


Instruction Manual
Installation, Operation and Service
Prest-O-Lite®380 Plasma Cutter
Prest-O-Lite®380 Plasma Cutter P/N 0558006057 - 230 V, 1-Phase, 50/60 Hz
Form No: 0558006081 03 / 2007

BE SURE THIS INFORMATION REACHES THE OPERATOR.
YOU CAN GET EXTRA COPIES THROUGH YOUR SUPPLIER.
These INSTRUCTIONS are for experienced operators. If you are not fully familiar with the principles of operation and safe practices for arc welding and cutting equipment, we urge you to read our booklet, "Precautions
and Safe Practices for Arc Welding, Cutting, and Gouging," Form 52-529. Do NOT permit untrained persons to
install, operate, or maintain this equipment. Do NOT attempt to install or operate this equipment until you
have read and fully understand these instructions. If you do not fully understand these instructions, contact
your supplier for further information. Be sure to read the Safety Precautions before installing or operating
this equipment.
USER RESPONSIBILITY
This equipment will perform in conformity with the description thereof contained in this manual and
accompanying labels and/or inserts when installed, operated, maintained and repaired in accordance
with the instructions provided. This equipment must be checked periodically. Malfunctioning or
poorly maintained equipment should not be used. Parts that are broken, missing, worn, distorted or
contaminated should be replaced immediately. Should such repair or replacement become necessary,
the manufacturer recommends that a telephone or written request for service advice be made to the
Authorized Distributor from whom it was purchased.
This equipment or any of its parts should not be altered without the prior written approval of the
manufacturer. The user of this equipment shall have the sole responsibility for any malfunction which
results from improper use, faulty maintenance, damage, improper repair or alteration by anyone other
than the manufacturer or a service facility designated by the manufacturer.
2

TABLE OF CONTENTS
SECTION TITLE PAGE
PARAGRAPH
SECTION 1 DESCRIPTION ............................................................................................................. 11
1.1 General .......................................................................................................................... 11
1.2 Scope ............................................................................................................................. 11
1.3 System Available ........................................................................................................11
1.4 Specifications .............................................................................................................. 12
1.5 PT-31XL Torch Technical Data ................................................................................ 14
SECTION 2 INSTALLATION...........................................................................................................15
2.1 General .......................................................................................................................... 15
2.2 Equipment Required ................................................................................................ 15
2.3 Location ........................................................................................................................ 15
2.4 Inspection ..................................................................................................................... 15
2.5 Primary Electrical Input Connections ................................................................. 15
2.6 Secondary (Output) Connections ........................................................................ 17
2.6.1 Torch Replacement ...................................................................................................17
2.6.2 Air Connection ............................................................................................................ 17
2.6.3 Work Lead Connection ............................................................................................ 17
2.7 PT-31XL Torch Consumables Installation .......................................................... 20
SECTION 3 OPERATION ................................................................................................................ 21
3.1 Operation .....................................................................................................................22
3.2 Prest-O-Lite® 380 Controls....................................................................................... 22
3.3 Assembling PT-31XL Consumable Parts ............................................................ 23
3.4 Cutting with the PT-31XL ........................................................................................ 23
3.5 Operating Techniques .............................................................................................. 25
3.6 Common Cutting Problems ................................................................................... 25
SECTION 4 MAINTENANCE .........................................................................................................27
4.1 General .......................................................................................................................... 27
4.2 Inspection and Cleaning ......................................................................................... 27
4.3 Flow Switch .................................................................................................................. 27
4.4 PT-31XL Torch Maintenance ..................................................................................28
4.5 Power Cable And Switch Disassembly Sequence .......................................... 29
SECTION 5 TROUBLESHOOTING .............................................................................................. 31
5.1 Troubleshooting ........................................................................................................ 31
5.2 Troubleshooting Guide ...........................................................................................31
5.3 Sequence of Operation ........................................................................................... 36
SECTION 6 REPLACEMENT PARTS ...........................................................................................37
6.1 General ..........................................................................................................................37
6.2 Ordering ........................................................................................................................ 37
3

TABLE OF CONTENTS
4

SAFETY PRECAUTIONS
WARNING: These Safety Precautions are for your
protection. They summarize precautionary information from the references listed in Additional
Safety Information section. Before performing any
installation or operating procedures, be sure to read and follow
the safety precautions listed below as well as all other manuals,
material safety data sheets, labels, etc. Failure to observe Safety
Precautions can result in injury or death.
PROTECT YOURSELF AND OTHERS -- Some welding, cutting,
and gouging processes are noisy and require ear protection. The arc, like the sun,
emits ultraviolet (UV) and other radiation
and can injure skin and eyes. Hot metal
can cause burns. Training in the proper
use of the processes and equipment is essential to prevent
accidents. Therefore:
1. Always wear safety glasses with side shields in any work area,
even if welding helmets, face shields, and goggles are also
required.
2. Use a face shield fitted with the correct filter and cover plates
to protect your eyes, face, neck, and ears from sparks and rays
of the arc when operating or observing operations. Warn bystanders not to watch the arc and not to expose themselves
to the rays of the electric-arc or hot metal.
3. Wear flameproof gauntlet type gloves, heavy long-sleeve
shirt, cuffless trousers, high-topped shoes, and a welding
helmet or cap for hair protection, to protect against arc rays
and hot sparks or hot metal. A flameproof apron may also be
desirable as protection against radiated heat and sparks.
4. Hot sparks or metal can lodge in rolled up sleeves, trouser
cuffs, or pockets. Sleeves and collars should be kept buttoned,
and open pockets eliminated from the front of clothing
5. Protect other personnel from arc rays and hot sparks with a
suitable non-flammable partition or curtains.
6. Use goggles over safety glasses when chipping slag or grind
ing. Chipped slag may be hot and can fly far. Bystanders should
also wear goggles over safety glasses.
FIRES AND EXPLOSIONS -- Heat from flames and arcs can
start fires. Hot slag or sparks can also cause fires and explosions. Therefore:
1. Remove all combustible materials
well away from the work area or cover the
materials with a protective non-flammable
covering. Combustible materials include wood,
cloth, sawdust, liquid and gas fuels, solvents,
paints and coatings, paper, etc.
2. Hot sparks or hot metal can fall through cracks or crevices in
floors or wall openings and cause a hidden smoldering fire
or fires on the floor below. Make certain that such openings
are protected from hot sparks and metal.“
3. Do not weld, cut or perform other hot work until the workpiece
has been completely cleaned so that there are no substances
on the workpiece which might produce flammable or toxic
vapors. Do not do hot work on closed containers. They may
explode.
4. Have fire extinguishing equipment handy for instant use,
such as a garden hose, water pail, sand bucket, or portable
fire extinguisher. Be sure you are trained in its use.
5. Do not use equipment beyond its ratings. For example, over
loaded welding cable can overheat and create a fire hazard.
6. After completing operations, inspect the work area to make
certain there are no hot sparks or hot metal which could cause
a later fire. Use fire watchers when necessary.
7. For additional information, refer to NFPA Standard 51B, "Fire
Prevention in Use of Cutting and Welding Processes", available
from the National Fire Protection Association, Batterymarch
Park, Quincy, MA 02269.
ELECTRICAL SHOCK -- Contact with live electrical parts and
ground can cause severe injury or death. DO NOT use AC
welding current in damp areas, if movement is confined, or if
there is danger of falling.
1. Be sure the power source frame (chassis) is connected to the
ground system of the input power.
2. Connect the workpiece to a good electrical ground.
3. Connect the work cable to the workpiece. A poor or missing
connection can expose you or others to a fatal
shock.
4. Use well-maintained equipment.
5. Keep everything dry, including cloth-
6. Make sure that all parts of your body
are insulated from work and from ground.
7. Do not stand directly on metal or the earth while working
in tight quarters or a damp area; stand on dry boards or an
insulating platform and wear rubber-soled shoes.
8. Put on dry, hole-free gloves before turning on the power.
9. Turn off the power before removing your gloves.
10. Refer to ANSI/ASC Standard Z49.1 (listed on next page) for
specific grounding recommendations. Do not mistake the
work lead for a ground cable.
ELECTRIC AND MAGNETIC FIELDS — May be dangerous. Elec
tric current flowing through any conductor causes localized
Electric and Magnetic Fields (EMF). Welding and cutting current
creates EMF around welding cables and welding machines.
Therefore:
1. Welders having pacemakers should consult their physician
-
-
before welding. EMF may interfere with some pacemakers.
2. Exposure to EMF may have other health effects which are
unknown.
3. Welders should use the following procedures to minimize
exposure to EMF:
A. Route the electrode and work cables together. Secure them
B. Never coil the torch or work cable
C. Do not place your body between the
D. Connect the work cable to the
E. Keep welding power source and cables as far away from
your body as possible.
5
Replace worn or damaged cables.
ing, work area, cables, torch/electrode holder,
and power source.
-
with tape when possible.
around your body.
torch and work cables. Route cables on the
same side of your body.
workpiece as close as possible to the area
being welded.

