

PORCHESON BK258 User Manual
欢迎使用本公司丝花机控制系统
BK
258V1.0
使用说明书前言
R
1
PORCHESON
BK
258V1.0
使用说明书目录
TECHNOLOGYCO.,LTD
BK258
操作手册
软件版本V1.0
系统配置及安装
按键操作说明
参数/功能设定说明
5
8
14
2003.03版
版权所有,未经允许翻印必究
系统调试设定说明
输入/输出状态检测
参考附录
28
38
42
R
2
BK
258V1.0
使用说明书目录
目录
R
3
BK
258V1.0
使用说明书目录
R
4
BK
258V1.0
使用说明书第一章系统配置及安装
第一章系统配置及安装
1.产品配置及说明
序号
1PS610CM
2BK258
3
4DAC-8V1
5DB-15F
代号
SPS300
2.PS610CM
全计算机控制所有功能及温度
采用高亮度LCD 液晶显示画面,320
系统采用多CPU 设计,运算速度快
控制主机采用模块化设计
具备RealTime 功能,
具备屏幕保护功能,5
内容数量备注
主机(
键盘板(
开关电源盒 1套 300W
继电器板
15芯电缆 1
配机箱)
控制系统特点
,安装省时,维修迅速
可实时显示日期和时间
分钟未操作时自动OFF
套
1
配键盘)
*240 点5.7 寸单色/彩色(选用)
,控制精确,稳定性高
套 320*240
1
1套
条
20/24
8位220V/2A
1米至5
米可选
80 组模具资料储存 ,可中、英文输入模具名称
密码设定及资料锁定,可避免操作者任意更改成型资料
多语言文字可选择
包装模数设定功能,产量六位数
比例微积分( PID )自学习温度控制
射咀温度可开环或闭环控制
温度可一周预约定时
电眼、故障急停开模双重保护
自我检测故障功能,
输入、输出皆有LED 指示灯
输入、输出采用光藕合电路
检示画面可检查所有输入
2 路标准D/A 比例输出
压力、流量数字化预调,适合各种厂牌的比例阀
, 实时动态显示
,可设定包装模数
, 4 段温度
, 操作更便利
报警显示及语音提示
,检测维护很方便
,可隔离外部线路干扰
、输出点及按键的动作状态
,最大电流输出3A
, 实时操作帮助
,更好的线性比例
