

PLASMET EDYCJA 22 User Manual
Edycja 22
PRESS BRAKE TOOLING
NARZĘDZIA DO PRAS KRAWĘDZIOWYCH


CATALOGUE OF PRODUCTS
EDITION 22
KATALOG PRODUKTÓW
EDYCJA 22

P. P. M. i U. PLASMET Sp. z o.o.
ul. M. Konopnickiej 25
37-700 Przemyśl
www.plasmet.net
biuro@plasmet.net
tel. + 48 16 678 45 29
fax + 48 16 678 45 20 wew. 40
PREZES
Krzysztof Kogut
k.kogut@plasmet.net
kom. + 48 607 332 996
DYREKTOR PRODUKCJI
Przemysław Strzępek
ps@plasmet.net
kom. + 48 665 360542
DYREKTOR HANDLOWY
Jacek Lichota
j.lichota@plasmet.net
kom. + 48 537 277 737
TECHNOLOG
Bernadeta Strzępek
bs@plasmet.net
kom. + 48 530 861 069
Grzegorz Pezda
grzegorz@plasmet.net
kom. + 48 690 016 119
Przemysław Padło
p.padlo@plasmet.net
kom. +48 791564 641
DZIAŁ MARKETINGU
Artur Kryński
a.krynski@plasmet.net
kom. + 48 693 299 112
Joanna Dobrucka
j.dobrucka@plasmet.net
kom. + 48 531 959 500

CONTENT | SPIS TREŚCI
OUR COMPANY | O FIRMIE 5
GENERAL INFORMATION | INFORMACJE OGÓLNE 6
standard tools TYPE ”A“ | narzędzia standardowe TYPU „A” 6
standard tools TYPE ”T“ | narzędzia standardowe TYPU „T” 6
standard tools TYPE ”W“ | narzędzia standardowe TYPU „W” 7
standard tools TYPE ”B“ | narzędzia standardowe TYPU „B” 7
standard tools TYPE ”L“ | narzędzia standardowe TYPU „L” 8
punch mounting edge | rodzaje uchwytów stempli 8
horns for TYPE "A" punches | stopy stempli TYPU "A" 9
horns for TYPE "L" punches | stopy stempli TYPU "L" 9
horns for TYPE "T" punches | stopy stempli TYPU "T" 9
horns for TYPE "B" punches | stopy stempli TYPU "B" 9
horns for TYPE "W" punches | stopy stempli TYPU "W" 9
tool ordering code | sposób zamawiania 10
special tools | narzędzia specjalne 10
additional information | oznaczenia symboli 10
TYPE ”A“ PUNCHES | STEMPLE TYPU „A” 11
attening tools
example of use S 2033 and M 3000 | przykład zastosowania S 2033 i M 3000 21
| zestaw do zagniatania 21
MAGNETIC SQUARING ARM | MAGNETYCZNY USTAWIAK KĄTA GIĘCIA 20
RADIUS PUNCHES | STEMPLE PROMIENIOWE 21
assembly | sposób mocowania 21
for inserts R 7 – R 50 | dla wkładek R 7 – R 50 22
for inserts R 3 – R 6.5 | dla wkładek R 3 – R 6.5 23
z shape tool | zestaw do z 23
MECHANICAL ADAPTORS FOR PUNCHES | ŁĄCZNIKI MECHANICZNE STEMPLI 24
joiners | adaptersy 24
clamping washers | podkładki mocujące (klamry) 24
type ”T“ adaptor | adapter typu „T” 25
system changing adaptors | adaptery międzysystemowe 25
TEDA adapters for quick installation of tools | adaptery do szybkiego montażu narzędzi TEDA 25
TYPE ”A“ DIES | MATRYCE TYPU „A” 26
multiple vee dies | matryce wielorowkowe 26
with groove | rowkowe 27
1V dies | matryce 1V 28
bolt fastened | mocowane śrubami 31
dies with base H = 80 mm | matryce z podstawą H = 80 mm 32
CONTENT | SPIS TREŚCI
dies with base H = 120 mm | matryce z podstawą H = 120 mm 34
insert dies | matryce wkładkowe 37
attening dies | matryce do zagniatania 39
dies with plastic inserts | matryce z wkładkami plastikowymi 40
TYPE ”T“ PUNCHES | STEMPLE TYPU „T” 42
insert punch | stempel z wkładką 45
radius punch | stempel promieniowy 45
RADIUS INSERTS | WKŁADKI PROMIENIOWE 46
attening tools | zestaw do zagniatania 46
TYPE ”T“ DIES 100 MM | MATRYCE TYPU „T” 100 MM 47
TYPE ”T“ DIES | MATRYCE TYPU „T” 48
dies with plastic inserts | matryce z wkładkami poliamidowymi 48
attening inserts | wkładki do zapłaszczania 48
TYPE ”W“ PUNCHES | STEMPLE TYPU „W” 49
TYPE ”W“ DIES 55 MM | MATRYCE TYPU „W” 55 MM 50
TYPE ”B“ PUNCHES | STEMPLE TYPU „B” 52
TYPE ”L“ PUNCHES | STEMPLE TYPU „L” 55
TYPE ”L“ DIES 90 MM | MATRYCE TYPU „L” 90 MM 63
TYPE ”L“ DIES 130 MM | MATRYCE TYPU „L” 130 MM 64
TYPE “L” DIES | MATRYCE TYPU „L” 65
attening dies | matryce do zagniatania 65
example of use | przykład zastosowania 65
ROLLA-V DIES | MATRYCE ROLLA-V 66
dies with movable inserts | matryce z ruchomymi wkładkami 66
DIE HOLDERS | MOCOWANIA MATRYC 68
COMPOUND DIES | MATRYCE SKŁADANE 70
ROLL DIES | MATRYCE ROLKOWE 71
example | przykład 71
SPECIAL TOOLING | NARZĘDZIA SPECJALNE 72
special tooling examples | przykłady narzędzi specjalnych 72
BOX – CLOSING PUNCH | STEMPEL DO ZAMYKANIA PUDEŁEK 73
PROTECTIVE TAPE | TAŚMA OCHRONNA 73
OTHER PRODUCTS | POZOSTAŁE PRODUKTY 74
shear blades | noże do gilotyn 74
TEDA adapters | adaptery TEDA 75
PRESSURE TABLE | TABELA DOBORU SIŁ 76

OUR COMPANY | O FIRMIE
Dear customers,
we present to you catalogue of press brake tools and
shear knives produced by P.P.M. i U. Plasmet.
The content of this catalogue are standard tools availa-
ble from stock. Produced from high quality steel, they
are all ground and induction hardened and we guaran-
tee full exchangeability of unused tools.
All tools in the catalogue can also be made from 1.2312
steel 30 HRc in the body and induction hardened to 55-
60 HRc. It is particularily advisable for tools working on
hard, plasma or laser cut sheets.
As well as those in the catalogue, we are able to deliver
special tools for all types of press brakes also tools desi-
gned by you.
Szanowni Klienci,
przedstawiamy katalog narzędzi do pras krawędziowych inoży do nożyc gilotynowych produkowanych
przez P.P.M.i U. Plasmet.
Zawarta wnim oferta to narzędzia standardowe, dostępne z magazynu. Są to narzędzia produkowane
ze stali narzędziowej najwyższej jakości, szlifowane
i hartowane indukcyjnie. Gwarantujemy pełną zamienność narzędzi.
Wszystkie narzędzia prezentowane wkatalogu mogą
być również wykonane ze stali 1.2312, ulepszonej do
30 HRc i zahartowanej indukcyjnie na krawędziach
pracujących do 55-60 HRc. Jest to szczególnie korzystne dla narzędzi pracujących na blachach twardych, zkrawędziami ciętymi laserem.
We can help in choosing the right tools for the job, and
make tools according to the nal product with the assist
of computer design.
Apart from production of new tools we can o er altera-
tion and regrinding of used tools.
Since 2013 we can o er tools which are laser hardened,
and also renovation of tools can be connected with
laser hardening.
Poza narzędziami standardowymi oferujemy narzędzia do różnych typów pras krawędziowych, katalogowe lub specjalne, wykonane ze stali wysokostopowych.
Jesteśmy wstanie, przy pomocy programu komputerowego, pomóc wdoborze narzędzi do pro lu końcowego. Oprócz wykonywania narzędzi proponujemy
także przeróbki iregenerację narzędzi używanych.
Od 2013 roku oferujemy również narzędzia hartowane laserowo oraz renowacje narzędzi używanych
w połączeniu z ponownym hartowaniem laserem.