SAFETY PRECAUTIONS
FUMES AND GASES -- Fumes and gases,
can cause discomfort or harm, particularly in confined spaces. Do not breathe
fumes and gases. Shielding gases can
cause asphyxiation. Therefore:
1. Always provide adequate ventilation in the work area by
natural or mechanical means. Do not weld, cut, or gouge on
materials such as galvanized steel, stainless steel, copper,
zinc, lead, beryllium, or cadmium unless positive mechanical ventilation is provided. Do not breathe fumes from these
materials.
2. Do not operate near degreasing and spraying operations.
The heat or arc rays can react with chlorinated hydrocarbon
vapors to form phosgene, a highly toxic gas, and other irritant
gases.
3. If you develop momentary eye, nose, or throat irritation
while operating, this is an indication that ventilation is not
adequate. Stop work and take necessary steps to improve
ventilation in the work area. Do not continue to operate if
physical discomfort persists.
4. Refer to ANSI/ASC Standard Z49.1 (see listing below) for
specific ventilation recommendations.
5. WARNING: This product, when used for welding or cut-
ting, produces fumes or gases which contain
chemicals known to the State of California
to cause birth defects and, in some cases,
cancer. (California Health & Safety Code
§25249.5 et seq.)
CYLINDER HANDLING -- Cylinders, if mishandled, can rupture and violently release
gas. Sudden rupture of cylinder, valve, or
relief device can injure or kill. Therefore:
1. Use the proper gas for the process
and use the proper pressure reducing regula-
tor designed to operate from the compressed
gas cylinder. Do not use adaptors. Maintain hoses and fittings
in good condition. Follow manufacturer's operating instructions for mounting regulator to a compressed gas cylinder.
2. Always secure cylinders in an upright position by chain or
strap to suitable hand trucks, undercarriages, benches, walls,
post, or racks. Never secure cylinders to work tables or fixtures
where they may become part of an electrical circuit.
3. When not in use, keep cylinder valves closed. Have valve protection cap in place if regulator is not connected. Secure and
move cylinders by using suitable hand trucks. Avoid rough
handling of cylinders.
4. Locate cylinders away from heat, sparks, and flames. Never
strike an arc on a cylinder.
5. For additional information, refer to CGA Standard P-1, "Precautions for Safe Handling of Compressed Gases in Cylinders",
which is available from Compressed Gas Association, 1235
Jefferson Davis Highway, Arlington, VA 22202.
EQUIPMENT MAINTENANCE -- Faulty or improperly main
tained equipment can cause injury or death. Therefore:
troubleshooting, and maintenance work. Do not
perform any electrical work unless you are qualified to perform such work.
2. Before performing any maintenance work
inside a power source, disconnect the power
source from the incoming electrical power.
3. Maintain cables, grounding wire, connections, power cord,
and power supply in safe working order. Do not operate any
equipment in faulty condition.
4. Do not abuse any equipment or accessories. Keep equipment
away from heat sources such as furnaces, wet conditions such
as water puddles, oil or grease, corrosive atmospheres and
inclement weather.
5. Keep all safety devices and cabinet covers in position and in
good repair.
6. Use equipment only for its intended purpose. Do not modify
it in any manner.
ADDITIONAL SAFETY INFORMATION -- For more information on safe practices for electric arc welding and cutting
equipment, ask your supplier for a copy of "Precautions
and Safe Practices for Arc Welding, Cutting and Gouging",
Form 52-529.
The following publications, which are available from
the American Welding Society, 550 N.W. LeJuene Road,
Miami, FL 33126, are recommended to you:
1. ANSI/ASC Z49.1 - "Safety in Welding and
Cutting"
2. AWS C5.1 - "Recommended Practices for
Plasma Arc Welding"
3. AWS C5.2 - "Recommended Practices for Plasma Arc Cutting"
4. AWS C5.3 - "Recommended Practices for Air Carbon Arc Goug
ing and Cutting"
5. AWS C5.5 - "Recommended Practices for Gas Tungsten Arc
Welding“
6. AWS C5.6 - "Recommended Practices for Gas Metal Arc Welding"“
7. AWS SP - "Safe Practices" - Reprint, Welding Handbook.
8. ANSI/AWS F4.1, "Recommended Safe Practices for Welding
and Cutting of Containers That Have Held Hazardous Substances."
MEANING OF SYMBOLS - As used throughout this manual:
Means Attention! Be Alert! Your safety is involved.
Means immediate hazards which, if not
avoided, will result in immediate, serious
personal injury or loss of life.
-
Means potential hazards which could
result in personal injury or loss of life.
-
1. Always have qualified personnel perform the installation,
Means hazards which could result in minor
personal injury.
6

PRECAUCION DE SEGURIDAD
ADVERTENCIA: Estas Precauciones de Seguridad son
para su protección. Ellas hacen resumen de información
"Información Adicional Sobre La Seguridad". Antes de hacer cualquier
instalación o procedimiento de operación , asegúrese de leer y seguir
las precauciones de seguridad listadas a continuación así como también
todo manual, hoja de datos de seguridad del material, calcomanias, etc.
El no observar las Precauciones de Seguridad puede resultar en daño a
la persona o muerte.
el uso propio de los equipos y sus procesos es esencial para prevenir
accidentes. Por lo tanto:
proveniente de las referencias listadas en la sección
PROTEJASE USTED Y A LOS DEMAS-- Algunos procesos de soldadura, corte y ranurado son ruidosos
y requiren protección para los oídos. El arco, como
el sol , emite rayos ultravioleta (UV) y otras radiaciones que pueden dañar la piel y los ojos. El metal
caliente causa quemaduras. EL entrenamiento en
1. Utilice gafas de seguridad con protección a los lados siempre que
esté en el área de trabajo, aún cuando esté usando careta de soldar,
protector para su cara u otro tipo de protección.
2. Use una careta que tenga el filtro correcto y lente para proteger sus
ojos, cara, cuello, y oídos de las chispas y rayos del arco cuando se esté
operando y observando las operaciones. Alerte a todas las personas
cercanas de no mirar el arco y no exponerse a los rayos del arco
eléctrico o el metal fundido.
3. Use guantes de cuero a prueba de fuego, camisa pesada de mangas
largas, pantalón de ruedo liso, zapato alto al tobillo, y careta de soldar
con capucha para el pelo, para proteger el cuerpo de los rayos y chispas
calientes provenientes del metal fundido. En ocaciones un delantal a
prueba de fuego es necesario para protegerse del calor radiado y las
chispas.
4. Chispas y partículas de metal caliente puede alojarse en las mangas
enrolladas de la camisa , el ruedo del pantalón o los bolsillos. Mangas
y cuellos deberán mantenerse abotonados, bolsillos al frente de la
camisa deberán ser cerrados o eliminados.
5. Proteja a otras personas de los rayos del arco y chispas calientes con
una cortina adecuada no-flamable como división.
6. Use careta protectora además de sus gafas de seguridad cuando
esté removiendo escoria o puliendo. La escoria puede estar caliente
y desprenderse con velocidad. Personas cercanas deberán usar gafas
de seguridad y careta protectora.
FUEGO Y EXPLOSIONES -- El calor de las flamas y el arco pu-
eden ocacionar fuegos. Escoria caliente y las
chispas pueden causar fuegos y explosiones.
Por lo tanto:
1.
Remueva todo material combustible lejos del área
de trabajo o cubra los materiales con una cobija a
prueba de fuego. Materiales combustibles incluyen
madera, ropa, líquidos y gases flamables, solventes, pinturas, papel,
etc.
2. Chispas y partículas de metal pueden introducirse en las grietas y
agujeros de pisos y paredes causando fuegos escondidos en otros
niveles o espacios. Asegúrese de que toda grieta y agujero esté cubierto
para proteger lugares adyacentes contra fuegos.
3. No corte, suelde o haga cualquier otro trabajo relacionado hasta que
la pieza de trabajo esté totalmente limpia y libre de substancias que
puedan producir gases inflamables o vapores tóxicos. No trabaje dentro
o fuera de contenedores o tanques cerrados. Estos pueden explotar
si contienen vapores inflamables.
4. Tenga siempre a la mano equipo extintor de fuego para uso instantáneo,
como por ejemplo una manguera con agua, cubeta con agua, cubeta
con arena, o extintor portátil. Asegúrese que usted esta entrenado
para su uso.
5. No use el equipo fuera de su rango de operación. Por ejemplo, el calor
causado por cable sobrecarga en los cables de soldar pueden ocasionar
un fuego.
6. Después de termirar la operación del equipo, inspeccione el área de
trabajo para cerciorarse de que las chispas o metal caliente ocasionen un
fuego más tarde. Tenga personal asignado para vigilar si es necesario.
7. Para información adicional , haga referencia a la publicación NFPA
Standard 51B, "Fire Prevention in Use of Cutting and Welding Processes",
disponible a través de la National Fire Protection Association, Battery-
march Park, Quincy, MA 02269.
CHOQUE ELECTRICO -- El contacto con las partes eléctricas
energizadas y tierra puede causar daño severo o muerte. NO
use soldadura de corriente alterna (AC) en áreas húmedas,
de movimiento confinado en lugares estrechos o si hay
posibilidad de caer al suelo.
1.
de poder esté conectado a tierra através del sistema de
electricidad primario.
2. Conecte la pieza de trabajo a un buen
sistema de tierra física.
3. Conecte el cable de retorno a la pieza de
trabajo. Cables y conductores expuestos o con malas conexiones
pueden exponer al operador u otras personas a un choque eléctrico
fatal.
4. Use el equipo solamente si está en buenas condiciones. Reemplaze
cables rotos, dañados o con conductores expuestos.
5. Mantenga todo seco, incluyendo su ropa, el área de trabajo, los cables,
antorchas, pinza del electrodo, y la fuente de poder.
6. Asegúrese que todas las partes de su cuerpo están insuladas de
ambos, la pieza de trabajo y tierra.
7. No se pare directamente sobre metal o tierra mientras trabaja en lugares
estrechos o áreas húmedas; trabaje sobre un pedazo de madera seco
o una plataforma insulada y use zapatos con suela de goma.
8. Use guantes secos y sin agujeros antes de energizar el equipo.
9. Apage el equipo antes de quitarse sus guantes.
10. Use como referencia la publicación ANSI/ASC Standard Z49.1 (listado
en la próxima página) para recomendaciones específicas de como
conectar el equipo a tierra. No confunda el cable de soldar a la pieza
de trabajo con el cable a tierra.
Asegúrese de que el chasis de la fuente
CAMPOS ELECTRICOS Y MAGNETICOS - Son peligrosos. La
corriente eléctrica fluye através de cualquier conductor causando a nivel local Campos Eléctricos y Magnéticos (EMF). Las
corrientes en el área de corte y soldadura, crean EMF alrrededor
de los cables de soldar y las maquinas. Por lo tanto:
1. Soldadores u Operadores que use marca-pasos para
el corazón deberán consultar a su médico antes
de soldar. El Campo Electromagnético (EMF) puede
interferir con algunos marca-pasos.
2. Exponerse a campos electromagnéticos (EMF) puede
causar otros efectos de salud aún desconocidos.
3. Los soldadores deberán usar los siguientes proced-
A. Mantenga el electrodo y el cable a la pieza de trabajo juntos, hasta
llegar a la pieza que usted quiere soldar. Asegúrelos uno junto al
otro con cinta adhesiva cuando sea posible.
B. Nunca envuelva los cables de soldar alrededor de su cuerpo.
C. Nunca ubique su cuerpo entre la antorcha y el cable, a la pieza de
trabajo. Mantega los cables a un sólo lado de su cuerpo.
D. Conecte el cable de trabajo a la pieza de trabajo lo más cercano
posible al área de la soldadura.
E. Mantenga la fuente de poder y los cables de soldar lo más lejos
posible de su cuerpo.
imientos para minimizar exponerse al EMF:
7

