


Operating Manual
35,0(6
Translation of the original instructions
LaserQualityMonitor LQM
LQM 20, LQM 200/500, HP-LQM II (10 kW)
LaserDiagnosticsSoftware LDS
Revision 02/2018 EN


IMPORTANT!
READ CAREFULLY BEFORE USE.
KEEP FOR FUTURE USE.

35,0(6
LaserQualityMonitor LQM
Table of contents
1 Basic safety instructions 9
2 Symbol explanations 11
3 About this operating manual 12
4 Conditions at the installation site 12
5 Introduction 13
5.1 Laser beam measurement .......................................................................................................13
5.2 System description .................................................................................................................14
5.3 Measuring principle .................................................................................................................14
5.4 Short overview installation .......................................................................................................16
6 Transport 17
7 Installation 17
7.1 Preparation and mounting position ..........................................................................................17
7.2 Manually aligning the LaserQualityMonitor LQM.......................................................................18
7.2.1 Alignment tools ......................................................................................................... 18
7.2.2 Manual alignment of the basic device ........................................................................ 19
7.2.3 Manual alignment of the 1
7.2.4 Manual alignment of the 2nd attenuator module .........................................................20
7.3 Install the LaserQualityMonitor LQM ........................................................................................21
7.3.1 Install the LQM 20/200 without bottom plate ............................................................21
7.3.2 Install the LQM 200/500 with bottom plate ...............................................................22
7.3.3 Install the HP-LQM II with bottom plate ..................................................................... 23
st
attenuator module and fine adjustment ..........................19
8 Connect cooling circuit (HP-LQM II and 500W water cooled version only) 24
8.1 Water quality ...........................................................................................................................24
8.2 Water pressure ........................................................................................................................ 24
8.3 Humidity .................................................................................................................................. 25
8.4 Water connections and water flow rate ....................................................................................26
8.4.1 HP-LQM II (10 kW) .................................................................................................... 26
8.4.2 LQM (500W) ............................................................................................................26
9 Electrical connections 27
9.1 Connections ............................................................................................................................ 27
9.2 Pin assignment .......................................................................................................................28
9.2.1 Power supply ............................................................................................................ 28
9.2.2 Inlet external trigger ..................................................................................................28
9.2.3 Outlet internal trigger .................................................................................................28
9.3 Safety facilities ........................................................................................................................29
9.3.1 Temperature control ..................................................................................................29
9.3.2 External safety circuit (HP-LQM II with 2
9.4 Connection to the PC and connect power supply ...................................................................31
10 Status LEDs 32
nd
attenuator only) ........................................30
4
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
11 Installation and configuration of the LaserDiagnosticsSoftware LDS 33
11.1 System requirements ..............................................................................................................33
11.2 Installing the software ..............................................................................................................33
11.3 Ethernet configuration .............................................................................................................34
11.3.1 Enter IP address .......................................................................................................34
11.3.2 Establishing a connection to PC (menu Communication > Free Communication) .. 35
11.3.3 Changing the standard IP address of the device (menu Communication > Free
Communication) ...................................................................................................... 36
12 Description of the LaserDiagnosticsSoftware LDS 38
12.1 Graphical user interface ........................................................................................................... 38
12.1.1 The menu bar ...........................................................................................................40
12.1.2 The toolbar ...............................................................................................................41
12.1.3 Menu overview .......................................................................................................... 42
12.2 File .......................................................................................................................................... 45
12.2.1 New (menu File > New) ............................................................................................ 45
12.2.2 Open (menu File > Open) ......................................................................................... 45
12.2.3 Close/Close all (menu File > Close/Close all) ........................................................... 45
12.2.4 Save (menu File > Save) ........................................................................................... 45
12.2.5 Save as (menu File > Save As) ................................................................................. 45
12.2.6 Export (menu File > Export) .....................................................................................45
12.2.7 Load measurement preferences (menu File > Load measurement preferences) ....46
12.2.8 Save measurement preferences (menu File > Save measurement preferences) .....46
12.2.9 Protocol (menu File > Protocol) ...............................................................................46
12.2.10 Print (menu File > Print) ...........................................................................................46
12.2.11 Print preview (menu File > Print preview) .................................................................46
12.2.12 Recently opened files (menu File > Recently opened Files) ..................................... 46
12.2.13 Exit (menu File > Exit) ............................................................................................... 46
12.3 Edit .........................................................................................................................................47
12.3.1 Copy (menu Edit > Copy) ......................................................................................... 47
12.3.2 Clear plane (menu Edit > Clear plane) .....................................................................47
12.3.3 Clear all planes (menu Edit > Clear all planes) ......................................................... 47
12.3.4 Change user level (menu Edit > Change User Level) ............................................... 47
12.4 Measurement ..........................................................................................................................48
12.4.1 Measuring environment (menu Measurement > Environment) ................................48
12.4.2 Sensor parameters (menu Measurement > Sensor parameter) .............................. 49
12.4.3 Beam find settings (menu Measurement > BeamFind Settings: Beamfind ........... 50
12.4.4 CCD info (menu Measurement > CCD Info) ............................................................51
12.4.5 CCD settings (menu Measurement > CCD Settings) ..............................................52
12.4.6 LQM adjustment (menu Measurement > LQM Adjustment) .................................... 55
12.4.7 Power measurement (menu Measurement > Power Measurement) .......................55
12.4.8 Single (menu Measurement > Single) ...................................................................... 56
12.4.9 Caustic measurement (menu Measurement > Caustic) ...........................................60
12.4.10 Start adjust mode (menu Messung > Start Adjust mode) .......................................63
12.4.11 Option (advanced user only) (menu Measurement > Option) ................................... 63
12.5 Presentation ............................................................................................................................65
12.5.1 False colors (menu Presentation > False colors) ..................................................... 66
12.5.2 False colors (filtered) (menu Presentation > False colors (filtered)) .........................67
12.5.3 Isometry (menu Presentation > Isometry) ...............................................................67
12.5.4 Isometry 3D (menu Presentation > Isometry 3D) ...................................................68
12.5.5 Review 86% or 2nd Moment (menu Presentation > Review (86%)/
(Sec. Moments)) ..................................................................................................... 69
12.5.6 Caustic (menu Presentation > Caustic) .................................................................. 70
12.5.7 Raw beam (menu Presentation > Raw-beam) .......................................................75
12.5.8 Symmetry check (menu Presentation > SymmetryCheck) ...................................... 76
12.5.9 Fixed contour lines (menu Presentation > Fixed Contour Lines) ............................. 77
Revision 02/2018 EN
5

35,0(6
LaserQualityMonitor LQM
12.5.10 Variable contour lines (menu Presentation > Variable Contour Lines) ..................... 78
12.5.11 Graphical review (menu Presentation > Graphical Review) .....................................80
12.5.12 Systemstate (menu Presentation > Systemstate) ...................................................80
12.5.13 Evalution parameter view (menu Presentation > Evalution Parameter View) .......... 81
12.5.14 Evaluate document (menu Presentation > Evaluate doc) ........................................ 82
12.5.15 Color tables (menu Presentation > Color Tables) .................................................... 84
12.5.16 Toolbar (Menu Presentation > Toolbar) ...................................................................84
12.5.17 Position (menu Presentation > Position) .................................................................85
12.5.18 Evaluation (option) (menu Presentation > Evaluation) .............................................. 85
12.6 Communication ....................................................................................................................... 87
12.6.1 Rescan bus (menu Communication > Rescan bus) ................................................87
12.6.2 Free communication (menu Communication > Free Communication) ...................87
12.6.3 Scan device list (menu Communication > Scan device list) ................................... 88
12.7 Script ......................................................................................................................................89
12.7.1 Editor (menu Script > Editor) ..................................................................................89
12.7.2 List (menu Script > List) .......................................................................................... 89
12.7.3 Python (menu Script > Python) ............................................................................... 89
13 Measurement 90
13.1 Safety instructions ................................................................................................................... 90
13.2 Selection and change of the measuring objective and the neutral-density filter ........................91
13.2.1 Selection of the measuring objective .........................................................................91
13.2.2 Exchanging the measuring objective or the neutral-density filter ................................ 92
13.2.3 Neutral-density filter ..................................................................................................93
13.3 Align the laser beam with the LaserDiagnosticsSoftware LDS ..................................................94
13.3.1 Align the laser beam at position z2 in the measuring window ....................................94
13.3.2 Display the misalignment angle of the laser beam via Position z1 and z3 ................... 95
13.4 Enter the measurement settings into the LaserDiagnosticsSoftware LDS ................................96
13.4.1 CCD settings (menu Measurement > CCD Settings) ..............................................96
13.4.2 Measuring environment (menu Measurement > Environment) ................................97
13.5 Flowchart of a measurement ...................................................................................................98
13.5.1 Align the laser manually and with the LaserDiagnosticsSoftware LDS ........................98
13.5.2 Set caustic limits ....................................................................................................... 98
13.5.3 Perform caustic measurement ..................................................................................99
14 Maintenance and service 100
15 Storage and transport 100
16 Measures for the product disposal 100
17 Declaration of conformity 101
18 Technical data 102
19 Dimensions 103
19.1 LaserQualityMonitor LQM 20 basic module ........................................................................... 103
19.2 LaserQualityMonitor LQM 200/500 (without bottom plate) ..................................................... 104
19.3 HighPower-LaserQualityMonitor HP-LQM II with optional fiber adapter ..................................105
6
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
20 Appendix 106
20.1 Install a fiber adapter ............................................................................................................. 106
20.2 Changing the factory setting on the LQM UV ......................................................................... 107
20.3 HighYAG collimation module .................................................................................................109
20.3.1 Key data for the cooling system for the HighYAG collimation module ......................110
20.3.2 Schematic of the cooling system for the HighYAG collimation module ..................... 111
20.3.3 Schematic of the cooling circuit for the HP-LQM II ..................................................111
20.3.4 Remove HighYAG collimation module .....................................................................112
20.3.5 Choosing the measuring objective with a HighYAG collimation module installed ...... 113
20.4 Optical path in the HP-LQM II (with collimator) ....................................................................... 115
20.5 Description of the MDF file format .........................................................................................116
20.6 Measuring pulsed irradiation ................................................................................................. 117
20.6.1 Measuring configuration selection ...........................................................................119
20.6.2 Influence of the pulse parameters on the integration time control ............................119
20.6.3 Examples for triggered measuring mode .................................................................123
20.6.4 Summary ................................................................................................................ 124
21 Basis of laser beam diagnosis 125
21.1 Laser beam parameter .......................................................................................................... 125
21.1.1 Rotationally symmetric beams.................................................................................126
21.1.2 Non rotationally symmetric beams ..........................................................................127
21.2 Calculation of beam data ......................................................................................................128
21.2.1 Determination of the zero level ................................................................................128
21.2.2 Determination of the beam position ......................................................................... 129
21.2.3 Radius determination with the 2
distribution .............................................................................................................. 129
21.2.4 Radius determination with the method of the 86% power inclusion ....................... 130
21.2.5 Measurement errors ................................................................................................130
21.2.6 Error in determining zero level .................................................................................131
21.2.7 Saturating the signal ...............................................................................................131
21.2.8 Errors from incorrect measurement window size ..................................................... 132
21.3 Formula and algorithms for raw beam back calculation of the LQM ....................................... 133
nd
moment method of the power density
Revision 02/2018 EN
7

35,0(6
LaserQualityMonitor LQM
35,0(6
PRIMES - The Company
PRIMES manufactures measuring devices used to analyze laser beams. These devices are employed for
the diagnostics of high-power lasers ranging from CO
length range from infrared through to near UV is covered, offering a wide variety of measuring devices to
determine the following beam parameters:
• Laser power
• Beam dimensions and position of an unfocused beam
• Beam dimensions and position of a focused beam
• Beam quality factor M²
PRIMES is responsible for both the development, production, and calibration of the measuring devices. This
guarantees optimum quality, excellent service, and a short reaction time, providing the basis for us to meet all
of our customers’ requirements quickly and reliably.
lasers and solid-state lasers to diode lasers. A wave-
2
Max-Planck-Str. 2 - 64319 Pfungstadt - Germany - info@primes.de - www.primes.de
8
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
1 Basic safety instructions
Intended use
The LaserQualityMonitor LQM is exclusively intended for measurements which are carried out in or nearby
the optical path of high power lasers. Please mind and adhere to the specifications and limit values given in
chapter 18 „Technical data“ on page 102. Other forms of usage are improper. The information contained in
this operating manual must be strictly observed to ensure proper use of the device.
Using the device for unspecified use is strictly prohibited by the manufacturer. By usage other than intended
the device can be damaged or destroyed. This poses an increased health hazard up to fatal injuries. When
operating the device, it must be ensured that there are no potential hazards to human health.
The device itself does not emit any laser radiation. During the measurement, however, the laser beam is
guided onto the device which causes reflected radiation (laser class 4). That is why the applying safety regulations are to be observed and necessary protective measures need to be taken.
In measuring mode, the device’s safety circuit (interlock) must be connected with the laser control.
Observing applicable safety regulations
Please observe valid national and international safety regulations as stipulated in ISO/CEN/TR standards as
well as in the IEC-60825-1 regulation, in ANSI Z 136 “Laser Safety Standards” and ANSI Z 136.1 “Safe Use
of Lasers”, published by the American National Standards Institute, and additional publications, such as the
“Laser Safety Basics”, the “LIA Laser Safety Guide”, the “Guide for the Selection of Laser Eye Protection”
and the “Laser Safety Bulletin”, published by the Laser Institute of America, as well as the “Guide of Control
of Laser Hazards” by ACGIH.
Necessary safety measures
DANGER
Serious eye or skin injury due to laser radiation
During the measurement the laser beam is guided on the device, which causes scattered or
directed reflection of the laser beam (laser class 4).
The LaserQualityMonitor LQM cannot be operated in any of the available configurations
without taking the following precautions. All precautions must be taken, even when the fiber
is in the collimator or fiber adapter.
Please take the following precautions.
X
If people are present within the danger zone of visible or invisible laser radiation, for example near laser
systems that are only partly covered, open beam guidance systems, or laser processing areas, the following
safety measures must be implemented:
• Connect the device’s safety circuit (interlock) to the laser control. Check that the safety circuit (interlock)
will switch off the laser properly in case of error.
• Please wear safety goggles adapted to the power, power density, laser wave length and operating
mode of the laser beam source in use.
• Depending on the laser source, it may be necessary to wear suitable protective clothing or protective
gloves.
• Protect yourself from direct laser radiation, scattered radiation, and beams generated from laser radiation
(by using appropriate shielding walls, for example, or by weakening the radiation to a harmless level).
• Use beam guidance or beam absorber elements that do not emit any hazardous substances when they
come in to contact with laser radiation and that can withstand the beam sufficiently.
• Install safety switches and/or emergency safety mechanisms that enable immediate closure of the laser
shutter.
Revision 02/2018 EN
9

