

PORCHESON DK118, EK118 User Manual
欢迎使用本公司注塑机控制系统
D/EK11
8V2.0
使用说明书前言
危险
注意
安全注意事项
(安装前请务必阅读
1.
外部电源发生异常,控制系统发生故障时,为
使整个系统安全工作,请务必在控制系统的外
部设置安全电路。
2.
控制系统不能检测的输入输出等异常情况发生
时,则不能控制输出,为使机器能安全运转请
设计外部电路和机构
1.在安装前,敬请仔细参阅本使用说明书
2.切勿擅自拆开主机箱及键盘
3.如有疑问,请拨打售后服务电话
。
R
)
。
。
R
。
PORCHESON
D/EK11
8V2.0
使用说明书目录
D/EK118
TECHNOLOGYCO.,LTD
系统配置及安装 5
按键操作说明 8
操作手册
参数/功能设定说明
生产管理
系统调试设定说明
故障/输入
/出检测
15
30
39
49
2005.03 版
版权所有,未经允许翻印必究
R
附录
55
D/EK11
8V2.0
使用说明书目录
目录
R
D/EK11
8V2.0
使用说明书目录
5. 温度观测图表页面........................................34
6. 温度追踪曲线页面........................................35
7. 打印机设定页面..........................................36
8.USB 资料页面............................................
9.CAN设定页面.............................................38
第五章系统调试设定说明
1.延迟设定页面............................................39
2.压力/流量斜率设定页面....................................
3.压力/背压预调设定页面....................................
4.流量/DA备用预调设定页面..................................42
5.电子尺/传感器设定页面................................
设定
6.温控参数设定页面........................................
7.特殊功能设定页面........................................45
8.可转移/编程备用点设定页面................................46
9.注塑机编号/出厂值/时间设定页面
10. .................................
密码修改/出厂值备份页面
第六章故障诊断/输入/输出状态检测
1. 故障报警分析页面........................................
2. 输入/输出点检测页面.....................................52
37
40
41
43
44
............................47
48
49
3. 按键检测指示/AD/DA 页面...................................53
第七章补助功能
1. 页面............................................
用户登录
2
计算器页面
.
.
用户配置
4.备忘录页面...............................................61
5.日历页面.................................................62
6.闹钟页面.................................................63
7.
查询
SPC 页面..............................................64
附录
1.DK118...............................................66键盘安装尺寸图
1.EK118...............................................67键盘安装尺寸图
2. 开关电源盒外形尺寸及安装孔位图....................................68
3. 主机外形尺寸及安装孔位图..........................................68
4.PS820AM 输入输出接线图..................................69
5.PS900AM输入输出接线图...................................70
6. 马达电热接线图..........................................71
58
...............................................59
..............................................60页面3
............................................65页面8.个性化选择
7. 常用干扰抑制法..........................................
R
72
D/EK11
8V2.0
使用说明书 第一章 系统配置及安装
第一章系统配置及安装
1. 产品配置及说明
序 号
1
2D118K
3E118K
4PW600
5DB-15F
2.PS
900AM
