

PORCHESON DK118, EK118 User Manual
TD11
8
使用说明书前言
V2.2
1.当外部电源发生异常,
时,为使整个系统安全工作
或者控制系统发生故障
,请务必在控制系
统的外部设置安全电路
。
2.控制系统不能检测的输入输出等异常情况发生
时,则不能控制输出,
对于与重大事故相关的输出信号
安全电路或保护装置
3.安全门安全装置是注塑机安全核心部分
必在外部增加相关机械和油路安全保护装置
为使机器能安全运转,
,请设计外部
。
,请务
。
1.未经培训合格的专业技术人员不得对本系统进
行安装和维护
2.使用贵重或大型模具时
。
,必须使用行程控制方
式使用中子,否则控制系统无法保证其安全性
。
R
Ⅰ
TD11
8
使用说明书前言
V2.2
使用本系统前请仔细阅读本使用说明,PORCHESON
公司只对本系统自身存在的问题负有保修和维护责任,
对因操作不当、擅自维修、自然灾害以及由自然灾害伴
随引发的故障,或其它异常情况导致系统损坏或资料丢
失,由此造成的不良后果,本公司概不负责。
本说明书的内容如果出现变动,将不另行通知。本
说明书的内容仅供参考使用,对于其内容可能存在不同
理解,如因误用本说明所造成的任何损失,本公司概无
须负责。至于说明中所示图形为一般概括性的抽象与实
物可能会有些出入或误差,但其所示功能是相符的。
本公司依著作权法,享有及保留一切著作之专属权
力,未经本公司书面同意,不得对本说明书进行增删、
改编、翻印或仿制。
R
II
TD11
8
使用说明书前言
V2.2
一、保修服务由我公司 驻全国各地办事处售后服务中心负责提供,保修范围包
公司销售的所有产品。
我
括
二、本公司产品,实行一个月的“三包”服务和二年免费保修(其中LCD屏保
一年)服务,起始时间以产品售出日期为准,双方另有约定的按
为 约定的时
间执行。
三、本公司产品在正常状态下使用,仅是因产品自身质量原因而发生的故障,
品“三包”或保修期间,可享 受免费修理、更换服务。
产
四、在“三包”和保修期内用户有以下情形的,不享受“三包”和免费保修服务:
1、由于人为因素或不可抗拒原因造成的故障或伤坏;
2、未按规定安装及操作引起的产品损坏;
3、使用过程中因外围漏电短路所引起的产品损坏;
4、使用过程中受外力撞击造成产品损坏;
5、擅自拆装修理,撕毁、涂改条码或流水号的;
6、在高温、潮湿的环境中使用,造成产品过热烧坏或严重受潮所引起的。
五、本公司承诺在国内市场用户确因产品质量 问题而需要售后服务时,以本公
处服务所在地为准,同城24小时内,同省48小时内,省外不迟于72
办事 小时到
达用户
六、为满足用户的个性化要求,本公司产品可提供软件开发包给用户作二次开
但
处维修,海外用户则寄回我公司维修,邮寄 费用由用户承担。
用户应承担自行二次开发所带来的风险。
修期
在
司
发,
七、用户使用产品中出现故障应及时告知我公司,由我公司专业人员负责维修,
用户未经本公司同意擅自进行拆机修理。否则视用户自行放弃产品保
严禁 修
权利,由
八、产品过了保修期后修理收费的,同一性能故障可享受自修复之日起三个月
免费保修,但属于本 条 款第四条规定的六种不享受免费保修的情形除外。
的
九、本条款从二〇〇九年六月一日起实施,以前与本条款不一致的,以本条款
定为准。
十、本公司拥有对本条款的最终 解释权。
此造成损失或产品损坏,由用户自行承担。
止
规
R
III
PORCHESON
TD11
8V2.2
使用说明书 目录
TECHNOLOGYCO.,LTD
TD118
操作手册
系统配置及安装
按键操作说明
参数/功能设定说明
生产管理 37
1
5
13
2009.09 版
版权所有,未经允许翻印必究
系统调试设定说明
输入/输出状态检测
参考附录
R
43
58
67
Ⅳ

第一章 系统配置及安装
TD11
8V2.2
使用说明书 目录
目录
1. 产品配置及说明....................................
2.PS860AM 控制系统特点..............................
3. 控制系统安装及调试................................
第二章按键操作说明
1...............................操作键盘面板图 ......
2.功能键说明 .......................................
3.参数设定键说明....................................
4. 游标键...........................................
5. 操作模式选择键....................................
6. 电热开/关和马达开/关键.............................
7. 手动操作键.......................................
8. 数字项设定范围....................................
第三章参数/功能设定说明
1.开机主页面........................................
2.快速设定页面......................................
3. 锁模资料设定......................................
4. 开模资料设定......................................
5. 射出资料设定......................................
6. 保压资料设定......................................
7. 储料/射退/冷却资料设定.............................
8. 自动清料资料设定..................................
9. 座台资料设定......................................
10. 调模资料设定.....................................
11. 托模资料设定.....................................
12. 中子资料设定.....................................
13. 吹气资料设定.....................................
14. 计时/计数资料设定.................................
15. 温度资料设定.....................................
16. 预热资料设定/.................温度观测图表 ........
17.模具资料设定.....................................
18.资料修改经过记录.................................
19.特殊参数调整/设定.................................
1
1
2
5
6
7
8
8
9
9
12
13
17
18
19
20
21
22
23
24
25
26
27
29
30
31
32
33
34
35
R
V

第四章 生产管理
TD11
8V2.2
使用说明书 目录
1. ....................................生产资料设定
2.SPC追踪记录页面...................................
3.压力速度曲线......................................
4.温度追踪曲线页面..................................
5.页面....................................报警记录 ..
6.USB设定页面.......................................
第五章 系统调试设定说明
1.工程师设定页面....................................
2.延迟页面..........................................
3.压力/流量斜率设定页面..............................
4.压力预调页面......................................
5.流量预调页面......................................
6.背压预调设定页面..................................
7.电子尺/ 设定页面............................压力检测
8.特殊功能选择页面..................................
9.备用功能设定页面..................................
10.可编程备用功能页面...............................
11.温度参数.........................................
12.机器编号/出厂值设定页面/时间设定页面...............
..
37
38
39
40
41
42
43
44
45
46
47
48
49
50
54
55
56
57
第六章 输入/
1. 输入检测页面......................................
2. 按键检测页面......................................
3. 输出检测页面......................................
1.TD118键盘安装尺寸图........................................
2.............................开关电源外形尺寸及安装孔位图 ...
3. 主机外形尺寸及安装孔位图...................................
4. 系统接线图........................................
5. 马达电热接线图.....................................
6. 常用干扰抑制法.....................................
