

4
Contents
Operation Manual
Inverter rectifiers PATON VDI 160E | VDI-200E | VDI 250E
- 1 - PATON VDI SERIES ECO DC MMA

TABLE OF CONTENTS
1.
GENERAL INFORMATION ...........................................................................
4
1.1
TECHNICAL CHARACTERISTICS ..............................................................
5
1.2
CONTROLS AND CONNECTORS ................................................................
6
2.
SETTING THE WELDING UNIT INTO OPERATION .................................
7
2.1
PROPER USE ...................................................................................................
7
2.2
REQUIREMENTS FOR INSTALLATION .....................................................
7
2.3
CONNECTION TO A POWER SUPPLY SYSTEM .......................................
8
2.4
REQUIREMENTS FOR AN ELECTRICAL OUTLET ..................................
8
3.
MANUAL COVERED-ELECTRODE ARC WELDING PROCESS (MMA)
8
3.1.
INCREASED – CURRENT ARC STARTING "HOT-START"......................
9
3.2.
REDUCED – WELDING VOLTAGE FUNCTION "ARC-FORCE" .............
9
3.3
PROTECTION AGAINST ELECTRODE STICKING ANTI-STICK ............
10
4.
MAINTENANCE .............................................................................................
10
5.
OPERATION WITH AN ELECTRIC GENERATOR ....................................
11
6.
STORAGE ........................................................................................................
11
7.
TRANSPORTATION .......................................................................................
11
8.
SPECIFICATION DATA .................................................................................
11
9.
DELIVERY SET ..............................................................................................
12
10.
TROUBLESHOOTING ....................................................................................
12
11.
SAFETY INSTRUCTIONS ..............................................................................
13
12.
ELECTRICAL SCHEMATIC DIAGRAM OF THE VDI-MINI UNIT ..........
16
13.
WARRANTY ...................................................................................................
17
14.
INFORMATION CONCERNING DISPOSAL OF EQUIPMENT .................
18
15.
ACCEPTANCE CERTIFICATE ......................................................................
18
PATON VDI SERIES ECO DC MMA - 2 -
EC Declaration of Conformity
Authorised representative:
MASTERWELD Sp. z o.o., Poland
T. Boya-Żeleńskiego 25,
PL35105 Rzeszów
Ust.ID. PL8133751525
Manufacturer Address
Limited Liability Company “Pilot Plant of Welding
Equipment of Electric Welding Institute named after
E.O. Paton”
Ukraine, 03045, Kyiv, 66 Novopyrohivska St.
Product:
INVERTER RECTIFIERS PATON
VDI – 160E, VDI-200E, VDI-250E DC MMA
The statement is based on a single evaluation of one sample of above mentioned products. It
does not imply an assessment of the whole production. The manufacturer should ensure that all
product in series production are in conformity with the product sample detailed in this report.
The applicant should hold the whole technical report at disposal of the competent all the right.
Applied EC Directives:
2014/35/EU (Low Voltage)
2014/30/EU (Electromagnetic Compatibility)
Applied Standards:
EN 60204-1:2006. Safety of machinery - Electrical equipment of
machines – Part 1: General requirements; EN 60974-1:2012 Are
welding equipment – Part 1: Welding power sources; EN 6097410:2014 Are welding equipment – Part 10: Electromagnetic
compatibility (EMC) – requirements.
Issued Date: 12 September 2017
Expiry Date: 11 September 2022
General Manager
We, MASTERWELD Sp z o. o., hereby declare that specified above conforms covering
European Parliament and Council Directives, 2014/35/EC Low Voltage Directive of 26
February 2014 and 2014/30/EU Electromagnetic Compatibility of 26 February 2014.
The CE mark above can be used under the responsibility of manufacturer. After completion of an EC
declaration of conformity and compliance with all relevant EU Directives.
The following products have been tested by us with the listed
standards and found in compliance with the European Community
Low Voltage Directive 2014/35/EU and Electromagnetic
Compatibility Directive 2014/30/EU.
- 3 - PATON VDI SERIES ECO DC MMA
Electrode diameter (mm)
Operating current
(A)
Wire cross-section
(mm2)
Maximum allowable
wire length (m)
Ф2 mm
No more than 80 А
1.0
120
1.5
180
2.0
240
2.5
300
4.0
480
6.0
720
Ф3 mm
No more than
120 А
1.5
120
2.0
160
2.5
200
4.0
320
6.0
480
Ф4 mm
No more than 160 А
2.0
120
2.5
150
4.0
240
6.0
360
Ф5 mm
No more than 200 А
2.5
120
4.0
190
6.0
290
Ф5 mm
refractory
to 250 А
2.5
100
4.0
150
6.0
230
WARNING!!! When connecting the welding unit to an electrical outlet (at a
