


Welders all over the world can count on Tigmaster water-soluble
purge dams for Tungsten Inert Gas (TIG or GTAW) welding of Steel
alloy or aluminum pipes.
Applications include:
• Chemical plants • Breweries
• Fabrication shops • Shipyards
• Pipelines • Utility plants
• Paper mills And more
There are many reasons to use Tigmaster purge damns, below are
the top reasons to use water-soluble paper purge dams.
5 Reasons To Use Water-Soluble Purge Dams
1. Easiest Product To Use - Simply cut to size and tape in place or,
for smaller diameter pipes, just wad a small amount into each
section. (See other side for details.)
2. Requires No Training To Install - A few easy steps provides a
quality application, even if it’s the first time you have ever tried it.
3. Saves Time And Money - Applies quickly, dissolves upon
contact with water, and costs only pennies per weld.
4. Ensures The Highest Quality Welds - And is strong enough to
dam argon or helium and still maintain an oxygen purge.
5. Nothing Left Behind In The Pipe - Not only does the paper
dissolve entirely leaving no residue, but you can get cleaner
welds without any oxidation.
00486OG110409
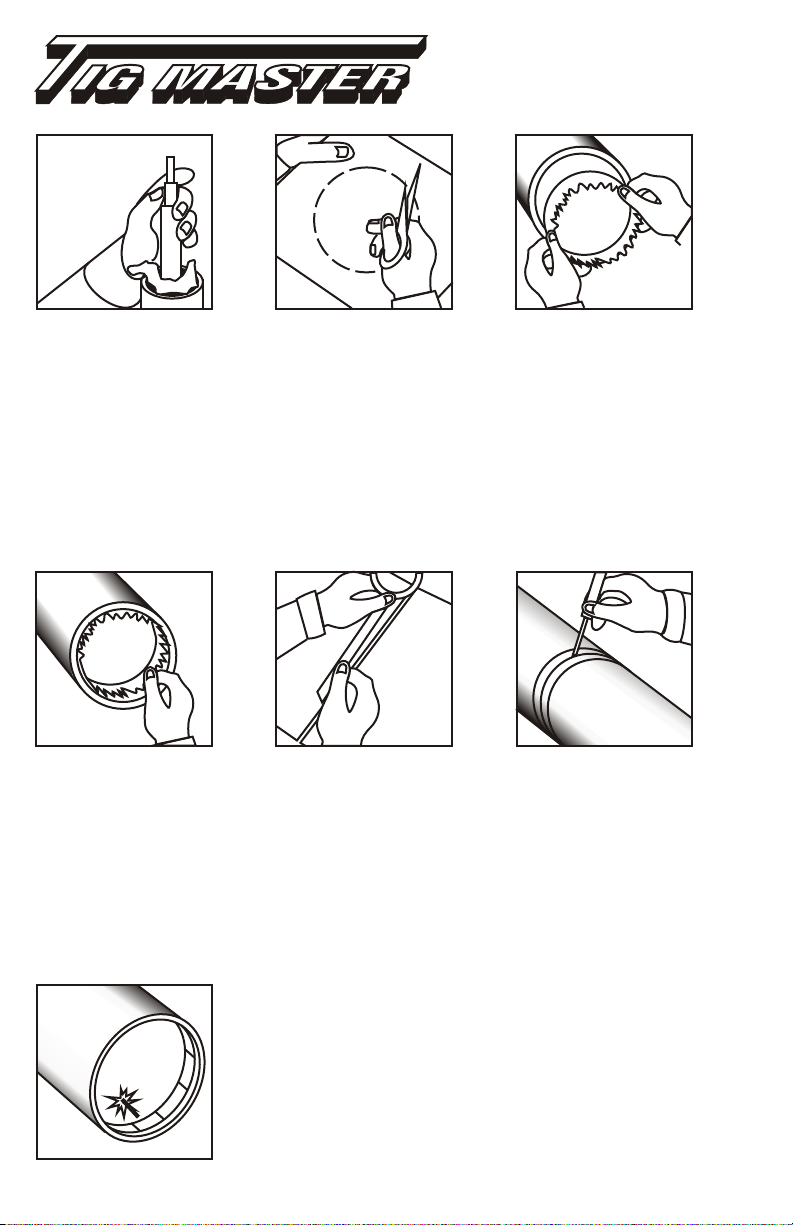
1. For small diameter pipes
(less than 4” inner
diameter), simply position
a wad of Tig Master paper
several inches down into
each section to be joined.
2. For larger pipes (4” inner
diameter and larger), cut
the paper into a circle with
a diameter several inches
larger than the pipe ID.
Example: for a 6” pipe, cut
and 8” diameter paper
circle.
3. Trace or impress the
pipe and inner diameter on
the paper and fold on this
line to form a 90 degree
lip. Insert the dam into the
pipe and with the lip
towards the weld prep.
4. Peel the tape from the
backing and tape dam in
place. Optional: Punch a
small hole in the dam to
facilitate the evacuation of
air when purging.
7. If one end of the pipe is accessible, the purge gas may be
introduced through a hole at the lower end of one dam. A vent
hole should be made at the upper end of the other dam to allow
air and gases to escape. Optional: cover the open root joint on
the outside of the pipe with tape to prevent gas leakage.
5. For pipes larger than 28”
diameter, simply splice two
or more sheets of Tig
Master paper together with
Tig Master tape, and
proceed as in steps 2, 3,
and 4.
6. After the dams are in
place, Argon may be
introduced through the root
gap with needle valve
connected to the line.
 Loading...
Loading...