

Page 1

HMP-200 BENDER
INSTRUCTION SET
PRO-TOOLS
7616 INDUSTRIAL LANE TAMPA, FLORIDA 33637-6715
813-986-9000 PHONE 813-985-6588 FAX
www.pro-tools.com
Page 2

HMP-200 BENDER
ASSEMBLY INSTRUCTIONS
STEP 1 STEP 2
BOLT LEFT SIDE PLATE
TO BASE AS SHOWN WITH
1/2”x20 HEX BOLT & FLAT
WASHER
WELD BASE TO PLATE
ON EACH SIDE
STEP 3 STEP 4
NOTE:
OFFSET HOLE PATTERN
BOLT RIGHT SIDE OF PLATE
TO BASE AS SHOWN WITH
1/2-20 HEX BOLTS * WASHERS
INSTALL SPACER SLEEVES
AS SHOWN BELOW
PLACE JACK ASSEMBLY
ON BLOCK, POSITION AS
SHOWN
813-986-9000 Pro-Tools
PAGE 2
1/2 -20 x 7 HEX BOLTS,
NUTS, & FLAT WASHER
SPACER SLEEVE
Page 3

HMP-200 BENDER
ASEMBLY INSTRUCTIONS
STEP 5
STEP 7
1” BOLT, NUT,
& WASHERS
A. SCREW THREADED
ROD (IN TOP OF JACK)
UP APPROXIMATELY 2 1/4”
B. PLACE ROLLER
BLOCK ON TOP OF ROD.
C. INSERT 1” SHAFT
THROUGH SIDE PLATES,
ROLLER, & BLOCK.
D. INSTALL DIE WRIST
PIN SLEEVE, 1” BOLT, NUT,
& WASHERS.
1” SHAFT
STEP 6
STEP 8
ALL METAL TO METAL
SURFACES MUST BE
GREASED
IT WILL BE NECESSARY
TO WORK JACK UP
& DOWN TO MAKE
SURE THE ALIGNMENT
ON THE SIDE PLATES
IS CORRECT. IF
NECESSARY, LOOSEN
BOLTS & ADJUST UNTIL
JACK MOVES UP & DOWN
FREELY.
INSTALL BOTH
RETURN SPRINGS
AS SHOWN
3/8-16 BOLTS
IMPORTANT:
TIGHTEN SIDE PLATE
BOLTS TIGHT. ALL
OF THE PRESSURE IS
ON THESE BOLTS.
INSTALL DIE AS SHOWN
BOLT FOLLOW BAR
SUPPORT BRACKET
TO ROLLER BLOCK
AS SHOWN
ADJUST HEIGHT TO
MATCH HEIGHT OF
ROLLER BLOCK
813-986-9000 Pro-Tools
PAGE 3
Page 4

HMP-200 BENDER
DIE INSTALL
REMEMBER TO GREASE PIVOT
WHEN USING THE DEGREE INDICATOR
IT WILL BE NECESSARY TO JACK THE HYDRAULIC
JACK UNTIL ALL SLACK IS TAKEN OUT OF THE DIE SET.
AT THIS POINT, SET THE INDICATOR AT ZERO. YOU
CAN NOW BEND THE TUBE ACCURATELY TO ANY
DEGREE.
REMEMBER THERE IS ALWAYS “SPRING BACK” ON
TUBING SO IT IS NECESSARY TO BEND PAST THE
POINT THAT YOU ACTUALLY DESIRE TO ALLOW FOR
THIS. WE SUGGEST USING A TEST PIECE OF TUBING
TO DETERMINE THE AMOUNT OF “SPRING BACK” FOR
EACH TUBING SIZE, BEFORE STARTING THE JOB.
PIVOT
SNUG BOLT SO
TUBING DOES NOT
MOVE.
DEGREE
INDICATOR
STEEL DIE
ALUMINUM BAR
LINE BAR & DIE UP
EDGE TO EDGE.