全计算机控制所有功能及温度
采用高亮度LCD液晶显示画面,10.4 、12.1(800*600)(1024*768)寸寸彩色(选用)
系统采用多CPU设计,运算速度快
控制主机采用模块化设计
具备 RealTime 功能, 可实时显示日期和时间
具备屏幕保护功能,屏幕保护时间内未进行任何键盘操作时自动OFF
80 组模具资料储存,可中、英文输入模具名称
密码设定及资料锁定,避免操作者任意更改成型资料
代 号
PS820AM 主机 1套 27/28+10 ( 选用 )
PS900AM 主机 1
控制系统特点
内 容
键盘
键盘
开关电源
15芯电缆
,控制精确,稳定性高
,安装省时,维修迅速
数量
套
1套 8.4寸/640480*(
1套
套
1
条
1
,实时操作帮助
48/48+16 ( 选用
10.4寸/800600(选用)*
600W
1米至5
,影响产品品质
备 注
米可选
)
选用)
多语言文字可选择
包装模数设定功能,产量可设定六位数
多种中子及绞牙程序,适合不同类型的和绞牙控制中子
比例微积分( PID )自学习温度控制, 14 段温度
射咀温度可开环或闭
温度可一周预约定时
8 路 AD 电子尺 / 压力反馈
多种射出方式, 7
自我故障 、报警显示及语音提示等检测 功能
输入、输出皆有 LED 指示灯,检测维护方便
输入、输出采用光藕合电路,可隔离外部线路干扰
检示画面可检查所有输入
6 路标准 DA 比例输出,最大电流输出
压力、流量、背压数字化预调,适合各种厂牌比例阀
具有远程通讯功能,可为用户远距离编写程序以 及更换不同版本软件
由一台计算机主机连网管理 1-255 台注塑机生产
数据打印,
方便管理
,实时动态显示
. 环控制
, 操作更便利。
段射 , 3 级保压
出
、输出点及按键的动作状态
3A ( PS800AM 为 3 路)
,更好的线性比例调整
,能准确统计每台机生产情况,生产
R
D/EK11
8V2.0
使用说明书 第一章 系统配置及安装
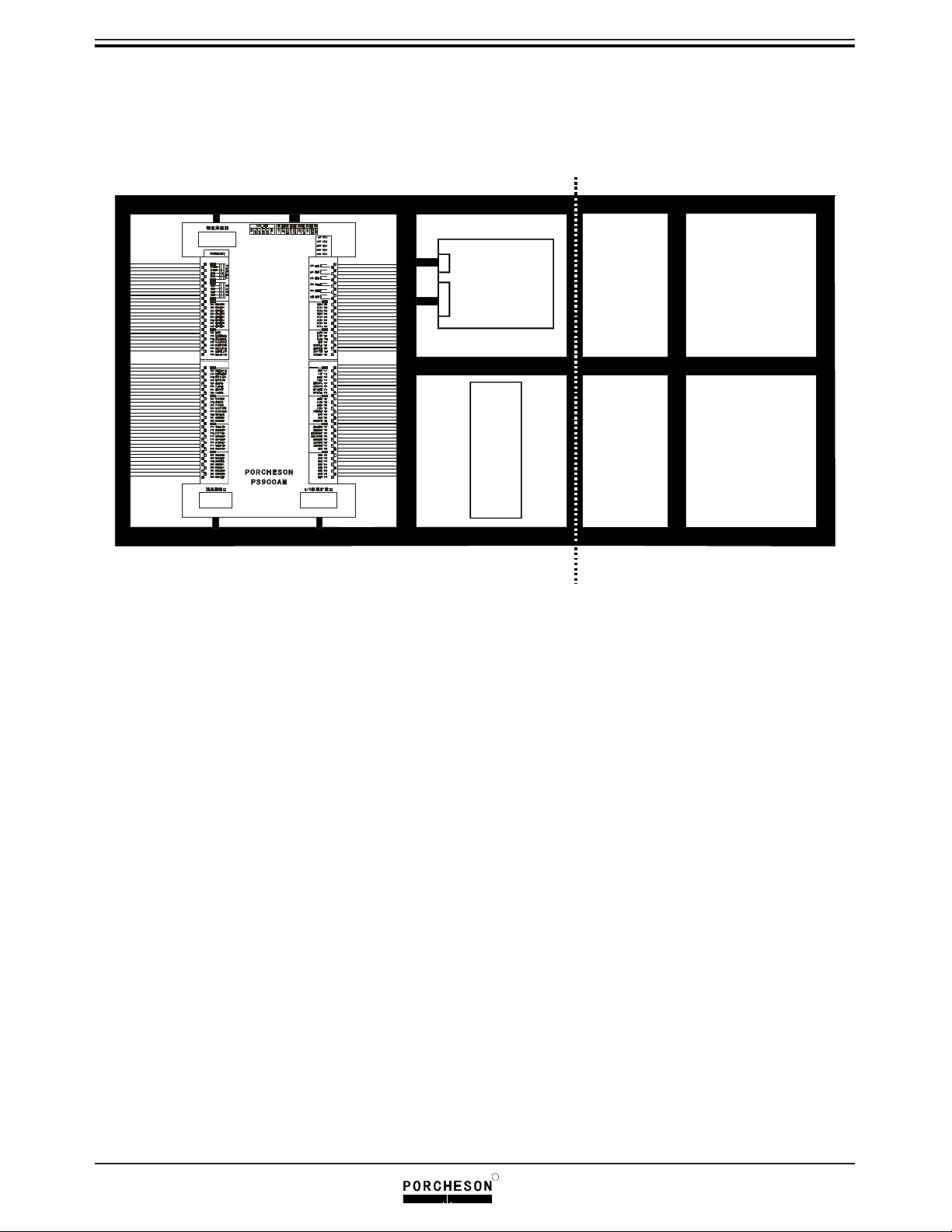
3. 电脑控制系统的安装及调试
3.1 控制系统安装时注意事项
本控制系统设计非常简洁,键盘与主机箱的连接只有一条
方便灵活,安装示意图如下
:
PW600
开关电源
温
度
接
线
板
15芯屏蔽电缆,安装连接相当
继
电
器
转
强电设备
安装区域
换
板
控
制
电
源
强电设备
安装区域
开
关
强电区域弱电区域
机箱布置建议图
(1) 主控制箱安装时,尽量采用封闭式电箱
风扇并装
(2) 安装电脑主机及电源盒时,所有交流接触器及变压器等交流组件不得靠得太近,防止电
网电波干扰。
(3) 所有电线及屏蔽线不得随意剪断、
以免影响控制系统正常工作
(4) 热电偶传输线外壳必须是屏蔽线,所有热电偶外层屏蔽选用热电偶网线时 网, 线同机器
地点可靠连接,
接
(5) 布线时尽量使高低压线与电脑控制线分开
统可靠运行。
(6) 与 15键盘主机箱 芯通信 安装时必须用力压紧拧紧,以免造成接触不良连线 ,及 影响系统正常
运行
特别注意油阀输出公共端YCOM,必须全部接上并连接要牢固
(7)
作的现象。
上防尘过滤网,保持电箱温度在
。
并接入大地,
。
加长或缩短,必须使用我公司提供电线及
接地电阻必须
(仅供参考)
,要具有良好通风、防油、防尘的条件,
60℃以下。
屏蔽电线
10
Ω以下。
,不能将所有电线扎在一起,以免
,免造成电脑有输
干扰控制系
出而油阀无动
加装排
,
3.2 控制系统检查
(1) 安装完毕后,进行全面检查,包括开关电源、主机箱、电热输出线路、键盘热电偶等所
有连线是否连接牢固
(2) 完成线路检查后,进行通电检查,
然后通电检查,测量各电压是否与其标值相同,观察电源输出盒指示灯是否正常。
。
先把直流电源输出端即电源盒 输出线
R
11位 插头取出
,
(3) 完成测量后断电,插上 DC 电源输入至主机箱插头,再通电检查时,键盘 LCD 显示在主
D/EK11
8V2.0
使用说明书 第一章 系统配置及安装
正常状态,旋动急停开关,主机箱
页面 说明系统已经正常工
。
作
RUN 灯是否亮,如果灯亮,
3.3 控制系统调试
(1) 系统正常工作后,在监示页面按 键
生产管理
F8
,进行颜色和对比度调整。
。
FLOWCHART
,系统会自
动调出你所存入的模
(2) 进行参数设定记忆测试,按 键,选取一组模号,然后在各页面设定数据,按
输入
ENTER
资料,则表示记忆正常
号
(3) 然后进行各有关页面资料设定(具体操作参照第三章参数设定说明),初次设定时,压力、
速度 尽量小一点,待各动作正常后再逐步加大到正常设应 定参数,以免损坏机器的性能。
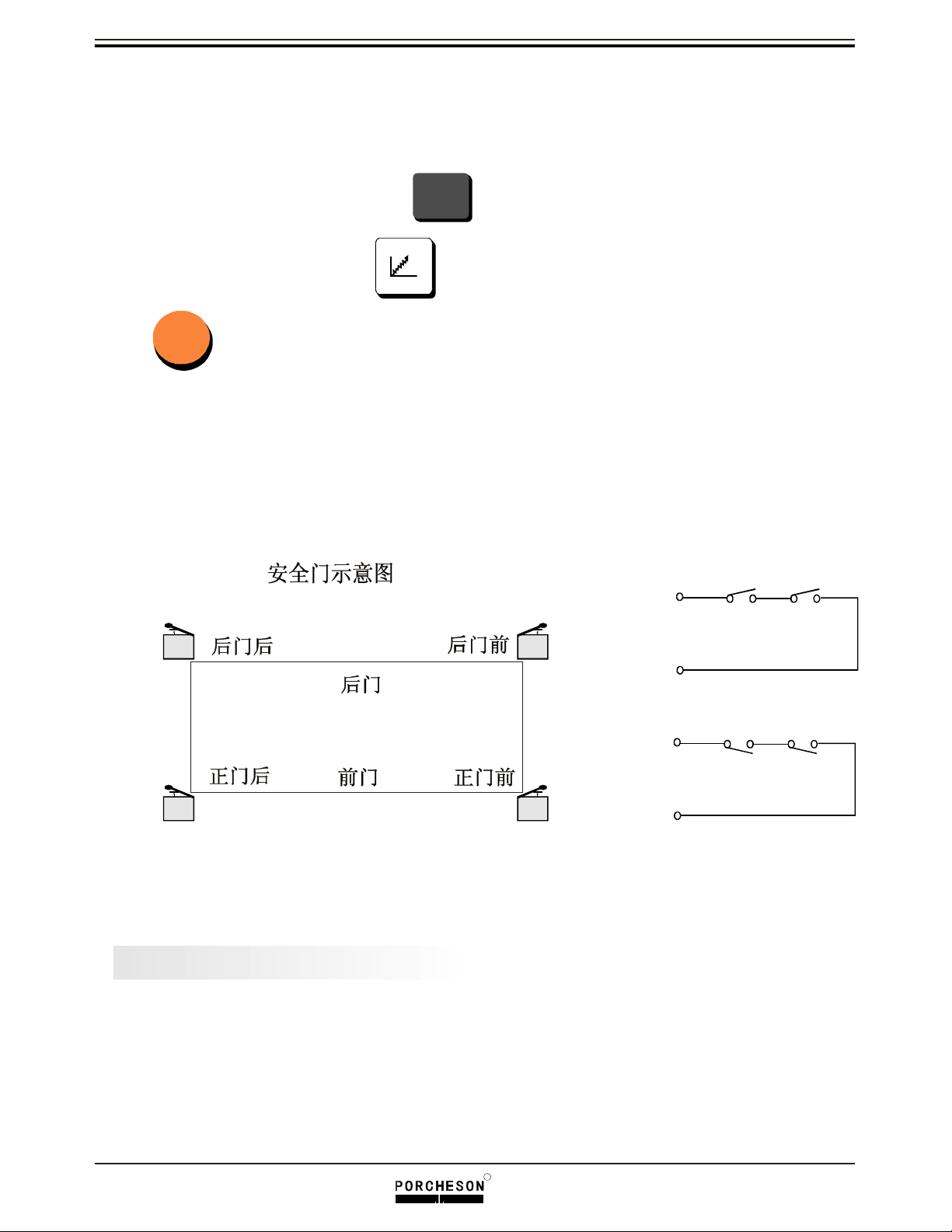
(4) 有关参数设定完成后进行存入,仔细检查各输入/输出点是否正常。报警系统全面检查,
包括前后安全门,安全门接线方法请参照下图:
键,储存数据,切断电源,过一段时间再通电
LS2LS1
XCOM
LS4
LS2
X00
LS4LS3
XCOM
LS3
LS1
安全门连接线路图(推荐接法)
★安全门特别说明:
开门或关门时:
安全门故障]同时终止所有动作输出。半自动模式时,为防止安全门开关抖动造成的误动作,
打开/关闭安全门条件为LS1、LS2、LS3、LS4由全部“OFF”至全“ON”时间需大于0.5秒有效。
X00=ON/X15=OFF或X00=OFF/X15=ON或其它非正常条件,2秒钟后报警[
R
X15
D/EK11
8V2.0
使用说明书 第二章按键操作说明
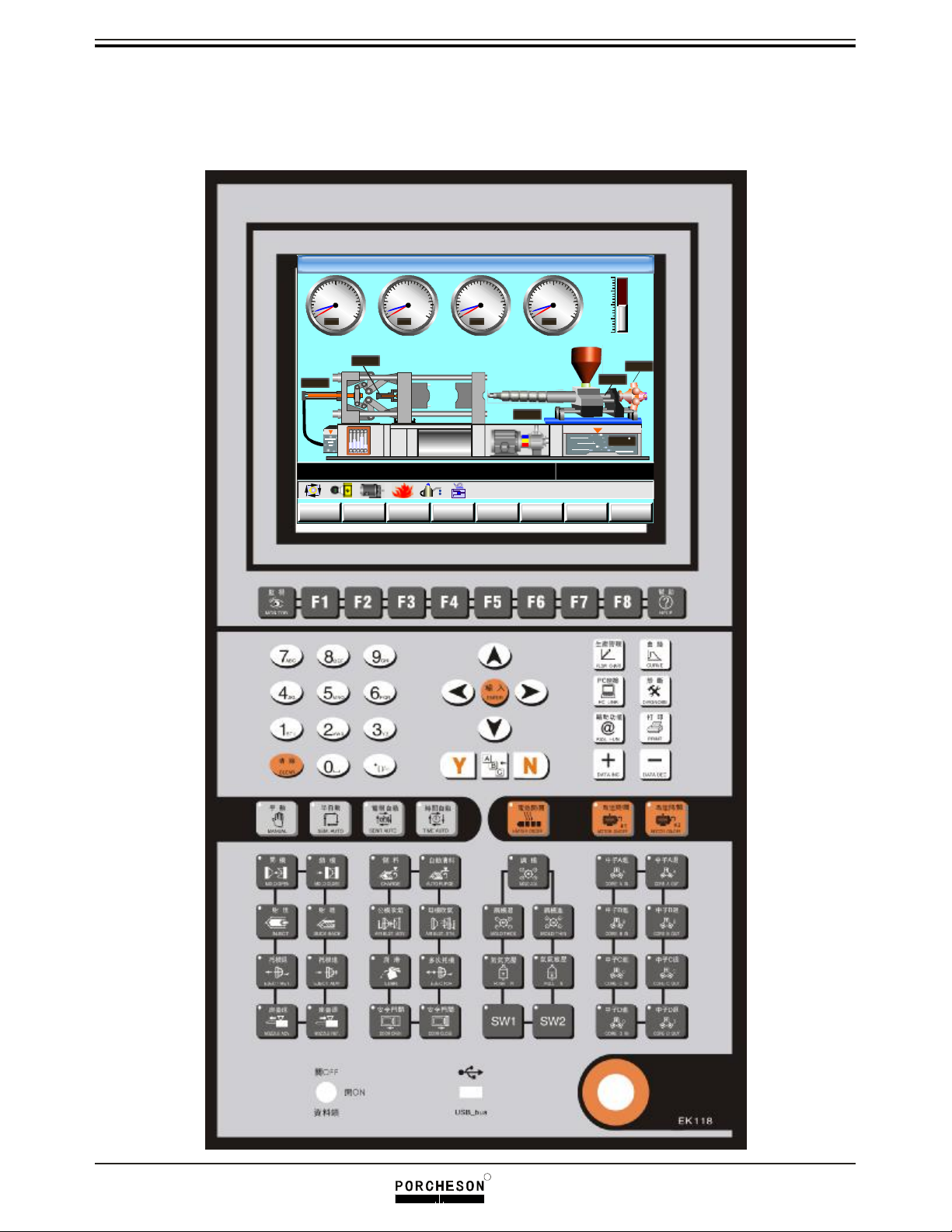
第二章按键操作说明
1. 操作键盘面板图(见下图)
机器监视二
100
0
系统压力
500.16
8.6 MPa
200
300
100
0
系统背压
0.06
自动运行中...