,影响产品品质
R
5
BK
258V1.0
使用说明书第一章系统配置及安装
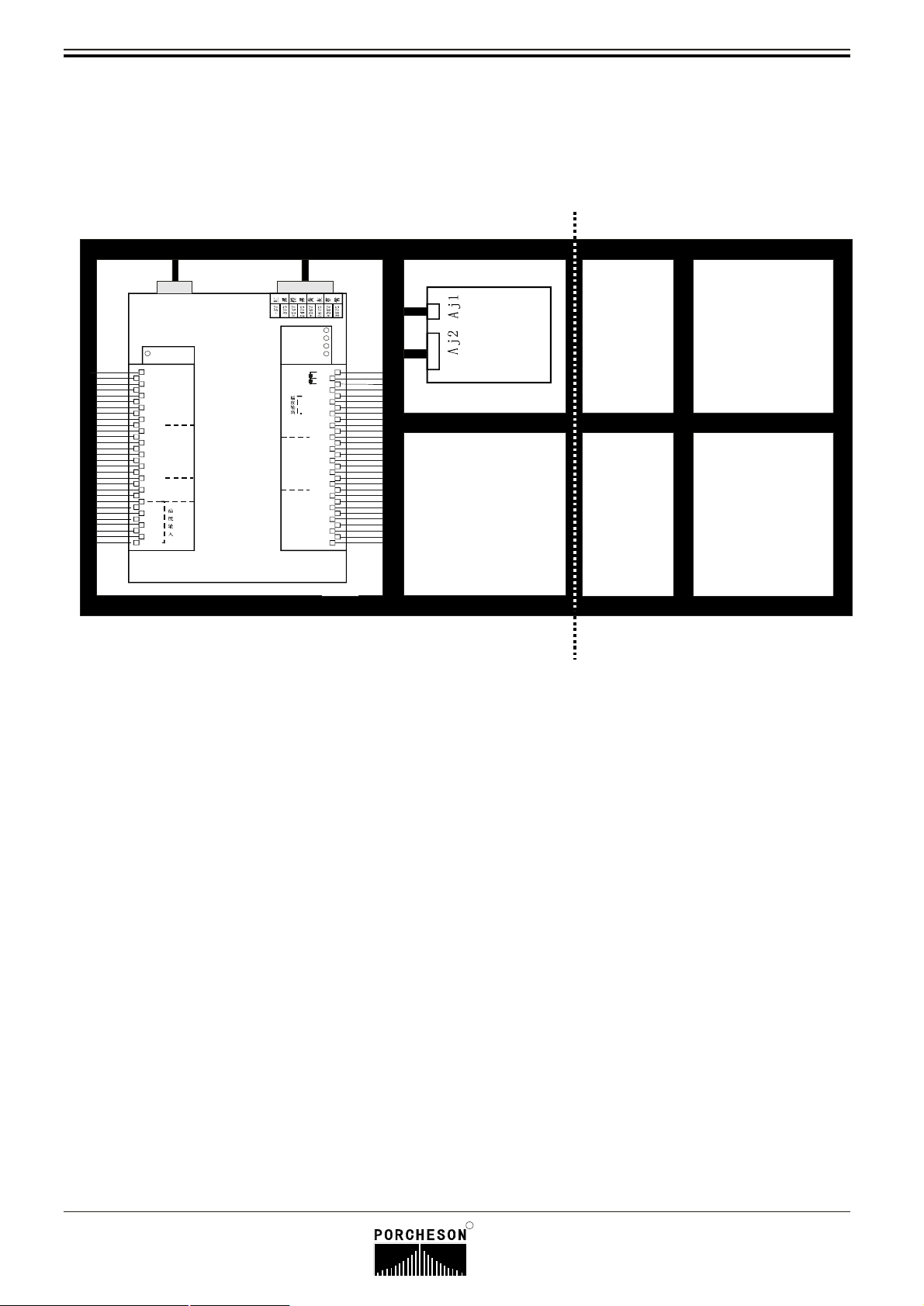
3.电脑控制系统的安装及调试
3.1 控制系统安装时注意事项
本控制系统设计非常简洁,键盘与主机箱的连接只有壹条
装连接相当方便灵活
RUN
系统运行
+24V
电源输出
+
X00
0
1
低压锁模
X01
高压锁模
X02
2
紧急上升
X03
3
电眼输入
X04
4
5
熔胶停止
X05
X06
6
滑模右停
右滑慢速
X07
7
XCOM
X
左合模输入
X10
0
X11
1
右合模输入
开模停止
X12
2
左顶针前停
X13
3
左顶针后停
X14
4
X15
5
滑模左停
X16
6
左滑慢速
二级射出
X17
7
XCOM
X
0
右顶针前停
X20
X21
1
右顶针后停
X22
马达保护
2
-
K4
+
-
K3
+
-
K2
+
-
K1
+
PORCHESON
PS610BM
,安装示意图如下:
5V3A
()
24V3A
()
26V8A
()
38V3A
()
+P
压力
+
-安全输入
-P.-S.
-
+S
流量
+
马达M
Y67
7
Y66
6
T4
Y65
5
T3
Y64
T2
4
T1
Y63
3
Y62
故障警报
安全输出
高压锁模
开模卸荷
右顶退
右顶出
出芯
入芯
右滑模
左滑模
左顶退
左顶出
开模
座退
抽胶
熔胶
射出
座进
锁模
YCOM
YCOM
YCOM
2
Y61
1
Y60
0
Y
Y57
7
Y56
6
Y55
5
Y54
4
Y53
3
Y52
2
1
Y51
Y50
0
Y
Y47
7
Y46
6
Y45
5
Y44
4
Y43
3
Y42
2
Y41
1
Y40
0
Y
SPS300
开关电源
继
电
器
转
换
板
强
电
设
备
控
制
电
源
开
关
15芯屏蔽电缆,安
强电设备
安装区域
安
装
区
强电设备
安装区域
域
强电区域弱电区域
机箱布置建议图
(1) 主控制箱安装时尽量采用封闭式电箱,要具 有良好通风、防油、防尘的条件
装排风扇并装上防尘过滤网,保持电箱温度在60℃以下。加
(2) 安装电脑主机及电源盒时,应尽量考虑与所有交流接触器及变压器等交流组
