den med lätta slag på dornen.
Page 69

- 69 -
4-backschuck med individuellt inställbara
backar
Anvisning:
Genom att det är möjligt att justera backarna individuellt kan
runda, ovala, fyrkantiga eller oregelbundet formade arbetsstycken spännas fast. Fastspänningen kan göras centrerat
eller excentriskt. I motsats till trebackschucken måste arbetsstycket här centreras manuellt.
1. Demontera trebackschucken och sätt på fyrbackschucken.
2. Öppna de fyra backarna och rengör anliggningsytorna och
spänn fast arbetsstycket lätt efter ögonmått.
3. Kör fram supporten med svarvstål mot arbetsstyckets plana
yta.
4. Vrid runt chucken för hand för att fastställa symmetriska
avvikelser.
5. Justera genom att öppna en back och följa efter med den
motliggande backen.
6. Dra fast alla fyra backarna likformigt och korsvis.
Observera!
I backarnas normala läge får bara arbetsstycken med en
maximal sidolängd på 55 mm spännas fast. I omvänt läge
maximalt 100 mm. Större arbetsstycken hålls inte fast på ett
säkert sätt. Olycksfallsrisk!
4-backschuck (centrerande)
Backarna kan inte justeras individuellt (automatisk centrering).
Chuck 100 mm. Max. spännvidd 83 mm. Större arbetsstycken
hålls inte fast på ett säkert sätt. Olycksfallsrisk.
Spännhylseanordning och spännhylsor
Anvisning:
Spännhylseanordningen lämpar sig speciellt för precisionsbearbetning av runda delar. Rundgångsnoggrannheten är här
betydligt bättre än vid arbete med en chuck med backar.
1. Gänga ur de tre skruvarna för trebackschucken och ta bort
chucken.
2. Rengör anslutningen för spännhylsefästet 2 (fig. 22) och
anslutningen i huvudspindeln 1 grundligt.
3. Montera spännhylsefästet 2 med de fyra skruvarna 3.
Observera!
Använd alltid bara den spännhylsa som passar exakt till
arbetsstycket. Hylsor med för stor diameter förstörs.
4. Sätt i spännhylsan 6 och skruva på överfallsmuttern 5 lätt.
Observera!
Dra aldrig fast överfallsmuttern när inget arbetsstycke
satts in. Ta bort stiften 4 för fastdragning av överfallsmuttern 5 omedelbart efter fastdragning.
5. För in ett passande arbetsstycke i spännhylsan och dra fast
överfallsmuttern 5 med hjälp av stålstiften 4.
Stillastående hjälpdocka
Hjälpdockan är speciellt lämplig för svarvning av längre
arbetsstycken med diameter upp till 50 mm.
1. Lossa skruvarna 4 (fig. 23) och ställ fästplattan 3 på tvären.
2. Ställ hjälpdockan på bädd styrningen och ställ in önskat
läge.
3. Sväng in fästplattan 3 parallellt med hjälpdockans sockel
och dra fast skruvarna 4.
4. Lossa alla klämskruvarna 1 och kör fram de enskilda fästbackarna 2 mot arbetsstycket.
Observera!
Backarna 2 får bara beröra arbetsstycket men inte
klämma. Det finns annars en risk för att arbetsstyckets yta
repas och motorn överbelastas.
Om arbetsstycket inte är runt och jämnt vid stödstället måste
det först svarvas. Backar och arbetsstycke måste kontinuerligt
kylas med olja under svarvningen.
5. Kontrollera att arbetsstycket ligger i hjälpdockan utan glapp
och dra åt klämskruvarna 1 igen.
Medlöpande hjälpdocka
Monteringen går till på samma sätt som vid fast hjälpdocka
men här sätts hjälpdockan fast vid supporten (fig. 24).
Planskiva med spänngafflar
Monteras i stället för svarvchuck. Idealiskt för fastspänning av
större och asymmetriskt formade arbetsstycken. Ø 150 mm.
2 genomgående T-spår. Inkl. spänngafflar.
EG-konformitetsförklaring
Vi förklarar med ensamt ansvar att denna produkt uppfyller
bestämmelserna i följande EG-riktlinjer:
EG-lågspänningsriktlinje 73/23/EWG
93/68/EWG
EN 61029-1/12.2003
EG-EMV-riktlinje 89/336/EWG
EN 55014-1/09.2002
EN 55014-2/08.2002
EN 61000-3-2/12.2001
EN 61000-3-3/05.2002
EG-maskinriktlinje 98/037/EWG
EN 61029-1/12.2003
Dipl.-Ing. Jörg Wagner
01.02.2005
PROXXON S.A.
Affärsområde apparatsäkerhet
Page 70

- 70 -
Předmluva
Vážený zákazníku!
Zakoupením soustruhu PROXXON PD 400 jste získali kvalitní a
přesný obráběcí stroj, který byl konstruován a vyroben s
nejvyšší pečlivostí u odborníků, u kterých je preciznost již
tradicí. Možnosti použití tohoto stroje jsou mnohostranné.
V této souvislosti věnujte prosím pozornost také nabídce
promyšleného programu příslušenství.
Za účelem správné obsluhy stroje a také pro Vaši vlastní
bezpečnost si důkladně přečtěte a bezpodmínečně dodržujte
pokyny, uvedené v tomto návodu. To platí nejen pro začátečníky, nýbrž i pro profesionály. Pozorně si prostudujte také
kapitolu Údržba stroje. Dodržováním správných pracovních
postupů a pečlivým ošetřováním (k tomu patří i pravidelné olejování) bude Váš stroj při opracování dlouho dosahovat přesné
výsledky.
Při čtení návodu k obsluze a při prvních pokusech při soustružení na stroji PD 400 Vám přejeme mnoho úspěchů.
Změny, vyplývající z dalšího vývoje ve smyslu technického
pokroku jsou vyhrazeny!
Obsah
Strana
Bezpečnostní předpisy (viz přiložený sešit)
Legenda 70
Popis přístroje a rozsah dodávky 71
Technické údaje 71
Montáž a instalace 71
Obsluha přístroje 71
1. Zapnutí stroje 72
2. Rychlé přestavení suportu 72
3. Zapnutí automatického posuvu 72
4. Způsoby použití soustružnického nože
(podélné a příčné soustružení) 72
5. Stanovení optimálních otáček vřetena 73
6. Nastavení otáček vřetena 73
7. Volba soustružnického nože 73
8. Upevnění soustružnického nože do držáku nože 73
9. Upnutí do sklíčidla 73
10. Příklad pracovního postupu pro podélné soustružení 74
11. Soustružení kuželů 74
12. Výroba zápichů a upíchnutí obrobku 74
13. Opracování dlouhých obrobků upnutím do koníku
a upínacích hrotů 74
14. Nastavení posuvu 75
15. Montáž výměnných kol pro řezání závitů 75
16. Řezání závitů pomocí soustružnického nože 75
17. Řezání levých závitů 75
Údržba 76
18. Všeobecně 76
19. Seřízení vůle vedení 76
20. Hlavní vřeteno 76
21. Konstrukce úmyslného zlomu vodícího vřetene 76
22.
Likvidace 76
Příslušenství k soustruhu PD 400 76
21. Zařízení pro soustružení mezi hroty 76
22. 4-čelisťové sklíčidlo s jednotlivě nastavitelnými
čelistmi 77
23. 4-čelisťové sklíčidlo (s centrálním upínáním) 77
24. Zařízení pro upínací kleštiny a upínací kleštiny 77
25. Pevná luneta 77
26. Pojízdná luneta 77
27. Lícní deska s upínkami 77
Seznam náhradních dílů 86
Legenda (Fig 1):
1. Hlavní vřeteno
2. Sklíčidlo
3. Vícenásobná nožová hlava s upínacím držákem nože
4. Otočný upínací hrot
5. Příruba pro upevnění frézovací jednotky PF 400
(podle verze provedení)
6. Pinola
7. pevňovací šroub pro pinolu
8. Koník
9. Regulační kolečko pinoly
10. Ruční kolečko vodicího šroubového vřetena
11. Upevňovací šroub pro koník
12. Otvory pro upevnění stolu
13. Vodicí šroubové vřeteno
14. Regulační kolečko pro horní saně
15. Horní saně
16. Suport
17. Příčné saně
18. Regulační kolečko pro příčné saně
19. Suportová skříň
20. Páka spojky pro matici šroubového vřetena
21. Ruční kolečko pro rychlé přestavení
22. Spínač vodicího šroubového vřetena
23. Převodová skříň
24. Přepínač pro levotočivý běh - stop - pravotočivý běh
25. Hlavní spínač
26. Indikace zapnutí
27. Přepínač stupňů pro přestavení otáček
28. Klíč na vnitřní šestihrany
29. Stranový klíč
30. Klíč pro sklíčidlo
31. Sklíčidlo pro vrták s ozubeným věncem
32. Sada výměnných ozubených kol
33. Upínací držák nože
CZ
Page 71

- 71 -
Popis stroje a rozsah dodávky
Soustruh PROXXON PD 400 má konstrukci, umožňující
nástavbu pro rozšíření systému, která se vyznačuje:
– stabilním žebrovaným odlitkem lože s prizmatickým
vedením
– 6 různými otáčkami vřetena (přepínač pro 2 rozsahy
otáček motoru s volbou dalších 3 převodových stupňů)
– rychlým přestavením suportu prostřednictvím ruční kliky
– a automatickým posuvem
Do rozsahu dodávky patří:
– Precizní tříčelistní sklíčidlo (Ø 100 mm)
– Otočný upínací hrot
– Sklíčidlo pro vrták s ozubeným věncem (pro upnutí dílu do
průměru 10mm )
– Sada výměnných ozubených kol pro dvě rychlosti posuvu
(0.07mm/ot a 0.14mm/ot), 19 metrických stoupání závitu a
navíc stoupání závitů v palcích v rozsahu od 10 do 48.
– Nářadí pro obsluhu
– Vícenásobná nožová hlava s 2 upínacími držáky nožů
– Zařízení pro řezání levotočivých závitů
– Ochranný kryt sklíčidla
– dva náhradní brusné kolíky
Technické údaje:
Soustruh
Výška hrotů 85 mm
Vzdálenost mezi hroty 400 mm
Max. průměr obrobku
nad suportem 116 mm
Vnitřní průměr vřetena 20.5 mm
Kužel hlavního vřetena na
straně sklíčidla MK3
Otáčky vřetena stupeň I: 80/min; 330/min;
1.400/min
stupeň II: 160/min; 660/min;
2800/min
Otáčivé sklíčidlo viz návod pro otáčivé sklíčidlo
Automatický posuv 0.07 resp. 0.14 mm/ot
Stoupání závitů viz tabulka v převodové skříni
Pinola koníku zdvih 30 mm/MK 2
Držák pro soustružnické nože 10 x 10 mm
Rozměry 900x400x300 mm (dxšxv)
Hmotnost 45 kg
Hlučnost ≤ 70 dB(A)
Motor
Napětí 220-240 V, 50/60 Hz
stupeň I stupeň II
Otáčky 1400 ot/min 2800 ot/min
Výstupní výkon 0,25 kW 0,55 kW
Odběr proudu 2,1 A 3,9 A
Jen pro pouæitÌ v such˝ch mÌstnostech
Pri likvidaci nevhazujte do dom·cÌho odpadu.
Montáž a instalace:
Upozornění:
Stroj se při transportu nesmí nadzvednout za kryt převodové
skříně 23 (Fig.1) a za kryt motoru. Přitom by mohlo dojít k
prasknutí plastových krytů.
Plocha pro instalaci stroje musí být rovná a dostatečně stabilní, aby mohla absorbovat chvění, vznikající při opracování.
Stroj nutno upevnit na stabilním podkladě prostřednictvím
příslušných otvorů 12 (Fig.1). Přitom dbejte na to, aby přívodní
elektrický kabel ležel mimo nebezpečné pracovní oblasti stroje.
Sklíčidlo 2 (Fig. 1) namontujte na hlavní vřeteno pomocí k
tomu určených 3 ks šroubů. Přitom dbejte na to, aby byla
plocha pro uložení sklíčidla očištěna od prachu.
Při používání sklíčidla dodržujte prosím separátně přiložený
návod upínacího sklíčidla!
Všechny čisté kovové díly bez povrchové úpravy jsou při expedici nakonzervovány protikorozním prostředkem. Tato ochrana
není určena pro mazání, nýbrž pouze jako konzervace. Tuto
konzervační vrstvu nutno před prvním použitím odstranit např.
petrolejem. Potom nutno zkontrolovat vůli všech vedení a
podle potřeby nastavit. (viz kapitola "Údržba").
Následné nutno všechny čisté kovové plochy vedení a vřeten
dobře naolejovat vhodným strojním olejem. Na závěr lze
namontovat ochranný kryt sklíčidla.
Upozornění:
Celá předloha (řemenice, řemen, ozubená kola) se nesmí
olejovat. V případě silně hlasitého chodu se doporučuje namazat
kola s trochou molykote-mazacím tukem.
Obsluha:
Pozor!
Před prvním zapnutím zkontrolujte, jsou-li šrouby otáčivého
sklíčidla 2 (poz. 1) správně utaženy, klíč otáčivého sklíčidla není
zastrčen a sáně 16 (poz. 1) mají dostatečný odstup od
otáčivého sklíčidla.
Pozor!
Proved’te Vaše první cvičení bez upnutého obrobku. Dbejte
přitom na to, aby byly otáčivé čelisti pevně upnuty, poněvadž by
se bez protitlaku mohly uvolnit odstředivou sílou.
Proved’te první cvičení při malých otáčkách.
Myslete na to, že otáčivé sklíčidlo je naolejováno a může na
začátku trochu stříkat olej.
Pozor!
Dbejte na to, že motor se může při delším volnoběhu velice
zahřát. To není znakem poruchy motoru, napříč tomu se
doporučuje vyvarovat se takovému stavu a neprovozovat stroj
zbytečně ve volnoběhu.
Page 72