PRECAUCION DE SEGURIDAD
HUMO Y GASES -- El humo y los gases, pueden causar malestar
o daño, particularmente en espacios sin ventilación. No inhale el humo o gases. El gas de
protección puede causar falta de oxígeno.
Por lo tanto:
1. Siempre provea ventilación adecuada
en el área de trabajo por medio natural o mecánico. No solde,
corte, o ranure materiales con hierro galvanizado, acero inoxidable, cobre, zinc, plomo, berílio, o cadmio a menos que
provea ventilación mecánica positiva . No respire los gases
producidos por estos materiales.
2. No opere cerca de lugares donde se aplique substancias químicas en aerosol. El calor de los rayos del arco pueden reaccionar
con los vapores de hidrocarburo clorinado para formar un
fosfógeno, o gas tóxico, y otros irritant es.
3. Si momentáneamente desarrolla inrritación de ojos, nariz
o garganta mientras est á operando, es indicación de que la
ventilación no es apropiada. Pare de trabajar y tome las
medidas necesarias para mejorar la ventilación en el área
de trabajo. No continúe operando si el malestar físico persiste.
4. Haga referencia a la publicación ANSI/ASC Standard Z49.1 (Vea
la lista a continuación) para recomendaciones específicas en la
ventilación.
5. ADVERTENCIA-- Este producto cuando se utiliza para sol-
daduras o cortes, produce humos o
gases, los cuales contienen químicos
conocidos por el Estado de California de
causar defectos en el nacimiento, o en
algunos casos, Cancer. (California Health
& Safety Code §25249.5 et seq.)
MANEJO DE CILINDROS-- Los cilindros,
si no son manejados correctamente, pueden romperse y liberar violentamente
gases. Rotura repentina del cilindro, válvula, o válvula de escape puede causar
daño o muerte. Por lo tanto:
1. Utilize el gas apropiado para el proceso y utilize un regulador diseñado para operar y reducir la presión del cilindro
de gas . No utilice adaptadores. Mantenga las mangueras y las
conexiones en buenas condiciones. Observe las instrucciones
de operación del manufacturero para montar el regulador en el
cilindro de gas comprimido.
2. Asegure siempre los cilindros en posición vertical y amárrelos
con una correa o cadena adecuada para asegurar el cilindro al
carro, transportes, tablilleros, paredes, postes, o armazón. Nunca
asegure los cilindros a la mesa de trabajo o las piezas que son
parte del circuito de soldadura . Este puede ser parte del circuito
elélectrico.
3. Cuando el cilindro no está en uso, mantenga la válvula del cilindro
cerrada. Ponga el capote de protección sobre la válvula si el
regulador no está conectado. Asegure y mueva los cilindros
utilizando un carro o transporte adecuado. Evite el manejo brusco
de los
MANTENIMIENTO DEL EQUIPO -- Equipo defectuoso o mal mantenido puede causar daño o
muerte. Por lo tanto:
1. Siempre tenga personal cualificado para efectuar l a instalación, diagnóstico, y mantenimiento del equipo. No ejecute
ningún trabajo eléctrico a menos que usted esté cualificado
para hacer el trabajo.
2. Antes de dar mantenimiento en el interior de la fuente
de poder, desconecte la fuente de poder del suministro de
electricidad primaria.
3. Mantenga los cables, cable a tierra, conexciones, cable pri
mario, y cualquier otra fuente de poder en buen estado
operacional. No opere ningún equipo en malas condiciones.
4. No abuse del equipo y sus accesorios. Mantenga el equipo
lejos de cosas que generen calor como hornos, también
lugares húmedos como charcos de agua , aceite o grasa,
atmósferas corrosivas y las inclemencias del tiempo.
5. Mantenga todos los artículos de seguridad y coverturas del
equipo en su posición y en buenas condiciones.
6. Use el equipo sólo para el propósito que fue diseñado. No
modifique el equipo en ninguna manera.
INFORMACION ADICIONAL DE SEGURIDAD -Para más información sobre las prácticas de seguridad
de los equipos de arco eléctrico para soldar y cortar,
pregunte a su suplidor por una copia de "Precautions
and Safe Practices for Arc Welding, Cutting and Gouging-Form 52-529.
Las siguientes publicaciones, disponibles através de la American
Welding Society, 550 N.W. LeJuene Road, Miami, FL 33126, son
recomendadas para usted:
1. ANSI/ASC Z49.1 - "Safety in Welding and Cutting"
2. AWS C5.1 - "Recommended Practices for Plasma Arc Welding"
3. AWS C5.2 - "Recommended Practices for Plasma Arc Cutting"
4. AWS C5.3 - "Recommended Practices for Air Carbon Arc Gouging
and Cutting"
5. AWS C5.5 - "Recommended Practices for Gas Tungsten Arc Welding“
6. AWS C5.6 - "Recommended Practices for Gas Metal Arc Welding"“
7. AWS SP - "Safe Practices" - Reprint, Welding Handbook.
8. ANSI/AWS F4.1, "Recommended Safe Practices for Welding and
Cutting of Containers That Have Held Hazardous Substances."
SIGNIFICADO DE LOS SIMBOLOS
usted avanza en la lectura de este folleto:
Los Símbolos Significan ¡Atención! ¡Esté
Alerta! Se trata de su seguridad.
Significa riesgo inmediato que, de no ser
evadido, puede resultar inmediatamente en
serio daño personal o la muerte.
Significa el riesgo de un peligro potencial
que puede resultar en serio daño personal
o la muerte.
Significa el posible riesgo que puede resultar
en menores daños a la persona.
8
-- Según
-

PRÉCAUTIONS DE SÉCURITÉ
AVERTISSEMENT: Ces règles de sécurité ont pour objet d’ assurer votre protection. Veillez à lire et à observer les précautions
énoncées ci-dessous avant de monter l’ équipement ou de
commercer à l’utiliser. Tout défaut d’observation de ces précautions risque d’entraîner des blessures graves ou mortelles.
1. PROTECTION INDIVIDUELLE-- Les brûlures de la peau et des
yeux dues au rayonnement de l’arc électrique ou du métal
incandescent, lors du soudage au plasma ou à l’électrode
ou lors du gougeage à l’arc, peuvent s’avérer plus graves
que celles résultant d’une exposition prolongée au soleil.
Aussi convient-il d’observer les précautions suivantes:
a. Portez un écran facial adéquat muni des plaques protectrices
et des verres filtrants appropriés afin de vous protéger les
yeux, le visage, le cou et les oreilles des étincelles et du
rayonnement de l’arc électrique lorsque vous effectuez
des soudures ou des coupes ou lorsque vous en observez
l’exécution.
AVERTISSEZ les personnes se trouvant à proximité de
façon à ce qu’elles ne regardent pas l’arc et à ce qu’elles
ne s’exposent pas à son rayonnement, ni à celui du métal
incandescent.
b. Portez des gants ignifugés à crispins, une tunique épaisse
à manches longues, des pantalons sans rebord, des
chaussures à embout d’acier et un casque de soudage ou
une calotte de protection, afin d’éviter d’exposer la peau
au rayonnement de l’arc électrique ou du métal incandescent. ll est également souhaitable d’utiliser un tablier
ininflammable de façon à se protéger des étincelles et du
rayonnement thermique.
c. Les étincelles ou les projections de métal incandescent ris-
quent de se loger dans des manches retroussées, des bords
relevés de pantalons ou dans des poches. Aussi convient-il
de garder boutonnés le col et les manches et de porter des
vêtements sans poches à l’avant.
d. Protégez des étincelles et du rayonnement de l’arc électrique
les autres personnes travaillant à proximité à l’aide d’un
écran ininflammable adéquat.
e. Ne jamais omettre de porter des lunettes de sécurité lorsque
vous vous trouvez dans un secteur où l’on effectue des
opérations de soudage ou de coupage à l’arc. Utilisez des
lunettes de sécurité à écrans ou verres latéraux pour piquer
ou meûler le laitier. Les piquetures incandescentes de laitier
peuvent être projetées à des distances considérables. Les
personnes se trouvant à proximité doivent également
porter des lunettes de protection.
f. Le gougeage à l’arc et le soudage à l’arc au plasma produisent
un niveau de bruit extrêmement élevé (de 100 à 114 dB) et
exigent par conséquent l’emploi de dispositifs appropriés
de protection auditive.
2 PRÉVENTION DES INCENDES Les projections de laitier
incandescent ou d’étincelles peuvent provoquer de graves
incendies au contact de matériaux combustibles solides,
liquides ou gazeux. Aussi faut-il observer les précautions
suivantes:
a. Éloigner suffisamment tous les matériaux combustibles
du secteur où l’on exécute des soudures ou des coupes à
l’arc, à moins de les recouvrir complètement d’une bâche
non-inflammable. Ce type de matériaux comprend notam-
ment le bois, les vêtements, la sciure, l’essence, le kérosène, les
peintures, les solvants, le gaz naturel, l’acétylène, le propane
et autres substances combustibles semblables.
b. Les étincelles ou les projections de métal incandescent peuvent
tomber dans des fissures du plancher ou dans des ouvertures
des murs et y déclencher une ignition lente cachée. Veiller à
protéger ces ouvertures des étincelles et des projections de
métal.
c. N’exécutez pas de soudures, de coupes, d’opérations de
gougeage ou autres travaux à chaud à la surface de barils,
bidons, réservoirs ou autres contenants usagés, avant de les
avoir nettoyés de toute trace de substance susceptible de
produire des vapeurs inflammables ou toxiques.
d. En vue d’assurer la prévention des incendies, il convient de
disposer d’un matériel d’extinction prêt à servir immédiatement, tel qu’un tuyau d’arrosage, un seau à eau, un seau de
sable ou un extincteur portatif.
e. Une fois le travail à l’arc terminé, inspectez le secteur de façon
à vous assurer qu’aucune étincelle ou projection de métal
incandescent ne risque de provoquer ultérieurement un feu.
3. CHOC ÉLECTRIQUE-- Le gougeage à l’arc et à l’arc au plasma
exige l’emploi de tensions à vide relativement importantes; or,
celles-ci risquent de causer des dommages corporels graves et
même mortels en cas d’utilisation inadéquate. La gravité du
choc électrique reçu dépend du chemin suivi par le courant
à travers le corps humain et de son intensité.
a. Ne laissez jamais de surfaces métalliques sous tension venir au
contact direct de la peau ou de vêtements humides. Veillez à
porter des gants bien secs.
b. Si vous devez effectuer un travail sur une surface métallique
ou dans un secteur humide, veillez à assu-rer votre isolation
corporelle en portant des gants secs et des chaussures à
semelles de caoutchouc et en vous tenant sur une planche
ou une plate-forme sèche.
c. Mettez toujours à la terre le poste de soudage/coupage en le
reliant par un câble à une bonne prise de terre.
d. N’utilisez jamais de câbles usés ou endommagés. Ne surchargez
jamais le câble. Utilisez toujours un équipement correctement
entretenu.
e. Mettez l’équipement hors tension lorsqu’il n’est pas en service.
une mise à la masse accidentelle peut en effet provoquer une
surchauffe de l’équipement et un danger d’incendie. Ne pas
enrouler ou passer le câble autour d’une partie quelconque
du corps.
f. Vérifiez si le câble de masse est bien relié à la pièce en un point
aussi proche que possible de la zone de travail. Le branchement des câbles de masse à l’ossature du bâtiment ou en un
point éloigné de la zone de travail augmente en effet le risque
de passage d’un courant de sortie par des chaînes de
9