开模锁模/ 射出 保压/ 功能系统/温度预热/中子 吹气/座台 调模/储料 清 料/
8.6 MPa
100
2
75
50
25
0
生产进度%
306rpm
0.06
28.5C
200
300
339966
0
8.6
%
系统流量
339966
0
8.6
%
1
系统流量
0.06
慢速开模
2002/01/01 星期二 12:00:00
托模
R
D/EK11
8V2.0
使用说明书 第二章按键操作说明
2.功能键说明
按 键使用说明
F1
F2
F3
F4
F5
F6
F7
F8
监视
MONITOR
帮助
?
HELP
当画面转换讯息于屏幕底部显示时,可选择相对应之F1—F8
功能键进入 页面相对应之
在任何时刻下、
返回监视页面
进入当前状态实时在线帮助页面
诊断
DIAGNOSE
曲线
CURVE
生产管理
FLOWCHART
进入 模 式,按可分别进入故障报警、输入、输出、
诊断 F1-F5
按键指示、AD检测页面
进入曲线 模式,按可分别进入出 、出
、、页面
量温度观测 温度追踪
进入生管模式,按可分别进入模具产量
修改经过记录
观测 F1-F7 射 压力 射 流
F1-F7
页面
R
/SPC追踪
、、
D/EK11
8V2.0
使用说明书 第二章按键操作说明
按 键使用说明
连接
PC
PCLINK
打印
PRINT
进入连接模式,按可分别进入打印机设置
PCF1-F3USB
设置页面
CAN
按此键,即可打印当前页面
、 设置、
A
B
C
按下后屏幕会出现一标准输入键盘
想选的字母或符号,再按输入键将该字母或符号选定
3.参数设定键说明
7
ABC
4JKL
1STU
清除
CLEAR
8
DEF
5
MNO
2VWX
0
9
6
3
GHI
PQR
YZ
[]/-.
,您可利用方向键移到您
0至9数字键及“+”、“
输入数据用,当电子锁处于
键被锁定,确保资料不被随意更改
上分别分布有26个英文字母及特殊符号
称中英文输入、机器编号输入
或编号名称输入过程中有错字时
数
输
入”键为在有功能选择时作为功能选择用
“
认时,为确认用
目确 作
输入
ENTER
-”键在数据设定页面为
“OFF”状态时,此 15个
。同时0至9数字键
。“清除”键用于当参
,可按此键清除;
。
DATADATA
,用于模具名
,有项
4 游标键.
按 键使用说明
跳行键,按此键光标上跳一行
换列键,按此键光标左移一列
换列键,按此键光标右移一列
跳行键,按此键光标下跳一行
R
D/EK11
8V2.0
使用说明书 第二章按键操作说明
5. 操作模式选择键
按 键使用说明 备 注
手动
MANUAL
半自动
SEMI.AUTO
电眼自动
SENRAUTO
时间自动
TIMEAUTO
按此键系统处于手动状态
按此键系统进入半自动操作
按此键系统进入电眼自动模式
按此键系统进入时间自动模式
各键之左上角有一指
示灯,当按下其中之一键
后,该指示灯会亮,表示
系统正处于该状态。每次
启动电脑时,系统默认为
手动操作。如温度未达到
设定值,系统无法进行半/
电眼/时间自动操作,当按
半/电眼/时间自动操作按
键时,指示灯不亮,直到
温度达到设定值,方能进
行半/电眼/时间自动运行。
电热开/关
6. 电热开/关键 和马达开/关键
HEATERON/OFF
马达开/关
#1
MOTORON/OFF
马达开/关
#2
MOTORON/OFF
在手动模式,按一次按键,左上方的指示灯亮,表示此功能状态已打开;再按一
按键,左上方的指示灯灭,表示此功能状态已关闭,继续按下此按键,此功能将循
次
开或关闭。当紧急开关停止时,马达迅速断电,但不影响电热工作。
环打
R
D/EK11
8V2.0
使用说明书 第二章按键操作说明
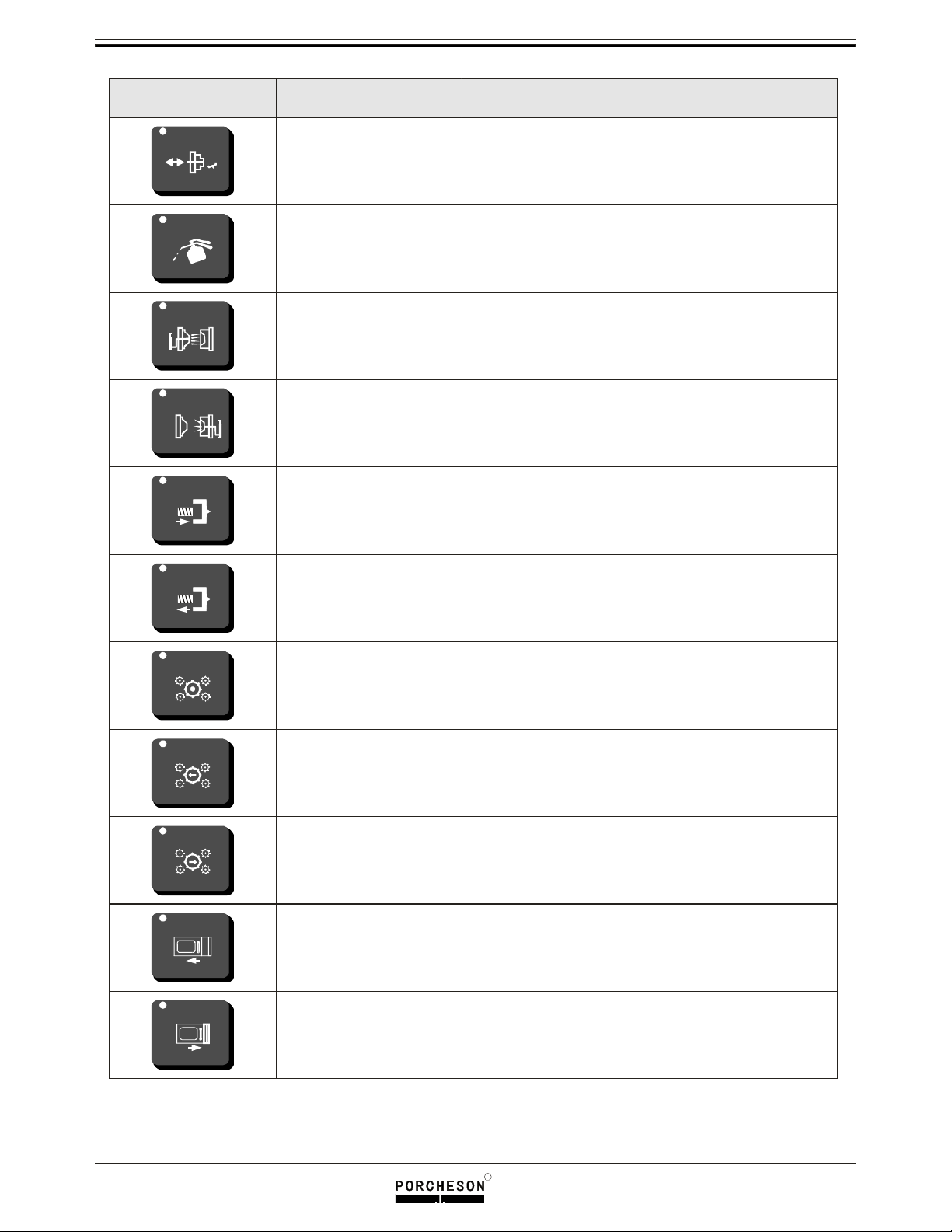
7. 手动操作键
按 键
开模
MOLDOPEN
锁模
MOLDCLOSE
射出
INJECT
储料
CHARGE
射退
SUCKBACK
使用说明
开模操作
锁操模作
射 作出操
储料操作
射退操作
操 作 条件
1、开模未到终止位置;
1、安全门输入正常
2、托模后退停止
3、锁模未到终止位置
4、机械手讯号(
械手选用时
1、如选用时间射出
如选用位置,未到射 终止位置
2、
3、料筒各段温度必须在偏差范围内
温度偏低报警
1、储料未到终止位置;
2、料筒各段温度必须在偏差范围内(无
温度偏低报警);
1、料筒各段温度必须在偏差范围内(无
温度偏低报警);
;
;
;
锁模)已连接; 机
;
)
,射出时间未完结;
出 ;
)
;
(
(无
托模进
EJECTADV.
托模退
EJECTRET.
座台进
NOZZLEADV.
座退台
NOZZLERET.
自动清料
AUTOPURGE
托模进操作
托模退操作
座进操作
座退操作
自动清料操作
1、 行程未到终止位置;
托模进
2、开模已到终止位置;
3、中子退限位已连接或 时间到;
(中子选用时)
;
中子退
4、机械手讯号(托模进)已连接;(机
械手选用时)
1、 行程未到终止位置
托模退
;
;
1、无条件;
1、无条件;
1、自动清料选择使用;
2、自动清料次数未完结;
3、料筒各段温度必须在偏差范围内(无
温度报警
)
;
R
D/EK11
8V2.0
使用说明书 第二章按键操作说明
多次托模
EJECTOR
润滑
LUBR.
