

Page 1

1. Основные параметры
1.1. Технические характеристики
1.2. Комплект поставки
1.3. Область применения
3
3
4
4
2. Общие правила безопасности
2.1. Дополнительные меры безопасности при работе с
электросварочными аппаратами
4
6
3. Устройство и составные части
3.1. Устройство
3.2. Отличительные особенности
8
8
8
4. Ввод в эксплуатацию
4.1. Распаковка
4.2. Подготовка к работе
9
9 9 5. Эксплуатация
5.1. Сварка
10
10
6. Техническое обслуживание
12
7. Возможные неисправности и способы их устранения
13
8. Гарантийные условия
13
Уважаемый пользователь!
Выражаем Вам признательность за выбор и приобретение изделия, отличающегося высокой
надежностью и эффективностью в работе. Мы уверены, что наше изделие будет надежно служить Вам в
течение многих лет.
Пожалуйста, обратите Ваше внимание на то, что эффективная и безопасная работа, также
надлежащее техническое обслуживание возможно только после внимательного изучения Вами данного
руководства пользователя.
При покупке рекомендуем Вам проверить комплектность поставки и отсутствие возможных
повреждений, возникших при транспортировке или хранении на складе продавца. При этом изображенные,
описанные или рекомендованные в данном руководстве принадлежности не в обязательном порядке могут
входить в комплект поставки.
Проверьте также наличие гарантийного талона, дающего право на бесплатное устранение заводских
дефектов в период гарантийного срока. На талоне должна присутствовать дата продажи, штамп магазина
и разборчивая подпись продавца.
СОДЕРЖАНИЕ
2
Page 2
Входные электрические характеристики
Модель
FORWARD
221 MOS
FORWARD
241 MOS
FORWARD
261 MOS
Напряжение электрической питающей сети
В
220±10%
Частота тока
Гц
50
Тип тока
Переменный, однофазный
Максимальная мощность
кВА
7,1 8 9,5
Выходные электрические характеристики
Тип сварочного тока
Постоянный
Величина сварочного тока
А
10 - 220
10 - 240
10 - 250
Напряжение на холостом ходу
В
56
65
65
Макс. диаметр используемых электродов
