

PORCHESON TD118F User Manual
TD1122
8F使用说明书
V.前言
欢迎使用本公司卧式双色机控制系统
1.当外部电源发生异常,或控制系统发生故障时,
为使整个系统安全工作,请务必在控制系统的
外部设置安全电路。
2.控制系统不能检测的输入输出等异常情况发生
时,则不能控制输出,为使机器能安全运转,
请设计外部安全电路或保护装置
1.在安装前,敬请仔细参阅本说明书
2.未经许可切勿擅自拆开主机箱及键盘进行维护
3.如有疑问,
请来电咨询
1.随着系统不断升级和完善,相关资料及技术参
数如有变动将不另行通知。
2.本说明书如有不足之处欢迎用户批评指正。
RIIR
Ⅰ

声 明
TD1122
8F使用说明书
V.目录
使用本系统前请仔细阅读本使用说明
,PORCHESON
公司只对本系统自身存在的问题负有保修和维护责任
对因操作不当、擅自维修、
引的故障,或其它异常情况导致系统损坏或资料丢
随发
失,由此造成不良后果
的
本说明书的内容如果出现变动
说明书的内容仅供参考使用
理解,如因误用本说明所造成的任何损失
负责。至于说明中所示图形为一般概括性的抽象与实
须
可能会有些出入或误差,
物
自然灾害以及由自然灾害伴
,本公司概不负责。
,将不另行通知。本
,对于其内容可能存在不同
,本公司概无
但其所示功能是相符的。
本公司依著作权法,享有及保留一切著作之专属权
,
,
力
改编
未经本公司书面同意,不得对本说明书进行增删
、
翻印或仿制
。
、
PORCHESON
TD1122
8F使用说明书
V.目录
TECHNOLOGYCO.,LTD
TD118F
操作手册
系统配置及安装
按键操作说明
参数/功能设定说明
生产管理 30
1
5
13
2009.04 版
版权所有,未经允许翻印必究
系统调试设定说明
输入/输出状态检测
参考附录
R
36
50
56
III
TD1122
8F使用说明书
V.目录
R
IV
TD1122
8F使用说明书
V.目录
R
V
TD1122
8F使用说明书
V.第一章 系统配置及安装
第一章:系统配置及安装
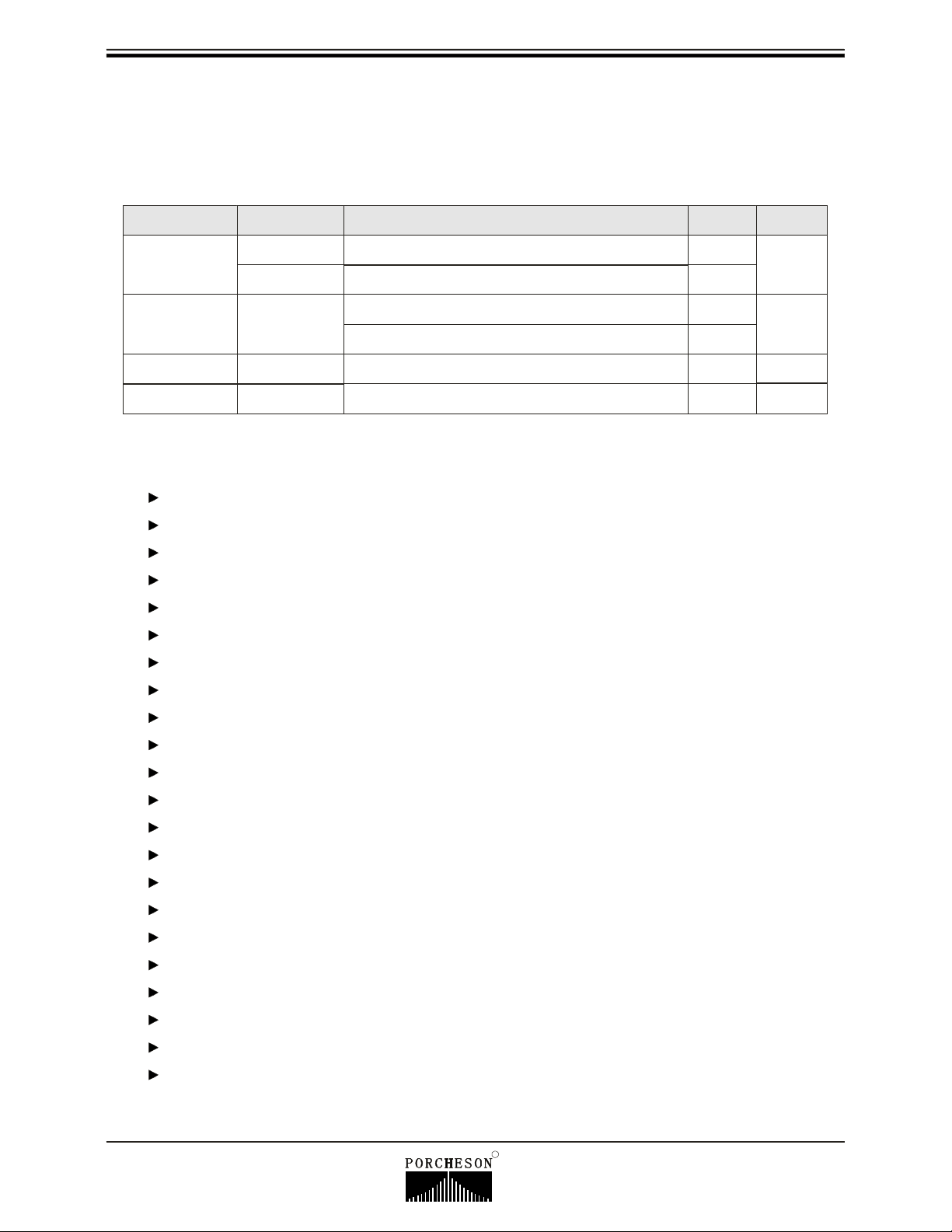
1.产品配置及说明
序 号 型 号 配置说明 数量备注
1.主机
2.键盘
3.开关电源
4.通信电缆
PS800AM
PS900AM
TD118F
PW600B
DB-15F1米至8米可选
31/28+10+3路电子尺
48/48+7+4路电子尺+4
7.5"640*480(触摸屏)(彩色)
8.4"640*480
600W
(触摸屏)
路压力检测
(彩色
1套
1
1套
)1套
1套
1套
2.PS800AM 控制系统特点
采用高亮度LCD液晶显示画面,640*480点8.4寸/7.5寸彩色(选用)
系统采用双32位CPU设计,运算速度快,控制精确,稳定性高
具备 RealTime 功能, 可实时显示日期和时间
999组模具资料储存,可中、英文输入模具名称,实时操作帮助
密码设定及资料锁定,可避免操作者任意更改成型资料,影响产品品质
多语言文字可选择,实时动态显示