输出状态检测
58
62
63
67
68
68
69
70
71
R
IV
TD11
8V2.2
使用说明书 第一章 系统配置及安装
第一章:系统配置及安装
1.产品配置及说明
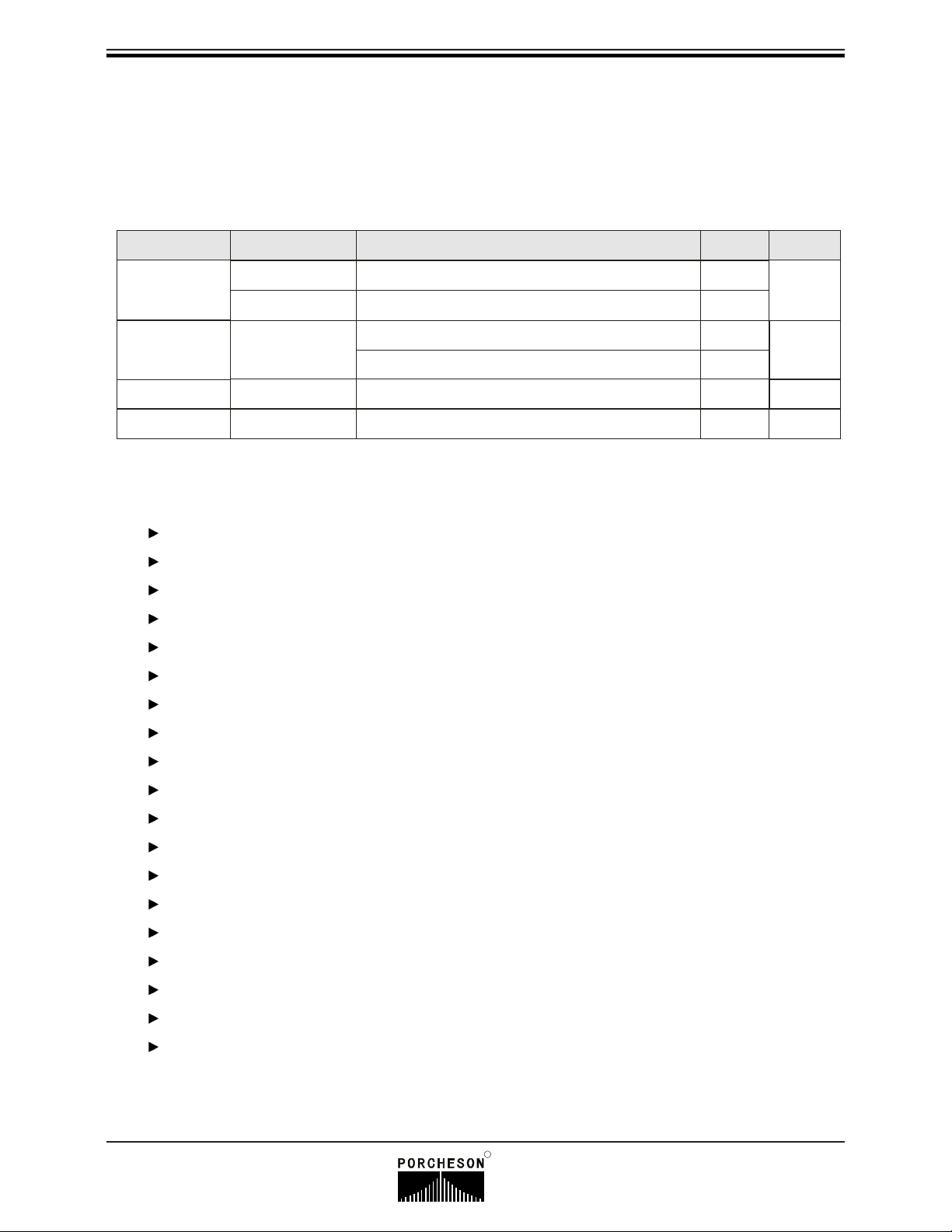
序 号 型 号 配置说明 数量 备注
套
1.主机
PS860AM
PS900AM1套
27/28+10+3路电子尺+3路压力检测
48/48+7+4路电子尺+4路压力检测
1
可选配
2.键盘
3.开关电源
4.通信电缆 DB-15F1米至8米可选
TD118(彩色)
PW600B600W
"640*4807.5/STN
"640*4808.4/TFT
2.PS860AM 控制系统特点
采用高亮度LCD液晶显示画面,640*480点阵7.5/8.4寸彩色(选用)
系统采用双32位CPU设计,运算速度快,控制精确,稳定性高
具备 RealTime 功能, 可实时显示日期和时间
999组模具资料储存,可中、英文输入模具名称,实时操作帮助
密码设定及资料锁定,可避免操作者任意更改成型资料, 影响产品品质
多语言文字可选择,实时动态显示
包装模数设定功能,产量 位数
多种中子及绞牙程序,适合不同类型的中子和绞牙控制
比例微积分(PID)自学习温度控制,6+1段温度
可设定八
1套
套
1
1套
1条
可选配
温度可一周预约定时加热, 操作更便利
输入/输出端具有过载保护及短路保护功能
自我故障检测、报警显示及语音提示等功能
输入、输出采用光藕合电路,可隔离外部线路干扰
检示画面可检查所有输入、输出点及按键的动作状态
3路标准D/A比例输出,最大电流输出3A
压力、速度、电流输出值可实时动态观察,无需另装电流表
压力、流量、背压数字化预调,适合各种厂牌的比例阀,更好的线性比例
具有远程通讯功能,可为用户远距离编写程序以及更换不同版本软件
由一台计算机主机连网管理255台注塑机生产, 能准确统计每台机生产
况,生产数据打印,方便管理
R
1
情
TD11
8V2.2
使用说明书 第一章 系统配置及安装
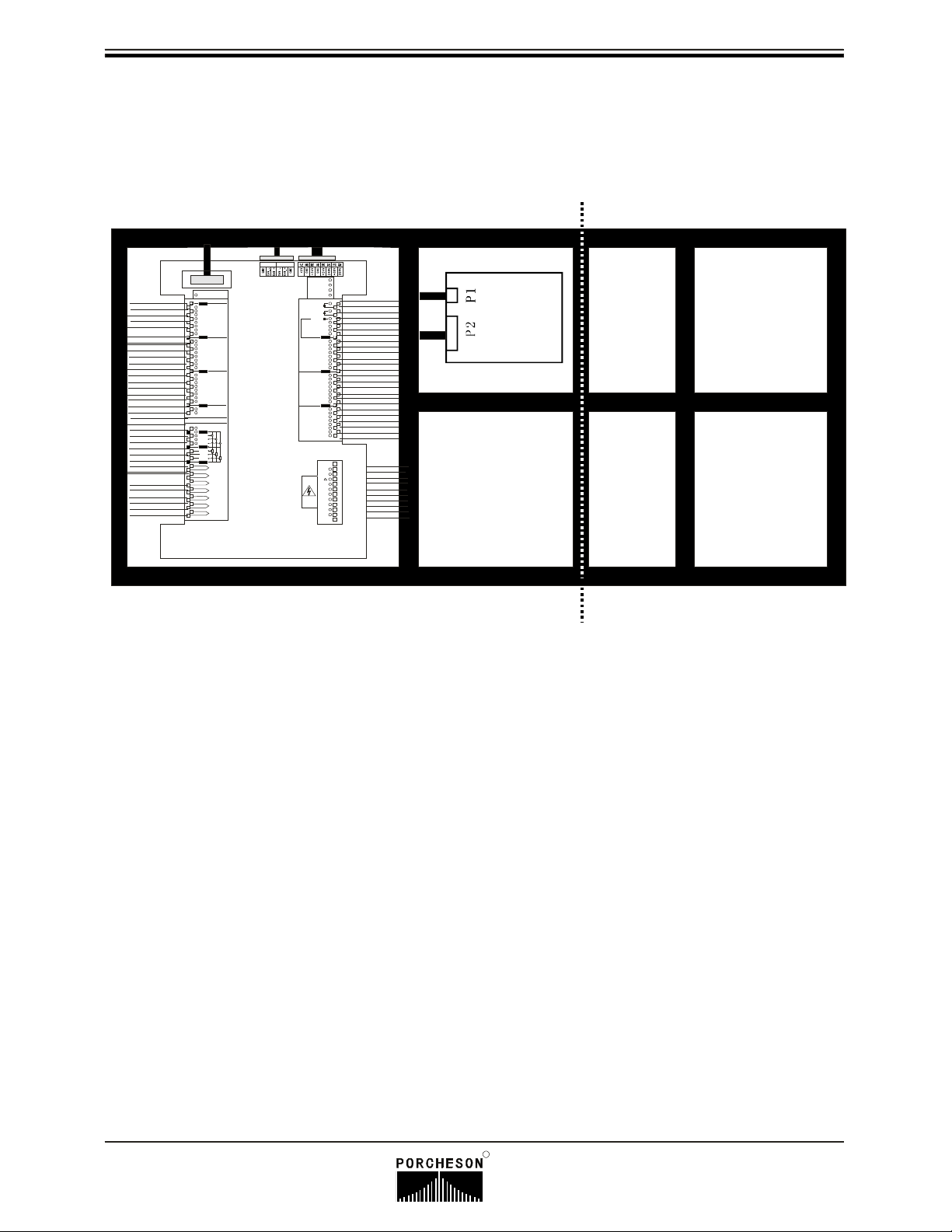
3.控制系统安装及调试
3.1 控制系统安装时注意事项
本控制系统设计非常简洁,键盘与主机箱的连接只有一条15芯屏蔽电缆,安
装连接相当方便灵活,安装示意图如下:
停止
压
力
检
测
电
子
尺
PORCHESON
PS860AM
CAN_BUS1CAN_BUS2
母模吹气
公模吹气
开模 缓冲
故障警号
高压锁模
低压锁模
塑机顶进完
塑机开模完
调模向后
差动锁模
调模向前
出芯B
入芯B
出芯A
入芯A
中 泵
大 泵
顶退
顶进
开模
座退
抽胶
熔胶
射胶
座进
锁模
+5V(3A)
+24V(3A)
+24V(8A)
+38V(3A)
压力
速度
背压
备用
备用
控
强
电
设
备
制
电
源
开
关
安
装
区
域
-
P
+
-
S
+
F
-
Y73
3
Y72
2
Y71
1
Y70
0
YCOM
Y67
7
Y66
6
Y65
5
Y64
4
Y63
3
Y62
2
Y61
1
Y60
0
YCOM
Y57
7