мм
Ø1,6 - 4
Ø1,6 - 5
Ø1,6 - 5
Другие характеристики
Класс защиты
IP21
IP21
IP21
Температурный режим
°С
0 + 35
Габаритные размеры
мм
371x155x295
371x155x295
371x155x295
FORWARD 221 MOS
X
50%
100%
I
2
220 A
130 A
U
2
28,8 B
25,2 B
FORWARD 241 MOS
X
50%
100%
I
2
240 A
160 A
U
2
29,6 B
26,4 B
FORWARD 261 MOS
X
50%
100%
I
2
250 A
160 A
U
2
30 B
26,4 B
СВАРОЧНЫЙ ИНВЕРТОРНЫЙ АППАРАТ
ДЛЯ ДУГОВОЙ СВАРКИ
FORWARD 221 MOS / 241 MOS / 261 MOS
Внимательно прочитайте настоящее руководство и следуйте его указаниям. Используйте данное руководство
для ознакомления со сварочным аппаратом для дуговой сварки (далее в тексте также используется краткий
технический термин – аппарат, изделие, прибор, инструмент), его правильным использованием и
требованиями безопасности.
Храните данное руководство в надежном месте.
1. ОСНОВНЫЕ ПАРАМЕТРЫ
1.1. Технические характеристики
Технические характеристики и комплект поставки могут быть изменены производителем без
предварительного уведомления.
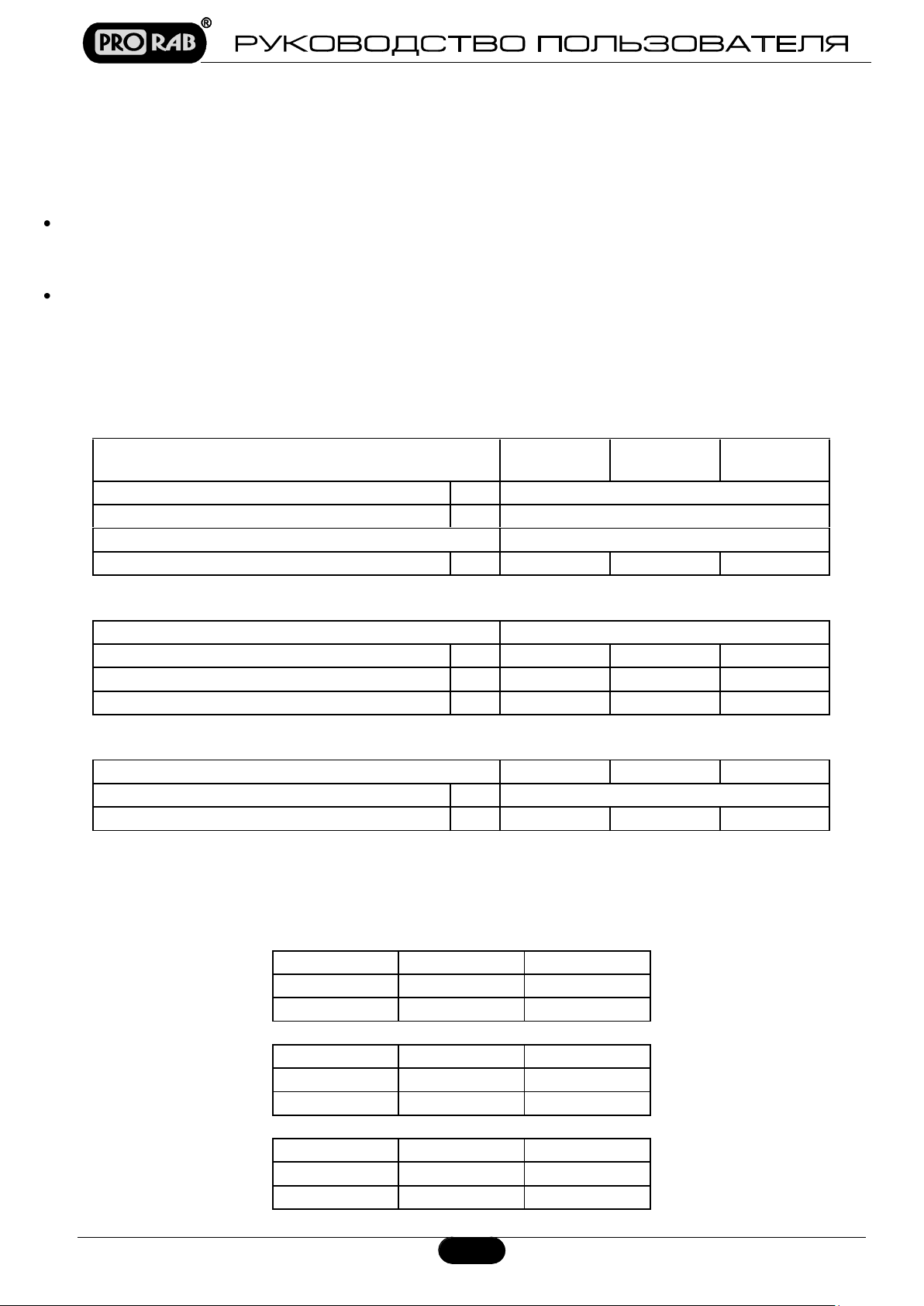
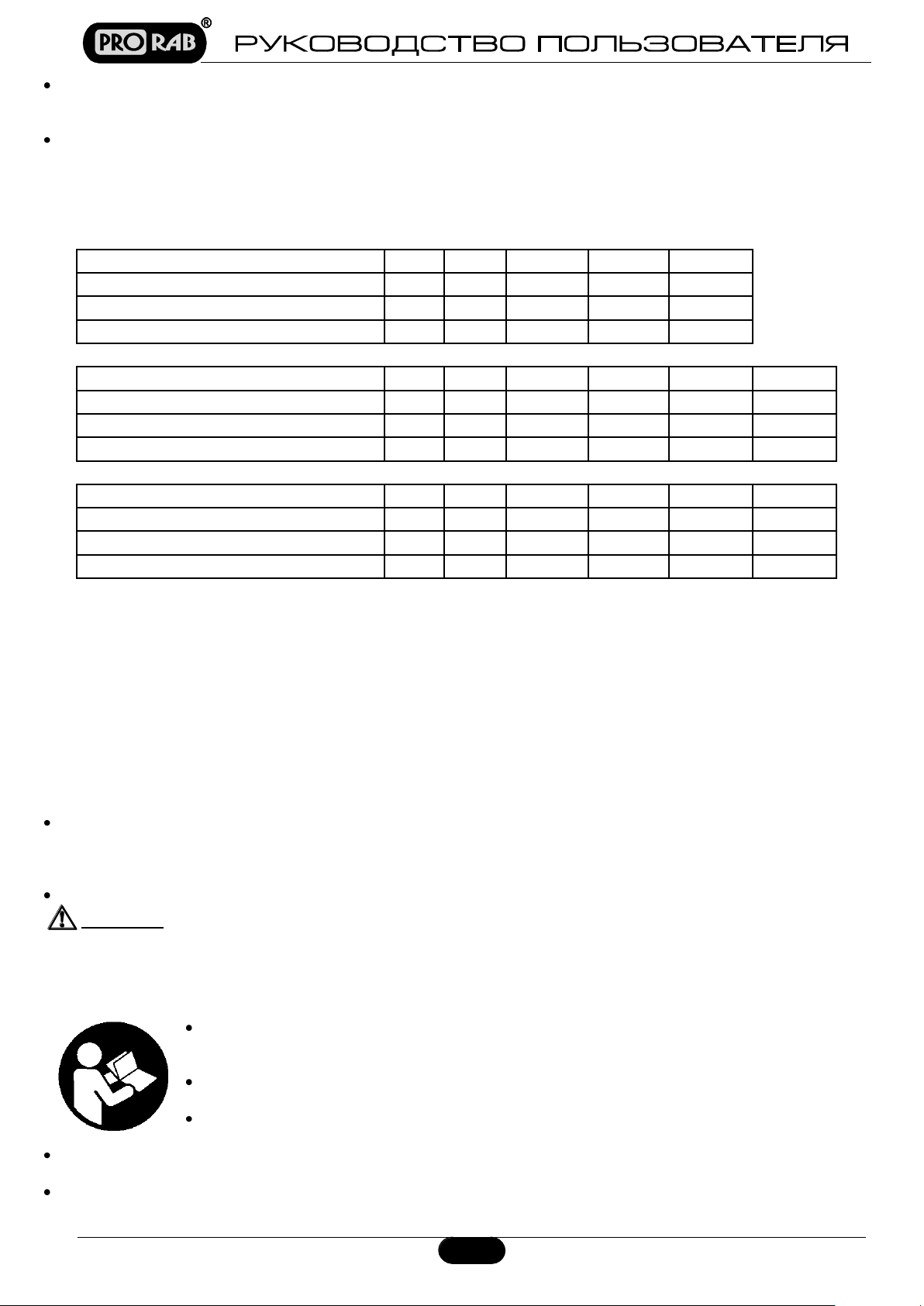
Рабочий цикл
3
Page 3
FORWARD 221 MOS
Диаметр электрода, мм
1,6 2 2,5
3,2
4,0
Ток сварки, А
60
80
130
180
220
Время работы, %
100
100
100
60
50
Макс. количество электродов в час, шт.
50
50
50
40
30
FORWARD 241 MOS
Диаметр электрода, мм
1,6 2 2,5
3,2
4,0
5,0
Ток сварки, А
60
80
130
180
220
240
Время работы, %
100
100
100
60
50
50
Макс. количество электродов в час, шт.
50
50
50
40
30
20
FORWARD 261 MOS
Диаметр электрода, мм
1,6 2 2,5
3,2
4,0
5,0
Ток сварки, А
60
80
130
180
220
250
Время работы, %
100
100
100
100
60
50
Макс. количество электродов в час, шт.
50
50
50
40
30
20
Х – Коэффициент перерыва работы. Показывает время, в течение которого аппарат может обеспечить
указанный в этой колонке ток. Коэффициент указывается в процентах к основному 10 - минутному циклу,
(например, 50 % равняется 5 минутам работы с последующим 5-и минутным перерывом, и т. д.).