PRÉCAUTIONS DE SÉCURITÉ
levage, des câbles de grue ou divers chemins élec-
triques.
g. Empêchez l’apparition de toute humidité, notamment sur
vos vêtements, à la surface de l’emplacement de travail, des
câbles, du porte-électrode et du poste de soudage/coupage. Réparez immédiatement toute fuite d’eau.
4. VENTILATION-- La respiration prolongée des fumées résultant des opérations de soudage/coupage, à l’intérieur, d’un
local clos, peut provoquer des malaises et des dommages
corporels. Aussi convient-il d’observer les précautions
suivantes:
a. Assurez en permanence une aération adéquate de
l’emplacement de travail en maintenant une ventilation
naturelle ou à l’aide de moyens mécaniques. N’effectuez
jamais de travaux de soudage ou de coupage sur des matériaux de zinc, de plomb, de beryllium ou de cadmium en
l’absence de moyens mécaniques de ventilation capables
d’empêcher l’inhalation des fumées dégagées par ces
matériaux.
b. N’effectuez jamais de travaux de soudage ou de coupage
à proximité de vapeurs d’hydrocarbure chloré résultant
d’opérations voisines de dégraissage ou de pulvérisation. La chaleur dégagée ou le rayonnement de l’arc peut
déclencher la formation de phosgène -- gaz particulièrement toxique -- et d’autres gaz irritants, à partir des vapeurs
de solvant.
c. Une irritation momentanée des yeux, du nez ou de la gorge
constatée au cours de l’utilisation de l’équipement dénote
un défaut de ventilation. Arrêtez-vous de travailler afin de
prendre les mesures néces- saires à l’amélioration de
la ventilation. Ne poursuivez pas l’opération entreprise si
le malaise persiste.
d. Certaines commandes comportent des canalisations
où circule de l’hydrogène. L’armoire de commande est
munie d’un ventilateur destiné à empêcher la formation de poches d’hydrogène, lesquelles présentent un
danger d’explosion; ce ventilateur ne fonctionne que si
l’interrupteur correspondant du panneau avant se trouve
placé en position ON (Marche). Veillez à manœuvrer cette
commande en vérifiant si le couvercle est bien en place,
de façon à assurer l’efficacité de la ventilation ainsi réalisée.
Ne jamais débrancher le ventilateur.
e. Les fumées produites par l’opération de soudage ou de
coupage peuvent s’avérer toxiques. Aussi est-il nécessaire
de disposer en permanence d’un dispositif adéquat de
ventilation de type aspirant, afin d’élimi-ner du voisinage
de l’opérateur tout dégagement de fumée visible.
f. Consultez les recommandations particulières en matière
de ventilation indiquées à l’alinéa 6 de la norme Z49.1
de l’AWS.
5. ENTRETIEN DE L’ÉQUIPEMENT-- Un équipement entretenu
de façon défectueuse ou inadéquate risque non seulement
de réaliser un travail de mauvaise qualité mais, chose plus
grave encore, d’entraîner des dommages corporels graves,
voire mortels en déclenchant des incendies ou des chocs
électriques. Observez par conséquent les précautions
suivantes:
a. Efforcez-vous de toujours confier à un personnel qua-lifié
l’installation, le dépannage et l’entretien du poste de soudage et de coupage. N’effectuez aucune réparation électrique
sur l’équipement à moins d’être qua-lifié à cet effet.
b. Ne procédez jamais à une tâche d’entretien quelconque
à l’intérieur du poste de soudage/coupage, avant d’avoir
débranché l’alimentation électrique.
c. Maintenez en bon état de fonctionnement les câbles, le
câble de masse, les branchements, le cordon d’alimentation
et le poste de soudage/coupage. N’utilisez jamais le poste ou
l’équipement s’il présente une défectuosité quelconque.
d. Prenez soin du poste de soudage et de coupage et des
équipements accessoires. Gardez-les à l’écart des sources de
charleur, notamment des fours, de l’humidité, des flaques
d’eau maintenez-les à l’abri des traces d’huile ou de graisse,
des atmosphères corrosives et des intempéries.
e. Laissez en place tous les dispositifs de sécurité et tous les
panneaux de l’armoire de commande en veillant à les
garder en bon état.
f. Utilisez le poste de soudage/coupage conformément à son
usage prévu et n’effectuez aucune modification.
6. INFORMATIONS COMPLÉMENTAIRES RELATIVES À LA SÉ
CURITÉ
Pour obtenir des informations complémentaires sur les
règles de sécurité à observer pour le montage et l’utilisation
d’équipements de soudage et de coupage électriques et
sur les méthodes de travail recommandées, demandez
un exemplaire du livret N° 52529 “Precautions and Safe
Practices for Arc Welding, Cutting and Gouging” publié
par Prest-O-Lite. Nous conseillons également de consulter
les publications sui-vantes, tenues à votre disposition par
l’American Welding Society, 550 N.W. LeJuene Road, Miami,
FL 32126:
a. “Safety in Welding and Cutting” AWS Z49.1
b. “Recommended Safe Practices for Gas-Shielded Arc Welding
“AWS A6. 1.
c. “Safe Practices for Welding and Cutting Containers That Have
Held Combustibles” AWS-A6.0.
d. “Recommended Safe Practices for Plasma Arc Cutting”
AWS-A6. 3.
e. “Recommended Safe Practices for Plasma Arc Welding”
AWS-C5. 1.
f. “Recommended Safe Practices for Air Carbon Arc Gouging
and Cutting” AWS-C5. 3.
g. “Code For Safety in Welding and Cutting” CSA-Standard
W117. 2.
10

SECTION 1 DESCRIPTION
1.1 GENERAL
The Prest-O-Lite® 380 is a compact, completely self-contained
plasma Cutter. As shipped, the system is fully assembled
and ready to cut after being connected to input power
and a source of prefiltered compressed air (90-150 psi). The
Prest-O-Lite® 380 system uses the PT-31XL torch to deliver
cutting power for cutting materials up to 3/8 inch thick or
for severing up to 1/2 inch thick.
The patented PT-31XL is a manual torch with a 75° head
designed for use with several plasma arc cutting packages
using clean, dry air as the plasma gas. The torch service line
is 15 ft. (4.6m) long and is rated at 100% duty cycle for any
output level of the Prest-O-Lite® 380.
Do not use any torch with this power source other than
the Prest-O-Lite brand PT-31XL torch. Serious injury may
occur if used with any other torch.
1.2 SCOPE
The purpose of this manual is to provide the operator with
all the information required to install and operate the PrestO-Lite® 380 Plasma™ Cutter. Technical reference material is
also provided to assist in troubleshooting the Cutter.
1.3 SYSTEM AVAILABLE
Prest-O-Lite®380 Plasma Cutter .......................................................................................................................P/N 0558006057
includes: Console with Regulator and Work Cable, PT-31XL Torch, 15 ft. (4.6m) Torch Cable and Spare Parts Kit
Optional Torch Guide Kit (0558003258) permits cutting accurate circles from 1.8 inches to 41.3 inches (45mm to
1050mm) in diameter with a manual torch. The attachment includes a head and radius bar assembly, center-point / adaptor, and dual swivel castor assembly. Cuts can be made inside or outside the circle. The torch head is always held vertical
during the cutting operation. The attachment is also handy for maintaining a constant standoff in other types of cutting.
11

SECTION 1 DESCRIPTION
Table 1-1 PT-31XL Spare Parts Kit Contents
Description Part Number Quantity
Spare Parts Kit P/N 0558006146 includes:
30/40 A Nozzle 0558006187 3
Electrode 0558006190 2
Swirl Baffle 0558006189 1
Heat Shield 0558006185 1
Lubricant, 1/4 oz. 17672 1
NOTE: PT-31XL Torch Assembly P/N 0558004482 is supplied with the nozzle, electrode, swirl
baffle, and heat shield assembled as part of the Prest-O-Lite® 380 system.
1.4 SPECIFICATIONS
Refer to Tables 1-2, 1-3, and Figures 1-1 and 1-2 for Prest-O-Lite® 380 technical specifications.
Table 1-2 Prest-O-Lite® 380 Specifications
35% Duty Cycle* 30 A @ 92 V dc
Rated
Output
60% Duty Cycle* 27 A @ 91 V dc
100% Duty Cycle* 21 A @ 88 V dc
Output Current Range 15 to 30 Amperes
Open Circuit Voltage 270 V dc Nominal
Rated Primary Input @
30 A @ 92 VDC Output
208/230 VAC,
50/60 Hz, 1-Phase
19/18 A
Power Factor @ 30 Amperes Output 81% (1-Phase)
Torch Current Capacity
Current Capacity PT-31XL 50 A DCSP
Minimum Air Supply Requirements
Air Requirements PT-31XL 250 cfh @ 80 psi
Length
Dimensions of Handy Plasma 380
Height
Width
*Duty cycle is based on a 10-minute period; therefore, a 40% duty cycle means the machine may operate for 4 minutes with a cool down period of 6 minutes; a 60% duty cycle
means the machine may operate for 6 minutes with a cool down period of 4 minutes; a 100% duty cycle means the machine may operate continuously.
12
17.75-in. ( 450.8 mm)
11.12-in. (282.6 mm)
5.75-in. (146.1 mm)

