

Page 1

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Custom Laser Cutting Guide
1. Steps for Ordering Laser-Cut Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2
2. Pricing for Laser Cutting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3
3. Materials for Laser Cutting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5
4. Capabilities and Limitations of Custom Laser Cutting . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 13
5. Instructions for Laser Cutting File Setup . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 16
6. Examples of Custom Laser-Cut Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
6.a. Laser Cutting Example: Robot Chassis Parts . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 21
6.b. Laser Cutting Example: Architectural Ornament Created from a Photograph . . . . . . . . . . . . . . . 22
6.c. Laser Cutting Example: Giant 3-D Pterosaur Puzzle . . . . . . . . . . . . . . . . . . . . . . . . . . . . 23
6.d. Laser Cutting Example: Servo-Driven Sumo Robot . . . . . . . . . . . . . . . . . . . . . . . . . . . . 25
6.e. Laser Cutting Example: Pentominoes Puzzle With Engraved Solutions . . . . . . . . . . . . . . . . . . 26
6.f. Laser Cutting Example: Calculator Robot Chassis . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 27
6.g. Laser Cutting Example: Acrylic Cat Logo . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 28
http://www.pololu.com/docs/0J24/all Page 1 of 29
Page 2

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
1. Steps for Ordering Laser-Cut Parts
Once you have a design for a custom part, getting it laser cut is simple. Upon receiving your design, we typically ship
within five business days, and we can ship as quickly as the same day. Here are the steps involved in making a custom
part:
1. You prepare CAD or other drawing files of your custom part. (See Section 5 for information on preparing
your files.)
2. You send us your designs via our quote request form [http://www.pololu.com/laserquote/new].
3. We email you a quote within 1-2 business days (faster for expedited parts).
4. You confirm a PDF proof and order the parts through our website. See our ordering information page
[http://www.pololu.com/ordering] for information on payment methods and shipping options.
5. We cut the parts and send them to you!
1. Steps for Ordering Laser-Cut Parts Page 2 of 29
Page 3

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
2. Pricing for Laser Cutting
The cost of a laser-cut part is determined by how long the parts take to cut on the machine, the amount of labor
involved (unloading and verifying parts), and the amount of risk involved in cutting a part (multiple medium-sized
pieces are less risky to cut than a single large piece that takes hours to cut).
Here are some factors that affect the price of laser-cut parts:
• Laser cutting cost: The laser cutting charge is based on the time it takes to cut the parts, which depends on
the material type and thickness. For example, cutting 1/8" acrylic starts at roughly $0.15 per inch. Please see the
list of materials on our quote request form [http://www.pololu.com/laserquote/new] to see the cost per inch for cutting
your material. There is a $3 minimum charge per unique part and a $1 minimum per additional copy of each
part. We do lower these minimums for simple parts or for large quantities.
• Laser engraving cost: Raster engraving and vector engraving start at $1.00 per square inch. Raster engraving
larger areas starts at $60 per square foot. Long, continuous vector engraving lines cost roughly $0.10 per inch.
We do provide discounts off of these rates on a case-by-case basis.
• Material costs: We stock various plastics (acrylic, ABS, Mylar, PETG, and styrene), which we sell by the
square foot. You may also mail us your own material or have a supplier ship it to us directly. Here are some
prices for plastic we stock; we provide discounts if you require larger quantities:
◦ 3 mm ABS: starts at $4/sq. ft.
◦ 3 mm birch plywood: starts at $5/sq. ft.
◦ 3 mm acrylic: starts at $5/sq. ft.
◦ 6 mm acrylic: starts at $10/sq. ft.
• Minimum order: There is a $25 minimum order per material type (the minimum includes charges for labor
and materials). We do lower this minimum if your design is simple or if your quantities are large.
• Shipping: We can add shipping costs or charge to FedEx shipping accounts.
• Optional charges:
◦ Expediting services: Rushing an order costs 20% – 50% more (on top of the standard-turn price) per
expedited day, depending on what your standard turn time is. The standard turn time for most parts is 3-5
business days.
◦ File creation: $60 per hour with a $15 minimum
◦ Handling fee: Large or delicate parts that require custom packaging will incur a handling charge, which
can range from $10 – $50.
• Exceptions: We do make exceptions to our minimums and pricing depending on the parts. If your parts are
particularly simple to handle and cut, we will provide more competitive pricing. On the other hand, we are less
likely to discount our rates if your parts are more difficult or risky to cut, such as:
◦ Single large or complex parts that take a long time to cut
◦ Parts that involve a lot of careful or tedious handling (such as very small parts or fragile parts), which
are more time consuming to verify and unload from our machines.
◦ Parts that have many small, sharp, acute angles and small details (such as the frills in a dress), which
tend to melt back into the scrap plastic and become difficult to remove from the sheet.
◦ Parts that have many disjointed cuts (such as an array of small holes or a lace pattern), which take longer
to cut since the laser cutting head has to stop and move from cut to cut more often than when it cuts along
a continuous path.
2. Pricing for Laser Cutting Page 3 of 29
Page 4

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Expediting costs for laser cutting
The standard turn time for most parts is 3-5 business days assuming you do not need many hundreds or thousands of
parts. If you need the parts more quickly, we generally charge 20% – 50% more per expedited day depending on the
standard turn time (the percentage is such that the minimum turn will cost double the standard turn price). Here are
examples for cutting a minimum order of parts with a standard 3-day turn and standard 5-day turn:
Sample prices for expedited service on a 3-day standard-turn order:
Turn time Price
3 business days $25 base price for standard turn time
2 bus. days $33.25, added 33% ($8.25) to base price
1 bus. days $41.50, added 66%
Same-day service$50, added 100% (double the price of standard turn)
Sample prices for expedited service on a 5-day standard-turn order:
Turn time Price
5 business days $25 base price for standard turn time
4 bus. days $30, added 20% ($5) to base price
3 bus. days $35, added 40%
2 bus. days $40, added 60%
1 bus. day $45, added 80%
Same-day service$50, added 100% (double the price of standard turn)
To place an expedited order, fill out the quote request form [http://www.pololu.com/laserquote/new], indicating that you
would like your order to be expedited. After receiving your quote, you will be given a list of expedited options for the
order.
File creation costs for laser cutting
If you are not able to provide a vector-format file of your parts for laser cutting (DXF, DWG, CDR, AI, SVG, or PDF
file), we might be able to draw your part on the computer for you for $60 per hour with a $15 minimum.
To request a quote that includes file creation, please submit a standard file type in the quote request form that
communicates exactly the part you need. The file can be any file type that we can read, such as a text file with a
written description, a scan of a hand sketch (JPG, GIF, BMP, PDF), a mock-up in Word, Paint, or Excel, etc. For more
information, please see Section 5.
2. Pricing for Laser Cutting Page 4 of 29
Page 5