I2 / U2 – ток и напряжение, соответствующие номинальным значениям на выходе аппарата во время сварки
на сварочной дуге.
Таблица работы при температуре воздуха +20°С
1.2. Комплект поставки
1. Сварочный аппарат – 1 шт.
2. Руководство пользователя – 1 шт.
3. Набор сварочных принадлежностей:
o Маска сварочная – 1 шт.
o Щетка металлическая – 1 шт.
4. Кабель сварочный – 2 шт.
1.3. Область применения
Сварочный аппарат (сварочный инвертор) FORWARD 221 / 241 / 261 MOS предназначен ручной дуговой
сварки плавящимся металлическим электродом (сварка MMA) различного покрытия (основным, рутиловым,
целлюлозным и т.д.) с использованием постоянного тока. Служит для сварки конструкций из железа, чугуна,
низколегированных и нержавеющих сталей.
Режим работы: повторно-кратковременный; эксплуатация под контролем оператора.
Внимание!
Аппарат не предназначен для профессионального использования!
2. ОБЩИЕ ПРАВИЛА БЕЗОПАСНОСТИ
Прочтите, пожалуйста, внимательно правила безопасности и следуйте изложенным в них
указаниям. Не соблюдение приведенных ниже правил может привести к серьезным
травмам, полученным в результате поражения электрическим током или пожарам.
В целях безопасности дети моложе 18 лет, также люди, не ознакомившиеся с данными
правилами, не должны пользоваться аппаратом.
Используйте аппарат только по его прямому назначению, указанному в руководстве
пользователя.
Если Вы не имеете навыков в работе с аппаратом, рекомендуется предварительно проконсультироваться у
специалиста или опытного пользователя.
Инструмент не предназначен для использования лицами (включая детей) с пониженными физическими,
чувственными или умственными способностями или при отсутствии у них опыта или знаний, если они не
4
Page 4
находятся под контролем или не проинструктированы об использовании прибора лицом, ответственным за их
безопасность.
Дети должны находиться под контролем для недопущения игры с инструментом.
Рабочее место
Помните! Вы несете ответственность за безопасность на рабочем месте!
Содержите рабочее место в чистоте и порядке. Беспорядок на рабочем месте
может стать причиной получения травмы.
Ознакомьтесь с окружающей обстановкой вокруг рабочего места. Проверьте
наличие возможных опасностей.
Не используйте аппарат в сырых местах, в среде водяных и других испарений,
вблизи мест хранения горючих жидкостей и газов.
Следите, чтобы поблизости не было посторонних людей (особенно детей) и
животных.
Работайте только в условиях хорошей видимости, или обеспечьте рабочее
место достаточной освещенностью.
Газы, образующиеся во время сварки, вредны для здоровья! Работайте в
хорошо проветриваемом помещении, или обеспечьте его достаточной
вентиляцией.
Визуальный контроль
Каждый раз перед использованием аппарата производите его наружный осмотр на предмет отсутствия
повреждений (особенно у сетевого шнура). Не используйте неисправный аппарат. При обнаружении
повреждений: проверить и ремонтировать аппарат в сервисном центре.
Внимание!
Не пользуйтесь аппаратом, если его устройства управления, защитные устройства и
кожухи повреждены, изношены или удалены!
Электробезопасность
Внимание!
Следите за напряжением электрической сети. Характеристики сети питания должны соответствовать
требованиям сварочного аппарата.
Рекомендуется, особенно при работе на открытом воздухе, подключать аппарат через автомат защитного
отключения по току утечки с номинальным током утечки ≤30 мА (существуют также термины - УЗО, аварийный
прерыватель цепи, FI выключатель). При необходимости проконсультируйтесь у специалиста-электрика.
Внимание!
Не используйте сетевой шнур для вытягивания его вилки из штепсельной розетки. Не наступайте на сетевой
шнур. Защищайте сетевой шнур от воздействия высокой температуры, нефтепродуктов и острых кромок.
Регулярно обследуйте сетевой шнур на наличие повреждений и износа. Аппарат может использоваться
только при безупречном состоянии сетевого шнура. В целях безопасности, заменяйте сетевой шнур в
сервисном центре.
Штепсельная розетка электросети должна полностью соответствовать вилке сетевого шнура аппарата. Не
используйте различные адаптеры (переходники), а установите необходимую штепсельную розетку.
Используйте только стандартные удлинители промышленного изготовления. При использовании
удлинительного кабеля, намотанного на барабан, вытягивайте кабель на всю длину. При работе на открытом
воздухе электрические штепсельные соединения кабелей должны иметь брызгозащищенное исполнение. При
необходимости проконсультируйтесь у специалиста-электрика.
Напряжение электрической сети ниже 220 В может стать причиной выхода из строя
аппарата!
Внимание!
Исключите возможность внезапного включения инструмента! Во
время перерыва в работе и после ее прекращения, перед
обслуживанием, ремонтом и хранением аппарата извлекайте вилку
сетевого шнура из штепсельной розетки!
При повреждении или разрыве сетевого шнура немедленно извлекайте
его вилку из штепсельной розетки!
5
Page 5

При большой длине и недостаточном поперечном сечении подводящих проводов, происходит
дополнительное падение напряжения, которое приводит к проблемам в работе аппарата. При этом не имеет
значения, осуществляется ли подвод электроэнергии к аппарату через стационарный подводящий провод или
через комбинацию стационарного провода и удлинительного кабеля. Поэтому для нормального
функционирования аппарата необходимо достаточное поперечное сечение подводящих проводов (не менее
чем у основного шнура питания сварочного аппарата). При необходимости проконсультируйтесь у
специалиста-электрика.
При подключенном к штепсельной розетке аппарате, избегайте контактов с подключенными к сети
электроприборами и заземленными предметами (например, с электроплитами, водопроводными трубами и
т.д.).
Запрещается наращивать сварочный силовые сварочные кабели или сетевой шнур!
Меры безопасности при эксплуатации
Внимание!
Во время работы выбирайте удобное, устойчивое, постоянно контролируемое Вами положение.