temperature of 25 ºC) of a power supply system, it is necessary to consider
wall-buried wiring and the lengths of extension cables.
1. GENERAL INFORMATION
Inverter rectifiers PATON™ VDI-160E, VDI-200E, VDI-250E optimized for direct-current
manual arc welding (MMA). This “ECO” series of devices designed for demanding users who wants
the most compact and functional device on its full rated current of 160A / 200A / 250A, respectively. It
is more than enough for most works with electrodes from Ф1,6 mm to Ф5 mm (including refractory),
while operating load factor is not less than 40%, which is more than enough for most works in
household sector (workshops, fleets, etc.).
The block for protection of overvoltage and undervoltage is installed in all Paton™ MMA branded
models.
Due to the increased frequency of the input voltage of the rectifier transformer of the welding unit, the
weight and overall dimensions of the transformer are significantly reduced as compared with other
welding units with similar characteristics.
PATON VDI SERIES ECO DC MMA - 4 -
The basic advantages of the PATON™ welding unit are the following:
PARAMETERS
VDI – 160E
VDI – 200E
VDI – 250E
Rated voltage 50/60 Hz, V
230
230
230
Rated power supply current, A
20
25
32
Rated welding current, A
160
200
250
Maximum operating current, A
190
240
300
Operating load factor, %
40% at 160А
100% at 101A
40% at 200А
100% at 126A
40% at 250А
100% at 158А
Power supply voltage range, V
170 – 260
170 – 260
170 – 260
Welding current control range, A
20 – 160
25 – 200
32 – 250
Function “Hot-Start”
Automatic
Function “Arc-Force”
Automatic
Function “Anti-Stick”
Automatic
Open-circuit voltage, V
to 80
to 80
to 80
Welding arc starting voltage, V
110
110
110
Rated consumed power, kVA
4,4
5,5
7,0
Maximum consumed power, kVA
5,5
6,9
8,8
Efficiency coefficient, %
90
90
90
Cooling
Forced
Operating temperature range
–25 … +45ºС
–25 … +45ºС
–25 … +45ºС
Overall dimensions (length width height),
mm
245 х 100 х
200
270 х 100 х 200
270 х 110 х
200
Weight, kg
3,75
3,95
4,3
Protection class*
IP21
IP21
IP21
1. The welding unit is protected against long-time fluctuations of power supply voltage and
provides arc stabilization when the input voltage of the unit changes in the range of 170 V
through 260 V.
2. The welding unit is rated for operation with the standard power supply system. Due to the higher
efficiency coefficient of the unit, the power consumed by the unit is reduced by 50 percent as
compared with other similar welding units.
3. The rotation frequency of the ventilator motor can be automatically varied depending on the
temperature inside the unit. This feature allows the service life of the ventilator motor to be
increased and, additionally, dust content inside of the unit to be reduced.
4. The welding unit is easy operated due to the optimal operating load factor in operation at the
rated current. In these conditions, it is possible to perform welding by using 4 mm electrodes at
the rated current.
5. The enhanced reliability of the welding unit in operation in dusty environment.
6. All the printed-circuit boards with electronic elements are impregnated with two layers of
high-quality varnish in order to provide the high reliability of the welding unit during its
service life.
7. The possibility to smoothly adjust welding parameters.
8. Enhanced arc stability.
1.1. TECHNICAL CHARACTERISTICS
*The Eco series equipment is protected against ingress of foreign particles more than 5.5 mm in size and against water
drops
- 5 - PATON VDI SERIES ECO DC MMA
The recommended length of the welding cables is indicated below:
The model of device
Cable length (m)
Cable cross
section (mm2)
Cable designation
VDI – 160E
1…4 8 КG 1х8
2…5
10
КG 1х10
3…8
16
КG 1х16
VDI – 200E
1…4
10
КG1х10
2…6,5
16
КG 1х16
3…10
25
КG 1х25
VDI – 250E
1…5
16
КG 1х16
2…8
25
КG 1х25
3…11
35
КG 1х35
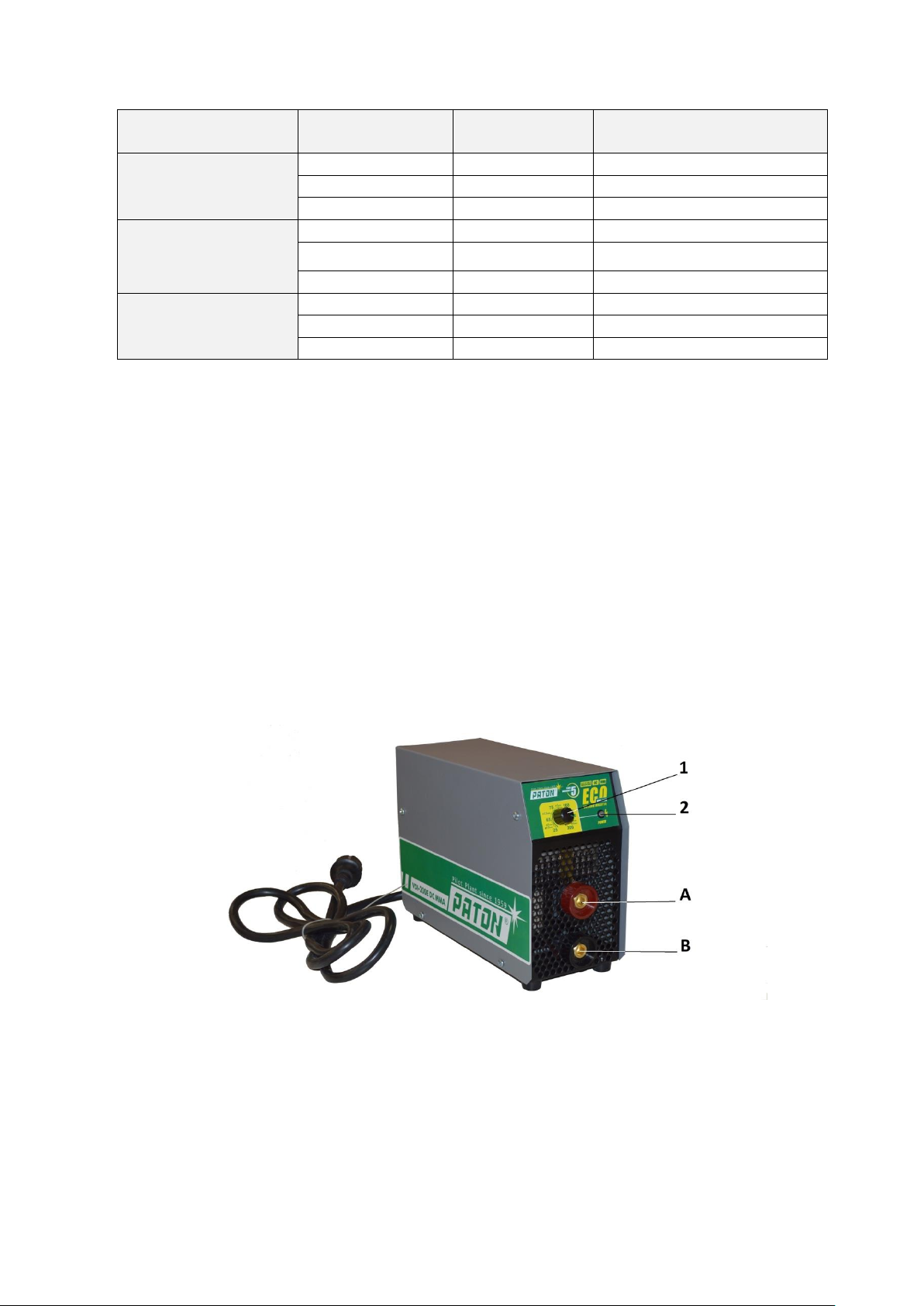
1.2. CONTROLS AND CONNECTORS
1 – Device for regulating the welding current. It allows adjust the welding current.
2 – The status of indicator:
a) constantly lit green - machine is ready to work;
b) blinks green when striking - there is no mains voltage;
c) constantly lit yellow - overheating of the source;
d) does not light up - no power;
3 – The power switch (not light, colour decorative).
A (+) – The bayonet connector socket for connecting:
the electrode cable in the manual arc welding mode (or the earthing cable in some cases when
special welding electrodes are used for welding);
В (-) – The bayonet connector socket for connecting:
the earthing cable in the manual arc welding mode (or the power cable for a welding electrode in
some cases when special welding electrodes are used for welding);
PATON VDI SERIES ECO DC MMA - 6 -