35,0(6
LaserQualityMonitor LQM
• Ensure that the device is mounted securely to prevent any movement of the device relative to the beam
axis and thus reduce the risk of scattered radiation. This in the only way to ensure optimum performance
during the measurement.
Employing qualified personnel
The device may only be operated by qualified personnel. The qualified personnel must have been instructed
in the installation and operation of the device and must have a basic understanding of working with highpower lasers, beam guiding systems and focusing units.
Conversions and modifications
The device must not be modified, neither constructionally nor safety-related, without our explicit permission.
The device must not be opened e.g. to carry out unauthorized repairs. Modifications of any kind will result in
the exclusion of our liability for resulting damages.
Liability disclaimer
The manufacturer and the distributor of the measuring devices do not claim liability for damages or injuries
of any kind resulting from an improper use or handling of the devices or the associated software. Neither the
manufacturer nor the distributor can be held liable by the buyer or the user for damages to people, material
or financial losses due to a direct or indirect use of the measuring devices.
10
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
2 Symbol explanations
The following symbols and signal words indicate possible residual risks:
DANGER
Means that death or serious physical injuries will occur if necessary safety precautions are not
taken.
WARNING
Means that death or serious physical injuries may occur if necessary safety precautions are not
taken.
CAUTION
Means that minor physical injury may occur if necessary safety precautions are not taken.
NOTICE
Means that property damage may occur if necessary safety precautions are not taken.
The following symbols indicating requirements and possible dangers are used on the device:
Components susceptible to ESD
Read and observe the operating instructions and safety guidelines before startup!
Further symbols that are not safety-related:
Here you can find useful information and helpful tips.
With the CE designation, the manufacturer guarantees that its product meets the requirements of
the relevant EC guidelines.
Revision 02/2018 EN
Call for action
X
11

35,0(6
LaserQualityMonitor LQM
3 About this operating manual
This documentation describes how to work with the LaserQualityMonitor LQM and operate it with the LaserDiagnosticsSoftware LDS.
The software description includes a brief introduction on using the device for measurements.
This operating manual describes the software version valid at the time of printing.
Since the user software is continuously being developed further, the supplied data medium may
have a different version number. Correct functioning of the device is, however, still guaranteed with
the software.
Should you have any questions, please specify the software version installed on your device. The software
version can be found under the following menu item: Help > About LaserDiagnosticsSoftware.
Fig. 3.1: Information regarding the current software version
4 Conditions at the installation site
• The device must not be operated in a condensing atmosphere.
• The ambient air must be free of organic gases.
• Protect the device from splashes of water and dust.
• Operate the device in closed rooms only.
12
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
5 Introduction
5.1 Laser beam measurement
Laser beams in industrial applications, whether they be CO2, Nd:YAG- diode or fibre lasers, work with invisible beams in the infra-red or near infra-red spectral range (NIR). Hence changes in beam quality or power
cannot be detected visually, and only become evident from the outcome of their application. Under some
circumstances, this results in very expensive rejects being produced.
If the deterioration in quality is not recognised in the manufacturing process, this usually results in the subsequent failure of the product in use, with consequences for the manufacturer of rectification, replacement and
loss of image.
This is where PRIMES beam diagnostics devices for measuring beam quality, focusability and laser power
come in. Process monitoring in production with laser beam diagnostics devices by PRIMES enables consistent quality assurance and allows the timely detection and elimination of malfunctions of laser beams.
PRIMES measuring devices allow the reliable recording of current beam parameters, and enable ongoing
documentation of beam properties for quality assurance purposes. This is a requirement that should not be
underestimated in many industrial areas, such as automotive or medical technology.
With PRIMES devices for beam diagnostics, troubleshooting of laser applications is simplified considerably.
The beam intensity profile, beam diameter, beam caustic before and after focusing, and laser power to be
applied are directly measured and analysed. Based on the readings and their evaluation, maintenance and
servicing personnel can work in a targeted way on repair. Loss of time and system downtimes due to “trying
out” possible causes of the problem are effectively avoided.
The same applies to process optimisation and approval of process windows in laser material processing.
Only if the focal position and focal dimension and also the intensity profile of the laser beam are known, can
processes such as laser beam cutting, welding or drilling be adjusted to the particular component geometry,
materials be selected and the breadth of process windows be determined reliably.
Revision 02/2018 EN
13

35,0(6
LaserQualityMonitor LQM
5.2 System description
The LaserQualityMonitor LQM is used to measure the beam properties of a beam source either by measuring
the open beam across several meters or with a fiber placed in a fiber holder or collimator.
Cw lasers can be measured and pulsed lasers can also be measured using an internal trigger.
The electronics and all optical components shown are installed in the basic device. The basic device can be
supplemented by a front-end module with a beam splitter, an absorber and an alignment unit, which enables
the use of the device even in the multikilowatt range. Fiber retainers, collimators, neutral-density filters as well
as additional measuring objectives are available upon request.
Basic module
1st Attenuator module
(with alignment unit)
Absorber
2nd Attenuator module
(with beam splitter)
Fig. 5.1: Components using the example of LQM + HP
5.3 Measuring principle
Due to the very long measuring path of three to six Rayleigh lengths, a lot of measuring is needed to characterize a collimated laser beam. The LaserQualityMonitor LQM therefore generates a compact caustic
inside the device by focusing the irradiated collimated laser beam with a focussing optic. In the process, the
focused beam is weakened as it passes through an integrated absorber and OD filter and then appears on
the CCD sensor, enlarged by a measuring objective.
The LaserDiagnosticsSoftware LDS software determines the radius, location, and orientation of the laser
beam by moving the prisms inside the device and measuring the two-dimensional power density distribution
repeatedly at various positions. The electronic integration time control of the CCD sensor expands the system’s dynamic area. As a result of this, it generally isn’t necessary to adjust the filter during a measurement.
14
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
The following laser sources can be measured:
• All cw and pulsed laser sources in the wave length area of 340-360 nm/515-545 nm/1030-1090 nm with
medium power from approx. 1 mW up to multikilowatt ranges with an M² ranging from 1 to approx. 50.
• The beam diameter at the aperture of the measuring system can vary in the range of 1.5 mm to 15 mm,
with divergence below 10 mrad.
Focusing optic AbsorberLaser beam Prisms
Prisms
Measuring objective 5:1
Position 1
(illustrated inserted)
Fig. 5.2: Optical assembly of the LQM basic module
Scaning rangeRaw beam
Focusing optic Measuring objective
Fig. 5.3: Measuring principle
Measuring objective 1:1
Position 2
(illustrated not inserted)
CCD sensorOD filterTrigger
CCD sensor
Revision 02/2018 EN
15

35,0(6
LaserQualityMonitor LQM
5.4 Short overview installation
1. Taking safety precautions Chapter 1 on page 9
2. Prepare installation (only during open beam measurement)
• Make preparations
• Set the installation position
• Align the device manually
3. Installing the water-cooling
(HP-LQM II and LQM 500W water-cooled version only)
• Connection diameter
• Note the flow rate
4. Power supply
• Connect power supply
• Connect external safety switch (interlock)
5. Connect with the computer
• Via Ethernet or LAN
Chapter 7 on page 17
Chapter 8 on page 24
Chapter 9 on page 27
Chapter 9.4 on page 31
6. Install the LaserDiagnosticsSoftware LDS on the computer
• The Software is part of the scope of delivery
• Connect the LaserQualityMonitor LQM with the LaserDiagnosticsSoftware LDS
7. Complete installation (open beam measurement only)
• Align the device with the LaserDiagnosticsSoftware LDS according to chapter
13.3 „Align the laser beam with the LaserDiagnosticsSoftware LDS“ on page
94
• Mount the device firmly in accordance with chapter 7 on page 17
8. Measure
• Follow the safety instructions
• Select and use the measuring objective and neutral-density filter
• Check the device's alignment with the LaserDiagnosticsSoftware LDS
• Perform a test measurement
Chapter 11 on page 33
Chapter 13.3 on page 94
Chapter 13.5 on page 98
16
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
6 Transport
WARNING
Risk of injury when lifting or dropping the device
Lifting and positioning heavy devices can, for example, stress intervertebral disks and cause
chronic changes to the lumbar or cervical spine. The device may fall.
Use a lifting device to lift and position the device.
X
CAUTION
Damaging/destroying the device
Optical components may be damaged if the device is subjected to hard shocks or is allowed
to fall.
Handle the measuring device carefully when transporting or installing it.
X
To avoid contamination, cover the apertures with the provided lid or optical tape.
X
Only transport the device in the original PRIMES transport box.
X
CAUTION
Damage/destruction of the device caused by leaking or freezing cooling water
Leaking cooling water can damage the device. Transporting the device at temperatures
near or below freezing and without emptying the cooling circuit completely can damage the
device.
Empty the lines of the cooling circuit completely.
X
To empty the cooling circuit, the HP-LQM II/LQM 500 W can be flushed out with clean, dry
X
compressed air.
The optional PowerLossMonitor PLM cannot be flushed with compressed air.
Even when the lines of the cooling circuit have been emptied, a small amount of residual
X
water will remain in the device at all times. This may leak out and end up inside the device.
Close the connector plug of the cooling circuit with the included sealing plug.
7 Installation
7.1 Preparation and mounting position
Check the space available before mounting the device, especially the required space for the connection
cables. The device must be set up so that it is stable and fastened with screws (see chapter 7.3 on page
21).
The LaserQualityMonitor LQM can be mounted and operated in any position. During open beam measurement, the LaserQualityMonitor LQM must be aligned with the laser beam. The steps taken for installation can
be found in chapter 5.4 on page 16.
Revision 02/2018 EN
17

35,0(6
LaserQualityMonitor LQM
7.2 Manually aligning the LaserQualityMonitor LQM
For an open beam measurement, the LaserQualityMonitor LQM must be aligned with the laser beam:
1. Align the LaserQualityMonitor LQM manually with a pilot laser and the alignment tool.
• The LaserQualityMonitor LQM is properly aligned when the pilot beam is centered through the holes in
the alignment tool.
2. Check the alignment as specified in chapter 13.3 on page 94 with the alignment mode of the
LaserDiagnosticsSoftware LDS.
7.2.1 Alignment tools
Depending on the LaserQualityMonitor LQM version, there are several alignment tools with different aperture
diameters.
Aperture diameter in mm LQM Version Order No.
st
40 1
45 2
54 Basic Module 850-006-001
Attenuator
• 200W Air Cooling
• 500W Water Cooling
nd
Attenuator (HP Water Cooling) 850-006-006
850-006-005
Tab. 7.1: Alignment tools for different aperture diameters
The inlet aperture must be aligned centrally and at a right angle to the laser beam. Alignment tools for the
various LQM versions help with alignment.
Fig. 7.1: Alignment tools for aligning the LQM versions with various apertures
18
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
7.2.2 Manual alignment of the basic device
In order to align the laser beam with the basic device, the alignment tool is mounted with a mounting plate
and two knurled screws included in the scope of delivery (see Fig. 7.2 on page 19).
Fig. 7.2: Alignment tool mounted on the basic device
7.2.3 Manual alignment of the 1st attenuator module and fine adjustment
st
To align the laser beam with the 1
and two knurled screws included in the scope of delivery (see Fig. 7.3 on page 19).
attenuator module, the alignment tool is mounted with a mounting plate
Fig. 7.3: Mounted alignment tool on the 1st attenuator module
With the 1st attenuator module, the angle of incidence of the laser beam can be corrected ± 3° by fine tuning
the angle with two integrated micrometer screws (see Fig. 7.4 on page 19).
Fig. 7.4: Micrometer screws on the 1st attenuator module for fine adjustment
Revision 02/2018 EN
19

35,0(6
7.2.4 Manual alignment of the 2nd attenuator module
nd
To align the laser beam with the 2
and two knurled screws included in the scope of delivery (see Fig. 7.5 on page 20).
Fig. 7.5: Mounted alignment tool on the 2nd attenuator module
attenuator module, the alignment tool is mounted with a mounting plate
LaserQualityMonitor LQM
20
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
7.3 Install the LaserQualityMonitor LQM
DANGER
Serious eye or skin injury due to laser radiation
If the device is moved from its calibrated position, increased reflected radiation
(laser class 4) may result during measuring operation.
When mounting the device, please ensure that it cannot be moved, neither due to an unin-
X
tended push or a pull on the cables and hoses.
7.3.1 Install the LQM 20/200 without bottom plate
6044.3
60 60 60
150
Fig. 7.6: Fastening threaded holes LQM 20/200 without bottom plate
There are six M6 mounting threads on the underside of the device for fastening it onto a holder provided by
the customer. We recommend screws of the strength class 8.8.
6 threaded holes M6
6 x M6
285
Revision 02/2018 EN
21

35,0(6
7.3.2 Install the LQM 200/500 with bottom plate
LaserQualityMonitor LQM
60
M6
120
Fig. 7.7: Fastening threaded holes LQM 200/500 with bottom plate
For the connection of a customer specific part, there are six threads M6 in the bottom plate. We recommend
screws of the strength class 8.8.
6 threaded holes M6
22
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
7.3.3 Install the HP-LQM II with bottom plate
Ø
6.6
Ø11
260
260
450
Fig. 7.8: Fastening bores and alignment threads HP-LQM II with bottom plate
M8
360
M8x1
9
Ø
390
Revision 02/2018 EN
2 mounting holes Ø 6.6mm
4 threaded holes M8 for the alignment
23

35,0(6
LaserQualityMonitor LQM
8 Connect cooling circuit (HP-LQM II and 500W water cooled version
only)
DANGER
Fire hazard; Damage/Destruction of the device due to overheating
If there is no water cooling or a water flow rate which is insufficient, there is a danger of
overheating, which can damage the device or set it on fire.
Do not operate the device without a connected water cooling. Ensure a sufficient water flow
X
rate.
8.1 Water quality
NOTICE
Damage/Destruction of the device due to different chemical potentials
The parts of the device which get in contact with cooling water consist of copper, brass or
stainless steel. This could lead to corrosion of the aluminium due to the different chemical
potentials.
Do not connect the device with a cooling circuit made of aluminium.
X
• The device can be operated with tap water as well as demineralized water.
• Do not operate the device on a cooling circuit containing additives such as anti-freeze.
• Do not operate the device on a cooling circuit in which aluminum components are installed. Especially
when it comes to the operation with high powers and power densities, it may otherwise lead to corrosion
in the cooling circuit. In the long term, this reduces the efficiency of the cooling circuit.
• Should the cooling fail, the device can withstand the laser radiation for a few seconds. In this case,
please check the device as well as the water connections for damages and replace them if necessary.
• Large dirt particles or teflon tape may block internal cooling circuits. Therefore, please thoroughly rinse
the system before connecting it.
8.2 Water pressure
Two bars of primary pressure applied at the absorber inlet during a pressureless procedure are normally sufficient to ensure the proper flow rate volume.
NOTICE
Damage/Destruction of the device due to overpressure
The maximum permissible water inlet pressure must not exceed 4bar.
X
24
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
8.3 Humidity
• The device must not be operated in a condensing atmosphere. The humidity has to be considered in
order to prevent condensates within and outside the device.
• The temperature of the cooling water must not be lower than the dew point (see Tab. 8.1 on page 25).
NOTICE
Damage/Destruction of the device due to condensing water
Condensation water inside of the objective will lead to damage.
Mind the dew-point in Tab. 8.1 on page 25.
X
Do only cool the device during the measuring operation. We recommend starting the cooling approx. 2minutes before the measurement and terminating it approx. 1 minute after the measurement.
40
35
30
25
20
15
10
Cooling water temperature in °C
5
0
Tab. 8.1: Dew point diagram
Example
Air Temperature: 22 °C
Relative Humidity: 60 %
0 5 10 15 20 25 30 35 40
Air temperature in °C
100
80
70
60
50
40
30
20
Relative humidity in %
10
The cooling water temperature cannot fall below 14 °C.
Revision 02/2018 EN
25

