

Operating &
Operating &
Operating &
Operating &
Parts Manual
Parts Manual
Parts Manual
Parts Manual
®
Standard Features
• Totally Rebuildable
• Economical Replacement Components
• Wide Variety of Wire Sizes
• Extra Flexible Cable
• Adapter Kits Availability for Most Models of Feeders
Description
The HD450 Amp AMT Machine Torch is available in 2’, 4’, 6’, 8’, 10’, 12’,
15’, 20’ and 25’ cable assemblies and is capable of running .035 to 3/32”
wire sizes. Please consult, the parts list to order the proper components
for your wire size.
*Special length guns available on request.
Direct mount guns available upon request for most manufacture’s feeders.
IMPORTANT - PROTECT YOURSELF AND OTHERS!
Remember safety depends on you. Do not install, operate or repair
this equipment without reading and understanding the installation
instructions along with the Warnings and Safeguards for Welding
and Cutting Operation form WSWC594.
HD450 AMP AMT
HD450 AMP AMT
HD450 AMP AMT
HD450 AMP AMT
00299OG080509
MACHINE TORCH
MACHINE TORCH
MACHINE TORCH
MACHINE TORCH
Made in U.S.A.
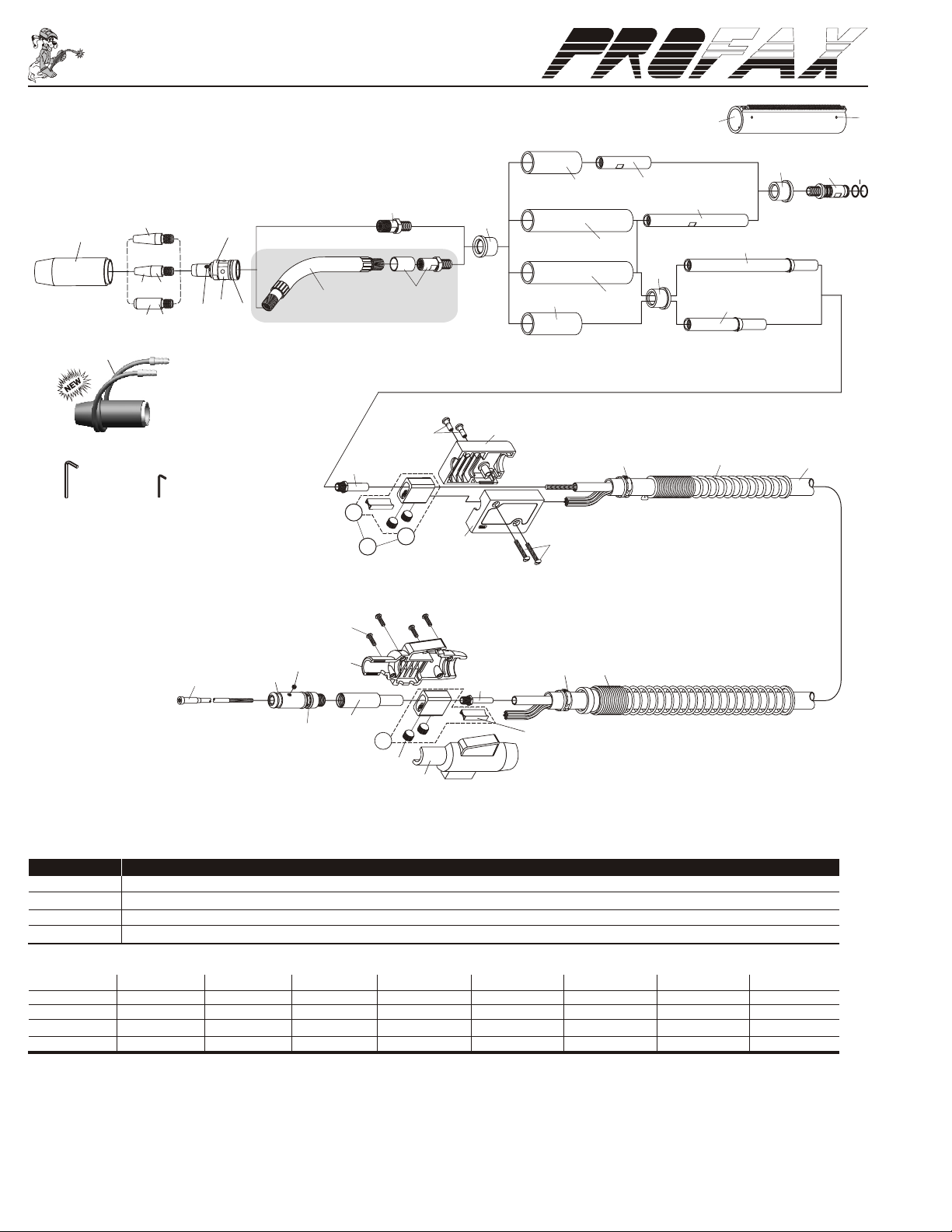
Parts BreakdownParts Breakdown
® ®
Parts Breakdown
1
AL-300-25
7/32” hex wrench
2b
2
3
1a
44-25
5/64” hex wrench
2a
5
3a
optional water
cooled nozzle
34
10
11
8
4
7
6
9
optional front end
19
20
22
9a
23
21
10
11
24
24
23
12
14
13
10
13
25
17
18
29
30
5
16
15
26
27
8
33
32
31
16
22
21
27
19
20
28
25
HD450 Amp AMT Machine Torches
PART NO. DESCRIPTION
HD64AMT-174 450 amp body w/plug - for use with 12” units.
HD64SAMT-174 450 amp short body w/plug - for use with 8-3/4” units.
HD64AMTN 450 amp body w/nipple - for use with cable hose type units.
HD64SAMTN 450 amp short body w/nipple - for use with cable hose type units.