公模吹气
AIRBLST.MOV.
母模吹气
AIRBLST.STN.
使用说明 操 作 条件按 键
多次 作托模操
滑润泵工作
公模吹气操作
母模吹气操作
1、操作条件同 、 退;
2、 设定次数未完结;
托模
托模进 托模
1、无条件;
1、 吹气
公模
、 吹气时间未完结
2
公模
1、 吹气
母模
2
、母吹气时间未完结;
模
选择使用
选择使用;
;
;
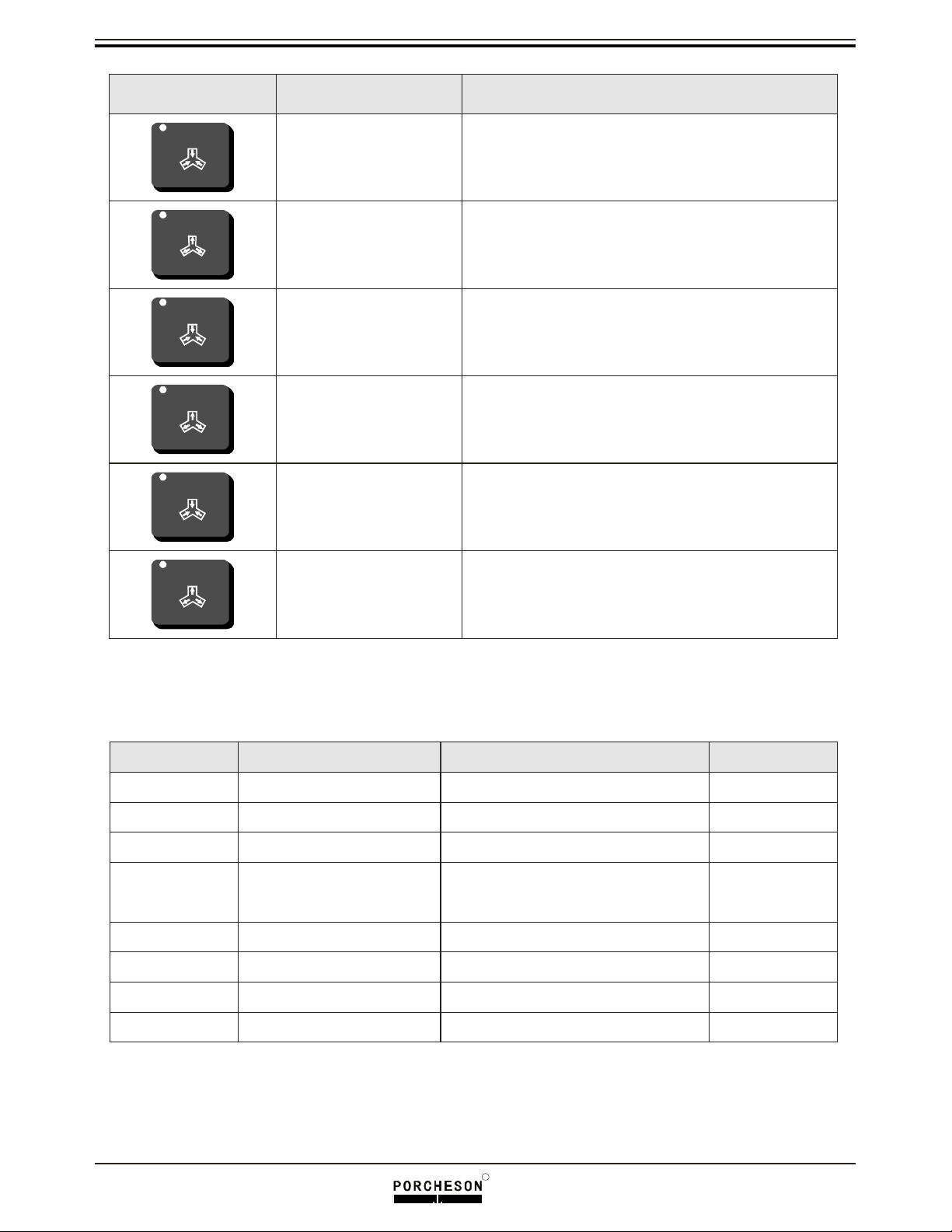
绞牙进
SCREWADV
绞牙退
SCREWRET
调模
MOLDADJ.
调模退
MOLDTHICK
调模进
MOLDTHIN
安全门开
DOOROPEN
1、选择使用
绞牙
2、 未到终止位置或时间未完结
绞牙进操作
绞牙进
3、托模退到位,
1、选择使用
绞牙
2、 未到终止位置或时间未完结
绞牙退操作
绞牙退
3、托模退到位,
1、若处入手动状态,按下此键后指示
调模选择
灯亮表示允许手动调模,再按一次
为自动调模;
调模向后 操 作
调模向前操作
1、选择调模使用状态
2、调模后退未到终止位置
1、选择调模使用状态
2、调模向前未到终止位置
安全门开操作 1、无条件;
;
;
或托模退时间到;
;
;
或托模退时间到;
;
;
;
;
安全门关
安全门关操作 1
DOORCLOSE
、
R
无条件
;
按 键
D/EK11
8V2.0
使用说明书 第二章按键操作说明
使用说明
操 作 条件
中子A进
A
COREAIN
A退
中子
A
COREAOUT
中子B进
B
COREBIN
中子B退
B
COREBOUT
中子C进
C
CORECIN
C退
中子
C
CORECOUT
进操作
中子A
退操作
中子A
中子进操B
中子 退操B 作
中子 进操C 作
中子 退操C
作
作
1A、中子选择使用
;
2、中子A进未到终止位置或时间未完结;
3、托模退到位,
1、中子A选择使用
2、中子A退未到终止位置或时间未完结
3、托模退到位,
1、 B选择使用;
中子
2、 B 未到终止位置或 ;
中子 进 时间未完结
或托模退时间到;
;
;
或托模退时间到;
3、托模退到位,或托模退时间到;
1、 B选择使用;
中子
2、 未到终止位置
中子B退 或时间未完结;
3、托模退到位,或托模时间到;
1、 C选择使用
中子
2、 未到终止位置或
中子C进 时间未完结
3、托模退到位,
1、 C选择使用;
中子
2、 C 未到终止位置
中子 退 或时间未完结;
;
;
或托模退时间到;
3、托模退到位,或托模退时间到;
8. 数字项设定范围
序 号
1
2
3
4
5
6
7
8
设定项
时间设定
压力设定
速度设定
温度设定
开锁模位置设定
其它位置设定
模具资料储存
预定产量设定
数字≤999.99
数字≤140.0
数字≤
数字≤999.9实际温度使用
最大700.0度
数字≤5999.99
数字≤999.99
数字≤80
数字≤
如设定值超出以上范围,系统将不接受设定之数字,而保留原有设定值。为了
配合数据输入的习惯,本系统的数据输入是从右向左显示。
设定范围
99.9
999999
单 位
秒
bar
%
℃
mm
mm
号
模
R
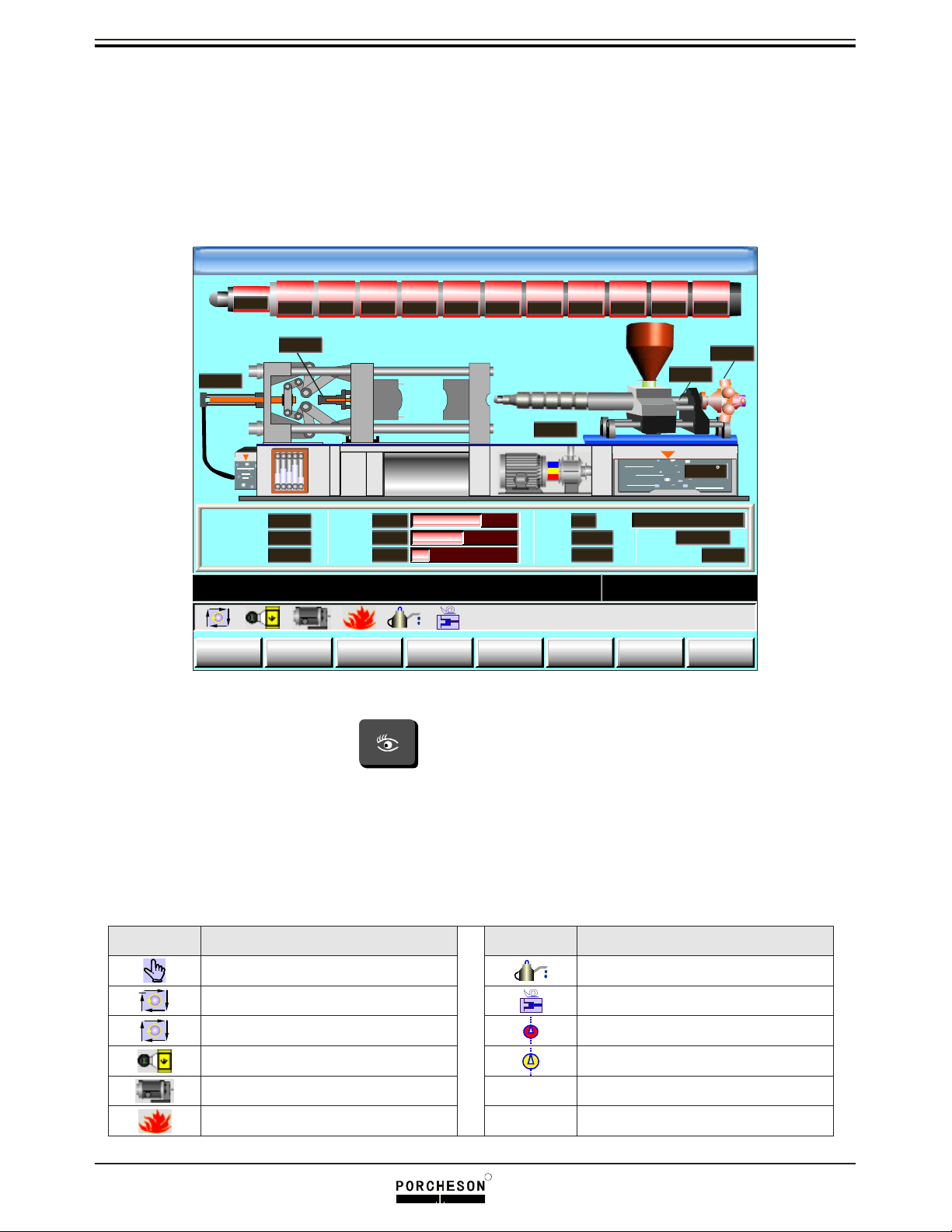
1.开机主页面
D/EK11
8V2.0/
使用说明书 第三章 参数功能设定说明
第三 章 : 参数/功能设定说明
打开电源,旋动红色急停开关,电脑运行灯RUN
下的画面,此时控制系统已经正常工作
,可以开始操作机器。
机器监视一
999.9
999.9 999.9 999.9 999.9 999.9 999.9 999.9 999.9 999.9 999.9 999.9
0.06
500.16
全程计时:s
操作时间
设定时间:s
10.06
10.06
:
s
10.06
压力:
流量:
背压:
110.5
50.6
20.0
自动运行中...