Pic. 1. Control and indication elements
2. SETTING THE WELDING UNIT INTO OPERATION
WARNING!!! Read Section 11, "Safety instructions", before putting the
welding unit into operation.
2.1. PROPER USE
The welding unit is designed for argon shielded tungsten-arc welding and for manual consumableelectrode arc welding.
Any other use of the welding unit is considered as improper. The manufacturer of the welding unit is
not responsible for damages caused by any improper use of the unit.
The use of the welding unit is proper if all the requirements of this Operation Manual are met.
WARNING!!! Do not use the welding unit to unfreeze pipes.
2.2. REQUIREMENTS FOR INSTALLATION
The welding unit is protected against ingress of foreign particles more than 5.5 mm in size, and the
internal elements of the unit are protected against moisture, so the unit is allowed for outdoor
operation.
WARNING!!! When operating the welding unit in cold season, after the unit
was switched off and cooled, condensate may appear inside the unit, so switch
on the welding unit only 3 – 4 hours after the switching off.
For this reason, do not switch off the welding unit if it is anticipated that the unit is to be switched on
not later than 4 hours after switching off.
Install the welding unit so as not to block or cover the ventilation slots on the front and rear panels of
the unit. Prevent ingress of metallic particles (for example, when grinding the weld) sucked by the unit
ventilator.
WARNING!!! After fall from a height, the welding unit might be a source of
electrical shock. Install the unit on a firm stable surface.
- 7 - PATON VDI SERIES ECO DC MMA