813-986-9000 Pro-Tools
PAGE 4
Page 5

BENDING INSTRUCTIONS
IN THE NEXT FEW PAGES, WE ARE GOING TO TRY TO EXPLAIN A FEW THINGS ABOUT BENDERS & GIVE
SOME EXAMPLES & EXPLANATIONS ON MAKING BENDS.
WE ARE GOING TO TAKE YOU THROUGH A STEP BY STEP PROCEDURE SHOWING YOU HOW TO
DETERMINE THE STARTING POINT OF YOUR BEND, HOW TO CALCULATE THE LENGTH OF TUBING YOU
NEED TO START WITH, AND AS MANY WAYS AS POSSIBLE FOR YOU TO BE ABLE TO PRODUCE
PROFESSIONAL, ACCURATE BENDS.
THE GENERAL RULE, AS FAR AS THE QUALITY OF THE BEND IS AS FOLLOW:
THE THCIKER THE WALL SIZE AND THE SMALLER THE DIAMETER OF THE TUBING BECOMES, THE
BETTER THE BEND.THIN WALL TUBING WILL FLATTEN SOMEWHAT ON ITS OUTER DIAMETER. THIS IS
COMPLETELY NORMAL FOR ANY BENDER OTHER THAN A TRUE MANDREL BENDER. A MANDREL
BENDER USES A STEEL BALL OR SIMILAR SHAPED DEVICE WITH AN OUTSIDE DIAMETER SLI GHTLY
SMALLER THAN THE INSIDE DIAMETER OF THE TUBING BEING BENT. THIS HAS THE EFFECT OF