Complete HD450 Amp AMT Machine Torch Packages
2’ 4’ 6’ 8’ 10’ 12’ 15’ 20’ 25’
HDAMT450-3545-2 HDAMT450-3545-4 HDAMT450-3545-6 HDAMT450-3545-8 HDAMT450-3545-10 HDAMT450-3545-12 HDAMT450-3545-15 HDAMT450-3545-20 HDAMT450-3545-25
HDAMT450-116-2 HDAMT450-116-4 HDAMT450-116-6 HDAMT450-116-8 HDAMT450-116-10 HDAMT450-116-12 HDAMT450-116-15 HDAMT450-116-20 HDAMT450-116-25
HDAMT450-564-2 HDAMT450-564-4 HDAMT450-564-6 HDAMT450-564-8 HDAMT450-564-10 HDAMT450-564-12 HDAMT450-564-15 HDAMT450-564-20 HDAMT450-564-25
HDAMT450-332-2 HDAMT450-332-4 HDAMT450-332-6 HDAMT450-332-8 HDAMT450-332-10 HDAMT450-332-12 HDAMT450-332-15 --- ---
TO ORDER DIRECT CONNECT AMT MACHINE TORCHES
Standard - All wire feeders that accept the “PROFAX” rear adapter. e.g. HDAMT450-3545-15
®
Lincoln Direct - Add an L for the standard Lincoln ¾” dia. rear adapter. e.g. HDAMTL450-3545-15
®
Miller Direct Add an M. e.g. HDAMTM450-3545-15
Euro-Quick Add an X. e.g. HDAMTX450-3545-15
All other Lincoln machines use the “PROFAX” standard rear adapter. e.g. HDAMT450-3545-15

HD450 Amp AMT Heavy Duty
HD450 Amp AMT Heavy Duty
Machine Torch Parts List
Machine Torch Parts List
PROFAX DESCRIPTION TIP I.D.
17S-35 Contact tip .035 .044
17S-40 Contact tip .040 .049
17S-45 Contact tip .045 .054
17AS-364 Contact tip 3/64” aluminum .060
17S-52 Contact tip .052 .064
17S-116 Contact tip 1/16” .073
17AS-116 Contact tip 1/16” aluminum .078
17S-564 Contact tip 5/64” .093
17ST-35 Contact tip .035 .044
17ST-40 Contact tip .040 .049
17ST-45 Contact tip .045 .054
17ST-52 Contact tip .052 .064
17ST-116 Contact tip 1/16” .073
17ST-564 Contact tip 5/64” .093
PROFAX DESCRIPTION PROFAX DESCRIPTION
3/8”
*Standard tip shipped with gun.