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
3. Materials for Laser Cutting
We can laser cut plastics, woods, rubbers, foams, papers, and thin metals as long as they do not contain chlorine.
Depending on the material, there is usually no limit to the thinnest sheet we can cut, and the thickest sheet we can cut
is typically 1" (24 mm). We stock some woods and various plastics including acrylic, ABS, Mylar, Delrin®, PETG,
and styrene, and you are welcome to mail us material or have suppliers ship us material directly. A complete list of
materials is available on the quote request form [http://www.pololu.com/laserquote/new].
Materials we can laser cut
We can cut the following materials. If you do not see your material listed, we would be happy to try cutting it as long
as it does not contain chlorine (please submit a quote request and provide details about your material in the special
instructions section of the quote request form).
• Plastics:
◦ ABS (acrylonitrile butadiene styrene)
◦ Acrylic (also known as Plexiglas, Lucite, PMMA)
◦ Delrin (POM, acetal) – for a supplier, try McMaster-Carr [http://www.mcmaster.com/].
◦ High density polyethylene (HDPE) – melts badly
◦ Kapton tape (Polyimide)
◦ Mylar (polyester)
◦ Nylon – melts badly
◦ PETG (polyethylene terephthalate glycol)
◦ Polyethylene (PE) – melts badly
◦ Polypropylene (PP) – melts somewhat
◦ Styrene
◦ Two-tone acrylic – top color different than core material, usually for custom instrumentation panels,
signs, and plaques.
• Thin metals:
◦ Stainless steel (up to 0.060")
◦ Spring steel (up to 0.060")
• Foam:
◦ Depron foam – often used for RC planes.
◦ EPM
◦ Gator foam – foam core gets burned and eaten away compared to the top and bottom hard shell.
• Other:
◦ Cloths (leather, suede, felt, hemp, cotton)
◦ Magnetic sheets
◦ Papers
◦ Rubbers (only if they do not contain chlorine) – for a supplier, try McMaster-Carr
[http://www.mcmaster.com/]
◦ Teflon (PTFE, Polytetrafluoroethylene) – for a supplier, try McMaster-Carr [http://www.mcmaster.com/].
3. Materials for Laser Cutting Page 5 of 29
Page 6