Y56
6
Y55
5
Y54
4
Y53
3
Y52
2
Y51
1
Y50
0
YCOMXCOM
Y47
7
Y46
6
Y45
5
Y44
4
Y43
3
Y42
2
Y41
1
Y40
0
L
火线
12
M
11
Y
10
9
OIL
8
T5
7
T4
6
T3
5
T2
4
T1
3
T0
2
N
零线
1
PW600B
开关电源
继
电
器
板
强电设备
安装区域
强电设备
安装区域
0
1
2
3
4
5
6
7
0
1
2
3
4
5
6
7
0
1
2
3
4
5
6
7
0
1
2
+
1
2
3
-
2
2
2
+
-
+
-
+
-
+
-
+
-
+
-
+
-
+
RS232通信口
RUN
系统运行
+24V
X00
安全门前
X01
马达起动毕
X02
射胶保护罩
X03
锁模停止
X04
电眼输入
X05
熔胶转速
X06
射台前停
X07
射台后停
XCOM
X10
备用
X11
备用
X12
顶退保护板
X13
顶针前停*
X14
顶针退停*
X15
安全门后
X16
备用
X17
备用
XCOM
X20
微调齿数
X21
调模前停
X22
调模后停
X23
机械手合模
X24
机械手顶针
X25
入芯A停止
X26
出芯A停止
X27
马达故障
X30
入芯B停止
X31
出芯B
缺油报警
X32
+24V
AD4
AD5
AD6
ADG
锁模
射胶
顶针
+10V
K6 油温
K5 五段
K4 四段
K3 三段
K2 二段
K1 一段
K0 射咀
强电区域弱电区域
机箱布置建议图
(1) 主控制箱安装时,尽量采用封闭式电箱,要具有良好通风、防油、防尘的
(仅供参考)
条件
,加
装排风扇并装上防尘过滤网
,保持电箱温度在50℃以下。
(2) 安装电脑主机及电源盒时,所有交流接触器及变压器等交流组件不得靠得
太近,防止电网电波干扰
(3) 所有电线及屏蔽线不得随意剪断、
屏蔽电线,以免影响控制系统正常工作
及
。
加长或缩短,必须使用我公司提供电线
。
(4) 热电偶传输线外壳必须是屏蔽线,热电偶外层屏蔽网线同机器接地点要可
靠连接并接入大地,
(5) 布线时尽量使高低压线与电脑控制线分开
干扰控制系统可靠运行免
键盘主机箱 芯通信 安装时必须用 拧紧 以免接触不连线, 手 良影响系统
(6) 与 用15,
正常运行
(7),
特别注意油阀输出公共端YCOM,必须全部接上并连接要牢固 以免造成电脑有
出而油阀无动作的现象
输
。
接地电阻必须 Ω以下。
10
,不能将所有电线扎在一起,以
。
。
R
2
TD11
8V2.2
使用说明书
第一章 系统配置及安装
3.2 控制系统检查
(1) 安装完毕后,进行全面检查,包括开关电源
热电偶等所有连线是否连接牢固。
(2) 完成线路检查后,进行通电检查,
,然后通电,测量各电压是否与其标值相同,观察电源输出取出 盒指示灯是
常。否正
(3) 完成测量后断电, 插上电源输入至主机箱插头
示在主页面正常状态,旋动急停开关,
系统已经正常工作。说明
先把直流电源 600B开关电源输出线
、主机箱、电热输出线路、键盘
主机箱RUN灯是否 亮,如果灯 亮,
3.3 控制系统调试