包装模数设定功能,产量六位数
多种中子及绞牙程序,适合不同类型的中子和绞牙控制
可设定
可选配
套
可选配
比例微积分(PID)自学习温度控制,6+1段温度
温度可一周预约定时加热, 操作更便利
输入/输出端具有过载保护及短路保护功能
多种行程控制方式,行程开关/3路编码器/电子尺(选用)
多种射出方式,5段射出,3级保压
自我检测、报警显示及语音提示等
故障 功能
输入、输出采用光藕合电路,可隔离外部线路干扰
检示画面可检查所有输入、输出点及按键的动作状态
3路标准D/A比例输出,最大电流输出3A
压力、速度、电流输出值可实时动态观察,无需另装电流表
压力、流量、背压数字化预调,适合各种厂牌的比例阀,更好的线性比例
具有远程通讯功能,可为用户远距离编写程序以及更换不同版本软件
由一台计算机主机连网管理255台注塑机生产,能准确统计每台机生产
况,生产数据打印,方便管理
R
情
5
TD1122
8F使用说明书
V.第一章 系统配置及安装
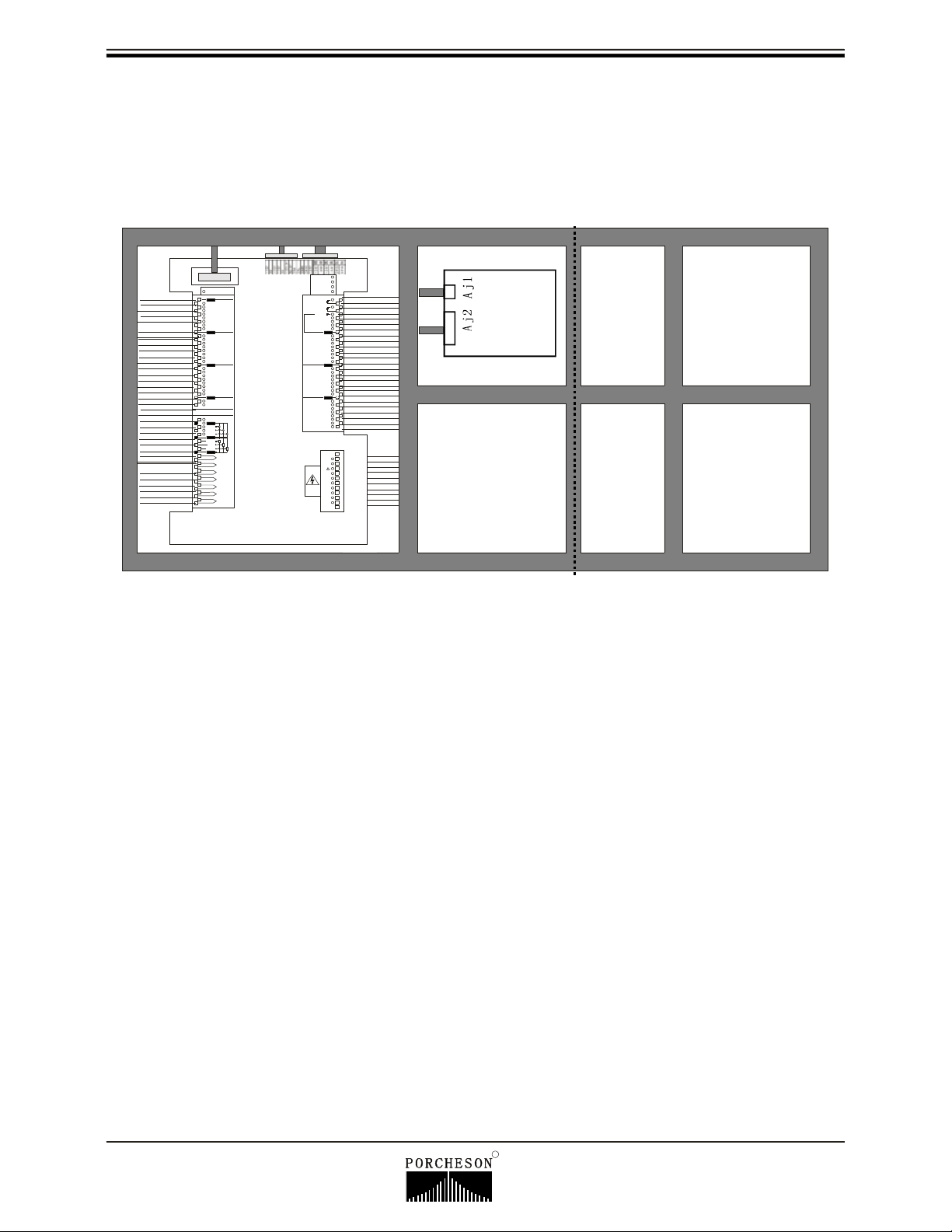
3.控制系统安装及调试
3.1 控制系统安装时注意事项
本控制系统设计非常简洁,键盘与主机箱的连接只有一条
装连接相当方便灵活
RS232通信口
RUN
系统运行
+24V
X00
安全门前1
0
X01
安全门前2
1
X02
2
射胶保护罩
X03
锁模停止
3
X04
电眼输入
4
X05
5
熔胶转速
X06
6
射台前停
X07
射台后停
7
XCOM
X10
0
备用
X11
备用
1
X12
顶退保护板
2
X13
*
3
顶针前停
X14
*
4
顶针退停
X15
安全门后1
5
X16
安全门后2
6
X17
7
马达起动完毕
XCOM
X20
0
微调齿数
X21
1
调模前停
X22
调模后停
2
X23
机械手合模
3
X24
4
机械手顶针
X25
入芯A停止
5
X26
出芯A停止
6
X27
7
马达故障
入芯B停止
X30
0
出芯B停止
X31
1
X32
2
缺油报警
REF+
+
压
1
锁模
力
2
射胶
检
3
系统
测
ADG
-
2
锁模
电
2
射胶
子
尺
2
顶针
REF+
+
-
K6 油温
+
-
K5 五段
+
-
K4 四段
+
-
K3 三段
+
-
K2 二段
+
-
K1 一段
+
-
K0 射咀
+
PORCHESON
PS860AM
,安装示意图如下:
+5V(3A)
+24V(3A)
+24V(8A)
+38V(3A)
-
P
压力
+
-
速度
S
+
F
-
背压
Y73
3
备用
Y72
2
备用
Y71
1
母模吹气
Y70
0
公模吹气
YCOM
Y67
B
7
出芯
Y66
B
6
入芯
Y65
出芯A
5
Y64
入芯A
4
Y63
3
开模缓冲
Y62
2
中泵
Y61
大泵
1
Y60
故障警号
0
YCOM
Y57
7
高压锁模
Y56
低压锁模
6
Y55
塑机顶进完
5
Y54
4
塑机开模完
Y53
调模向后
3
Y52
差动锁模
2
Y51
1
调模向前
Y50
顶退
0
YCOMXCOM
Y47
7