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
◦ Woods (MDF, balsa, birch, poplar, red oak, cherry, holly, etc.) – we stock 3 mm birch plywood; for other
types of wood, try Midwest Products [http://www.midwestproducts.com/].
Materials we cannot laser cut
We do not or cannot cut the following materials:
• Most metals – We cannot cut most metals. The two exceptions are thin sheets of stainless or spring steel (up
to 0.060" thick). We also stock an acrylic-based, dual-tone plastic with a faux-metal finish on one side. If you
need thicker metal parts, you might consider a water jet cutting service.
• Polycarbonate (PC, Lexan) – we stopped cutting Lexan due to the fumes.
• Any material containing chlorine
• PVC (Cintra) – contains chlorine
• Vinyl – contains chlorine
• Glass – we can engrave glass, but we cannot cut it.
• Fiberglass
• Printed circuit board (FR4 and other material types)
• Carbon fiber
• High-density polyethylene (HDPE) thicker than 1/16" – We are unable to cut HDPE thicker than 1/16", and
HDPE of any thickness melts badly when laser cut.
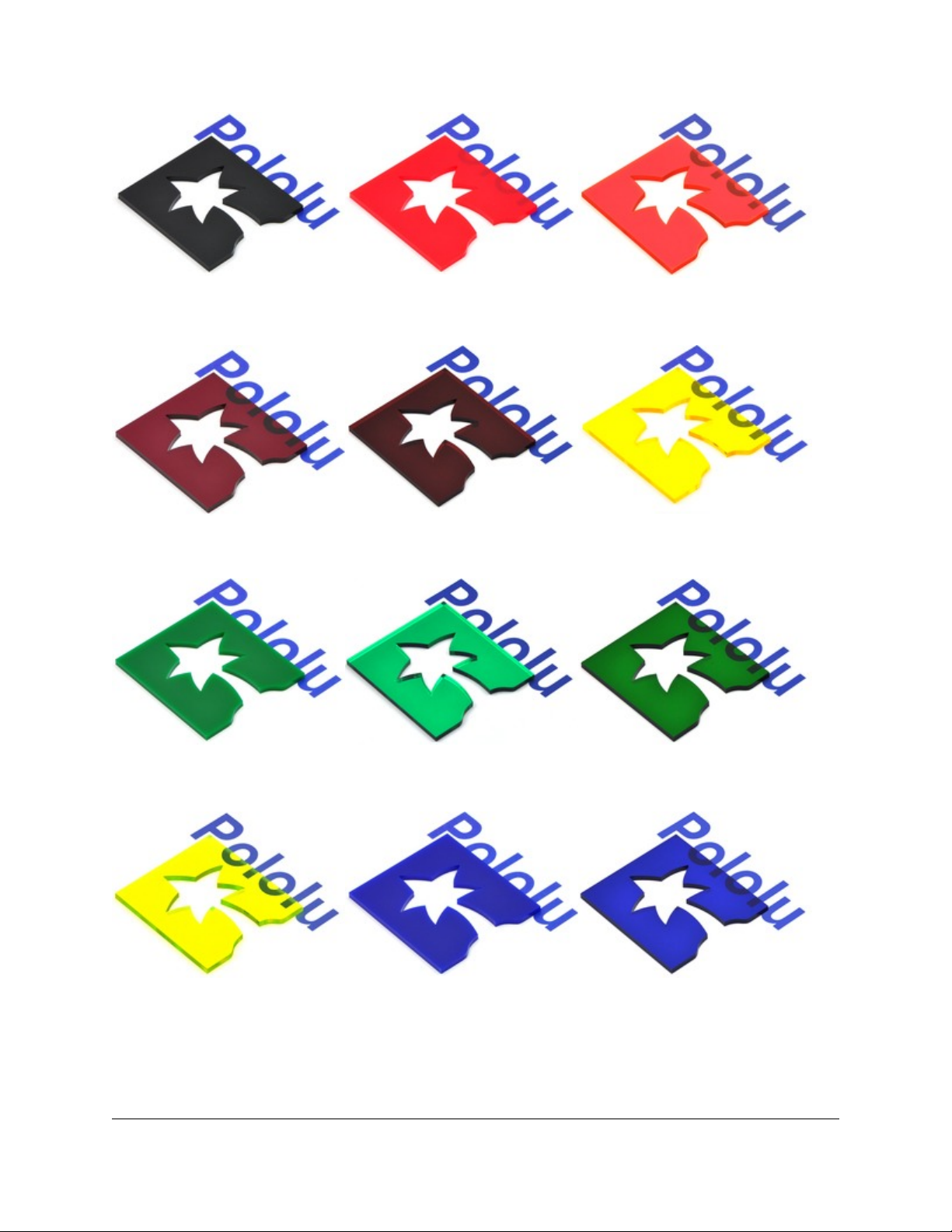
Pictures of some acrylic colors we stock
Below are pictures of most of the 1/8" acrylic colors we stock. Your monitor will probably not show the colors exactly,
but the pictures should give you some idea of what the colors are like. We do stock other colors and materials: see the
quote request form [http://www.pololu.com/laserquote/new] for a complete list.
Gold mirrored acrylic.
Yellow mirrored acrylic.
Clear “silver” mirrored acrylic.
3. Materials for Laser Cutting Page 6 of 29
Page 7
Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Opaque black acrylic #2025.
Transparent red acrylic #2423.
Translucent red acrylic (#2283
or similar).
Red mirrored acrylic.
Transparent fluorescent red
acrylic #2085.
Transparent yellow acrylic
(#2208 or similar).
Translucent green acrylic
(#2108 or similar).
Transparent fluorescent green
acrylic #2154.
Green mirrored acrylic. Transparent green acrylic
Translucent dark-blue acrylic
(#2114 or similar).
Transparent blue acrylic #2424.
#2092.
3. Materials for Laser Cutting Page 7 of 29
Page 8
Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
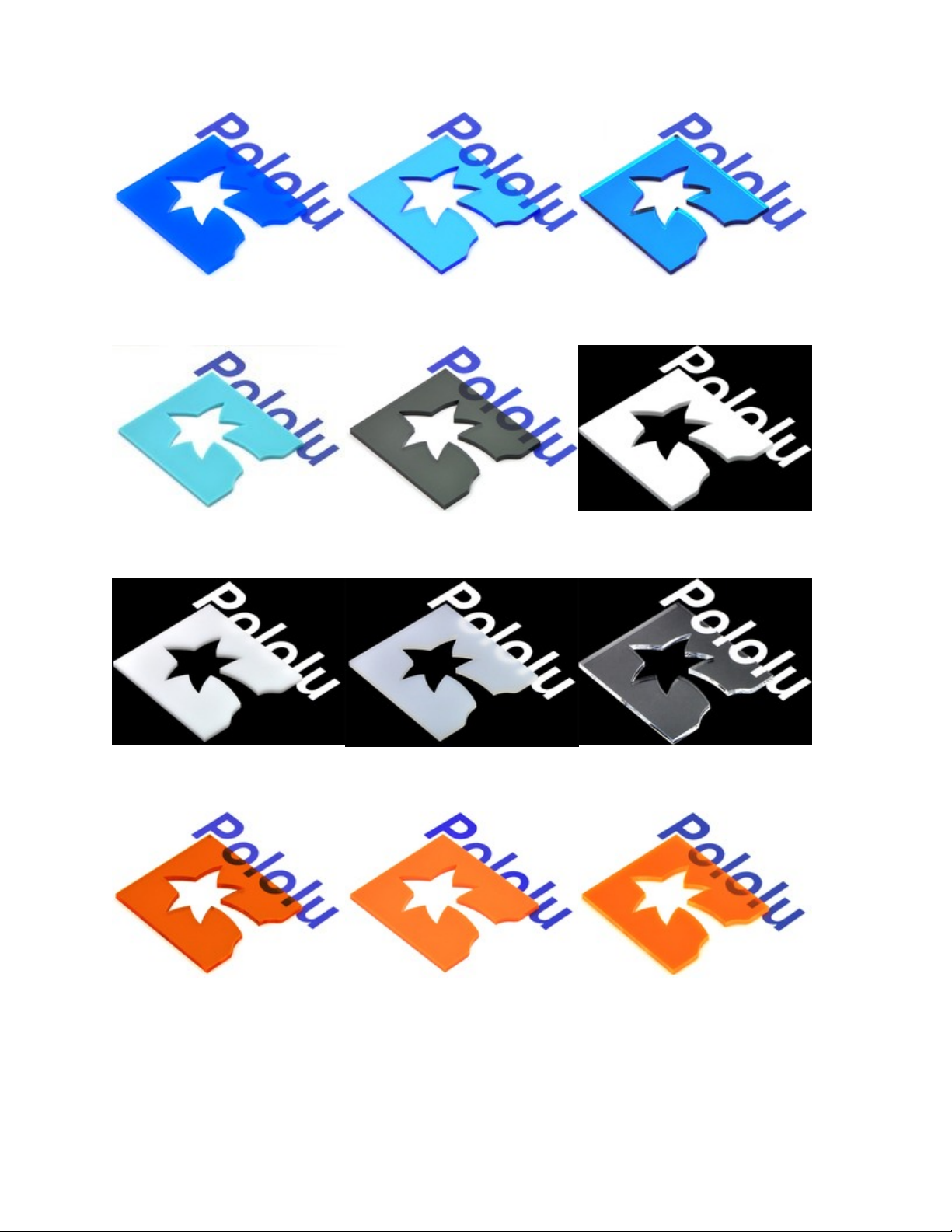
Translucent blue acrylic #2051.
Translucent turquoise acrylic
#2308.
Transparent light-blue acrylic
#2069.
Transparent gray acrylic (#2064,
#2074, or similar).
Sapphire blue mirrored acrylic.
Opaque white acrylic #3015.
Translucent white or “sign
white” acrylic #7328.
Transparent amber acrylic
#2422.
Very translucent white acrylic
#2447.
Translucent orange acrylic
#2119.
Transparent clear acrylic.
Transparent fluorescent orange
acrylic #2086.
3. Materials for Laser Cutting Page 8 of 29
Page 9
Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
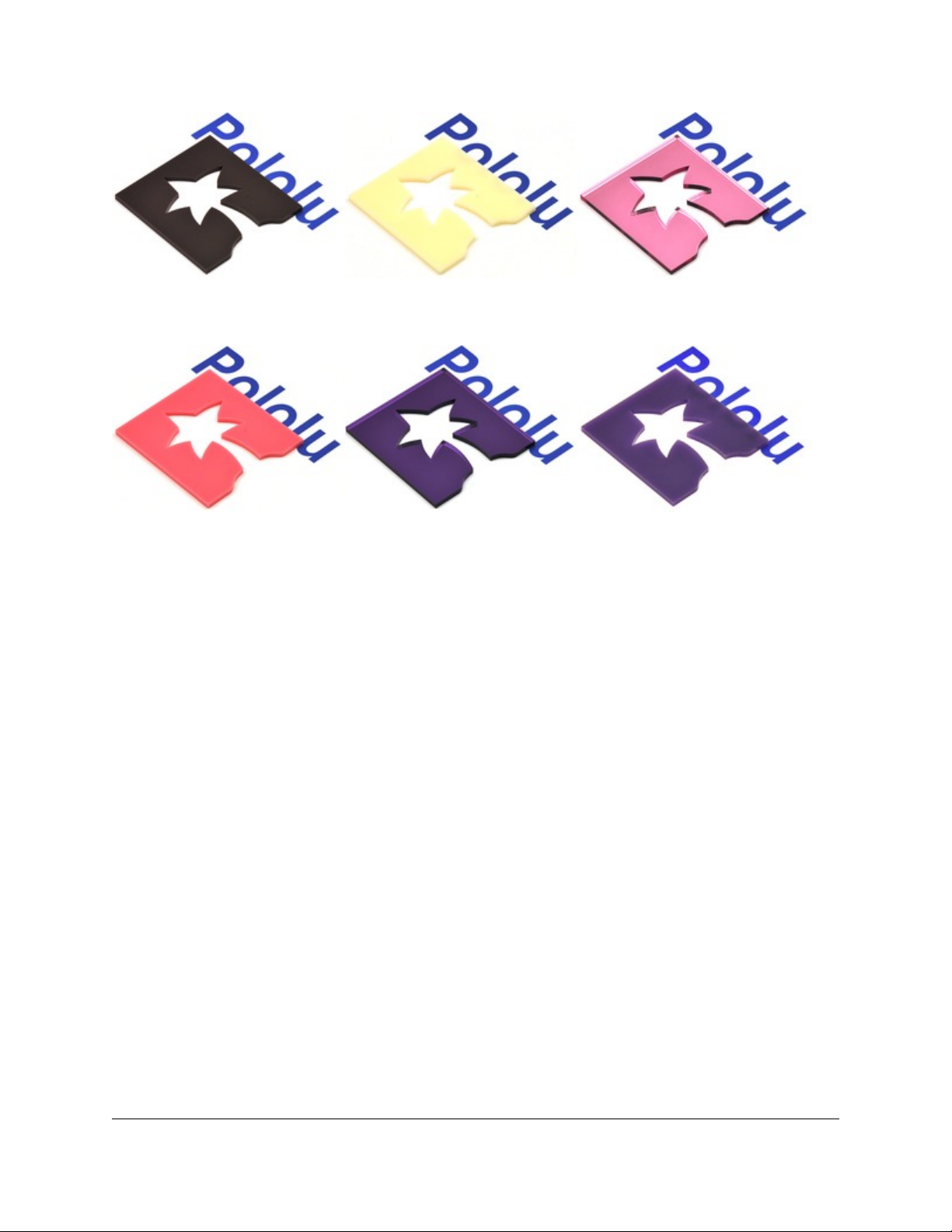
Translucent brown acrylic
#2418.
Translucent pink acrylic #3119. Purple mirrored acrylic. Translucent violet acrylic #2287.
Translucent ivory acrylic #2146. Pink mirrored acrylic.
Two-tone acrylic stocked: We also stock two-tone acrylic with either a black top and white core, or a brushedaluminum top and black core (in both 1/8" and 1/16" thicknesses). You can have other laser-safe two-tone materials
shipped to us from suppliers such as Johnson Plastics [http://www.johnsonplastics.com/].
Special-order acrylic colors available:
• Translucent acrylic in orange, yellow, purple, turquoise, and ivory
• Transparent acrylic in orange, dark blue, and green
• Transparent neon or fluorescent acrylic in red/pink, orange, green, and blue
• Mirrored acrylic in red, yellow, green, blue, purple, and bronze
General information about some plastics
We mainly laser cut the following plastics, for which we have provided some additional information:
Acrylic (PMMA, Plexiglas)
Acrylic, also known as PMMA, is a type of plastic with a variety of brand name manufacturers, including Plexiglas,
Lucite, Acrylite, and Optix. We stock different brands depending on what our suppliers carry. We can cut up to 1"
acrylic. The thicknesses in inches of acrylic is nominal; the actual thicknesses are in millimeters and vary by + or –
10% within the same sheet.
Acrylic is the cheapest plastic to laser cut. It is attractive (it has a glossy surface), comes in a variety of thicknesses
and colors, and the edges of laser-cut acrylic have a “laser-polished” look. Acrylic is somewhat brittle (you have to
be careful not to crack if you want to drill holes after laser cutting; it is better to have us laser-cut all screw holes
and mounting holes). Acrylic parts will crack or chip (especially at sharp corners) if you drop them on a hard surface.
Acrylic usually comes with a paper masking on both sides.
3. Materials for Laser Cutting Page 9 of 29
Page 10