(1) 系统显示正常工作后,在监示页面按 键
和对比度调整
(2) 进行参数设定记忆测试,按 键
。
,选取一组模号,然后在各页面设定
PW 插头
,再通电检查时,键盘LCD显
闪闪
,选择[特殊参数>>]进行颜色
数据,按 键,储存数据,切断电源,过一段时间再通电,系统会自
动调出你所存入的模号资料
(3) 然后进行各有关页面资料设定(具体操作参照 第三章参数设定说明
定时,压力、速度可尽量小一点,待各动作正常后再逐步 大到正常设增 定参
数,以免损坏机器的性能。
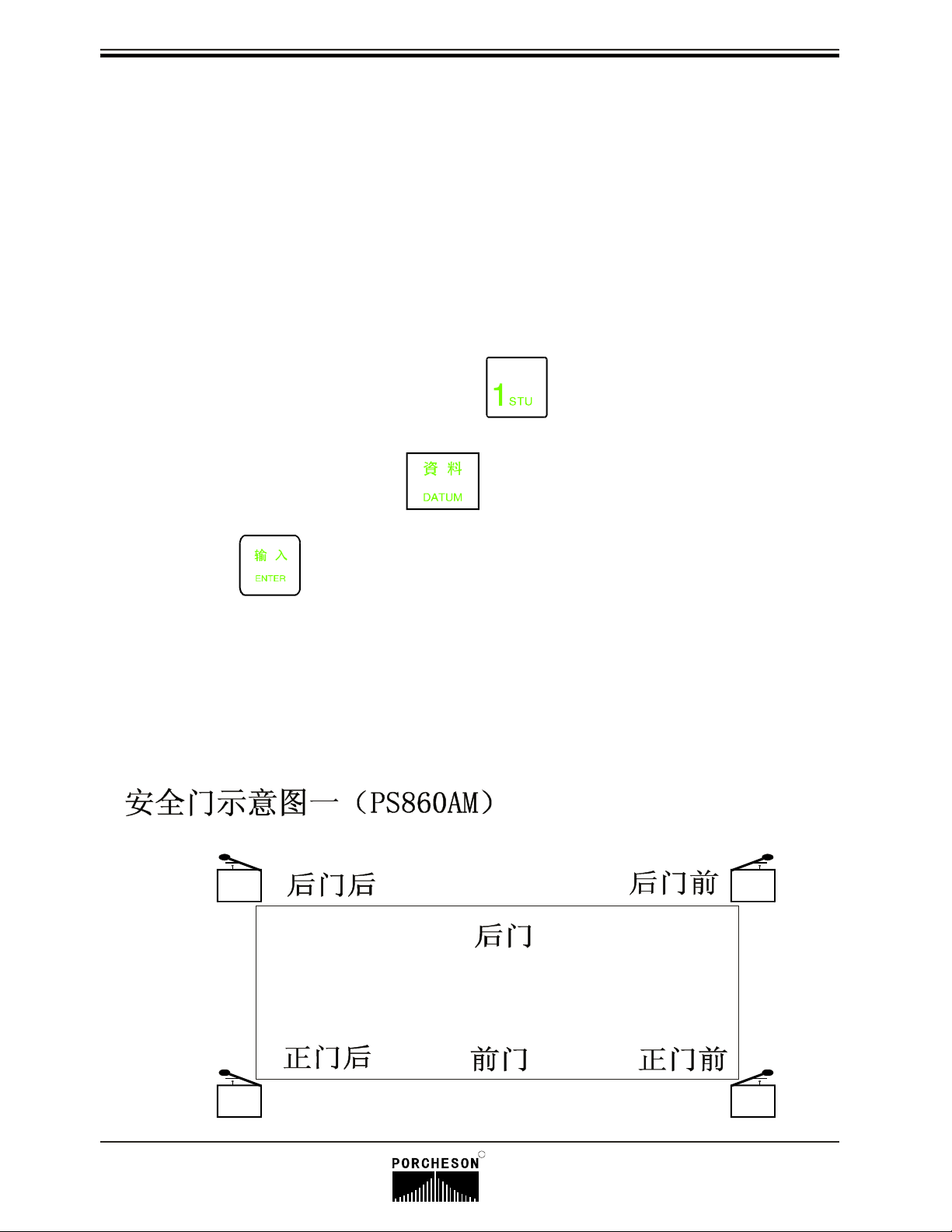
(4) 有关参数设定完成后进行存入,仔细检查各输入
全面检查,包括前后安全门,安全门接线方法请参照下图进行
,则表示记忆正常。
),初
/输出点是否正常。报警系统
:
LS4
次设
LS2
LS3
LS1
R
3
TD11
8V2.2
使用说明书 第一章 系统配置及安装
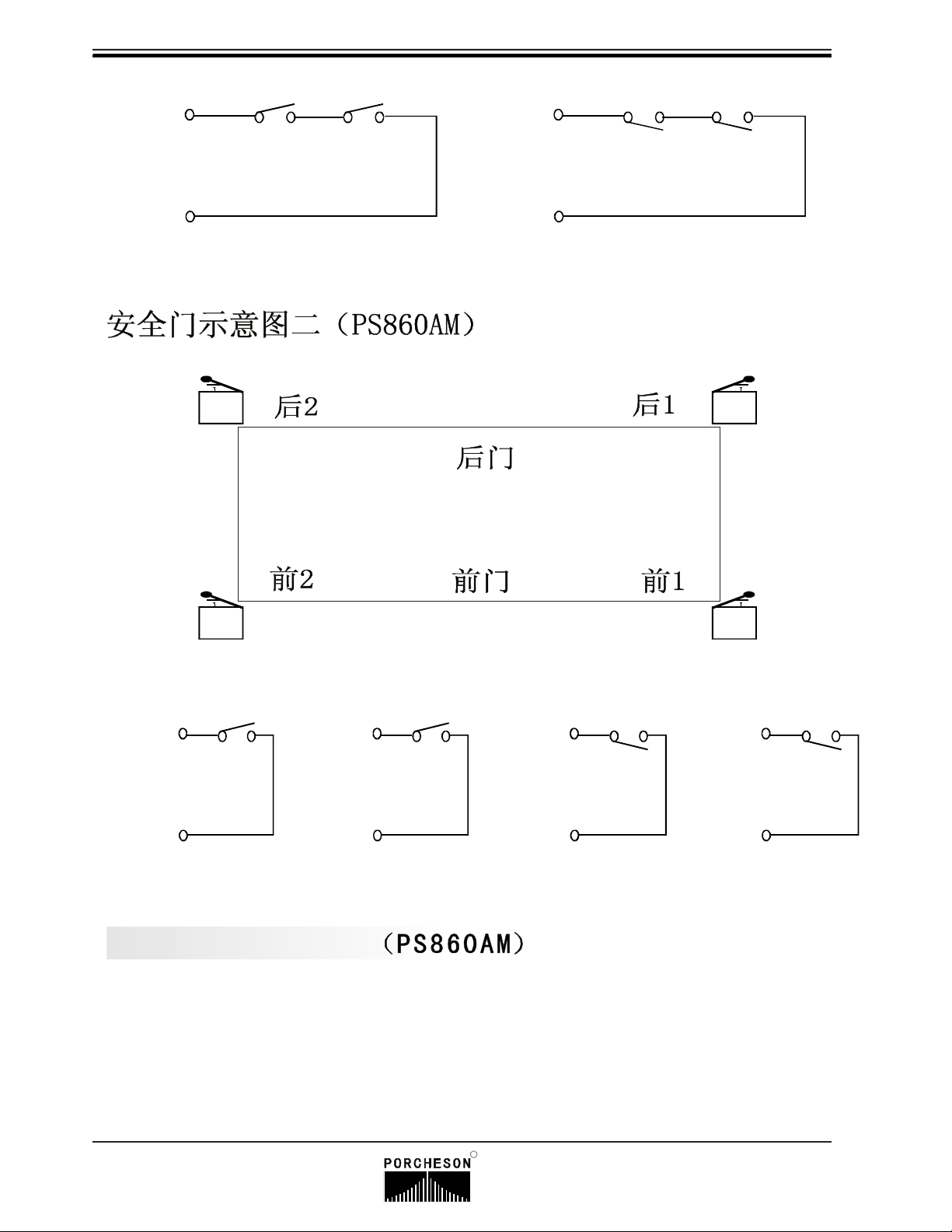
XCOM
LS1LS2
LS3LS4
XCOM
X00
LS4
LS3
X15
安全门连接线路图(推荐接法)
LS2
LS1
LS1
XCOM
X00
XCOM
X01
安全门连接线路图
★
安全门
件,2秒钟后报警[安全门故障]同时终止所有动作输出。半自动模式时,为
防止安全门开关抖动造成的误动作,打开/关闭安全门条件为LS1和LS2或LS
3和LS4由全部[OFF]至全[ON]时间需大于0.5秒有效。
特别 说明
X00=ON/X15=OFFX00=OFF/X15=ON开门或关门时: 或或其它非正常条
LS3
XCOM
X15
(推荐接法)
R
LS2
LS4
XCOM
X16
4
TD11
8V2.2
使用说明书 第二章 按键操作说明
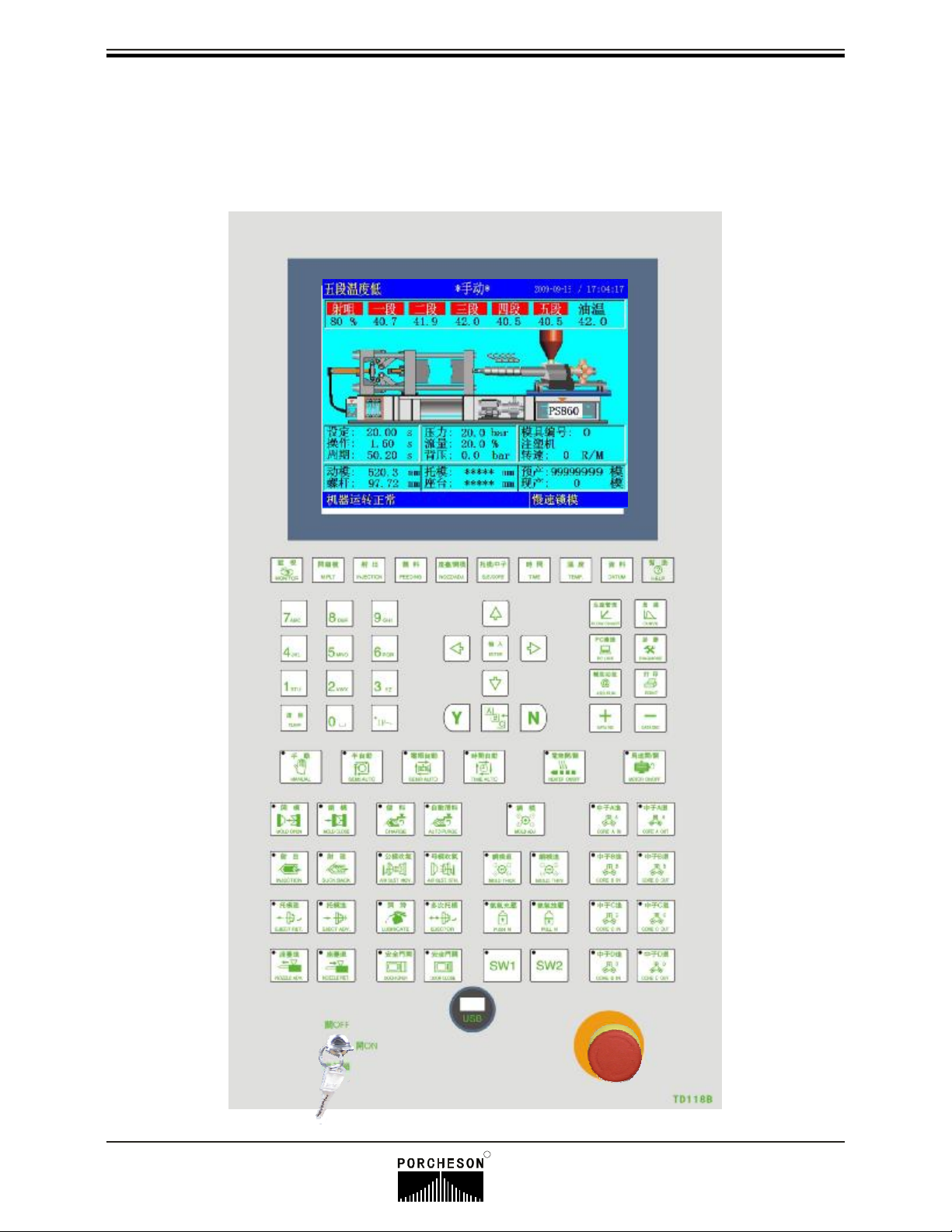
第二章:按键操作说明
1. 操 作键 盘面板图(见下图)
R
5
TD11
8V2.2
使用说明书 第二章 按键操作说明
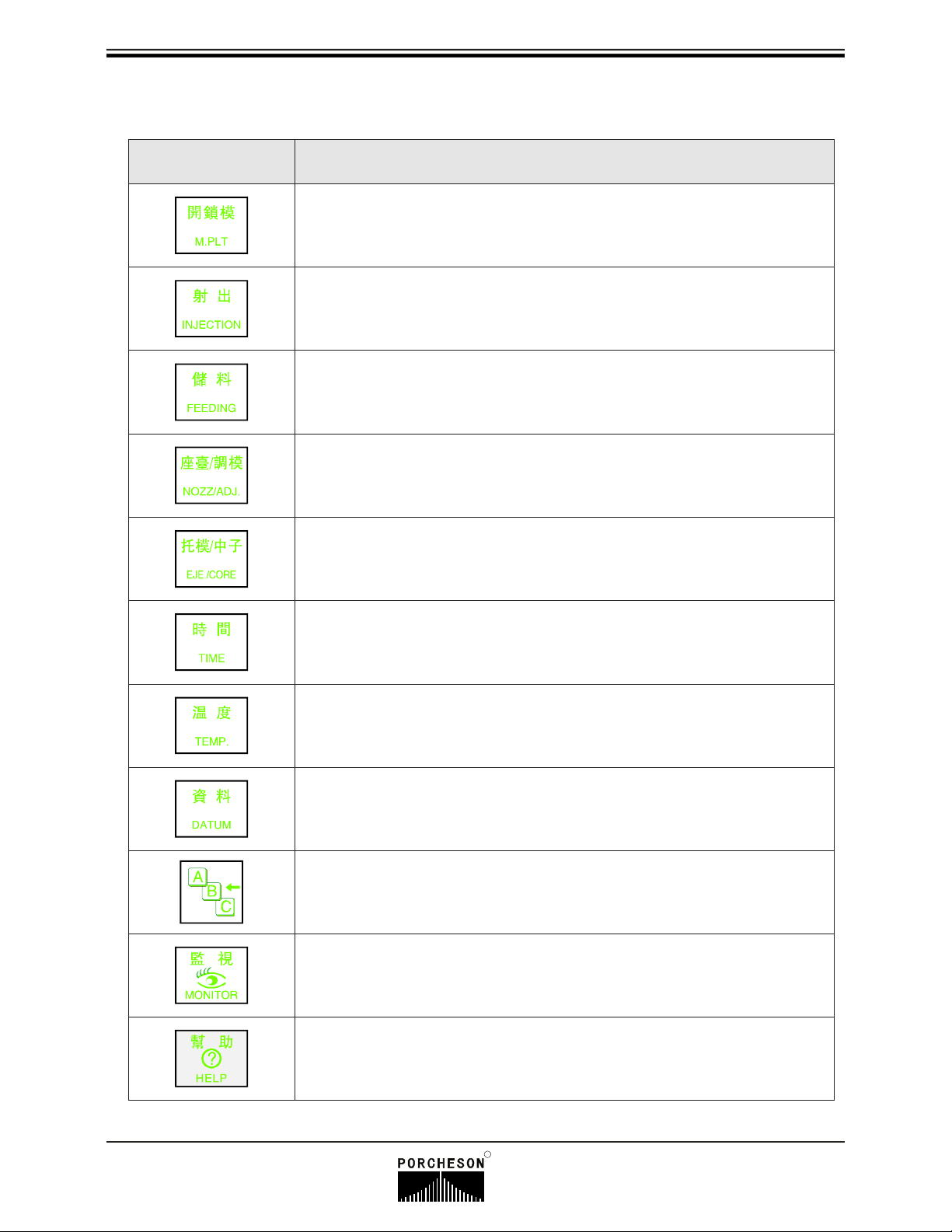
2.功 能键说明
按 键 使用说明
进入开模、锁模动作设定页面
进入射出、保压动作设定页面
进入储料、射退、自动清料动作设定页面
进入座台、调模设定页面
进入托模、中子、吹气设定页面
进入计时、计数设定页面
进入温度、预热
进入模具、
资料修改经过记录
在文字输入时,
、 页面
设定温度观测图表
页面
进行中英文切换
在任何时刻下、返回监视页面
进入当前状态实时在线帮助页面
R
6
TD11
8V2.2
使用说明书 第二章 按键操作说明
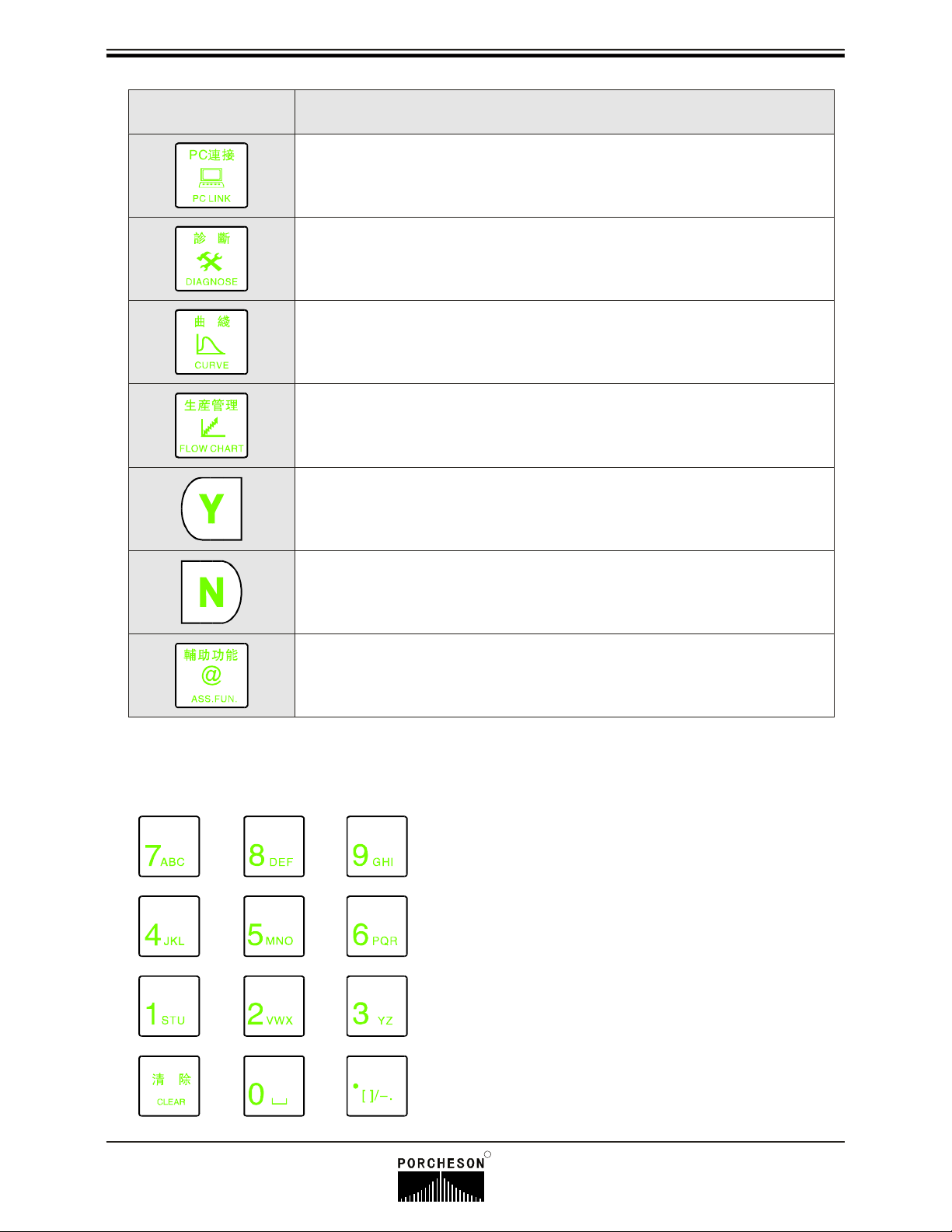
按 键 使用说明
进入USB设定页面
进入报警页面
、进入 温度追踪曲线页面压力速度曲线
例如密码输入时作为确认键
页面进入生产资料更改设定、SPC追踪记录
例如密码输入时作为取消键
3.参数设定键说明
12进入快速设定 、 页面
0至9数字键在数据设定页面为输入数据
用,当电子锁处于“OFF”状态时,此十个数
字键被锁定,确保资料不被随意更改。同时