35,0(6
LaserQualityMonitor LQM
8.4 Water connections and water flow rate
8.4.1 HP-LQM II (10 kW)
HP-LQM II (10 kW)
Connection diameter Recommended flow rate Minimum flow rate
PE hoses 12mm 7l/min – 8l/min (1l/(min · kW) Not lower than 4.5l/min
8.4.2 LQM (500W)
LQM II (500 W)
Connection diameter Recommended flow rate
PE hoses 8mm 1,5 l/min (1l/(min · kW)
Cooling circuit
(return flow)
Cooling circuit
(inlet flow)
Fig. 8.1: Water connections of the HP-LQM II
1. Please push down the release ring of the connection
Release ring
and pull out the plug with your free hand.
2. Remove the sealing plugs of the water connections and
1. Push
keep it in a save place.
3. Close the flow line (Water In) and the return flow (Water
2. Pull
Fig. 8.2: Remove the sealing plugs of the water connections
Out) of the device, by inserting the hose as far as possible (approx. 20mm deep).
26
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
9 Electrical connections
The LaserQualityMonitor LQM requires a supply voltage of 24V±5% (DC) for the operation. A suitable
power supply with an adapter is included in the scope of delivery. Please use only the provided connection
lines.
Please ensure that all electrical connections have been established and switch the device on before
starting the LaserDiagnosticsSoftware LDS.
The LaserQualityMonitor LQM serves as a dongle for the software on the computer in order to enable certain software functions.
9.1 Connections
On/Off switch
external trigger
Fig. 9.1: Connections
Input
BNC
Output
internal trigger
BNC
Ethernet
RS485 PRIMES bus
D-Sub socket9 pole
(Power supply connection)
Revision 02/2018 EN
27
35,0(6
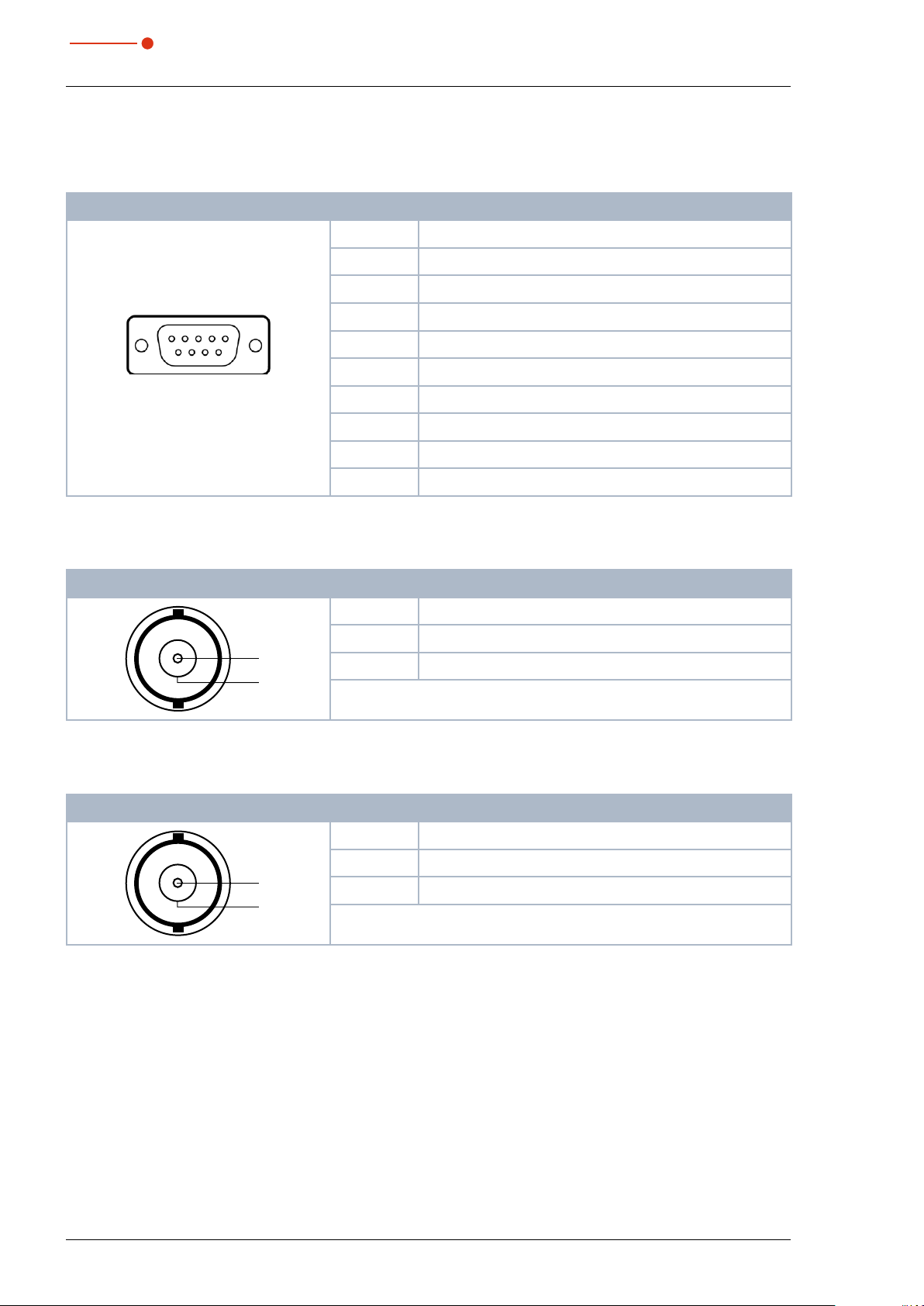
9.2 Pin assignment
9.2.1 Power supply
D-Sub socket, 9-pin (view: connector side)
LaserQualityMonitor LQM
Pin Function
1 GND
15
69
Tab. 9.1: D-Sub socket RS485
2 RS485 (+)
3 +24 V
4 Trigger RS485 (+)
5 Not assigned
6 GND
7 RS485 (–)
8 +24 V
9 Trigger RS485 (–)
9.2.2 Inlet external trigger
BNC connector (view: connector side)
Pin Function
1 +5 V (Trigger signal)
1
2
Fig. 9.2: Connection socket inlet for an external trigger in the connection panel
2 GND
9.2.3 Outlet internal trigger
BNC connector (view: connector side)
Pin Function
1 +5 V (Trigger signal)
1
2
Fig. 9.3: Connection socket outlet for the internal trigger in the connection panel
2 GND
28
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
9.3 Safety facilities
9.3.1 Temperature control
st
and 2nd attenuator module as well as the absorber and basic device each have a temperature switch.
The 1
If the temperature exceeds 75°C in one of these components, the LaserQualityMonitor LQM detects it and a
warning message is issued in the LaserDiagnosticsSoftware LDS.
NOTICE
Damage/Destruction of the device
Due to the temperature control, an overtemperature of the device is indicated in the
LaserDiagnosticsSoftware LDS, but the device is not protected against thermal damage.
Turn the laser off immediately upon receiving notification of excess temperature in the Laser-
X
DiagnosticsSoftware LDS.
For this reason, the LaserQualityMonitor LQM should never be left unattended while taking
X
measurements.
Revision 02/2018 EN
29

35,0(6
LaserQualityMonitor LQM
9.3.2 External safety circuit (HP-LQM II with 2nd attenuator only)
nd
An external safety switch (laser interlock) is integrated into the HP-LQM II with 2
switch must be connected to the laser safety circuit so that it can turn off the laser in case of error.
attenuator module. This
NOTICE
Damage/Destruction of the device
If the safety circuit is not connected, the device may be damaged by overheating in the
event of a fault.
Connect the laser control to terminals 1 to 4 so that the laser shuts off when these connec-
X
tion is interrupted.
Pin assignment (view: plug side)
External safety
circuit connector
Fig. 9.4: Safety circuit device plug on the 2nd attenuator
Pin Function
1 Interlock (potential free). Connected with pin 3 when ready for operation.
2 Connection Monitoring
3 Interlock (potential free). Connected with pin 1 when ready for operation.
4 Connection Monitoring
Tab. 9.2: Safety circuit device plug
When connecting the laser control with pin 1 and pin 3, it has to be ensured that the laser is turned off when
this connection is interrupted.
To be able to identify a connected safety circuit, pin 2 and pin 4 have to be bridged in the cable socket. If the
socket is not connected and the external safety circuit is thus not active, a warning message in the LaserDiagnosticsSoftware LDS is issued. A suitable 4-pole cable socket is part of the scope of delivery.
30
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
9.4 Connection to the PC and connect power supply
NOTICE
Damage/Destruction of the device
When the electrical cables are disconnected during operation (when the power supply is applied), voltage peaks occur which can destroy the communication components of the measuring device.
Please turn off the PRIMES power supply before disconnecting the cables.
X
1. Connect the device with the PC via a crossover cable or with the network via a patch cable.
2. Use the adapter to connect the power supply to the 9-pin D-sub socket (RS485) of the device.
PRIMES Power Supply
Adapter
LQM/HP-LQM II
Crossover cable
Ethernet
PC
Fig. 9.5: Connection via Ethernet with a PC or a local network
or
Patch cable
Ethernet
LAN
Revision 02/2018 EN
31

35,0(6
10 Status LEDs
The device has two status LEDs.
Description Color Meaning
Power green The power supply is switched on
Measuring yellow A measurement is running
Tab. 10.1: Description of the status LEDs on the LaserQualityMonitor LQM
Power supply Measuring mode
LaserQualityMonitor LQM
Tab. 10.2: Status LEDs on the LaserQualityMonitor LQM
32
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
11 Installation and configuration of the LaserDiagnosticsSoftware LDS
In order to operate the measuring device, the PRIMES LaserDiagnosticsSoftware LDS has to be installed on
the computer. The program can be found on the enclosed medium.
You will find the latest version on the PRIMES website at: https://www.primes.de/en/support/downloads/
software.html.
11.1 System requirements
Operating system: Windows® XP/Vista/7/10
Processor: Intel® Pentium® 1GHz (or comparable processor)
Free disc space: 15 MB
Monitor: 19“ screen diagonal is recommended, resolution at least 1024x768
LDS-Version: 2.98 or higher
11.2 Installing the software
The installation of the software is menu driven and is effected by means of the enclosed medium. Please
start the installation by double-clicking the file “Setup LDS v.X.X.exe” (X = placeholder for version number)
and follow the instructions.
Fig. 11.1: Setup of the PRIMES LaserDiagnosticsSoftware LDS
If not stipulated differently, the installation software stores the main program “LaserDiagnosticsSoftware.
exe” in the directory “Programs/PRIMES/LDS”. Moreover, the settings file “laserds.ini” is also copied into this
directory. In the file “laserds.ini” the setting parameters for the PRIMES measuring devices are stored.
Revision 02/2018 EN
33

35,0(6
11.3 Ethernet configuration
11.3.1 Enter IP address
The LaserQualityMonitor LQM has a fixed IP address that is specified on the type plate:
• If the LaserQualityMonitor LQM is connected directly to the PC, enter the fixed IP address in the
menu Communication > Free Communication (see chapter 11.3.2 on page 35).
• If the LaserQualityMonitor LQM is connected over a network, the LaserQualityMonitor LQM will
spend about one minute pulling up a variable IP address in the network.
You can read off this variable IP address with the provided software, “PrimesFindlp” and enter it
into the Communication > Free Communication (see chapter 11.3.2 on page 35).
• If you want to connect the LaserQualityMonitor LQM to the network using the fixed IP address,
first turn on the LaserQualityMonitor LQM and then connect the network cable to the LaserQualityMonitor LQM. Then enter the fixed IP address in the menu Communication > Free
Communication (see chapter 11.3.2 on page 35).
The standard IP address of the LaserQualityMonitor LQM is:
IP Address: 192.168.116.84
Subnet mask: 255.255.255.0
LaserQualityMonitor LQM
The PC must also have an IP address in the same subnet, for example:
IP Address: 192.168.116.XXX
Subnet mask: 255.255.255.0
The first three blocks of the IP address must match the IP of the LaserQualityMonitor LQM.
Type plate LQM
192
168
255
255
116
255800
Fig. 11.2: Ethernet configuration in the dialogue window Ethernet
34
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
11.3.2 Establishing a connection to PC (menu Communication > Free Communication)
1. Please start the LaserDiagnosticsSoftware LDS (see chapter 12 on page 38).
2. Open the dialogue window Communication > Free Communication.
3. Choose in the field “Mode” TCP (the option “Second IP” must not be activated!).
4. Enter in the field “TCP” the IP Address.
5. Click on the Connect button (“connected” appears in the bus monitor).
6. Click on the Find Primes Devices button.
7. Click on the Safe Config button (the configuration is saved and does not need to be re-entered when
starting the LaserDiagnosticsSoftware LDS again).
192 168 116 84
Fig. 11.3: Establishing a connection in the dialogue window Free Communication
Revision 02/2018 EN
35

35,0(6
LaserQualityMonitor LQM
11.3.3 Changing the standard IP address of the device (menu Communication > Free Communication)
If the fixed IP address of the LaserQualityMonitor LQM conflicts with another device bearing the same IP address on the network, the fixed IP address of the LaserQualityMonitor LQM can be changed.
NOTICE
Device malfunction due to erroneous entries
While changing the IP address, it is possible that another EE cell might be overwritten by a
mistype, for example, and the LQM could thus be rendered unusable.
Only very skilled users should attempt to change the IP address.
X
You can change the preset IP address in the menu Communication > Free communication by means of
the following commands:
IP-address
(Sample address)
Commands
Tab. 11.1: Changing the IP address
In this case xyz are place holders of the four IP-address bytes (values 1 - 254) which always have to be
entered with three digits!
For example, the number 84 has to be entered like this: 084.
For reasons of clarity the symbol marks a space.
192. 168. 116. 85
se0328xyz se0329xyz se0330xyz se0331xyz
36
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Example: You will change the IP address from 192.168.116.85 to 192.168.116.86.
1. Please start the LaserDiagnosticsSoftware LDS (see chapter 12 on page 38).
2. Open the dialogue window Communication > Free Communication.
3. Choose in the field “Mode” TCP (the option “Second IP” must not be activated!).
4. Enter the current IP address in the “TCP” field.
5. Click on the Connect button (“connected” appears in the bus monitor).
6. Activate the check box Write bus protocol (the protocol can be helpful in case of problems).
7. Enter the following in the field “Command”: se0331086
(please make sure that the blank character is entered correctly):
8. Click on the Send button and wait for the confirmation in the bus monitor
(see Fig. 11.4 on page 37 „-> Adr:0331 Wert: 086“)
9. Please turn off the device and turn it on again. After this restart the IP-address is updated.
se0331 086
Adr: 0331 Wert:086
Confirmation
Fig. 11.4: Changing the IP address in the dialogue window Free Communication
Revision 02/2018 EN
37