顶进
Y46
开模
6
Y45
座退
5
Y44
抽胶
4
Y43
3
熔胶
Y42
射胶
2
Y41
座进
1
Y40
0
锁模
火线 L
12
M
11
Y
10
9
OIL
8
T5
7
T4
6
T3
5
T2
4
T1
3
T0
2
N
零线
1
PW600B
开关电源
继
电
器
板
强
电
设
备
控
制
电
源
开
关
15芯屏蔽电缆,安
强电设备
安装区域
安
装
区
强电设备
安装区域
域
强电区域弱电区域
机箱布置建议
(仅供参考)
(1) 主控制箱安装时,尽量采用封闭式电箱,要具有良好通风、防油、防尘的
条件
,加
装排风扇并装上防尘过滤网
,保持电箱温度在60℃以下。
(2) 安装电脑主机及电源盒时,所有交流接触器及变压器等交流组件不得靠得
太近,防止电网电波干扰
(3) 所有电线及屏蔽线不得随意剪断、
屏蔽电线,以免影响控制系统正常工作
及
。
加长或缩短,必须使用我公司提供电线
。
(4) 热电偶传输线外壳必须是屏蔽线,热电偶外层屏蔽网线同机器接地点要可
靠连接并接入大地,
(5) 布线时尽量使高低压线与电脑控制线分开
干扰控制系统可靠运行免
键盘主机箱 芯通信 安装时必须用 拧紧连线, 手 以免接触不良影响系统
(6) 与 用15
正常运行
(7)
特别注意油阀输出公共端YCOM,必须全部接上并连接要牢固 以免造成电脑有
出而油阀无动作的现象
输
。
接地电阻必须 Ω以下。
10
,不能将所有电线扎在一起,以
。
。
,
,
R
6
TD1122
8F使用说明书
V.第一章 系统配置及安装
3.2 控制系统检查
(1) 安装完毕后,进行全面检查,包括开关电源
热电偶等所有连线是否连接牢固
(2) 完成线路检查后,进行通电检查,
。
先把直流电源 600B开关电源输出线
、主机箱、电热输出线路、键盘
PW 插头
,然后通电,测量各电压是否与其标值相同,观察电源 输出取出 盒 指示灯是
。
常
否正
(3) 完成测量后断电, 插上电源输入至主机箱插头,再通电检查时,键盘LCD显
示在主页面正常状态,旋动急停开关,
系统已经正常工作
说明
。
主机箱RUN灯是否 亮,如果灯 亮,
闪闪
3.3 控制系统调试
(1) 系统显示正常工作后,在监示页面按键,选择[特殊参数>>]进行颜
和对比度调整。色
(2) 进行参数设定记忆测试,按键,选取一组模号,然后在各页面设定
数据,按键,储存数据,切断电源
,过一段时间再通电,系统会自
动
调出你所存入的模号资料,则表示 记忆正常。
(3) 然后进行各有关页面资料设定(具体操作参照第三章参数设定说明
定时,压力、速度可尽量小一点,
待各动作正常后再逐步 大到正常设
增 定参
),初
数,以免损坏机器的性能。
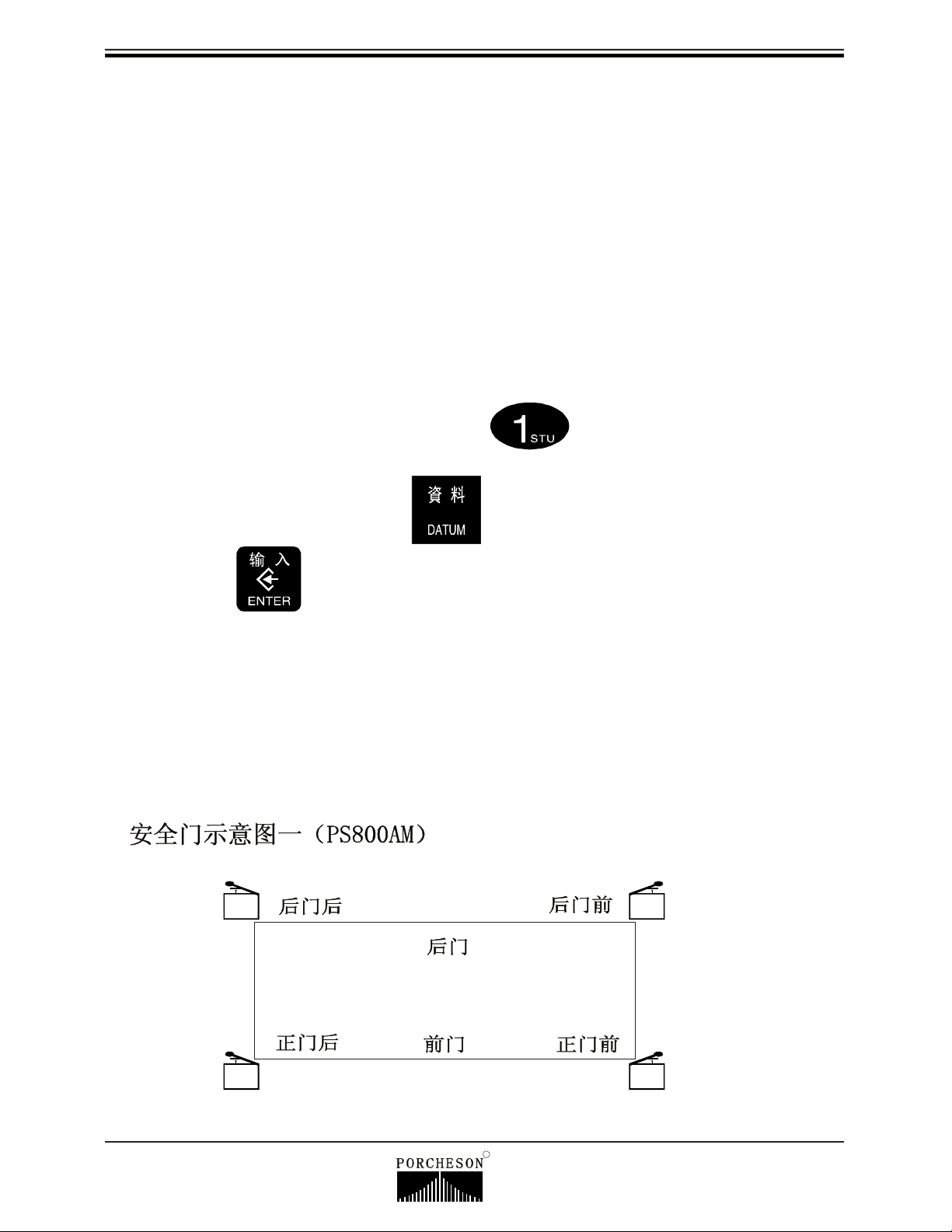
(4)
有关参数设定完成后进行存入,仔细检查各输入/输出点是否正常。报警系统
全面检查,包括前后安全门,安全门接线方法请参照下图进行:
LS4
LS3
LS2
LS1
次设
R
7
TD1122
8F使用说明书
V.第一章 系统配置及安装
XCOM
LS1LS2