2.3. CONNECTION TO A POWER SUPPLY SYSTEM
ELECTRODE HOLDER
GROUNDING CLAMP
WORKPIECE
The commercial welding unit is rated at the input power supply voltage
230 V (- 23/+18 %).
WARNING!!! If the input power supply voltage exceeds 450 V, the warranty
of the manufacturer of the welding unit would be invalid.
The power supply connector, power cable cross-section, and supply-line fuses shall be selected with
consideration for the technical characteristics of the welding unit.
2.4. REQUIREMENTS FOR AN ELECTRICAL OUTLET
WARNING!!! The parameters of an electrical outlet for the power supply of
the welding unit must correspond to the power supply voltage and consumption
current of the welding unit (see Subsection 1.1, "Technical characteristics").
Connect the welding unit to an electrical outlet that is made for three-wire
earthing plugs.
3. MANUAL CONSUMABLE-ELECTRODE ARC WELDING MODE (MMA)
1. Connect the welding electrode cable to connector socket A (+).
2. Connect the earthing cable to connector socket B (-).
3. Connect the earthing cable to the workpiece.
4. Connect the power cable to the electrical outlet of the power supply system.
5. Switch on the welding unit by power on-off switch 6 (set the switch to position "I").
Pic. 2. Diagram of connecting the welding unit for manual covered – electrode welding process
WARNING!!! When power switch 3 is set to position "I", the electrode is
under voltage. Prevent the contact of the electrode with conducting or earthed
parts, for example, the casing of the welding unit.
PATON VDI SERIES ECO DC MMA - 8 -

3.1 INCREASED-CURRENT ARC STARTING HOT-START
t (s)
The advantages ensured by the increased-current arc starting function are the following:
The improved arc starting even when low-quality electrodes are used
The more complete fusion penetration during arc starting period and, as a result, the lower
number of defects associated with incomplete fusion.
Prevention of slag inclusions
What is achieved by:
During a short time, interval of arc starting, the welding current increases
by 33 % of the set welding current (see pic 3).
Example: Electrode diameter is 3 mm.
Set welding current is 90 A.
The current at the increased-current arc starting stage is 90 + 0.3390 = 120 A.
3.2. REDUCED-VOLTAGE WELDING FUNCTION (ARC-FORCE)
The advantages ensured by the reduced-voltage welding function are the following:
The enhanced arc stability in short arc welding mode
The improved transfer of metal drops into the molten pool
Improved arc starting
The reduced probability of electrode sticking
What is achieved by:
When the arc voltage drop is lower then the minimum voltage required for stable arcing, the welding
current increases by 50% relative to the set current (see pic. 4).
This function may be disabled, for example, when welding sheet materials and when the welding unit
is connected to a low-powered voltage source (the welding unit with this function enabled consumes
additional power).
Pic.3. Increased-current arc starting HOT-START
- 9 - PATON VDI SERIES ECO DC MMA