- 72 -
Zapnutí stroje
1. Přepínač pro změnu směru otáčení 1 (Fig. 2) nastavit do
polohy “0“.
2. Vodicí šroubové vřeteno odpojit (spínač vodicího šroubo-
vého vřetena 2 otočit doleva).
3. Nastavit nízké otáčky (přepínač stupňů 3 do polohy I)
4. Stroj zapnout hlavním spínačem 4. Nyní se rozsvítí indikace
zapnutí 5.
5. Přepínač pro změnu směru otáčení otočit směrem doprava.
Sklíčidlo se nyní točí ve směru opracování.
Rychlé přestavení suportu
Rychlé přesunutí suportu lze provést pomocí ručního kolečka
1 (Fig.3). Ještě předtím se musí odpojit spojka suportu.
Pozor!
Upevňovací šroub 2 uvolnit předtím o 1/2 otáčky!
1. Páku 3 otočit směrem nahoru.
2. Přestavit sáně točením ručního kolečka
(1 otočení = 10,5 mm)
Zapnutí automatického posuvu
1. Stroj vypnout přepnutím přepínače pro změnu směru
otáčení 1 (Fig. 2) do polohy “0“.
2. Odpojit spojku suportu (otočením páky 3 (Fig. 3) směrem
nahoru).
3. Přitom dbejte na to, aby se ruční kolečko 10 (Fig.1) mohlo
volně točit, protože při zapnutí vodicího šroubového vřetena
se musí otáčet společně s vřetenem.
4. Vodicí šroubové vřeteno zapojit (spínač vodicího šroubového vřetena 2 (Fig. 2) otočit směrem doprava).
5. Stroj zapnout otočením přepínače pro změnu směru otáčení
směrem doprava. Vodicí šroubové vřeteno a ruční kolečko
se nyní točí společně.
Pozor!
Automatický posuv nemá funkci automatického vypnutí!
Dbejte proto na to, abyste při automatickém posuvu před
těsnou blízkostí sklíčidla vypnuli spojku suportu!
6. Zapnout spojku suportu (otočením páky 3 (Fig. 3) směrem
dolů). Suport se nyní pohybuje ve směru opracování.
Upozornění!
Při práci s automatickým posuvem je nutno suport ovládat
pouze prostřednictvím páky 3 (Fig. 3). Spínač vodicího šroubového vřetena 2 (Fig. 2) se smí obsluhovat vždy až po zastavení stroje.
Způsoby použití soustružnického nože
(podélné a příčné soustružení)
Vedle rychlého přestavení suportu a automatického posuvu lze
ještě soustružnickým nožem pracovat použitím 3 různých
metod.
A. Posouvání prostřednictvím vodicího šroubového vřetena
(podélné soustružení)
1. Vodicí šroubové vřeteno odpojit (spínač vodicího šrou-
bového vřetena 2 (Fig. 2) otočit směrem doleva).
2. Zapnout spojku suportu (otočením páky 3 (Fig. 3)
směrem dolů).
3. Suport posouvat pomocí ručního kolečka 10 (Fig. 1). 1
otáčka = 1.5 mm
B. Posouvání horních saní (podélné soustružení)
1. Suport podle potřeby upevnit (dotažením šroubu 2
(Fig. 3) ).
2. Horní saně posouvat pomocí ručního kolečka 4.
1 otáčka = 1.0 mm.
C. Posouvání příčných saní (čelní soustružení)
1. Suport podle potřeby upevnit (dotažením šroubu 2).
2. Příčné saně posouvat pomocí ručního kolečka 5.
1 otáčka při posuvu = 1 mm představuje = 2 mm
menší průměr!
Page 73

- 73 -
Stanovení optimálních otáček vřetena
Pro dosažení kvalitního povrchu soustružení je rozhodující
také volba správné řezné rychlosti. V případě podélného
soustružení se jedná o obvodovou rychlost obrobku.
Jako pomůcka pro volbu správné řezné rychlosti slouží
tabulka, umístěná na převodové skříni stroje.
Při známé řezné rychlosti “Vc“ a při známém průměru obrobku
“D“ lze potřebné otáčky vřetena “n“ vypočítat následujícím
způsobem:
n = Vcx 1000/ (D x 3.14)
Příklad: Má se opracovat obrobek z hliníku s průměrem
30 mm. Požadovaná řezná rychlost je podle tabulky
100 – 180 m/min. My si zvolíme a budeme počítat s hodnotou
132 m/min.
n = 132 x 1000/ (30 x 3.14) = 1400 ot/min
Tento výsledek lze také zjistit přímo podle tabulky na převodové skříni stroje.
Nastavení otáček vřetena
Jedním způsobem pro změnu otáček vřetena je přepnutí
motoru (přepínač stupňů 1 Fig. 4). Tím dochází k zmenšení
otáček na polovinu resp. zvýšení na dvojnásobek. Dále lze
otáčky vřetena změnit prostřednictvím řemenového převodu.
1. Stroj vypnout hlavním spínačem 2 a převodovou skříň 3
otevřít pomocí klíče na vnitřní šestihrany.
2. Upevňovací šroub 1 (Fig. 5) uvolnit o 1/2 otáčky.
3. Pomocí klíče na vnitřní šestihrany 2 otočit šroubem 3 směrem doleva. Tím dochází k odlehčení vložené řemenice 4.
4. Nyní nutno řemeny vyměnit podle zobrazení na Fig. 6.
5. Klíč na vnitřní šestihrany 2 opět vyjmout a dotáhnout
upevňovací šroub 1.
6. Převodovou skříň 3 (Fig. 4) opět uzavřít.
Upozornění:
Může se stát, že se motor pokaždé nerozběhne, je-li přepínač
stupňů přepnut do polohy II. V takovém případě přepněte
přepínač do polohy I a pak ho přepněte do polohy II.
Volba soustružnického nože
Pro obrábění jsou k dispozici různé druhy soustružnických
nožů. Zde uvádíme krátké vysvětlení (viz Fig. 7):
Hrubovací nože (1) se používají pro dosažení vysoké produktivity obrábění pro úběr největší třísky v nekratším čase (bez
ohledu na kvalitu obráběného povrchu).
Hladicí nebo ostré dokončovací nože (2) se používají pro
dosažení hladkého povrchu obrobku.
Pravé (3) resp. levé stranové nože se používají pro podélné
resp. příčné soustružení jakož i pro soustružení ostrých úhlů
při opracování zprava resp. zleva.
Upichovací nože (4) se používají k výrobě zápichů, drážek
a k dělení obrobků.
Závitové nože (5) se používají k řezání vnějších závitů.
Vnitřní soustružnické nože (6) k opracování vnitřních otvorů.
Upevnění soustružnického nože do držáku nože
K základní výbavě soustruhu PD 400 patří vícenásobná nožová hlava (Fig. 8), která se skládá z bloku držáku nože 1 a dvou
upínacích držáků nože 2. Pro zabránění vzniku vibrací při
obrábění a tím dosažení vysoké kvality soustružení je nevyhnutné, aby byla řezná hrana nože ustavena přesně na "střed"
obrobku a aby byl soustružnický nůž upnutý s nejmenším
možným vyložením.
1. Soustružnický nůž 3 vložit do držáku nože 2. Oba upevňovací šrouby 4 jemně dotáhnout.
2. Držák nože vložit do bloku držáku nože 1. Výšku soustružnického nože podle osy otáčení obrobku nastavit pomocí
šroubu 6 a zajistit maticí 5. Přitom je nutno výšku řezné
hrany nože nastavit na střed upínacího hrotu v koníku.
3. Upínací držák soustružnického nože upevnit šroubem 7.
Upozornění:
Uvolněním šroubu 8 lze kompletní nožovou hlavu otáčet.
Upnutí do sklíčidla
Pozor!
Dodržujte přiložený provozní návod výrobce sklíčidla!
Pozor!
V případě upnutí obrobku pouze do sklíčidla a bez použití
koníku jako opěry, nesmí být délka vyložení obrobku větší než
trojnásobný průměr materiálu obrobku
(L = 3 x D), viz Fig. 9.
Page 74