SECTION 1 DESCRIPTION
Table 1-3 PT-31XL Torch Specifications
PT-31XL Torch
Current Capacity ...........................................................50A DCSP
Shipping Wgt. .....................................................1.5 lbs (0.68 kg)
Length of Service Lines .........................................15 ft. (4.6 m)
PT-31XL Torch Assembly P/N 0558004482 is supplied with
the nozzle, electrode, swirl baffle, and heat shield assembled.
2 1/4"
(57mm)
75° Torch
5 1/4"
(133mm)
Figure 1-1. PT-31XL Dimensions
Figure 1-2. PT-31XL Cutting Performance
13

SECTION 1 DESCRIPTION
14

SECTION 2 INSTALLATION
2.1 GENERAL
Proper installation will insure satisfactory and trouble-free
operation of the Prest-O-Lite® 380 cutting package. It is
suggested that each step in this section be studied carefully and followed.
2.2 EQUIPMENT REQUIRED
A source of clean, prefiltered dry air that supplies 250 cfh at
80 psig is required for the cutting operation. The air supply
should not exceed 150 psig (the maximum inlet pressure rating of the air filter-regulator supplied with the package).
2.3 LOCATION
Adequate ventilation is necessary to provide proper cooling
of the Prest-O-Lite® 380 and the amount of dirt, dust, and
excessive heat to which the equipment is exposed, should
be minimized. There should be at least one foot of clearance between the Prest-O-Lite® 380 power source and wall
or any other obstruction to allow freedom of air movement
through the power source.
Installing or placing any type of filtering device will restrict
the volume of intake air, thereby subjecting the power source
internal components to overheating. The warranty is void
if any type of filter device is used.
2.4 INSPECTION
C. Check air louvers and any other openings to ensure
that any obstruction is removed.
2.5 PRIMARY ELECTRICAL INPUT
CONNECTIONS
ELECTRIC SHOCK CAN KILL! Precautionary measures
should be taken to provide maximum protection against
electrical shock. Be sure that all power is off by opening
the line (wall) disconnect switch and by unplugging the
power cord to the unit when connections are made inside
of the power source.
Be sure that the power source is properly configured for
your input power supply. DO NOT connect a power source
configured for 208/230 V to a 460 V input power supply.
Damage to the machine may occur.
The Prest-O-Lite® 380 power source operates on 230 VAC,
1-phase input power and is equipped with a 8-ft, 3-conductor cable. The customer is responsible for supplying a plug
with a NEMA 6-30 rating minimum ir desired.
A. Remove the shipping container and all packing ma-
terial and inspect for evidence of concealed damage
which may not have been apparent upon receipt of
the Prest-O-Lite® 380. Notify the carrier of any defects
or damage at once.
B. Check container for any loose parts prior to disposing
of shipping materials.
Table 2.1. Recommended Sizes for Input Conductors and Line Fuses
Rated Input Input & GND Fuse Size
Conductor Amps
Volts Amp Phases CU/AWG*
208 19 1 No. 10 30
230 18 1 No. 10 30
* Sized per National Code for 80°C rated copper conductors @ 30°C ambient. Not more than three conductors in
raceway or cable. Local codes should be followed if they specify sizes other than those listed above.
The chassis must be connected to an approved electrical
ground. Failure to do so may result in electrical shock,
severe burns or death.
A line (wall) disconnect switch, with proper sized fuse or
circuit breaker (see Table 2.1), should be provided at the
main power panel.
15

SECTION 2 INSTALLATION
2.5 PRIMARY ELECTRICAL INPUT CONNECTIONS
CUSTOMER FUSED LINE
DISCONNECT SWITCH
*
See Table 2.1
Prefiltered AIR SUPPLY (Customer Supplied)
(90 to 150 psig max)
Figure 2-1 Prest-O-Lite® 380 Primary Interconnection Diagram
RECEPTACLE - NEMA 6-30 rating minimum
(Receptacle to match plug)
PLUG (customer supplied)
NEMA 6-30 rating minimum
(See Table 2.1 and WARNING
*
in regards to chassis ground
in Section 2.5.)
16

SECTION 2 INSTALLATION
2.6 SECONDARY OUTPUT CONNECTIONS
Torch comes factory installed. These instructions are for
torch replacement.
Before making any connections to the power source
output terminals, make sure that all primary input
power to the power source is deenergized (off) at the
main disconnect switch and that the input power cable
is unplugged. For operator safety, the torch connections
are loaded.
2.6.1 Torch Replacement
1. Remove the machine cover panel. The torch connection
is located on the lower side of machine. See Figure 2-2
below.
2. Thread the power cable and switch lead of the PT-31XL
through the lower left side bushing of the front panel.
Connect power cable to the torch fitting (left-hand
threads) and connect torch trigger switch leads to pins
1 and 2 of white plug located in the lower right corner
of machine. Make sure the power cable connection is
wrench-tight.
3. Replace the machine cover panel.
2.6.2 Air Connection
1. Connect your air supply to the inlet connection of the
filter-regulator. See Figure 2-1.
2.6.3 Work Lead Connection
1. Clamp the work cable to the workpiece. Be sure the
workpiece is connected to an approved earth ground
with a properly sized ground cable. See Figures 2-3, 2-4
and 2-5.
rear
front
Torch Connection
Figure 2-2. Torch Connection
17

SECTION 2 INSTALLATION
2.6 SECONDARY OUTPUT CONNECTIONS
PT-31XL
SAFETY
GROUND
WORK
WORK CABLE
Allow at least 10 ft (3 m)
between work and power source
Figure 2-3 Prest-O-Lite® 380 Secondary Interconnection Diagram
18

SECTION 2 INSTALLATION
2.6 SECONDARY OUTPUT CONNECTIONS
EARTH GROUND
DO NOT ATTACH WORK CABLE
WORK CABLE
TO PIECE BEING CUT FREE
Figure 2-4 Secondary (Output) Connections
GROUNDED
WORK TABLE
BE SURE WORK IS IN GOOD
CONTACT WITH TABLE.
EARTH GROUND
WORK CABLE
Figure 2-5 Secondary (Output) Connections
19

SECTION 2 INSTALLATION
2.7 PT31XL TORCH CONSUMABLES INSTALLATION
WARNING
!
BE SURE to install the swirl baffle
in the torch. Failure to do so
would allow the nozzle (tip)
to contact the electrode. This
contact would permit high voltage to be applied to the nozzle.
Your contact with the nozzle or
workpiece could then result in
serious injury or death by electric
shock.
WARNING
!
The PT-31XL torch head contains
a gas flow check valve that acts in
conjunction with the flow switch
and circuitry within the power
source. This system prevents
the torch from being energized
with high voltage if the torch
switch is accidentally closed
when the shield is removed.
ALWAYS REPLACE TORCH WITH
THE PROPER TORCH MANUFACTURED BY Prest-O-Lite SINCE IT
ALONE CONTAINS Prest-O-Lite'S
PATENTED SAFETY INTERLOCK.
Follow all safety instructions included in this manual. DO NOT install or attempt to
operate this torch without following these safety instructions.
The seat comes assembled to the front end of the torch. Make sure seat is tightened
firmly with a wrench but do NOT overtighten.
1. To disassemble the front end, hold the torch with the shield in an upright position.
This will prevent the nozzle, electrode, and swirl baffle from falling free when the
shield is removed.
The gas flow check valve is part of the safety interlock and is permanently assembled in the torch head. The head must be replaced if this valve malfunctions.
The light spring force used to close the ball check can be felt by pushing on the
electrode when assembling the front end components.
2. Periodically check the heat shield, electrode, nozzle, and swirl baffle. Replace if
worn or damaged.
3. Do not continue to use if the electrode end erodes to a length shorter than 16mm
[5/8 in.] as shown in Fugure 2-6 below.
4. Apply a small amount of lubricant P/N 0558000443 (17672), supplied in spare parts
kit, to the heat shield or to the o-ring as shown in Figure 4-3. Check o-ring for
damage whenever the shield is removed. Replace if necessary.
NOTE: Nozzles
Marked By
Amperage
0558006192
Plunger
0558006191
Seat
Figure 2-6 Assembly of “XT” Consumable Parts
0558006190
Electrode
20
0558006189
Baffle
0558006187
Nozzle
30/40A
0558006185
Heat Shield

SECTION 3 OPERATION
3.0 OPERATION
To ensure that the Prest-O-Lite 380 operates correctly please perform the
following steps:
1. Turn on main power switch and make sure air is flowing to the machine. Adjust
the air regulator to 65 psi before cutting operations begin.
NOTE:
This pressure adjustment must be made within 15 seconds after the machine is
turned on. If this is not done within the allotted time the main power must be
turned off and back on again to activate the 15 second preflow sequence for air
pressure adjustment.
2. Set output current from 15 to 30 amperes to suit cutting conditions prior to
operation of the machine. See Page 25.
21