件不得靠得太近,
(3) 所有电线及屏蔽线不得随意剪断、
屏蔽电线,以免影响控制系统可靠性及正常工作
(4) 热电偶传输线外壳必须是屏蔽线,所有热电偶外层屏蔽选用热电偶网线时网
线同机器接地点可靠连接并接入大地
(5) 布线时尽量使高低压线与电脑控制线分开,不能将所有电线扎在一起,以免
干扰控制系统可靠运行
(6) 与 用
键盘主机箱芯通信安装时必须用手用力压紧 拧紧
影响系统正常运行
良
防止电网电波干扰。
。
15
连线 及
。
(仅供参考)
加长或缩短,必须使用我公司提供电线及
。
,
接地电阻必须Ω以下。
10
,以免造成接触不
(7)
特别注意油阀输出公共端线YCOM,必须全部接上并连接要牢固
出而油阀无动作的现象。
R
6
,免造成电脑有输
BK
258V1.0
使用说明书第一章系统配置及安装
3.2 控制系统检查
(1) 安装完毕后,进行全面检查,包括开关电源
、主机箱、电热输出线路、键盘
热电偶等所有连线是否连接牢固。
(2) 完成线路检查后,进行通电检查,
头取出,然后通电检查,测量各电压是否与其标值相同
指示灯是否正常
。
(3) 完成测量后断电,插上DC8位输入至主机箱插头
示在主页面正常状态,旋动打开急停开关
先把直流电源输出端即开关电源输出线插
,观察 电源输出
开关
,再通电检查时,键盘LCD显
,主机箱RUN灯是否亮,如果灯亮,
说明系统已经正常工作。
3.3 控制系统调试
特殊参数
SPECIAL
(1) 系统显示正常工作后,在监示页面按 键进行颜色和对比度调整。
资料
(2) 进行参数设定记忆测试,按 键
DATUM
输入
,选取一组模号,然后在各页面设定
数据,按 键,储存数据,切断电源,过一段时间再通电,系统会自
ENTER
动调出你所存入的模号资料,如正确,则表示记忆正常。
(3) 然后进行各有关页面资料设定(具体操作参照第三章参数设定说明
初次设定时,压力、速度可尽量小一点
,待各动作正常后再逐步加大到正常
设定参数,以免损坏机器的性能。
(4) 有关参数设定完成后进行存入,仔细检查各输入
/输出点是否正常,报警系统
全面检查,包括电眼、紧急回升及合模按钮。
)进行,
R
7
BK
258V1.0
使用说明书第二章按键操作说明