0至9数字键上分别分布有26个英文字母及特
殊符号,用于模具名称中英文输入、机器编
号输入。[清除]键用于当参数或编号名称输
入过程中有错字时可按此键清除;[输入]键
为在有功能选择时为功能选择用,有项目
确认时作为确认用。
R
作
7
TD11
8V2.2
使用说明书 第二章 按键操作说明
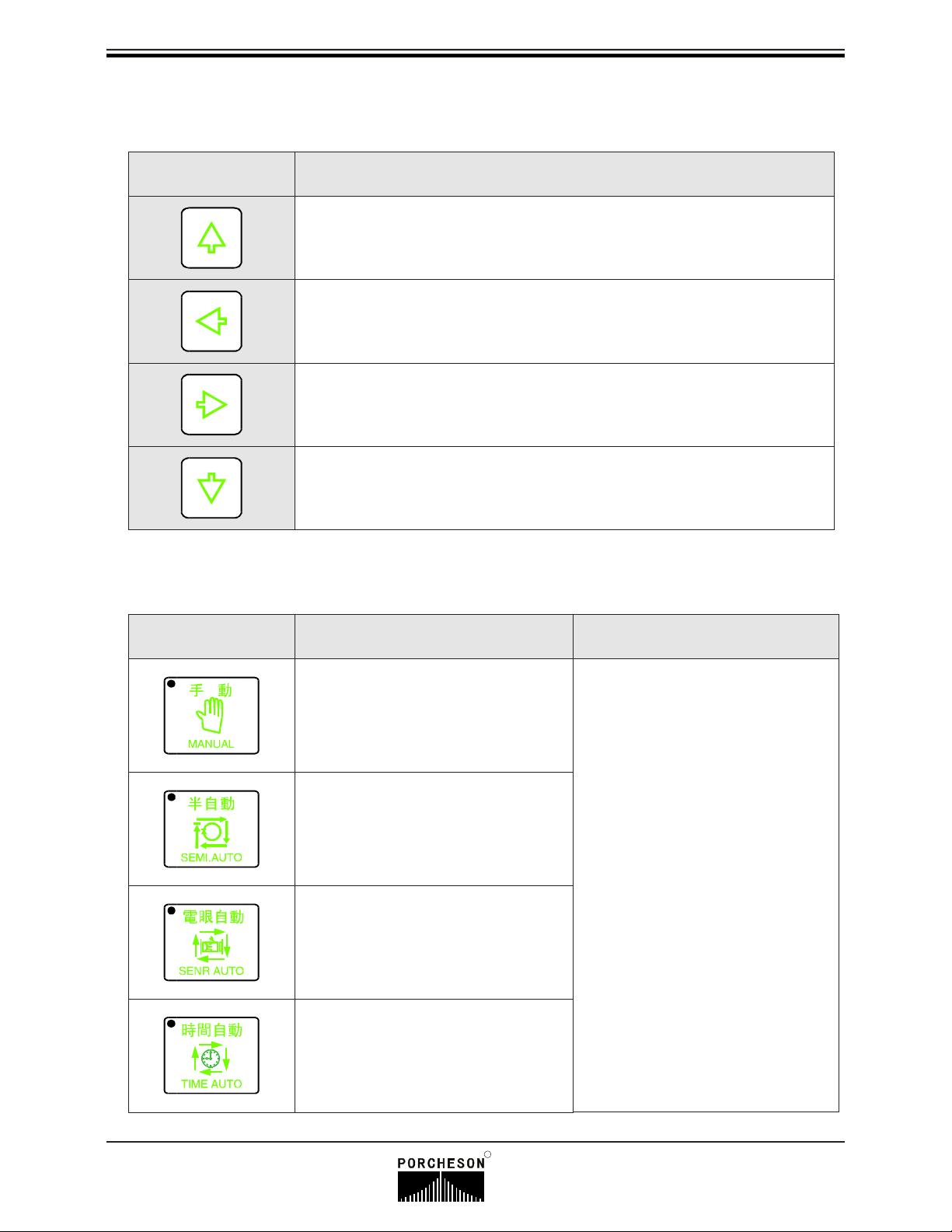
4 游标键.
按 键 使用说明
跳行键,按此键光标上跳一行
换列键,按此键光标左移一列
换列键,按此键光标右移一列
跳行键,按此键光标下跳一行
5 操作模式选择键.
按 键 使用说明
按此键
系统处于手动状态
按此键
系统进入半自动模式
按此键
系统进入电眼自动模式
按此键
系统进入时间自动模式
备注
各键之左上角有一指
示灯,当按下其中之一键
后,该指示灯会亮
系统正处于该状态
启动电脑时
手动操作。
设定值,系统无法进行
电眼/时间自动操作
半/
电眼
键时,指示灯亮
键指示灯灭
到设定值
时已到,方能进入半
时间自动运行
,系统默认为
如温度未 到
/时间
自动操作按
,直到温度达
且螺杆冷起动计
,表示
。每次
达
半
,当按
,松开按
/电眼/
。
/
R
8
TD11
8V2.2
使用说明书 第二 章 按键操作说明
6 电热开/关键 和马达开
.
/关键
在手动模式,按一次按键,左上方的指示灯亮
;
再按一次按键,左上方的指示灯灭
开
下此按
但不
键,此功能将循环打开或关闭。当紧急开关停止时
影响电热工作
。
,表示此功能状态已关闭,继续按
7. 手动操作键
按 键 使用说明
开模操作
锁操模作
射 作出操
1、开模未到终止位置;
1、安全门输入正常;
2、托模退到位;
3、锁模 未到终止位;
4、机械手讯号(锁模)已连接(机械手选用时);
1、如选用时间射出
如选用位置,未到射终止位置
2、
、
3
料筒各段实测温度必须在设定范围内
度报警)且螺杆冷起动计时已到
,表示此功能状态已打
,马达迅速断电,
操作条件
,射出时间未到;
出 ;
(无温
;
,射退时间未到;
,未到射终止位置
射退操作
托模进操作
托模退操作
1、如电子尺不用时
2、如电子尺使用时 出
、
3
料筒各段实测温度必须在设定范围内
度报警)且螺杆冷起动计时已到
1、开模已到终止位置;
2、中子退限位已连接或 时间到; 中子
选用时)
3、机械手讯号(托模)已连接(机械 选用时);
、如电子尺使用时,托模进位置未到终止位置;
4
5、如电子尺不用时,①选行程:未到进停位置
②选时间:托模进计时未到;
1、如电子尺使用时,托模退位置未到终止位置;
如电子尺不用时,①选行程:未到退停位置
2、
②选时间:托模退计时未到;
R
9
;
(无温
;
中子退 (
手
TD11
8V2.2
使用说明书 第二章 按键操作说明
按 键 使用说明 操作条件
1、储料未到终止位置;
储料操作
2、料筒各段实测温度必须在设定范围内(无温
度报警)且螺杆冷起动计时已到;
自动清料操作
多次
作托模操
滑润泵工作
公模吹气操作
母模吹气操作
1、自动清料选择使用
2、自动清料次数未完结
3、料筒各段实测温度必须在设定范围内
度报警)且螺杆冷起动计时已到