SECTION 3 OPERATION
3.1 OPERATION
ELEC- TRIC SHOCK can kill.
• Do NOT operate the unit with the cover removed.
• Do NOT apply power to the unit while holding or carrying the unit.
• Do NOT touch any torch parts forward of the torch
handle (nozzle, heat shield, electrode, etc.) with power
switch on.
ARC RAYS can burn eyes and skin;
NOISE can damage hearing.
• Wear welding helmet with No. 6 or 7 lens shade.
• Wear eye, ear, and body protection.
Position the Prest-O-Lite® 380 at least 10 feet (3 meters)
from the cutting area. Sparks and hot slag from the cutting operation can damage the unit.
3.2 Prest-O-Lite® 380 CONTROLS
(FIGURE 3-1)
A. Power Switch (located on rear panel). When placed
in ON position, the green pilot light will glow indicating control circuit is energized and the cooling fan will
run.
B. Output Current Control. Adjustable from 15 to 30
amperes to suit cutting conditions. Set output current
to suit cutting conditions prior to operation of machine.
See Page 22.
C. Air Pressure Adjustment Control. When main power
switch is turned on and air is flowing to the machine,
the air regulator can be adjusted to the desired pressure
(65-70 psig) before cutting operations begin.
NOTE: This pressure adjustment must be made within
15 seconds after the machine is turned on. If this is not
done within the allotted time the main power must be
turned off and back on again to activate the 15 second
preflow sequence for air pressure adjustment. See Page
21.
POWER
ON-OFF
CURRENT
CONTROL
TEMPERATURE AIR
AIR PRESSURE
GAUGE
AIR REGULATOR
CONTROL KNOB
CURRENT
CONTROL
KNOB
Figure 3-1 Prest-O-Lite
22
®
380 Controls

SECTION 3 OPERATION
that acts in conjunction with the flow switch and circuitry
within the power source. This system prevents the torch
E. "Over Temperature" LED (Yellow light) -
on if the machine becomes overheated and will turn
off automatically after the machine cools down if the
on/off switch is still on.
"Low Air Flow" LED (Green light) - will turn on during
operation when the air flow is set correctly the LED
will switch off below 15psi (1 bar).
will turn
from being energized with high voltage if the torch switch
is accidentally closed when the shield is removed. ALWAYS
REPLACE TORCH WITH THE PROPER TORCH MANUFACTURED BY Prest-O-Lite SINCE IT ALONE CONTAINS PrestO-Lite’S PATENTED SAFETY INTERLOCK.
On/Off Switch LED (Green light) - will light when
power supply is switched on and power is applied.
LED will turn off when switch is in OFF position.
Air Pressure Gauge (Side Panel) - Shows air pressure
in bars and psi.
3.3 ASSEMBLING PT31XL COMSUMABLE
PARTS
Make sure power switch on power source is in OFF
position and primary input power is deenergized.
Install the electrode, baffle, nozzle, and heat shield as shown in
Fig. 3-2. Tighten heat shield snugly but do not overtighten.
3.4 CUTTING WITH THE PT31XL
Wear the usual protective gloves, clothing, and helmet.
Helmet with filter lens shade No. 6 or 7 should provide
adequate protection for your eyes.
Never touch any parts forward of the torch handle (tip,
heat shield, electrode, etc.) unless the power switch is in
the OFF position.
CAUTION: Do not depress the torch switch unless the
torch nozzle is touching the workpiece or
within 0.02" (0.51mm) of workpiece.
BE SURE to install the swirl baffle in the torch. Failure
to do so would allow the nozzle (tip) to contact the
electrode. This contact would permit high voltage to be
applied to the nozzle. Your contact with the nozzle or
workpiece could then result in serious injury or death
by electric shock.
The PT-31XL torch head contains a gas flow check valve
0558006191
Seat
Figure 3-2 Assembly of “XT” Consumable Parts
NOTE: Nozzles
Marked By
Amperage
0558006192
Plunger
0558006190
Electrode
23
TOO FAST TOO SLOW CORRECT
Figure 3-3 Effect of Cutting Speed
0558006185
0558006189
Baffle
0558006187
Nozzle
30/40A
Heat Shield

SECTION 3 OPERATION
WHEN THE ARC BREAKS
2
THROUGH THE WORK, BRING THE
TORCH TO AN UPRIGHT POSITION AND PROCEED TO CUT.
TO START A PIERCE, TILT THE TORCH
1
TO PREVENT MOLTEN MATERIAL FROM
COMING BACK AGAINST AND DAMAGING THE TORCH.
Figure 3-4 Piercing Technique using the PT-31XL
CAUTION: Locate the console at least 10-ft. from the cut-
ting work area. Chips and hot slag from the
cutting operation can damage the console.
After placing the primary (wall) switch to the ON position and
making control and air pressure adjustments as described
above, proceed as follows:
1. Touch the tip of the torch to the workpiece holding the
torch at about 15- 30° angle to avoid damaging the tip.
2. Depress the torch switch. (Air and high frequency should
energize.)
3. Two seconds after depressing torch switch, the plasma
arc will start cutting.
4. After starting the cut, bring the torch to an upright
position and proceed to cut by dragging the torch
along the workpiece. It may be necessary to cut with
a tip-to-work (standoff) distance of up to 1/16" due to
various material surface conditions.
5. When ending a cut, the torch switch should be released
to minimize double-arcing which can damage the tip. This
is to prevent high frequency from reigniting after cutting
arc extinguishes.
6. In the postflow mode, the arc can be restarted immediately
by depressing the torch switch. The two second preflow
will automatically cancel.
24

SECTION 3 OPERATION
Cutting Speed Range — Prest-O-Lite® 380
(Using Air with XT Consumables @ 70 psi)
3.6 COMMON CUTTING PROBLEMS
Output Cutting
Thickness Current Speed
Material (In.) (Amps) (ipm)
Carbon 1/16 30 170
Steel 1/8 30 75
(AISI 1020) 3/16 30 48
1/4 30 25
3/8 30 12
Stainless 1/16 30 170
Steel 1/8 30 72
(AISI 304) 3/16 30 45
1/4 30 23
3/8 30 10
Aluminum 1/16 30 170
(6061) 1/8 30 75
3/16 30 50
1/4 30 26
3/8 30 12
NOTE:
The speeds given here are typical for best quality cuts.
Your actual speeds may vary depending on material
composition, surface condition, operator technique,
etc. If cutting speed is too fast, you may lose the cut.
With slower speeds excessive dross may accumulate. If
speed is too slow, the arc may extinguish. Air cutting
typically produces a rough face on stainless steel and
aluminum.
Listed below are common cutting problems followed by the
probable cause of each. If problems are determined to be
caused by the Prest-O-Lite® 380, refer to the maintenance
section of this manual. If the problem is not corrected after
referring to the maintenance section, contact your Prest-OLite representative.
A. Insufficient Penetration.
1. Cutting speed too fast.
2. Damaged cutting nozzle.
3. Improper air pressure.
B. Main Arc Extinguishes.
Cutting speed too slow.
C. Dross Formation.
(In some materials and thicknesses,
it may be impossible to get dross-free cuts.)
1. Cutting speed too fast or too slow.
2. Improper air pressure.
3. Faulty nozzle or electrode.
D. Double Arcing. (Damaged Nozzle Orifice.)
1. Low air pressure.
2. Damaged cutting nozzle.
3. Loose cutting nozzle.
4. Heavy spatter.
E. Uneven Arc.
3.5 OPERATING TECHNIQUES
1. Piercing - Materials may be pierced with the torch touch-
ing the work. When piercing thicker materials of 1/4" or
more, immediately raise the torch to 1/16" standoff after
initiating the cutting arc. This will reduce the chance of
spatter from entering the torch and prevent the possibility
of welding the tip to the plate. The torch should be angled
at about 30° when starting to pierce. After completing the
pierce, bring the torch to an upright position and proceed
to cut by dragging the torch along the workpiece. Reference Figure 3-4.
2. Grate Cutting - For rapid restarts, such as grate or heavy
mesh cutting, do not release the torch switch. This avoids
the 2 second preflow portion of the cutting cycle.
Damaged cutting nozzle or worn electrode.
F. Unstable Cutting Conditions.
1. Incorrect cutting speed.
2. Loose cable or hose connections.
3. Electrode and/or cutting nozzle in poor condition.
G. Main Arc Does Not Strike.
1. Loose connections
2. Missing torch parts
3. Air pressure too high or too low
4. Work lead not properly connected
H. Poor Consumable Life.
1. Improper air pressure.
2. Contaminated air supply.
25

SECTION 3 OPERATION
26

SECTION 4 MAINTENANCE
4.1 GENERAL
If this equipment does not operate properly, stop work
immediately and investigate the cause of the malfunction.
Maintenance work must be performed by an experienced
person, and electrical work by a trained electrician. Do
not permit untrained persons to inspect, clean, or repair
this equipment. Use only recommended replacement
parts.
Be sure that the wall disconnect switch or wall circuit
breaker is open before attempting any inspection or
work inside of the Prest-O-Lite 380.
4.2 INSPECTION AND CLEANING
Frequent inspection and cleaning of the Prest-O-Lite 380 is
recommended for safety and proper operation. Some suggestions for inspecting and cleaning are as follows:
A. Check work cable to workpiece connection.
B. Check safety earth ground at workpiece and at power
source chassis.
C. Check heat shield on torch. It should be replaced if
damaged.
D. Check the torch electrode and cutting nozzle for wear
on a daily basis. Remove spatter or replace if necessary.
Air Pressure
Regulator Bowl
Button
Figure 4-1 Draining Bowl
4.3 FLOW SWITCH FIGURE 42
When excessive contamination is found in the air, the flow
switch (FS) should be removed, disassembled and cleaned
as follows:
A. Ensure the system is shut down and there is no trapped
air under pressure in the piping.
B. Remove the piston plug.
C. Remove the spring (FS-4 only). Use care when handling
spring to prevent distortion.
D. Remove the piston.
E. Clean all parts with cleaning agent.
NOTE
Ensure cleaning agent does not contain solvents which
can degrade polysulfone. Warm water and detergent is
recommended for cleaning. Allow all parts to dry thoroughly before reassembly.
Reassemble the flow switch in reverse order.
E. Make sure cable and hoses are not damaged or
kinked.
F. Make sure all fittings and ground connections are
tight.
G. With all input power disconnected, and wearing proper
eye and face protection, blow out the inside of the
Prest-O-Lite® 380 using low-pressure dry compressed
air.
H. Water or oil occasionally accumulates in the bowl of the
air pressure regulator. To drain bowl, turn machine off
with air supplied to the machine, then push upward
on the button located on the bottom of the bowl. See
Figure 4-1.
PISTON PLUG
SPRING
PISTON
FLOW SWITCH
Figure 4-2 Disassembly / Assembly of Flow Switch
27