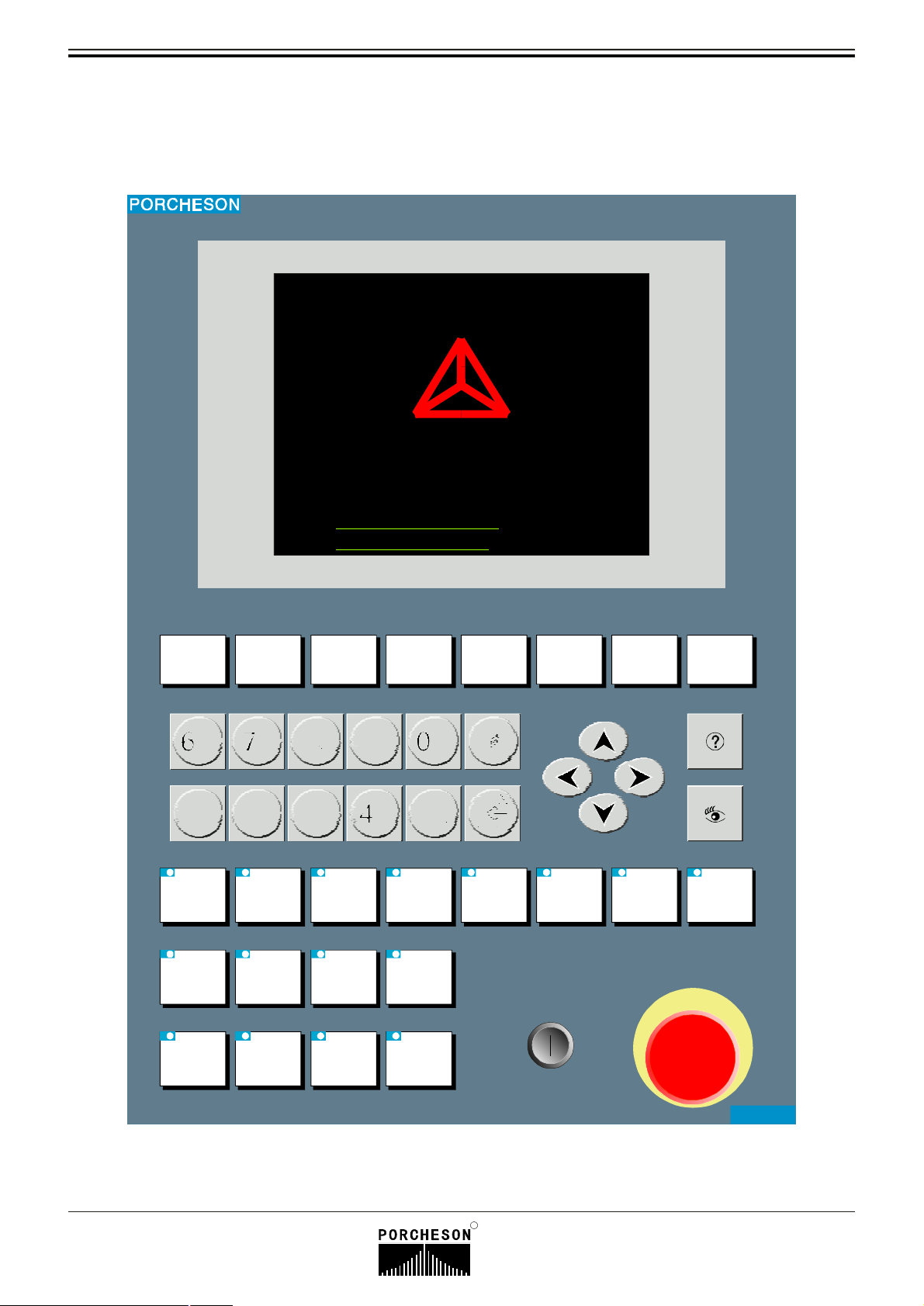
第二章按键操作说明
1.操作键盘面板图
东莞市虎门三维丝花机械厂
广西南宁市三维丝花设备研究所
地址:东莞市虎门白沙金山工业区107国道旁
电话:0769-55266405194708
传真:0769-5524498
邮箱:
网址:http://www.htdj
(见下图)
三维机械
market@htdj.com
.com
开锁模/ 储料射出/ 时间资料特殊参数 I/O检测
M.PLT
6
1
MANUALAUTORESET
手动射胶
MANUALINJ.
PQR
FEEDING/INJ.
7
STU
DEF
2
半自动
SEMI.AUTO
点动射胶
SINGLEINJ.
8
3
VWX
GHI
其它
OTHER
全自动
空射胶
EMPTYINJ.
9
4
温度
TIMEDATUM
[]/-.
0
YZ
5
JKLABC
MNO
手动复位手动
调模
MOLDADJ.
TEMP.
清除
CLEAR
输入
ENTER
SPECIALI/OINSPECT
电热开/关马达开/关
HEATERON/OFF
MOTORON/OFF
帮助
HELP
监视
MONITOR
滴水
DROPPER
关OFF
ON
顶出
EJECTADVBLOW2BLOW 1
吹气一
吹气二
开
资料锁
R
8
BK258
BK
258V1.0
使用说明书第二章按键操作说明
2.功能键说明
按 键使用说明
开锁模/
M.PLT
储料射出/
FEEDING/INJ.
其它
OTHER
时间
TIME
温度
TEMP.
资料
DATUM
进入开模、锁模动作设定页面
进入储料、射胶动作设定页面
进入顶针、吹气设定页面
进入计时、
计数设定页面
进入温度、预热设定页面
进入模具、生产资料更改设定页面
特殊参数
SPECIAL
I/O检测
I/OINSPECT
监视
MONITOR
帮助
HELP
进入特殊参数/
进入输入、
工程师设定页面
输出检测页面
在任何时刻下、返回监视页面
进入当前状态实时在线帮助页面
R
9
BK
258V1.0
使用说明书第二章按键操作说明
3.参数设定键说明
6
1
PQR
ABC
7
2
STU
DEF
8
3
VWX
GHI
9
4
YZ
JKL
0
5
[]/-.