LS3LS4
XCOM
X00
XCOM
LS4
LS3
LS1
X15
安全门连接线路图(推荐接法)
XCOM
LS3
XCOM
LS2
LS2
LS1
LS4
XCOM
X00
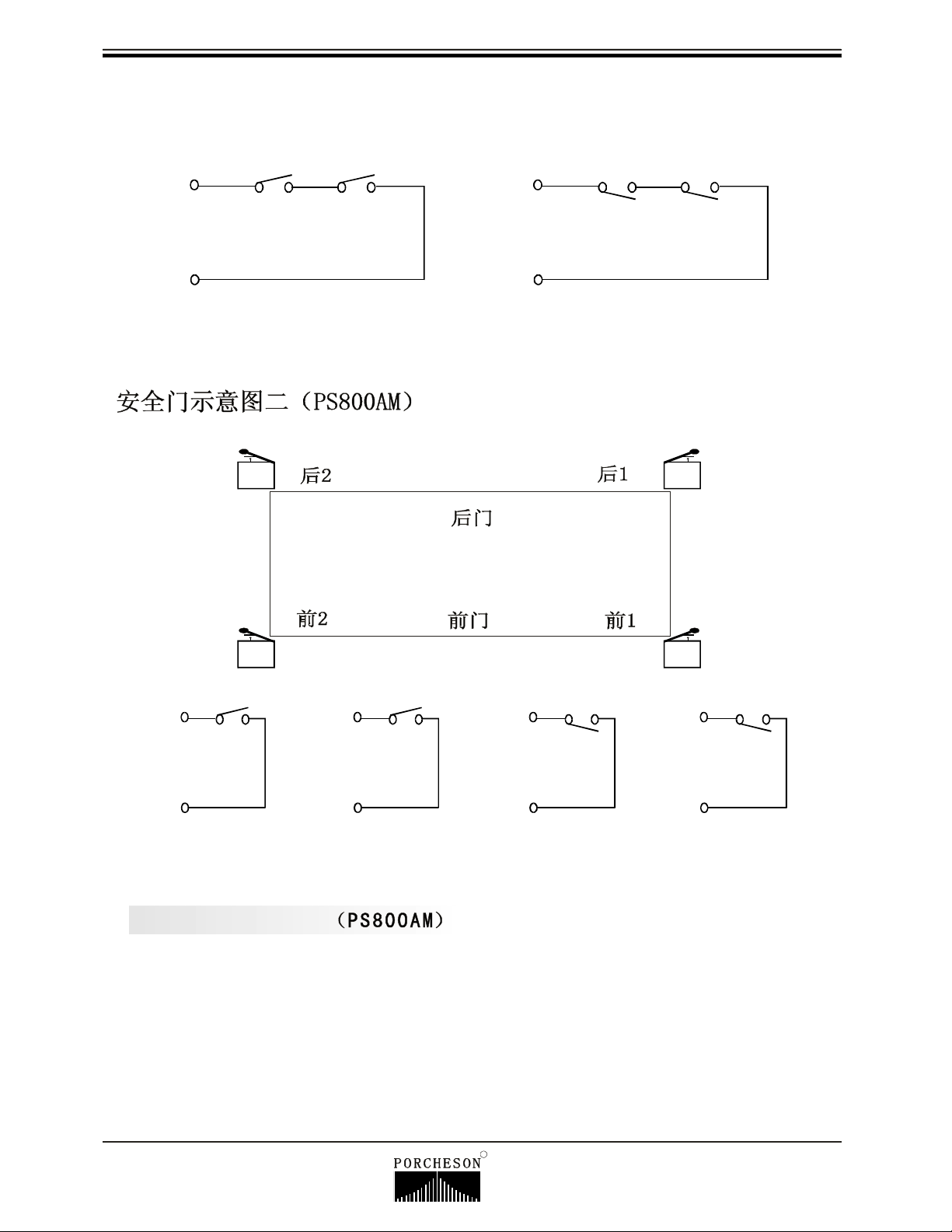
★安全门特别说明
开门或关门时:
钟后报警[安全门故障]同时终止所有动作输出。半自动模式时,为防止安全门开
关抖动造成的误动作,打开/关闭安全门条件为LS1和LS2或LS3和LS4由全部[OFF]
至全[ON]时间需大于0.5秒有效。
X01
X15
X16
安全门连接线路图(推荐接法)
X00=ON/X15=OFF或X00=OFF/X15=ON或其它非正常条件,2秒
R
8

TD1122
8F使用说明书
V.第 二章 按键操作说明
第二章:按键操作说明
1. 操 作键盘面板图
(见下图)
R
9
TD8F
使用说明书
V2.2第 二章 按键操作说明
11
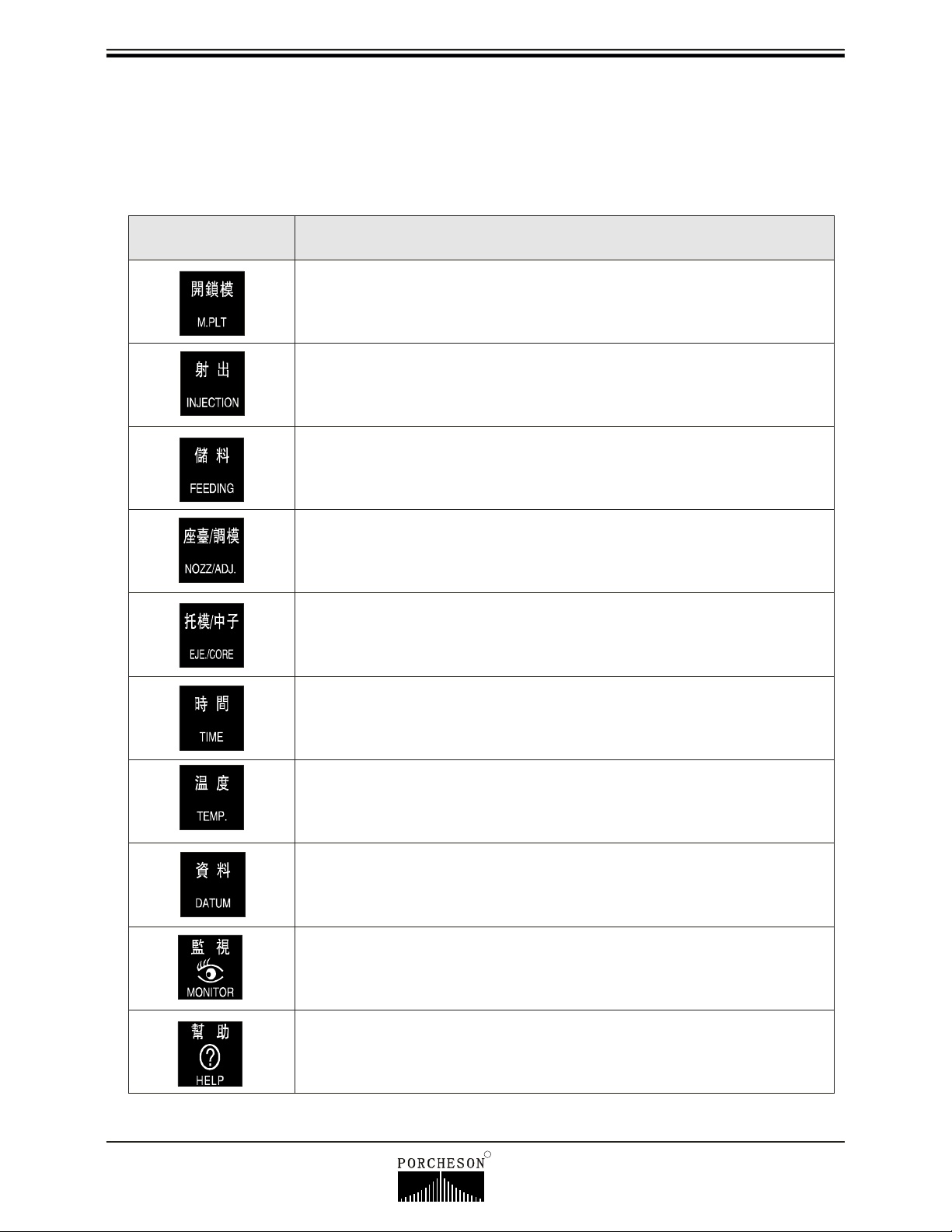
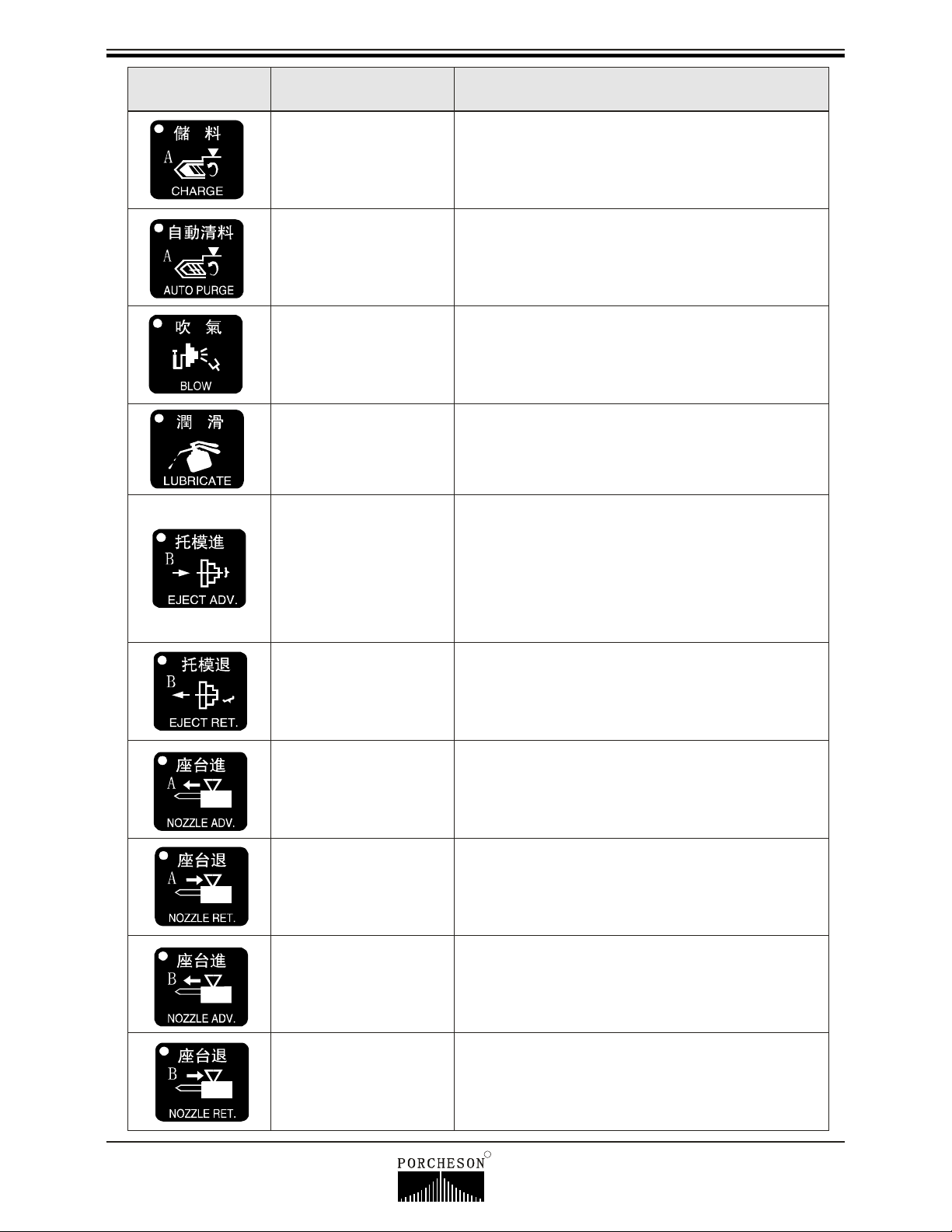
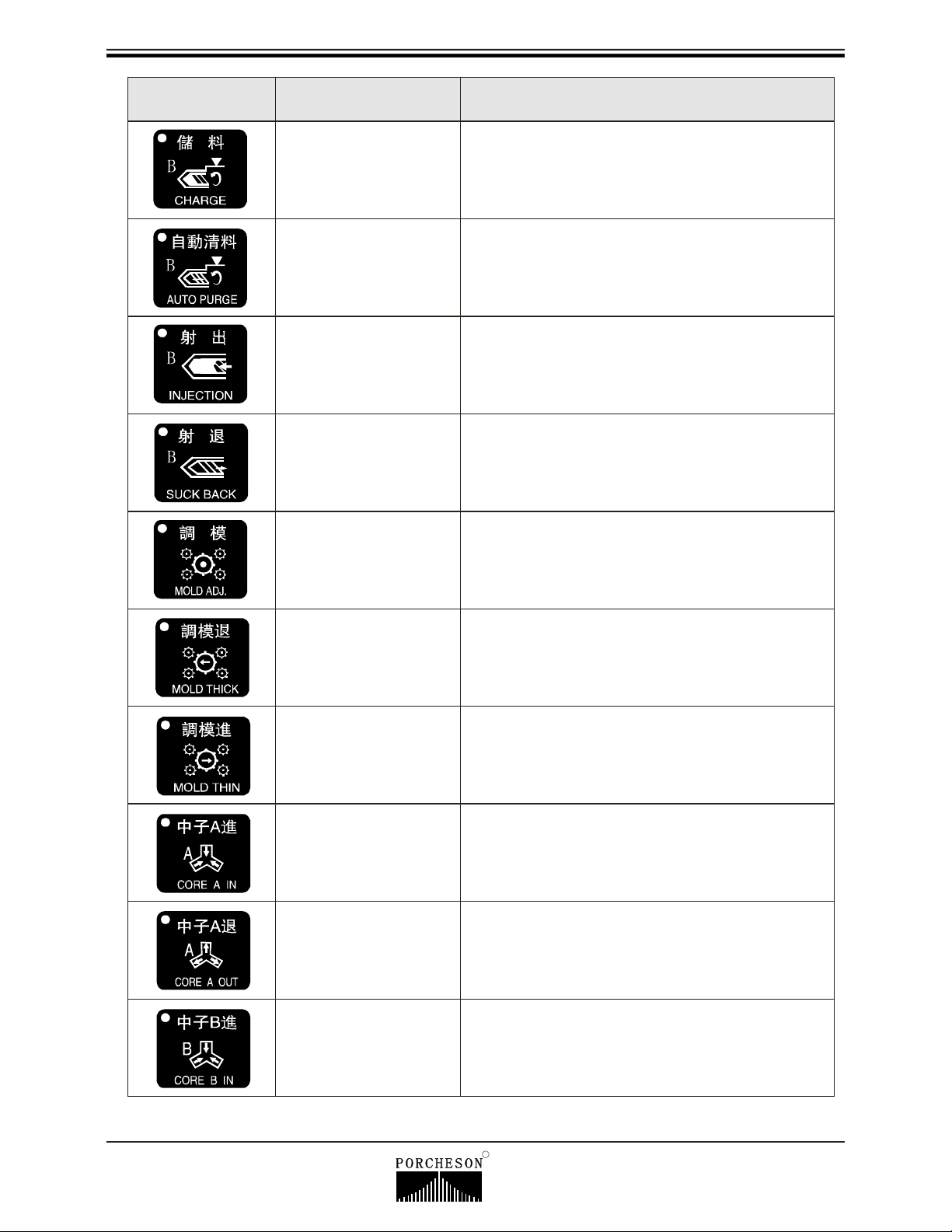
2.功能键说明
按键 使用说明
开锁模
M.PLT
进入开模、锁模动作设定页面
进入射出、保压动作设定页面
进入储料、射退、自动清料动作设定页面
进入座台、调模设定页面
进入托模、中子
、吹气设定页面
进入计时、计数设定页面
进入温度、预热 、 页面设定温度观测图表
进入模具、
资料修改经过记录
页面
在任何时刻下、返回监视页面
进入当前状态实时在线帮助页面
R
10
TD1122
8F使用说明书
V.第 二 章 按键操作说明
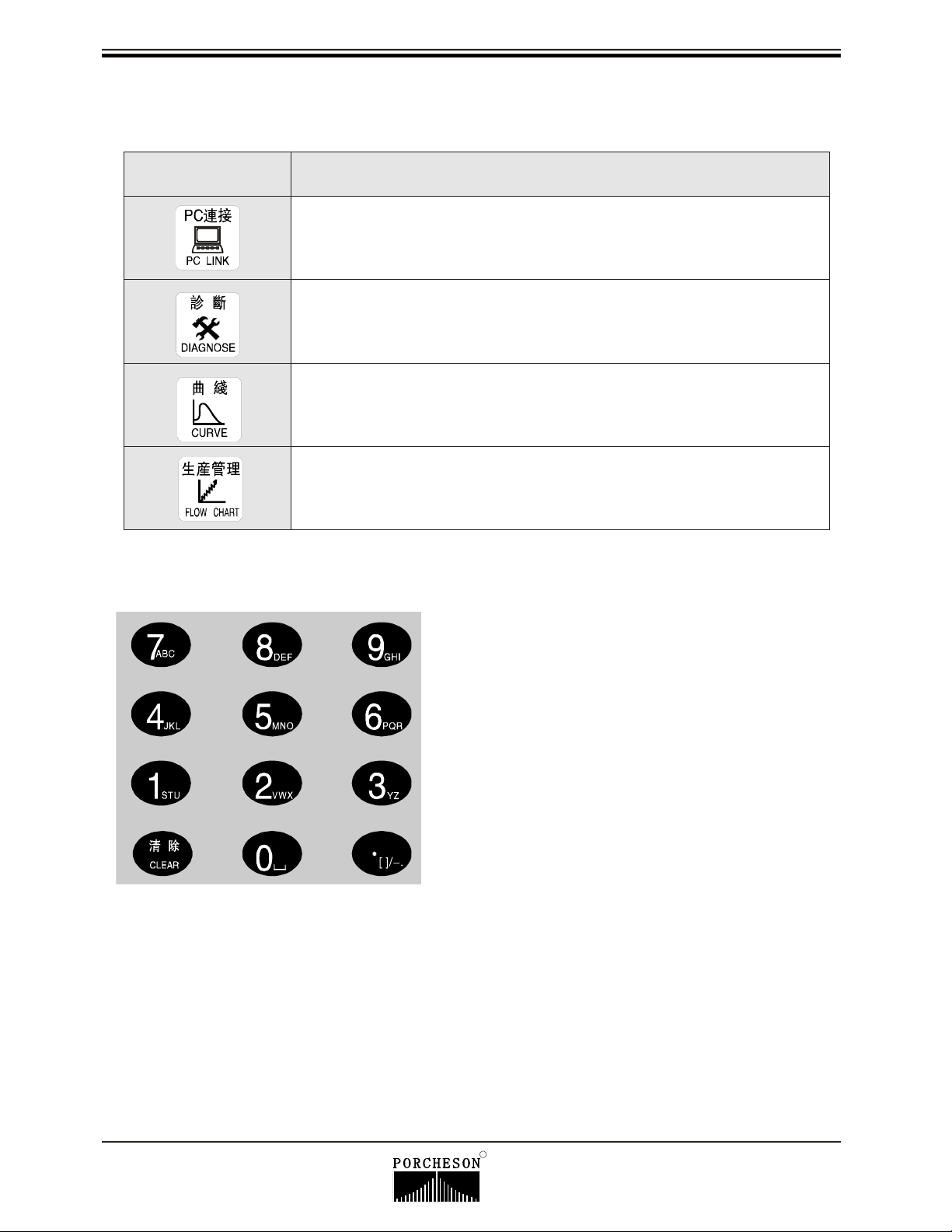
按键 使用说明
进入USB
进入报警页面
3.参数设定键说明
设定页面
、进入 温度追踪曲线页面压力速度曲线
0至9数字键在数据设定页面为输入数据
用,当电子锁处于“OFF”
页面进入生产资料更改设定、SPC追踪记录
状态时,此十个数
字键被锁定,确保资料不被随意更改
0至9数字键上分别分布有
殊符号,用于模具名称中英文输入
号输入。[清除]键用于当参数或编号名称输
入过程中有错字时可按此键清除
为在有功能选择时 为功能选择用
确认时作为确认用
R
作
。
26个英文字母及特
。同时
、机器编
;[输入]键
,有项目
11
TD1122
8F使用说明书
V.第 二章 按键操作说明
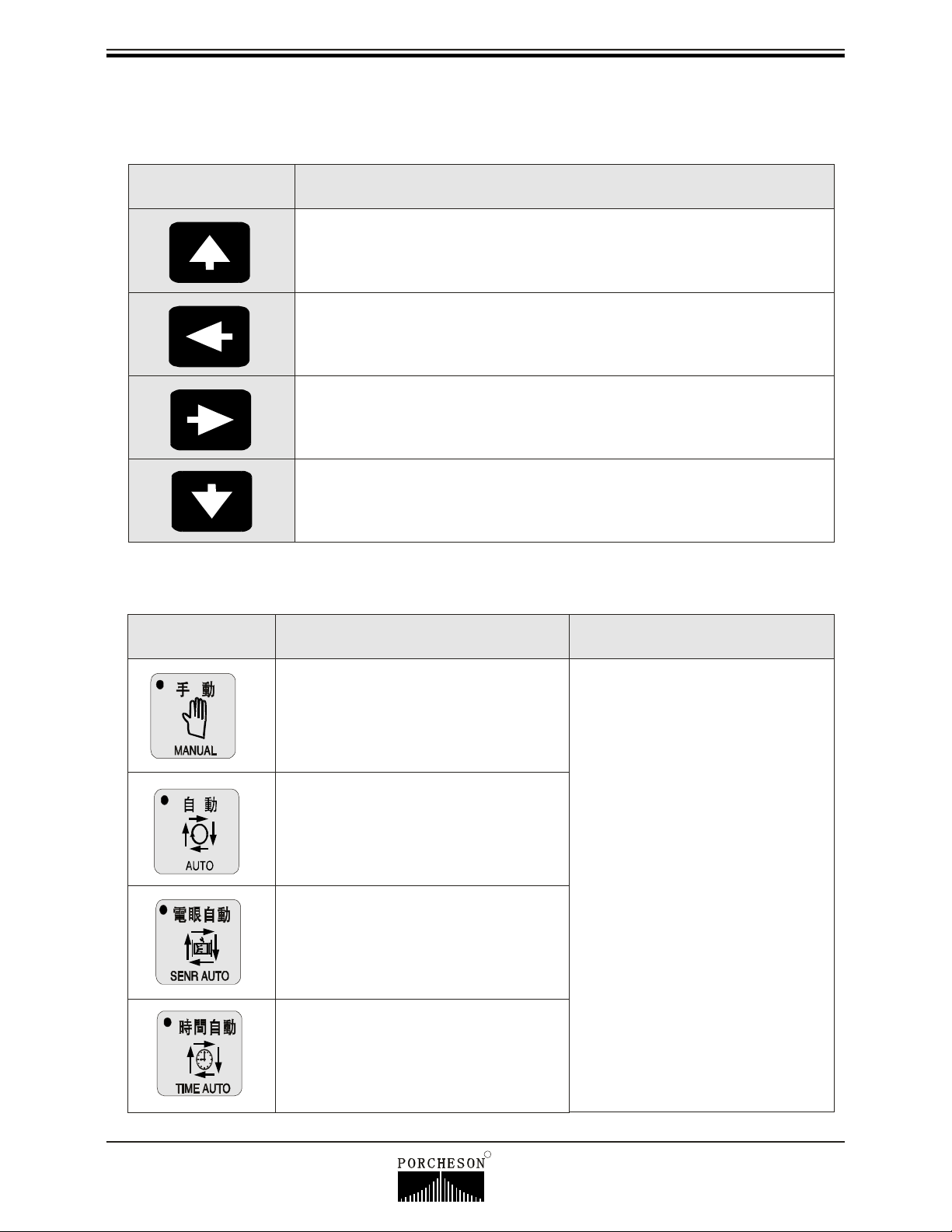
4. 游标键
按键 使用说明
跳行键,按此键光标上跳一行
换列键,按此键光标左移一列
换列键,按此键光标右移一列
跳行键,按此键光标下跳一行
5. 操作模式选择键
按键 使用说明
按此键
系统处于手动状态
按此键
系统进入半自动模式
按此键
系统进入电眼自动模式
按此键
系统进入时间自动模式
备 注
各键之左上角有一指
示灯,当按下其中之一键
后,该指示灯会亮
系统正处于该状态
启动电脑时
手动操作。