5
GENERAL INFORMATION | INFORMACJE OGÓLNE
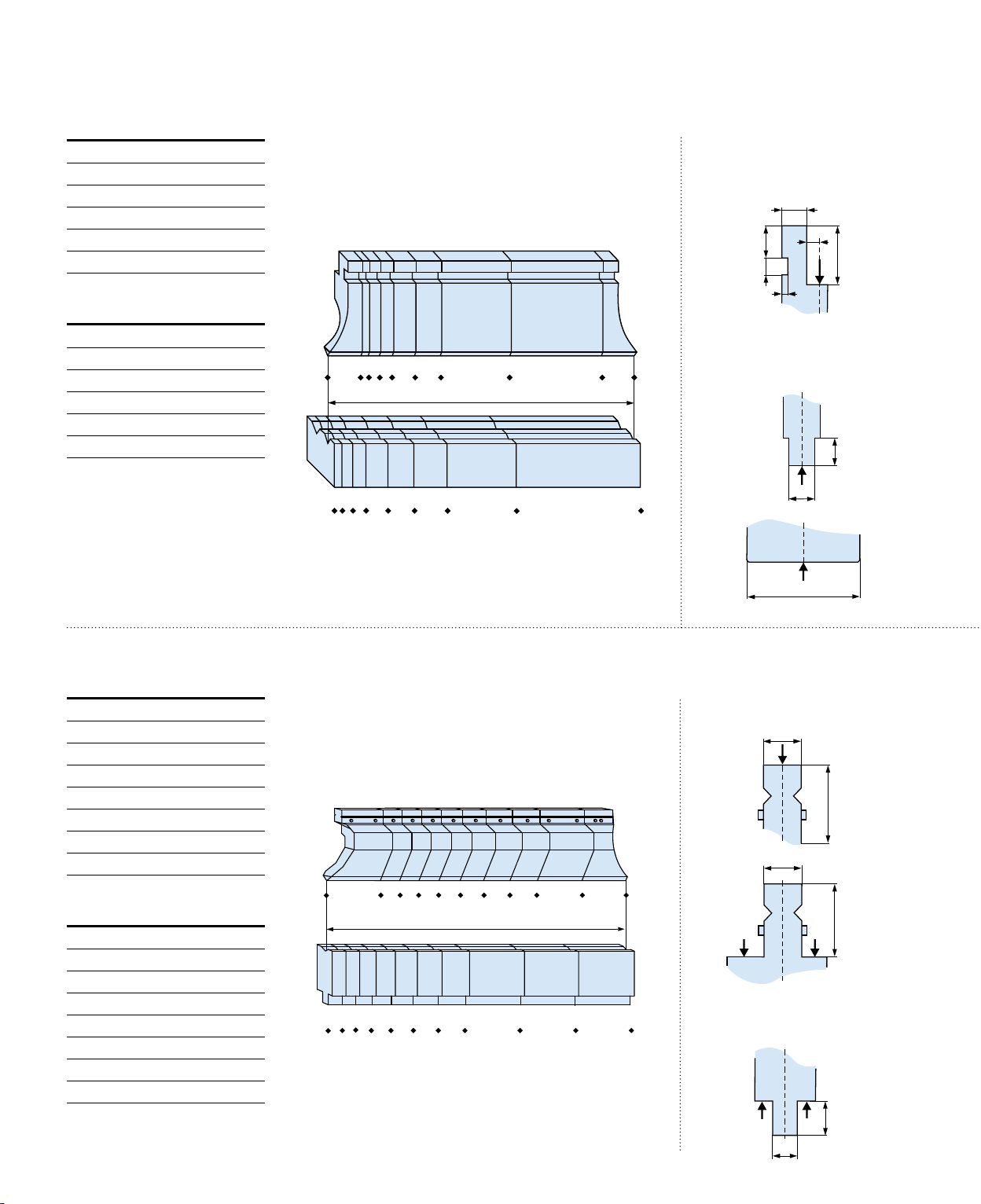
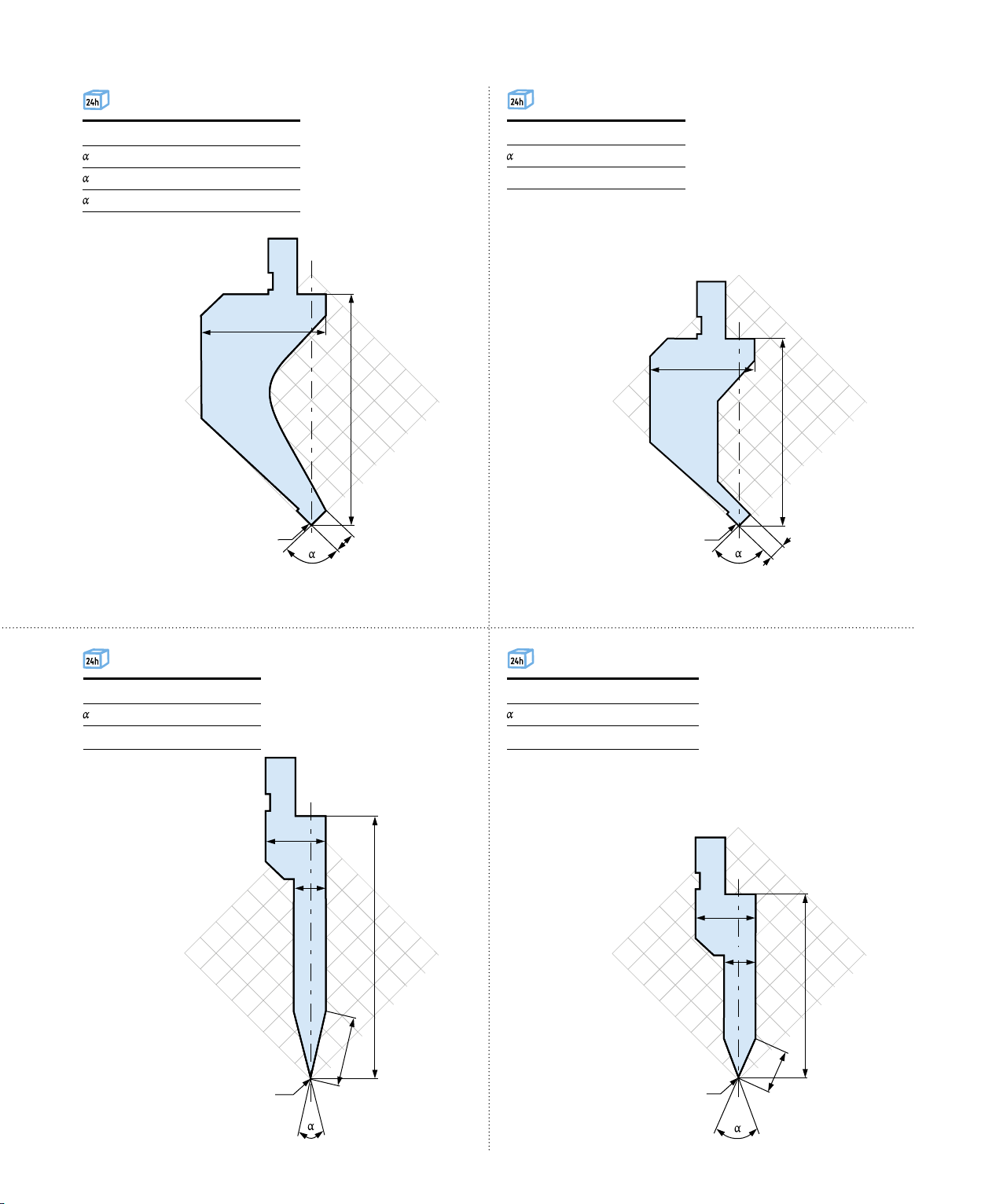
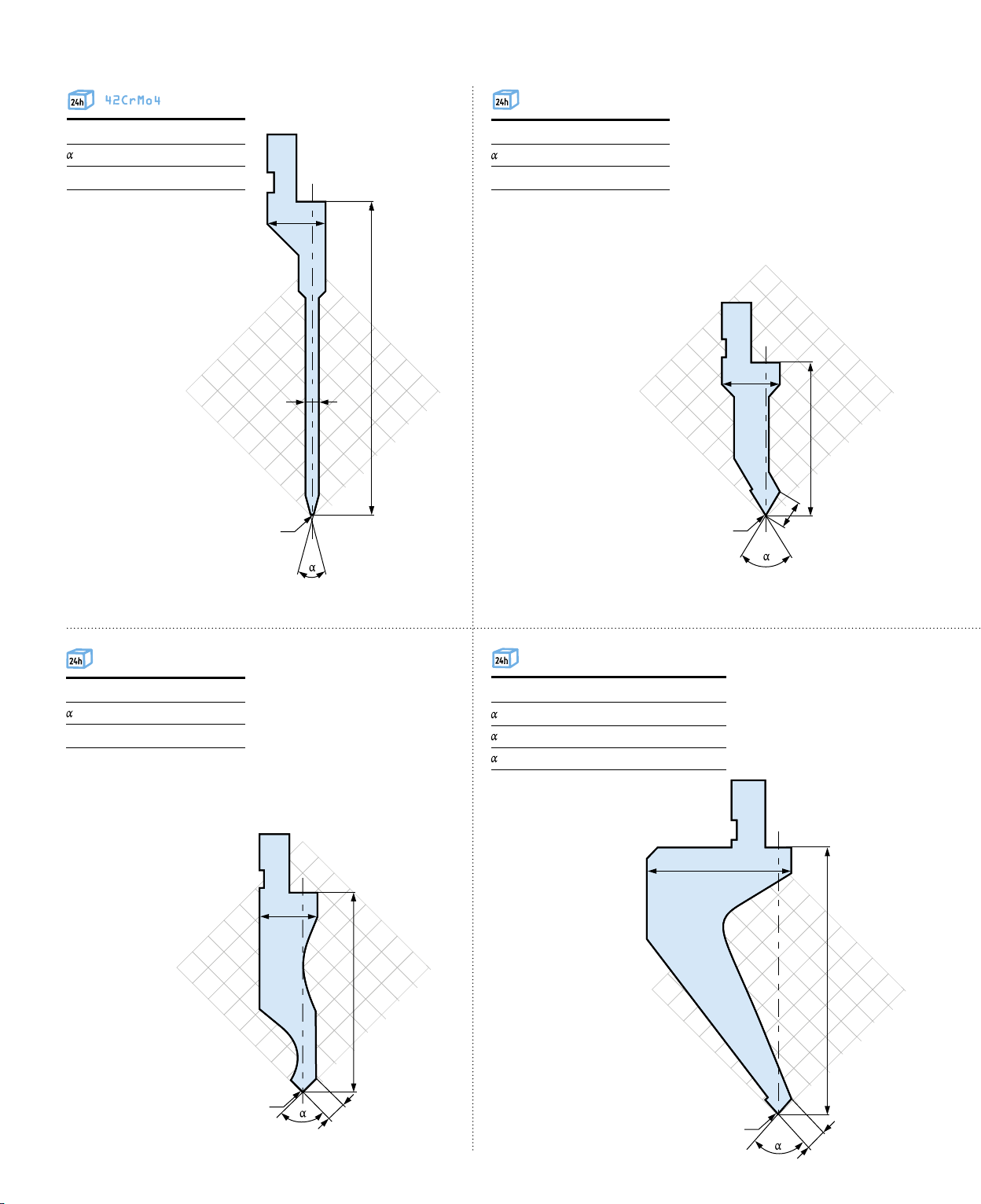
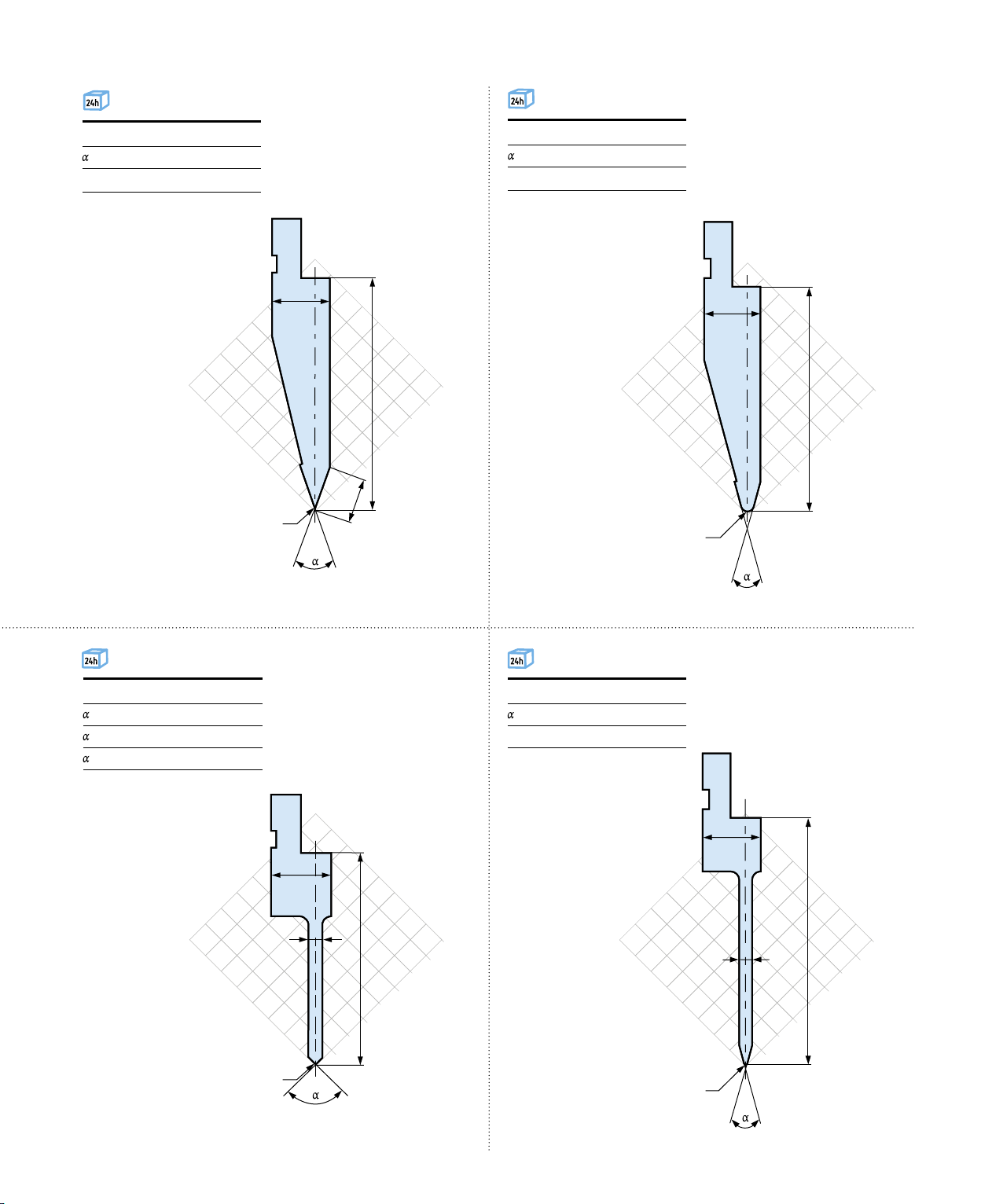
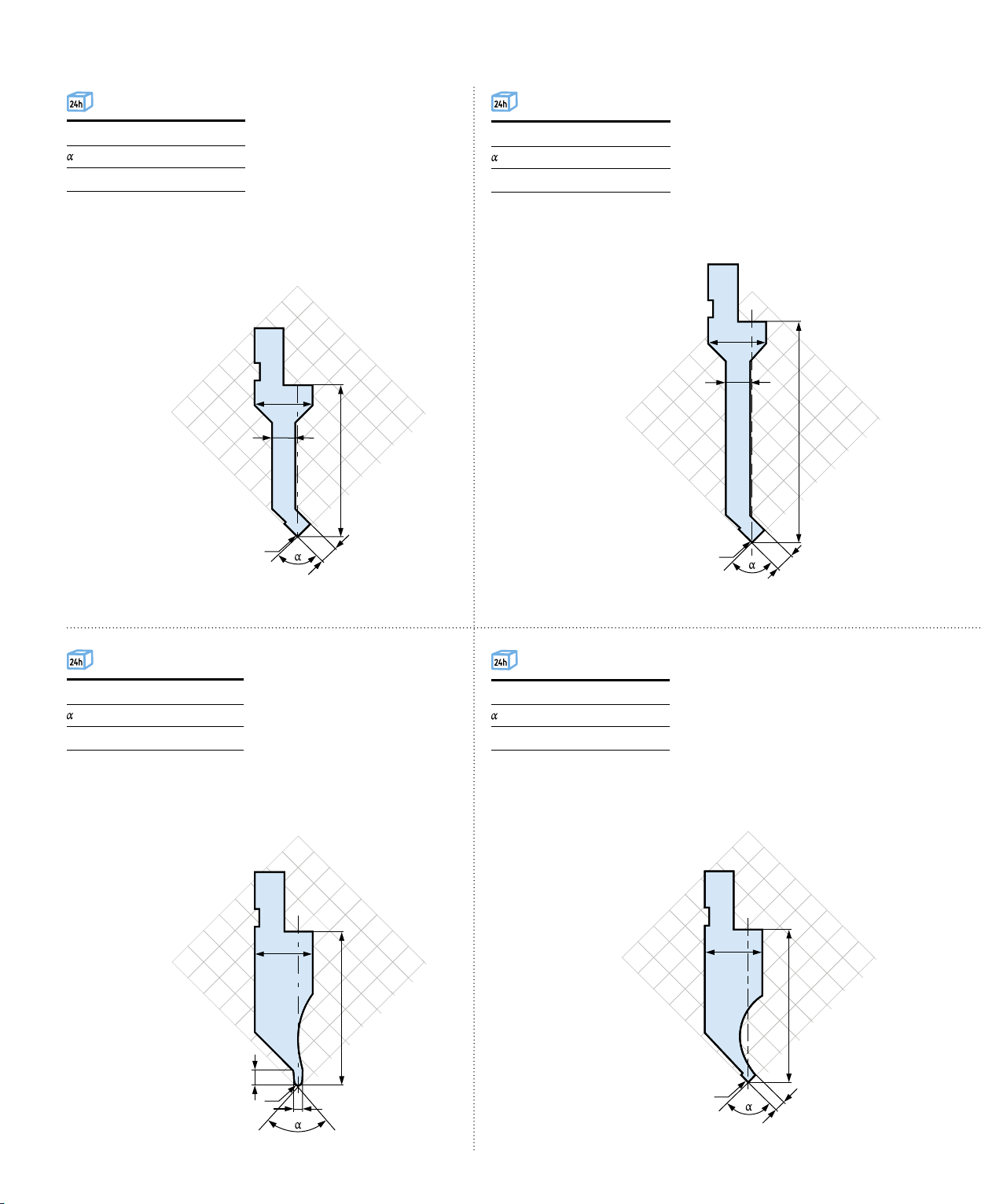
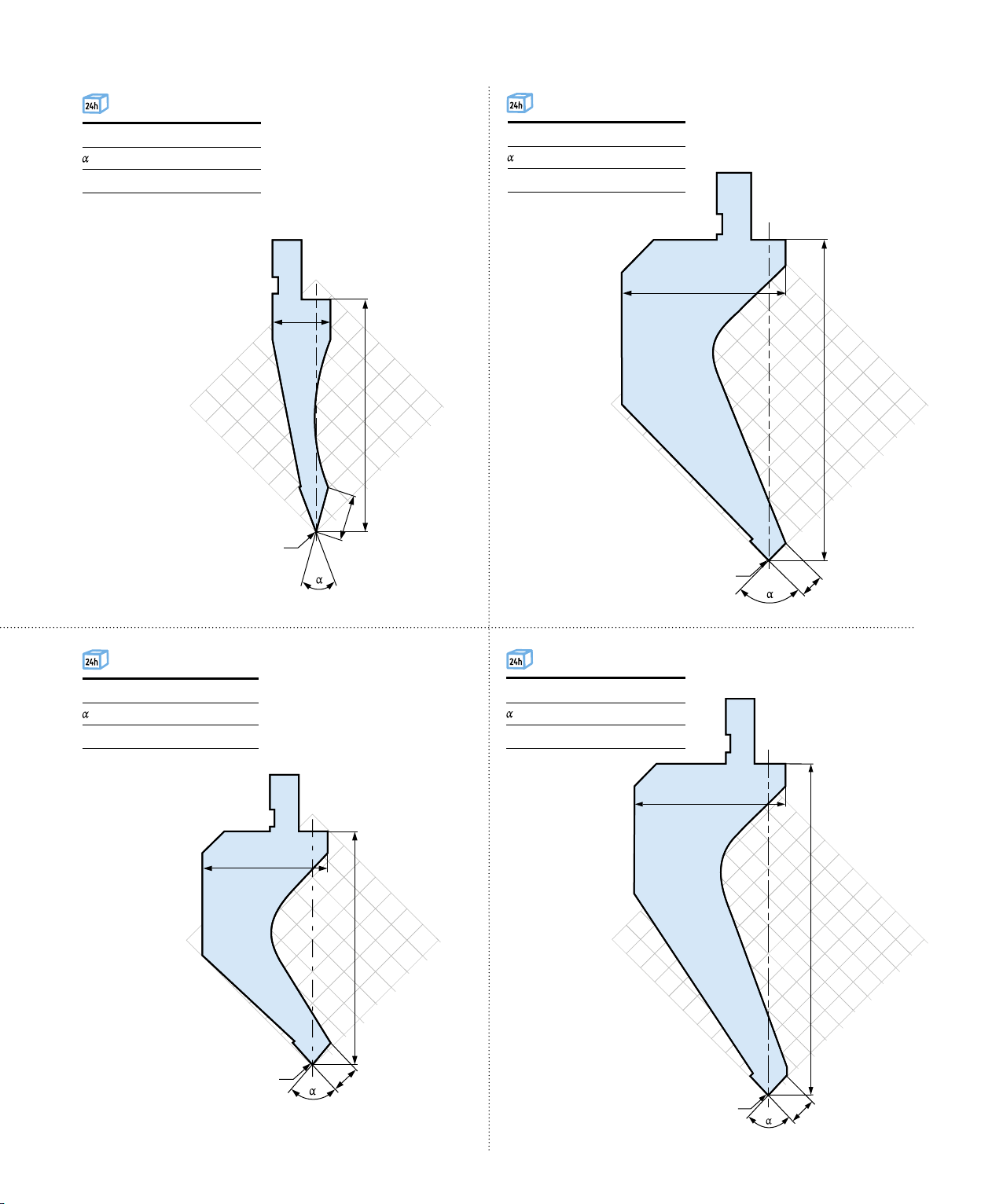
standard tools TYPE ”A“ | narzędzia standardowe TYPU „A”
Material
C45, 40HM, 42CrMo4 and 1.2312
Working edge hardened
55 ±2 HRc
Standard lengths
415 mm, 835 mm, 835 mm segmented
Materiał
C45, 40HM, 42CrMo4 oraz 1.2312
Część robocza hartowana