灯亮,经过开机页面后,在屏幕上可看到以
306rpm
0.06
0.06
28.5C
110
模号: 名称:ABS-8881602外壳
999999
预产: 模
999999 10.06
现在:
模
99999999
成品:
平均周期
个
:
慢速开模
2002/01/01 星期二
12:00:00
开模锁模/ 射出 保压/ 功能系统/温度预热/中子 吹气/座台 调模/储料 清料/ 托模
监视
重新开机后或任何时间按下 键,即可进入机器监视页之画面
MONITOR
以及机器动作监视之用,模具名称和模具号码由模具资料画面设定
各段的实际值,不能 进行资料更改
。画面的各部功能分述如下:
状态说明
状态
表示手动模式
表示半自动模式
表示全自动模式
表示使用电眼功能
表示马达已经运转
表示意义
表示润滑泵正在打油
表示进入慢速状态
表示中泵投入运行
表示大泵未投入运行
,此页提供温度监视
。温度列和现在油温是显示
表示意义状态
表示电热已经打开
R
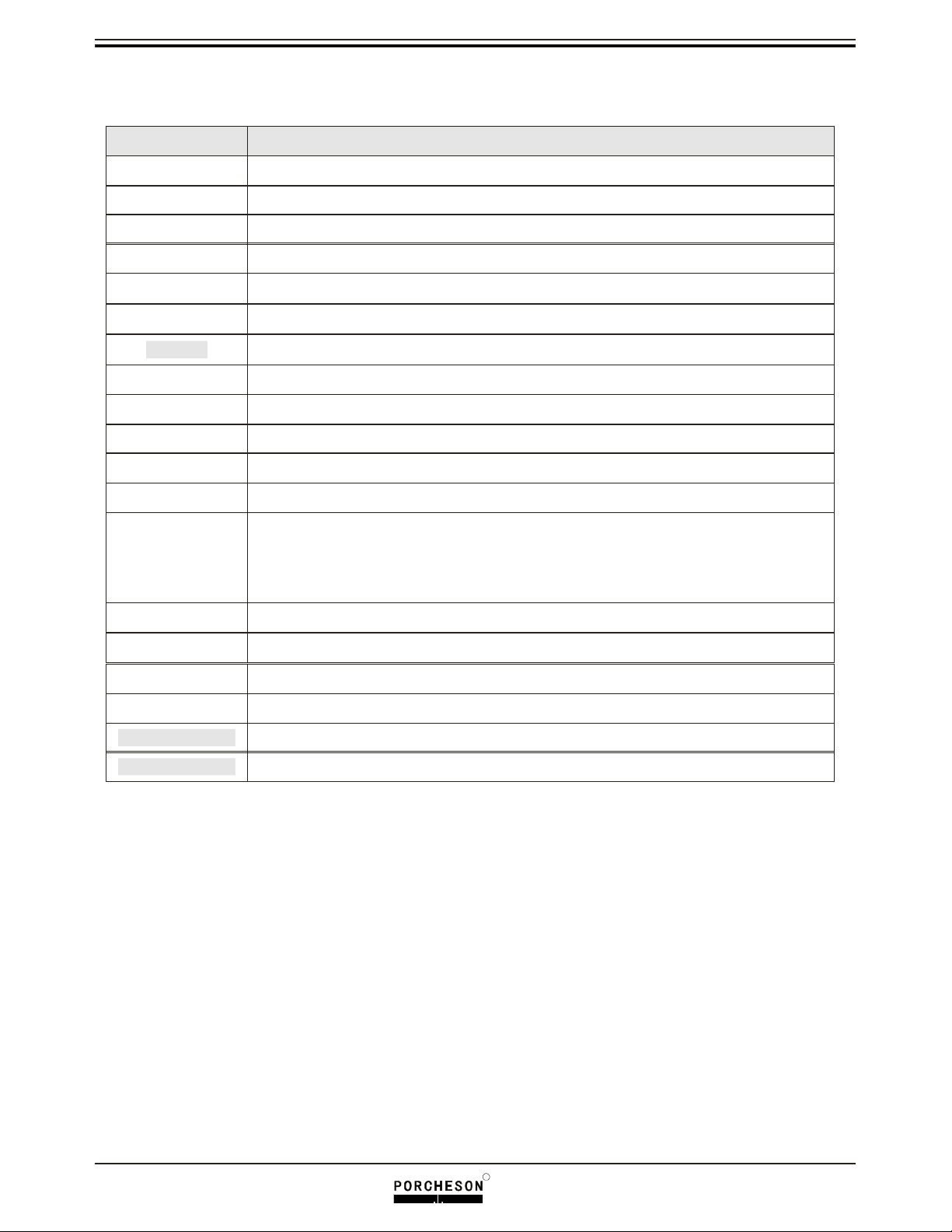
显示说明
D/EK11
8V2.0/
使用说明书 第三章 参数功能设定说明
显示
模号
名称
当前使用的模具编号
当前使用的模具名称;
表示意义及说明
;
预产 当前使用模号的预产模数
成品
当前使用模号的成品个数
现在 当前使用模号的现在模数
次品 当前使用模号的次品个数;
一段
动模位置
螺杆位置
表示该段正在加温
显示当前模板位置,单位为毫米;
显示当前螺杆位置,单位为毫米;
托模位置 显示当前托模位置
储料转速
全程计时
显示当前储料转速,单位为转/分钟;
系统实际运行的周期时间;
;
,单位为毫米;
当进行的动作有时间值设定时
操作时间
时数后,才进行下一个动作,
已进行的动作次数显示,
;
;
;
,操作时数会逐渐增加至设定
如果设定的是次数则显示会把
直至次数达到设定的值;
设定时间
托模设定
压力
流量
自动运行中
慢速开模
...
正在运行动作的时间值或计数值;
显示 ;托模本模号 次数设定值
正在进行动作的设定压力值
正在进行动作的设定流量值
;
;
显示机器现在运行状态;
显示机器现在进行动作
;
R
D/EK11
8V2.0/
使用说明书 第三章 参数功能设定说明
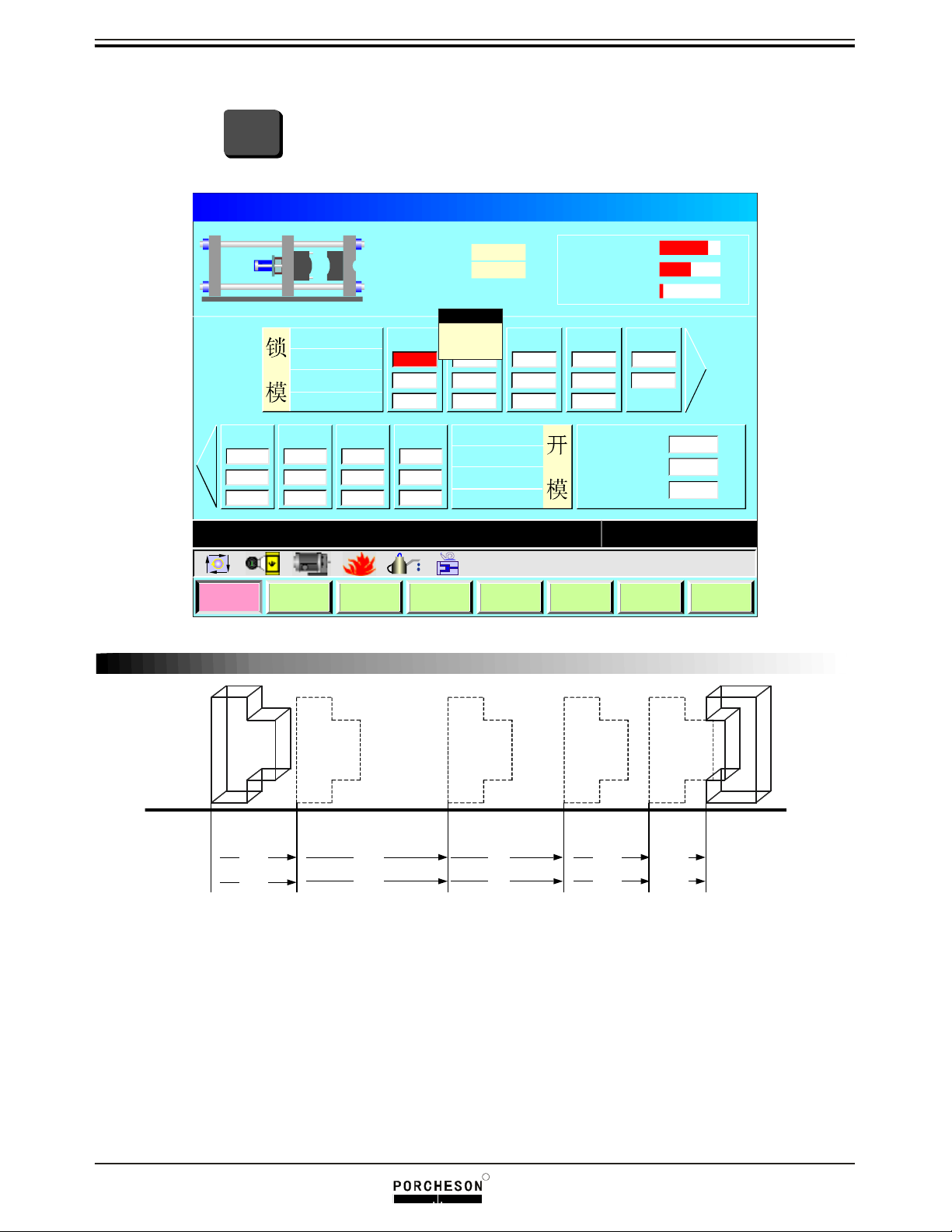
2. 开/锁模资料设定
于设定模式按 键,将进入开/锁模 页面,此时画面显示如下:设定
F1
开/锁模设定开/锁模设定
动模位置:
托模位置:
开 模限位:5mm999.99
提 示
动 作
设定压力(bar)
设定流量()
终止位置
中速低速
55.035.0
30.015.0
559.50600.00
自动运行中
mm)
(
快速
75.0
80.0
205.90
...