Pic. 4. Forced arcing at reduced welding voltage ARC-FORCE
130
Uoc
Uw
U
min
U (V)
3.3. PROTECTION AGAINST ELECTRODE STICKING (“ANTI-STICK”)
In arc starting, the electrode can stick to the workpiece and, as a result, the electrode can be damaged
due to overheating.
If the electrode has stuck to the workpiece, the welding current decreases in 0.6 … 0.8 s after the
sticking. In this case, the welder can detach the electrode from the workpiece without risk to damage
eyes because of random arc starting. After the detachment of the electrode, the welding can be
continued.
4. MAINTENANCE
WARNING!!! Before maintenance, switch off the welding unit and remove
the plug of the power cable from the electrical outlet of the power supply
system. Wait for about 5 minutes until static charges in the unit circuits are
removed, and then perform the maintenance operations. After completion of
works with the welding unit, apply to the unit a warning plate with a text
prohibiting switching on the unit.
For ensuring the operability of the welding unit for a long-term service life, it is necessary to perform
the following procedures:
Periodically, at specified time intervals, check that the safety requirements in operation of the
welding unit are fulfilled (see Section 11, "Safety instructions").
At half-yearly intervals, purge the welding unit with dry compressed air.
When working in environment with excessive dust content, manually clean the passages for
cooling air.
WARNING! Purging of the unit from a short distance can result in damage
of the electronic elements of the unit.
PATON VDI SERIES ECO DC MMA - 10 -

5. OPERATION WITH AN ELECTRIC GENERATOR
Electrode diameter
(mm)
Set welding current
(A)
Minimum power of the generator
(kVA)
Ф 2
No more than 80А
2.6
Ф 3
No more than 120А
4.1
Ф 4
No more than 160А
5.5
Ф 5
No more than 200А
6.9
Ф 5 refractory
to 250А
8.8
The welding unit can operate with a power supply from an electric generator if the following
conditions are satisfied:
WARNING!!! The output voltage of the electric generator must in the range
of 170 – 260 V.
6. STORAGE
The preserved and packed welding unit can be stored according to State Norm for 5 years.
The welding unit should be stored in a dry closed room at an ambient temperature not lower than 5ºC.
In the room, acid vapors and chemically active substances should not be present.
7. TRANSPORTATION
The packed welding unit can be transported by any means of transport, which ensure the
integrity of the unit if the shipping rules effective for the specified transport means.
8. SPECIFICATION DATA
WARNING! If the welding unit is rated at the special power supply voltage,
the specification data of the unit are indicated on the nameplate on the rear
panel of the unit. In this case, the parameter of an electrical outlet and power
cable should be selected with consideration for the actual power supply
voltage.
- 11 - PATON VDI SERIES ECO DC MMA

Parameters:
VDI-160E
VDI-200E
VDI-250E
Rated power supply voltage 50/60 Hz, V
~230
~230
~230
Power supply voltage range
170 – 260
170 – 260
170 – 260
Efficiency coefficient (at 200A), %
90
90
90
Welding current-control range, A
20 – 160
25 – 200
32 - 250
Welding current at a load factor of 40 %,
for 5 minutes
Welding current at a load factor of 100 %,
for 5 minutes
160 А
101 А
200 А
126 А
250 А
158А
Maximum consumed power, kVA
5,5
6,9
8,8
Normal operating voltage in the manual arc
welding mode
20,4 – 26 V
20,4 – 26,5 V
20,4 – 27,0 V
Fault
Fault cause
Fault recovery
No welding currents.
The power is switched on;
the green indicator does not
light.
Power cable breakdown
Check the state of the power
cable.
Power supply voltage is below
155 V.
Connect the welding unit to the
power supply system with
proper voltage.
Power supply voltage exceeds
260 V (the indicator on the rear
panel lights).
Connect the welding unit to the
power supply system with
proper voltage.
Fault of the internal power
supply module of the welding
unit
Apply to the service center.
9. DELIVERY SET
1. Welding unit with a power cable 3 m in length – 1 pcs;
2. Shoulder-carry belt – 1 pcs;
3. Brand corrugated box "PATON™" – 1 pcs;
4. Welding cable with an electrode holder, 3 m in length – 1 pcs;
5. Welding cable with an earthing terminal, 3 m in length – 1 pcs;
6. Operation manual – 1 pcs.
10. TROUBLESHOOTING
PATON VDI SERIES ECO DC MMA - 12 -