- 74 -
Příklad pracovního postupu pro podélné
soustružení
Pod podélným soustružením se rozumí opracování válcovitých
dílů paralelně s podélnou osou otáčení. Pro začátečníky je v
následujícím odstavci na příkladu vysvětleno obrábění dílů na
soustruhu metodou podélného soustružení:
Podle postupu, popsaného v předcházející kapitole upněte do
sklíčidla krátký obrobek (nezapomeňte vytáhnout klíč ze
sklíčidla!).
Správné otáčky vřetena nastavte prostřednictvím řemenového
převodu (viz tabulka na převodové skříni a zobrazení na
Fig. 6).
Odpojte vodicí šroubové vřeteno (spínač šroubového vřetena 2
(Fig.2) směrem doleva) a zapněte spojku suportu (páku 3
(Fig. 3) směrem dolů).
Nyní přisuňte suport z pravé strany směrem doleva až těsně k
obrobku (ručním kolečkem 10 (Fig. 1).
Ještě před zapnutím stroje zkontrolujte ručním otáčením
sklíčidla, zdali se sklíčidlo s obrobkem točí volně a centricky.
Stroj zapnout (přepínačem pro změnu směru otáčení 1 (Fig. 2)
doprava).
Přesunutím příčných saní (ručním kolečkem 5 (Fig. 3)) nastavte
hloubku řezu. Na začátku obrábění se doporučuje pracovat
jen s malou hloubkou řezu a to 1/10 mm (4 dílků na stupnici).
Suport posouvejte otáčením ručního kolečka 10 (Fig. 1) ve
směru opracování. Pokud jste všechny operace provedli
správně, stroj musí pracovat klidně, bez vibrací a bez námahy.
Pozor!
Nebezpečí poranění! Při soustružení se nedotýkejte rotujících
součástí! Obrobek nikdy neměřte během točení použitím
posuvného měřítka nebo podobných měřicích přístrojů!
Během točení obrobku nikdy nepoužívejte pro další opracování pilníku nebo brusného papíru!
Soustružení kuželů
K výrobě kuželů je nutno horní saně nastavit do požadovaného úhlu.
1. Horní saně přesunout směrem doprava pomocí ručního
kolečka 1 (Fig. 11).
2. Uvolnit upevňovací šrouby 2.
3. Horní saně nastavit do požadovaného úhlu a šrouby opět
pevně dotáhnout.
Upozornění:
Horní saně jsou opatřeny noniovou stupnicí (podobně jako u
posuvného měřítka). Na vnější stupnici A (Fig. 11a) je dělení
pro reálné zobrazení úhlů. Na vnitřní stupnici B se nachází
stupnice s menším dělením (1 dílek na vnitřní stupnici odpovídá 4.5°). Odčítání úhlu v krocích 5° probíhá překrytím nulové
značky vnitřní stupnice s vnější. Pokud k tomu nyní potřebujete přičítat 1°, potom se musí číslo "2" vnitřní stupnice o 10°
dále směrem ven shodovat s vnější stupnicí. Při úhlu 2° se
musí shodovat "4" o 20° dále směrem ven atd. V našem
případě se kryje "2" s hodnotou "20°", tedy o 10°dále jako
základní hodnota 10°. Z toho vyplývá úhel 10°+1°=11°.
4. Suport upevnit pomocí šroubu 3 (Fig. 11).
5. Posuv se ovládá otáčením ručního kolečka pro horní saně 1.
Upozornění:
Přesný kužel lze vyrobit jen za podmínky, že výška řezné hrany
soustružnického nože byla nastavena přesně na střed otáčení
obrobku.
Výroba zápichů a upíchnutí obrobku
Pod výrobou zápichů se rozumí výroba jemného drážkování.
Pokud se při drážkování pokračuje až do středu otáčení
obrobku, jedná se o upíchnutí obrobku. Při tomto způsobu
opracování je důležité výšku upichovacího nože nastavit do
středu otáčení obrobku a nůž přitom upnout s nejmenším
možným vyložením. Používejte nízké otáčky a pokud možno,
používejte pro mazání řezné plochy nože trochu strojního
oleje.
Opracování dlouhých obrobků upnutím do
koníku a upínacích hrotů
Při opracování obrobků s větší délkou (délka obrobku od
sklíčidla je větší než trojnásobný průměr obrobku), je nutno
obrobek na pravé straně podepřít pomocí koníku s otočným
upínacím hrotem. K tomu se musí předtím na pravé straně
obrobku vyvrtat středící otvor:
1. Opatrně zarovnat čelo na pravé straně obrobku.
2. Do koníku nasadit sklíčidlo pro vrták 1 (Fig. 12) a upnout
středící vrták.
3. Koník přisunout až k čelní ploše obrobku a upevnit pomocí
upevňovacího šroubu 2.
4. Zapnout stroj a středící otvor vyvrtat posouváním pinoly
(otáčením ručního kolečka 4).
Page 75

- 75 -
Po vyvrtání otvoru můžete sklíčidlo pro vrták vyměnit za
otočný upínací hrot. Upínací hrot zasuňte do středícího otvoru
a pinolu opatrně vysuňte tak, aby se vymezila veškerá vůle.
Pinolu nyní upevněte pomocí šroubu s kolíkovou rukojetí 3.
Nastavení posuvu
Stroj PD 400 se již z výrobního závodu dodává se standardním posuvem 0.07mm/ot. Pro nastavení rychlejšího posuvu
(0.14mm/ot), se musí v převodové skříni vyměnit ozubené kolo
hřídele Z1 (5 Fig. 13) s 20 zuby za kolo se 40 zuby. Přitom
postupujte následujícím způsobem:
1. Stroj vypnout hlavním spínačem 25 (Fig. 1) a otevřít převo-
dovou skříň 23.
2. Šroub 1 (Fig. 14) lehce uvolnit a rameno kol 2 sklopit
směrem dolů.
3. Odstranit příchytku 3 (Fig. 13).
4. Hřídel 4 uvolnit na šestihranu o 1/2 otáčky. Ozubené kolo 5
s 20 zuby vyměnit za ozubené kolo se 40 zuby.
Upozornění:
Při dotahování hřídelů po výměně ozubených kol je nutno vždy
vložit mezi ozubení zabírajících kol pásek novinového papíru.
Tloušťka tohoto pásku novinového papíru přibližně odpovídá
správné zubové vůli.
5. Hřídel opět dotáhnout, nasadit příchytku, rameno kol
vyklopit nahoru a opět dotáhnout šroub 1 (Fig. 14).
Montáž výměnných kol pro řezání závitů
Pomocí soustruhu PD 400 lze řezat 19 různých metrických
závitů a (viz tabulka v převodové skříni a Fig. 25) a palcové
závity řady 10 až 48. K nastavení stoupání závitů je nutno vždy
vyměnit příslušná výměnná ozubená kola pro řezání závitů. Na
zobrazení Fig.14 jsou namontovaná výměnná ozubená kola
pro řezání závitů se stoupáním 1mm.
Tabulka v převodové skříni udává: w = 30, Z1 = -/50,
Z2 = 40/30, L = 60/-. Písmenem w je označeno ozubené kolo
na hlavním vřetenu. Toto ozubené kolo je na hlavním vřetenu
upevněno pomocí závitového kolíku. Z1 a Z2 je označení pro
dva hřídele vložených kol. Přední číslo označuje vždy to kolo
hřídele, které je bližší k nám, zadním číslem je označeno zadní
kolo. Na hřídel Z2 se tedy nejdřív nasadí zadní kolo s 30 zuby
a následovně přední kolo se 40 zuby. Na hřídel Z1, nejdřív
zadní kolo s 50 zuby a nakonec jeden mezikroužek.
L označuje kolo na vodicím šroubovém vřetenu. K výměně
tohoto kola se musí uvolnit matice 6. Vymezovací kroužek 7
má přesně šířku jednoho ozubeného kola a musí se namontovat před nebo za ozubené kolo.
Řezání závitů pomocí soustružnického nože
Upozornění:
Pro následující práce musí být již obrobek načisto opracován
dokončovacím obráběním a musí mít správný vnější průměr
pro příslušný závit. Doporučuje se, náběh závitu opatřit sraženou hranou a v místě ukončení závitu vyrobit malou drážku.
Soustružnický nůž k řezání závitů se musí upnout přesně v 90°
úhlu.
Pozor!
Při řezání závitů se musí pracovat s nejmenšími otáčkami
(80/min), protože jinak posuv proběhne velkou rychlostí
(nebezpečí poranění!).
1. Soustružnický nůž nastavit do výchozí pozice.
2. Zapojit vodicí šroubové vřeteno (spínač vodicího šroubového vřetena 1 (Fig. 15) otočit směrem doprava).
3. Zapnout stroj.
4. Soustružnický nůž lehce přisunout pomocí příčných saní.
5. Zapnout spojku suportu (otočením páky 2 směrem dolů).
6. Po dosažení požadované délky závitu vysunout nůž ze
záběru vysunutím příčných saní a stroj vypnout přepínačem
pro změnu směru otáčení.
7. Počkat, až se zastaví sklíčidlo. Přepínač pro změnu směru
otáčení zapnout směrem doleva a suport přesunout zpátky.
8. Soustružnický nůž nastavit do nové hloubky řezu a
předcházející pracovní postup opakovat, až se dosáhne
požadované hloubky závitu.
Upozornění:
V průběhu všech těchto pracovních postupů se suport a
vodicí šroubové vřeteno nesmí odpojit, jinak dochází při
dalším opracování k posunutí stoupání závitu!
Pro dosažení vyšší kvality povrchu vyráběných závitů se
doporučuje použití horních saní. Nastavení hloubky záběru
závitového nože provést pomocí příčných saní podle předcházejícího postupu. Avšak při této metodě se musí horní saně
vždy přesunout jednou o 0,025 mm (1 dílek stupnice) doleva a
potom zase doprava. Tímto způsobem dochází k odebírání
třísky vždy jen z jedné strany.
Až po dosažení úplné hloubky závitu se konečný profil závitu
ještě jednou opracuje malou hloubkou záběru.
Řezání levých závitů
K řezání levých závitů nutno do převodu mezi Z2 a ozubené
kolo vodicího šroubového vřetena L1 namontovat přídavný
hřídel s vloženým ozubeným kolem Z (Fig. 16). Tím se dosáhne
opačný směr točení vodicího šroubového vřetena. Počet zubů
vloženého ozubeného kola není přitom důležitý. Suport se
pohybuje při pravotočivém běhu sklíčidla zleva doprava. Závit
se tedy musí rovněž začat soustružit z levé do pravé strany.
Page 76

- 76 -
Údržba
Pozor!
Před zahájením jakýchkoliv prací týkajících se údržby nebo
čištění, nutno stroj vypnout hlavním vypínačem. K čištění
nepoužívat stlačený vzduch, jinak může dojít k vniknutí třísek
do vedení.
Všeobecně
Po ukončení práce nutno stroj důkladně očistit od třísek štětcem nebo smetáčkem.
Všechny díly mazat nebo olejovat podle mazacího plánu
(Fig. 17). Při olejování vodicích kluzných ploch nutno saně
vícekrát ručně přesouvat, aby se olej mohl dostat do všech
míst vodicích ploch.
A = naolejovat / namazat před každým použitím
B = naolejovat / namazat jednou za měsíc
Čepovou jednotku vodícího vřetene olejovat přes otvor
nacházející se v krytu kol.
Seřízení vůle vedení
I při pravidelném mazání vedení se nedá vyhnout tomu, aby se
po nějakém čase ve vedení neobjevila vůle.
1. Uvolnit pojistné matice 1 (Fig. 18) seřizovacích šroubů pro
příčný posuv 2, všechny seřizovací šrouby 3 rovnoměrně
zašroubovat tak, aby došlo k vymezení vůle a pak pojistné
matice opět dotáhnout.
2. Tento pracovní postup opakovat i při nastavení vedení pro
příčné saně 4.
Upozornění:
Pomocí šroubu 5 lze vedení upevnit.
3. Otáčet hlavou stroje a kolík se závitem 1 (Fig. 19) trochu
vyšroubovat.
4. Pro vymezení vůle opět lehce dotáhnout upevňovací šrouby 2.
5. Poté zkontrolovat, zda je možno suportem lehce pohybovat.
Pokud jde suportem pohybovat jen ztěžka, nutno vůli opět
poněkud zvětšit.
Hlavní vřeteno
Uložení vřetena ve 2 kuželíkových ložiscích nevyžaduje do
doby minimálně 6000 hodin při minimálních otáčkách nebo do
1800 hodin při maximálních otáčkách žádnou údržbu. Pokud
se po uplynutí této doby zjistí malá vůle v uložení, lze nechat
tuto vůli u odborníka opět seřídit.
Konstrukce úmyslného zlomu vodícího vřetene
Při vzpříčení nebo jiném přetížení se může zlomit brusný kolík
(viz zobrazení exploze, strana 88, poz. 81) v čepové jednotce
(poz. 71). Tento je konstruován pro takovýto případ zlomení a
musí se pak vyměnit za nový (brusné kolíky si můžete u nás
objednat jako náhradní díly). K tomu se musí vyndat přesuvná
kola a zbytky zničeného kolíku se musí vyndat odpovídajícím
nástrojem (např. trnem a pod.) z vodícího vřetene, jakož i z
nasazeného pouzdra (poz. 82). Při vsazování nového brusného
kolíku se musí dbát na to, aby tento nevyčníval, ale přilíhal, jinak
se nebude dát bez problémů znovu nasadit ozubené kolo. Tím
je i zaručeno, že kolík sedí jen polovičatě, t. j. že bude namáhán
broušením jen na jedné straně.
Příslušenství k soustruhu PD 400
Upozornění:
Následující díly příslušenství nepatří do obsahu dodávky
stroje.
Pozor!
Před montáží příslušenství nutno stroj vypnout hlavním
vypínačem.
Zařízení pro soustružení mezi hroty
Montáž zařízení pro soustružení mezi hroty:
Upozornění:
Delší díly určené k obrábění se upínají mezi středicí hroty
hlavního vřetena a koníku. Obrobek musí být na každé z obou
čelních ploch opatřen středicím otvorem.
K dodržení přesné kruhovitosti obrobku je nutno dodržet
přesné vzájemné lícování upínacích hrotů ve vertikální a v horizontální rovině.
1. Vyšroubovat tři upevňovací šrouby 3-čelisťového sklíčidla a
sklíčidlo vyjmout.
2. Lícované uložení unášecího kotouče 3 (Fig. 20), otočné
upínací hroty 1 a lícované uložení upínacích hrotů v hlavním
vřetenu pečlivě očistit.
3. Upínací hrot 1 nasadit do lícovaného uložení v hlavním
vřetenu. Do koníku nasadit druhý upínací hrot.
4. Do unášecího kotouče 3 nasadit adaptér 4 a kolík se závitem lehce dotáhnout. Oba díly nasunout přes obrobek 5.
Unášeč 2 zašroubovat do příruby vřetena.
5. Mezi středicí hroty upnout obrobek. Unášecí kotouč 2
(Fig. 21) nasunout na unášeč a obrobek upevnit pomocí
klíče na vnitřní šestihrany 1.
Pozor!
Při použití pevného upínacího hrotu v koníku je pro zabránění
vyhřátí hrotu nutné průběžné chlazení třecích ploch olejem.
Demontáž upínacích hrotů:
6. Do hlavního vřetena nasunout zleva doprava vhodný trn z
hliníku nebo mosaze.
7. Upínací hrot přidržet a upínací hrot uvolnit lehkým úderem
na trn .
Page 77