设定值,系统无法进行
电眼/时间自动操作
半/
电眼
键时,指示灯不亮
温度达到设定值
行半 动运行
/电眼/
,系统默认为
如温度未 到
/时间
自动操作按
时间自
,表示
。每次
达
半
,当按
,直到
,方能进
/
。
R
12
TD1122
8F使用说明书
V.第二 章 按键操作说明
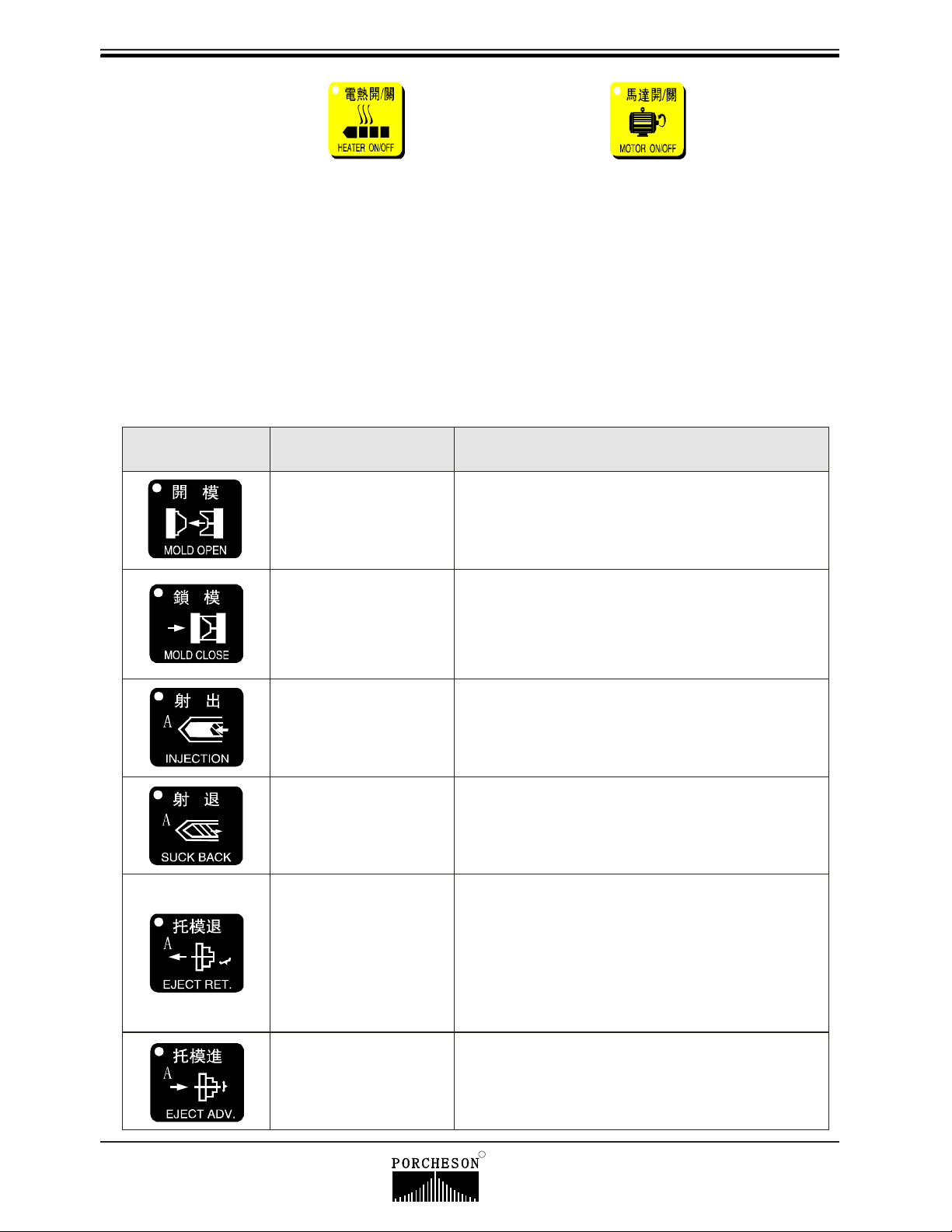
6. 电热开/关键 和马达开
/关键
在手动模式,按一次按键,左上方的指示灯亮
;
再按一次按键,左上方的指示灯灭
开
下此按
但不
键,此功能将循环打开或关闭。当紧急开关停止时
影响电热工作
。
,表示此功能状态已关闭,继续按
7. 手动操作键
按键 使用说明
开模操作
锁 操模作
1、开模未到终止位置;
1、安全门输入正常
2、托模后退到碰上
3、锁模 未到终止位
4、机械手讯号(锁模)已连接
,表示此功能状态已打
,马达迅速断电,
操作条件
;
;
;
;(机械手选用时);
A 射 作色出操
A作色射退操
A色托模进操作
A色托模退操作
1、如选用时间射出,射出时间未完结;
2、如选用位置,未到射出终止位置;
3、料筒各段温度必须在偏差范围内(无温度报警)
且螺杆冷起动计时已到;
1、料筒各段温度必须在偏差范围内
且螺杆冷起动计时已到
1、开模已到终止位置
2、中子退限位已连接或中子退时间到
)
用时
3、机械手讯号(托模)
4、如电子尺使用时,托模进位置未到终止位置
5、如电子尺不用时,①
②选时间:托模进计时未到
1、如电子尺使用时,托模退位置未到终止位置
2、如电子尺不用时,①
②选时间:托模退计时未到
;
;
已连接(机械手选用时);
选行程:未到进停位置
选行程:未到退停位置
(无温度报警)
;(中子选
;
;
;
;
R
13
TD1122
8F使用说明书
V.第 二章 按键操作说明
按键 使用说明 操作条件
1、储料未到终止位置;
A 作色储料操
2、料筒各段实测温度必须在设定范围内(无温度
报警)且螺杆冷起动计时已到;
A色自动清料操作
吹气操作
滑润泵工作
B色托模进操作
B色托模退操作
;
;
;
;
;
;
选行程:未到退停位置
;
;
(无温度
1、自动清料选择使用
2、自动清料次数未完结
3、料筒各段实测温度必须在设定范围内
报警)且螺杆冷起动计时已到
1、吹气选择使用
2、吹气时间未完结
1、润滑总时未完结
1、开模已到终止位置;
2、中子退限位已连接或中子退时间到;(中子
选用时)
3、机械手讯号(托模)已连接(机械手选用时);
4、如电子尺使用时,托模进位置未到终止位置;
5、如电子尺不用时,①选行程:未到进停位置
②选时间:托模进计时未到;
1、如电子尺使用时,托模退位置未到终止位置
2、如电子尺不用时,①
②选时间:托模退计时未到
;
A 作色座进操
A色座退操作
B 作色座进操
B色座退操作
1、座进限制选择不用时
2、座进限制选择使用时
② a、未到座进停位置;
1、无条件;
1、座进限制选择不用时
2、座进限制选择使用时
② a、未到座进停位置;
1、无条件;
R
14
,无条件;
,①锁模停ON.