35,0(6
LaserQualityMonitor LQM
12 Description of the LaserDiagnosticsSoftware LDS
The LaserDiagnosticsSoftware LDS is the control centre for all PRIMES measuring devices which measures
the beam distribution as well as focus geometries by means of which the beam propagation characteristics
can be determined.
The LaserDiagnosticsSoftware LDS includes all functions necessary for the control of measurements and
displays the measuring results graphically.
Moreover, the systems uses the measured data to carry out an evaluation in order to give the operator of the
beam diagnosis an information regarding the reliability of the measuring results.
Please do not start the LaserDiagnosticsSoftware LDS before all devices are connected and turned
on.
Please start the program by double-clicking the PRIMES symbol
desktop link.
in the new start menu group or the
12.1 Graphical user interface
Firstly, a start window is opened in which you can choose, whether you would like to measure or whether
you would just like to depict an existing measurement (factory setting “measurement”).
Fig. 12.1: Start window of the LaserDiagnosticsSoftware LDS
After the detection of the connected device, the graphical user interface and several important dialogue
windows are opened.
In order to ensure that corresponding information can be assigned quickly, special markups for menu items,
menu paths and texts of the user interface will be used in the following chapters.
Markup Description
Text Marks menu items.
Text1 > Text2 Marks the navigation to certain menu items.
Text Marks buttons, options and fields.
Fig. 12.2: Special markups for menu items, menu paths and texts
38
Example: Dialogue window Sensor parameters
The Order of the menus is depicted by means of the Sign “>”
Example: Presentation > Caustic
Example: With the button Start
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
The graphical user interface mainly consists of the menu as well as the toolbar by means of which different
dialogue or display windows can be called up.
Menu bar
Tool bar
Dialogue window
Fig. 12.3: The main elements of the user interface
It is possible to open several measuring and dialogue windows simultaneously. In this case, windows that are
basically important (for the measurement or the communication) remain in the foreground. All other dialog
windows fade into the background as soon as a new window opens.
Fig. 12.4: The main dialogue windows
Revision 02/2018 EN
39

35,0(6
12.1.1 The menu bar
In the menu bar, all main and sub menus offered by the program can be opened.
LaserQualityMonitor LQM
Fig. 12.5: Menu bar
40
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.1.2 The toolbar
By clicking the symbols in the toolbar, the following program menus can be opened.
File administration Notation File selection Plane selection
1 2 3 4 5 6 7 8 9 10 11
Fig. 12.6: Symbols in the toolbar
1 - Create a new data record
2 - Open an existing data record
3 - Save the current data record
4 - Open the isometric view of the selected data record
5 - Open the variable contours line view
6 - Open review (86%)
7 - Open false color depiction
8 - Caustic presentation 2D
9 - List with all data records opened
10 - Display of the selected measuring plane
11 - Display of the measuring devices available for the bus by means of graphical symbols
All measuring results are always written into the document selected in the toolbar.
It is only possible to display documents chosen here. After opening, the data set has to be explicitly selected.
Revision 02/2018 EN
41

35,0(6
12.1.3 Menu overview
File
New Opens a new file for the measuring data
Open Opens a measuring file with the extensions “.foc” or “.mdf”
Close Closes the file selected in the toolbar
Close all Closes all files opened
Save Saves the current file in foc- or mdf format
LaserQualityMonitor LQM
Save as Opens the menu for the storage of the files selected in the toolbar. Only files with the
Export Exports all current data in protocol format “.xls” and “.pkl”
Load measurement preferences
Save measurement preferences
Protocol Starts a protocol of the numeric results. They can either be written into a file or a data
Print Opens the standard print menu
Print preview Shows the content of the printing order
Recently opened files Shows the file opened before
Exit Terminates the program
Edit
Copy Copies the current window to the clipboard
Clear plane Deletes the data of the plane selected in the toolbar
Clear all planes Deletes all data of the file selected in the toolbar
Change user level By entering a password a different user level can be activated.
Measurement
extensions “.foc” or “.mdf” can be imported safely
Opens a file with measurement settings with the extension “.ptx”
Opens the menu to save the settings of the last program run. Only files with the extension “.ptx” can be opened
base
Environment Different system parameters can be entered, e.g.
- Reference value for the laser power
- Focal length (Not relevant for LaserQualityMonitor LQM)
- Wavelength
- Comment
- Device offset (distance LQM - beam source)
Sensor parameters The following device parameters can be e.g. set here:
- The spatial resolution (32, 64, 128 or 256 Pixel)
- The manual settings of the z-axis
- Choosing the measuring devices connected to the bus
- Deactivating the z-axis
LQM-Adjustment Adjustment of the incident laser beam
Beamfind settings Setting parameter for a beamfind procedure
CCD info Provides information on device parameters
CCD settings Special settings can be made, e.g.:
- Trigger mode
- Trigger level
- Exposure time
- Wave length
42
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Power measurement Not relevant for LaserQualityMonitor LQM
Single This menu item enables the start of single measurements, of the monitor mode and the
Caustic Enables the start of a caustic measurement. Not only automatic measurements but also
Start adjustment mode Not relevant for LaserQualityMonitor LQM
Options Enables the setting of device parameters
Presentation
False colors False color display of the spatial power density distribution
False colors (filtered) Usage of a spatial filtration (spline function) on the false color display of the power den-
Isometry 3-dimensional display of the spatial power density distribution
Isometry 3D Allows a 3D display of caustic and power density distribution with spatial rotation as well
Review (86%) Numerical overview of measuring results in the different layers basing on the 86% beam
Review (2. Moments) Numerical overview of the measuring results in the different layers basing on the 2
Caustic Results of the caustic measurement and the results of the caustic fit – such as beam
video mode
serial measurements of manually set parameters are possible. The automatic measurement starts with a beam search and then caries out the entire measuring procedure
independently. Only the z-range that is to be examined as well as the desired measuring
plane have to entered
sity distribution
as an optional isophote display
radius definition
nd
ment beam radius definition
quality factor M², focus position and focus radius
mo-
Raw beam Information about the raw beam back calculation
Symmetry check Analysis tool to check the beam symmetry especially for the alignment of laser resona-
Fixed contour lines Display of the spatial laser density distribution with fixed intersection lines for 6 different
Variable contour lines Display of the spatial power density distribution with freely selectable intersection lines
Graphical review Enables a selection of graphical displays – among them the radius, the x- and y- position
System state Not relevant for LaserQualityMonitor LQM
Evaluation parameter Loading stored evaluation parameters
Color tables Different color charts are available in order to analyse e.g. diffraction phenomena in detail
Toolbar In order to display or to hide the toolbar
Position Moving the device into a defined position
Evaluation Comparison of the measured values with defined limit values and evaluation (optionally)
Communication
Rescan bus The system searches the bus for the different device addresses. This is necessary
Free Communication Display of the communication on the PRIMES bus
tors. No standard feature of the device
power levels
above the z-position and the time
whenever the device configuration at the PRIMES bus was changed after starting the
software.
Scan device list Lists the device addresses of the single PRIMES devices
Revision 02/2018 EN
43

35,0(6
Script
LaserQualityMonitor LQM
Editor Opens the script generator, a tool, by means of which complex measuring procedures
List Shows a list of the opened windows
Python Opens the script generator in order to control complex measuring procedures automati-
Help
Activation Enables the activation of special functions
About LaserDiagnosticsSoftware LDS
Tab. 12.1: Menu overview
are controlled automatically (with a script language developed by PRIMES).
cally (scripting language Python)
Provides information regarding the software version
44
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.2 File
This menu includes – among others – the administration of measurement and setting data.
12.2.1 New (menu File > New)
By means of New a new file is created.
12.2.2 Open (menu File > Open)
By means of Open a selected file is opened.
12.2.3 Close/Close all (menu File > Close/Close all)
Close will close the file that is currently open. Close all will close all files currently open.
12.2.4 Save (menu File > Save)
The file currently opened is stored. The standard type of file is a binary file format with a minimal memory
requirements. The file ending for a measuring file of this type is “.foc”. As an alternative, it is possible to store
the data in a ASCII format with the extension “.mdf”. Information regarding the file format “.mdf” can be
found enclosed. Only files with this formats can be opened by the program (see also chapter 20.5 on page
116).
12.2.5 Save as (menu File > Save As)
You have to assign a file name, choose the storage location and the file format.
Only save the measurement data with the extensions “.foc” or “.mdf”. You can only view measurement data if the respective file was explicitly selected in the toolbar.
12.2.6 Export (menu File > Export)
Exports the pixel information of the power density distribution to a Excel table (*.xls). As an alternative, the
numeric results from a “.foc” file can be stored in a tab-separated text file (*.pkl) which can be imported into
Microsoft Excel. The pkl export function has a coordinate origin in the middle of the measuring area (yellow
dot).
y
Laser Beam
Measurement Range
Measring
Window
Zero Point pkl-coordinates
Fig. 12.7: Coordinates of the pkl-export function (the illustration is not to scale)
Revision 02/2018 EN
x
45

35,0(6
LaserQualityMonitor LQM
12.2.7 Load measurement preferences (menu File > Load measurement preferences)
Stored settings can be resorted to with Load measurement preferences. The standardized extension for a
setting file of the LaserQualityMonitor LQM is “.ptx”.
12.2.8 Save measurement preferences (menu File > Save measurement preferences)
The current measurement settings are stored (.ptx-file).
12.2.9 Protocol (menu File > Protocol)
The calculated measurement results from a single plane can directly be written into a text file.
The following is stored:
• Date and time of the measurement
• Beam position and beam radius (according to 86%- and second moment definition)
Therefore please activate the check box Write. Then you can directly enter the name in the field Filename or
you can use the standard selection menu with the button Browse.
Fig. 12.8: Window Protocol
12.2.10 Print (menu File > Print)
You can print directly from the program. The current window can be printed with the menu point Print in the
menu File. With the menu point Settings it is also possible to change the settings as far as the formats etc.
are concerned.
12.2.11 Print preview (menu File > Print preview)
Shows a preview of your printing order.
12.2.12 Recently opened files (menu File > Recently opened Files)
Selection of the files processed before.
12.2.13 Exit (menu File > Exit)
Terminates the program.
46
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.3 Edit
12.3.1 Copy (menu Edit > Copy)
By means of the copy function a direct export of graphics to other programs is possible. In this case the
content of the current window is transmitted to the Windows clipboard.
12.3.2 Clear plane (menu Edit > Clear plane)
The content of the actual displayed measurement plane of the measurement data set selected in the toolbar
is deleted.
12.3.3 Clear all planes (menu Edit > Clear all planes)
The content of all measurement planes of the measurement data set selected in the toolbar is deleted.
12.3.4 Change user level (menu Edit > Change User Level)
By entering a password a different user level can be activated.
Revision 02/2018 EN
47

35,0(6
LaserQualityMonitor LQM
12.4 Measurement
12.4.1 Measuring environment (menu Measurement > Environment)
A description of the settings for the LaserQualityMonitor LQM can be found in chapter 13.4.2 on page 97
Fig. 12.9: Dialogue window Measuring Environment
In the dialogue window Measuring Environment data such as the laser type, information on the collimator
etc. can be stored. These data can be read via Presentation > Review.
Please do not use the character # in the comment field “Comment”. This character is used as a
separator in the software. If it is entered in the field “Comment”, problems could occur when it
comes to storing or activating measuring data.
A line break can be enforced by means of the key combination: <Ctrl> + <Enter>.
Entering the laser power is a reference value for the relative power position in the menu point Single mea-
surement or Caustic measurement. Furthermore, a z-axes offset as well as a coordinate rotation angle can
be entered. The wave-length is the basis for a correct determination of the beam quality factor M². There are
the following options:
• 1.064 μm for Nd:YAG laser
• 0.532 μm for Green laser
• 0.355 μm for UV laser
A wavelength can also be typed in numerically.
By means of the button Apply the entries can also be changed after a measurement. With the button
Apply all planes the entered values are inserted and settled, while the button Apply only refers to the value
in the current plane.
48
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.4.2 Sensor parameters (menu Measurement > Sensor parameter)
Fig. 12.10: Dialogue window Sensor parameters
Mechanical Limits
Not relevant for LaserQualityMonitor LQM.
Device
By means of this option, you can select the device which is supposed to be operated. Depending on the
number of devices connected, additional device numbers are assigned.
RPM
Not relevant for LaserQualityMonitor LQM.
Resolution
Here you can enter the number of pixels in the measuring window, ranging from 32 x 32 to 256 x 256 pixels.
Generally, 64 pixels per line and a total of 64 lines is sufficient. Please keep in mind that the more pixels there
are, the longer the measurement will take.
Detector
Not relevant for LaserQualityMonitor LQM.
Manual Z-Axis
Not relevant for LaserQualityMonitor LQM.
Revision 02/2018 EN
49

35,0(6
LaserQualityMonitor LQM
12.4.3 Beam find settings (menu Measurement > BeamFind Settings: Beamfind
Here, the parameters for the automated beam find are set. The general presetting is helpful for many standard applications.
Fig. 12.11: Dialogue window BeamFind Settings: Beamfind
The Beam find parameters can be set as follows:
Pixel X, Pixel Y
The selection of the spatial resolution.
Trigger
The signal threshold (Trigger) is dependant on the zero level of the measuring system.
Percent
The percentage value indicates by how much the signal has to exceed the zero level in order to be recognized as a beam. This value is determined by means of the signal-to-noise ratio of the detector.
Window size factor
The window size factor determines the size of the measuring window when it comes to the beam search.
The factor indicates how big the measuring window has to be in relation to the beam diameter.
50
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.4.4 CCD info (menu Measurement > CCD Info)
The most important device data is shown in the menu Measurement > CCD Device Info. Here you can see
the magnification information for the measuring objective and also check which beam path is turned on.
If obvious default values (1:1) are shown instead of the actual magnification, then please check the mounting
of the measurement objective.
Fig. 12.12: Window CCD Info
Revision 02/2018 EN
51