55 ±2 HRc
Długość standardowa
415 mm, 835 mm, 835 mm segmentowa
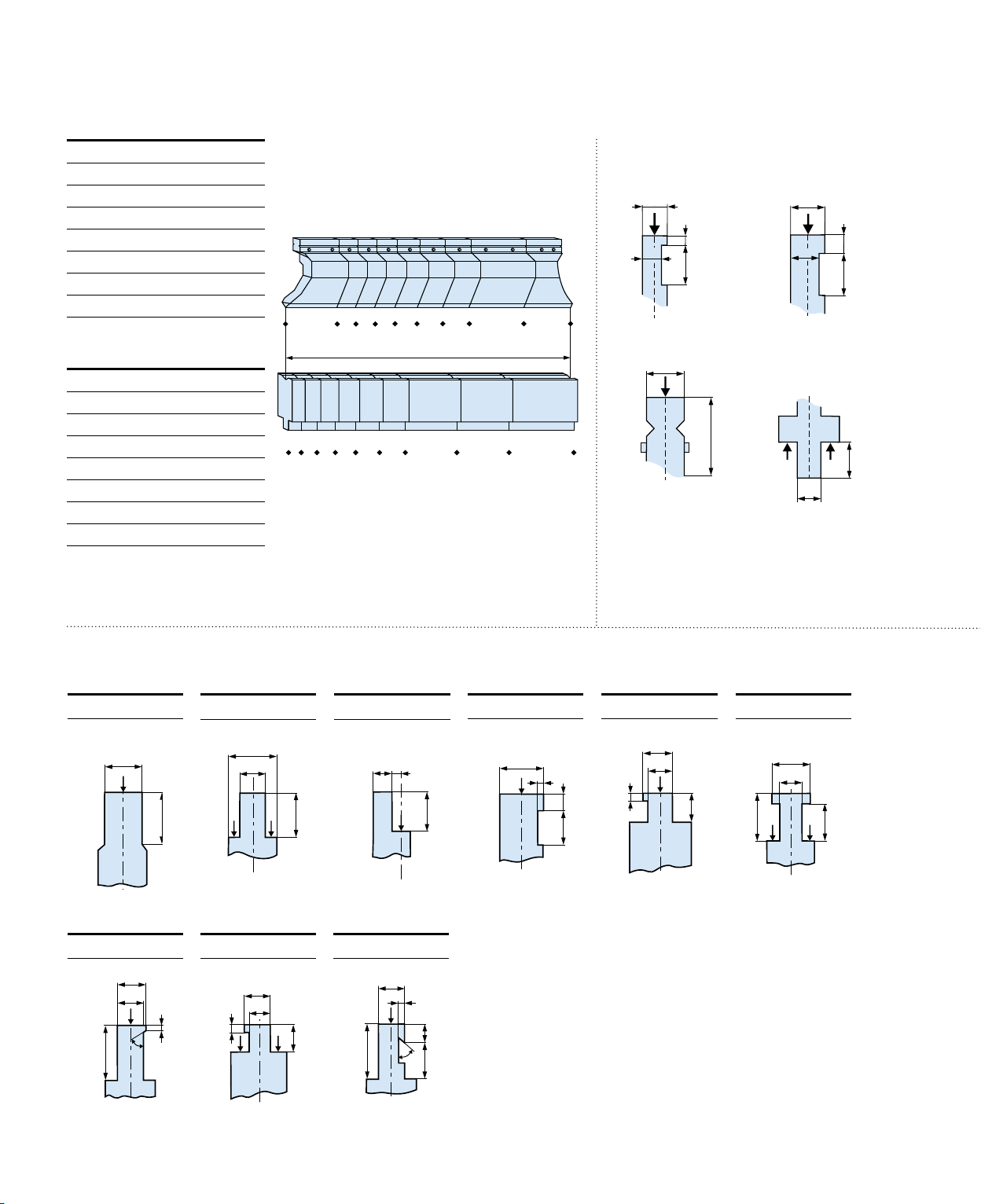
Sectionalized tool TYPE “A”.
Schemat narzędzia segmentowego TYPU „A”.
100 15 20 40 50 200 100
835
10 15 20 40 50
100
200
Punch mounting edge.
Uchwyt stempla.
13
7
17
9
3
30
Die mounting edge.
30010
400
Uchwyt matrycy.
15
14
60
standard tools TYPE ”T” | narzędzia standardowe TYPU „T”
Material
C45, 42CrMo4 or 1.2312
Thermal enhancement to*
30 ±2 HRc (950 – 1100 MPa)
Working edge hardened
55 ±2 HRc (1500 – 1600 MPa)
Length
500, 550 mm segmented
* applies to 1.2312
Materiał
C45, 40HM lub 1.2312
Ulepszenie cieplne*
30 ±2 HRc (950 – 1100 MPa)
Część robocza hartowana
55 ±2 HRc (1500 – 1600 MPa)
Długość
500, 550 mm segmentowa
* dotyczy 1.2312
Sectionalized tool TYPE “T”.
Schemat narzędzia segmentowego TYPU „T”.
25 25 30 35 40 45 50 100
100
550
25 25 30 35 40 45 50 100
Vec size “T” measured between radiuses.
Szerokość matrycy „T” mierzona od początk promieni.
100 100
Punch mounting edge.
Uchwyt stempla.
20
40.5
20
100
36
Die mounting edge.
Uchwyt matryc.