- 77 -
4-čelisťové sklíčidlo s jednotlivě nastavitelnými
čelistmi
Upozornění:
Pomocí jednotlivě nastavitelných čelistí, lze upnout kulaté,
ovální, hranaté a asymetricky formované díly. Díl určený k
opracování lze upnout centricky i excentricky. Oproti upínání
do 3-čelisťového sklíčidla je v tomto případě nutno středění
obrobku provést manuálně.
1. Odmontovat 3-čelisťové sklíčidlo a namontovat 4-čelisťové
sklíčidlo.
2. Otevřít všechny 4 čelisti, dosedací plochy očistit a obrobek,
předběžně nastavený v požadované poloze jen lehce
upnout.
3. Suport s nožem přiblížit k čelní ploše obrobku.
4. Za účelem zjištění odchylky od symetrie, sklíčidlem točit jen
rukou.
5. Nastavení do požadované polohy provést otevřením jedné
čelisti a doregulováním protilehlé čelisti.
6. Po nastavení dotáhnout všechny čtyři čelisti rovnoměrně do
kříže.
Pozor!
V normální pozici čelistí se mohou upnout obrobky s délkou
hrany max. 55 mm. V otočené pozici čelistí max. 100 mm.
Obrobky s většími rozměry nelze bezpečně upnout. Nebezpečí
úrazu!
4-čelisťové sklíčidlo (s centrálním upínáním)
Čelisti nelze nastavit jednotlivě (automatické centrování)
Sklíčidlo s průměrem Ø 100 mm. Max. upínací rozsah 83 mm.
Obrobky s většími rozměry nelze bezpečně upnout. Nebezpečí
úrazu.
Zařízení pro upínací kleštiny a upínací kleštiny
Upozornění:
Použití systému upínacích kleštin je obzvláště vhodné pro
velmi přesné opracování kulatých dílů. Přesnost vystředění je
zde podstatně vyšší než při použití čelisťového sklíčidla.
1. Vyšroubovat tři upevňovací šrouby 3-čelisťového sklíčidla a
sklíčidlo vyjmout.
2. Lícovanou plochu uložení upínací kleštiny 2 (Fig. 22) a lícované uložení hlavního vřetena 1 očistit.
3. Uložení upínací kleštiny 2 namontovat pomocí čtyř upevňovacích šroubů 3.
Pozor!
Použít vždy upínací kleštiny s příslušným rozsahem upnutí
pro daný průměr obrobku. Při použití kleštiny s větším
průměrem než je příslušný rozsah upnutí, dochází k její
poškození.
4. Upínací kleštinu 6 nasadit a přesuvnou matici 5 jen lehce
našroubovat.
Pozor!
Přesuvnou matici nikdy pevně nedotahovat, pokud ještě
nebyl nasazen obrobek. Kolíky 4 k dotahování přesuvné
matice 5 po dotažení matice okamžitě odstranit.
5. Obrobek s příslušným rozměrem vložit do upínací kleštiny a
přesuvnou matici 5 dotáhnout pomocí ocelových kolíků 4.
Pevná luneta
Luneta se používá především při soustružení delších obrobků
s průměrem obrobku do 50 mm.
1. Upevňovací šroub 4 (Fig. 23) uvolnit a upevňovací desku 3
umístit napříč pod vedení.
2. Na vedení lože postavit lunetu a nastavit do požadované
polohy.
3. Upevňovací desku 3 natočit paralelně k podstavě lunety a
dotáhnout upevňovací šroub 4.
4. Uvolnit všechny upevňovací šrouby 1 a jednotlivé přídržné
čelisti 2 přisunout až na povrch obrobku.
Pozor!
Přídržné čelisti 2 se musejí povrchu jenom dotýkat,
nemohou obrobek upevnit. V opačném případě dochází k
poškození plochy obrobku poškrábáním a tím k přetížení
motoru.
Není-li plocha v místě podepření dokonale kulatá a hladká,
nutno tuto plochu předtím jemně přesoustružit. Dotyková
místa přídržných čelistí a obrobku se musejí při soustružení
průběžně olejovat.
5. Zkontrolovat, zda je obrobek v lunetě uložený bez vůle a
upevňovací šrouby 1 opět dotáhnout.
Pojízdná luneta
Montáž probíhá stejným způsobem jako u pevné lunety, jen s
tím rozdílem, že tato luneta se upevňuje na suport (Fig. 24).
Lícní deska s upínkami
Montuje se místo sklíčidla. Je určena k upínání větších a asymetricky tvarovaných obrobků. Průměr Ø 150 mm. 2 průběžné
T-drážky. Včetně upínek.
EG - Prohlášení o shodnosti výrobku
Tímto na vlastní odpovědnost prohlašujeme, že při konstrukci
a výrobě předloženého výrobku byly splněny podmínky následujících směrnic EÚ:
ES-Směrnice pro nízká napětí 73/23/EHS
93/68/EHS
EN 61029-1/12.2003
ES-EMV-Směrnice 89/336/EHS
EN 55014-1/09.2002
EN 55014-2/08.2002
EN EN 61000-3-2/12.2001
EN EN 61000-3-3/05.2002
ES-Směrnice pro konstrukci 98/037/EHS
strojů EN 61029-1/12.2003
Dipl.-Ing. Jörg Wagner
01.02.2005
PROXXON S.A.
Odbor bezpečnosti výrobků
Page 78

- 78 -
Önsöz
Sayın müflteri!
Titizlikleri ile ünlü uzmanlar tarafından hazırlanmıfl, özenle
tasarlanmıfl bir PROXXON Torna Makinesi PD 400’e sahipsiniz. Elinizdeki, çok yönlü bir makinedir. Bu ba¤lamda lütfen,
aksesuar programına da ayrıca dikkat edin.
Makineyi düzgün kullanabilmek için bu kılavuzu dikkatlice
okuyun ve uygulayın. Bu koflul sadece yeni bafllayanlar için
de¤il, profesyonaller için de geçerlidir. Lütfen bakım bölümünü
de dikkatlice okuyun. Dikkatle kullanıldı¤ı ve özenle bakıldı¤ı
takdirde (düzenli olarak ya¤lama da dahildir) bu makine uzun
süre yüksek performans sergileyecektir.
Bu kılavuzu okurken ve PD 400 ile ilk tornalama
denemelerinizi gerçeklefltirirken size mutluluk dileriz.
Teknik gelifltirme yönünde çalıflmalar yapma hakkı saklıdır!
‹çindekiler
Sayfa
Emniyet talimatları (bkz. ekteki defter)
Anlatım 78
Makinenin ve teslimat kapsamının tarifi 79
Teknik bilgiler 79
Montaj ve kurulufl 79
Kullanım 79
1. Makinenin çalıfltırılması 80
2. Süportun hızlı ayarı 80
3. Otomatik ilerlemenin çalıfltırılması 80
4. Torna çeli¤inin hareketi (uzunlamasına ve
enlemesine dönüfl) 80
5. Do¤ru mil devir sayısının belirlenmesi 81
6. Mil devir sayılarının ayarlanması 81
7. Torna çeli¤inin seçilmesi 81
8. Torna çeli¤inin çelik braketine yerlefltirilmesi 81
9. Aynaya gerilmesi 81
10. Uzunlamasına dönüfl çalıflma örne¤i 82
11. Konik dönüfl 82
12. ‹fllenecek olan parçanın batırılması ve çekilmesi 82
13. ‹fllem görecek daha uzun parçaların torna kazı¤ı
ve punta ucu ile iflleme alınması 82
14. ‹lerleme hızının de¤ifltirilmesi 83
15. Difl açmaya yönelik de¤ifltirme difllilerinin montajı 83
16. Torna çeli¤i ile difl açma 83
17. Sol vida diflinin kesilmesi 83
Bakım 84
18. Genel 84
19. Kılavuz boflluklarının ayarlanması 84
20. Ana mil 84
21. Kılavuz milinin belirlenmifl kırılma yeri 84
22. Cihacın ortadan kaldırılması (Atılması) 84
Torna makinesi PD 400’e ait aksesuarlar 84
21. Puntalı torna tesisatı 84
22. Çeneleri tek olarak ayarlanabilen 4 çeneli ayna 85
23. 4 çeneli ayna (merkezi gerdirmeli) 85
24. Sıkma kovanı tesisatı ve sıkma kovanları 85
25. Sabit lünet 85
26. Hareketli lünet 85
27. Sıkma plakaları ile birlikte düz ayna 85
Yedek parça listesi 86
Anlatım (fiek 1):
1. Ana mil
2. Ayna
3. Çelik braketi elemanlı çoklu çelik braketi
4. Hareketli punta ucu
5. Freze ünitesi PF 400 için flanfl alanı (opsiyonel)
6. Frezeleme mili kovanı (pinol)
7. Frezeleme mili kovanı sıkma cıvatası
8. Torna kazı¤ı
9. Frezeleme mili kovanı ayar difllisi
10. Kılavuz vida mili el çarkı
11. Torna kazı¤ı sıkıfltırma cıvatası
12. Masa tespiti için delikler
13. Kılavuz vida mili
14. Üst kızaklar için ayar difllisi
15. Üst kızaklar
16. Süport
17. Düz kızaklar
18. Düz kızaklar için ayar difllisi
19. Kilit kutusu
20. Kilit somunu için kavrama kolu
21. Hızlı ayar için el çarkı
22. Kılavuz vida mili flalteri
23. Diflli kutusu
24. Sola hareket – Stop – Sa¤a hareket için dönüfl yönü flalteri
25. Ana flalter
26. ‹flletme göstergesi
27. Devir sayısı ayarı için kademe flalteri
28. Altı köfle imbus anahtarı
29. Açık a¤ızlı anahtar
30. Ayna anahtarı
31. Diflli çerçevesi torna aynası
32. De¤ifltirme difllisi takımı
33. Çelik braketi elemanı
TR
Page 79