THINNING THE WALL THICKNESS ON THE OUTSIDE OF THE TUBING, HOWEVER THE ROUNDNESS OF
THE TUBING IS PRESERVED ALMOST PERFECTLY. EXHAUST HEADERS ARE BENT WITH MANDREL
BENDERS. IF A COMPANY TELLS YOU TH EIR BENDER IS A MANDREL BENDE R A ND IT DOES NOT USE
INSIDE MANDRELS, BEWARE!!! TRUE MANDREL BENDERS ARE EXTREMELY EXPENSIVE.
BEFORE WE START WITH BENDING CALCULATIONS WE ARE GOING TO LIST A FEW ITEMS OF
IMPORTANCE.
PIVOT POINT MUST BE LUBRICATED.
(ALL PURPOSE WHEEL BEARING GREASE
WORKS VERY WELL.)
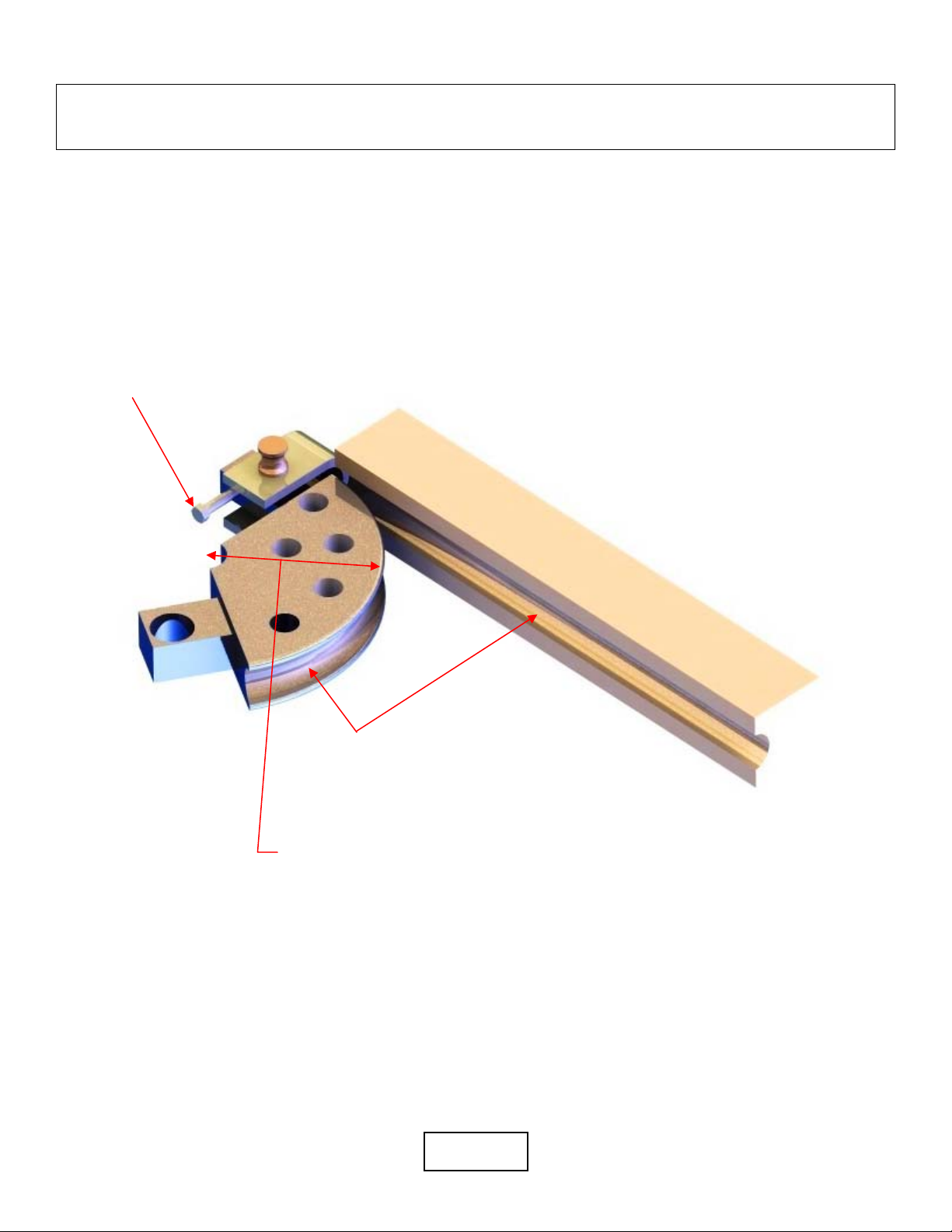
SMALL DIE INSTALLATION
ALWAYS INSTALL DIE IN
LOWEST HOLE POSSIBLE.
BENDER FRAME SHOWN
CUT OFF FOR ILLUSTRATION
PURPOSES ONLY.
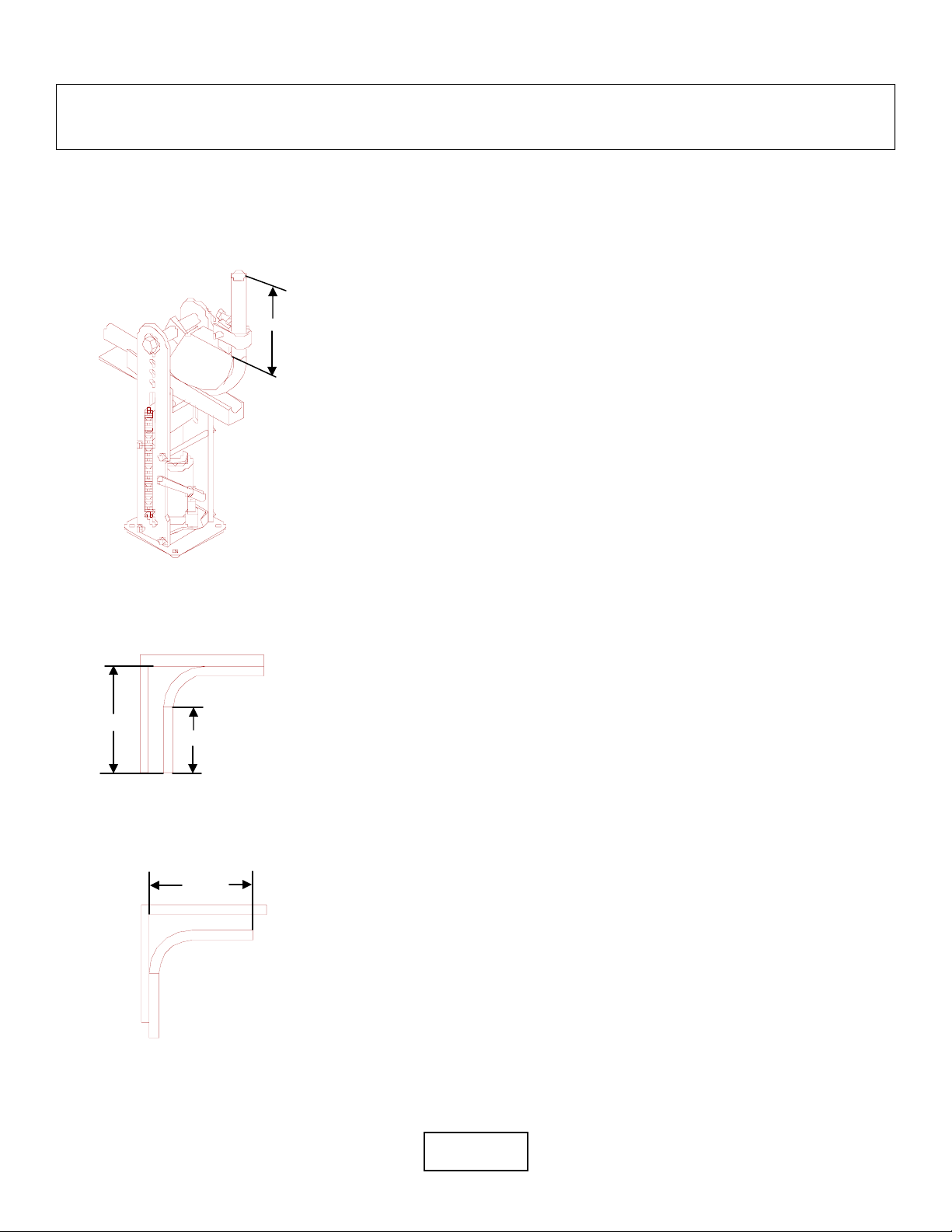
DANGER!
WHEN BENDING, DO NOT LET THE END OF THE
FOLLOW BAR GET ANY CLOSER THAN 2” FROM
THE EDGE OF THE ROLLER. IF NECESSARY,
RELEASE THE TENSION ON JACK & SLIDE BAR
BACK.
2” MIN.
THREADED ROD
AFTER INSTALLING DIE & FOLLOW BAR,
REMOVE “PLAY” BY UNSCREWING