SECTION 4 MAINTENANCE
4.4 PT31XL TORCH MAINTENANCE
1. To disassemble the front end, hold the torch with the shield in an upright position.
WARNING
!
Before any maintenance is attempted
on this torch, make sure the POWER
SWITCH on the power source is in the
OFF position and the PRIMARY INPUT
POWER is DEENERGIZED.
This will prevent the nozzle, electrode, and swirl baffle from falling free when the
shield is removed.
The gas flow check valve is part of the safety interlock and is permanently assembled in the torch head. The head must be replaced if this valve malfunctions.
The light spring force used to close the ball check can be felt by pushing on the
electrode when assembling the front end components.
2. Periodically check the heat shield, electrode, nozzle, and swirl baffle. Replace if
worn or damaged.
3. Do not continue to use if the electrode end erodes to a length shorter than 16mm
[5/8 in.] as shown in Fugure 4-3 below.
4. Apply a small amount of lubricant P/N 0558000443 (17672), supplied in spare parts
kit, to the heat shield as shown in Figure 4-3 below or to the o-ring. Check o-ring
for damage whenever the shield is removed. Replace if necessary.
5. The power cable and switch leads in the service line should be inspected periodically. If there are any cuts through the protective sheath or if gas leaks are noted,
replace the damaged component.
Lubricant can be applied to
O-ring or Heat Shield
By following Steps 1, 2, and 3 in Subsection 4.5 the service line can be removed from
the torch. To disassemble the service line, lay the line out straight, remove the tape
from around the switch lead splices, and free the switch by cutting the leads close to
the splices. Replacement switches have extra long leads to make up for any loss due
to cutting. Remove the rubber boot from the inlet end of the cable and remove the
tape that secures the sheath at each end. Pull the sheath off the cable (over small
fitting at torch end). Note that the switch leads wrapped around the power cable are
secured with tape several places along the cable. The leads, switch cord plug, and
strain relief can now be removed. DO NOT remove the white tape that forms a band
around the power cable at each end. The sheath is taped to the cable in front of the
band which acts as a shoulder to prevent the sheath from sliding back on the cable.
Replacement cables have this tape in place. If the switch leads are to be replaced,
replace with 16 AWG STRANDED COPPER, 600- VOLT, 90° C (194° F) INSULATED WIRE.
Reassemble in reverse order.
6. To reposition the switch on the torch, slide the flex support back, remove the tape
securing the spliced leads to the power cable, reposition switch, retape the leads,
and pull the flex support back in place.
NOTE: A thin film of silicone lubricant P/N 0558000443 (17672), supplied with the spare
parts kit, applied inside of the flex support will ease the assembly of this part.
16mm (0.63")
Minimum
Figure 4-3 O-ring and Electrode Maintenance
28
"XT" Electrode
Replace electrode when end
wears to 16mm (0.63") long.

SECTION 4 MAINTENANCE
4.5 POWER CABLE AND SWITCH DISASSEMBLY SEQUENCE
2
Slide switch and band from
handle. Snip leads at splice to
replace switch.
WARNING
!
cable from head
3
BE SURE to tighten fittings securely using 2 wrenches
during reassembly. (Factory recommended torque is
30 in-lbs). Failure to do so could result in serious injury
to the operator.
Unscrew handle and power
1
Pull flex support back. Remove
tape holding splices.
29
SECTION 4 MAINTENANCE
WORK LEAD
CONNECTION
TORCH
CONNECTION
30
SECTION 5 TROUBLESHOOTING
5.1 TROUBLESHOOTING
ELECTRIC SHOCK CAN KILL! Be sure that all primary
power to the machine has been externally disconnected.
Open the line (wall) disconnect switch or circuit breaker
before attempting inspection or work inside of the power
source.
Check the problem against the symptoms in the following
troubleshooting guide. The remedy may be quite simple. If
the cause cannot be quickly located, shut off the input power,
open up the unit, and perform a simple visual inspection
of all the components and wiring. Check for secure terminal connections, loose or burned wiring or components,
bulged or leaking capacitors, or any other sign of damage
or discoloration.
The cause of control malfunctions can be found by
referring to the sequence of operations and electrical
schematic diagram and checking the various components. A volt-ohmmeter will be necessary for some of
these checks.
Voltages in plasma cutting equipment are high enough
to cause serious injury or possibly death. Be particularly careful around equipment when the covers are
removed.
NOTE
Before checking voltages in the circuit, disconnect the power
from the high frequency generator to avoid damaging your
voltmeter.
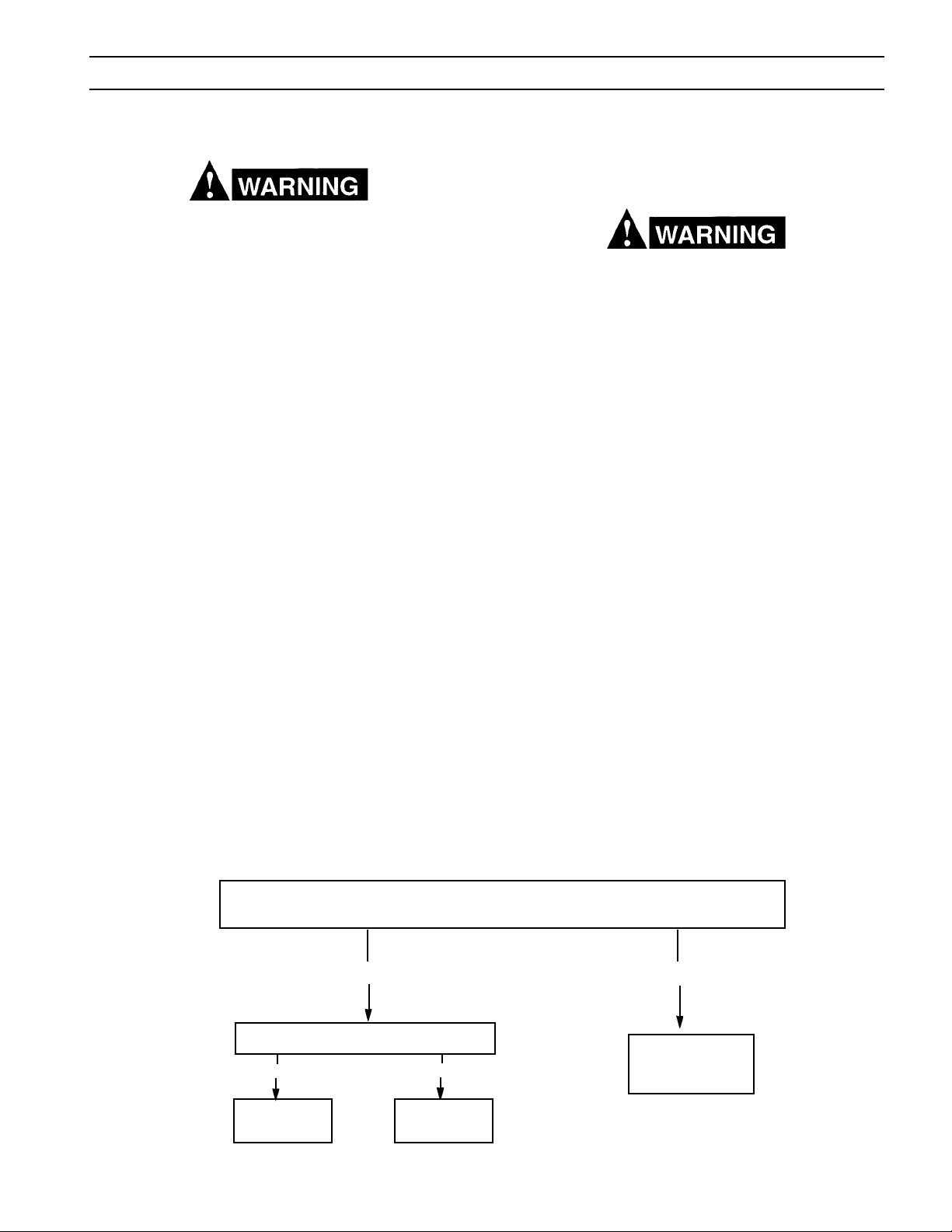
5.2 TROUBLESHOOTING GUIDE
A. Difficult Starting.
• Change electrode
• Change nozzle
• Check for good, clean connection of work lead to workpiece
• Check air pressure 65-70 psig (4.5 - 4.8 bar)
• Check torch power cable for continuity
Depress torch switch. After 2 seconds, is high frequency present?
Yes
Is the "Air" LED light on
Yes No
Repair/replace
power source
Repair/replace
control PCB
No
Repair/replace
high frequency
unit
31

SECTION 5 TROUBLESHOOTING
B. No Air
Is air hose connected?
Yes No Connect
Is air adjusted to 65 - 70 psig (4.5 - 4.8 bar)?
Yes No Adjust
Does air come on when main power turned on?
Yes No • No electrode in torch
• No valve pin in torch
• Replace electrode
Check continuity of torch switch • Replace valve pin
OK No Replace torch switch
Repair /replace power source
32

SECTION 5 TROUBLESHOOTING
C. Air does not shut off
Does arc start when nozzle contacts work without depressing torch switch?
Yes No
Check for short in torch switch or torch switch leads
Does air flow even when Prest-O-Lite® 380 power switch is OFF?
Yes No
Replace Repair/replace control
solenoid valve PCB
33

SECTION 5 TROUBLESHOOTING
D. Power switch light not energized.
Is switch ON?
Yes No Turn on switch
Is input power plug in receptacle?
Yes No Insert plug
Is cooling fan turning?
No
Check voltage at receptacle and input power line
No Check main fuses
Yes
Yes
Replace main power switch
34

SECTION 5 TROUBLESHOOTING
E. Temperature LED light ON.
Is the unit overheated?
(LED turns off
when unit cools down.)
Yes No
Is cooling air flowing?
Duty cycle exceeded:
35% @ 30 A Yes No
or 100% @ 21 A output
Repair power source Repair fan
F. No current output
Is input voltage within -10% of units input rating?
Yes No
See "D" sequence
Unsolved
Repair/replace Inverter
35