- 79 -
Makinenin ve teslimat kapsamının tarifi:
PROXXON Torna Makinesi PD 400 afla¤ıdaki özelliklere sahip
sökülebilir bir sistemdir:
– Prizma kılavuzlu, sabit pervazlı makine tahtası
– 6 mil hızı (3 ek flanzıman kademeli 2 motor hızı için ayar
de¤ifltirme flalteri)
– Süportun el ile kullanabilen krank sayesinde hızlı ayarı
– Otomatik ilerleme
Afla¤ıdakiler teslimat kapsamına dahildir:
– Hassas bir üç çeneli matkap aynası (Ø 100 mm)
– Hareketli tane punta
– Diflli çerçevesi torna aynası (10mm’ye kadar gerdiren)
– ‹ki ilerleme hızı için de¤ifltirme difllisi takımı (0.07mm/U ve
0.14mm/U), 19 metrik difl artıflı ve ek olarak 10 ila
48 arasındaki viteslere ait inçlik difl artıflı.
– Kullanma cihazı
– 2 çelik braketi elemanlı çoklu çelik braketi
– Sol difl kesme tesisatı
– Ayna emniyeti
– iki yedek kesme pimi
Teknik bilgiler:
Makine
Azami yükseklik 85 mm
Azami genifllik 400 mm
Süport üzerindeki maks.
çalıflma parçası çapı 116 mm
Mil geçifli 20,5 mm
Ayna taraflı ana mil MK3
Mil devir sayıları Kademe I: 80/dak; 330/dak;
1.400/dak
Kademe II: 160/dak; 660/dak;
2800/dak
Torna ba¤lama aynası Torna ba¤lama aynasının kullanım
kılavuzuna bakınız!
Otomatik ilerleme 0.07 ve/veya 0.14 mm/U
Difl artıflı bkz. flanzıman kutusundaki
tablo
Torna kazı¤ı frezeleme
mili kovanı Strok 30 mm/MK 2
Çelikler için çelik braketi 10 x 10 mm
Ölçüler 900x400x300 mm (LxBxH)
A¤ırlık 45 kg
Hlučnost ≤ 70 dB(A)
S›rf kuru odalarda kullan ›m için
Makina’n›n geri dönüflümünü ev art›klar›
üzerinden yapmay›n.
Motor
Volt 220-240 Volt, 50/60 Hz
Kademe I Kademe II
Devir sayısı 1400 U/dak 2800 U/dak
Nominal performans 0,25 kW 0,55 kW
Girifl 2,1 A 3,9 A
Montaj ve kurulufl:
Uyarı:
Nakliyat esnasında makineyi diflli kutusundan 23 (flek. 1) ve
motor kapa¤ından kaldırmayın. Plastik kapaklar kırılabilir.
Çalıflma esnasında oluflan titreflimlerin absorbe edilebilmesi
için tesisat alanı düz ve sabit olmalıdır. Makine, bunun için
öngörülmüfl deliklerin 12 (flek. 1) yardımı ile zemine tespitlenmelidir. fiebeke hattının tehlike alanının dıflında kalmasına
dikkat edin.
Aynayı 2 (flek. 1), buna ait 3 cıvata ile ana mile monte edin.
Ayna yata¤ının tozsuz olmasına dikkat edin.
Torna aynasını kullanmak için lütfen torna aynasının ekteki ayrı
kullanım kılavuzuna bakınız!
Tüm çıplak metal parçalar teslimatta korozyon emniyeti ile
kaplamıfltır. Bu emniyet, ya¤lama ifllevine de¤il, koruma ifllevine sahiptir. ‹lk kullanımdan önce örn. petrol ile temizlenmelidir.
Tüm kılavuzlar kontrol edilmeli ve gerekirse ayarlanmalıdır.
(Bu ifllem için bkz. „Bakım“ bölümü).
Bu ifllemin ardından çıplak kılavuzlar ve miller uygun makine
ya¤ı ile iyice ya¤lanmalıdır. Bu ifllemden sonra ayna emniyeti
monte edilebilir.
Uyarı:
Avara takımının tamamının (kayıfl kasna¤ı, kayıfl, diflli çarklar)
ya¤lanmaması gerekir. Ancak çalıflma sırasında çok fazla ses
çıktı¤ı takdirde, tekerleklere biraz Molykote ya¤ı sürmenizi
tavsiye ederiz.
Kullanma:
Dikkat!
‹lk çalıfltırmadan önce, torna ba¤lama aynası 2'nin (flekil 1)
vidalarının düzgün bir biçimde sıkılmıfl olup olmadı¤ını, torna
ba¤lama aynasının anahtarının takılı olup olmadı¤ını ve destek
16 (flekil 1) ile torna ba¤lama aynasının yeterli mesafe olup
olmadı¤ını kontrol ediniz.
Dikkat!
‹lk uygulamaları, parçayı germeden önce gerçeklefltiriniz.
Ancak dönme torbalarının sa¤lam bir flekilde gerilmifl olmasına
dikkat ediniz, çünkü karflı basınç olmadı¤ı takdirde, merkezkaç
kuvvetinden dolayı çözülebilirler. ‹lk uygulamaları düflük devir
sayısı ile gerçeklefltiriniz. Lütfen torna ba¤lama aynasının
hafifçe ya¤lanmıfl olmasını ve bafllangıçta biraz sıçrama yapabilece¤ini unutmayınız.
Dikkat!
Lütfen motorun yapısına ba¤lı olarak uzun süreli boflta çalıflma
durumunda çok fazla ısınabilece¤ini unutmayınız. Bu bir motor
arızası iflareti de¤ildir, ancak bununla birlikte, bu iflletim
modunun oluflmasını önlemenizi ve makineyi gereksiz yere
boflta çalıfltırmamanızı tavsiye ederiz.
Page 80

- 80 -
Makinenin çalıfltırılması
1. Dönüfl yönü flalterini 1 (flek. 2) „0“a getirin.
2. Kılavuz vida milini ayırın (kılavuz vida mili flalteri 2’yi sola
çevirin).
3. Düflük hıza ayarlayın (kademe flalteri 3’ü I’e)
4. Makineyi ana flalter 4 ile çalıfltırın. ‹flletme göstergesi 5
yanar.
5. Dönüfl yönü flalterini sa¤a çevirin. Ayna, ifllem yönüne
döner.
Süportun hızlı ayarı
Süport, el çarkı 1 (flek. 3) ile sorunsuz olarak çalıfltırılabilmektedir. Bunun için süport önceden ayrılmıfl olmalıdır.
Dikkat!
Sıkıfltırma cıvatası 2’yi önceden 1/2 tur gevfletin!
1. Kol 3’ü yukarıya getirin.
2. El çarkı 1'i çevirerek deste¤in ayarını de¤ifltiriniz
(1 dönüm = 10,5 mm)
Otomatik ilerlemenin çalıfltırılması
1. Makineyi dönüfl yönü flalteri 1 üzerinden (flek. 2) „0“a
getirin.
2. Süportu ayırın (Kol 3’ü (flek. 3) yukarıya getirin).
3. Ba¤lantı esnasında kılavuz vida mili de birlikte hareket
etti¤inden el çarkı 10’un (flek. 1) serbestçe dönebilmesine
dikkat edin.
4. Kılavuz vida milini ba¤layın (Kılavuz vida mili flalteri 2’yi
(flek. 2) sa¤a çevirin).
5. Makineyi dönüfl yönü flalteri üzerinden sa¤a ayarlayın.
Kılavuz vida mili ve el çarkı birlikte dönmeye bafllar.
Dikkat!
Otomatik ilerleme otomatik olarak kapatılamaz! Süportu aynaya girmeden önce ayırmaya dikkat edin!
6. Süportu ba¤layın (Kol 3’ü (flek. 3) afla¤ıya getirin).
Süport, ifllem yönünde hareket eder.
Uyarı!
Çalıflma esnasında otomatik ilerlemeyi her zaman kol 3
(flek. 3) üzerinden kumanda edin. Kılavuz vida mili flalteri 2’yi
(flek. 2) sadece makine çalıflmıyorken kullanın.
Torna çeli¤inin hareketi
(uzunlamasına dönüfl ve enlemesine dönüfl)
Torna çeli¤i, süport hızlı ayarının ve otomatik ilerlemenin
yanısıra 3 farklı flekilde ayarlanabilir.
A. Kılavuz vida mili üzerinden ayar (uzunlamasına dönüfl)
1. Kılavuz vida milini ayırın (Kılavuz vida mili flalteri 2’yi
(flek. 2) sola çevirin).
2. Süportu ba¤layın (Kol 3’ü (flek. 3) afla¤ıya getirin).
3. Süportu el çarkı 10’un (flek. 1) yardımı ile ayarlayın.
1 tur = 1,5 mm
B. Üst kıza¤ın ayarlanması (uzunlamasına dönüfl)
1. Gerekirse süportu sıkıfltırın (Cıvata 2’yi (flek. 3) sıkın).
2. Üst kıza¤ı el çarkı 4 ile ayarlayın.
1 tur = 1,0 mm.
C. Düz kıza¤ın ayarlanması (düz dönüfl)
1. Gerekirse süportu sıkıfltırın (Cıvata 2’yi sıkın).
2. Düz kıza¤ı el çarkı 5 ile ayarlayın.
1 tur = 1 mm ilerleme = 2 mm çap de¤iflimi!
Page 81

- 81 -
Do¤ru mil devir sayısının belirlenmesi
Temiz bir dönüfl için do¤ru kesim hızının seçilmesi gereklidir.
Bu koflul uzunlamasına dönüflte, çalıflma parçasının çevre hızı
için geçerlidir. Makinenin diflli kutusunda bulunan tablo, do¤ru
kesim hızını seçmenize yardımcı olacaktır.
Kesim hızı „Vc“ ve çalıflma parçası çapı „D“ bilindi¤i takdirde
gerekli mil devir sayısı „n“ devamdaki gibi hesaplanabilir:
n = V
c
x 1000/ (D x 3.14)
Örnek: 30 mm çaplı bir alüminyum çalıflma parçası ifllem görecektir. Tabloya göre gerekli kesim hızı 100 – 180 m/dak.’tır. Biz
de hesaplarsak
132 m/dak.
n = 132 x 1000/ (30 x 3.14) = 1400 U/dak
Bu sonucu diflli kutusunun üzerindeki tablodan direkt olarak
edinebilirsiniz.
Mil devir sayılarının ayarlanması
Mil devir sayısı, motor üzerinden yapılacak bir ayar de¤iflimi ile
de¤ifltirilebilir (kademe flalteri 1 flek. 4). Bu flekilde devir sayısı
yarıya indirilebilir ve/veya ikiye katlanabilir. Devir sayısı, bunun
haricinde kayıfllı flanzıman üzerinden de de¤ifltirilebilir.
1. Makineyi ana flalter 2 üzerinden kapatın ve diflli kutusu
3’ü imbus anahtar ile açın.
2. Sıkıfltırma cıvatası 1’i (flek. 5) 1/2 tur gevfletin.
3. Bir imbus cıvata 2 ile cıvata 3’ü sola çevirin. Bu sayede ara
kayıfl kasna¤ı 4’ün yükü azalmaktadır.
4. Kayıflı flek. 6’ya göre de¤ifltirin.
5. Imbus anahtar 2’yi tekrar çıkartın ve sıkıfltırma cıvatası
1’i sıkın.
6. Diflli kutusu 3’ü (fiekil 4) tekrar kapatın.
Uyarı:
Kademe flalteri kademe II'de bulundu¤unda motor her zaman
çalıflmayabilir. Bu durumda lütfen I durumunda çalıfltırınız ve
ardından II durumuna geçiniz.
Torna çeli¤inin seçilmesi
Torna çeli¤inin birçok çeflidi bulunmaktadır. Bu konuda kısa bir
açıklama:
Tırnak kalemleri (1), kısa süre içerisinde mümkün oldu¤u
kadar çok talafl taflımak için kullanılır (çalıflma parçası
yüzeyinin finifli dikkate alınmaz).
Bitirme kalemi veya sivri kalem (2), temiz bir yüzey elde
etmek için kullanılır.
Sa¤ (3) ve/veya sol yan çelikler, sa¤ ve/veya sol yönde
gerçekleflecek keskin açıların içten torna edilmesi,
uzunlamasına torna ve düz torna ifllemleri için kullanılır.
Kesme kalemleri (4), kanalların delinmesi ve çalıflma
parçalarının ayrıfltırılması için kullanılır.
Vida kalemi (5) dıfl difl kesimi için kullanılır.
‹ç torna çeli¤i (6), içten torna etme ifllemleri için kullanılır.
Torna çeli¤inin çelik braketine yerlefltirilmesi
Çelik braketi blo¤u 1 ve çelik braketi elemanları 2’den oluflan
bir çoklu çelik braketi (flek. 8), PD 400’ün temel donanımına
dahildir. Temiz sonuç alabilmek için torna çeli¤inin tam „ortada“
bulunması ve titreflimin önlenmesi amacıyla kısa bir süre gerilmesi kesinlikle gereklidir.
1. Torna çeli¤i 3’ü çelik braketi elemanı 2’ye yerlefltirin. Her iki
cıvata 4’ü sonuna kadar sıkın.
2. Çelik braketi elemanını çelik braketi blo¤u 1’e yerlefltirin.
Torna çeli¤inin yüksekli¤ini somun 5 üzerinden ayarlayın ve
somun 6 ile kontralayın. Kesicinin yüksekli¤ini torna
kazı¤ının punta ucu ile uyumlu duruma getirin.
3. Çelik braketi elemanını cıvata 7 ile sıkıfltırın.
Uyarı:
Cıvata 8’in gevfletilmesi suretiyle tüm braket blo¤u hareket ettirilebilir.
Aynaya gerilmesi
Dikkat!
Lütfen torna aynası üreticisinin ekteki kullanım kılavuzunu
dikkate alınız!
Dikkat!
‹fllem görecek parçalar, karflı braket olmadan torna kazı¤ı ile
sadece aynaya ba¤lanacak ise çıkma miktarı, malzeme
çapının üç katından daha büyük olmamalıdır.
(L = 3 x D), bkz. flek. 9.
Page 82