35,0(6
LaserQualityMonitor LQM
12.4.5 CCD settings (menu Measurement > CCD Settings)
A description of the settings for the LaserQualityMonitor LQM can be found in chapter 13.4.1 on page 96.
Fig. 12.13: Dialogue window CCD Settings
The wavelength, attenuation, and operating mode are all set in the CCD Settings dialog window.
Trigger modes
The appropriate settings must be configured here in keeping with the operating mode of the laser to be measured. Here it is important to consider that pulsed lasers with a pulse frequency of more than 500 Hz can be
measured in cw mode. If, however, the operating mode is set to pulsed and a cw laser system is involved,
the measuring device will always display the error message “Error Black Pixel Measurement” or “Time Out
During Measurement” in reaction to a measurement request.
Delay
This function can only be used with a “triggered operation” trigger mode. The time the measuring system
should wait between when it detects the trigger pulse and the start of the measurement is set here. Together
with the function “Integration Duration”, defined “Windows” from the plus cycles can be measured (e.g. exactly one pulse or parts of an ms pulse. The minimum delay is 12µs.
CCD operating modes
Three different modes can be set here. If the raw data setting is activated, the measuring system will return
the uncompensated data of the CCD when a measurement is requested. Especially with NIR irradiation,
these can be riddled with measuring errors such as “smear” readout noise. Even the numeric beam data
generated generated from this data will be affected by this.
If a background is selected as the operating mode, only correction data will be returned while measuring.
Measuring data mode should always be the default setting here though. Only when this mode is turned on
can the measuring system deliver reliable measuring values.
52
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Integration duration
This function sets a defined integration duration. The optimizer must be deactivated before this can be accomplished, since otherwise the measuring device itself will optimize and thus change the integration duration. This function is also used mainly in measuring pulsed laser systems.
Filter wheel
Not relevant for the LaserQualityMonitor LQM.
Wavelength
Due to the wavelength-dependent overall magnification of the camera-based measuring system, it is important to check that the right selections have been made before each measurement. The wavelengths shown
here represent the calibration points of the measuring objective. As a result of the achromatic properties of
the measuring objective, a wavelength range between 1030 and 1100 can be achieved, for example, with a
calibration point at 1064 nm without causing generating measuring errors.
Trigger
The trigger menu is only pertinent when measuring pulsed laser systems. A fixed value (2001) is generally
specified for the trigger diode by default. This value describes the threshold value at which a trigger signal
is emitted. If you switch the trigger to automatic, the trigger level will first be set to the maximum value. The
Test button is renamed in Optimize. In the optimize routine (laser must be turned on), the trigger threshold
is lowered gradually until the MicroSpotMonitor starts receiving trigger signals (lower trigger level). The trigger
level is then increased until the MicroSpotMonitor stops receiving trigger signals (top trigger level). The final
trigger level is determined by calculating the arithmetic mean of the two limit values. External trigger entry
can be activated via the menu point Trigger Channel . Transfer signal pertains to the transfer output of the
MicroSpotMonitor. Here it is possible to define the CCD sensor state at which there should be a trigger signal
(e.g. for turning on the laser).
Input
external trigger
BNC
Fig. 12.14: Trigger connections
Revision 02/2018 EN
Output
internal trigger
BNC
53

35,0(6
LaserQualityMonitor LQM
General sequence control
• Empty the CCD register
• Aim for the holding point in line a (line in which photo transfer takes place); if the trigger is set off during
sub-pulse, repeat line a (-> NLC = NoLineChange)
• Wait for the trigger if necessary and repeat line a (NLC)
• Wait out the delay if necessary and repeat line a (NLC)
• Aim for the holding point in line a through sub-pulse (-> delete the charge in the photo diodes)
• Integration – no cycles (sliding the charges through the register) of CCD
• Cycles start again, a few AD cycles later: Photo transfer
• Read out the CCD register; when the addresses match (= desired pixels), the measuring value is for-
warded to the AD transformer.
The various signals going through the transfer output mark certain points in time during the sequence control:
Transfer signals Meaning
Do transfer Is high when the CCD is at the holding point in line a (referred to in this way, since photo
Do transfer & Xend A short high-pulse, when we reach the end of line a.
Sub Is high as long as a sub-pulse is running.
Start done Is high when the CCD is ready for integration (or when waiting for the trigger) so when it
Wait for trigger Is high when the CCD is at the holding point in line a and is waiting for the trigger signal.
Integration done Is high as soon as integration is complete. Is low again when the CCD is read out.
Photo cycle Is high when the CCD is ready for integration. Is low as soon as integration is complete.
Tab. 12.2: Signals that can be sent through the transfer outlet
transfer also takes place in this line – when it isn’t being suppressed by the NLC).
is at the holding point in line a. Is low again when the CCD is read out. You could use the
positive side to light the laser.
Is low as soon as the trigger is activated and the delay begins. Only a short high pulse
occurs in untriggered operation. Could be used in addition to the trigger out connector to
check triggering.
During untriggered operation, the high phase returns exactly the integration time.
54
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.4.6 LQM adjustment (menu Measurement > LQM Adjustment)
A description of the settings for the LaserQualityMonitor LQM can be found in chapter 13.3 on page 94.
Fig. 12.15: Dialogue window LQM-Adjustment
12.4.7 Power measurement (menu Measurement > Power Measurement)
Not relevant for the LaserQualityMonitor LQM.
Revision 02/2018 EN
55

35,0(6
12.4.8 Single (menu Measurement > Single)
22
21
20
LaserQualityMonitor LQM
23
1
2
3
4
5
6
7
8
9
10
11
12
13
Fig. 12.16: Dialogue window Measurement settings
141516171819
56
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
1 Single
Monitor
Video Mode
2 Start Starts a measurement in the currently chosen plane
3 Stop Finishes the measurement in the currently chosen plane
4 Reset The measuring device is reset
5 Stop Motor Not relevant for LaserQualityMonitor LQM
6 Plane Selection of the measuring plane (0-49) either explicit or by means of the buttons (+/-)
7 Entry field Numerical entry of the z-position
8 Copy Copies all settings (window size and window position; x, y, z; etc.) from the former plane
9 Find beam Starts an automatic beam search in the current measuring plane
10 Scan Starts an automatic beam search with the LaserQualityMonitor LQM. The algorithm
11 Ampl. Slide control in order to adjust the optical amplification (exposure time of the CCD)
12 Power Slide control in order to adjust the laser power to save it in the software
13 Entry field Power Numerical input of the laser power to save it in the software
14 Entry field Ampl. Numerical input of the electrical amplification
Starts a measurement in the chosen plane
Starts repeated measurements in the chosen plane automatically
Repeated output of raw data in the chosen plane
to the current plane (e.g. 1>>2)
works at a fixed z-position and searches only within the range of the specified measuring
window.
15 Averaging Not relevant for LaserQualityMonitor LQM
16 Averaging Not relevant for LaserQualityMonitor LQM
17 LED symbol and
bar graph display
18 False color Activates the option of the false color presentation
19 Zoom Magnification settings for the measuring window
20 Symmetric This option enforces the usage of square measurement windows, whose size is only
21 X/Y Setting of the size of the measuring window for windows that are not square or rectan-
22 Display Measuring window shows the current measuring result
23 Z Slide control in order to set the z-position
Tab. 12.3: Explanation of input and setting elements
Display for the degree of the signal saturation (LED green ≙ ok, red ≙ not ok)
adjustable via x.
gular
Revision 02/2018 EN
57

35,0(6
LaserQualityMonitor LQM
With the dialogue window Measurement settings either single measurements or repeated measurements
can be carried out. The measuring window position can be set either manually or automatically.
Controlling measuring modes (individual measurement, monitor, and video mode)
There is a total of three different measuring modes that can be selected here. In the Individual Measurement and Monitor measuring mode, all necessary compensations (smear, diffusion) and lighting time adjust-
ments are performed every time a new measurement is carried out. Valid measuring data is generated in this
mode.
The Video Mode measuring mode only works with an Ethernet connection and doesn’t generate any valid
measurement data. Unlike in the Individual Measurement and Monitor measuring modes, only raw data is
conveyed in Video Mode measuring mode. If the CCD sensor gets overloaded during a measurement (indicated by the color red in the display field for signal saturation and/or an A/D transformer value of 4095 in the
illustration Free Cuts), you should use the opt. ampl. (optical amplification) slider to reduce the amplification
and repeat the measurement.
Due to the “high” measuring frequency of about 5 Hz, this operating mode is particularly suited for use when
aligning the device. The numeric results should not be interpreted absolutely, but rather always relative to
each other.
Power
The slider sets the actual laser power, so the software algorithm can calculate the spacial power density. It
can be set to any power up to the maximum.
The maximum power is entered in the menu under Measurement > Environment. The power density is
calculated in relation to the power values set here. Up to 50 individual measurements can be recorded in a
measurement file. The results can be easily compared and analyzed with the various presentation functions
of the LaserDiagnosticsSoftware LDS.
Optical amplification (opt. ampl.)
This function activates the automatic adjustment of the exposure time of the CCD for every measurement.
The function must be activated in order to keep the signal/noise ratio consistently high for a caustic measurement.
For special measuring applications, however, it might make sense to deactivate this function and set the
exposure time to a fixed value between 12 µs and 200 ms. It may also be necessary to increase the attenuation through another neutral-density filter.
Copy
Using the Copy button, you can apply the measurement settings for window size, window position, power,
and amplification from the previous measuring plane.
Beam search
The Beam Search will initiate an automatic beam search. When this happens, the system will only search
the area of the currently set window for the set z position.
If the beam search is completed successfully, a measuring window with the appropriate size and position
will appear on the display screen. The beam can then be accepted using the Start button. The size of the
measuring window depends on the magnification of the measuring objective. The measuring objective and
the wavelength are the influencing variables here.
Scan
For devices such as the LaserQualityMonitor LQM, the measuring window is much smaller than the measuring area defined with the x- and y-axis (2 mm x 2 mm). The beam search is therefore supplemented with the
Scan command. Once a scan is initiated, the LaserQualityMonitor LQM will automatically sense the measuring area. If a point of maximum intensity can be identified, the LaserQualityMonitor LQM will automatically
zoom in on this area and adjust the measuring window size accordingly.
58
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Size of the measuring window
During a manual beam search, you can define the location and size of the measuring window yourself in
the dropdown menu within the mechanical limits. You can change the location of the measuring window by
clicking on it and dragging the frame with the mouse.
Z-slider
The location of the window in the z direction (height) can be set by the z-slider or entering a numeric value.
Symmetrical
Once this function is activated, only rectangular measuring windows will be allowed. In cases where an elliptical or even a square laser beam is being measured, this function should be deactivated so that the measuring window can be optimally adjusted.
False color rendering
False color rendering is activated by clicking on the corresponding button. A measurement is initiated by
clicking on the Start button. Selecting Monitor and pressing the Start button will initiate an ongoing, repeating measurement with the current settings. The repeat rate depends on the spacial resolution and the type of
communication between the PC and the LaserQualityMonitor LQM.
Zoom function
The zoom function allows for detailed magnification of the measuring area.
Revision 02/2018 EN
59

35,0(6
LaserQualityMonitor LQM
12.4.9 Caustic measurement (menu Measurement > Caustic)
The caustic measurement is a serial measurement where the z position is varied. The results are stored in
different planes. A different z-position is assigned to every measuring plane. As the beam radius as well as
the power density change in every z position, the position as well as the size of the window and the signal
strength can vary from plane to plane. The parameters are automatically adjusted in the process and can
also be configured separately for each measuring plane.
Parameters (start number of the plane)
Under Start, the start number at which the measurement is initiated can be entered for the plane. By default,
the start number is generally set to zero and should only be changed when you are measuring in an existing
document and don’t want the existing measurement data to be overwritten. If, for example, you have measured a caustic with 21 planes and want to magnify the measuring area to the smaller z-values, you can set
the start plane to 21 and modify the measuring area appropriately. The new measuring values will then be
written into the existing document starting with plane 21.
In the Quantity selection field, the number of planes to be measured in the specified z range is set. The following should be considered here:
• Since the LaserDiagnosticsSoftware LDS always sets the measuring plane distances so they are equi-
distant (equal spacing) and the measuring area is almost always situated symmetrically around the focal
point, an odd number of measuring planes should be selected. This ensures that the focus plane is
measured.
• Beam measurement norm DIN 11146 specifies that at least 10 measuring planes should be measured.
Furthermore, five measurements should also be taken within a Rayleigh length and the other beyond 5
Rayleigh lengths. In order to meet all of the requirements with equidistant distribution, at least 17 measuring planes must be measured in a range of ± 3 Rayleigh lengths.
Mode (automatic and manual settings)
There are two different measuring modes for caustic measurement. In “Automatic” mode, the measuring
system and the LDS determine the ideal measuring window position (x- and y-direction) for each measuring
plane and the optimal measuring window size for the fill factor. Furthermore, the plane location in the z-direction is also calculated based on the specifications (number of measuring planes, measuring limits z-direction).
Especially when adjusting the measuring window size and the measuring window position in the xand y-direction, the number of iterations (max. three per plane) can result in an extended measurement duration.
It is therefore possible to change the measuring mode to “Manual Settings” for recurring measuring tasks
and for repeating measurements. In this case, the measuring system will take the measuring window positions and measuring window sizes from the previous measurement or from a .ptx file. This reduces the measurement duration considerably, but does require that the location and parameters of the laser beam change
only minimally.
Beam search
This selection field specifies which plane the caustic measurement should be started in. If the optional Beam
Find function is activated in the Options dialog window, that is also the plane in which this function will be
performed. When the Beam Find function is deactivated, this plane must be manually measured ahead of
time to make sure that the laser beam is found.
The window can be adjusted under the Adjust menu point. The settings for spacial resolution of the beam
search, the threshold value, and the minimum signal strength can be entered under the Details menu point.
Beam search can be turned off in the Measurement > Option (only for advanced users) menu by deactivating the checkbox Enable Beam Find Process.
60
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Automatic caustic measurement (menu Measurement > Caustic > Automatic)
Fig. 12.17: Dialogue window Caustic settings
During automatic caustic measurement, the minimum and maximum z-position is selected together with the
number of measuring planes. The measurement cycle begins with an automatic beam search in the specified
starting plane. The beam search only occurs within the area of the starting plane’s measurement window.
Settings can be entered manually. After manually entering the settings for the measurement planes as described in the following section, the caustic measurement can be repeated automatically by choosing the
Manually adjusted mode.
It is also possible to store measurement settings such as window size, position, etc. in a data file to be reloaded again if necessary (File > Safe/Load measurement preferences).
A measurement cycle is started by pressing the Measure button. All planes will be measured then one after
the other during the measurement cycle.
Revision 02/2018 EN
61