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Acrylic is manufactured in two main ways: via casting or extrusion. Extruded acrylic has a lower melting point than
cast acrylic, so extruded acrylic tends to have a shinier, polished finish when cut. We mainly stock extruded acrylic for
this reason. However, we do stock some cast acrylic since cast acrylic is better for engraving (the engraved portions
of cast acrylic become a milky-white, sand-blasted version of the original color).
Acrylic comes in a variety of thicknesses. It is available in transparent, translucent, and opaque colors, including
neons, fluorescents, and mirrored colors. If we do not stock the thickness or color you need, we can special-order
it for you from our suppliers, or you may have it shipped to us from a supplier such as United States Plastics
[http://www.usplastics.com], or McMaster-Carr [http://www.mcmaster.com/].
Two-tone acrylic (with a thin, top layer that is a different color than the core material) is available for parts that
require high-contrast engraving such as instrumentation panels, signs, and plaques. We stock a few basic colors
(including one with a faux-metal, brushed-aluminum finish on one side); you can get other colors at Johnson Plastics
[http://www.johnsonplastics.com/].
Acrylic is transparent to infrared light (IR), so it is not appropriate for blocking IR (e.g. shielding around IR sensors).
You can glue acrylic together using special acrylic glues such as Weld-On. Please contact your local hardware store
and ask for glues used for acrylic or Plexiglas.
Our customers have made the following types of parts with acrylic:
• robot parts and chassis
• computer case parts
• computer fan grills
• custom jewelry and charms
• custom stencils
• luthier templates and tools
• instrument inlays
• instrument-making tools
• enclosures for electronics
• custom ornaments
• trophies
• custom awards
• custom gifts
• custom trinkets
• custom model railroad parts
• other scale model parts
• custom art pieces
• custom sign lettering and logos
ABS (acrylonitrile butadiene styrene)
ABS comes in black or white, with one side smooth, and the other side textured. The texture is called a “hair cell
texture” and is similar to the texture on the sides of older refrigerators. We have cut up to 1/4" ABS. We can probably
3. Materials for Laser Cutting Page 10 of 29
Page 11

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
cut thicker ABS, but we have not tried. The thickness in inches of ABS is nominal; the actual thicknesses are in
millimeters and vary by + or – 10% within the same sheet.
ABS does not come masked. If you would like us to mask it during cutting, please request this in the special
instructions section of our quote request form. ABS is opaque to infrared light (IR), so it can be used for IR-sensing
applications.
ABS is easy to machine and is not brittle (it will bend quite a bit before it cracks). ABS parts will not crack or break
easily, even if you drop them. Legos, many computer peripherals, and graphing calculator cases are made from ABS.
ABS is less rigid than acrylic, and is somewhat soft. You can glue ABS parts together using sticky, black, ABS glue
available at hardware stores. With ABS, you can design parts that snap together by making tabs with small “hooks”
or “feet” that fit into slots that are slightly smaller than the feet (so they stay hooked in to the slots).
Laser-cut ABS parts tend to smell, so you might have to air them out for a few days and wipe dust and residue from
the edges. Do not attempt to clean ABS parts in your dishwasher (the parts become discolored).
Other customers have made laser-cut encoders, sturdy robot chassis, instrumentation panels, gears, and sprockets
using ABS.
PETG (polyethylene terephthalate glycol)
We only stock PETG in clear. We have cut up to 3/16" PETG; we can probably cut thicker PETG, but we have not
tried. The thickness in inches of PETG is nominal; the actual thicknesses are in millimeters and vary by + or − 10%
within the same sheet.
PETG usually comes with a thin, plastic, film masking on both sides. It is not brittle (it will bend quite a bit before it
cracks), and PETG parts will not crack or break easily, even if you drop them. PETG is less rigid than acrylic, and is
somewhat soft.
Laser-cut PETG parts tend to smell, so you might have to air them out for a few days and wipe off any dust and
residue with warm water.
Other customers have laser cut PETG to make very thin grids/nets for scientific experiments and guards for pinball
machines to protect the pinball parts from the impact of the pinballs.
Delrin (POM, acetal)
Delrin is a very tough, slippery material that resists warping and deforming well. You cannot glue anything to Delrin.
It is more expensive than acrylic, ABS, or PETG. Gears are often made from Delrin. We do not stock Delrin, but
you can order it from McMaster-Carr [http://www.mcmaster.com/] or another supplier and have it drop-shipped to us
directly. Please be sure the material is shipped FLAT (not rolled).
How to supply your own material for laser cutting
If you plan to supply your own material, please mention this in the special instructions section in our quote request
form, and also specify the sheet size of the material you plan to supply. Material sheets must be no larger than
35.5" x 50". If you are raster engraving parts, or if you can only supply a CDR, AI, SVG, or PDF file (not a CAD
file set up for laser cutting), your material must be no larger than 24" x 36". Please send the material to our address as
shown on our contact page.
If you are sending the material yourself, please include a note that has your full name, day-time phone number, quote
number, and email address that you check regularly. The material must be very flat (not bowed, warped, or rolled;
otherwise the laser cannot focus properly).
3. Materials for Laser Cutting Page 11 of 29
Page 12