- 82 -
Uzunlamasına dönüfl çalıflma örne¤i
Uzunlamasına dönüflte silindir bir çalıflma parçası dönüfl
aksına paralel olarak ifllem görecektir. Devamdaki paragrafta
yeni bafllayanlar için torna makinesi ile çalıflma uzunlamasına
dönüfl örne¤i ile açıklanmaktadır:
Kısa bir çalıflma parçasını az önce açıklanan flekilde aynaya
gerin (anahtarı aynadan çıkartın!).
Kayıfllı flanzımanı do¤ru devir sayısına ayarlayın
(Diflli kutusundaki tabloya ve flek. 6’ya dikkat edin).
Kılavuz vida milini ayırın (kılavuz vida mili flalteri 2’yi (flek.2)
sola) ve süportu ba¤layın (kol 3’ü (flek. 3) afla¤ıya).
Süportu sa¤dan sola do¤ru sürerek ifllem görecek parçanın
yakınına getirin (el çarkı 10 (flek. 1)).
Makineyi çalıfltırmadan önce aynayı el ile çevirerek aynanın
serbestçe çalıflıp çalıflmadı¤ını kontrol edin.
Makineyi çalıfltırın (dönüfl yönü flalteri 1’i (flek. 2) sa¤a).
Düz kızakları hareket ettirerek (el çarkı 5 (flek. 3)) kesim
derinli¤ini ayarlayın. Bafllangıçta sadece 1/10 mm’lik kesim
derinli¤ini kullanmanız önerilmektedir (skalada 4 bölüm çizgisi).
El çarkı 10’u çevirerek (flek. 1) arkadan süportu ifllem yönüne
sürün. Tümünü do¤ru uyguladı¤ınız takdirde makine rahat ve
düflük güç sarfiyatı ile çalıflacaktır.
Dikkat!
Yaralanma tehlikesi! Dönüfl esnasında hareketli çalıflma
parçasına dokunmayın! ‹fllem gören parçayı çalıflma
esnasında bir ölçüm sürgüsü veya benzer bir cihaz ile kesinlikle ölçmeyin! Çalıflma esnasında bir e¤er veya zımpara ka¤ıdı
ile ifllem görecek parça üzerinde çalıflmayın!
Konik dönüfl
Koninin dönmesi için üst kıza¤ı istedi¤iniz açıya göre
ayarlayın.
1. Üst kıza¤ı el çarkı 1 (flek. 11) ile sa¤a kaydırın.
2. Sıkıfltırma cıvataları 2’yi çözün.
3. Üst kıza¤ın açısını ayarlayın ve cıvataları tekrar sıkın.
Uyarı:
Üst kızak, bir nonius-skalaya sahiptir (ölçüm sürgüsündekinin
benzeri). Dıfl skala A’da (flek. 11a) açılar do¤ru olarak gösterilir. ‹ç B’de ise açılar fliflmifltir (iç skalada 1 bölüm çizgisi 4,5°’ye
karflılıktır). Açının 5°’lik adımlar ile okunması iç ve dıfl skaladaki sıfır-iflaretlerinin örtüflmesi ile gerçekleflir. 1° eklemek istiyorsanız iç skaladaki „2”, 10° dıflta dıfl skala ile örtüflmelidir. 2°’de
„4“, 20° dıflta örtüflmelidir vb. Bizim örne¤imizde „2“, „20°" ile
örtüflmektedir, yani temel de¤er 10°’nin 10° dıflındadır.
Bu ifllemin sonucunda 10°+1°=11°‘lik bir açı oluflmaktadır.
4. Süportu cıvata 3 (flek. 11) ile sıkıfltırın.
5. ‹lerleme, üst kızak 1’e ait el çarkı üzerinden gerçekleflmek-
tedir.
Uyarı:
Ancak tornacı keskisinin yüksekli¤i tam ortaya ayarlandı¤ı
takdirde düzgün bir koni elde etmeniz mümkün olur.
‹fllenecek olan parçanın delinmesi ve kesilmesi
Delme ifllemi, düzgün kanalların oluflturulması anlamına gelmektedir. Kanal, ifllem gören parçanın ortasına kadar devam
ediyor ise kesme ifllemi söz konusudur. Tornacı keskisinin yüksekli¤ini çalıflma parçasının kesinlikle ortasına ayarlayın ve
çeli¤i mümkün olan en kısa flekilde ba¤layın. Düflük bir devir
sayısı kullanın ve gerekirse çeli¤i makine ya¤ı ile hafifçe
ya¤layın.
‹fllem görecek daha uzun parçaların torna kazı¤ı
ve punta ucu ile iflleme alınması
Daha uzun çalıflma parçaları (ayna çıkması, çalıflma parçası
açısının 3 katından daha büyük), sol uçta torna kazı¤ı ve birlikte çalıflan punta ucu ile tutulmalıdır. Bu ifllem için lütfen sa¤
tarafa bir merkezleme deli¤i açın:
1. Sa¤ ön tarafı dikkatlice düz döndürün.
2. Delme aynası 1’i (flek. 12) torna kazı¤ına yerlefltirin ve mer-
kezleme matkapını takın.
3. Torna kazı¤ını çalıflma parçasına yaklafltırın ve sıkıfltırma
cıvatası 2 ile sabitleyin.
4. Makineyi çalıfltırın ve merkezleme deli¤ini frezleme mili
kovan ilerlemesi (el çarkı 4) ile açın.
Page 83

- 83 -
Bu ifllemden sonra delme aynasını hareketli punta ucu ile
de¤ifltirebilirsiniz. Ucu merkezleme deli¤ine sokun ve hiçbir
boflluk kalmayıncaya kadar dikkatlice kapatın. Frezeleme mili
kovanını ba¤lama cıvatası 3 ile sabitleyin.
‹lerleme hızının de¤ifltirilmesi
PD 400 standart olarak 0,07mm/U’luk ilerleme ile teslim edilmektedir. ‹lerleme hızını artırmak için (0,14mm/U) diflli kutusunda Z1 aksının (5 flek. 13) 20 difle sahip difllisi 40 difle sahip
bir diflli ile de¤ifltirilmelidir. Lütfen devamdaki gibi hareket edin:
1. Makineyi ana flalter 25 (flek. 1) üzerinden kapatın ve diflli
kutusu 23’ü açın.
2. Cıvata 1’i (flek. 14) hafifçe gevfletin ve diflli kolu 2’yi afla¤ıya
yatırın.
3. Klips 3’ü (flek. 13) çıkartın.
4. Aks 4’ü dörtgen üzerinden 1/2 tur gevfletin. 20 difle sahip
diflli 5’i, 40 difle sahip bir diflli ile de¤ifltirin.
Uyarı:
Difllileri de¤ifltirirken aksları sıkmadan önce bir gazete ka¤ıdı
fleridini difl yüzlerinin arasına yerlefltirin. Ka¤ıt fleridinin
kalınlı¤ı, gerekli difl yüzü bofllu¤u ile yaklaflık olarak aynı
olmalıdır.
5. Aksı tekrar sıkın, klipsi takın, diflli kolunu yukarıya katlayın
ve cıvata 1’i (flek. 14) tekrar sıkın.
Difl açmaya yönelik de¤ifltirme difllilerinin
montajı
PD 400 ile 19 farklı metrik difl (bkz. diflli kutusundaki tablo ve
flek. 25) ve inçlik difl 10 ila 48 vites ile döndürülebilmektedir.
Difl artıflının ayarlanması için de¤ifltirme difllileri buna uygun
biçimde de¤ifltirilmelidir. fiekil 14’te, 1mm’lik difl artıflına uygun
de¤ifltirme çarkları monte edilmifltir.
Diflli kutusundaki tablo flunları göstermektedir: w = 30,
Z1 = -/50, Z2 = 40/30, L = 60/-. w ana mildeki diflliyi tanımlar.
Bir vidalı pim ile ana mile sabitlenmifltir. Z1 ve Z2, ara difllilere
ait iki akstır. Öndeki sayı her zaman aksın öndeki difllisini,
arkadaki sayı ise arkadaki difllisini tanımlar. Bu ba¤lamda,
Z2 aksında önce 30 difle sahip arkadaki diflli, ardından 40 difle
sahip öndeki diflli itilir. Z1 aksında, önce 50 difle sahip arkadaki
diflli,
ardından bir ara segman itilir.
L, kılavuz vida milindeki diflliyi tanımlar. Bu difllinin de¤ifltirilme-
si için somun 6 çözülmelidir. Travers 7, tam olarak bir difllinin
geniflli¤ine sahiptir ve her zaman difllinin önüne veya arkasına
monte edilmelidir.
Torna çeli¤i ile difl açma
Uyarı:
Devamdaki ifller için çalıflma parçası üzerinde gerçeklefltirilecek ifllem tamamlanmıfl ve do¤ru difl dıfl açısı oluflturulmufl
olmalıdır. Difl bafllangıcına bir yiv, difl bitifline küçük bir kanal
açılması önerilmektedir. Difl çeli¤i, tam olarak 90°’lik açıyla
ba¤lanmalıdır.
Dikkat!
Difl açma esnasında her zaman en küçük devir sayısı (80/dak)
ile çalıflın, aksi takdirde ilerleme fazla hızlı gerçekleflir (yaralanma tehlikesi!).
1. Torna çeli¤ini çıkıfl pozisyonuna getirin.
2. Kılavuz vida milini ba¤layın (Kılavuz vida mili flalteri 1’yi
(flek. 15) sa¤a çevirin).
3. Makineyi çalıfltırın.
4. Torna çeli¤ini düz kızak ile hafifçe kapatın.
5. Süportu ba¤layın (Kol 2’ü afla¤ıya getirin).
6. ‹stenen difl uzunlu¤una ulafltıktan sonra düz kıza¤ı geriye
sürün ve makineyi dönüfl yönü flalterinden kapatın.
7. Ayna durana kadar bekleyin. Dönüfl yönü flalterini süportun
çevresinden sola da¤ru sürerek geriye getirin.
8. Torna çali¤ini tekrar kapatın ve gerekli difl derinli¤ine
ulaflana kadar ifllemi tekrarlayın.
Uyarı:
‹fllem süresince süport ve kılavuz vida mili ayrılmamalıdır, aksi
takdirde difl artıflında kayma olur!
Diflin kalitesini artırmak için üst kızak içeriye çekilir.
Difl çeli¤inin kapatılması önceden tarif edilen düz kızak ile aynı
flekilde gerçekleflir. Bu esnada üst kızak 0,025 mm oranında
(1 bölüm çizgisi) bir defa sola ve ardında sa¤a kaydırılır.
Bunun sonucunda talafl sadece tek bir taraftan toplanır.
Tam difl derinli¤in ulaflıldı¤ında son olarak bir defa daha
hafifçe kapanarak tam kesik atılır.
Sol vida diflinin kesilmesi
Sol vida difllerinin kesilmesi için ara diflli Z’ye sahip ek bir aks
(flek. 16), Z2 ile kılavuz vida mili difllisi L’nin arasına monte
edilmelidir. Bu sayede kılavuz vida milinin dönüfl yönü tersine
çevrilmektedir. Difllinin difl sayısı bu ba¤lamda önem taflımaz.
Sa¤a dönen aynada süport, soldan sa¤a do¤ru hareket eder.
Difl, soldan sa¤a do¤ru oluflturulmalıdır.
Page 84