THREADED ROD IN JACK UNTIL TIGHT,
NOT BY PUMPING THE JACK.
ROLLER
813-986-9000 Pro-Tools
PAGE 5
Page 6
BENDING INSTRUCTIONS
NOTE:
TO CALCULATE LENGTH OF TUBING USED IN A BEND,
MULTIPLY RADIUS OF BEND X 6.28 X DEGREE OF BEND,
THEN DIVIDE BY 360.
TIGHTEN BOLT SO TUBE
WILL NOT SLIP
EXAMPLE:
8 INCH RADIUS, 90 DEGREE BEND WOULD BE;
8 x 6.28 x 90/360 = 12.56
ABSOLUTELY NO GREASE IN RADIUS.
AT ALL TIMES TUBING, DIE RADIUS, AND
BAR RADIUS MUST BE CLEAN AND GREASE FREE.
TO MEASURE RADIUS:
START AT IMAGINARY CENTER OF CUTOUT, MEASURE TO EDGE OF DIE.
NOTE: ALL ROUND TUBE RADIUS MEASUREMENTS ARE “CENTER LINE RADIUS”
813-986-9000 Pro-Tools
PAGE 6
Page 7

BENDING INSTRUCTIONS
THE NEXT FEW PAGES WILL SHOW YOU HOW TO DO A TES T BEND AND HOW TO INTERPRET THE
INFORMATION SO YOU WILL BE ABLE TO MAKE ACCURATE BE NDS.
NOTE: FOR SAFETY’S SAKE WE STRONGLY RECOMMEND THAT YOU BOLT THE BENDER TO THE FLOOR
OR WORKBENCH BEFORE STARTING ANY BENDS.