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
If a material supplier is shipping to us directly, please be sure they include your full name and quote number in the
attention line in the address. If possible, the shipping receipt, label, invoice, or packing list should also include your
day-time phone number. Please instruct the supplier to select the flattest material and ship it flat, not rolled, folded, or
bent.
It is always good to supply extra material just in case something goes wrong with the cutting, and for testing and
calibration purposes, especially if you are sending material we have not cut before. If you would like us to ship excess
material back to you, please let us know in the special instructions section of our quote request form.
3. Materials for Laser Cutting Page 12 of 29
Page 13

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
4. Capabilities and Limitations of Custom Laser Cutting
With our custom laser cutting service, you can create custom, two-dimensional plastic parts suitable for a variety of
projects. We can laser cut almost anything you can draw, including sharp angles, smooth curves, small screw holes,
and complex lace designs, and we can also laser engrave text, logos, and photos onto your parts.
We can…
• Cut up to 1/2" acrylic or wood comfortably, and up to 1" acrylic or wood under special circumstances.
• Cut very thin materials including 0.003" mylar sheets
• Cut stainless steel and spring steel up to 0.060"
• Cut, raster engrave, and vector engrave parts up to 47.5" x 47.5"
• Cut holes as small as the laser beam widths, around 0.01"
• Use a variety of file types including DXF, DWG, CDR, AI, PDF, and SVG.
• Draw parts for you based on a sketch
• Cut just one part or thousands of parts, and anything in between (we do provide price breaks)
Materials
We mainly laser cut custom plastic parts, but we can also make custom wood, rubber, and foam parts, as well as thin
custom metal parts. We stock acrylic, ABS, Delrin®, Mylar, PETG, and styrene in various colors and thicknesses. You
may also send us your own material. Please see our Materials for Laser Cutting section [http://www.pololu.com/docs/
0J24/3] for a complete list of materials we can cut.
We cannot cut glass, polycarbonate (Lexan), carbon fiber, thicker metals, or any material containing chlorine,
including PVC and vinyl. Please see materials we cannot laser cut [http://www.pololu.com/docs/0J24/3#cannot_cut] for a
comprehensive list. If you need a metallic look, we do stock two-tone acrylic-based sheets with a thin, faux-metal top
layer, and you could also consider cutting up to 0.060" stainless or spring steel pieces and adhering them to thicker
backing made of plastic or wood.
Two-dimensional parts
We can only laser cut two-dimensional parts, but you can create three-dimensional designs from flat pieces with tabs
and slots and some glue, brackets, and screws, as shown in these examples:
Calculator Robot Pterosaur Puzzle Sumo Robot
4. Capabilities and Limitations of Custom Laser Cutting Page 13 of 29
Page 14

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
You might try Weld-On acrylic adhesives for gluing acrylic/Plexiglas parts. Hardware stores usually carry thick, black
glue for gluing ABS parts. You must take care when drilling holes in acrylic, which is brittle and tends to crack (it is
better to have us laser-cut small screw holes). ABS, PETG, styrene, and wood are easier to machine by hand.
Laser engraving
We can do two types of laser engraving (also called laser etching): vector
engraving and raster engraving. Engraving depths can range from barely
scratching the surface to almost going through the material; we cannot control
the depths very precisely, but we will try our best to achieve what you need.
In general, laser engraving is suitable for marking material (not for making
deep grooves for mechanical purposes).
• Vector engraving is for etching lines that are the width of the laser beam
(around 0.01"); it is just like laser cutting, but the laser does not cut all the
way through the material. Vector engraving is limited to line art. The blue
pentominoes puzzle piece [http://www.pololu.com/docs/0J24/6.e] example uses
vector engraving to show the puzzle solutions on the pieces.
• Raster engraving is slower and more costly than vector engraving, and is
used for engraving bitmaps (JPG or GIF files of logos, photos, etc.), text,
and filled-in areas of your vector drawing file. Raster engraving is more
flexible; you can engrave thin lines as well as recessed areas. The laser blasts away material one pixel at a time,
similar to the printing process used by inkjet printers. We usually raster engrave at 400 dpi, but we can use lower
resolutions and can also use 600 dpi and 1200 dpi settings.
A pentomino piece, showing
engraved solution.
Issues to consider
• The laser cuts at a slight taper (1-2 degrees) since the
laser beam is shaped like a cone (it gets focused from a
larger spot to a small point). The tapering causes one
side of a laser-cut part (the side facing up during laser
cutting) to be slightly smaller than the other side. The
taper is almost unnoticeable in 1/8" material; the thicker
the material, the more noticeable the taper. When using
laser-cut parts such as wheels or gears, you might need
to position the parts in an alternating pattern so that the
tapers “cancel out”.
• The kerf (the thickness of the laser beam) is about
0.010". Please see our file preparation instructions to
learn how to adjust for the kerf.
• Small circles (usually for screw holes) will not be
perfectly circular. Also, the holes will be conical due to
the slight taper of the laser cut as described above. If
you need the holes to be more circular and cylindrical,
we suggest that you have us laser-cut small starter holes,
which you clean up with a drill.
• Plastic thickness can vary by + or – 10%, so you
cannot count on the thickness to be exact when
designing your parts. If you are designing interlocking
parts with slots and tabs and you are trying to create a
tight fit, keep in mind that you can only control the
dimension being cut by the machine (not the material thickness). You will have to decide whether to design the
The kerf of our laser beams varies from roughly
0.007" to 0.01" which causes hole and part sizes
to vary.
4. Capabilities and Limitations of Custom Laser Cutting Page 14 of 29
Page 15

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
part so that the dimensions you control are slightly too big or too small (so that to achieve a tight fit, you might
have to either sand some parts, or use glue or add some shims).
• The edges of some materials including wood, paper, felt, and cloth, will get charred from the laser. The degree
of charring depends on the material. The back side might show more charring or some scorching (the laser
bounces off of the metal grill on which the material sits and hits the back of the material, leaving scorch marks).
You can mask the material to decrease the charring and scorching on the material surface, but the edges will still
be charred. Most plastics that we cut, including acrylic, PETG, and ABS, do not char.
• Sharp, thin pieces, especially those that taper to a needle-sharp point, might warp from the laser’s heat, or
crack when taken out of the scrap. This is true especially if the width of a piece is the same or less than the
material thickness.
• If you have parts that taper to a thin, sharp point, note that once the two converging lines are closer than
0.01" apart, the laser beam (which is roughly 0.01" in diameter) will eat away any material left between the
two lines. The material at the end of the tip will become paper-thin and brittle and will probably break off in
an unpredictable spot. We would suggest that you round off any acute, sharp corners where the two converging
lines are no less than 0.018" apart.
• The material sits on a metal grid during cutting. When the laser cuts through the material, it hits the metal
grill and bounces back and hits the bottom of the material, causing a small dent or mark. The backs of the parts
will usually have small dents along the cut edges of the part wherever the laser, metal grid, and material meet.
• Many plastics including acrylic and PETG come with a protective masking on both sides. Other plastics, such
as ABS and styrene, do not have any protective masking. The masking helps to decrease denting on the back side
described above, and protects the material surface from any flames or residues that are created during cutting.
If you would like us to mask your material, please request this in the special instructions section of our quote
request form.
To order custom laser cut parts, see information in Section 5 about file setup or proceed to the quote request
form [http://www.pololu.com/laserquote/new].
4. Capabilities and Limitations of Custom Laser Cutting Page 15 of 29
Page 16