SECTION 5 TROUBLESHOOTING
5.3 SEQUENCE OF OPERATION
PUSH RELEASE
TORCH SWITCH
OPEN CLOSE
GAS SOLENOID VALVE
2
SECONDS
PREFLOW
10-14 SEC-
ONDS
Postflow
FLOW SWITCH CLOSE
FAULT OVERLOAD LIGHT
HF CIRCUIT
INVERTER
CUTTING ARC (CURRENT)
OPEN
ENERGIZE
NOTES:
1. When the torch switch is depressed during postflow period, the postflow and preflow times are canceled,
and the HF is energized immediately. The postflow time starts from the moment the torch switch is
released.
36

SECTION 6 REPLACEMENT PARTS
6.1 GENERAL
Replacement Parts are illustrated on the following figures.
When ordering replacement parts, order by part number
and part name, as illustrated on the figure.
Always provide the series or serial number of the unit on
which the parts will be used. The serial number is stamped
on the unit nameplate.
6.2 ORDERING
Replacement parts may be ordered from your Prest-O-Lite
distributor or from:
Prest-O-Lite Welding & Cutting Products
Attn: Customer Service Dept.
PO Box 100545, Ebenezer Road
Florence, SC, 29501-0545
Be sure to indicate any special shipping instructions when
ordering replacement parts.
Refer to the Communications Guide on back cover of this
manual for a list of customer service phone numbers.
37

SECTION 6 REPLACEMENT PARTS
380 PLASMA CUTTER
20
18 12
8 7 9 17
24
3
front rear
5 4
front rear
front
front
19
13 11
380 PLASMA CUTTER
6 10
25
22
21
rear
rear
23
rear front front rear
15
38
16
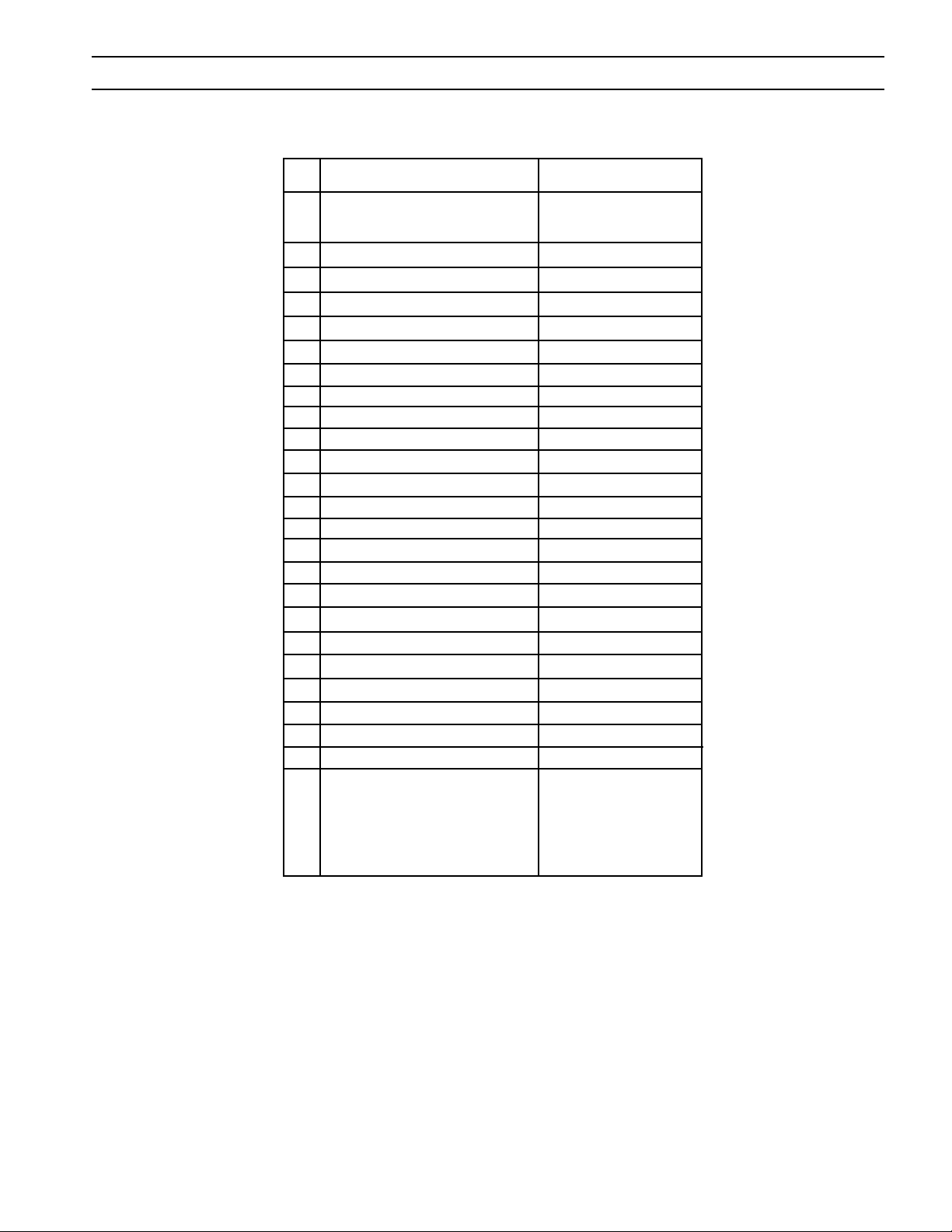
SECTION 6 REPLACEMENT PARTS
Nr. Description
*1 Prest-O-Lite® 380 Package** 0558006057
*2 Lid with handle 0558004643
3 Knob dia. 25 mm complete 0558002735
4 Control PCB 0700156003
5 Control/HF PCB 0700156004
6 HF Generator 0700156005
7 Air Nipple 1/8" 0700156006
8 Power Cable 0558003342
9 Air Gauge/ Filter Assy. 0558002767
10 Fan 0558002738
11 Fan Grid 0558002739
12 EMC Filter 0558002746
13 Flow Switch Assy. 951202
*14 PT - 31 Torch Assy. 0558004482
15 Inverter PCB 0700156011
16 Bottom Plate 0700156014
17 On/Off Switch 0700156012
18 Solenoid Valve Assy. 0558002764
*19 Work Cable w/clamp 0700156013
20 Pressure Guage 0558002768
21 Choke 0700156015
22 Transformer (ferrites) 0700156016
23 Heat Sink w/Diodes 0700156017
24 Adaptor, Bulk Head 58V75
Prest-O-Lite Part #
25 Female Torch Connector Plug: 0558004947
Plug Is Attached To Torch
And Connects to Mating Male
Connector Located Inside
Machine Cover.
* See Page 11 for illustration of complete Prest-O-Lite® 380 package
** Includes Torch & Spare Parts Kit
39

SECTION 6 REPLACEMENT PARTS
BOOT -49N83
(2) SPLICES (Supplied with Switch)
FLEX SUPPORT - 18225
SHEATH
19675 (15')
5/8 X 18 L.H.
HANDLE - 18208
POWER CABLE
19672 (15')
(USED ON HANDY PLASMA 380)
FOR USE ON THE HANDY PLASMA 380,
FEMALE TORCH CONNECTION -P/N 0558004947
P/N 0558004947 MUST ALSO BE ORDERED.
* WHEN ORDERING THE PT31XL TORCH ASSEMBLY
For Replacement Torches:
SWITCH - 18224
SWITCH BAND - 18207
HEAD - 20072
0
75
(Includes, Ring and Seat)
SEAT - 19679
(Included with Head)
PLUNGER -
"XT"
Included with
CONSUMABLES
"XT" consumables KIT:
Not included with torch.
0558006192
40
ELECTRODE
SWIRL BAFFLE
-0558006190
- 0558006189
NOZZLE (Tip)
HEAT SHIELD
- 0558006185
PT-31XL Torch Assembly, 15' lines, P/N 0558004482 (Assembled w/ 30/40A high performance consumables) (used on Prest-O-Lite® 380) *

Notes
41

Notes

Original release 06 / 2006
03 / 2007 - Revised Title Page layout / text.
Revision History

Prest-O-Lite Welding & Cutting Products,
PO Box 100545, Florence, SC
COMMUNICATION GUIDE - CUSTOMER SERVICES
A. CUSTOMER SERVICE QUESTIONS:
Telephone: (800)362-7080 / Fax: (800) 634-7548 Hours: 8:00 AM to 7:00 PM EST
Order Entry Product Availability Pricing Order Information Returns
B. ENGINEERING SERVICE:
Telephone: (843) 664-4416 / Fax : (800) 446-5693 Hours: 7:30 AM to 5:00 PM EST
Warranty Returns Authorized Repair Stations Welding Equipment Troubleshooting
C. TECHNICAL SERVICE:
Telephone: (800) 372-2123/ Fax: (843) 664-4452 Hours: 8:00 AM to 5:00 PM EST
Part Numbers Technical Applications Specifications Equipment Recommendations
D. LITERATURE REQUESTS:
Telephone: (843) 664-5562 / Fax: (843) 664-5548 Hours: 7:30 AM to 4:00 PM EST
E. WELDING EQUIPMENT REPAIRS:
Telephone: (843) 664-4487 / Fax: (843) 664-5557 Hours: 7:30 AM to 3:30 PM EST
Repair Estimates Repair Status
F. WELDING EQUIPMENT TRAINING
Telephone: (843)664-4428 / Fax: (843) 679-5864 Hours: 7:30 AM to 4:00 PM EST
Training School Information and Registrations
G. WELDING PROCESS ASSISTANCE:
Telephone: (800) 372-2123 Hours: 7:30 AM to 4:00 PM EST
H. TECHNICAL ASST. CONSUMABLES:
Telephone : (800) 933-7070 Hours: 7:30 AM to 5:00 PM EST
IF YOU DO NOT KNOW WHOM TO CALL
Telephone: (800) 372-2123
Fax: (843) 664-4462
Hours: 7:30 AM to 5:00 PM EST
or
visit us on the web at http://www.all-statewelding.com
The Prest-O-Lite web site offers
Comprehensive Product Information
Material Safety Data Sheets
Warranty Registration
Instruction Literature Download Library
Distributor Locator
Global Company Information
Press Releases
Customer Feedback & Support
Form No: 0558006081 03 / 2007
A member of
the ESAB Group
 Loading...
Loading...