STEP 1
STEP 2
STEP 3
THE TUBING FOR OUR TEST IS 1 3/4” x 36” LONG. ONLY ONE PIECE IS NECESSARY TO GIVE YOU ALL
THE TUBING FOR OUR TEST IS 1 3/4” x 36” LONG. ONLY ONE PIECE IS NECESSARY TO GIVE YOU ALL
THE INFORMATION YOU WILL NEED TO MAKE ACCURATE BENDS. IT IS A GOOD IDEA TO KEEP A
THE INFORMATION YOU WILL NEED TO MAKE ACCURATE BENDS. IT IS A GOOD IDEA TO KEEP A
NOTEBOOK TO LOG YOUR INFORMATION ON THE TEST BEND. IT WILL BE NECESSARY TO RUN THE
NOTEBOOK TO LOG YOUR INFORMATION ON THE TEST BEND. IT WILL BE NECESSARY TO RUN THE
SAME TEST FOR EACH SIZE TUBING YOU PLAN TO BEND.
SAME TEST FOR EACH SIZE TUBING YOU PLAN TO BEND.
NOTE: EACH SIZE OF TUBING BENDS AND STRETCHE S AN D USES A DIFFERENT AMOUNT
NOTE: EACH SIZE OF TUBING BENDS AND STRETCHE S AN D USES A DIFFERENT AMOUNT
OF TUBING IN THE BEND, SO IT WILL BE IMPORTANT TO LOG THE RESULTS FROM EACH
OF TUBING IN THE BEND, SO IT WILL BE IMPORTANT TO LOG THE RESULTS FROM EACH
TEST.
TEST.
TAKE THE 36” PIECE OF TUBING & MEASURE FROM YOUR RIGHT BACK TO YOUR LEFT EXACTLY
12” & 24” AS SHOWN SO THERE WILL BE NO MISTAKING WHICH END IS WHICH AFTER YOU MAKE
THE BEND.
24”
12”
INSTALL THE TUBING IN THE BENDER AND POSTION THE EDGE
OF THE DIE EXACTLY IN THE CENTER OF THE MARK AS SHOWN,
THEN MAKE A 90 DEGREE BEND. IN THIS EXAMPLE, WE ARE USING
A 1 3/4” x 7” TUBING DIE.
813-986-9000 Pro-Tools
PAGE 7
Page 8
BENDING INSTRUCTIONS
STEP 4
(IMPORTANT) WITH YOUR TUBE BENT TO 90 DEGREES, BUT STILL IN THE
BENDER, CHECK TO SEE IF THE EDGE OF YOUR DIE IS STILL LINED UP
12”
WITH YOUR MARK. IF IT IS, YOU’RE OK. IF NOT, IT WILL BE NECESSARY TO
CUT ANOTHER PIECE OF TUBING AND REPEAT THE TEST. THE MARK MUST
BE LINED UP WITH THE DIE IN ORDER TO GET ACCURATE INFORMATION.
IT WILL BE MECESSARY TO CHECK YOUR BEND WITH A CARPENTER’S
SQUARE TO VERIFY THAT YOUR 90 DEGREE BEND IS ACCURATE.
IF YOU OVER BEND, SIMPLY INSTALL THE TUBE IN A VISE AND YOU WILL BE
ABLE TO PULL IT BACK VERY EASILY. IF IT IS NOT BENT ENOUGH, IT WILL
BE NECESSARY TO RE-INSTALL THE TUBE IN THE BENDER TO FINISH THE BEND
21”
12”
20 1/8”
STEP 5
WE NOW HAVE A COMPLETED 90 DEGREE BEND. USE YOUR CARPENTER’S
SQUARE AS SHOWN IN STEP 5 TO TAKE YOUR FIRST MEASURMENT. IN THIS
TEST OUR 12 INCH SIDE IS NOW 21 INCHES.
STEP 6
OUR SECOND MEASUREMENT AS SHOWN IN STEP 6 SHOWS THAT OUR
24 INCH SIDE IS NOW 20 1/8.
WHAT THIS TEST HAS SHOWN US IS THAT WHEN INSTALLED IN THE
BENDER USING 1 3/4 x 7” R. DIE SET, IT HAS SHORTENED UP THE 24” SIDE
BY 3 7/8” AND ADDED 9” TO THE 12” SIDE.