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
5. Instructions for Laser Cutting File Setup
We will be adding more tutorials, instructions, and tips
for setting up your laser-cut parts. In the meantime,
please read the following information before sending
us a file for a quote [http://www.pololu.com/laserquote/
new]:
Accepted file types for laser cutting
We use CorelDRAW X6 to draw and laser-cut parts.
We can also use files from a variety of other programs
as long as you can export or save as one of the
following vector-format file types:
• DXF compatible with AutoCAD version 2011 or earlier
• DWG compatible with AutoCAD version 2011 or earlier
• CDR (CorelDRAW)
• AI (Adobe Illustrator)
• EPS (Adobe Illustrator)
• SVG
• PDF
• The file can contain any type of curve or line
Other file types
We might be able to use other vector drawing file formats not listed above; you are welcomed to send a different
file type via the quote request form (if we cannot open it, we will let you know). If in doubt, please send a DXF file
compatible with AutoCAD version 2004 or earlier (most programs let you “Save as” or “Export” to this file type and
have a “Set up” or “Advanced” option to set the AutoCAD version compatibility). If you need us to create a file for
you, please see the topic below about setting up a sketch or mock-up.
Laser cutting file set up instructions
If you would like to create a laser cutting file for your parts using a program such as CorelDRAW, Adobe Illustrator,
TurboCAD, AutoCAD, or Open Office Draw, please set up your files as follows:
• Cut lines – Draw thin, blue lines where you
want the laser to cut; the laser will cut down
the center of your lines. In CorelDRAW, the
lines should be “Hairlines”. In TurboCAD, the
line thickness should be 0. In other programs,
be sure the cut lines are 0.003 inches wide or
less.
• Size reference – Include and label a oneinch square size reference in your file.
• Standard layout areas are listed below. The
parts shown below were laid out in a
11.75" x 23.75" area. Be sure to leave at least 0.05" between adjacent parts in your layout (for materials thicker
than 1/4", adjacent parts should be no closer together than the material thickness). If you need a different layout
5. Instructions for Laser Cutting File Setup Page 16 of 29
Page 17

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
area, we can use any sheet size up to 48" x 48" sheet, in which case the layout must have at least a 1/4" border
all the way around.
◦ 11.75" x 11.75"
◦ 11.75" x 23.75"
◦ 23.75" x 23.75"
◦ 23.75" x 35.25"
◦ 23.75" x 47.75"
• Laying out your own parts – If you would like to lay out your own parts, please include the layout in a
different area in your file (away from the single copies of each unique piece) and label it as your layout. (If you
have many small, unique pieces in your layout, you do not have to separately include a single copy of each part
and state how many of each you need; the layout by itself will suffice.)
• The largest layout area is 47.5" x 47.5".
• CAD files – If you are drawing your parts in CAD, be sure the file is purely two-dimensional.
• Send only one file for each material – The file should include one copy of each unique part with indications
of how many of each you need, and the material from which they should be cut. This information can either be
text in the file, or explained in the special instructions section of the quote request form. Please make sure to
leave enough space around every part so that we can easily select them by dragging a rectangle around them.
• Multiple files – If you must send more than one file for a single design, you may submit them together. Please
clearly explain what you would like us to do with each file in the special instructions section of the quote request
form.
• Choose a unique name for your file – something like “paul_robot_arm.dxf” is much better than
“laser_cut_part.dxf”.
• Line sharing – When setting up a layout that includes line sharing (two parts right next to each other so that
they share a single cut line), please be sure to delete any redundant copies of lines. If you have lines stacked on
top of each other, though you might not be able to see them in your file, the laser cutter will see the paths and
end up cutting twice along the same line, degrading the final part (and possibly causing melting or warping).
• Saving cutouts – If you need the cutouts that fall out from your main parts, please specify this in your file or
in the special instructions field in the quote request form.
• Sharp corners – If you have any sharp corners, you might consider rounding them (called “adding a radius”
to a corner, or “adding a fillet”) so your parts will be less likely to crack around the corners. We can certainly cut
your parts with sharp corners if you prefer.
• Adjust for kerf – You may want to adjust for the kerf (the thickness of the laser beam), which is about 0.01".
(The laser centers itself on the lines you draw and takes off about 0.005" of material from either side of the lines.)
For example, if you would like the hole in your part to have a diameter of roughly 1.0", you should draw a hole
with a diameter of 0.99". If you would like a circular part with a diameter of about 3.0", draw a circle with a
3.01" diameter. (These numbers are approximate and can vary depending on the material and its thickness.) In
CAD programs, this can be achieved using an offset of 0.005".
• Small details should be no smaller than material thickness. For example, if you are cutting a spider web
pattern from 1.5 mm acrylic, the thin pieces of plastic that make up the web must be no thinner than 1.5 mm
wide in your drawings. Note that the laser beam thickness will cause the final piece to have webs that are slightly
less than 1.5 mm wide. We can attempt to cut thinner pieces than this general rule of thumb allows, but the part
will likely warp and be very fragile.
• Text should be converted from a font to line art (often called “breaking apart text to lines or polylines” in
CAD, or “converting text to curves” in other drawing programs). Otherwise, if we do not have the font you are
using, our programs will substitute your font with a different one.
5. Instructions for Laser Cutting File Setup Page 17 of 29
Page 18

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Laser engraving file set up instructions
We can do two types of laser engraving (also called laser etching): vector engraving and raster engraving. Please note
the following when setting up your files for engraving:
• Vector engraved lines should be indicated with
different RGB colors (each color indicating a
different engraving depth) as shown in this file of a
pentominoes puzzle set with vector-engraved
solutions shown in red. Please group all items of the
same color and indicate the approximate engraving
depths that you would like for each color.
• Raster-engraved areas in your file should not
have an thin, black outline around it (otherwise the
laser will cut along that outline). The depth of the
engraving is specified by the gray-scale color of the
pixel (black gets engraved the deepest, gray is
engraved to medium depth, and white is left unengraved). Please specify the depth of the black (deepest) portions of your image and color everything else with
the appropriate grays (50% black will get engraved about half as deep as the black portion). We can rasterengrave parts that are up to 23.5" x 35.5".
• Engraving depths – We can vary the laser speed and power to change the raster engraving and vector
engraving depths. If you just want your engraving to be clearly visible, we recommend that you allow us to select
the appropriate engraving depth (usually very shallow, just scratching the surface of the plastic enough to leave
an attractive, clearly visible engraving). If you must have particular depths, please let us know the rough depth
you would like (for example, "vector engrave red lines to be about 1/16" deep, green lines just enough to be
clearly visible, and raster engrave black areas to be about 1/64" deep). We will try our best to achieve the depths
you specify by playing with the laser speed and power, but note we cannot guarantee any particular accuracy
with engraving depths. Raster and vector engraving are best for making cosmetic markings and are not suitable
for making mechanical grooves and features with precise depths.
• Front or back engraving – We can engrave clear and transparent plastic from the front or back of the material.
When engraving from the back, we will be sure to set up your file correctly (mirror image) so that any text and
all images look correct when viewed from the front. Mirrored acrylic is typically engraved from the back (the
matte gray side) so that when you look at the piece from the front, mirrored side, you can see the engraved areas
that have been etched away in the mirror substrate.
• Text for engraving should be converted from a font to line art (often called “breaking apart text to lines or
polylines” in CAD, or “converting text to curves” in other drawing programs). Be sure to fill the line-art text
black and remove any thin, black outlines that would otherwise get cut.
• Protective masking – We typically remove the paper masking on acrylic when engraving (to avoid gooing up
the engraving with the glues in the masking, and to make peeling the masking easier for you), and we re-mask the
material during cutting (to protect the plastic from residues that are created during cutting). You might consider
requesting that we engrave with the masking left on if you plan to paint the engraved areas a different color (so
that the masking will serve as a mask during painting). If you need a high-contrast engraving, you might consider
using two-tone acrylic (top thin layer is a different color than the core).
• Files with cutting, raster engraving, and vector engraving – We can laser cut, vector engrave, and raster
engrave a part all as a single job. All images, lines, text, etc. to be raster engraved or vector engraved should be
a part of the same file as the cutting file (see the above section about laser cutting file set up for details). You do
not need to split the cutting and engraving among different files.
5. Instructions for Laser Cutting File Setup Page 18 of 29
Page 19