b、座进慢速计时未到;
,无条件;
,①锁模停ON.
b、座进慢速 计时未到;
TD1122
8F使用说明书
V.第 二章 按键操作说明
按键 使用说明操作条件
B作色储料操
B色自动清料操作
B 射 作色出操
B 作色射退操
调模选择
1、储料未到终止位置
2、料筒各段温度必须在偏差范围内
且螺杆冷起动计时已到
1、自动 清料选择使用
2、自动 清料次数未完结
3、料筒各段温度必须在偏差范围内
且螺杆冷起动计时已到
1、如选用时间射出
2、如选用位置,未到射出终止位置
3、料筒各段温度必须在偏差范围内
且螺杆冷起动计时已到
1、料筒各段温度必须在偏差范围内
且螺杆冷起动计时已到
1、调模选择手动时,手动状态 按下此键后指示
灯亮表示允许手动调模
2、调模选择自动时,手动状态按下此键两次指
示灯亮表示允许自动调模
;
(无温度报警)
;
;
;
(无温度报警)
;
,射出时间未完结;
;
(无温度报警)
;
(无温度报警
);
;
;
调模向后操作
调模向前操作
中子A
中子A
进操作
退操作
中子 进操B 作
1、选择调模使用状态;
2、调模后退未到终止位置;
1、选择调模使用状态;
2、调模向前未到终止位置;
1A、中子选择使用;
2、中子A进未到终 止位置或时间未完结;
3、托退到位,或托退时间到;
1、中子A选择使用;
2、中子A退未到终 止位置或时间未完结;
3、托模退到位,或托模退时间到;
1、 B选择使用
中子
2、 B 未到终止位置或
中子 进 时间未完结
3、托模退到位,
;
;
或托模退时间到;
R
15
TD1122
8F使用说明书
V.第 二章 按键操作说明
按键 使用说明操作条件
1、 B选择使用;
中子
2、 B 未到终止位置
中子 退操B
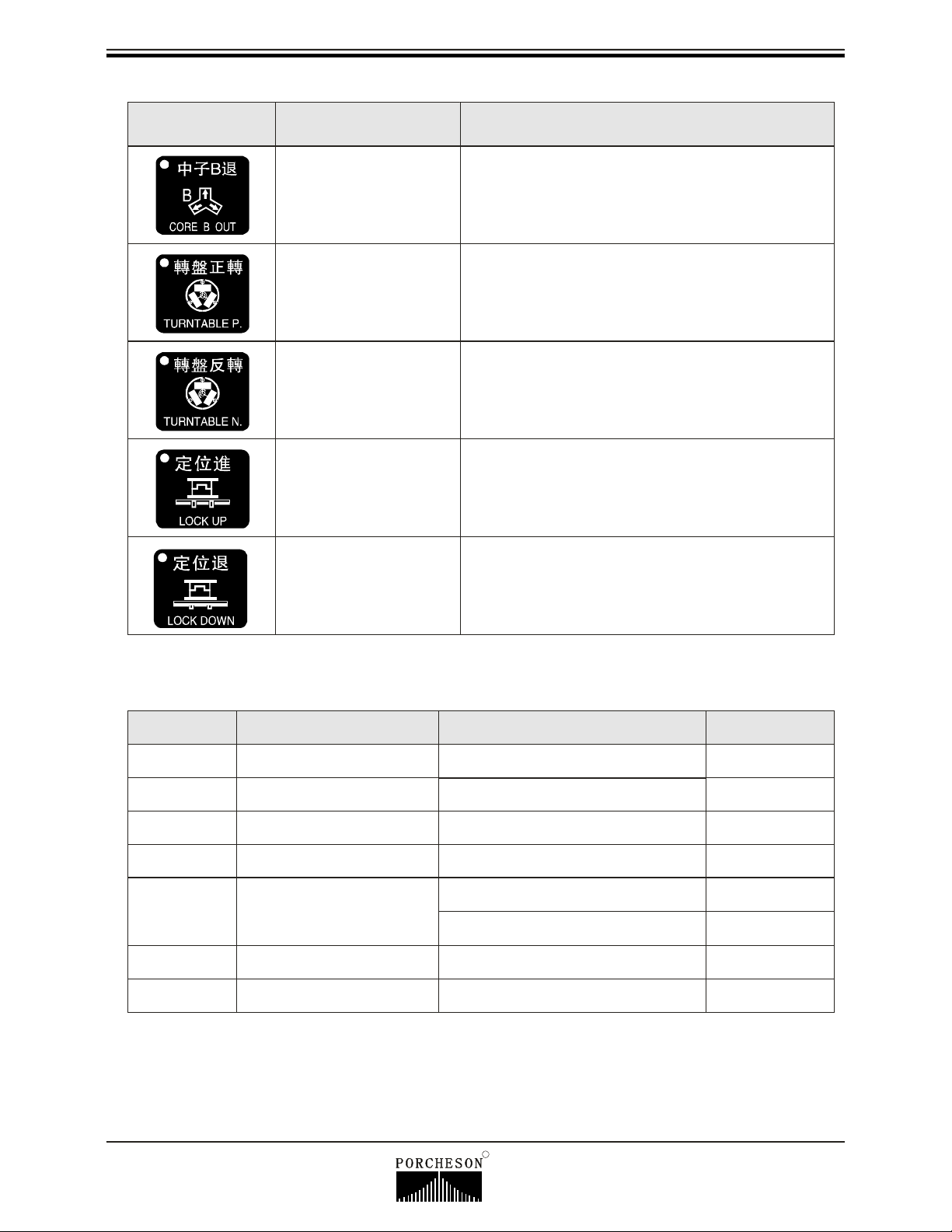
转盘正转操作
转盘反转操作
定位进操作
定位退操作
作
中子 退 或时间未完;
3、托模 退到位,或 托模退时间到;
1、转盘选择使用;
2、转盘正转未到终 止位置或时间未完;
3、托模退到位,或托模退时间到;
1、转盘选择使用;
2、转盘反转未到终止位置或时间未完;
3、托模退到位,或托模退时间到;
1、定位选择使用;
2、定位进未到终止位置或时间未完;
3、转盘正转/反转到位,或转盘正
转/反转时间到;
1、定位选择使用;
2、定位退未到终止位置或时间未完;
3、转盘正转/反转到位,或转盘正
转/反转时间到;
8. 数字项设定范围
序 号
1
2
3
4
5
6
7
如设定值超出以上范围,系统将不接受设定之数字,而保留原有设
值。 为了配合数据输入的习惯,本系统的数据输入是从右向左显示。定
设 定 项
时间设定
压力设定
速度设定
温度设定
模具资料储存
预定产量
设 定 范围
数字≤600.00
数字≤
160.0
数字≤99.9
数字≤160背压设定
数字≤999.0(检测值)
数字≤600.
数字≤
999
0(设定值)
数字≤99999999
单 位
秒
Bar
%
Bar
℃
℃
号
模
R
16
TD1122
8F使用说明书
V.第三章参数
/
功能设定说明
第三章:参数/功能设定说明
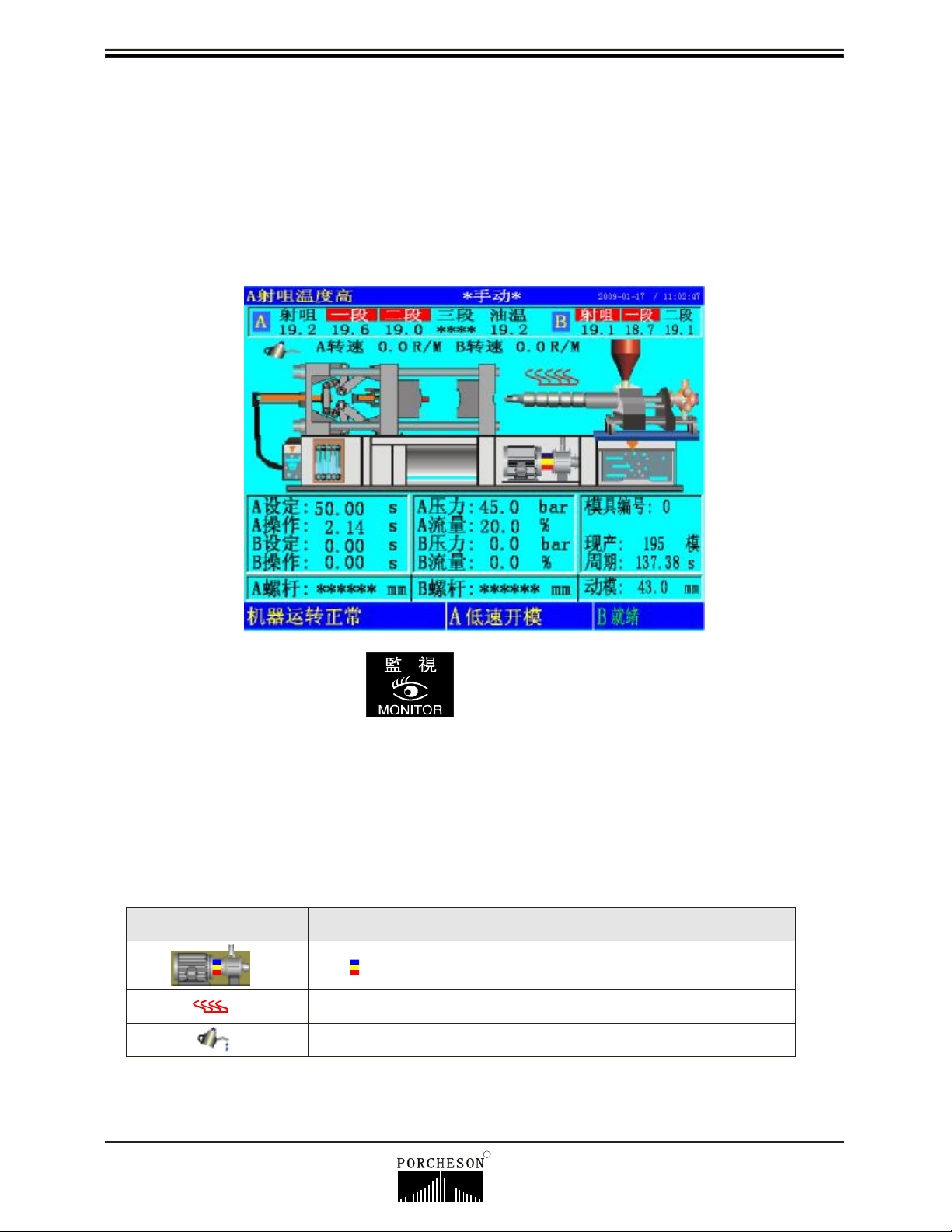
1.开机主页面
打开电源,旋动红色急停开关,电脑运行灯
幕上可看到以下的画面,此时控制系统已经正常工作
在屏
RUN灯闪亮,经过开机页面后,
,可以开始操作机器。
开机后或任何时间按下键,即可进入机器监视页之画面。此页
温度监视以及机器动作监视之用 模具名称和模具号码由模具资料画面设定。
供 ,
列和现在油温是显示各段的实际值 不能进行资料更改。画面的各部功能
温度 ,
如下:
分述
状态说明
状 态
滚动时表示马达已经运转
表示电热已经打开
表示润滑泵正在打油
表 示意义
R
提
17
显示说明
TD1122
8F使用说明书
V.第三章参数
/
功能设定说明
显示
*手 动*
射咀
模具编号
动模
A螺杆
动模 显示当前模板位置,单位为毫米;位置,单位为毫米;
A压力
A流量
B压力
B流量
A设定
A操作
表示机器运行模式(包括:手动、半自动、时间和电眼自动);