- 84 -
Bakım
Dikkat!
Tüm bakım ve temizleme çalıflmalarından önce makineyi ana
flalterden kapatın. Temizleme iflleminde basınçlı hava kullanmayın, aksi takdirde kılavuzlara talafl girebilir.
Genel
Kullanımdan sonra makineyi bir fırça veya el süpürgesi ile
talafltan arındırın.
Tüm parçaları ya¤lama planına (flek. 17) göre ya¤layın v/veya
gresleyin. Ya¤lama esnasında ya¤ın kılavuzlara girebilmesi için
kızakların çalıflma yüzeylerini iyice ovuflturun.
A= Her kullanımdan önce ya¤lanmalı/greslenmelidir
B= Her ay ya¤lanmalı/greslenmelidir
Lütfen kılavuz milinin diflli mahfazasındaki flanfl birimini de,
uygun delik üzerinden ya¤layınız.
Kılavuz boflluklarının ayarlanması
Kılavuzlar düzenli olarak ya¤landı¤ı takdirde dahi bir süre
sonra kılavuzlarda boflluk oluflması kaçınılmazdır.
1. Üst kızak 2’nin ayar cıvatalarına ait kontra somunları 1’i
(flek. 18) çözün, boflluk giderilene kadar tüm ayar cıvataları
3’ü eflit flekilde içeriye çevirin ve kontra somunlarını tekrar
sıkın.
2. Aynı ifllemi düz kızak 4’te tekrarlayın.
Uyarı:
Cıvata 5’in yardımı ile kılavuz sıkıfltırılabilir.
3. Makineyi bafl afla¤ı çevirin ve vidalı pim 1’i
(flek. 19) biraz tornalayın.
4. Bofllu¤u azaltmak için sıkıfltırma cıvataları 2’yi tekrar hafifçe
sıkın.
5. Süportun rahatça kayıp kaymadı¤ını kontrol edin. Süport
rahatça kaymıyorsa boflluk biraz büyütülmelidir.
Ana mil
Milin 2 konik makaralı yatak ile yataklanması, minimum devir
sayısında en az 6000 saat, maksimum devir sayısında 1800 saat
bakım gerektirmemektedir. Bu sürenin dolmasından sonra ufak bir
boflluk oluflmufl ise yataklar bir uzman tarafından ayarlanabilir.
Kılavuz milinin belirlenmifl kırılma yeri
Takılma veya benzeri baflka bir aflırı yüklenme durumunda
kesme pimi (bakınız patlama çizimi sayfa 88, konum 81) flanfl
biriminde (konum 71) kırılabilir. Burası kırılma yeri olarak tasarlanmıfltır ve de¤ifltirilmesi gerekir (kesme pimini yedek parça
olarak bizden siparifl edebilirsiniz). Bunun için de¤ifltirme tekerleklerinin çıkartılması ve kırılan kesme piminin kalan
kısımlarının uygun bir aletle (zımba vb.) kılavuz piminden ve
takılı kılıftan (konum 82) çıkartılması gerekir. Yeni kesme pimi
içeriye sokulurken, bunun bir kısmının dıflarıda kalmaması,
aksine toplu bir flekilde yerine yerleflmesini sa¤layınız, aksi
takdirde diflli çarkı sorunsuz bir flekilde tekrar yerine takılamaz.
Bu flekilde ayrıca pimin yalnızca yarı yarıya yerleflmesi, yani
yalnızca bir tarafında kesme yapılması da sa¤lanmalıdır.
Cihacın ortadan kaldırılması (Atılması):
Lütfen cihazı normal çöp içine atmayınız! Cihaz içerisinde geri
dönüflümü mümkün parçalar vardır. Bu konuyla ilgili
sorularınızı lütfen çöp toplama kurulufluna veya di¤er belediye
kurumlarına yöneltebilirsiniz.
Torna makinesi PD 400’e ait aksesuarlar
Uyarı:
Devamdaki aksesuar parçaları teslimat kapsamına dahil
de¤ildir.
Dikkat!
Aksesuarın montajından önce makineyi ana flalterden kapatın.
Puntalı torna tesisatı
Puntalı torna tesisatının montajı:
Uyarı:
Daha uzun çalıflma parçaları ana mile ve torna kazı¤ına ait
merkezleme uçlarının arasına ba¤lanacaktır. Çalıflma
parçasının her iki ön yüzünde birer merkezleme deli¤i bulunmalıdır.
Ancak uçlar dikey ve yatay pozisyonda karflılafltı¤ı takdirde
tam silindir bir çalıflma parçası elde edilmektedir.
1. Üç çeneli aynaya ait üç tespitleme cıvatası tornalayın ve
aynayı alın.
2. Sürme tablası 3’ün (flek. 20) toleransını, punta ucu 1 ve ana
mildeki buna ait toleransı iyice temizleyin.
3. Punta ucu 1’i ana milin toleransına yerlefltirin. ‹kinci punta
ucunu torna kazı¤ına yerlefltirin.
4. Adaptör 4’ü sürme tablası 3’e yerlefltirin ve vidalı pimi
hafifçe sıkın. Her ikisini çalıflma parçası 5’in üzerine itin.
Dayanak 2’yi mil flanflına cıvatalayın.
5. Çalıflma parçasını uçların arasına ba¤layın. Sürme tablası
2’yi (flek. 21) dayana¤ın üzerine itin ve inbus anahtar 1 ile
çalıflma parçasına sabitleyin.
Dikkat!
Torna kazı¤ında sabit bir punta ucunun kullanılması durumunda kızmayı önlemek için ucun ve merkezleme deli¤inin devamlı
olarak ya¤lanması gereklidir.
Punta ucunun çıkartılması:
6. Alüminyum veya pirinçten oluflan uygun bir çubu¤u soldan
sa¤a do¤ru ana milin içinden geçirin.
7. Punta ucunu sabit tutun ve çubu¤a hafifçe vurarak punta
uçlarını çözün.
Page 85

- 85 -
Çeneleri tek olarak ayarlanabilen 4 çeneli ayna
Uyarı:
Çenelerin teker teker sıkılabilmesi sayesinde yuvarlak, oval,
dörtgen ve daha farklı biçimdeki çalıflma parçaları da ba¤lanabilmektedir. Ba¤lama ifllemi merkezi veya eksantrik olarak
gerçeklefltirilebilir. Çalıflma parçasının merkezlenmesi burada
üç çeneli aynanın tersine manüel olarak yapılabilmektedir.
1. Üç çeneli aynayı sökün ve dört çeneli aynayı monte edin.
2. Dört çeneyi açın, oturma yüzeylerini temizleyin ve çalıflma
parçasını göz ayarıyla hafifçe gerin.
3. Süportu torna çeli¤iyle çalıflma parçasının düz yüzeyine
getirin.
4. Simetrik olup olmadı¤ını anlamak için aynayı el ile çevirin.
5. Çeneyi açarak ve karflısındaki çeneyi buna göre ayarlayarak
ayarlama ifllemini gerçeklefltirin.
6. Dört çeneyi eflit flekilde çaprazın üzerine sıkın.
Dikkat!
Germe çenelerinin normal pozisyonunda sadece maks. 55 mm
kenar uzunlu¤una sahip çalıflma parçaları gerilebilir. Ters pozisyonda ise maks. 100 mm mümkündür. Daha büyük çalıflma
parçaları güvenli bir biçimde tutulamayacaktır. Kaza tehlikesi!
4 çeneli ayna (merkezi gerdirmeli)
Çeneler tek olarak ayarlanamamaktadır (otomatik olarak merkezlenen). Ayna Ø 100 mm. Maks. germe alanı 83 mm. Daha
büyük çalıflma parçaları güvenli bir biçimde tutulamayacaktır.
Kaza tehlikesi.
Sıkma kovanı tesisatı ve sıkma kovanları
Uyarı:
Sıkma kovanı tesisatı, çok detaylı yuvarlak parçalar ile
çalıflmaya uygun de¤ildir. Döner tabla keskinli¤i bu durumda
çeneli ayna ile yapılacak çalıflmadan daha yüksektir.
1. Üç çeneli aynaya ait üç tespitleme cıvatasını tornalayın ve
aynayı alın.
2. Sıkma kovanı girifli 2’nin (flek. 22) toleransını, punta ucu 1
ve ana mildeki buna ait toleransı iyice temizleyin.
3. Sıkma kovanı girifli 2’yi dört tespitleme cıvatası 3’ün
yardımıyla monte edin.
Dikkat!
Her zaman çalıflma parçasına uygun sıkma kovanı
kullanın. Büyük çaplı kovanlar zarar görecektir.
4. Sıkma kovanı 6’yı yerlefltirin ve rakor 5’i hafifçe takın.
Dikkat!
Çalıflma parçası yerlefltirilmemiflse rakoru sıkmayın. Rakor
5’in sıkılabilmesi için sıkma iflleminden sonra pimleri 4
hemen çıkartın.
5. Uygun çalıflma parçasını sıkma kovanına sokun ve rakor 5’i
çelik pimlerin 4 yardımıyla sıkın.
Sabit lünet
Lünet, özellikle çapı 50 mm’ye kadar olan daha uzun çalıflma
parçalarının içten torna edilmesi için kullanılmaktadır.
1. Tespitleme cıvatası 4’ü (flek. 23) çözün ve tutma plakası 3’ü
çaprazlama olarak yerlefltirin.
2. Lüneti yatak kılavuzuna yerlefltirin ve istenen pozisyona
getirin.
3. Tutma plakası 3’ü lünetin mesnedine paralel olacak flekilde
takın ve tespitleme cıvatası 4’ü sıkın.
4. Tüm sıkıfltırma cıvataları 1’i çözün ve her tutma çenesi 2’yi
çalıflma parçasının yakınına sürün.
Dikkat!
Çeneler 2 çalıflma parçasına sadece dokunmalı, parçaya
yapıflmamalıdır. Aksi takdirde çalıflma parçası yüzeyin
çizilebilir ve motor aflırı yük altında kalabilir.
Çalıflma parçasınin destek bölgesinde kalan bölümü yuvarlak
ve pürüzsüz de¤il ise çalıflma parçası önceden döndürülmelidir. Çeneler ve çalıflma parçası dönüfl esnasında sürekli olarak
ya¤lanmalıdır.
5. Çalıflma parçasının lünete boflluksuz olarak yerleflip yerleflmedi¤ini kontrol edin ve sıkıfltırma cıvatalarını 1 tekrar sıkın.
Hareketli lünet
Montaj, sabit lünet ile aynı flekilde yapılacaktır; tek fark, burada
hareketli lünetin süporta tespitlenmesidir (flek. 24).
Sıkma plakaları ile birlikte düz ayna
Aynanın yerine monte edilmektedir. Daha büyük ve asimetrik
biçimli çalıflma parçalarının ba¤lanması için idealdir.
Ø 150 mm. 2 devamlı T-kanalı. Sıkma plakaları dahil.
AB-Uygunluk belgesi
Biz kendi sorumlulu¤umuz altında bu ürünün afla¤ıda belirtilen
AB normlarına uygun oldu¤unu beyan ederiz:
EG-Alçak gerilim normları 73/23/EWG
93/68/EWG
EN 61029-1/12.2003
EG-EMV-Normları 89/336/Avrupa
Ekonomik Birli¤i
EN 55014-1/09.2002
EN 55014-2/08.2002
EN 61000-3-2/12.2001
EN 61000-3-3/05.2002
AB-Makine normları 98/037/Avrupa
Ekonomik Birli¤i
EN 61029-1/12.2003
Yük.-Müh. Jörg Wagner
01.02.2005
PROXXON S.A.
Makine Emniyet Departmanı
Page 86