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Programs for drawing laser-cut parts
We use CorelDRAW® Graphics Suite X6 to draw and cut parts. We can also open files from a variety of other
programs (please see our accepted file types above). If you need a program to draw your parts in vector-format, here
are a few free trials or completely free programs to try:
• Open Office Draw: This free vector-graphics drawing software is part of a free office suite, OpenOffice.org
[http://www.openoffice.org/]. You will have to download the entire suite of programs to use Open Office Draw. Please
save files in PDF format.
• Inkscape: This free vector-graphics drawing software is available at www.inkscape.org
[http//www.inkscape.org/]. Please be sure to include a 1" square size reference in your SVG file generated from
Inkscape, as sometimes there are scaling issues when opening SVG files in the software we use.
• CorelDRAW trial version: You can download a free trial of this vector-graphics drawing software (with
capabilities similar to Adobe Illustrator) at www.corel.com [http://www.corel.com/]. Please save your files in CDR
format (default).
• TurboCAD professional trial version: You can download a free trial of this CAD software at
www.turbocad.com [http://www.turbocad.com/]. Please save your file as a DXF (compatible with AutoCAD
version 2004 or earlier). You can access this option in TurboCAD in the “Save As” window under a “Setup”
button or tab. Please see accepted file types above to learn about certain restrictions on the file for larger parts.
Setting up a sketch or mock-up (if we are drawing your parts for you)
To laser cut parts, we will need one of the accepted file types listed above. If you would like us to draw your parts
on the computer for you, you will need to prepare a mock-up file of your parts or a file with a written description
communicating the parts you need. The file can be any file type that we can read, such as a text file with a written
description, a scan of a hand sketch (JPG, GIF, BMP, PDF), a mock-up in Word, Paint, or Excel, etc.
To request a quote that includes file creation, please submit your file in the quote request form and mention that you
need us to draw your parts in the special instructions field. File creation costs are listed at our laser cutting pricing
page.
Please follow these guidelines when
preparing your mock-up file:
• Written descriptions should include
all sizes of parts, quantities required,
and material types and colors for each
part. For example:
5. Instructions for Laser Cutting File Setup Page 19 of 29
Page 20

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
QuantityMaterial Description
2
8
10
1/8" clear
acrylic
1/16"
black
ABS
1/16"
white
Delrin
• If you are drawing a sketch by hand, please scan your drawing and send the resulting JPG, GIF, BMP, or PDF
file. Kinko’s, Office Max, Office Depot, or any copy shop should be able to make a scan for you.
• Mock-ups and scans should include all relevant dimensions (be sure to indicate the units of measure you are
using). Please try as much as possible to make your drawings close to scale.
• When showing the location of a hole, please specify the distances from the hole’s center to the nearby edges
of the part.
• Include the quantity required for each part.
• Include the material type, thickness, color, and supplier for each part. You can see the materials we stock at
our materials page. If you will be supplying the material, please specify the sheet size you will be sending.
• If you need to send more than one file, please zip the files.
Circle diameter 3"
5" x 5" square with four 1/8"-diamter mounting holes in the corners (center of mounting holes
should be 1/2" away from the corners of the square)
Circle diameter 10" with 1/4" center hole, will supply the Delrin in 12" x 12" sheets, will ship a
few extra sheets just in case, material will be coming from McMaster-Carr
To order custom laser cut parts, proceed to the quote request form [http://www.pololu.com/laserquote/new].
5. Instructions for Laser Cutting File Setup Page 20 of 29
Page 21

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
6. Examples of Custom Laser-Cut Parts
We can cut almost any two-dimensional part that you can draw. We have made many types of custom laser-cut parts,
including:
• custom jewelry and charms
• custom robot parts
• custom stencils
• encoder wheels
• custom computer case parts
• custom computer fan grills
• custom instrumentation panels
• luthier templates and tools
• instrument inlays
• instrument-making tools
• custom enclosures
Browse the following sections to see some examples of laser cutting projects.
• custom sign lettering and logos
• custom ornaments
• custom trophies
• custom awards
• custom gifts
• custom trinkets
• custom gaskets
• custom art pieces
• custom radio control airplane parts from Depron
foam or balsa wood
• custom model railroad parts
• other scale model parts
6.a. Laser Cutting Example: Robot Chassis Parts
6. Examples of Custom Laser-Cut Parts Page 21 of 29
Page 22

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
This custom laser-cut chassis is designed to work with
a pair of GM7 Gearmotors
[http://www.pololu.com/product/183] and our laser-cut
wheels [http://www.pololu.com/product/360]. The cutting
work consists of two 3.0" x 2.4" acrylic plates that
sandwich the two gearmotors. Cross-shaped cutouts on
both plates accommodate plastic tabs on the
gearmotors to lock them into place securely. The
bottom plate has a large hole for press-fitting a plastic
ball caster, and the top plate has a rectangular hole for
holding a battery pack. Various small holes for holding
the plates together and attaching a printed circuit board
are included.
The drawings for the two plates are shown below, followed by a cost breakdown.
Pricing
FOUR sets of 1/8" yellow acrylic parts for the minimum order: $25.00
6.b. Laser Cutting Example: Architectural Ornament Created from a Photograph
Our custom laser-cutting service is not just for robot enthusiasts; it can be for anybody with a creative project
requiring custom parts! This custom ornament was laser cut from red oak and was designed to be used as an applique
for a door. The customer provided us a photograph of a similar pattern, which we referenced to draw this design on the
computer to create a file suitable for laser cutting. The decoration was cut from 1/4" red oak and is 5.5" in diameter.
6. Examples of Custom Laser-Cut Parts Page 22 of 29
Page 23

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Once we have laser cutting file, we can easily re-use the same file to cut a smaller or larger version of the part — we
could cut the same design to be as wide as 35".
The intricate design, geometric nature, and small size
of the piece would make it difficult to cut by hand but
is no problem for the laser cutter. In fact, the laser
cutter can cut any scroll saw pattern and produces
beautiful fretwork from various woods and plastics. As
you can see in the pictures, the laser cutting process
chars the cutting edges in wood, which can be
attractive in many applications. To remove charring
you can sand and polish the edges to restore the natural
wood color.
The intricacy of this ornament and the relatively thick
material (1/4") makes for a higher cutting cost per
piece, but if you were to order multiple units, you
could take advantage of discounted cutting rates for
longer jobs.
Close-up of the ornament.
If you want to design a similar decoration, you can use our laser cutting service to create your own custom appliques
to adorn your study, mantle, front door, or even your entire home to create a unique, attractive living environment.
Pricing
- One-time laser cutting file creation fee (since customer could only provide a photograph): $35.00
- ONE of this custom architectural ornament shipped to you for: $30.95
- TWO of this ornament shipped to you for: $39.95
6.c. Laser Cutting Example: Giant 3-D Pterosaur Puzzle
Continuing with our non-robot examples, we made this custom laser-cut pterosaur puzzle as an example of how you
can use two-dimensional pieces to build a three-dimensional part — in this case, the skeleton of a flying dinosaur!
6. Examples of Custom Laser-Cut Parts Page 23 of 29
Page 24