35,0(6
LaserQualityMonitor LQM
Manual caustic measurement as time series (menu Measurement > Caustic > Manually adjusted)
The manual caustic measurement consists of a series of individual measurements at various z-positions, with
the results being stored in their own planes.
For the manual caustic measurement the following steps are necessary:
1. Please choose the menu item File > New.
2. Please choose the menu item Measurement > Single.
3. Please choose the first plane.
4. Please adapt the z-position.
5. Please adapt the window size as well as the position.
6. Please click the button Start.
7. Please choose the next plane, click the button Copy and continue with point 4.
Please repeat the steps 3 to 7 about 10 to 15 times.
Please choose the option Manually adjusted in the menu item Measurement > Caustic and click the button Measure. Then the different planes are measured with the parameters set.
Fig. 12.18: Dialogue window Caustic settings
The measuring parameters can be stored by means of the menu item File > Save measurement prefer-
ences and can be loaded again upon request.
62
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.4.10 Start adjust mode (menu Messung > Start Adjust mode)
Not relevant for LaserQualityMonitor LQM.
12.4.11 Option (advanced user only) (menu Measurement > Option)
Fig. 12.19: Dialog window Option
Enable beam find process
The Beam Find function must be used for caustic measurement. This involves an algorithm that separates
the measuring signal from the measurement artifacts (e.g. noise) via an adjustable trigger threshold and
adapts the size of the measuring window to this signal. This algorithm is only executed in the beam search
plane (Dialog window Caustic). On all other measuring planes, the measuring window size is determined using the fill factor.
If this function is deactivated, the beam search plane must be manually “premeasured” in the measuring
system. Otherwise the measuring system might end up positioning the measuring window on the edge of the
measuring area where there is no measuring signal. This makes it impossible to take a meaningful measurement.
If you turn the Beam Find function off and have the measuring measure the beam search plane system before each caustic measurement, you can save about 20 sec of measuring time per caustic measurement.
Summary: This function should be activated by default and only deactivated by experienced users. Turning
off this function can shorten the time for caustic measurements by about 15%.
Fillfactor
The fill factor is the quotient of the beam diameter and the length of the sides of the measuring window. As
long as the measuring signal is not cut off and there are no noise components in the measuring result and
now errors in the offset determination, the fill factor won’t influence the accuracy at all. But since every real
measuring signal is tainted with noise and since the precision with which the zero level of a measuring signal
can be determined is finite, very small fill factors can lead to a high level of accuracy. Depending on how
Revision 02/2018 EN
63

35,0(6
LaserQualityMonitor LQM
substantial the RMS noise is and the errors in the zero level determination of a measuring plane, the optimal
fill factor value to produce the best possible mathematical result will be different.
For TopHat and Gaussian beam shaped laser beams, the fill factor should range between 0.5 and 0.7. If the
beam has diffraction rings, however, and if these are located completely within the measuring window, the
optimal value for the fill factor can be between 0.5 and 0.6.
By default, the value should be set to: “Max 0.7 Min 0.5 Target 0.6”. For extremely deformed beams, the
value may be changed to “Max 0.6 Min 0.4 Target 0.5”.
Font size
The font size for the most important display window can be changed here.
It is set to 10 points at the factory.
Open windows
When the window opening function is activated, some basic windows are opened when the LDS is started. If
you don’t want this to happen, the function can be deactivated.
64
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.5 Presentation
This chapter describes the presentation, analysis and storage of measuring results.
In order to carry out comparisons between different measurements, the program can manage several
measuring data sets simultaneously. The opened data sets are shown in the toolbar. In order to open one
presentation, the data which is to be examined is selected in the list of the data selection and afterwards the
desired kind of presentation is chosen.
File management functions as well as various display types can be pulled up directly with the symbols in the
menu bar.
Fig. 12.20: Selection of a data set
On the selection plane, it is possible to switch back and forth between different image storages of the measuring series. When plane selection is activated, it is possible to move up or down by clicking the cursor.
When plane selection is set to Global in the display menu, then it is also possible to move up/down with the
cursor button.
In the menus for the notation of single measurements (Presentation > Variable contour lines, Presentation
> Isometry and Presentation > False color presentation) the option Autoscale effects the usage of the
entire display range for the measuring values.
Moreover, you have the possibility of switching between different image memories of series of measurements
by means of the Plane selection. Switching is also possible by means of the cursor keys up/down if the
plane selection is selected. If the plane selection in the display menus is set on Global, switching simultaneously between the planes is possible via the selection in the toolbar.
The title of the dialogue window indicates the name of the data sets shown.
For the parallel evaluation of several measurements the program has 50 image memories which can record
one measurement each. These image memories (measuring plane) can also be used in order to record
changed measurement values in case of a parameter variation.
Due to the variation of the z-position in the different planes a caustic measurement is realized. Due to a
change of the laser power it is possible to simulate, e.g. the thermal inflow-behavior of the system. Similarly,
time series are possible. Respective displays are, for instance, possible by means of the menu item Presen-
tation > Graphical review.
Revision 02/2018 EN
65

35,0(6
LaserQualityMonitor LQM
12.5.1 False colors (menu Presentation > False colors)
Here, a false color presentation of the measured power density distribution is generated.
Fig. 12.21: Dialogue window False colors
The used color scale is shown on the left. For a higher sensitivity, e.g. for the analysis of diffraction figures, it
is possible to switch the used color scale in the menu Presentation > Color Tables. By means of the slide
control on the left hand side of the color scale you can display the sections of different ADC values with the
corresponding radii.
Apart from the automatic scaling, there are three more types of scaling:
Scale on density
All planes of a caustic measurement are scaled on the maximum measured power density. This is supposed
to help comparing the different planes more easily.
Pixel scale
This scaling is only interesting when it comes to the usage of asymmetric measuring windows. In this case
the axis of the windows are no longer a function of the measuring window size but of the number of pixels
measured.
Window scale
With regard to this function, all measuring windows of a caustic measurement are enlarged to the size of
the maximum measuring window. This function, too, is supposed to help comparing the different measuring
planes of a caustic measurement more easily.
The beam axes can be displayed in all types of scaling by activatng the check box Beam axis.
Rule function
The beam can be measured in any direction by left-clicking on the image.
66
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.5.2 False colors (filtered) (menu Presentation > False colors (filtered))
The special function of the filter is called spline – function. It is characterized by the fact that the position of
the maximum is maintained. The single pixels in the matrix are weighed by means of a 1-2-1 filter in order to
reduce the noise.
This filter can also be used multiple times without the position of the maxima being moved.
Fig. 12.22: Dialogue window False colors (filtered)
12.5.3 Isometry (menu Presentation > Isometry)
This menu item generates a spatial display of the measured power density distribution of a plane. The false
color display can be deactivated. A turn of the distribution by 90°, 180° and 270° each is possible.
Fig. 12.23: Dialogue window Isometry (on the left with a deactivated color display)
Revision 02/2018 EN
67

35,0(6
LaserQualityMonitor LQM
12.5.4 Isometry 3D (menu Presentation > Isometry 3D)
This function generates three-dimensional displays of the power density distribution of a plane and all planes
in false colors.
The presentation window is divided. On the left the caustic, on the right the power density distribution in a
plane is displayed. The horizontal size of the single windows can be changed by drawing the separating bar
by means of your mouse.
The graphics can be rotated along all three axis with the left mouse button and with the right mouse button
they can be positioned in the window.
1 2 3 4 5 6 7
Change window size
Fig. 12.24: Dialogue window Isometry 3D
1 3D presentation of the
plane
2 3D presentation of the
caustic
3 Magnification in the plane In the left part of the presentation window a magnification of the plane displayed
4 Rotation Causes a rotation of both graphics along the z-axis.
5 Plane selection Here the plane, which is to be displayed, can be chosen (you can also choose
6 Zoom Slide control for a continuous magnification of the presentation
7 Contour Slide control for a contour trimming along the power density.
Tab. 12.4: Explanation of selection and setting elements
Inserts the 3D presentation of the power density distribution in the plane in the
display window.
Additionally inserts the 3D presentation of the caustic in the presentation window.
on the right is inserted (the desired area can be clicked by means of the left
mouse button in the right window).
the desired plane in the 3D caustic by means of the left mouse button).
68
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.5.5 Review 86% or 2nd Moment (menu Presentation > Review (86%)/(Sec. Moments))
For the radius definition there are two basic determination possibilities:
• Determination of the beam radii according to the 86% - power definition,
(see chapter 21.2.4 on page 130).
• Determination of the beam radii according to the 2
(see chapter 21.2.3 on page129).
nd
moment method (ISO 11146),
Tab. 12.5: Result window Review (86%)
Tab. 12.6: Result window Review (Sec. Moments)
The parameters and results of the current selected plane are highlighted in blue. When the measuring signal
only exceeds the zero level by a little bit, the measuring results are not shown in black, but rather in gray. In
this case, check to see if the measuring values are reliable or need to be thrown out and the measurement
repeated with different settings.
The entries for power, focal length, and wavelength as well as any comments can also be changed after the
fact. For this purpose there is the button Apply in the menu item Measurement > Environment.
Revision 02/2018 EN
69

35,0(6
LaserQualityMonitor LQM
12.5.6 Caustic (menu Presentation > Caustic)
The results of the caustic measurement can be displayed by means of the menu item Presentation >
Caustic. On the left Fig. 12.25 on page 70 shows the measured beam parameter either on the basis of
the 86%-radii or the 2
shows the caustic profile. The beam radii are depicted on the beam spread direction. On the right is a false
color presentation of the measurement plane selected with the mouse shown together with numerical results
of this corresponding plane.
nd
Moment evaluation according to ISO 11146. In the middle of the picture the graphic
Fig. 12.25: Dialogue window Caustic
The red line depicts a compensation curve according to the calculated fits which can be displayed via the
check box Fit in the 2D presentation.
The raw beam diameter Raw Beam (dia.) corresponds to the beam diameter on the focussing
optic, see Fig. 5.3 on page 15.
Compensating curve
In order to evaluate the caustic, a hyperbolic compensating curve (ISO 11146) is adapted to the measuring values. This compensating curve describes the propagation of an ideal laser beam mathematically. The
development of the compensating curve is theoretically determined by means of the following parameters:
• Standardized beam quality factor M² or respectively beam propagation ratio K
• z-position
• focus radius
• rayleigh length
Standardized beam quality factor M² (or respectively the beam propagation ratio K=
The normed beam quality factor describes how well the affected laser beam can be focused in relation to the
dominant mode. The basic mode represents the theoretically best possible beam and has a beam quality
factor M² of 1. All other beams have higher M² values.
)
70
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Z-position
This value provides the position of the focus points in the z-position. As the compensation curve takes the
measurement points into consideration, the calculated z-position is not necessarily located at the position,
which has measured the smallest radius.
Focus radius
The focus radius is the smallest beam radius in the caustic. Generally, this value is similar to the smallest
value measured, but not necessarily.
Due to different reasons it may occur that the adaption to the measurement values was not carried out. This
is the case if the compensation curve does not lie close to the measurement values. In this case the parameters of the adapted compensation curve are to be discarded.
Rayleigh length
The Rayleigh length is a derived parameter and describes the distance in z-direction with regard to which the
beam radius has increased by the factor √2 (=1.41) and concerning which the beam area has increased by
the factor 2. The Rayleigh length increases with the focal length of the focusing optics and the beam quality.
The doubled Rayleigh length is an approximate point of reference, up to which material thickness (metal) a
procession is possible with the optic employed.
In order to make sure that the adapted values have a high significance, the measurement is to be carried out
in a z-range of at least ±2 Rayleigh-lengths. As demanded in the ISO 11146 5 to 6 Rayleigh-lengths would
be ideal. However, this demand is often confronted with the problem of quickly sinking power densities of the
laser beam which is to be measured. In case of a distance of 2 Rayleigh-lengths from the focus the power
density has sunk to just a quarter.
In this case the caustic measurement consists of a compromise between the desired measurement range in
z-direction and the power density (signal-to-noise ratio) necessary for a perfect measurement.
Cyclic caustic measurements
When performing cyclic caustic measurements, it is useful to store settings for various display parameters in
a data file. This data is available anytime and can be reloaded for a new measurement. For a quick check of
the beam or when it is necessary to measure only part of the caustic.
Cyclic measurements are normally performed over a period of 2 to 3 minutes; by Ethernet communication
much quicker. For measurements after laser or system servicing, you should use more planes to achieve
greater accuracy in the results.
To start a measurement, saved caustic data is loaded from the settings file. This is done through the menu
item File > Load Settings. The data is loaded after entering the desired file name.
Revision 02/2018 EN
71

35,0(6
Advanced (menu Presentation > Caustic > Advanced)
LaserQualityMonitor LQM
Fig. 12.26: Result window Results X,Y (2. Moment)
For the examination of asymmetric beams the dimensions of the main axes of the beam can be determined.
On the basis of these values the program also calculates direction dependent beam propagation factors as
well as beam position values. The related curves are shown via the two check boxes radius x, y while the
numerical values are provided by the result window.
72
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Raw beam (menu Presentation > Caustic > Raw Beam)
Fig. 12.27: Result window Raw Beam
When measuring according to ISO 11146, the raw beam parameters can be recalculated from the internal
caustic. The numeric values are also graphically displayed in the results window “raw beam”.
Revision 02/2018 EN
73

35,0(6
LaserQualityMonitor LQM
Review (menu Presentation > Caustic > Review)
This function checks whether the results and settings of the caustic measurement are within the reliable
range.
OK
Not ok
Borderline results
(in the measuring planes
2, 4, 6, 7 and 8)
Fig. 12.28: Result window Measurement Review
Under “spread” the average standard deviation of the caustic fit according to the 2nd moment method radii is
stated. A “tick” () is set if the standard deviation is smaller than 3.5% and if all of the measuring values lie
within a range of ±3%standard deviation.
When the divergence receives a negative assessment (û) the affected measuring planes are also displayed.
The displayed planes are arranged from left to right, starting with the greatest divergence and working its
way down. This means that the plane with the greatest divergence (see Fig. 12.28 on page 74 Plane 2) will
be the first one in front.
Valued functions Test criterion
Spread Average relative standard devia-
Fill factor Describes the ratio of the beam
Z-range Measuring range in z-direction At least 4 Rayleigh-lengths
Measurement planes Number of measurement planes
) < Z0 < (Z
(Z
Min+Zr
Max−Zr
tion of the caustic fit according to
nd
the 2
moment method
diameter to the lengths of the
sides of the measuring window
per Rayleigh length
) Minimum measurement range
above and below the focusing
plane
Positive evaluation
Standard deviation < 3.5%, all measurement values
within a range of ± 3 % standard deviation
In the range 0.35 – 0.7
At least 3 measurement planes per Rayleigh length
The focus lies within the minimum measurement
range and this range accounts for at least one Rayleigh length in every z-direction
Amplitude (>2000) Signal control Above 2000 counts
No Clipping (<4000) Signal control Below 4000 counts
Tab. 12.7: Criteria for the evaluation
74
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
If all criteria are fulfilled, the measuring results have a high reliability. The absolute accuracy can not be stated
from the standard deviation from the fits as all the systematic measuring errors as well as the accuracy of the
calibration are additionally taken into account when it comes to the absolute error.
12.5.7 Raw beam (menu Presentation > Raw-beam)
Actually, the parameter of the focussed beam is in the foreground during a measurement, but that is not the
case with the LaserQualityMonitor LQM: recalculated data of the raw beam is the result of the measurement
and therefore of note. For that reason an additional window can be found in the LaserDiagnosticsSoftware
LDS.
Fig. 12.29: Display of the recalculated data of a raw beam
The recalculated data of the raw beam regarding the measuring device is displayed in this window. Additionally, it is possible to enter a device offset in the window Measurement > Environment. It calculates the
distance between the measuring device inlet and the beam exit at the laser. This enables the user to get a
fast overview of the beam waist’s position regarding the measuring device or the beam exit at the laser. Furthermore, even any important beam parameter can be found in table form in that window.
The measuring planes in detail cannot be seen in this window. Thus, a direct, visual inference to the quality of
the measurement is no longer possible. For this reason, not only raw beam parameters are shown, but even
results of a numerical estimation of this measurement can be seen.
Revision 02/2018 EN
75