1、操作条件同 、 退;
2、 设定次数未完结;
托模
1、润滑总时未完结;
2、未有缺油报警;
1、 吹气选择使用;
公模
2、 吹气时间未完结;
公模
1、 吹气选择使用
母模
2、母 吹气时间未完结
模
托模进 托模
;
;
;
;
;
(无温
座进操作
座退操作
调模选择
调模向后操作
1、座 进限制 选择不用时,无条件;
2、座进限制选择使用时
停位置; 、座进慢速计时未到
1、无条件
1、调模选择手动时,手 动状态按下此键后
指示灯亮表示允许手动调模;
2
、调模选择自动时
次指示灯亮表示允许自动调模
1、进入手动调模状态
2、调模后退未到终止位置
R
b
,① a
手动状态按下此键两
,
;
、未到座进
;
;
;
10
TD11
8V2.2
使用说明书
第 二 章 按 键 操作说明
按 键 使用说明
调模向前操作
中子A
进操作
操作条件
1、 ;
进入手动调模状态
2、调模向前未到终止位置
1A、中子选择使用;
2、中子A进未到终止位置或时间未完结;
3、托退到位或托退 时间到;
;
中子A退操作
中子 进操B
作
中子退操B 作
中子C进操作
中子C
退操作
1、中子A选择使用
2、中子A退未到终止位置或时间未完结
3、托模退到位或托模退时间到
1、 B选择使用;
中子
2、 B 未到终止位置或 ;
中子 进时间未完结
3、托模退到位或托模退时间到;
1、 B选择使用
中子
2、 B 未到终止位置
中子退 或时间未完结
3、托模退到位或托模退时间到
1C、中子选择使用
2、中子C进未到终止位置或时间未完结
3、托退到位或托退 时间到
1、中子C选择使用;
2、中子C退未到终止位置或时间未完结;
3、托模退到位或托模退时间到;
;
;
;
;
;
;
;
;
;
中子 进操D 作
D退操
中子
作
安全门开操作
1、 D选择使用;
中子
2、 D 未到终止位置或 ;
中子 进时间未完结
3、托模退到位或托模退时间到;
1、 D选择使用
中子
2、 D 未到终止位置
中子退 或时间未完结
3、托模退到位或托模退时间到
、
1
安全门选择使用
、
2
安全门开动作计时未到
R
;
;
;
;
;
11
TD11
8V2.2
使用说明书
第二章 按键操作说明
按 键
使用说明
操作条件
安全门关操作
氮气充压操作
氮气放压操作
SW1 作操
SW2操作
1、安全门选择使用;
2、前/后安全门未到终止位置;
1、氮气功能选择使用
2、未到储压上限
1、氮气功能选择使用;
1、备用按键
1、备用按键
;
;
8. 数字项设定范围
序 号
1
2
3
4
5
设 定 项
时间设定
压力设定
速度设定
温度设定
数字≤600.00
数字≤
数字≤99.9
数字≤160.0背压设定
数字≤999.0(检测值)
数字≤600
6
7
模具资料储存
预定产量
数字≤999
数字≤99999999
如设定值超出以上范围,系统将不接受设定之数字
值。 为了配合数据输入的习惯,本系统的数据输入是从右向左显示
定
设 定 范围
160.0
.0(设定值)
R
单 位
,而以上限值作为设
秒
Bar
%
Bar
℃
号
模
。
12
第三章:参数/功能设定说明
TD11