Не перегружайте аппарат, он работает надежно и безопасно только при соблюдении параметров, указанных в
его технических характеристиках.
При внезапном отключении электросети немедленно приведите пусковую клавишу в выключенное положение,
это исключит непредвиденные действия аппарата при восстановлении электропитания.
При каждом длительном перерыве в работе выключайте аппарат и извлекайте вилку сетевого шнура из
штепсельной розетки.
Не оставляйте аппарат без присмотра на рабочем месте. При работе на открытом воздухе не оставляйте
аппарат под дождем.
Работайте собранно и ответственно! Не используйте аппарат, если Вы устали, так
же если находитесь под влиянием алкоголя или понижающих реакцию лекарственных
средств!
Меры безопасности при обслуживании, ремонте, хранении
Внимание!
Следите за чистотой аппарата, сразу по окончании работы очищайте его корпус и элементы управления от
загрязнений тканью или мягкой щеткой. При этом не используйте агрессивные чистящие средства. Не мойте
аппарат проточной водой, не допускайте попадания воды внутрь аппарата!
При использовании дополнительных принадлежностей и вспомогательных материалов следуйте также
указаниям инструкций по их эксплуатации. Используйте только оригинальные или рекомендованные
изготовителем аппарата принадлежности и вспомогательные материалы.
Проверку и ремонт аппарата рекомендуется производить в сервисном центре.
Храните аппарат в чистом, сухом и недоступном для детей месте.
Перед любыми видами обслуживания и ремонта извлекайте вилку сетевого шнура из
штепсельной розетки!
2.1. Дополнительные меры безопасности при работе с
электросварочными аппаратами
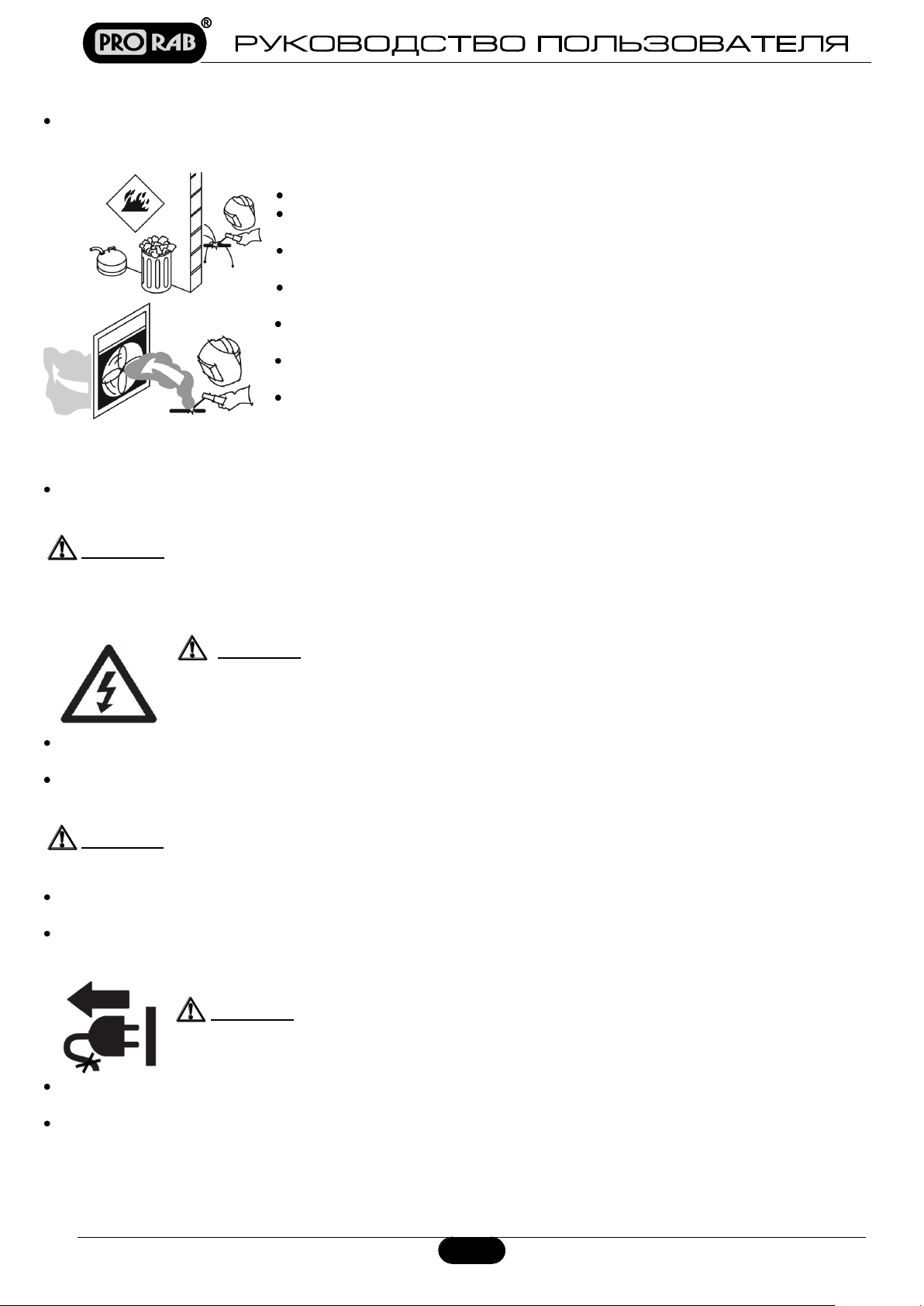
С целью безопасного выполнения сварочных работ, оборудуйте рабочее место
необходимыми средствами безопасности - ведром с водой для охлаждения
нагретых поверхностей и огнетушителем для тушения непредвиденного
возгорания окружающих предметов.
Аппарат должен быть присоединен к системе защитного заземления.
При работе в помещении, место сварки должно быть обеспечено достаточной
вентиляцией.
При выполнении электросварки на открытом воздухе, над аппаратом рекомендуется соорудить навес из
несгораемого материала, для защиты рабочего места и оборудования от атмосферных осадков.
Внимание!
Не проводите электросварочные работы на открытом воздухе во время выпадения
атмосферных осадков (дождя, снега)!