%
慢 速
25.0
25.0
509.50
慢 速
85.0
40.0
50.90
设定范围
快速
0-140.0
100.0
80.0
210.00
设定压力
设定流量
终止位置
205.20 mm
0.20 mm
中速
65.0
70.0
105.0
动 作
(bar)
%
()
(mm)
系统压力:112.0bar
系统流量:50.0
系统背压:10.0bar
低 压
15.0
25.0
2.00
差动锁模
低压保护 秒
开锁模限时 秒
高压
115.0
35.0
5.80
25.01
%
使用
慢速开模
2002/01/01 星期二
12:00:00
射出 保压/开模锁模/ 功能系统/温度预热/中子/其它座台 调模/储料 清料/ 托模
锁模动作流程说明
动作 慢速锁模快速锁模 低压锁模
中速锁模
压力 25605520120
流量 2970603528
位置 509.5210.0105.02.0
(1) 锁模时 先进入慢速锁模行程行至509.5mm 时进入快速锁模,动作流程: ,, 再行至21
.0mm 时,进入中速锁模, 再
0 再行至 105.0mm 时,进入低压锁模, 行至 2.0mm 时进入
高压锁模 直到锁
, 模完。如低压时间到,尚未转高压则警示“低压护模时间到”,并自
动开模。
高压
锁模
(2) 锁模低压保护时间,请尽可能不要设定太大
低压保护
:
,应合适为宜,否则将
出现保护
了模具的情况。不
(3) 可按输入键选择 使用”、“不用”,选择“”,快速锁模时 Y52 有输锁模差动:“ 使用
出,选择 “
不用” 快速
锁模时 Y52
不输出。
R
D/EK11
8V2.0/
使用说明书 第三章 参数功能设定说明
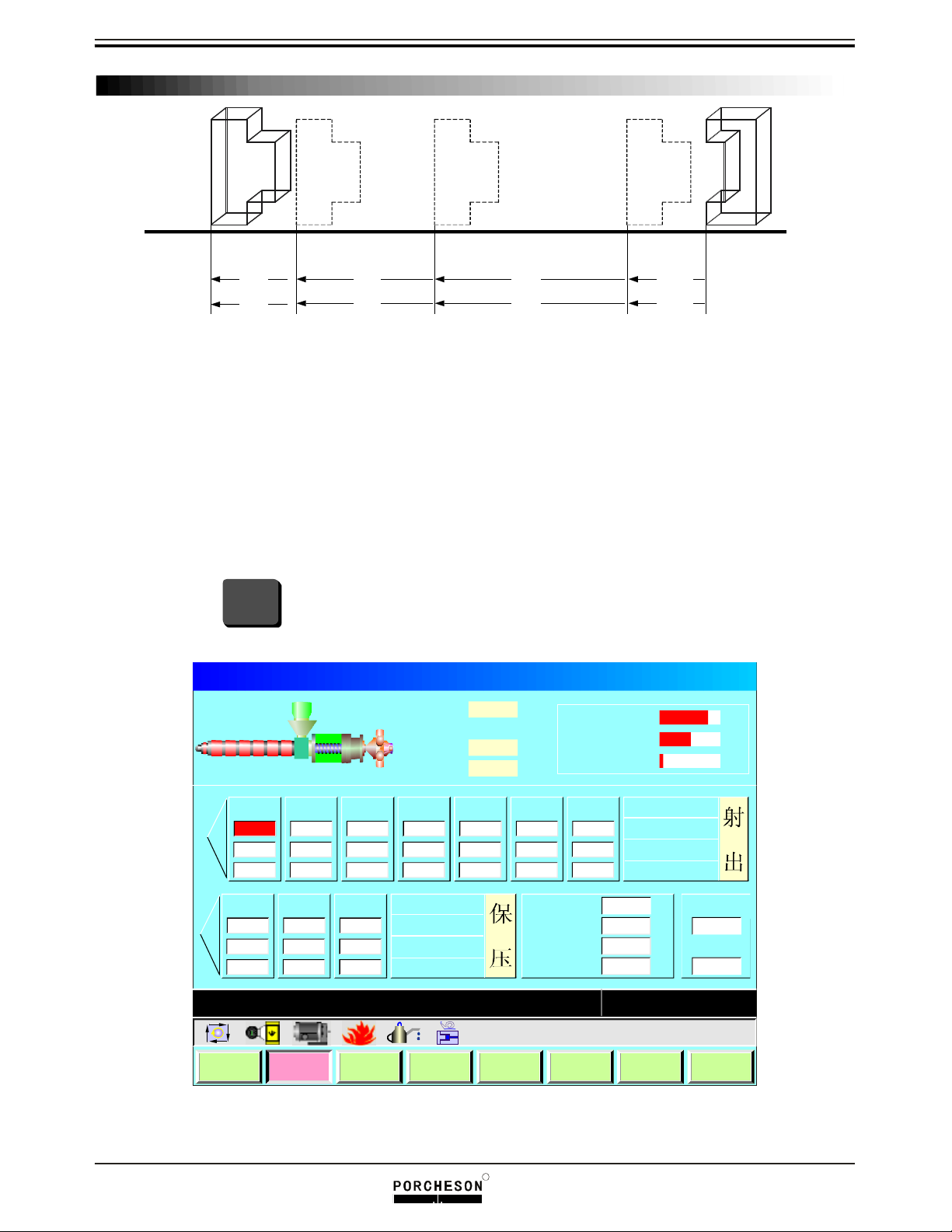
开模动作流程说明
动作 低速开模中速开模 快速开模 慢速开模
压力 30357055
流量 20456529
位置 600.0559.5205
.950.5
(1) 开模时 先进入开模行至
动作流程
mm 时切换至 开模,再行至 559
开模完成
(2) :表示开模或锁模的限制时间
开锁模限时 宜否则系
将报警 “开/锁模未定时完成
统
:
, 慢速 ,
中速 低速行至
.5mm 时,切换至 开模,再
。
”。
50.5mm 时切换至 开模,再
快速行至205.9
600.0mm 时即
,请尽可能不要设定太小,应合适为
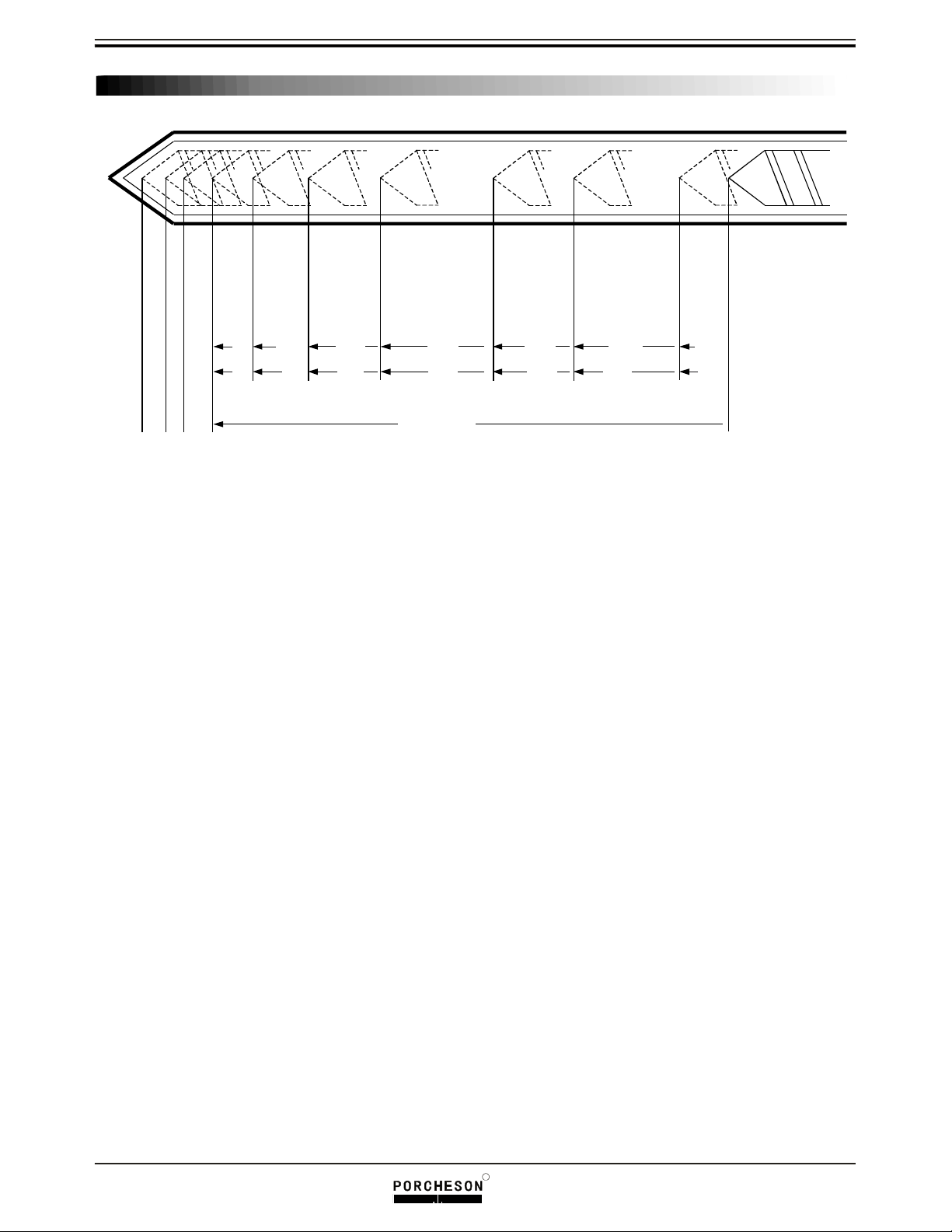
3. 射出/保压资料设定
F2
于设定模式按 键,将进入射出/保压设定页面,此时画面显示如下:
射出/保压设定
七 段
105.0
85.0
17.10
六段
125.0
95.0
18.50
五 段
50.0
62.0
25.90
螺杆位置:
射出检测
-1模射 终:
-2模射 终
四 段
35.0
65.0
120.00
350.05 mm
:
15.00 mm
15.03 mm
:
15.05 mm
三 段
28.0
55.0
252.00
二 段
25.0
15.0
320.50
系统压力:112.