MNO
0至9数字键在数据设定页面为输入数据用
此十个数字键被锁定,确保资料不被随意更改
个英文字母及特殊符号,用于模具名称中英文输入
清除
CLEAR
输入
ENTER
,当电子锁处于“OFF”状态时,
。同时0至9数字键上分别分布有26
、机器编号输入。[清除]键用
于当参数或编号名称输入过程中有错字时可按此键清除
择时做为功能选择用,有项目确认时做为确认用
。
4、游标键
;[输入]键为在有功能选
按 键使用说明
跳行键,按此键光标上跳一行
换列键,按此键光标左移一列
换列键,按此键光标右移一列
跳行键,按此键光标下跳一行
R
10
BK
258V1.0
使用说明书第二章按键操作说明
5、操作模式选择键
按 键使用说明
手动
MANUAL
半自动
SEML.AUTO
全自动
AUTO
按此键系统处于手动状态
按此键系统进入半自动操作
按此键系统进入全自动操作
备注
各键之左上角有一指
示灯,当按下其中之一键
后,该指示灯会亮
系统正处于该状态
启动电脑时,
系统默认为
手动操作。如温度未 到
,表示
。每次
达
设定置值,系统无法进行
半自动操作,
操作按键时
当按半自动
,指示灯不
亮,直到温度达到设定值
,方能进行半自动运行
全自动为特殊机器才有
通用机一般无此模式
。
,
。
/关
电热开
6、电热开/关键 和马达开/关键
HEATERON/OFF
MOTORON/OFF
马达开
/关
在手动模式,按一次按键,左上方的指示灯亮,表示此功能状态已打
开;再按一次按键左上方的指示灯灭,表示此功能状态已关闭,继续按下
此按键,此功能将轮流打开或关闭。当紧急开关停止时,马达迅速断电,
但不影响电热工作。
紧急复位
7、紧急复位 键
在任何时刻下 ,
式同时终止所有动作输出 马达及
警时,做报警解除按键
RESET
,按一次按键 左上方的指示灯亮
,但不影响 电热工作
。
,
系统即跳回手动模
。也用于发生异常报
R
11
BK
258V1.0
使用说明书第二章按键操作说明
8、手动操作键
按 键使用说明
滴水
DROPPER
手动射胶
MANUALINJ.
点动射胶
SINGLEINJ.
空射胶
EMPTYINJ.
滴水功能
自锁射胶操作
点动射胶操作
功能选择
操作条件
1、按亮此键后滴水输出点有输出;
、
1
关模到终止位
2
、射胶时间未完结
3、料筒温度必须达到设定值范围内