- 86 -
19
14
22
16
15
17
18
18
20
21
1-13
16
15
17
20
Ersatzteilliste
Baugruppe 00: Wechselräder
Page 87

- 87 -
Ersatzteilliste
Ersatzteile bitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 00: Wechselräder
ET-Nr.: Benennung
24400-00-01 Zahnrad Z = 20
24400-00-02 Zahnrad Z = 25
24400-00-03 Zahnrad Z = 30
24400-00-04 Zahnrad Z = 34
24400-00-05 Zahnrad Z = 35
24400-00-06 Zahnrad Z = 40
24400-00-07 Zahnrad Z = 45
24400-00-08 Zahnrad Z = 50
24400-00-09 Zahnrad Z = 55
24400-00-10 Zahnrad Z = 60
24400-00-11 Zahnrad Z = 65
24400-00-12 Zahnrad Z = 70
24400-00-13 Zahnrad Z = 75
24400-00-14 Zwischenring
24400-00-15 Clip
24400-00-16 Achse
24400-00-17 Hülse
24400-00-18 Unterlegscheibe
24400-00-19 Räderarm
24400-00-20 Vierkantmutter
24400-00-21 Schraube
24400-00-22 Mutter
Page 88

- 88 -
Ersatzteilliste
Baugruppe 01: Antrieb mit Spindelstock
2
76
102
1
4
5
5
16
19
5
5
93
92
61
69
70
72
74
73
75
50
51
49
48
45
10
10
10
10
4
11
12
94
17
18
9596 84
15
202122
22 21 20 25
26 27 28
29
30
38
39
40
41
36
31
33
34
35
8
6
7
6
7
24
23
3
42
43
86
85
87
44
52
53
54
60
91
55
56
57
589089
47
88
50
66
62
62
66
71
1018182
Page 89

- 89 -
Ersatzteilliste
Ersatzteile bitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 01 Antrieb mit Spindelstock
ET-Nr.: Benennung
24400-01-01 Räderkasten
24400-01-02 Tabelle der Gewindesteigungen
24400-01-03 Ablagematte für Räderkasten
24400-01-04 Schraube für Scharnier
24400-01-05 Schraube für Getriebeplatte
24400-01-06 Schraube
24400-01-07 Mutter
24400-01-08 Scharnier
24400-01-10 Schraube
24400-01-11 Schraube
24400-01-12 Bolzen
24400-01-15 Ritzel für Hauptspindel (30 Zähne)
24400-01-15a Ritzel für Hauptspindel (36 Zähne)
24400-01-16 Gewindestift
24400-01-17 Riemenscheibe Motor
24400-01-18 Unterlegscheibe
24400-01-19 Schraube
24400-01-20 Zwischenriemenscheibe
24400-01-21 Unterlegscheibe
24400-01-22 Schraube
24400-01-23 Riemen Hauptspindel
24400-01-24 Riemen Motor
24400-01-25 Lager
24400-01-26 Platte
24400-01-27 Blech
24400-01-28 Schraube
24400-01-29 Platte
24400-01-30 Schraube
24400-01-31 Bolzen
24400-01-33 Feder
24400-01-34 Mutter
24400-01-35 Scheibe
24400-01-36 Bolzen
24400-01-38 Platte mit Sechskant
24400-01-39 Seegerring
24400-01-40 Platte
24400-01-41 Flansch
24400-01-42 Netzleitung
24400-01-43 Zugentlastung
24400-01-44 Mutter für Zugentlastung
24400-01-45 Kondensator
24400-01-47 Getriebeplatte
24400-01-48 Nutmutter
24400-01-49 Sicherungsblech
24400-01-50 Kegelrollenlager
ET-Nr.: Benennung
24400-01-51 Drehschalter (inkl. Achse und Schrauben)
24400-01-52 Hauptschalter
24400-01-53 Bereitschaftsanzeige
24400-01-54 Schraube für Futterschutz
24400-01-55 Futterschutz
24400-01-56 Ablagematte für Spindelstock
24400-01-57 Motor (kpl. mit Abdeckkappe)
24400-01-58 Abdeckkappe für Motor
24400-01-60 Anschlagschraube
24400-01-61 Umschalter für Geschwindigkeiten
24400-01-62 Abdeckkappe für Drehknopf
24400-01-66 Drehknopf komplett
24400-01-69 Spindelstock
24400-01-70 Getriebetrommel
24400-01-71 Flanscheinheit
24400-01-72 Schraube für Getriebetrommel
24400-01-73 Schraube für Flanscheinheit
24400-01-74 Mutter
24400-01-75 Aufkleber Spindelkasten
24400-01-76 Aufkleber Räderkasten
24400-01-77 Drehfutter (ohne Abb.)
24400-01-78 Drehfutterschlüssel (ohne Abb.)
24400-01-79 Befestigungsschraube für Drehfutter
(ohne Abb.)
24400-01-80 Werkzeugsatz komplett (ohne Abb.)
24400-01-81 Scherstift
24400-01-82 Hülse
24400-01-84 Riemenscheibe
24400-01-85 Schmelzsicherung
24400-01-86 Sicherungshalter kpl.
24400-01-87 Mutter
24400-01-88 Positionierblech
24400-01-89 Schraube
24400-01-90 Abdeckung Klemmenkasten
24400-01-91 Passfeder
24400-01-92 Passfeder
24400-01-93 Hauptspindel
24400-01-94 Distanzring
24400-01-95 Nutmutter
24400-01-96 Madenschraube
24400-01-97 Artikelverpackung (ohne Abb.)
24400-01-99 Bedienungsanleitung
inkl. Sicherheitsvorschriften (ohne Abb.)
24400-01-101 Welle
24400-01-102 Inbusschlüssel
Page 90

- 90 -
Ersatzteilliste
Baugruppe 02: Bett mit Leitspindel
1
2
3
4
12
6
5
22
8
7
9
11
13
16
1920 21 17
2
15
14
10
Page 91

- 91 -
Ersatzteilliste
Ersatzteile bitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 02 Bett mit Leitspindel
ET-Nr.: Benennung
24400-02-01 Bett mit geschliffener Führung
24400-02-02 Schraube für Abdeckblech
24400-02-03 Abdeckblech
24400-02-04 Lagerbock
24400-02-05 Passfeder
24400-02-06 Skalenring
24400-02-07 Feder
24400-02-08 Handrad
24400-02-09 Achse
24400-02-10 Schraube
24400-02-11 Hutmutter
24400-02-12 Schraube
24400-02-13 Leitspindel
24400-02-14 Schraube für Zahnstange
24400-02-15 Zahnstange
24400-02-16 Gleitstück
24400-02-17 Exzenterwelle
24400-02-19 Schraube
24400-02-20 Gehäuse für Kupplung
24400-02-21 Hülse
24400-02-22 Paßfeder
Page 92

- 92 -
Ersatzteilliste
Baugruppe 03: Support
Page 93

- 93 -
Ersatzteilliste
Ersatzteile bitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 03 Support
ET-Nr.: Benennung
24400-03-01 Schraube
24400-03-02 Gewindestift
24400-03-03 Hutmutter
24400-03-04 Rändelmutter
24400-03-05 Stahlhalterelement
24400-03-06 Schraube
24400-03-07 Mehrfachstahlhalter
24400-03-08 Schraube
24400-03-09 Oberschlitten
24400-03-10 Lagerplatte
24400-03-11 Schraube
24400-03-12 Skalenring
24400-03-13 Blattfeder
24400-03-14 Handrad Ø 54 mm
24400-03-15 Achse
24400-03-16 Schraube
24400-03-17 Hutmutter
24400-03-18 Einstellblech für Oberschlitten
24400-03-19 Schraube
24400-03-20 Scheibe
24400-03-21 Basis für Oberschlitten
24400-03-22 Spindel für Oberschlitten
24400-03-23 Schraube
24400-03-24 Mutter
24400-03-25 Gewindestift
24400-03-26 Feststellschraube
24400-03-27 Einstellblech für Planschlitten
ET-Nr.: Benennung
24400-03-28 Gewindestift
24400-03-29 Spindelmutter
24400-03-30 Support
24400-03-31 Platte
24400-03-32 Gewindestift
24400-03-33 Schraube
24400-03-34 Zahnradwelle
24400-03-35 Schraube
24400-03-36 Klemmmutter
24400-03-37 Blech
24400-03-38 Nocke
24400-03-39 Passfeder
24400-03-40 Zahnradwelle
24400-03-41 Block
24400-03-42 Gewindestift
24400-03-43 Knebel
24400-03-45 Handrad Ø 64 mm
24400-03-46 Seegerring
24400-03-47 Handrad Ø 54 mm
24400-03-48 Schraube
24400-03-49 Abdeckblech
24400-03-50 Nutenstein
24400-03-51 Planschlitten
24400-03-52 Schraube
24400-03-53 Spindel für Planschlitten
24400-03-54 Skalenring
24400-03-55 Skala
24400-03-56 Stift
24400-03-57 Madenschraube
Page 94

- 94 -
Ersatzteilliste
Baugruppe 04: Reitstock
1
19
2
3
4
5
22
6
7
18
8
17
9
10
11
12
13
14
15
16
Page 95

- 95 -
Ersatzteilliste
Ersatzteile bitte schriftlich beim PROXXON Zentralservice bestellen (Adresse auf der Rückseite der Anleitung)
Baugruppe 04 Reitstock
ET-Nr.: Benennung
24400-04-01 Mitlaufende Körnerspitze
24400-04-02 Pinole
24400-04-03 Knebelschraube
24400-04-04 Unterlegscheibe
24400-04-05 Gewindestift
24400-04-06 Schraube
24400-04-07 Spindel
24400-04-08 Skalenring
24400-04-09 Feder
24400-04-10 Handrad
24400-04-11 Griff
24400-04-12 Schraube
24400-04-13 Hutmutter
24400-04-14 Reitstock
24400-04-15 Platte
24400-04-16 Mutter
24400-04-17 Passfeder
24400-04-18 Anschlag
24400-04-19 Skala
24400-04-22 Gewindestift
Page 96

Notizen
Page 97

Notizen
Page 98

Notizen
Page 99

Notizen
Page 100

Ihr Gerät funktioniert nicht ordentlich? Dann bitte die Bedienungsanleitung noch einmal genau durchlesen. Ist es
tatsächlich defekt, senden Sie es bitte an:
PROXXON Zentralservice PROXXON Zentralservice
D-54518 Niersbach A-4224 Wartberg/Aist
Wir reagieren prompt und zuverlässig! Über diese Adresse
können Sie auch alle erforderlichen Ersatzteile bestellen.
Wichtig: Eine kurze Fehlerbeschreibung hilft uns, noch schneller
zu reagieren. Bei Rücksendungen innerhalb der Garantiezeit
bitte Kaufbeleg beifügen.
Bitte senden Sie das Gerät in der Originalverpackung zurück!
So vermeiden Sie Beschädigungen beim Transport!
Art.-Nr. 24400-99 PR 70170573 J
 Loading...
Loading...