8V2.2/
使用说明书 第三章 参数 功能设定说明
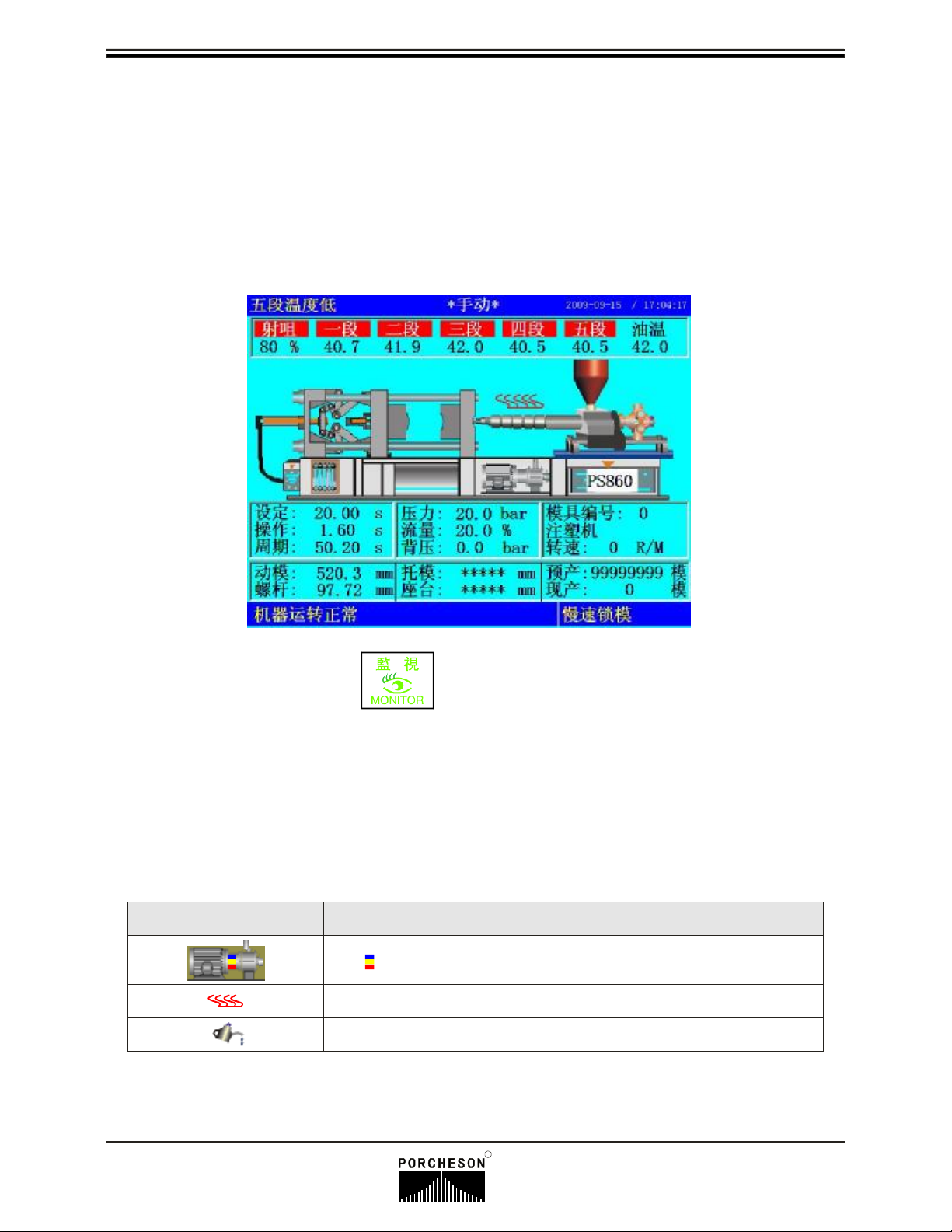
1.开机主页面
打开电源,旋动红色急停开关,电脑运行灯
幕上可看到以下的画面,此时控制系统已经正常工作
屏
RUN灯闪亮,经过开机页面后,在
,可以开始操作机器。
开机后或任何时间按下 键,
温度监视 以及机器动作监视之用 模具名称和模具号码由模具资料画面设
供,
列和现在油温是显示各段的实际值 不能进行资料更改
温度
分述如下
:
即可进入机器监视页之画面。此页
, 功能
。画面的各部
状态说明
状态 表示意义
滚动时表示马达已经运转
表示电热已经打开
表示润滑泵正在打油
提
定。
R
13
显示说明
TD11
8V2.2/
使用说明书 第三章 参数 功能设定说明
显 示
*手 动*
射咀
模具编号
动模
螺杆
托模 显示当前托模位置,单位为毫米;
压力
流量
预产 自动运行过程中,设定需生产的开模次数;
现产 记录系统在自动运行过程中
设定
表示机器运行模式(包括:手动、半自动、时间和电眼自动);
表示该段正在加温;
当前使用的模具编号
显示当前模板位置,单位为毫米;
显示当前螺杆位置,单位为毫米;
正在进行动作的设定压力值;
正在进行动作的设定流量值;
正在进行动作的设定背压值;背压
正在运行动作的时间值或计数值;
当进行的动作有时间值设定时,操作时数会逐渐增加至设定
表 示意义及说明
;
,当前模号的开模次数;
操作
周期
五段温度低
数值后,才进行下一个动作,如果设定的是次数则显示会把
已进行的动作次数显示,直至次数达到设定的值;
系统实际运行的周期时间;
实测温度不在设定范围内时,
即 每分钟旋转的圈数
螺杆转速
显示当前异常状态;
(单位:R/M);
各段温度
R
14
报警状态说明
TD11
8V2.2/
使用说明书 第三章 参数 功能设定说明
报警 产生原因
安全门未关
请开安全门
电眼检物失败
开模未到定位
开/锁模未定时完成
未关安全门而进行锁模操作,
锁模不进行,并显示“安全门
未关”;
“半自动”时,单循环结束,
安全门未开;
当全自动操作,
时托模退回后,
检查电眼仍未
检物失败
手动 时,开模未到达开模
停止位置;
在“ 开/锁模限时
模未完成动作
”
托模
电眼循环方式
中间时间到,
ON,报警“
;
”内,开/锁
;
电眼
解 决 方 法
请检查前后安全门开关是否正确
地连接到输入端X00及X15上,及
能否正常压合。
打开安全门,取出制品,重新合
上安全 门后继续工 作。
排除托模退或托模进故障及判断
电眼有无长遮。X04输入点灯常亮
时要重点检查电眼的接线或电眼
本身的问题。
重新操作开锁动作,或检查开模
位置① 如电子尺使用,检查位置
读数② X12有
无接通。
检查开/锁模过程有无异常,如无
异常,则可把“开/锁模限时”适
当调长一些。
如电子尺不用,检查
低压保护时间到
安全门故障
储料未定时完成
射出失败
马达故障
周期时间已到
假如低压时间到
则警报;
当X00与X15 只有一个 ON时
报警;
储料时,在“
未能完成动作
射 过程中,
出出
检测行程开关,
使用时未到达射检测点