1、空射胶功能已选择
2、料筒温度必须达到设定值范围内
1、按亮此键后方可进行点动射胶
;
;
;
;
;
;
调模
MOLDADJ.
顶出
EJECTADV
吹气一
BLOW 1
吹气二
BLOW2
1、按亮此键后进入调模状态;调模操作
1、如用行程,行程未到终止位置;
顶出操作
2、如用时间,顶进时间未完结;
3、开模已到终止位;
备用键
吹气一操作 1、功能已选用;
吹气二操作 1、功能已选用
;
R
12
BK
258V1.0
使用说明书第二章按键操作说明
9.数字项设定范围
序号
1
2
3
4
5
6
设定项
时间设定
压力设定
速度设定
温度设定
模具资料储存
预定产量
数字≤999.9
数字≤
数字
数字≤999实际温度
数字≤80
数字≤
如设定值超出以上范围,系统将不接受设定之数字
设定范围
140
≤99
999999
单位
秒
Bar
%
℃
号
个
,而保留原有设定
值。 为了配合数据输入的习惯,本系统的数据输入是从右向左显示
。
R
13
第三 章: 参数
BK
258V1.0/
使用说明书第三章参数功能设定说明
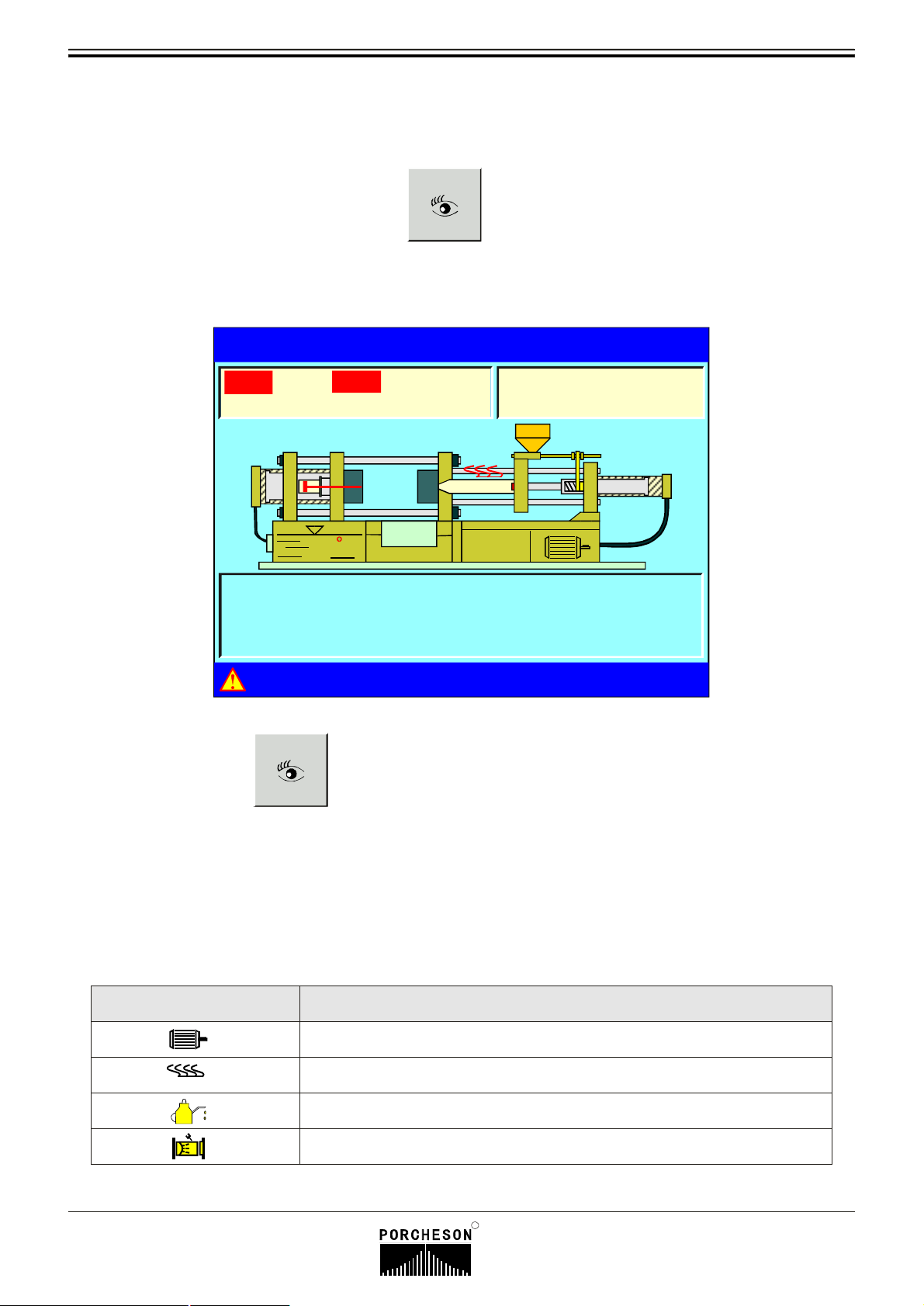
1.卧式机监视主页面
/功能设定说明
监视
打开电源,经过开机页面后按 键在屏幕上可看到以下的画面,
红色急停开关,电脑运行灯 RUN 灯亮
作机器。
2001.08.01
射咀
228
一段
218
二段
208
28C
设定压力:140 bar
设定流量
:
99
总开模数:999999
MONITOR
此时控制系统已经正常工作,可以开始操
* 半自动*
三段
四段
198
%
模具编号: 80
200
G-618
汽车杯
PS610
设定时数:s999.9
操作时数:s999.9
全程计时:s999.9
20:31:05
旋动
机器运行正常
监视
任何时刻按下 键, 即可进入机器监视页之画面。此页提供温度监视
以及机器动作监视之用, 模具名称和号码由模具资料画面设定。温度列和现在油
温是显示各段的实际值,不能 进行资料更改。画面的各部功能分述如下:
MONITOR
慢速开模
状态说明
状 态
表示马达已经运转;
表示电热已经打开;
表示润滑泵正在打油
表 示 意 义
;
表示电眼输入正常;
R
14
 Loading...
Loading...