表示该段正在加温;
当前使用的模具编号;
显示当前模板位置,单位为毫米;
显示当前A色螺杆位置,单位为毫米;
显示当前B色螺杆位置,单位为毫米;B螺杆
A色正在进行动作的设定压力值
A色正在进行动作的设定流量值
B色正在进行动作的设定压力值;
B色正在进行动作的设定流量值
A色正在运行动作的时间值或计数值;
A色当进行的动作有时间值设定时,操作时数会逐渐增加至
设定数值后,才进行下一个动作,如果设定的是次数则显
示会把已进行的动作次数显示,直至次数达到设定的值;
表 示意义及说明
;
;
;
B设定
B操作
现产 记录系统在自动运行过程中,当前模号的开模次数;
周期
A色射咀温度高
A低速开模
/B转速
B色正在运行动作的时间值或计数值;
B色当进行的动作有时间值设定时,操作时数会逐渐增加至
设定数值后,才进行下一个动作,如果设定的是次数则显
示会把已进行的动作次数显示,直至次数达到设定的值;
系统实际运行的周期时间;
显示机器现在报警内容
显示机器现在执行的动作;
即A/B 每分钟旋转的圈数
螺杆A转速
;
(单位:RPM);
R
18
TD1122
8F使用说明书
V.第三 章参数
/
功能设定说明
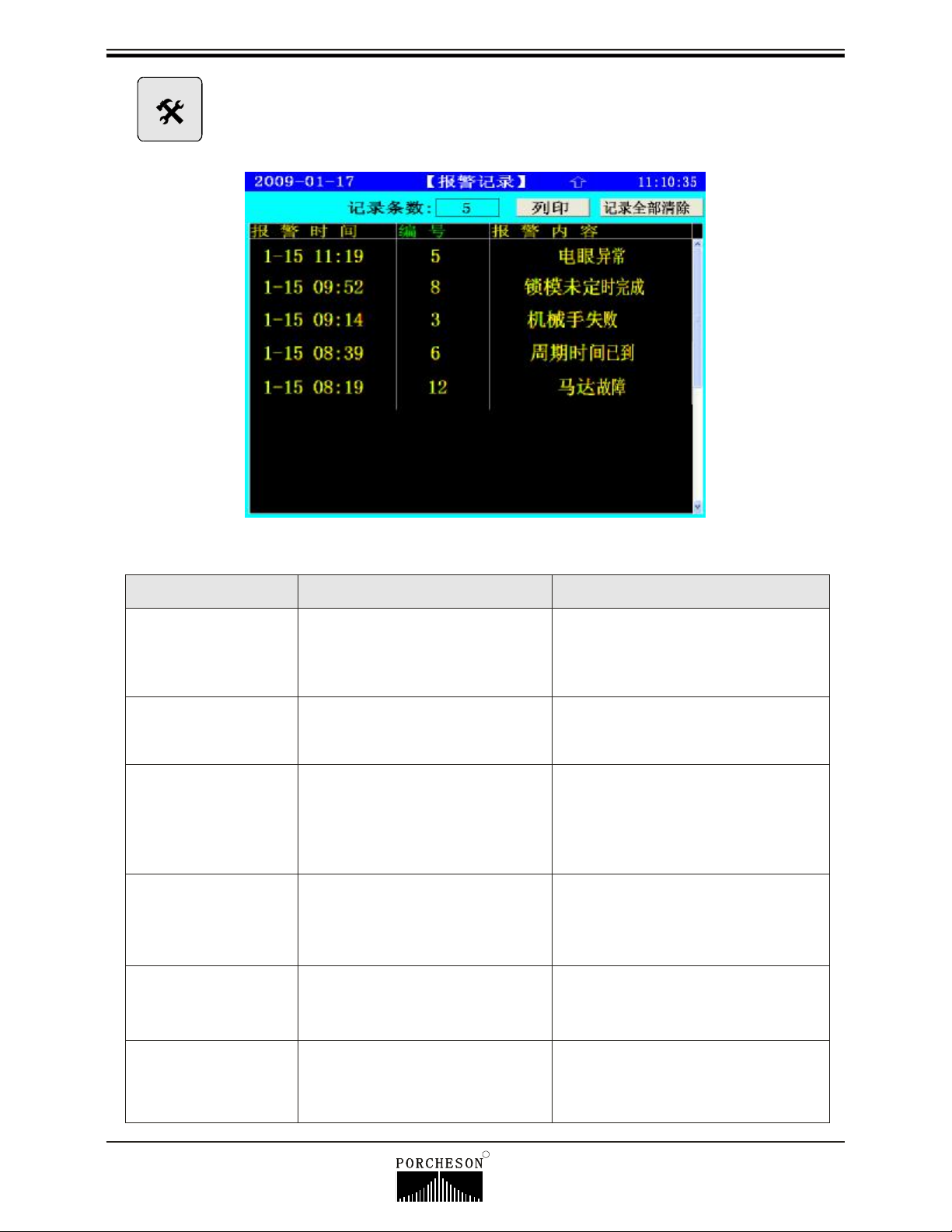
诊 断
DIAGNOSE
按键看到如下的画面:
报警状态说明
报警 产生原因 解决方法
安全门未关
请开安全门
电眼 检 物失 败
开模未到定位
开/锁模未定时完成
未关安全门而进行锁模操作
锁模不 进行,
”;
未关
“半自动”时,单循环结束,
安全门未开;
当全 自动操作
时托模退回后
检查电眼仍未
检物失败
手动 时
托模开模
停止位置
在“ 开/锁模限时 ”内,开/锁
模未完成动作;
并显示“安全门
,电眼循环方式
,中间时间到,
ON,报警“
;
”
,开模未到达
;
,
电眼
请检查前后安全门开关是否正确
地连接到输入端
X16上,及能否正常压合
打开安全门,取出制品,重新合
上安全门后继续工作。
排除托模退或托模进故障及判断
电眼有无长遮。
时要重点检查电眼的接线或电
本身的问题
重新操作开 动作,或检查
位置①如电子尺使用,
读数② X12有
无接通。
检查开/锁模过程有无异常,如无
异常,则可把“开/锁模限时”适当
调长一些。
如电子尺不用,检查
X00、X01、X15和
。
X04输入点灯常
眼
。
模开模
检查位置
亮
低压保护时间到
假如低压时间到
则警报;
,尚未转高压
R
检查模具内有无杂物
则可把“低压时间
。
一些
19
保护
,如无杂物,
”适当调长
TD1122
8F使用说明书
V.第 三 章参数
/
功能设定说明
报警状态说明
报警 产生原因 解决方法
安全门故障
A储料未定时完成
A射 出失败
B储料未定时完成
B射 出失败
当X00与X15
;
报警
时
A色储料时,在“ 限
间内,未能完成动作;
时储料
A 射 过程中,未能压
色出 合
到射检测行程开关,
出或者
在电子尺使用时未
检测点
;
B色储料时,在“ 限
时间内,未能完成动作;
B 射 过程中,未能压
色出 合
到射检测行程开关,
出或者
在电子尺使用时未
检测点
;
只有一
其中 个
储料 时"
到达射出
储料 时"
储料
到达射出
ON
请检查前后安全门开关是否
确地连接到输入端
及能否正常压合
检查 过程有无异常及料
储料 桶
内的料是否已用完
则可把“
。
一些
检查射出过程及调整射出检测
偏差值; 如行程
检测时,请把输入端射出检测
点对(XCOM)短接。
检查 过程有无异常及料
储料 桶
内的料是否已用完
则可把“
。
一些
检查射出过程及调整射出检测
偏差值;
检测时,请把输入端射出检测
点对(XCOM
正
X00及X
。
,如无
限时”
储料 适当调长
()不使用射出
,如无
限时”
储料 适当调长
如行程
()不使用射出
)短接。
15上
异常
异常
,
,
,
马达故障
周期时间已到
中子A未到定位
中子B未到定位
产量已到预定
当马达保护点有信号输入
时报警;
自动生产周期时间超出设
“周期时间”定;
机器选择了
中子、
AB组,
在托
模进及多次托模的时候要求
AB