当马达保护点有信号输入时报警;
自动生产周期时间超出设定
期时间];
储料
,尚未转高压
其中
限时"时间内,
储料
;
未能压合到射
或者在电子尺
出
;
[周
检查模具内有无杂物
则可把“低压时间
请检查前后安全门开关是否正确
地连接到输入端X00及X15上,及
能否正常压合。
检查 过程有无异常及料桶内
储料
的料是 否已用完,如无异常,则
可把“ 限时”适当调长一些。
检查射出过程及调整射出检测。偏
差值
检查油压马达是否因过载工作导
致热继电器产生保护动作
检查
如无异常,可将[周期时间]
设定值
储料
自动生产过程有无异常,
适当调长一些。
,如无杂物,
”适当调长一些。
。
R
15
TD11
8V2.2/
使用说明书 第三章 参数 功能设定说明
报警 产生原因 解决方法
中子A未到定位
中子B未到定位
中子C未到定位
中子D未到定位
产量已到预定
机器选择了
托模进及多次托模的时候要求
AB
、、C、D中子退限位已连接
启用了产量停机功能且开模数
达产量预设数
操作/提示状态说明
报警 产生原因
射咀、一、二
四、五段温度高
射咀、一、二、三、
四、五段温度低
、三、
机器料筒所对应该段实际温度
(温度上限值 = 温度设定值
机器料筒 对应该段实际温度,偏低于
(温度下限值 = 温度设定值 - 下限设定值)
ABC 组,
中子、、、
,机器停止运转
D 在
检查有无正确连接出 A、B、
终止开关及能否正常压合。使用
功能时请在功能页 中,选择
子 面中子
;
A、B 为不用状态。
、C、D
解决办法:如果在产量到后还要使机
器继续运行,只要把生产管理页面的
已
[报警后停机]设置为
;
前模号的开模总数清零即可
,偏高于温度上限值
+ 上限设定值)。
所 温度下限值
中子 C、D
未中
[不用];或把当
。
。
射咀、一、二、三、
四、五段断线
自动清料完成
自动调模完成
自动调模未完成
先进入手动状态
功能未选用
请开马达
等待下一次循环
电眼等待中
先退出调模状态
先进入调模状态
机器料筒所对应该段感温线 或故障。断线
当使用自动清料时,依设定次数动作结束后
。
当使用自动调模时,自动调模成功。
当使用自动调模时,自动调模未成功。
当在非手动状态下
,操作手动键时。
当手动操作某个动作按键时,而该功能未选用。
如选择使用马达,马达未起动按半
/全自动键时提示。
全自动时,完成一循环至下。一循环开始的中间时间
全自动 中间时间未到。循环时,托模退回后电眼
当在 状态下,操作非[调进
调模
、退及自动调模]键时。
非调模状态下,操作[调进、退及自动调模]键时。
R
16
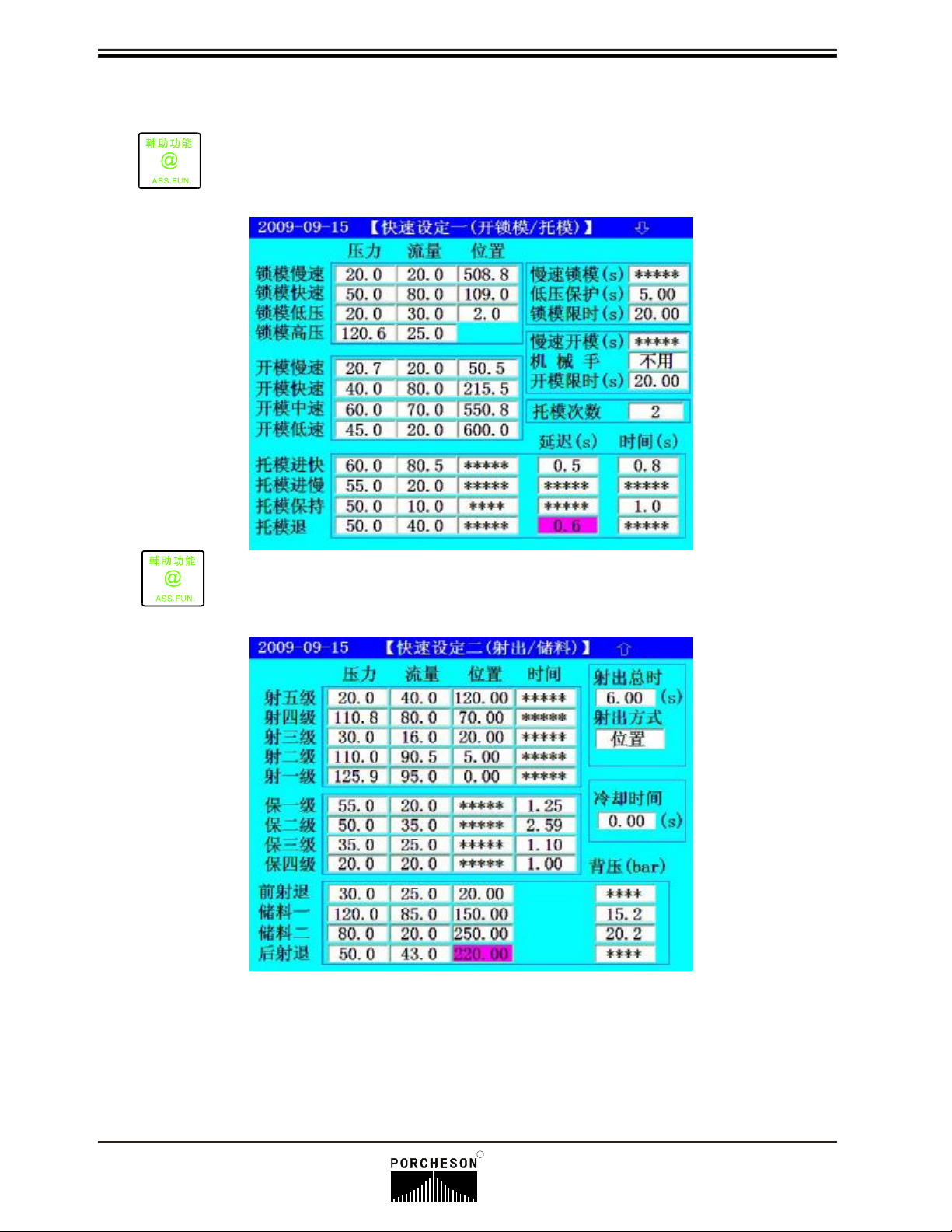
2.快速设定页面
TD11
8V2.2/
使用说明书 第三章 参数 功能设定说明
按 键,将进入 页面
按 键二次,将进入 页面,此时画面显示如下:快速设定二
快速设定一
,此时画面显示如下:
快速设定一和快速设定二画面,为机器常用的参数集聚 此两 提供日常
机器经常需要调试的重要参数,包括 锁模、开模、射出、保压、储料和托模的各
项参数。
:
R
画面 。 页
17
 Loading...
Loading...