6
Page 6

Работы в замкнутых или труднодоступных пространствах (металлические емкости, колодцы и т.д.)
выполняйте под контролем двух наблюдающих, которые должны находиться снаружи. При этом надевайте
предохранительный пояс с канатом, концевая часть которого должна контролироваться наблюдающими.
Внимание!
Внимание!
Внимание!
Нахождение посторонних лиц и животных вблизи места сварки может привести к травме, т.к. для их здоровья
представляют потенциальную опасность: значительная величина силы сварочного тока, брызги
расплавленного металла, высокая температура нагретых поверхностей, и возникающие при сварке
испарения.
Сварочная дуга, возникающая при сварке, интенсивно излучает инфракрасные и ультрафиолетовые лучи,
вызывающие при воздействии заболевание глаз - электроофтальмию.
Электромагнитные поля, генерируемые аппаратом в процессе сварки, могут влиять на работу находящейся
рядом электронной аппаратуры. Люди, оснащенные необходимой для жизнедеятельности электронной
аппаратурой (например, кардиостимулятором, слуховым устройством, дыхательным прибором и др.) не
должны находиться рядом с данным аппаратом.
Внимание!
Для защиты окружающих людей от световых излучений, рекомендуется устанавливать щиты или ширмы.
Постоянно следите за состоянием электрододержателей, зажимов клемм и сварочного кабеля. Исключайте
воздействие любых факторов (температурных, механических, химических и др.) способных повредить
изоляционную оболочку сварочного кабеля.
Внимание!
Для защиты от воздействия излучений сварочной дуги, надевайте маску со
специальными защитными темными стеклами (входит в комплект поставки).
Во время работы необходимо пользоваться специальной защитной
экипировкой!
Обязательно пользуйтесь средствами защиты глаз и лица! Защитная
сварочная маска или специальные защитные очки предохранят голову, глаза и
лицо от разлетающихся капель расплавленного металла во время работы.
Одежда должна плотно прилегать к телу, но не сковывать движений. Не
следует носить свободную одежду и украшения. Убирайте длинные волосы.
Во время работы следует носить защитную обувь с высокими голенищами,
нескользящей подошвой и прочным носком. Такая обувь защищает от травм, а
также обеспечивает устойчивое положение работника.
Обязательно используйте специальные сварочные перчатки. Они защитят руки
от воздействия высокой температуры.
Запрещается прикасаться голыми руками к сварочному электроду в
электрододержателе!
Не производите сварочные работы одновременно двумя или более аппаратами на
одной сварной конструкции. Это может привести к поломке аппарата и получению
электротравмы!
Не производите сварочные работы на закрытых сосудах,
находящихся под давлением (баллоны, трубопроводы и т.д.),
также на сосудах содержащих воспламеняющиеся или
взрывоопасные вещества!
Не производите сварку и резку баков, бочек и других емкостей из-
под легковоспламеняющихся жидкостей и взрывоопасных газов
без тщательной предварительной очистки, пропаривания и
вентилирования этих емкостей!
Не допускайте к месту сварки посторонних людей (особенно детей)
и животных!
7
Page 7

1. Клавиша пускового выключателя
2. Индикатор перегрева
3. Индикатор напряжения
4. Рукоятка регулятора силы тока
5. Ручка для транспортирования
6. Кожух защитный
7. Клемма силовая «+»
8. Клемма силовая «–»
Рис. 1
3. УСТРОЙСТВО И СОСТАВНЫЕ ЧАСТИ
3.1. Устройство
Внимание! Внешний вид и комплектация инструмента может незначительно отличаться от приведенного на
рисунке. Это вызвано дальнейшим техническим усовершенствованием модели. Изготовитель оставляет за
собой право вносить изменения в конструкцию инструмента без предварительного уведомления
пользователя, с целью повышения его потребительских качеств.
3.2. Отличительные особенности
Работу аппарата обеспечивают следующие, закрытые кожухом (6)(См. Рис.1), основные узлы и системы: блок
выпрямления и стабилизации переменного тока, переключающий транзисторный мост, высокочастотный
трансформатор, охлаждающий вентилятор, электронное инверторное устройство регулирования сварочного
тока, устройство защиты аппарата от перегрузок и перегрева (автоматический термостат).
На передней панели расположены: клавишный выключатель (1); индикатор перегрева (термостат) (2);
индикатор напряжения (сети питания)(3); поворотная рукоятка регулятора силы тока (4); силовые клеммы (7) и
(8)(См. Рис.1) для подключения сварочного кабеля с электрододержателем и заземляющего кабеля с
зажимом.
Настройка аппарата на необходимую величину сварочного тока производится поворотом рукоятки (4) по
часовой стрелке.
Подвод электроэнергии к аппарату осуществляется через сетевой шнур, выходящий из задней панели. Для
охлаждения аппарата, на задней панели установлен вентилятор.
Для удобного транспортирования, аппарат снабжен пластиковой ручкой (5).
В аппарате реализована электронная инверторная система регулирования сварочного тока, позволившая
создать небольшой, транспортабельный сварочный аппарат для сварки постоянным током. Инверторная
система обеспечивает высокое качество сварки и точность регулирования сварочного тока, при
использовании электродов с различными видами обмазки. Инверторная система обеспечивает плавное
регулирование сварочного тока и надежное зажигание с устойчивым горением сварочной дуги.
Используя данный аппарат можно производить сварку изделий из малоуглеродистой стали, конструкций из
высокоуглеродистых, легированных сталей с минимальным короблением, также производить сварку изделий
из чугуна.
Данный аппарат оборудован автоматическим термостатом, защищающим его от перегрузок и перегрева. При
достижении критической температуры обмоток трансформатора, термостат автоматически отключает цепь
электропитания и включает индикатор термостата (2) на передней панели. После охлаждения аппарата,
термостат автоматически включает его в работу.
Для более устойчивой дуги, аппарат снабжен системой автоматической стабилизации сварочной дуги и
системой анти-прилипания электрода.