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
As you can see from the picture to the right, the
assembled pterosaur has a whopping 4-foot wingspan.
It is comprised of 21 two-dimensional pieces laser cut
from 1/8" acrylic. Each piece of the puzzle has slots for
connecting to other pieces; all the parts fit snugly so
the pterosaur stays intact. Mounting holes in the head
and spine are available for hanging the completed 3-D
dinosaur puzzle from the ceiling.
The size and quantity of parts for this dinosaur puzzle
makes it a longer cutting job, but we offer discounted
rates for such jobs to help keep your costs down.
This puzzle design was based on a small, wooden
dinosaur puzzle available at many hobby shops; below
is the drawing we created to cut some of the parts for
our puzzle. If you would like to design a similar dinosaur puzzle as a unique gift or a fun decoration for your living
room, you can use our laser cutting service to create your own giant 3-D dinosaur puzzle, or anything else you can
think of – if you can draw it, we can cut it!
Pricing
CAD drawing for the dinosaur puzzle.
Cutting cost: $68.00
Material cost for 5 sq. ft. of 1/8" transparent gray acrylic $20.00
This custom 3-D petrosaur puzzle shipped for: $88.00
6. Examples of Custom Laser-Cut Parts Page 24 of 29
Page 25

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
6.d. Laser Cutting Example: Servo-Driven Sumo Robot
This custom sumo robot chassis is propelled by two radio-control hobby servos modified for continuous rotation.
The five laser-cut components consist of top and bottom panels, two identical side panels that hold the servos, and a
front shovel panel (see drawing below). The top, bottom, and side panels are attached by bolts and standoffs, and the
interlocking front panel is held in place with nylon cable ties. All the pieces were cut from 1/8" acrylic, and the top
and bottom panels are about 3.25" x 2.25".
This particular design was initially built with a BEAM circuit controlling the servos, but you could also control such
a robot with a microcontroller-based robot controller [http://www.pololu.com/category/8/robot-controllers].
If you want to design a similar robot, you can use our laser cutting service to build your own custom sumo robot for
less cost than most pre-made kits. For a tougher version of the robot that can take more abuse, you could also have
us cut the components out of ABS. The cutting cost would be about 60% more, and you wouldn’t have as many color
choices, but your robot would be almost indestructible!
Pricing
CAD drawing for the laser-cut sumo robot.
TWO SETS of these custom sumo robot parts $25
6. Examples of Custom Laser-Cut Parts Page 25 of 29
Page 26

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
6.e. Laser Cutting Example: Pentominoes Puzzle With Engraved Solutions
Laser cutting is a perfect process for making your own custom brain teasers
and puzzles that involve tessellations (mosaics or tilings that cover a plane
without gaps). For this example, we made a pentominoes puzzle out of
transparent blue acrylic. Pentominoes are polyominoes with five squares; the
pieces that fall down in the original Tetris game are tetrominoes, or
polyominoes with four squares. There is only one domino.
The pentominoes puzzle consists of all twelve possible pentominoes. These
twelve pieces can be assembled into a 6 square x 10 square rectangle in
thousands of different ways, yet it is surprisingly difficult to find even a
single solution! There are many other games you can play with a set of
pentominoes – just do a search for “pentominoes” [http://www.google.com/
search?hl=en&ie=UTF-8&oe=UTF-8&q=pentominoes].
A pentomino piece, showing
engraved solution.
One of the properties of pentominoes is that each pentomino can be made,
three times bigger, out of nine of the other pentominoes. We added a novel touch to our pentominoes set by engraving
the nine-piece solutions into each piece.
An engraving is just a cut that does not go all the way through. In the drawing below, all of the black lines are cut all
the way through, but the red lines are cut with five times less power (a process called vector engraving). A picture can
also be engraved (using a different process called raster engraving), so you could customize a pentominoes set with a
company logo or a personal message.
Of course, we can laser cut any 2-D puzzle you can draw. You can extend the pentominoes idea and make hexominoes
or even higher order polyominoes, you can make custom tangrams, or you can prototype the next great puzzle that
everyone will want to solve!
6. Examples of Custom Laser-Cut Parts Page 26 of 29
Page 27

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
CAD drawing for the laser-cut pentominoes puzzle.
In this case, it is helpful for you to lay out your own
parts.
One-time laser cutting file creation fee (since customer could only provide a photograph): $35.00
ONE of this custom architectural ornament shipped to you for: $25.00
TWO of this ornament for: $34.00
6.f. Laser Cutting Example: Calculator Robot Chassis
Norland Research [http://www.smallrobot.com/] manufactures a robot based on a graphing calculator, which has a
chassis that is a good example of what can be made with a laser cutter. The dimensions of this chassis are designed
to fit a Texas Instruments graphing calculator on the top level and the electronics, batteries, and servos on the bottom
level. A similar design could be used for any basic robot.
This custom, two-level chassis is propelled by two radio-control
hobby servos modified for continuous rotation. The chassis uses
our plastic ball caster [http://www.pololu.com/product/174] as a third
contact point. There are eleven laser-cut parts, with eight
different shapes; all parts are made of 1/8" acrylic (plexiglass),
except for a 1/4" spacer also made of acrylic. The pieces
interlock tightly enough that the chassis (barely) holds together
on its own; in this particular design, the parts are glued together.
A similar design could instead use a few screws or bolts should
the possibility of disassembly be desirable. The design has since
been changed to an ABS chassis that uses a “snap together”
design with tabs with small feet that snap into a smaller slot.
(This would not be possible using acrylic since acrylic is brittle.)
6. Examples of Custom Laser-Cut Parts Page 27 of 29
Page 28

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Pricing
CAD drawing of the calculator robot chassis.
One set (minimum order applies): $25.00
Two sets (discounted cutting rate for longer cutting time): $35.00
6.g. Laser Cutting Example: Acrylic Cat Logo
This custom laser-cut logo for Anna started as a pencil sketch on a cocktail napkin. To laser-cut any design, we need a
vector-format drawing file. We can draw the part on the computer for you, or you can draw it yourself using a vector
drawing or CAD program (CorelDRAW, Adobe Illustrator, TurboCAD, etc.).
The smaller cat is around 2.3" x 3" and was cut from 1/8" transparent gray acrylic; the larger cat was created from the
same file but enlarged to 9" x 11.5", and it was cut from 1/4" black acrylic. Vector-format drawings can be resized to
the size you need (unlike bitmaps, you do not get “jagged edges” when you resize vector drawings), and we can cut
parts up to 49.5" x 35", so this kitty could be made as large as 35" x 45"!
6. Examples of Custom Laser-Cut Parts Page 28 of 29
Page 29

Custom Laser Cutting Guide © 2001–2014 Pololu Corporation
Laser cutting is a great way to make unique, personal gifts, or even works of art. If you have a creative design but it
is only on paper, we can help you take your idea from sketch to fabrication.
Pricing
Scanned sketch used to create the logo.
ONE piece out of 1/4" black acrylic: $31.00
One-time laser cutting file creation fee (since customer could only provide a sketch): $38.00
6. Examples of Custom Laser-Cut Parts Page 29 of 29
 Loading...
Loading...