20
13
6
GENERAL INFORMATION | INFORMACJE OGÓLNE
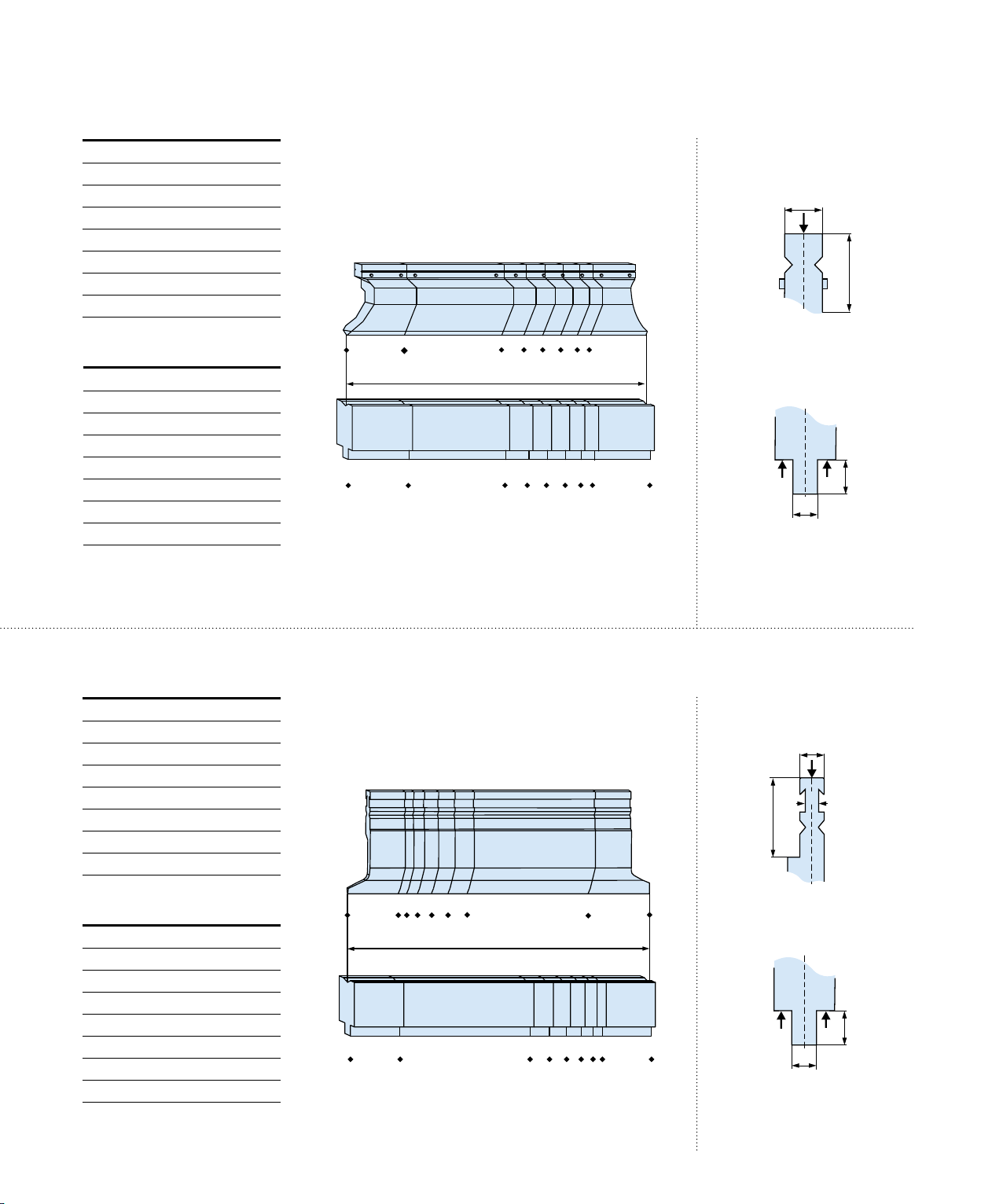
standard tools TYPE ”W” | narzędzia standardowe TYPU „W”
Material
42CrMo4 or 1.2312
Thermal enhancement to*
30 ±2 HRc (950 – 1100 MPa)
Working edge hardened
55 ±2 HRc (1500 – 1600 MPa)
Length
15 mm, 550 mm segmented
5
* applies to 1.2312
Materiał
40HM lub 1.2312
Ulepszenie cieplne*
30 ±2 HRc (950 – 1100 MPa)
Część robocza hartowana
55 ±2 HRc (1500 – 1600 MPa)
Długość
515 mm, 550 mm segmentowa
* dotyczy 1.2312
Sectionalized tool TYPE “W”.
Schemat narzędzia segmentowego TYPU „W”.
100
100
200 40
550
200 40
35 30 25 20 100
35 30 25 20
100
Punch mounting edge.
Uchwyt stempla.
20
40.5
Die mounting edge.
Uchwyt matryc.
20
13
standard tools TYPE ”B“ | narzędzia standardowe TYPU „B”
Material
42CrMo4 or 1.2312
Thermal enhancement to*
30 ±2 HRc (950 – 1100 MPa)
Working edge hardened
55 ±2 HRc (1500 – 1600 MPa)
Length
515 and 550 mm segmented
* applies to 1.2312
Materiał
40HM lub 1.2312
Ulepszenie cieplne*
30 ±2 HRc (950 – 1100 MPa)
Część robocza hartowana
55 ±2 HRc (1500 – 1600 MPa)
Długość
515 i 550 mm segmentowa
* dotyczy 1.2312
Sectionalized tool TYPE “B”.
Schemat narzędzia segmentowego TYPU „B”.
100
20 30
100 200 40 35 30 25 20 100
40 200 100
35
25
550
Punch mounting edge.
Uchwyt stempla.
20
11
65
Die mounting edge.
Uchwyt matrycy.
20
13
7
GENERAL INFORMATION | INFORMACJE OGÓLNE
standard tools TYPE ”L“ | narzędzia standardowe TYPU „L”
Material
42CrMo4 or 1.2312
Thermal enhancement to*
30 ±2 HRc (950 – 1100 MPa)
Working edge hardened
55 ±2 HRc (1500 – 1600 MPa)
Length
508 mm, 550 mm segmented
* applies to 1.2312
Materiał
40HM lub 1.2312
Ulepszenie cieplne*
30 ±2 HRc (950 – 1100 MPa)
Część robocza hartowana
55 ±2 HRc (1500 – 1600 MPa)
Długość
508 mm, 550 mm segmentowa
* dotyczy 1.2312
Sectionalized tool TYPE “L”.
Schemat narzędzia segmentowego TYPU „L”.
100 25 30
25 30 35 40 45 50 100
40 45 50 125 100
35
550
100 125
Punches TYPE “L” have three different clampings.
Stemple TYPU „L” występują z trzema
typami mocowań.
13
10
20
715
Die mounting edge.
Uchwyt matrycy.
40
18
15
2201
12.7
19
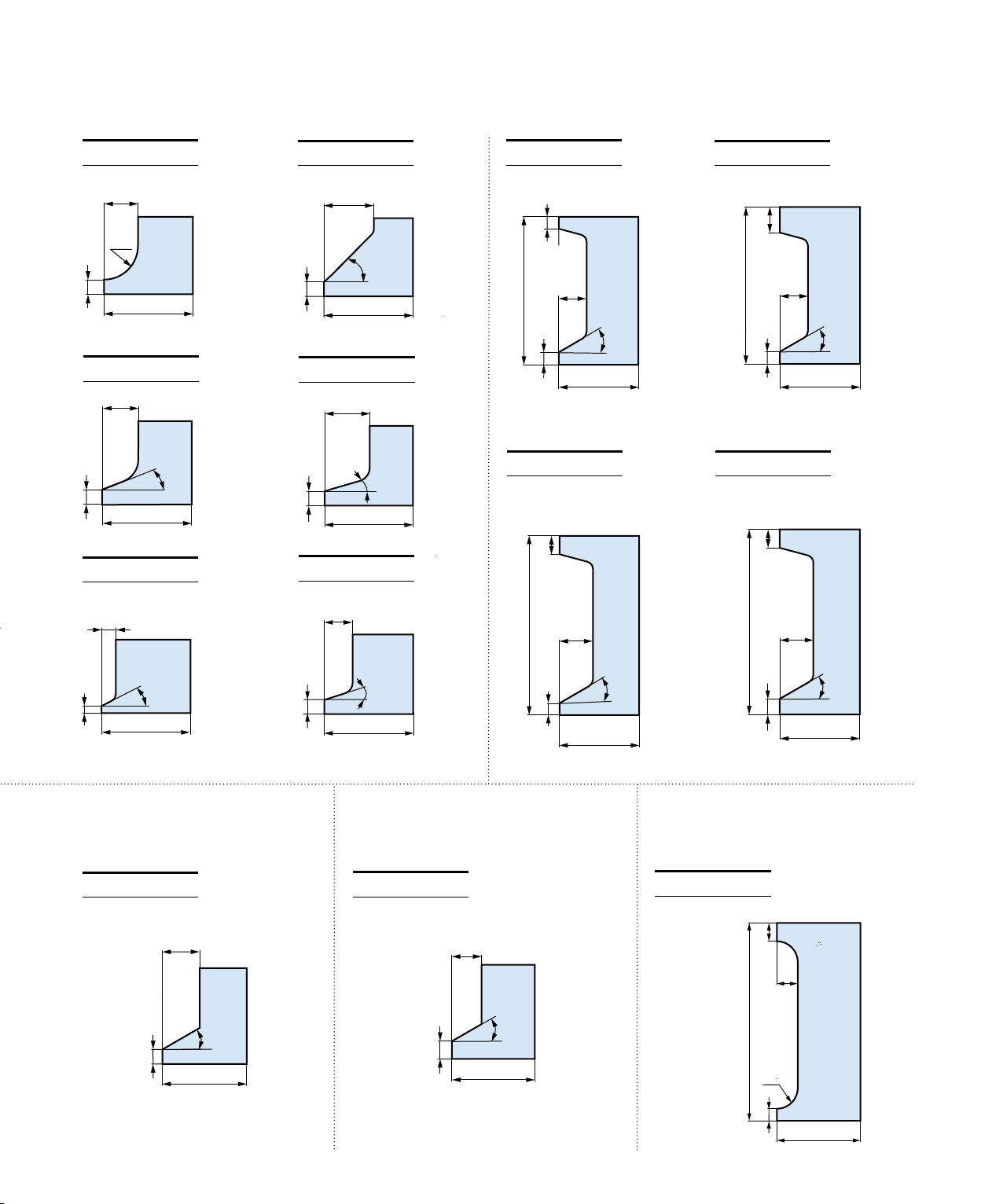
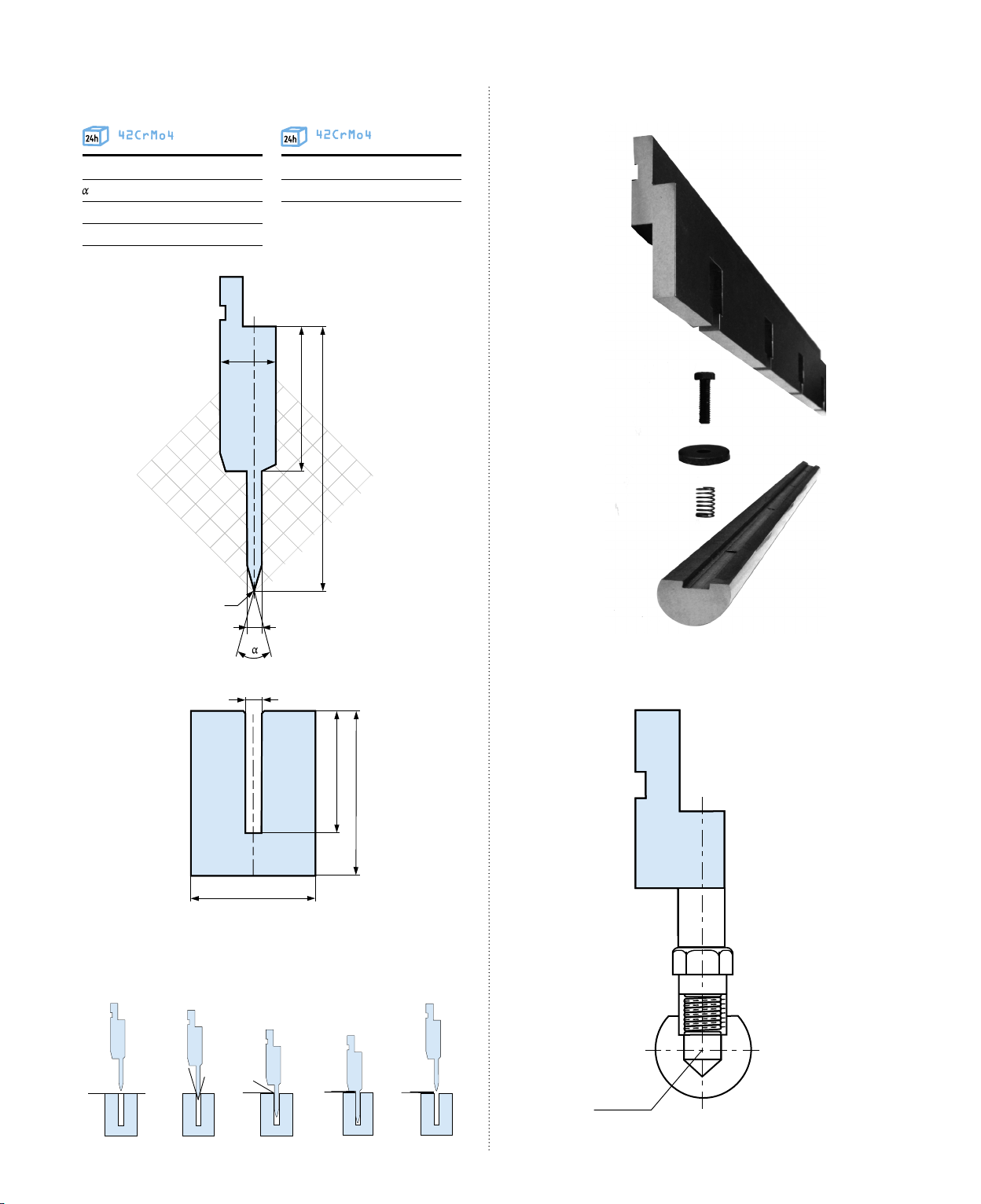
punch mounting edge | rodzaje uchwytów stempli
A
a
G
d
a
α
h
B
d
a
h
H
d
a
k
k
C
ae
h
h
I
a
c
h
h
k
α
b
D E F
d
a
c
k
b
a
k
h
We off er punches with mounting edges as shown.
The client can order a type from the drawing specifying his dimensions.
The client may order a mounting edge to his own design.
Maximal strength of tools is valid only for air bending.
W ofercie znajdują się stemple z uchwytem standardowym oraz z innymi
typami uchwytów.
Klient ma możliwość zamówienia narzędzi z uchwytem z przedstawionego