8
Page 8

Диаметр электрода (мм)
Сварочный ток (А)
Ø 1,6
50 - 90
Ø 2,5
90 - 130
Ø 3,2
130 - 160
Ø 4,0
160 - 220
Ø 5,0
200 - 250
4. ВВОД В ЭКСПЛУАТАЦИЮ
4.1. Распаковка
Откройте коробку. Извлеките все комплектующие детали и узлы.
Проверьте комплектность и целостность аппарата.
Установите аппарат на ровной, устойчивой поверхности таким образом, чтобы не перекрывался приток
воздуха к вентиляционным отверстиям корпуса.
Аппарат оборудован охлаждающим вентилятором. Следите, чтобы в вентиляционные пазы кожуха не
происходило всасывание пыли и влаги. Обеспечьте свободное пространство.
4.2. Подготовка к работе
Диаметр электрода и величина сварочного тока
Ознакомьтесь с инструкцией производителя электродов, в ней указаны: область применения, режим сварки и
полярность присоединения. Для данного аппарата подходят универсальные электроды или электроды
постоянного тока.
Тип покрытия (обмазки) электрода выбирается в соответствии со свариваемым материалом.
Как правило, электродами с основным покрытием (имеющим в качестве основы фтористый кальций и
карбонад кальция) осуществляют сварку постоянным током обратной полярности. Вследствие малой
склонности металла к образованию кристаллизационных и холодных трещин, электроды с этим покрытием
используют для сварки больших сечений.
Электроды с целлюлозным покрытием, основные компоненты которого целлюлоза, мука и другие
органические составы, создающие газовую защиту дуги и образующие при плавлении тонкий шлак. Как
правило, применяют для сварки стали малой толщины.
Электроды с рутиловым покрытием, основной компонент покрытия которых - минерал рутил, состоящий
в основном из двуокиси титана. Как правило, такие электроды обеспечивают хорошую стабильность горения
дуги при сварке постоянным током, имеют низкий коэффициент разбрызгивания металла, обладают легкой
отделимостью шлаковой корки.
Электроды с кислым покрытием, основные компоненты покрытия которых составляют оксиды железа,
марганца и кремния. Как правило, они не склонны к образованию пор при сварке металла, покрытого
окалиной или ржавчиной.
Выбор типа электродов ответственная операция, непосредственно влияющая на качество сварного шва и
устойчивость дуги. Если Вы не имеете большого навыка сварочных работ, рекомендуется предварительно
проконсультироваться у специалиста или опытного пользователя.
Силу тока сварки выбирайте в зависимости от диаметра электрода, его материала и типа сварочных работ.
Ниже приведена таблица примерных величин допустимого тока сварки, в зависимости от диаметра
электрода.
Величина сварочного тока для одного и того же типа электродов может быть разной, в зависимости от
положения свариваемых деталей: при сварке в нижнем положении величина тока максимальная, а при
вертикальном или потолочном шве (работе над головой) минимальная.
Помните - качество сварного шва зависит не только от величины сварочного тока, но и от других параметров,
таких как: диаметр и качество электрода, длина дуги, скорость сварки и положение свариваемых деталей,
состояния электродов (должны быть защищены от сырости при хранении или просушены перед сваркой).
Подключение сварочных кабелей
Подключение силовых сварочных кабелей осуществляется только на отключенном от сети питания аппарате!
При сварке постоянным током следует учитывать, что при подключении свариваемых деталей к
положительному полюсу (аноду), выделяется больше тепла, чем при подключении свариваемых деталей к
отрицательному полюсу (катоду).
9
Page 9

Рис. 2
Если свариваемые металлические детали (или сварочный стол) с помощью кабеля с зажимом присоединены
к положительному полюсу, а сварочный кабель с электрододержателем к отрицательному полюсу, то такое
присоединение полюсов называется «прямая полярность».
Прямая полярность используется при сварке деталей требующих больше тепла на нагрев кромок.
Если присоединение осуществляется наоборот, то такое подключение носит название «обратная
полярность».
Обратная полярность используется в случае, когда нужно получить меньший нагрев свариваемого металла,
например, при сварке тонколистовых деталей или деталей изготовленных из низкокоуглеродистых и
легированных сталей, чувствительных к перегреву.
Выберите полярность сварки и подключите сварочный кабель с электрододержателем и заземляющий кабель
с зажимом к силовым клеммам (7) и (8)(См. Рис.1).
Вставьте электрод в электрододержатель и убедитесь в наличии хорошего электрического контакта.
Зажим заземляющего кабеля подключите к сварочному столу или к свариваемым деталям. Обеспечьте
надежный контакт зажима со сварочным столом или свариваемыми деталями.
5. ЭКСПЛУАТАЦИЯ
5.1. Сварка
Подключите сварочные кабели к соответствующим силовым клеммам (7) и (8)(См. Рис.1) на передней панели
аппарата.
Нажмите на зажим электрода на ручке электрододержателя, и установите нужный по диаметру электрод.
Надежно закрепите на свариваемой детали кабель - заземлитель.
Подключите аппарат к электрической сети 220 В и включите его. Для этого нажмите на клавишу пускового
выключателя (1)(См. Рис.1), приведя ее из «О» (ВЫКЛ) в положение « I » (ВКЛ).
С помощью регулятора (4) настройте величину сварочного тока в соответствии с режимом сварки.
Держа защитную маску перед своим лицом, «чиркните» электродом по поверхности свариваемой детали (как
при зажигании спичкой). Это наиболее продуктивный метод зажигания сварочной дуги.
Внимание!
Сразу после зажигания дуги старайтесь сохранять расстояние между рабочей поверхностью свариваемой
конструкции (D) и электродом (С)(См. Рис.2), приблизительно равное диаметру самого электрода. Старайтесь
сохранять это расстояние постоянно во время сварки. Угол наклона электрода (С) от вертикальной оси (В)
должен быть от 20º до 30º.
Заканчивая шов, отведите электрододержатель (А) с электродом (С) немного назад, чтобы заполнилась
сварочная ванна, а затем быстро поднимите его до исчезновения дуги.
Удалите шлак и окалину со сварного шва с помощью специальной металлической щетки или зубила с
молотком.
Всегда используйте плоскогубцы для замены использованных электродов и для перемещения свариваемых
деталей.