3/8”
Recessed
M8 - 1.25 Thd.
1.350
Recessed
M8 - 1.25 Thd.
1.350
PROFAX DESCRIPTION TIP I.D.
16S-35 Contact tip .035 .044
16S-40 Contact tip .040 .049
3
16S-45 Contact tip .045 .054
16S-52 Contact tip .052 .064
16S-116 Contact tip 1/16” .073
16S-564 Contact tip 5/64” .093
16ST-35 Contact tip .035 .044
2
16ST-40 Contact tip .040 .049
16ST-45 Contact tip .045 .054
16ST-52 Contact tip .052 .064
16ST-116 Contact tip 1/16” .073
16ST-564 Contact tip 5/64” .093
3/8”
3/8”
Flush
M8 - 1.25 Thd.
1-1/2”
Flush
M8 - 1.25 Thd.
1-1/2”
3A
2A
Requires
27T38 Nozzle 3/8”
17SLT
3/8” I.D.
Series Tips
27T50 Nozzle 1/2”
27K50 M.D. Nozzle 1/2”
NO. PART NO. DESCRIPTION
1. 27S50 Heavy duty nozzle 1/2” (copper)
27S62 Heavy duty nozzle 5/8” (copper) (standard)
27S75 Heavy duty nozzle 3/4” (copper)
27T38 Tapered nozzle 3/8” (brass)
27T50 Nozzle 1/2” bottle (copper)
27K50 Medium duty nozzle 1/2” (copper)
1a. 27S62WC Optional water cooled nozzle 5/8” (copper)
2. 17ST See chart (standard)
2a. 16ST See chart
2b. 17SLT Contact tip use with 27T38 nozzle
3. 17S See chart
3a. 16S See chart
4. PX57HD Heavy duty Gas diffuser
5. 44C Set screw for gas diffuser/conduit
6. 240 Spring
7. 260 O-ring
8. PX54AMTHD Heavy duty 450 amp head (standard)
9. PX405-22HD Heavy duty Gooseneck 22° optional
PX405-45HD Heavy duty Gooseneck 45° optional
PX405-60HD Heavy duty Gooseneck 60° optional
PX405-180HD Heavy duty Gooseneck 180° optional
9a. PX54TAMT Head for gooseneck - optional
10. PX45IN Insulator (2 req’d)
11. PX45OTS Outer tube short
12. PX45ITPS Short internal tube (plug)
13. PX45OTL Outer tube long
14. PX45ITPL Long internal tube (plug)
15. PX174AMT Plug
16. PX224 O-ring
17. PX64ITNL Internal tube long (w/18-480 snap ring)
18. PX64ITNS Internal tube short (w/18-480 snap ring)
19. PX64N Nipple
20. PX114 Separator
21. PXA-532-24 9/16-18 ball point screws
22. PX104 Cable connector block assembly
23. PX125FM Binder screws for connector block
24. PX185 Connector block w/binder screws
1/2” I.D.
1/2” I.D.
2-13/16”
2-7/8”
2-7/8”
27S50 H.D. Nozzle 1/2”
27S62 H.D. Nozzle 5/8”
27S75 H.D. Nozzle 3/4”