No welding currents.
The power is switched on;
the green indicator lights.
Welding cables are not
connected.
Check the state of electric
connectors.
The earthing terminal is not
properly connected or is not
connected to the workpiece.
Properly connect the earthing
terminal to the workpiece.
No welding currents.
The power is switched on;
the yellow indicator lights.
Triggering one of the
temperature sensors
Wait when the machine to cool
down; then it will
automatically switch on again
Insufficient supply of cooling air
To ensure sufficient ventilation
Faulty thermal sensor
Contact your Service Centre
Improper arc starting in the
manual consumableelectrode arc welding; the
green indicator flashes.
The power supply voltage is
close to the minimum allowable
voltage of 165 V.
If it is not possible to increase
the cross-section of the
conductors of the power cable,
decrease the set welding
current to the value which is
sufficient for arc staring.
Select the welding electrode
with consideration for the
welding current.
Random arc extinction
during welding
The arc voltage is too high for
the electrode used.
Use another electrode or a
welding unit rated at higher
power.
The electrode sticks to the
workpiece
The welding current is too low.
Set the proper welding current.
Low quality of the weld
(metal scattering)
The polarity of voltage across
the electrode is improper.
Change the polarity across the
electrode according to the
instructions of the electrode
manufacturer.
11. SAFETY INSTRUCTIONS
GENERAL INFORMATION
This device may only be used for the purposes for which it was created. This appliance is intended for
use by persons with the requisite qualifications. It is the responsibility of the qualified personnel to
install, service and repair. Please read this manual carefully before installing and using this product.
Failure to follow the instructions in this manual may result in serious personal injury, death and
damage to the unit itself. Incorrect installation, maintenance and operation resulting in damage to the
device - the manufacturer is not liable.
- 13 - PATON VDI SERIES ECO DC MMA

INSTRUCTION
Before using this product, please read this manual and use the instructions in
this manual. This instruction manual is a basic piece of equipment.
USER RESPONSIBILITIES: The user agrees to allow only persons who:
have been acquainted with the basic safety rules, have been trained in the use
of welding equipment and have appropriate qualifications. They are familiar
with the chapter "Safety Regulations" and the precautionary guidelines in this
manual.
THREATS
ELECTRIC SHOCK CAN KILL: Welding devices produce high voltage.
While the machine is connected to the power supply, it is not allowed to
touch the welding handle and the workpiece. All of these elements form a
welding current circuit and may cause electric shock, so avoid touching them
with bare hands and wet or damaged protective clothing. Protective clothing
should not restrain movements. If possible, it should not be made of synthetic
materials. Electrocution can be fatal !!!
ARC RAYS CAN BURN: It is not allowed to directly observe the welding
arc with uncovered eyes.
Arc and splinters may cause skin burns or flames, so always wear a
protective mask fitted with a darkened filter (glasses should be equipped with
glass filter grade DIN 9 10)
Any unauthorized persons near your site should protect your eyes with
special protective goggles or with non-flammable, radiation-absorbing
screens.
VAPOUR AND GASES MAY BE DANGEROUS: The resulting smoke and
harmful gases should be removed from the work area by means of specialized
equipment, do not cover the ventilation openings. Welding should be carried
out in well ventilated areas and welding vapors are harmful to health especially when welding materials such as lead, mercury, cadmium, zinc,
beryllium, galvanized or stainless steel. Ensure sufficient fresh air flow in the
room. Do not allow solvent vapors to enter the welding arc area.
ELECTROMAGNETIC POLE MAY BE DANGEROUS:
By inducing a high voltage current, the electromagnetic field flowing through
the welding wires may have a negative effect on the performance of electrical
devices such as the cardio-stimulator. Persons wearing such equipment
should consult a physician before entering the area where welding work is
performed. Welding hoses should be arranged in parallel, as close as possible
to each other.
ELECTRICAL SPARK MAY CAUSE FIRE OR EXPLOSIVES:
Flammable items should be removed from the workplace. Do not perform
welding work on containers that contain gases, fuels, oil products or other
flammable materials. There is a risk of explosion of residue of these products.
When performing welding work in potentially explosive or fire hazards,
special rules must be observed that comply with national and international
standards. Firefighting equipment such as: (powder or snow fire
extinguishers, fire blankets) should be located near the workstation in a
visible, readily accessible place.
PATON VDI SERIES ECO DC MMA - 14 -