При замене электрода, обязательно отключите сварочный аппарат! Для этого нажмите на клавишу пускового
выключателя, приведя ее в положение «О» (ВЫКЛ)
Если в процессе сварки загорится индикатор термостата (2)(См. Рис.1), это говорит о высокой температуре
внутри аппарата. В этом случае прекратите работу и дайте аппарату охладиться. Оставляйте аппарат
включенным, вентилятор быстрее охладит его. Когда свечение индикатора прекратится, можно снова
продолжить сварку.
Не стучите электродом по свариваемой конструкции, так как это может привести к
повреждению его обмазки и затруднит зажигание сварочной дуги!
A - Электрододержатель
B - Направление по вертикали
C - Электрод
D - Свариваемая конструкция
10
Page 10

ШОВ
ПРИМЕЧАНИЕ
Слишком медленное перемещение электрода
Слишком короткая дуга
Слишком низкая сила тока
Слишком быстрое перемещение электрода
Слишком длинная дуга
Слишком высокая сила тока
Эталон
Рекомендации по выполнению качественной сварки
В результате неравномерного нагрева в процессе сварки и усадки сварных швов, в сварных конструкциях
возникают внутренние напряжения, ослабляющие прочность швов и часто приводящие к деформациям
конструкций. Величина напряжений и деформаций зависит от сечения и протяженности швов, нагрева
изделия в процессе сварки, жесткости конструкции и других факторов.
Уменьшение деформаций при сварке обеспечивается применением ряда мер, основными из которых
являются:
o Ступенчатый порядок наложения швов, т.е. сварка участками;
o Уравновешивание деформаций путем наложения швов в таком порядке, при котором последующий
шов вызывает деформации обратные тем, что получились при наложении предыдущего шва;
o Увеличение скорости охлаждения изделия при помощи медных подкладок или воды;
o Правильная последовательность наложения швов, например: при сварке нескольких листов
продольными и поперечными швами, сначала следует сварить поперечные швы, затем продольные;
o Обратные деформации, т.е. придание деталям перед сваркой предварительной деформации,
обратной той, которые они должны получить при сварке;
o Жесткое закрепление свариваемых деталей в приспособлениях.
o Предварительный или сопутствующий подогрев изделия. В зависимости от конфигурации и размеров
изделия подогрев может быть местным или общим.
Рекомендации по заварки раковин и трещин
Место сварки должно быть вырублено зубилом и зачищено от ржавчины, смазки и загрязнений до
металлического блеска.
Нельзя допускать наличия острых углов у раковин в поверхности стального листа.
Заварку вести на малом токе, электродами диаметром 2-3 мм многослойной сваркой небольшими валиками в
разбивку, с перерывами. Нельзя допускать сильного нагревания листа около места наплавки. Каждый валик
должен перекрывать соседний на половину его ширины. Каждый слой рекомендуется проковывать с помощью
зубила с целью снятия усадочных напряжений и улучшения структуры шва.
Электроды, применяемые при заварке, должны соответствовать по химическому составу основному металлу.
При заварке трещин нельзя допускать быстрого нагрева и охлаждения зоны сварки.
Концы трещин засверливаются сверлом диаметром 10-15 мм.
Если трещина выходит на кромку, то заварка производится от ее конца к кромке листа. При расположении
трещины в середине листа, заварка производится от концов трещины к середине.
Поверхности наплавленных участков рекомендуется обрабатывать заподлицо с поверхностью листа
основного металла.
11
Page 11

Рис. 3
Рекомендации по вварке заплат
Вварка заплат относится к трудновыполнимым работам, в связи с возникновением при сварке больших
напряжений.
Для уменьшения напряжений, заплаты должны быть круглой или овальной формы. Толщина заплат должна
быть равна толщине завариваемой детали.
Устанавливайте заплату с зазором 2-3 мм и прихватывайте небольшим швом длиной 15-20 мм.
Сварку заплат производите участками.
Рекомендации по восстановлению деталей
A - Электрод
B - Корка шлаковая
C - Металл наплавленный
D - Деталь восстанавливаемая
E - Обмазка электрода
F - Защита газошлаковая
G - Ванна сварочная
При наплавке, наращивание металла выполняется валиками, причем на один наплавленный слой наносятся
последовательно новые слои, перед наложением которых предыдущий слой должен быть зачищен.
Для уменьшения деформаций восстанавливаемой детали, наплавку выполняйте короткими валиками,
расположенными отдельными участками по наплавляемой поверхности для того, чтобы нагрев детали
проходил менее интенсивно.
При необходимости обеспечения плотности наплавляемого слоя, он прочеканивается при помощи зубила с
закругленной кромкой, после этого наносится следующий слой. При этом необходимо обеспечивать хороший
отвод тепла от восстанавливаемой детали.
Электроды, применяемые при наплавке поверхностей восстанавливаемых деталей, образующих
неподвижное соединение, должны соответствовать материалу детали.
При подвижных соединениях восстанавливаемых деталей, наплавку необходимо вести электродами,
повышающими твердость и износостойкость наращиваемых поверхностей.
После наплавки изношенных поверхностей, восстановленную деталь необходимо подвергнуть механической
обработке с целью восстановления прежних форм и размеров.
6. ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Внимание!
Обязательно очищайте инструмент по окончанию работы.
Регулярно протирайте корпус инструмента влажной тканью или мягкой щеткой.
Не используйте для чистки абразивные материалы или растворители.
Запрещается использовать агрессивные химические вещества (кислоты и т.п.), которые могут вступить в
реакцию с пластиковыми частями корпуса.
Не допускайте попадания внутрь инструмента жидкости, не погружайте инструмент или его части в жидкость,
не мойте его проточной водой!
Регулярно прочищайте пылесосом на малой мощности вентиляционные отверстия в корпусе инструмента.
Внимание!
Правила транспортировки и хранения
Инструмент в упаковке изготовителя можно транспортировать всеми видами крытого транспорта при
температуре воздуха от - 10 до + 40°С и относительной влажности до 80% (при температуре +25°С).
При транспортировании должны быть исключены любые возможные удары и перемещения упаковки с
инструментом внутри транспортного средства.
Перед началом любых работ по техническому обслуживанию убедитесь, что аппарат
отключен от электросети.