zestawu po określeniu symbolu literowego (np: „E”) oraz zaznaczonych wymiarów.
Można również zamówić narzędzie z uchwytem własnego projektu.
Wszystkie podane w katalogu maksymalne dopuszczalne naciski dotyczą
gięcia swobodnego.
d
a
h
b
8
GENERAL INFORMATION | INFORMACJE OGÓLNE
horns for TYPE "A" punches | stopy stempli TYPU „A" horns for TYPE "L" punches | stopy stempli TYPU „L"
AH1 LH1
25
R 25
10
100
AH3
25
22
0
10
100
AH5
AH2
10
AH4
10
AH6
35
45
0
100
35
LH3
100
36
0
180
LH2
196
32
35
30
0
10
100
15
LVD
S2510
35
30
0
10
100
LH4
23
23
10
27
0
5
100
horns for TYPE "T" punches |
stopy stempli TYPU „T"
TH
31
30
0
12
100
20
17
0
12
100
horns for TYPE "B" punches |
stopy stempli TYPU „B"
BH
15
231
225
42
30
0
15
100
42
30
0
15
100
horns for TYPE "W" punches |
stopy stempli TYPU „W"
WH
25
30
0
100
22
25
237
R25
10
100
9
GENERAL INFORMATION | INFORMACJE OGÓLNE
tool ordering code | sposób zamawiania
Operator's side view.
Punches i.e S 2010/88/R0.8/835
S 2010/88/R0.8/835 – Catalogue number
S 2010/88/R0.8/835 – Angle = 30
S 2010/88/R0.8/835 – Working edge type – thus “F” or “R”and size
S 2010/88/R0.8/835 – Length of tool – thus 835 mm, 415 mm, 835 mm sectionalized
0
, 350, 600, 750, 800, 880, 90
0
Widok od strony operatora.
upper beam
górna belka maszyny
Dies i.e M 6112/35/835
M 6112/35/835 – Catalogue number
M 6112/35/835 – Angle = 30
M 6112/35/835 – Length of tool – thus 835 mm, 415 mm, 835 mm sectionalized
0
, 350, 600, 850, 880, 90
0
Stemple np. S 2010/88/R0.8/835
S 2010/88/R0.8/835 – Numer katalogowy stempla
0
S 2010/88/R0.8/835 – Kąt = 30
S 2010/88/R0.8/835 – Część robocza stempla („F” lub „R” oraz wielkość)
S 2010/88/R0.8/835 – Długość elementu 835 mm, 415 mm, 835 mm segmentowy
0
, 35
, 600, 750, 800, 880, 90
0
Matryce np. M 6112/35/835
M 6112/35/835 – Numer katalogowy matrycy
M 6112/35/835 – Kąt = 30
M 6112/35/835 – Rodzaj elementu 835 mm, 415 mm, 835 mm segmentowy
0
, 350, 600, 850, 880, 90
0
special tools | narzędzia specjalne
Materiał
C45, 40HM lub 1.2312
Ulepszenie cieplne*
±
30
2HRc (950 – 1100 MPa)
Część robocza hartowana
55 ± 2HRc (1500 – 1600 MPa)
Długość
do 5000 mm
* dotyczy 1.2312
Material
C45, 42CrMo4 or 1.2312
Thermal enhancement to*
30 ± 2HRc (950 – 1100 MPa)
Working edge hardened
55 ± 2HRc (1500 – 1600 MPa)
Length
up to 5000 mm
* applies to 1.2312
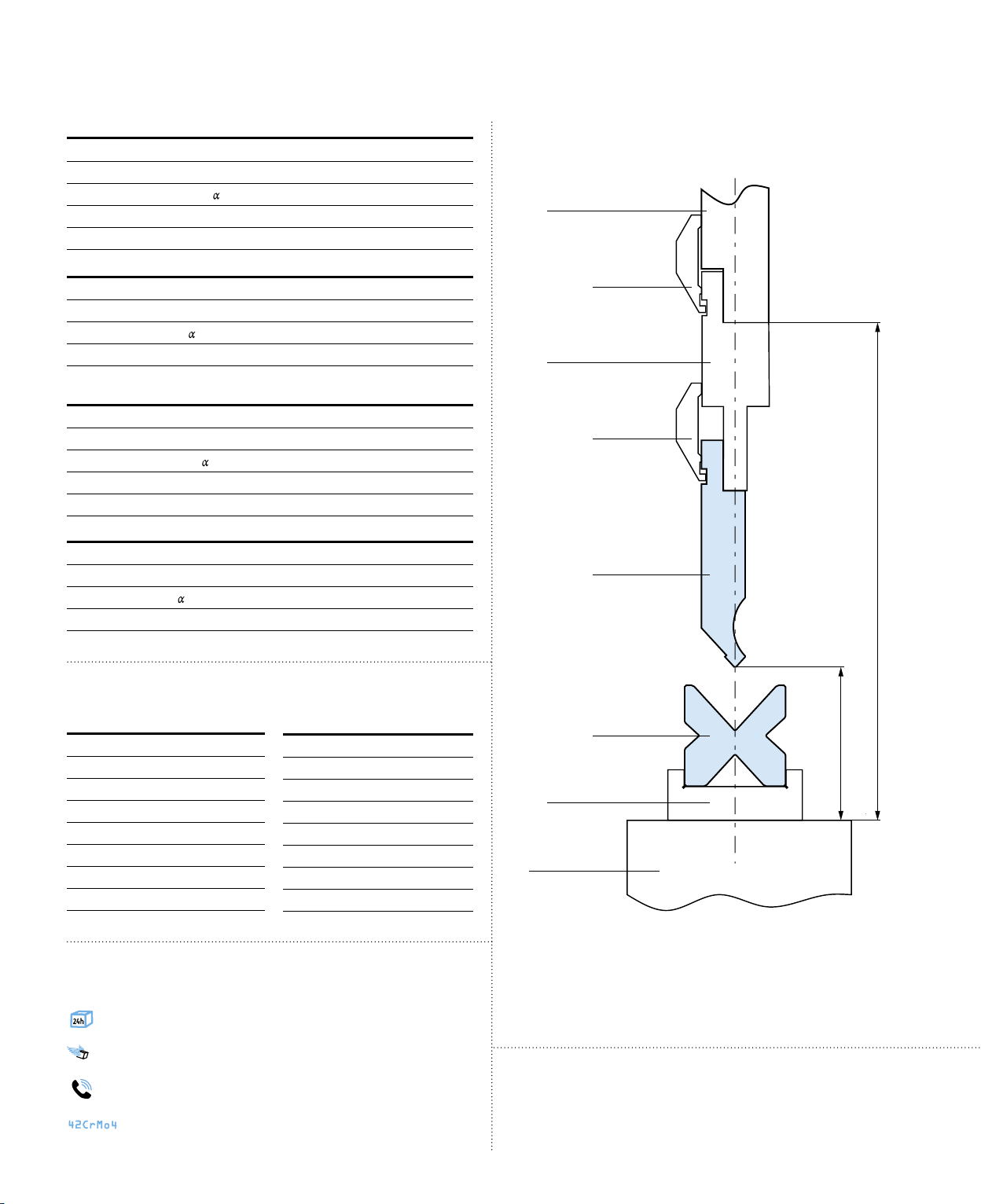
clamp
klamra
punch holder (adapter)
adapter
clamp
klamra
punch
stempel
die
matryca
die holder
mocowanie matryc
machine table
stół prasy
skok
stroke
prześwit
clearance
additional information | oznaczenia symboli
in stock / dostępne z magazynu
fast delivery possible / możliwość szybkiej dostawy
on order / na zamówienie
42CrMo4 or 1.2312 steel as standard / narzędzie wykonane ze stali