BOTTLE CAN EXPLODE: Use only approved bottles and properly
functioning regulators. The cylinder should be transported and positioned
vertically. Protect the cylinder from heat, overturning and mechanical
damage.
WELDED MATERIALS MAY BURN: In no case should you touch the
welded parts with bare hands. Always wear protective gloves when operating
the machine. The arc and splinters that develop during the burn can cause
skin burns. Wear protective gloves and pliers when touching or moving the
welded item.
ELECTRIC POWER SOURCES: It is forbidden to work with damaged
welding wires or on wet substrates. Welding cables should be strong,
undamaged and insulated. Weakened connections and damaged cable must
be replaced immediately. Do not carry the device by pulling it by the power
cord or wires. Do not perform any maintenance work on the unit.
Removing the outside cover of the device while it is connected to the
network and using the device with the lid removed is forbidden.
NOISE ASSOCIATED WITH WELDING CAN BE HARMFUL: The
welding arc formed during welding can emit sounds higher than 85dB for - 8
hours of working time. Welders operating the equipment are obliged to wear
equivalent hearing protectors during work in accordance with the Regulation
of the Minister of Labor and Social Policy of 6 June 2014r. - Dz. U. 2014
pos. 817. Pursuant to the Ordinance of the Minister of Health on Social
Welfare dated 09.07.1996 OJ No. 68 pos. 194 - The employer is required to
carry out research and measurement of factors harmful to health.
CONFORMITY DECISION: This device accomplish the recommendation
of the European CE Committee.
SAFETY MARK: This device is suitable for mains power, for welding work
in an environment of higher standard of electric shock. It is recommended
that the power line be provided with a separate protection against the shock
absorber.
- 15 - PATON VDI SERIES ECO DC MMA

12. ELECTRICAL SCHEMATIC DIAGRAM
230 V
CURRENT
BIS
-0331
BVR
-0331
BPK-0332
PATON VDI SERIES ECO DC MMA - 16 -

13. WARRANTY
The Pilot Plant of Welding Equipment of the E.O PATON Electric Welding Institute guarantees the
correct operation of the power supply if the costumers provided service conditions, storage and
transportation.
ATTENTION!!! Warranty commitments are cancelled in case of mechanical
damage.
Term of the main guarantees for welding inverter series ECO is 5 years. The basic warranty
period is calculated from the date of sale to the end customer of the inverter equipment.
During the main warranty period, the seller covenants charge the inverter equipment of PATON™ to
the owner:
To diagnose and determine the cause of failure,
To ensure the necessary repairs to units and elements,
To carry out work on the replacement of defective components and units,
To test the repaired equipment.
The basic warranty obligations do not include devices:
Mechanical damage affected the availability of the device (deformation body parts and in
consequence of a fall or drop heavy objects on the equipment, loss of pins and connectors)
Traces of corrosion that caused the fault condition,
The failed because of the impact on its power and electronic elements abundant moisture,
The failed due to the accumulation of conductive dust inside (coal dust, metal chips, etc.),
In case of attempting to repair its nodes and / or replacement of electronic components,
Once on six months, clean internal parts and components with compressed air when removing the
protective box in order to avoid exit of the unit system on the equipment. Cleaning should be carried
out carefully, keeping the compressor hose at a sufficient distance to avoid damage to the soldering of
electronic components and mechanical parts.
Also, the basic warranty does not apply to defective external elements of equipment that exposed to
physical contact and the attendant / supplies. Claims on the fallowing items are accepted no later than
two weeks from the date of sale:
Pins on and off,
Knobs of the welding parameters,
Cabling connectors and sleeves,
Connectors management
The power cable and power plug,
Carrying handle, shoulder strap, carrying case,
Electrode holder, earth clamp, burners, bayonet connectors, welding cable, hose.
The Seller reserves the right to refuse to provide warranty repairs, or set as the date for the
commencement of the warranty a month and year of the machine (set by serial number):
In case of loss of the passport holder,
In the absence of a correct or even any passport fill the seller in the sale of the machine,
In the absence of a serial number on the machine manufacturer reserves the full right to
refuse warranty service.
- 17 - PATON VDI SERIES ECO DC MMA