35,0(6
LaserQualityMonitor LQM
12.5.8 Symmetry check (menu Presentation > SymmetryCheck)
This display menu checks the rotational symmetry of the power density distribution of a laser beam. It can,
for instance in connection with the monitoring operation (Measurement > Single > Monitor), be used for
the alignment of laser resonators.
In the following, the figures Fig. 12.31 on page 76 and Fig. 12.32 on page 77 show two examples for
the possible results of a symmetry check at an elliptic beam and a circular beam.
Fig. 12.30: Dialogue window (menu Presentation > Isometry) power density distribution of an elliptic beam
The power density distribution of an elliptical beam as shown in Fig. 12.30 on page 76 together with the
Symmetry check comes to the following results.
Fig. 12.31: Dialoque window Symmetry check in cartesian coordinates of an elliptic beam
The abscissa in Fig. 12.31 on page 76 shows the angle and the ordinate shows the beam radius with the
intersection line at 86% of the total power.
76
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Fig. 12.32: Dialoque window Symmetry check in polar coordinates of an elliptic beam
On the screen the curves appear in different colors. The radius is indicated in pixel coordinates. The minimum as well as the maximum of the radius values can be chosen. On the right side the standard deviation of
the different radius values are indicated. These values give detailed information on the symmetry of the beam
distribution.
Well aligned resonators reach standard deviations in the range of 3% to 5%. Partially, values in a 1% and
2% range are possible.
A presentation in polar coordinates is also possible (Fig. 12.32 on page 77). The drawn in lines contain
86% up to 10% of the detected power. On the screen the graphs have different colors. X- and y-axis scale
in pixel values.
12.5.9 Fixed contour lines (menu Presentation > Fixed Contour Lines)
The contour lines are displayed with different power levels. Intersection lines are selected with: 86%, 80%,
60%, 40%, 20% and 10% of the total power.
In this presentation it is also possible to measure distances by clicking the start and end points with the
mouse.
Fig. 12.33: Dialoque window Fixed contour lines
Revision 02/2018 EN
77

35,0(6
LaserQualityMonitor LQM
12.5.10 Variable contour lines (menu Presentation > Variable Contour Lines)
Here the spatial power density distribution is displayed by means of freely selectable contour lines. Not only
intersections in x- and y- direction but also in power density coordinates (A/D-converter-counts) can be carried out. The position of the intersections is settable by means of a slide control or the keyboard.
Fig. 12.34: Dialoque window Variable contour lines
Setting by means of the keyboard:
• For the x-direction by means of the key x in order to increase the value and <shift>x in order to de-
crease it.
• For the y-direction by means of the key y in order to increase the value and <shift>y in order to de-
crease it.
• For the power density (intensity) by means of the key i in order to increase the value and <shift>i in
order to decrease it.
In the range of the left hand lower corner the current intersection coordinates, the power densities, the radius
generated by the intersection as well as the relative volume are displayed. The values are calculated basing
on the correctly entered laser power.
In the right hand upper corner it is possible to switch the scaling. Below it, there is an input field where the
desired power loss (-inclusion) can be entered. This value correlates to the given power levels in the window.
In addition to these functions, this window also offers plenty of additional information on the conditions under
which measurements are taken. The amplification, resolution number, and the software version used for
measuring are all displayed while measuring as well.
78
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
One click on the CCD Info button will open a window with additional information on the device parameters
such as trigger mode, trigger delay, integration duration, magnification, and focussing optic type.
Fig. 12.35: Display window CCD Info
Revision 02/2018 EN
79

35,0(6
LaserQualityMonitor LQM
12.5.11 Graphical review (menu Presentation > Graphical Review)
The display window Graphical review offers many possibilities to display the measurement values of the
single measurement planes. In total this window can present 20 different graphs. The possible selections for
the x- and y-coordinates are shown in the Tab. 12.8 on page 80.
y-axis x-axis
Radius Power
x-position Time
y-position Plane
Angle Position
Ellipticity
Tab. 12.8: Selections for the x/y coordinates
Fig. 12.36: Display window Graphical review – Example for assessment of a time series - radius/time
See chapter 12.4.9 on page 60, Section „Manual caustic measurement as time series (menu Measurement > Caustic > Manually adjusted)“.
12.5.12 Systemstate (menu Presentation > Systemstate)
Not relevant for LaserQualityMonitor LQM.
80
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.5.13 Evalution parameter view (menu Presentation > Evalution Parameter View)
In the directory “System“ in the LDS installation file (C:\Program\Primes\LDS2.98\System) you can find
predefined parameter files for the raw beam retrograde calculation (RawBeamParams.eval) and the caustic
evaluation (beamparams.eval). These can be pulled up under the menu point Presentation > Evaluation
Parameter View.
Fig. 12.37: Display window Evalution Parameter View with opened parameter file
The desired parameters and their limit values can be stipulated by means of the program PRIMES-EvalEditor
and can then be saved in the evaluation parameter file (*.eval). The program is automatically installed when
the LDS-setup is carried out.
Fig. 12.38: Dialoque window EvalEditor with loaded *.eval-file
The evaluation parameter file can only be displayed if the file BeamControls.xsd is located in the
same directory (C:\Program\Primes\LDS2.98\System)!
Revision 02/2018 EN
81

35,0(6
LaserQualityMonitor LQM
12.5.14 Evaluate document (menu Presentation > Evaluate doc)
The evaluation function compares selectable beam parameters and their adjustable limit values with the
results of a current or a saved measurement.
Under the menu point Presentation > Evaluate doc of the LDS, the following dialog window is opened:
Fig. 12.39: Dialoque window Evaluate Document for loading an evaluation file
The button Open Doc opens a file selection window that allows to choose a saved measuring file (*.foc).
The button Open Profile opens a file selection window for choosing an evaluation parameter file (*.eval).
The button Evaluate triggers an evaluation (see Fig. 12.40 on page 83). The single evaluation parameters
and the result of the evaluation are displayed. The overall evaluation (Result) of all results is displayed by
means of a traffic light symbol.
82
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
Evaluation Criteria: Only if all single evaluations are ok, the overall evaluation is displayed in green in the traffic
light symbol.
Fig. 12.40: Dialoque window Evaluate
In case the warning or limit values are exceeded, this has an influence on the color display of the traffic light
symbol. As soon as a warning value is exceeded or fallen short of, the yellow circle is filled. If the limit values
(min/max) are exceeded or fallen short of, the red circle is filled. The actual values in the table of the evaluation window are marked in color as well.
Green YellowYellowRed Red
(−)
0WarnMin MaxWarn
Fig. 12.41: Traffic light colors when warn- and limit values are exceeded
The overall result of the evaluation can be saved by means of the button Save.
Traffic light color
Limit values(+)
Revision 02/2018 EN
83

35,0(6
LaserQualityMonitor LQM
12.5.15 Color tables (menu Presentation > Color Tables)
Different color charts are available. It is possible to switch back and forth between the color charts. Thus the
assignment of A/D converter values and different color scales can be varied. This is important for the false
color presentation.
Three settings are possible:
• Linear color table (basic setting)
• Color table analogue to the root function
• Color table analogue to the fourth root function
These functions can especially be helpful as far as the analysis of slight variations near the zero level are concerned; e.g. the analysis of diffraction phenomena.
Fig. 12.42: Dialoque window Color Setup – Linear color table and 2nd root color table
12.5.16 Toolbar (Menu Presentation > Toolbar)
The toolbar can be shown or hidden by clicking Presentation > Toolbar in the menu.
Fig. 12.43: Showing or hiding the toolbar
84
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.5.17 Position (menu Presentation > Position)
This menu can be used to move the device to its parked position.
Fig. 12.44: Dialoque window Postition
12.5.18 Evaluation (option) (menu Presentation > Evaluation)
By means of this evaluation function, you can compare and evaluate different parameters of the measured
caustic (.foc-file) with specified limit values (.pro-file). The evaluation result is displayed optically with an LED
symbol (red=bad, green=good). The overall result (field Conclusion) is only considered as good provided that
all results are within the critical parameters (
).
Fig. 12.45: Dialoque window Evaluation
The parameters, the limit values and the identification of critical values are purported in a profile file (text file,
please see the example file in Fig. 12.46 on page 86).
Revision 02/2018 EN
85

35,0(6
Fig. 12.46: Example for a profile file
LaserQualityMonitor LQM
An evaluation is carried out as follows:
1. Click the button Open Doc and choose your measuring file (.foc-file).
2. Click the button Open Profile and choose your profile file (.pro-file).
3. Choose the desired radius definition in the selection Caustic.
4. Click on the button Evaluate.
86
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.6 Communication
12.6.1 Rescan bus (menu Communication > Rescan bus)
This menu can be used to reconnect a device that was connected previously.
12.6.2 Free communication (menu Communication > Free Communication)
By means of this menu you can control the communication via the PRIMES bus. Moreover, the settings for
the communication are made here (see chapter 11.3.2 on page 35).
Fig. 12.47: Dialoque window Kommunikation > Freie Kommunikation
Revision 02/2018 EN
87

35,0(6
LaserQualityMonitor LQM
12.6.3 Scan device list (menu Communication > Scan device list)
Every PRIMES device has a certain bus address. If a device is supposed to be controlled by means of the
LaserDiagnosticsSoftware LDS, the address has to be entered here. Moreover addresses can also be added
or deleted in this menu.
Fig. 12.48: Dialoque window Scan device list
The following addresses for all PRIMES devices may be listed in the device list:
80, 92, 112, 113, 114, 144, 145, 152, 161, 168
For the LaserQualityMonitor LQM, the address 168 must be entered.
88
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
12.7 Script
By means of scripts complex measurement procedures can be controlled automatically. Scripts are programs which are written in several script languages. Scripts are almost exclusively provided as source files in
order to enable an easy editing and adjustment of the program.
12.7.1 Editor (menu Script > Editor)
By means of the script editor you can draw up scripts which can control, for example, complex measuring
procedures automatically. An example is given in Fig. 12.49 on page 89 – the beam find procedure with
the LaserQualityMonitor LQM.
In order to open the script, the Open symbol has to be clicked, then a file can be chosen and played by using the button
. The button stops and ends the script.
Fig. 12.49: Dialoque window Script – Script for the beam find procedure of the LaserQualityMonitor LQM
12.7.2 List (menu Script > List)
Here all available scripts are listed.
Fig. 12.50: Display window List of Scripts
12.7.3 Python (menu Script > Python)
Starts the Python editor. The graphical user interface is identical to the one depicted in Fig. 12.49 on page
89. Python is a programming language with efficient abstract data structures and a simple but effective
approach for an object-oriented programming. Python is not only suitable for scripts but also for a fast application development. For programming with Python a separate PRIMES documentation is available.
Revision 02/2018 EN
89