Засорение инструмента пылью является главной причиной его выхода из строя.
Следите за чистотой инструмента!
12
Page 12

Неисправность
Возможная причина
Методы устранения
Не зажигается
сварочная дуга.
Нет напряжения в электросети.
Восстановите электропитание.
Параметры входного напряжения не
соответствуют техническим данным.
Подключите аппарат к электросети
со стабильными параметрами.
Плохой контакт между зажимом
заземляющего кабеля и свариваемой
деталью.
Обеспечьте надежный контакт.
Не регулируется
сварочный ток.
Поломка электронного
регулирующего устройства аппарата
Обратитесь в сервисный центр.
Не загорается
зеленый
индикатор.
Неисправность в цепи питания.
Отсутствует напряжение.
Проверить цепь питания.
Горит красный
индикатор.
Перегрев аппарата.
Не вращается вентилятор.
Обрыв в цепи терморезистора.
Дать аппарату остыть.
Обратиться в сервисный центр.
Вентилятор
охлаждения не
вращается.
Неисправность цепи питания.
Вентилятор заблокирован,попали
посторонние предметы.
Сгорел вентилятор.
Проверить цепь питания, устранить
неисправность.
Очистить вентилятор.
Обратиться в сервисный центр.
Перегрев силовых
контактов.
Ослаблено контактное соединение.
Проверить контактные соединения,
устранить неисправность.
Инструмент должен храниться в отапливаемом, вентилируемом помещении, в недоступном для детей месте,
исключая попадание прямых солнечных лучей, при температуре от +5 до + 35°С, и относительной влажности
не более 80% (при температуре +25°С).
По истечению срока службы, инструмент должен быть утилизирован в соответствии с нормами, правилами и
способами, действующими в месте утилизации бытовых приборов.
7. ПОИСК И УСТРАНЕНИЕ НЕИСПРАВНОСТЕЙ
Для устранения неисправностей следует обращаться в сервисный центр.
Изготовитель оставляет за собой право вносить изменения в конструкцию изделия, без предварительного
уведомления, с целью улучшения его потребительских качеств.
8. ГАРАНТИЙНЫЕ УСЛОВИЯ
Уважаемый покупатель!
1. Поздравляем Вас с покупкой нашего изделия и выражаем признательность за Ваш выбор.
2. Надежная работа данного изделия в течение всего срока эксплуатации - предмет особой заботы наших
сервисных центров. В случае возникновения каких-либо проблем в процессе эксплуатации изделия
рекомендуем Вам обращаться только в сервисные центры, адреса и телефоны которых Вы сможете найти в
Гарантийном талоне или узнать в магазине.
3. При покупке изделия требуйте проверки его комплектности и исправности в Вашем присутствии, инструкцию
по эксплуатации и заполненный Гарантийный талон на русском языке. При отсутствии у Вас правильно
заполненного Гарантийного талона мы будем вынуждены отклонить Ваши претензии по качеству данного
изделия.
4. Во избежание недоразумений убедительно просим Вас перед началом работы с изделием внимательно
ознакомиться с инструкцией по его эксплуатации.
5. Обращаем Ваше внимание на исключительно бытовое назначение данного изделия.
6. Правовой основой настоящих гарантийных условий является действующее Законодательство и, в частности,
Закон ”О защите прав потребителей”.
7. Гарантийный срок на данное изделие составляет 12 месяцев и исчисляется со дня продажи через розничную
торговую сеть. В случае устранения недостатков изделия, гарантийный срок продлевается на период, в
течение которого оно не использовалось.
8. Срок службы изделия – 5 лет.
13
Page 13

9. Наши гарантийные обязательства распространяются только на неисправности, выявленные в течение
гарантийного срока и обусловленные производственными факторами.
10. Гарантийные обязательства не распространяются на неисправности изделия, возникшие в результате:
Несоблюдения пользователем предписаний инструкции по эксплуатации изделия.
Механического повреждения, вызванного внешним ударным или любым иным воздействием.
Использования изделия в профессиональных целях и объѐмах.
Применения изделия не по назначению.
Стихийного бедствия.
Неблагоприятных атмосферных и иных внешних воздействий на изделие, таких как дождь, снег,
повышенная влажность, нагрев, агрессивные среды.
Использования принадлежностей, расходных материалов и запчастей, не рекомендованных или не
одобренных производителем.
Проникновения внутрь изделия посторонних предметов, насекомых, материалов или веществ.
На аппараты, подвергавшиеся вскрытию, ремонту или модификации вне уполномоченного сервисного
центра.
На принадлежности, запчасти, вышедшие из строя вследствие нормального износа, и расходные
материалы, такие как фильтры, угольные щетки, и т. п.
Попыток самостоятельного ремонта инструмента, вне уполномоченного сервисного центра. К
безусловным признакам которых относятся: сорванные гарантийные пломбы, заломы на шлицевых
частях крепежных винтов, частей корпуса и т.п.
На неисправности, возникшие в результате перегрузки аппарата, повлекшей выход из строя
инструмента, выпрямителей, автоматических выключателей или других узлов и деталей. К
безусловным признакам перегрузки изделия относятся, помимо прочих: появление цветов
побежалости, деформация или оплавление деталей и узлов изделия, потемнение или обугливание
изоляции проводов под воздействием высокой температуры.
Изготовитель обязуется в течение гарантийного срока эксплуатации безвозмездно исправлять дефекты
продукции или заменять ее, если дефекты не возникли вследствие нарушения покупателем правил пользования
продукцией или ее хранения. Гарантийный ремонт инструмента производится изготовителем по предъявлении
гарантийного талона, а послегарантийный – в специализированных ремонтных мастерских. Изготовитель не
принимает претензии на некомплектность и механические повреждения инструмента после его продажи.
Компания ООО «ПРОРАБ» ставит перед собой приоритетную задачу максимально удовлетворить потребности
покупателей в бензо-, пневмо-, электроинструменте и расходном материале. Создавая ассортиментную линейку,
мы ориентируемся в первую очередь на доступные цены при оптимальном уровне надежности. Вся выпускаемая
продукция сделана в Китае и имеет все необходимые сертификаты соответствия.
14
 Loading...
Loading...