42CrMo4 lub 1.2312
10
Exemplary cross-section of a press brake, including holding elements and
important machine parameters.
Przykładowy przekrój poprzeczny prasy krawędziowej z uwzględnieniem
elementów mocujących oraz istotnych parametrów maszyny.
Prezentowany katalog nie stanowi oferty handlowej w rozumieniu
Kodeksu Cywilnego, a ma jedynie charakter informacyjny.
Narzędzia wykonywane w szczególności z wymienionych gatunków stali lub
z innej stali o podobnej wytrzymałości.

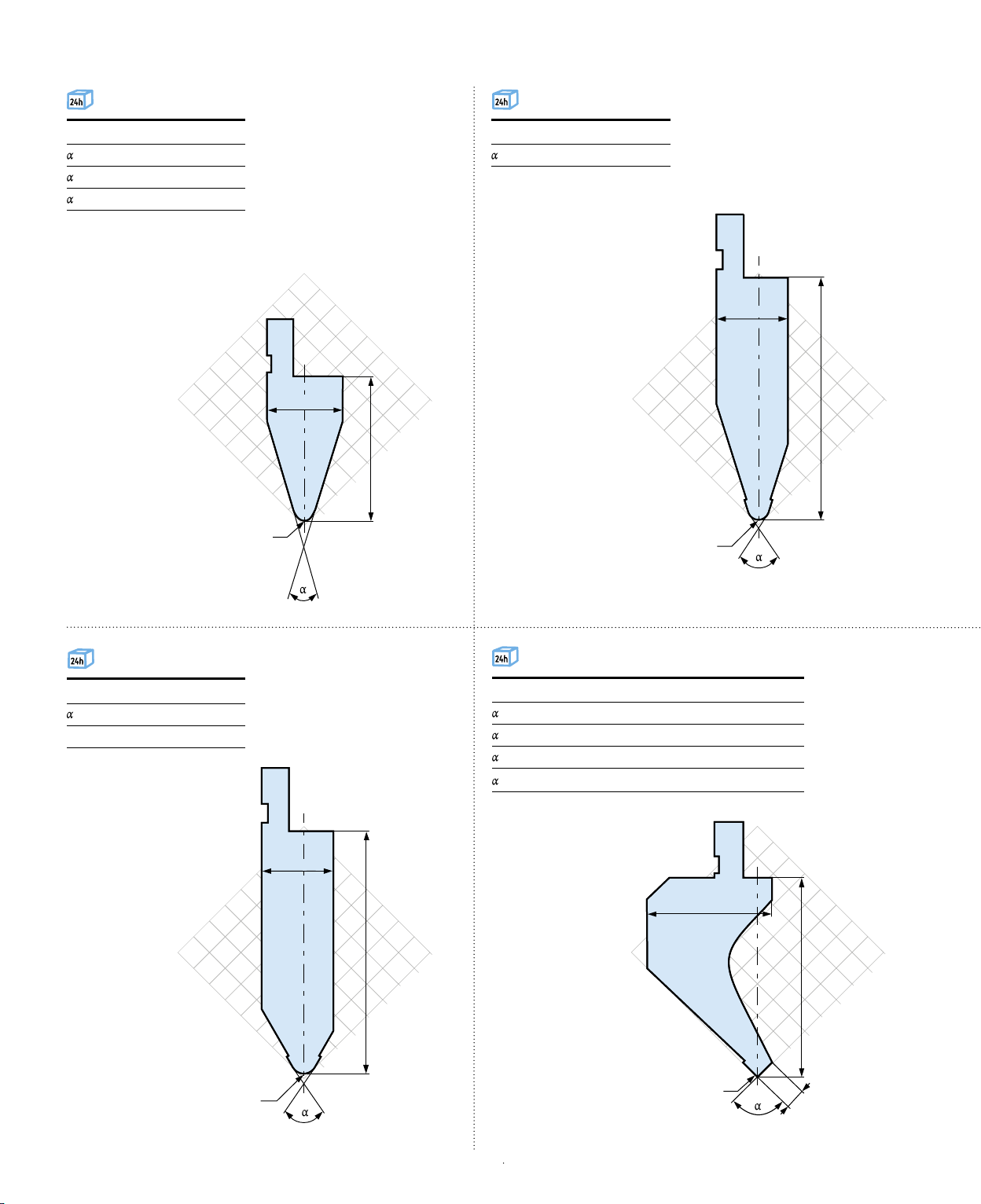
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2010 100 t/m
= 750, R = 0.8 mm AH2 = 25 t/m
= 850, R = 0.8 mm AH2 = 25 t/m
= 880, R = 0.2 mm
= 880, R = 0.8 mm, 1.5 mm, 3 mm
= 900, R = 0.2 mm, 0.8 mm AH2 = 15 t/m
AH2 = 18 t/m
AH2 = 25 t/m
26
10
R
9
S 2010/105 100 t/m
= 750, 850, 88
R = 0.8 mm AH2 = 25 t/m
70
50
67
30
0
26
105
30
10
R
9
70
50
S 2011 80 t/m
0
= 45
R = 0.4 mm, 0.8 mm AH2 = 20 t/m
R = 1.5 mm AH2 = 25 t/m
S 2012 70 t/m
0
= 300, 35
R = 1 mm
26
70
76
50
30
16
R
AH2 = 20 t/m
26
09
30
70
50
19
R
11
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2013 100 t/m
= 350, R = 5 mm AH2 = 65 t/m
= 600, R = 6 mm AH2 = 65 t/m
0
= 80
, R = 6 mm AH2 = 65 t/m
S 2013/115 100 t/m
= 350, R = 5 mm AH2 = 65 t/m
34
34
70
50
65
30
10
R
R
115
70
50
30
10
S 2013/115 100 t/m
0
= 60
R = 6 mm, 10 mm AH2 = 65 t/m
S 2014 60 t/m*
= 750, A = 9 mm, R = 0.8 mm, *20 t/m AH2 = 7 t/m
= 880, A = 6 mm, R = 0.2 mm, 0.8 mm *50 t/m AH2 = 15 t/m
= 880, A = 9 mm, R = 0.2 mm, 0.8 mm AH2 = 15 t/m
= 900, A = 9 mm, R = 0.8 mm AH2 = 15 t/m
34
56
115
30
10
R
70
50
R
90
30
10
A
70
50
12
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2015 50 t/m
= 850, R = 0 8 mm AH2 = 12 t/m
= 880, R = 0.2 mm, 0.8 mm AH2 = 12 t/m
= 900, R = 0.8 mm AH2 = 12 t/m
56
R
S 2016 15 t /m
0
= 880, 90
F = 0.6 mm AH1 = 6 t/m
47
105
30
10
10
70
70
84
50
10
50
30
F
7.5
S 2017/26 100 t/m
0,
= 26
R = 0.8 mm AH3 = 17 t/m
S 2017/35 100 t/m
= 350
F = 0.8 mm
27
14
117
70
50
30
27
10
R
AH3 = 12 t/m
27
14
70
85
50
30
10
21
F
13
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
8.5
10
30
50
70
26
09
R
S 2017/30 40 t/m
0
= 30
R = 0.8 mm AH3 = 20 t/m
S 2018 60 t/m
0
= 60
F = 0.8 mm AH1 = 15 t/m
26
140
26
6
30
10
R
70
50
F
67
30
10
12
70
50
S 2019 70 t /m
0
= 88
R = 0.8 mm AH3 = 15 t/m
14
S 2020 50 t/m
= 750, R = 0.8 mm AH2 = 15 t/m
= 850, R = 0.2 mm, R = 0.8 mm AH2 = 12 t/m
= 880, R = 0.2 mm, R = 0.8 mm AH2 = 12 t/m
65
120
70
50
30
10
R
9
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2021 100 t/m
0
= 30
R = 0.8 mm AH2 = 30 t/m
S 2021/R3 100 t/m
0
= 30
R = 3 mm AH2 = 35 t/m
26
104
30
10
20
70
50
R
R
26
104
30
10
70
50
S 2022 50 t/m
= 750 , R = 0.8 mm AH3 = 14 t/m
0
= 88