35,0(6
13 Measurement
13.1 Safety instructions
DANGER
Serious eye or skin injury due to laser radiation
During the measurement the laser beam is guided on the device, which causes scattered or
directed reflection of the laser beam (laser class 4).
The LaserQualityMonitor LQM cannot be operated in any of the available configurations
without taking the following precautions. All precautions must be taken, even when the
fiber is in the collimator or fiber adapter
Please wear safety goggles adapted to the power, power density, laser wave length and
X
operating mode of the laser beam source in use.
Wear suitable protective clothing and protective gloves.
X
Protect yourself from laser radiation by separating protective devices (e.g. by using appro-
X
priate shielding).
LaserQualityMonitor LQM
DANGER
Serious eye or skin injury due to laser radiation
If the device is moved from its calibrated position, increased reflected radiation
(laser class 4) may result during measuring operation.
When mounting the device, please ensure that it cannot be moved, neither due to an unin-
X
tended push or a pull on the cables and hoses.
NOTICE
Damage/Destruction of the device (only in case of a HP-LQM II with 2nd attenuator)
If the safety circuit is not connected, the device may be damaged by overheating in the
event of a fault.
Connect the laser control to terminals 1 to 4 so that the laser shuts off when these con-
X
nection is interrupted.
NOTICE
Damage/Destruction of the device
Due to the temperature control, an overtemperature of the device is indicated in the
LaserDiagnosticsSoftware LDS, but the device is not protected against thermal damage.
Turn the laser off immediately upon receiving notification of excess temperature in the Laser-
X
DiagnosticsSoftware LDS.
For this reason, the LaserQualityMonitor LQM should never be left unattended while taking
X
measurements.
90
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
4
f
rawbeam
⋅
λ
13.2 Selection and change of the measuring objective and the neutral-density filter
13.2.1 Selection of the measuring objective
The selection of the correct measuring objective is of vital importance for the measurement quality. The limitation of use for the 1:1 or 5:1 measuring objectives is shown in the diagram Tab. 13.1 on page 91.
14
12
10
8
6
4
Beam diameter in mm
2
0
1 10
M²
Tab. 13.1: Range of application of the LQM objectives
Blue area 1:1 measuring objective
Red area
Example
The following example explains how a measuring objektiv is selected based on the minimum beam diameter
in the LaserQualityMonitor LQM and the number of lit pixels to be achieved depending on the measuring
objective (MOB).
λ = 1064 nm
M² = 1
d
= 7.3 mm
rawbeam
d
= 37.10 µm (d
foc
5:1 measuring objective
d
=
foc
= Focus diameter of the internal caustic)
foc
π
d
rawbeam
200
mm
mm
2
M
⋅⋅
100
For a fill factor of 35% and a resolution of 64 pixel minimum 22 illuminated pixels are needed.
Quantity of illuminated pixels at 4.4µm pixel pitch =
MOB 1:1 --> 37.1 µm / 4.4 µm · 1 = 8 û
MOB 5:1 --> 37.1 µm / 4.4 µm · 5 = 42
Revision 02/2018 EN
d
foc
4.4µm
· β (Magnification of the measuring objective 1 or 5)
91
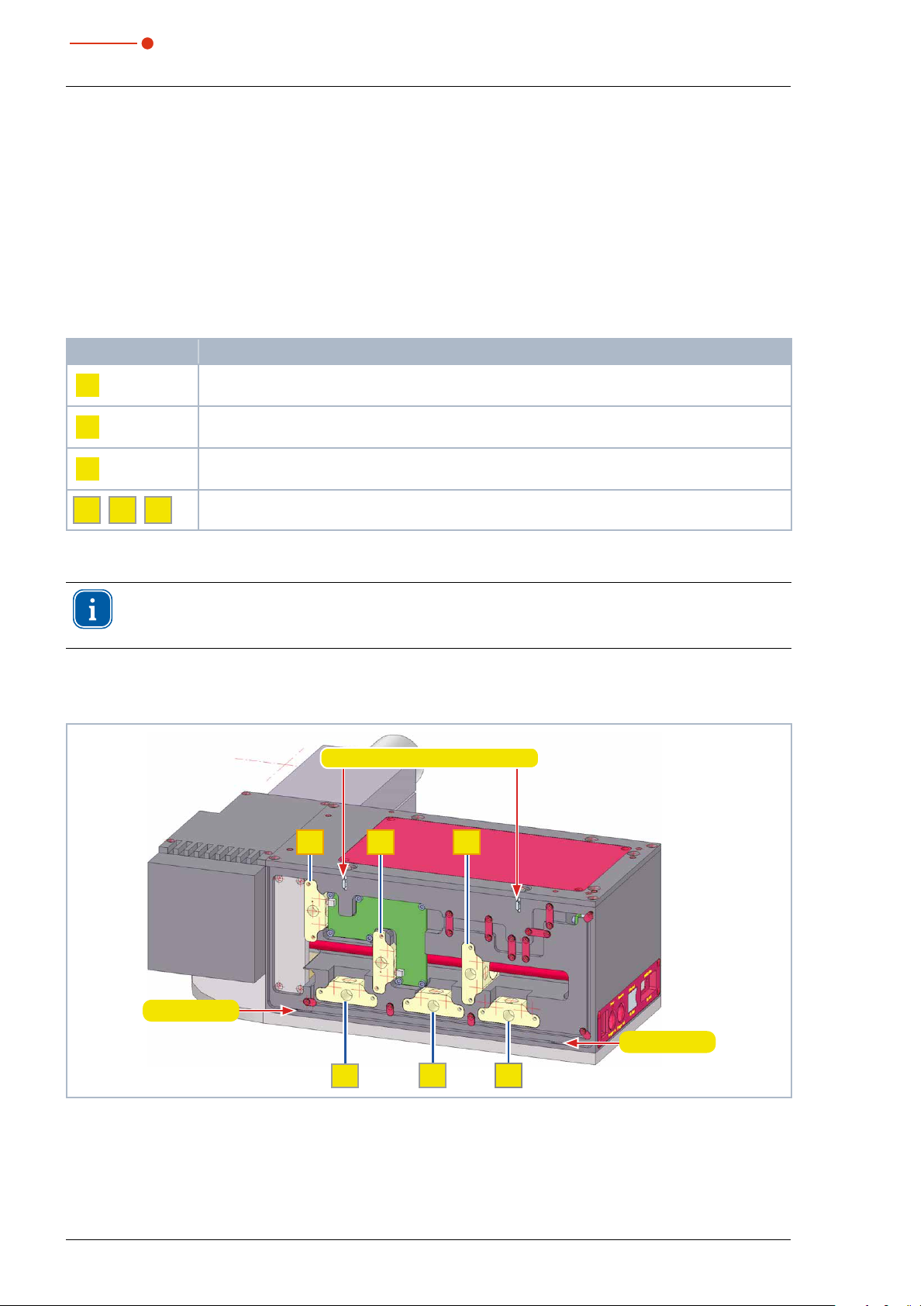
35,0(6
LaserQualityMonitor LQM
13.2.2 Exchanging the measuring objective or the neutral-density filter
For changing a measuring objective or the neutral-density filter, the plate on the side of the LaserQualityMonitor LQM has to be opened:
1. Turn off the laser.
2. Press down two locking bolts (see Fig. 13.1 on page 92):
• The housing plate on the side will then jump out.
Optical components can be slid into the optical path of the LaserQualityMonitor LQM at three locations (see
Fig. 13.1 on page 92, Positions 1, 2, 3).
Slot Optical Component
1 5:1 Measuring objective
2 1:1 Measuring objective
3 Neutral-density filter (OD filter)
4, 5, 6 Storage slots for unused components
Tab. 13.2: Slot positions of the optical components
Important:
In order to prevent measurement errors, there should only ever be one measuring objective in
the optical path at a time.
All insertions are coded differently via two dowels in order to keep the measuring objective and neutral-density filter from getting mixed up.
Locking bolts (2x)
1 2 3
Receptacles
Fig. 13.1: Slot positions for the optical components
92
Receptacles
4
65
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
NOTICE
Damage of the device
Contamination in the device can damage the optical components.
Seal unused slots with the provided dummy inserts.
X
Fig. 13.2: Dummy insert
DANGER
Serious eye or skin injury due to laser radiation
If the device is operated after the housing plate on the side has been removed, reflected
beams (laser class 4) may leave the device in measuring mode.
Only operate the device with a mounted housing plate.
X
3. Place the housing plate in the receptacles (see Fig. 13.1 on page 92) in the casing.
4. Flip the housing plate up until the two locking bolts clip into place.
5. Check that the housing plate is plan on the casing.
13.2.3 Neutral-density filter
Depending on laser beam source and configuration of the LaserQualityMonitor LQM, it can be necessary to
reduce the power once more.
This is done with a neutral-density filter which is able to go into the beam path in front of the CCD sensor.
The optical density of the filter can be varied between 1 (1:10) and 5 (1:100.000).
Fig. 13.3: Neutral-density filter
Revision 02/2018 EN
93

35,0(6
LaserQualityMonitor LQM
13.3 Align the laser beam with the LaserDiagnosticsSoftware LDS
After manually aligning the beam with the alignment tool, you can check the accuracy with a function of the
LaserDiagnosticsSoftware LDS.
13.3.1 Align the laser beam at position z2 in the measuring window
1. Set the measuring objective to 1:1 at first so it’s easier to detect the laser beam.
2. Open the dialog window Measurement > Individual Measurement and choose Video Mode in the
Measuring Mode area (see Fig. 13.4 on page 94).
3. Enter the z-position under the slider
(as an example for the LaserQualityMonitor LQM with 1:1 Measuring objective = 205 mm):
• LQM: 5:1 Measuring objective --->150mm; 1:1 Measuring objective ---> 205mm
• LQM UV: 5:1 Measuring objective ---> 55mm; 1:1 Measuring objective ---> 61mm
4. Choose the largest measuring window in the entry fields X and Y and arrange the section in the middle
by holding down the left mouse button and dragging.
5. Click on the Start button.
• The LaserQualityMonitor LQM moves to the assumed focus position z2 of the caustic being measured
and displays the constantly repeating measurements of the beam position in the measuring window.
6. Align the laser beam in such a way that the beam is positioned in the middle of the measuring window:
• For LaserQualityMonitor LQM with 1
the changes to the beam position in the measuring window.
7. If the laser beam is oriented in the middle of the window, click on the Stop button.
st
attenuator module, slowly turn the micrometer screws and observe
Delta z
z2z1 z3
Fig. 13.4: Settings in the dialog window Measurement settings
94
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
13.3.2 Display the misalignment angle of the laser beam via Position z1 and z3
1. Please open the dialogue window Measurement > LQM Adjustment.
2. Click on the Start Adjustment button.
3. Check if the beam has an angular deviation (see Fig. 13.5 on page 95):
st
• If so, use the micrometer screws at the 1
y
x
attenuator module to align the beam.
Delta z
z2z1 z3
Fig. 13.5: Checking the alignment with the LaserDiagnosticsSoftware LDS
In the LaserDiagnosticsSoftware LDS, the values for the path of travel Delta Z (mm) and the limit value for the
divergence can be freely selected.
Regardless of the assessment of the LaserDiagnosticsSoftware LDS for evaluating the misalignment angle,
you should check the two planes 0 and 1 in the measuring window of the menu Measurement > Individual
Measurement . The fill factor should show a value between 0.35 and 0.7.
If the laser beam is too large for the possible measuring window, you will need to cut the value for Delta Z
(mm) in half. Once both measured laser beams are located at the center of the measuring window, the alignment process is complete.
The measuring mode ends with one of the following messages:
The device is adjusted sufficiently:
• The real measurement can be started.
This means, the beam has to be readjusted. The angular offset between the main
axis of the LQM and the axis of the incoming laser beam is too large:
• Repeat the alignment process with the LaserDiagnosticsSoftware LDS.
This means, the device is not adjusted properly. Thus, the beam cannot hit the CCD
sensor:
• Align the device again with the alignment tool.
• Repeat the alignment process with the LaserDiagnosticsSoftware LDS.
Tab. 13.3: Messages from the LaserDiagnosticsSoftware LDS for aligning the LaserQualityMonitor LQM
OK
NOT OK
PLEASE READJUST!
NO BEAM!
PLEASE READJUST!
Revision 02/2018 EN
95

35,0(6
LaserQualityMonitor LQM
13.4 Enter the measurement settings into the LaserDiagnosticsSoftware LDS
Due to the fact that the LaserDiagnosticsSoftware LDS is designed multifunctionally for all PRIMES devices,
a few device-specific settings have to be made before a measurement. Moreover, the system and beam
geometry provided by the customer are to be considered.
13.4.1 CCD settings (menu Measurement > CCD Settings)
1. Please start the LaserDiagnosticsSoftware LDS (see chapter 12 on page 38).
2. Please open the dialogue window Measurement > CCD Settings and choose in the field “Trigger
Mode” Cw/Quasi-cw measurement.
You can find information on operating the LaserQualityMonitor LQM with pulsed laser beams in
chapter 20.6 on page 117.
3. Choose in the field “CCD Mode” Measuring Data.
4. Choose in the field “Wavelength” one of the validated Wavelengths.
5. Click on the Apply button.
Fig. 13.6: Settings in the dialogue window CCD Settings
Further information on the menu Measurement > CCD Settings can be found in chapter 12.4.5 on page
52.
96
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
13.4.2 Measuring environment (menu Measurement > Environment)
1. Please open the dialogue window Measurement > Environment
2. Type in the field “Wavelength” the actual Wavelength.
• The current wavelength is needed in order to calculate the M² value.
The required distance is the distance between laser source/collimator to the aperture of the basic
LaserQualityMonitor LQM. The distances between the basic LaserQualityMonitor LQM and the attenuator aperture are:
1st attenuator ≙ 94.3mm
2st attenuator ≙ 196.8mm
Eine Darstellung des Strahlengangs im LaserQualityMonitor LQM finden SIe in der Fig. 20.7 on
page 115.
3. Type in the field “Device-laser distance” the actual distance from the LaserQualityMonitor LQM to the
laser.
4. Type in the field “Maximum Power” the actual Maximum Power.
5. Type in the field “Efficient Power” (current power) the actual Efficient Power.
6. Click on the Apply button.
Fig. 13.7: Settings in the dialogue window Measuring Environment
Further information on the menu Measurement > Environment can be found in chapter 12.4.1 on page
48.
Revision 02/2018 EN
97

35,0(6
LaserQualityMonitor LQM
13.5 Flowchart of a measurement
13.5.1 Align the laser manually and with the LaserDiagnosticsSoftware LDS
1. Choose the correct measuring objective according to chapter 13.2 on page 91 .
2. Reduce the laser power.
3. Align the LaserQualityMonitor LQM according to chapter 7.2 on page 18 manually to the laser beam.
4. Align the LaserQualityMonitor LQM with the laser beam according to the instructions in chapter 13.3 on
page 94 and using the LaserDagnioseSoftware LDS.
• The reference position (z2) is shown in the dialogue window LQM Adjustment.
Preparation
Chose correct
objective
Enter reference
position (z2) of the
Objective
Switch on laser
at low power
13.5.2 Set caustic limits
Beam found
centered
Check laser
alignement with
alignement tool
Use micrometer
screws for the
adjustment
Start
Open new
document
Make single
measurement at Z
position (z2)
and
Ref
no
yes
no
no
Enter new z-value
(>> ± 1mm)
Start LQM
adjustment
Successfully
adjusted
Beam
diameter has
changed
Open/review
caustic window
Make single
measurement
Enter new z-value
yes
yes
(≈ ± 1mm)
Parameter-
Caustic measure-
ment
If caustic is
visible
FINISHED
no
Choose
different filter
Adjust
window size
98
no
Fillfactor,
Saturation
is correct
yes
Press
copy
Chose
next plane
Chose
next plane
Revision 02/2018 EN

35,0(6
LaserQualityMonitor LQM
13.5.3 Perform caustic measurement
Start
Open
new document
Enter caustic limits
(± 3 z
)
R
Enter number
of planes
(21 recommended)
Start measurement
Adjust to symetrical
z range
Increase
z-range
z-ange
(>4*z
û
(z
min+zR
<z
(z
max-zR
R
<
0
) = û
Start measurement
)
no
Review
stated as
no
or •
)
no
no
yes
FINISHED
Decrease
z-range
number of
planes
(<3/z
)
R
û
Fillfactor,
Amplitude or
No Clipping
û
Repeat
mentioned planes at
the single measure-
ment window
Revision 02/2018 EN
99

35,0(6
LaserQualityMonitor LQM
14 Maintenance and service
The operator is responsible for determining the maintenance intervals for the measuring device.
PRIMES recommends a maintenance interval of 12 months for inspection and validation or calibration.
If the device is used only sporadically, the maintenance interval can also be extended up to 24 months.
15 Storage and transport
Please note before storing devices with water cooling circuit:
NOTICE
Damage/destruction of the device caused by leaking or freezing cooling water
Leaking cooling water can damage the device. Storing the device at temperatures near or
below freezing and without emptying the cooling circuit completely can damage the device.
Empty the lines of the cooling circuit completely.
X
To empty the cooling circuit, the HP-LQM II/LQM 500 W can be flushed out with clean, dry
X
compressed air.
The optional PowerLossMonitor PLM cannot be flushed with compressed air.
To avoid contamination, please cover the apertures with the provided lid or optical tape.
X
Even when the lines of the cooling circuit have been emptied, a small amount of residual
X
water will remain in the device at all times. This may leak out and end up inside the device.
Close the connector plug of the cooling circuit with the included sealing plug.
Store the device in the original PRIMES transport box.
X
16 Measures for the product disposal
Due to the Electrical and Electronic Equipment Act (“Elektro-G“) PRIMES is obliged to dispose PRIMES measuring devices manufactured after August, 2005, free of charge.
PRIMES is a registered manufacturer in the German “Used Appliances Register“ (Elektro-Altgeräte-Register
“EAR“) with the number WEEE-reg.-no. DE65549202.
Provided that you are located in the EU, you are welcome to send your PRIMES devices to the following address, where they will be disposed free of charge (this service does not include shipping costs):
PRIMES GmbH
Max-Planck-Str. 2
64319 Pfungstadt
Deutschland
100
Revision 02/2018 EN
 Loading...
Loading...