、 中子退限位已连接
;
启用了产量停机功能且开模
数已达产量预设数,机器停
止运转;
R
检查油压马达是否因过载工
导致热继电器产生保护动作。
检查
自动生产过程有无异常
无异常,可将[
适当调长一些
检查有无正确连接出 A、
止开关及能否正常压合。
用中子 页面中,
选择 A、B 为不用状态。
功能时 请在功能
中子
解决办法:如果在产量到后还
要使机器继续运行,只要把生
产管理 页面的"报警后停机 设
置为"不用";或把当前模号的
开模总 数清零即可。
周期时间]设定值
。
中子 B终
作
,如
未使
"
20
TD1122
8F使用说明书
V.第 三 章参数
/
功能设定说明
操作/提示状态说明
报警 产生原因
射咀、一、二
四、五段温度高
射咀、一、二、三、
四、五段温度低
射咀、一、二、三、
四、五段断线
自动清料完成
自动调模完成
自动调模未完成
先进入手动状态
功能未选用
请开马达
等待下一次循环
电眼等待中
、三、
机器料筒的对应该段实际温度,偏高于上限设定值。
机器料筒的对应该段实际温度
机器料筒的对应该段感温线 或故障。断线
当使用自动清料时,依设定次数动作结束后
当使用自动调模时,自动调模成功。
当使用自动调模时,自动调模未成功。
当在非手动状态下
当手动操作某个功能按键时,而该功能未选用。
如选择使用马达,马达未起动按半
全自动时,完成一循环至下 。一循环开始的中间时间
全自动 中间时间未到。循环时,顶针退回后电眼
,操作手动键时。
,偏低于下限设定值。
。
/全自动键时提示。
先退出调模状态
先进入调模状态
当在 状态下,操作非[调进
调模
非调模状态下,操作[调进、退及自动调模]键时。
、退及自动调模]键时。
R
21
2. 锁模资料设定
TD1122
8F使用说明书
V.第三章参数
/
功能设定说明
按键,将进入锁模 页面
参数设定/锁模动作流程
设定
/功能方式说明
,此时画面显示如下:
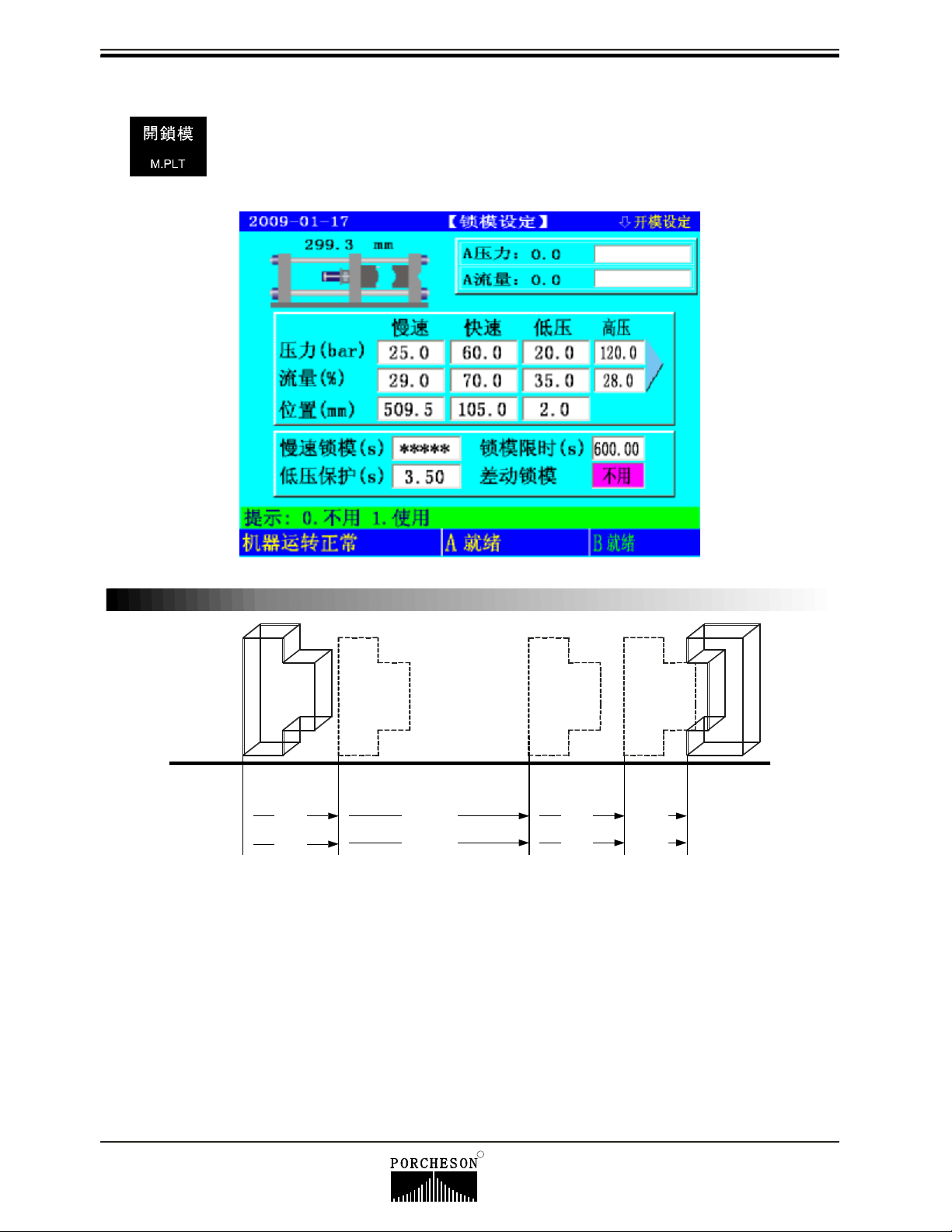
动作 慢速锁模快速锁模 低压锁模
压力 256020120
流量 29703528
位置 509.5105
(1) 锁模时 先进入慢速锁模 行程行至509.5mm时进入快速锁模,动作流程: ,,
再行至105.0mm时,进入低压锁模,
模完。如低压时间到,尚未转高压则警示
(2)[不用]时,锁模慢速的动作时间。锁模慢速:动模电子尺
(3) 锁模低压保护时间, 请尽可能不要设定太大
低压保护
出现保护不了模具的情况。将
(4) 锁模限时:表示锁模动作的限制时间,请尽可能不要设定太小,应合适为宜,
否则系统将报警[锁模未定时完成]。
(5) 可按输入键选择[使用]、
锁模差动
:
:
高压
锁模
.02.0
再行至2.0mm时进入高压锁模,直到锁
“低压护模时间到”,并自动开模。
,应合适为宜, 否则
[不用],选择[]快速锁模时,Y52有
R
使用
22
TD1122
8F使用说明书
V.第 三 章参数
/
功能设定说明
3. 开模资料设定
按键两次,将进入开模 页面
参数 设定/开模动作流程
/功能方式说明
设定
,此时画面显示如下:
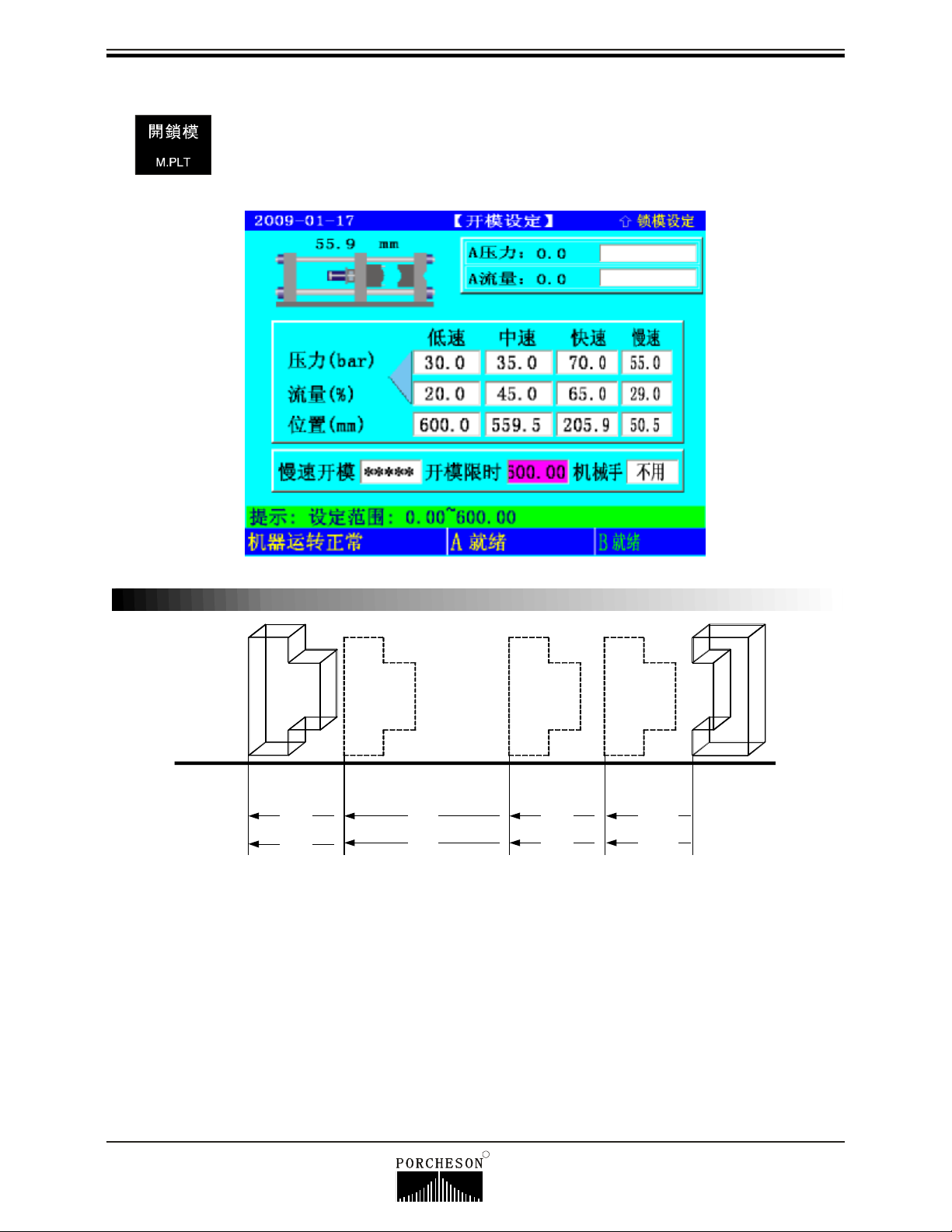
动作 低速开模 中速开模快速开模 慢速开模
压力 30357055
流量 20456529
位置 600.0559.5205
(1) 开模时 先进入 开模 行至50.5mm时切换至 开模,再动作流程: , 慢速 , 快速
行至205.9mm时切换至 开模,再行至
行至 600.0mm 时即开模完成。
(2) 慢速开模:动模电子尺[不用]时,
(3) :表示开模或锁模的限制时间,请尽可能不要设定太小,应合适开锁模限时
宜 否则系统将报警开
为,
(4) 如需使用机械手,请选择 使用机械手选择使用后,机器机械手功能: “” ,
模完输出机械手信号,锁模前先确认收到机械信号后才进入下一循环,在开
.950.5
中速 低速
开模慢速的动作时间。
/锁模未定时完成。
“”
束机械手信号输出。同时结
559.5mm 时切换至 开模,再
R
23
 Loading...
Loading...