, R = 0.2 mm AH3 = 14 t/m
= 900 , R = 0.2 mm AH3 = 14 t/m
S 2022/115 45 t/m
= 300
R = 0.8 mm
27
6
95
30
10
70
50
R
AH3 = 15 t/m
27
6
115
30
10
70
50
R
15
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2023 30 t/m
= 850, 880, 90
R = 0.2 mm AH3 = 8 t/m
0
S 2024 30 t/m
= 850, 880, 90
R = 0.2 mm AH3 = 8 t/m
26
10
70
30
10
R
8
70
50
0
26
10
100
30
10
R
8
70
50
S 2025 40 t/m
0
= 880, 90
R = 0.2 mm AH4 = 13 t/m
S 2026 20 t/m
0
= 880, 90
R = 0.2 mm AH5 = 7.5 t/m
26
70
50
67
30
6
R
10
4
26
70
50
67
30
10
R
4
16
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2027 70 t/m
0
= 30
R = 0.8 mm AH6 = 20 t/m
S 2028 80 t/m
0
= 850, 88
R = 0.8 mm AH2 = 22 t/m
75
26
104
30
70
50
20
R
R
145
90
70
50
30
10
11
S 2029 70 t/m
0
= 85
R = 5 mm, 6.5 mm AH2 = 20 t/m
S 2030 60 t/m
= 850, 880
R = 0.8 mm AH2 = 25 t/m
75
56
165
105
30
10
R
15
70
50
30
10
R
13
70
50
110
90
17
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2031 55 t/m
0
= 60
R = 0.8 mm AH3 = 10 t/m
S 2032 45 t/m
0
= 88
R = 0.8 mm AH2 = 12 t/m
32
65
115
70
50
30
10
R
10
10
30
10
R
105
70
50
S 2034 35 t/m
0
= 60
R = 0.8 mm AH3 = 10 t/m
S 2035 35 t/m
0
= 60
R = 0.8 mm AH3 = 25 t/m
52
37
70
85
50
30
10
R
8
R
115
30
10
70
50
12
18
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2036 50 t/m
0
= 30
R = 0.8 mm AH3 = 25 t/m
S 2037 70 t/m
0
= 85
26
20
200
70
50
30
10
24.5
R
R = 0.8 mm AH2 = 20 t/m
32
78
175
70
50
30
10
R
9.5
S 2038 70 t/m
0
= 60
R = 0.8 mm AH2 = 20t/m
25.5
S 2039 100 t/m
0
= 88
R = 0.5 mm AH2 = 25 t/m
56
26
160
70
50
30
10
R
12
19
120
70
50
30
10
R
9
19
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
S 2040 30 t/m
0
= 85
R = 0.8 mm AH2 = 10 t/m
67
S 2041 80 t/m
0
= 85
R = 1.5 mm AH2 = 25 t/m
105
115
30
10
R
6
90
70
50
42
220
90
70
50
30
10
R
11
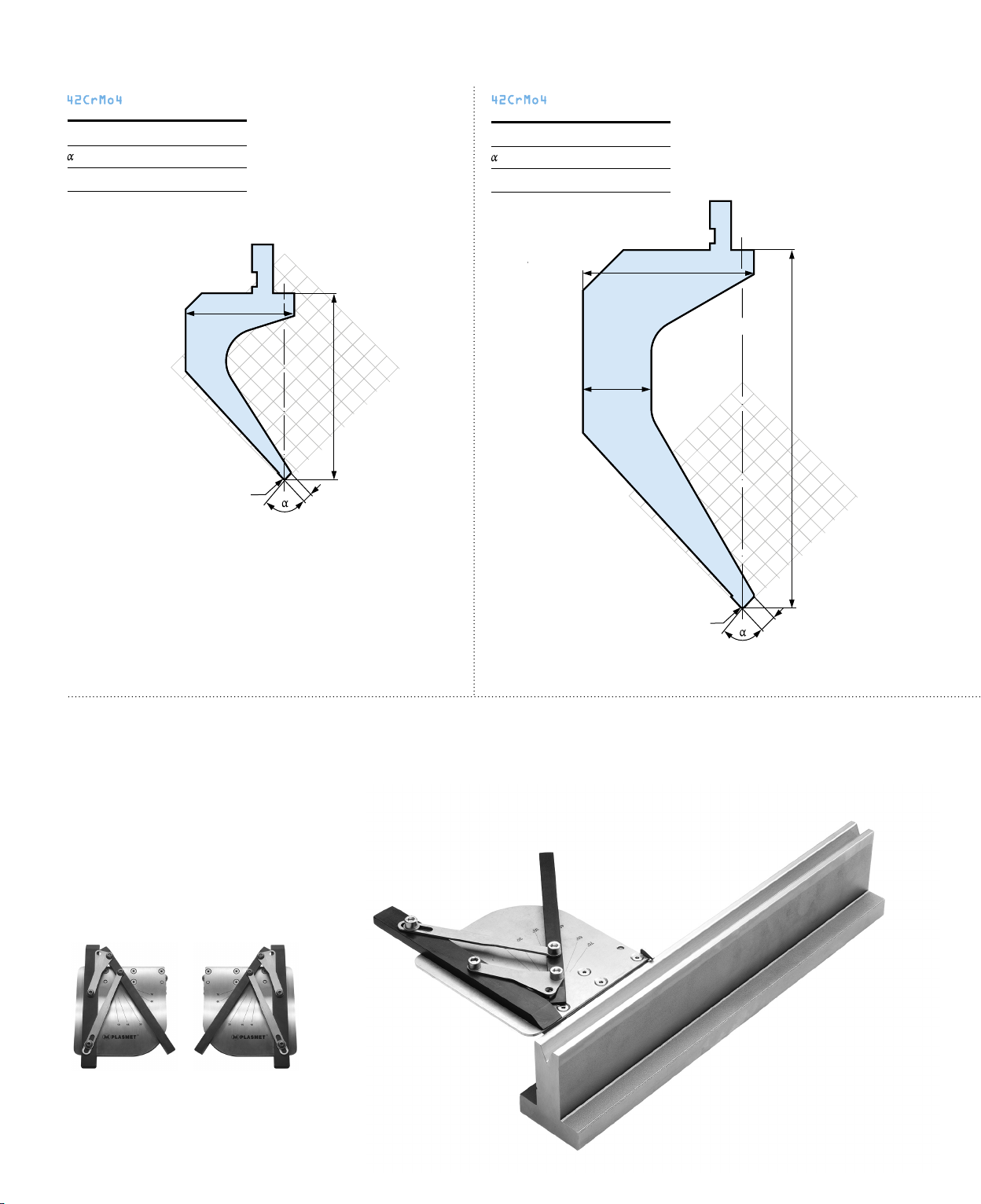
MAGNETIC SQUARING ARM | MAGNETYCZNY USTAWIAK KĄTA GIĘCIA
The magnetic squaring arm with is available
in the left and right versions.
Magnetyczny ustawiak kąta gięcia występuje
w wersji lewej i prawej.
Ustawiak lewy.
Left squaring arm.
20
Ustawiak prawy.
Right squaring arm.
TYPE ”A“ PUNCHES | STEMPLE TYPU „A”
RADIUS PUNCHES | STEMPLE PROMIENIOWE
attening tools | zestaw do zagniatania
S 2033 70 t/m
0
= 28
R = 0.6 mm
A = 6.5 mm, 8 mm, 10 mm, 12 mm
M 3000 70 t/m
A = 6.5 mm, 8 mm, 10 mm, 12 mm
28
70
128
70
50
30
assembly | sposób mocowania
10
R
A
A
59
80
60
example of use S 2033 and M 3000 |
przykład zastosowania S 2033 i M 3000
R = 7÷50
21
RADIUS PUNCHES | STEMPLE PROMIENIOWE
for inserts R 7 – R 50 | dla wkładek R 7 – R 50
PUNCH R | STEMPEL R 80 t/m
27
14
PUNCH R 2 | STEMPEL R 2 50 t/m
47
67
87
14
PUNCH R/115 | STEMPEL R/115 80 t/m
27
14
PUNCH R 2 /115 | STEMPEL R 2/115 50 t/m
65
115
115
14
22
 Loading...
Loading...