一 段
95.0
65.0
350.50
:50.0
:10.0
设定压力
设定流量()
终止位置(mm)
系统流量
系统背压
0bar
%
bar
动 作
(bar)
%
三 级
20.0
30.0
0.55
二 级
40.0
30.0
1.55
一 级
60.0
30.0
0.95
自动运行中...
射出 保压/开模锁模/ 功能系统/温度预热/中子/其它座台 调模/储料 清料/ 托模
动 作
设定压力(bar)
设定流量()
设定时间(s)
%
射出总时 秒
转保压方式
射出检测
允许误差+
2002/01/01 星期二
R
15.08
位 置
使用
_
1.50mm
慢速开模
射出延迟
0.35
特快射出
不用
12:00:00
D/EK11
8V2.0/
使用说明书 第三章 参数功能设定说明
射出/保压动作流程说明
动作
三
级
保
压
二
级
保
压
一
级
保
压
七
段
射
出
六
段
射
出
五
段
射
出
四
段
射
出
三
段
射
出
二
段
射
出
一
段
射
出
压力 18252830110206510575125
流量 15151518853950982120
位置 17.118.525.9120.0252.0320.5350.5
时间 T3T2T115.8 秒
(1) 射出时,先射出延迟,延迟时间到,执行 出,动作流程: 一段射行至350.5mm 时切至
二段,再行至 320.5mm 时切入三段,
再行至 252.0mm
m时切入五段,再行至 25.9mm 时切入六段
时切入四段,
,再行至 18.5mm 时切入七段,再行至 17
再行至 120.0m
.1mm 时切入保压。进入保压时,首先以保压一级压力及速度动作,“ 一级时间到”进
入保压二级,经“二”
。
延迟
级时间到 进入保压三级,
再等至“三级时间到”即切
换至储料
(2) 监示射 正常行程 当进入射 时即开始计时等计时到射总时: ,,,出 出出如转保压方式选
择时间不论距离是否到达 出总
即切入保压, 因此射 时间应设大于实际时间
。
(3) 转保压方式:可选择“时间”或“位置” ,如选择“时间”,射出总时间到,不论距离
是否到达即切入保压; 如选择“位置”,则射出距离到达,即切入保压。
(4) 可选择“不用” 使用,当选择使用时在半/全自动模式下,电脑自射 检测:出 或“” 动
的射 终点平均数值为射检测点。取前20 模 出作出
(5) 用户可设定允许误差数值范围,当射出检测选择使用时,在半/全自动模式下允许误差:
,则报若第21模后,有发现射出结束未到达此检测范围或超过此检测范围 警“射出失败”
同时产量管理视该模为不良品。
(6) :当成型条件只需用一级保压控制,则控制方法如下:请于一级时间保压使用方法 栏输
入一级保压时间,保压二时间 “0.0不用时设0 ”,保压三时间→“0.0不用时设0”。
(7) 座进完成后,延迟此一设定时间,再作射出动作。射出延迟:
(8) 可选择 “不用” 或 “使用” ,当选择“使用”时,氮气阀参加射出动作。特快射出:
R
D/EK11
8V2.0/
使用说明书 第三章 参数功能设定说明
4. 储料/射退/冷却资料设定
于设定模式 储料 射退按 键一次,将进入 //冷却设定页面,此时画面显示如下:
F3
储料/射退/冷却设定
:
350.95 mm
999.99 mm
:
350.96 mm
350.95 mm
85.0
55.0
10.0
170.05
85.01
1.82
115.0
75.0
15.0
285.00
秒
秒
系统压力:112.0bar
系统流量:50.0
系统背压:10.0bar
后射退三储料二储料储料一前射退
35.0
25.0
18.0
320.00
后 方式射退
冷却方式
30.0
20.0
350.05
冷却完
射出完
慢速开模
2002/01/01 星期二
12:00:00
%
动 作
设定压力(bar)
设定流量()
设定背压(bar)
终止位置
储料延迟
储料限时
%
(mm)
0.22
180.55
自动运行中...
螺杆位置
储料限位:
-1模储终
-2模储终:
30.0
30.0
30.00
秒
秒
冷却时间
再 时储料
射出 保压/开模锁模/ 功能系统/温度预热/中子/其它座台 调模/储料 清料/ 托模
参数设定/动作流程
动作前射退
/功能方式说明
储料一储料二 后射退
储料三
压力 30120855035
背压 152022
流量 2585602520
位置 30.0170.5285.0320.0350.5
(1) 入储二,再动作流程:保压完,先前抽行至 30.0mm 时切至储一,再行 170.5mm 时切
行至 285.0mm
时切入储三,再行 320
.0mm 射退,
时切入后 再行至 350.5mm时 完。
储料
(2) 为开始延迟时间,射出保压结束后经过该延迟转入。延时:储料 储料 储料