NO. PART NO. DESCRIPTION
25. PX134-14 Clamp - connector block
26. PXR185-SC Screws for housing (4)
27. PXR185-H Housing
28. PXR185-S Spring
29. PX144-6S Spring strain relief for handle
30. PX450-2 2’ replacement heavy duty cable assembly
PX450-4 4’ replacement heavy duty cable assembly
PX450-6 6’ replacement heavy duty cable assembly
PX450-8 8’ replacement heavy duty cable assembly
PX450-10 10’ replacement heavy duty cable assembly
PX450-12 12’ replacement heavy duty cable assembly
PX450-15 15’ replacement heavy duty cable assembly
PX450-20 20’ replacement heavy duty cable assembly
PX450-25 25’ replacement heavy duty cable assembly
31. PXR174-UA Standard connector plug w/64N
PXR174-UAG Connector plug with gas hole w/64N
32. PXR174-* Connector, *(L)Lincoln , *(M)Miller , *(T)Std.
33. PX44-3545-1 1’ wire conduit assy. used with .035-.045 dia. wire
PX44-116-1 1’ wire conduit assy. used with 1/16” dia. wire
PX44-564-1 1’ wire conduit assy. used with 5/64” dia. wire
PX44-3545-15 15’ wire conduit assy. used with .035-.045 dia. wire
PX44-116-15 15’ wire conduit assy. used with 1/16” dia. wire
PX44-564-15 15’ wire conduit assy. used with 5/64” dia. wire
PX44N-3545-15 15’ nylon lined conduit assy. used with .035-3/64”
dia. wire, recommended for aluminum wire
PX44N-116-15 15’ nylon lined conduit assy. used with 1/16”
dia. wire, recommended for aluminum wire
PX44-3545-25 25’ wire conduit assy. used with .035-.045 dia. wire
PX44-116-25 25’ wire conduit assy. used with 1/16” dia. wire
PX44-564-25 25’ wire conduit assy. used with 5/64” dia. wire
34. PX24PAMT Barrel w/rack 24 pitch (Optional)
PX32PAMT Barrel w/rack 32 pitch (Optional)
1/2” I.D.
2-7/8”
5/8” I.D.
2-7/8”
3/4” I.D.
2-7/8”
®®

®
Electric shock can cause INJURY or DEATH.
IMPORTANT- Disconnect all electrical power to the welding power source and wire feeder before
attempting installation of this unit.
Your PROFAX HD450 Amp AMT Machine Torch comes standard with a Tweco style rear connector. Adapter Kits for most
domestic style feeders as well as a Euro-Quick connector for European style feeders are also available. Please note that non
GMA wire feeders will require a gas solenoid valve.
®
INSTALLATION
1.) Make sure that the gun is equipped with the proper contact tip and conduit for the type and size of wire to be used before
installation.
2.) Make sure that the adapter, the feeder outgoing guide, and the drive rolls are correct for the type and size of wire to be
used.
3.) Lay the PROFAX AMT Machine Torch out in a straight line.
4.) Push the brass connector end of the gun cable into the brass adapter on the outgoing side of feeder wire drive until it is
fully seated. Secure the cable with the set or hand screw in the adapter.
5.) Remove the nozzle and contact tip from the AMT Machine Torch.
6.) Relieve tension and disengage drive rolls. Feed wire by hand through drive rolls, outgoing guide and adapter plug until
wire is at least one too two feet inside of PROFAX AMT Machine Torch.
7.) Reset drive rolls and apply proper tension. Keep gun in a straight position. Continue to feed wire through the gun by
using the inch button on the feeder.
8.) Install the nozzle and contact tip back onto the AMT Machine Torch.
9.) When you activate the feeder, the contact tip and welding wire protruding from tip are electrically “HOT”. Set the power
source to the proper settings for wire size and welding application to be used. Make sure the shielding gas supply is
adjusted to the proper flow rate. Gun is now ready for operation.
GUIDELINES TO AVOID WIRE FEEDING PROBLEMS AND
TO KEEP YOUR MACHINE TORCH OPERATING SMOOTHLY
1.) Use only good quality welding wires that are clean and rust free.
2.) Keep the cable assembly as straight as possible, and do not kink or pull cable around sharp corners or allow carts or
trucks to run over the cable assembly.
3.) Make sure the contact tip is tightly screwed into the gas diffuser at all times. Frequently clean the contact tip and nozzle.
The use of a good anti-spatter compound will increase tip and nozzle life and will make spatter removal easier. If the
contact tip becomes deformed, arced or worn at the end, replace it immediately.
4.)On a regular basis, check all gun, cable and gas hose connections. Make sure they are clean and tight.
BY FOLLOWING THESE SIMPLE GUIDELINES YOU WILL
EXTEND THE LIFE OF YOUR PROFAX AMT MACHINE TORCH.
 Loading...
Loading...