813-986-9000 Pro-Tools
PAGE 8
Page 9

HOLE SAW NOTCHER
WARRANTY POLICY
ALL PRODUCTS THT PRO-TOOLS MANUFACTURES CARRY A ONE YEAR
GUARANTEE AGAINST DEFECTS IN MATERIAL OR WORKMANSHIP. (PRODUCTS
THAT WE SELL BUT DO NOT MAKE ARE COVERED UNDER THAT MANUFACTURING
WARRANTY PLAN). ANY TOOLS OR PARTS THAT FAIL ARE 100% COVERED
UNDER THE WARRANTY AND WILL BE REPAIRED FREE OF CHARGE (EXCLUDING
FRIEGHT CHARGES). MISUSE OR ABUSE IS NOT COVERED. SIMPLY CALL AND
GET A WARRANTY AUTHORIZATION NUMBER AND IT WILL BE PROMPTLY
AND CHEERFULLY TAKEN CARE OF.
SAFETY WARNINGS
•ALWAYS READ AND UNDERSTAND DIRECTIONS THAT ARE INCLUDED WITH ALL
PRO-TOOLS EQUIPMENT BEFORE OPERATING. IF DIRECTIONS ARE NOT INCLUDED,
CALL PRO-TOOLS IMMEDIATELY.
•USE OF FABRICATION EQUIPMENT MAY PRESENT A PINCH OR CRUSH HAZZARD.
•ALWAYS OPERATE PRO-TOOLS EQUIPMENT WEARING SAFETY EQUIPMENT.
•ALWAYS USE THE CORRECT EQUIPMENT FOR THE PROJECT.
•NEVER USE PIPE BENDING DIES ON A TUBE OR TUBE DIES ON A PIPE.
•KNOW THE MATERIALS YOU ARE USING BEFORE BEGINNING FABRICATION.
•ALWAYS INSPECT EQUIPMENT PRIOR TO USE TO MAKE SURE IT IS IN GOOD
WORKING ORDER. IF YOU ARE IN DOUBT, DO NOT USE AND CONTACT PRO-TOOLS.
•NEVER SUBSTITUTE COMPONENTS FROM OTHER EQUIPMENT. MAKE SURE
COMPONENTS MATCH.
•NEVER EXCEED THE MANUFACTURER’S SPECIFICATIONS SET BY PRO-TOOLS.
•ALWAYS LUBRICATE METAL ON METAL PARTS!!!!
813-986-9000 Pro-Tools
PAGE 9
Page 10
FAQ’s
Q: HOW MUCH CAN THE HMP-200 BEND A TUBE.
A: THE HMP-200 CAN ONLY GO TO 90 DEGREES.
Q: IS THE BENDER PORTABLE.
A: YES IT CAN BE MOUNTED ON OUR STANDS OR ON ANY ROLLING TABLE.
Q: WHAT IS THE MAXIMUM DIAMETER THIS BENDER WILL DO?
A: THIS BENDER WILL BEND UP TO 2” O.D. ROUND TUBE OR 1.5” SQ.
Q: HOW MANY DEGREES CAN I BEND?
A: YOU CAN BEND UP TO 110 DEGREES MAX. AFTER SPRING BACK.
Q: WHAT TYPE OF MATERIAL CAN I BEND?
A: YOU CAN BEND ALUMINUM, STAINLESS STEEL, DOM, 4130 CHROME MOLY TO
NAME A FEW. CONTACT OUR SALES DEPARTMENT FOR SPECIFICS.
Q: CAN THIS BENDER USE OTHER PRO-TOOLS DIES?
A: NO IT CAN NOT. EACH BENDER IS DESIGNED TO USE ITS OWN DIES TO ENSURE
THE POSSIBLE BEND.
QUALITY PRODUCTS MADE BY PEOPLE WHO CARE
PAGE 10
PRO-TOOLS (813) 986-9000
 Loading...
Loading...