(3) 即无料监视时间 当时间到 还未完成视为无料 因此限时时限时: ,,,储料 储料 间设定比
实际 时间长,否则报警 “ 未定时完成 ” 。储料 储料
(4) 在自动操作时,射保压完成后
冷却时间
所运行 ,
射退完成后才可以开模,反之
:
出 储料 射退动作
时间亦为冷却时间的一部份 动作时间超过冷却时间
,冷却时间结束,即行开模。
,冷却时间开始计时,此时 、
,则冷却时
间结束, 、
储料
R
D/EK11
8V2.0/
使用说明书 第三章 参数功能设定说明
(5) 当设定值不为“0”时,第二周期射出前
再储料时
此时间到,再转射动作
(6) 可选择 “ 储料完”或“
后射退方式
:
:
出
。
冷却完”,当选择冷却完时,储料完成后不进
冷却时间,再做射退行射退动作,等 到 储料完成后即动作,反之 做射退动作。
(7) 可选择 “ 射出完”或“储料完”,当选择储料完时,射出完成后冷却计冷却方式:
时不开始,等储料完成 冷却计时 射出完成后即开始冷却计时,再作,反之
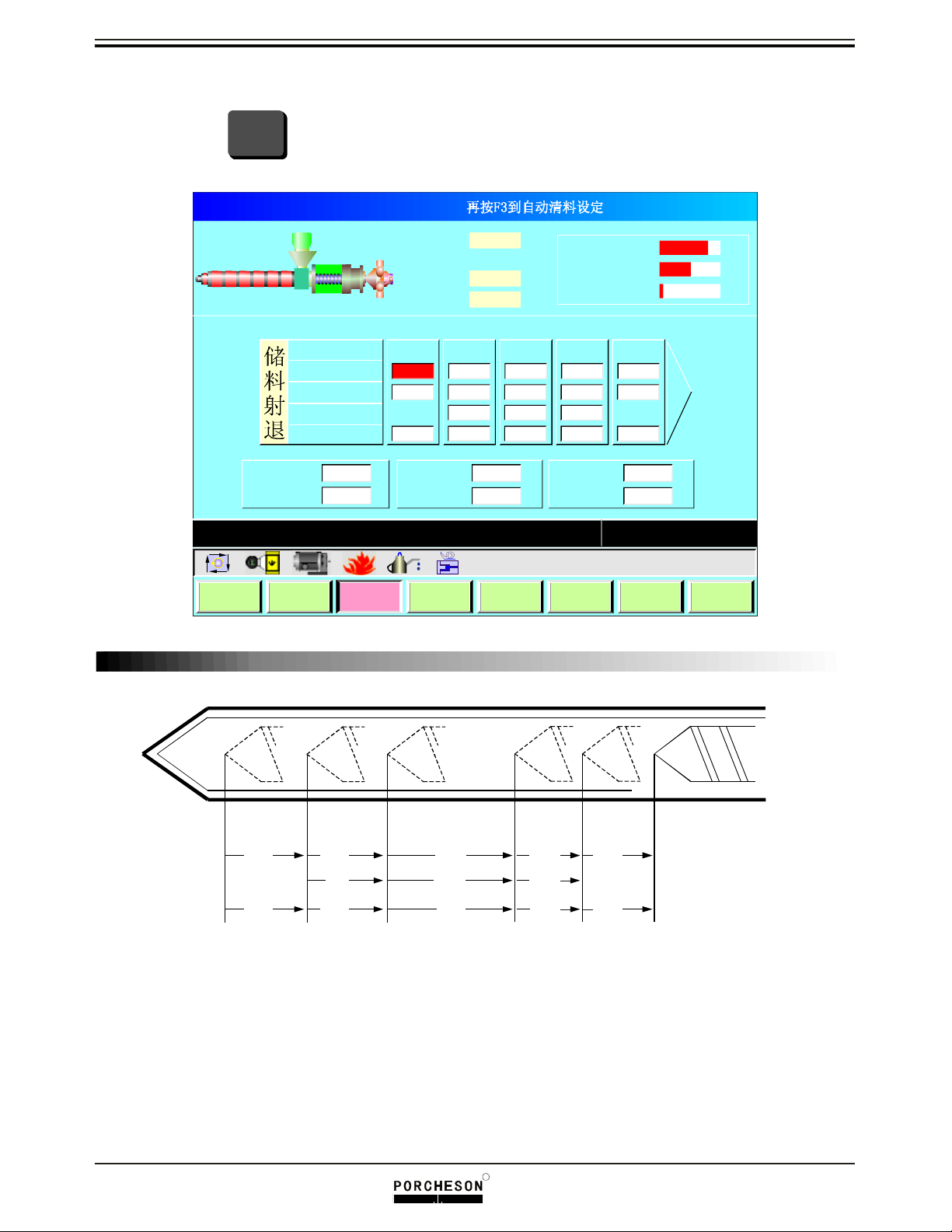
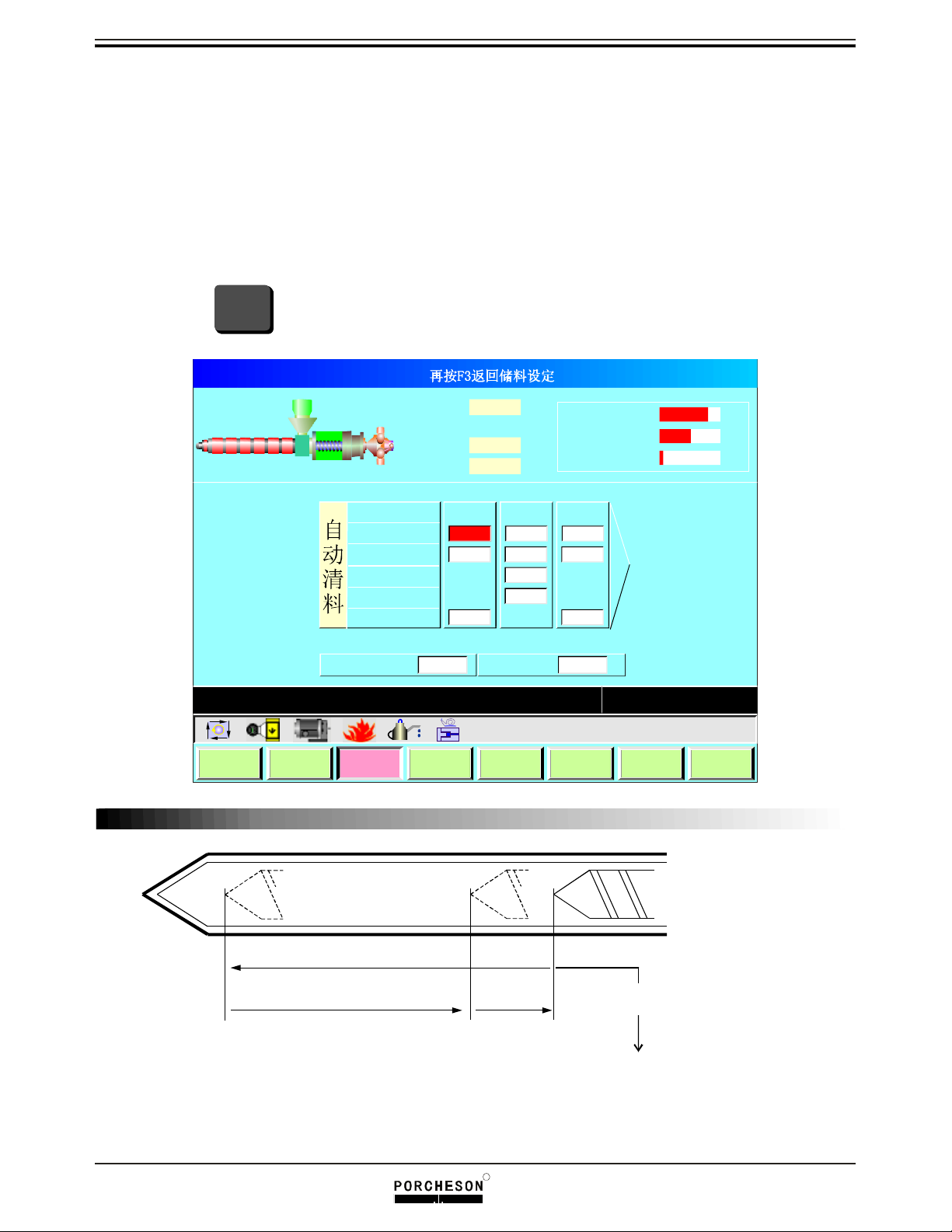
5. 自动清料资料设定
,先以储料三之压力、流量再储料,
。
于设定模式 进入自动清料资料按 键两次,将 设定页面,此时画面显示如下:
F3
自动清料设定自动清料设定
%
:
350.95 mm
999.99 mm
350.96 mm
350.95 mm
射 出
55.0
65.0
0.09
储 料
85.0
55.0
30.05
10.0
清料次数 25 次
系统压力:112.0bar
系统流量:50.0
系统背压
射 退
588.00
:10.0
45.0
35.0
%
bar
慢速开模
2002/01/01 星期二
12:00:00
动 作
设定压力
设定流量()
运行时间(s)
设定背压
终止位置(mm)
自动清料功能使用
自动运行中...
螺杆位置
储料限位:
-1模储终:
-2模储终:
(bar)
(bar)
射出 保压/开模锁模/ 功能系统/温度预热/中子/其它座台 调模/储料 清料/ 托模
参数设定/动作流程/功能方式说明
射出
储料
抽退 清料次数到吗
(1) 动作流程:自动清料功能设“使用”,在手动模式,按自动清料键,系统开始执行自动
清料动作,首先作座退动作,然后按上图动作流程自动循环。
(2) 清料次数:重复做储料、射出动作的次数。
R
[否]
?
[是]
结束

D/EK11
8V2.0/
使用说明书 第三章 参数功能设定说明
6. 座台/调模资料设定
于设定模式按 键,将进入座台/调模设定页面
F4
座台/调模设定座台/调模设定
205.12 mm
5mm
999.99
动 作
设定压力(bar)
()
设定流量
38.0
30.0
%
调 进
45.0
25.0
进 慢
25.0
15.0
动 作
设定压力(bar)
设定流量()
进快
35.0
35.0
%
自动运行中...
动模位置:
开模限位:
座退
35.0
35.0
调退
35.0
35.0
微 调
,此时画面显示如下:
系统压力:112.0bar
系统流量:50.0
系统背压:10.0bar
自动座台
座退控制
座退时间
微调方式
微调齿数
开模时间
关模时间
不用
行 程
2.99 秒
齿数
350
9.09
9.09
秒
秒
慢速开模
2002/01/01 星期二
12:00:00
%
射出 保压/开模锁模/ 功能系统/温度预热/中子/其它座台 调模/储料 清料/ 托模
参数设定/动作流程
/功能方式说明
(1) 意即座进停开关碰到后切入进慢速度压力与模具结合,防止撞击声及保进慢动作: , 、
护模具寿命
(2) :可选择“不用”“完或冷却完
自动座台 或储料”“”
。
,选择“储料完”,则自动操
座退动作选择 冷却完 则自动操作时冷却完成后作座退动作。作时储料完成后作,“”,
(3) 座退控制:可选择“行程” 或“时间”, 选择“行程”,则自动射台后退由射台后停限
位开关 “X07” 控制后退的位置,选择“时间”,则自动射台后退由设定时间控制。
(4) :可选择“时间” 齿数 ,如机器上没有安装调模电眼,请选择时微调方式 或“” 间,微
调初值由
时间控制;如有电眼请选择齿数
,微调初值由齿数控制。
(5) 开模时间:自动调模时,开模限制时间。
(6) :自动调模时
关模时间
,关模限制时间。
(7) :调模方式选择“自动”,按“调模”键及“自动调模” 键,关安全门自动调模方法
调模。自动调模过程调进、调退之动作压力、流量由微调栏之设即进入自动 定值控制,
后 会产生 “ D、D ” 声及 “调模完成” 提示。自动调模完 ,
(8) 调模进时由调模前停限位开关 X21 控制;调模退时由调模手、自动调模时, 后停限位开
X22 控制。关
R
 Loading...
Loading...