WARNING!!! The warranty period is extended for the period of the warranty
service machine to the service center.
14. INFORMATION CONCERNING DISPOSAL OF EQUIPMENT
(applies to households)
The symbol shown on the product indicates that the appliance can not
be disposed of in the same way as household waste. The device must be
returned to the point of disposal of electrical equipment where it will be
accepted free of charge. Information on such collection points for used
equipment can be found on eg websites.
Proper disposal helps preserve valuable natural resources and avoid
environmental contamination. Failure to comply with the above
recommendations may result in the imposition of fines in accordance
with applicable regulations.
If you would like to return the unit for disposal, please contact your nearest point of sale or contact the
importer of the equipment for further information.
IMPORTER / AUTHORIZED DISTRIBUTOR EU
=
25, Tadeusza Boya – Żeleńskiego Street,
Rzeszów City, Poland zip-code 35105
Tel. +48 (17) 779 00 67
e-mail: biuro@paton.com.pl
www.paton.com.pl
All rights reserved. This document is protected by copyright. Copying or distributing the User Manual
in whole or in excerpts without MasterWeld permission is prohibited.
15. ACCEPTANCE CERTIFICATE
Inverter rectifiers „PATON™ VDI-_________E”
The serial number ______________ECO complies with the harmonized standards and is fit for use.
Date of sale "___" ____________ 20___ year
Stamp here _____________________
(signature of the seller)
================================================================================
PATON VDI SERIES ECO DC MMA - 18 -

Address of the Central PATON™ Service Center
Invertech – Piotr Błaszkowski
9, Ludwika Zamenhofa Street
Sanok City, Poland zip-code 38500
Head of Service Center
Piotr Błaszkowski
Phone: +48 889 226 032
e-mail: serwis@paton.com.pl
ATTENTION!!! DO NOT SEND the welding cables for repair, as these
equipment items are not required for repair.
ATTENTION!!! Delivery of the equipment to the service center "PATON"
is performed at the manufacturer's expense only during the 1st of the year from
the date of purchase! Over 1 year - at the buyer's expense.
Date of reception of the welding unit for repair «_____» __________ 20 ___ year.
_______________________
(signature)
Faults detected:
__________________________________________________________________________________
__________________________________________________________________________________
Faulty-condition cause:
__________________________________________________________________________________
__________________________________________________________________________________
__________________________________________________________________________________
__________________________________________________________________________________
Tel. Technical support: +48 889 226 032
Address of the service center: 38500, Poland, Sanok, Zamenhofa 9 Street
=======================================================================
- 19 - PATON VDI SERIES ECO DC MMA

Date of reception of the welding unit for repair «_____» __________ 20 ___ year.
_______________________
(signature)
Faults detected:
__________________________________________________________________________________
__________________________________________________________________________________
Faulty-condition cause:
__________________________________________________________________________________
__________________________________________________________________________________
__________________________________________________________________________________
__________________________________________________________________________________
Tel. Technical support: +48 889 226 032
Address of the service center: 38500, Poland, Sanok, Zamenhofa 9 Street
=======================================================================
Date of reception of the welding unit for repair «_____» __________ 20 ___ year.
_______________________
(signature)
Faults detected:
__________________________________________________________________________________
__________________________________________________________________________________
Faulty-condition cause:
__________________________________________________________________________________
__________________________________________________________________________________
__________________________________________________________________________________
__________________________________________________________________________________
Tel. Technical support: +48 889 226 032
Address of the service center: 38500, Poland, Sanok, Zamenhofa 9 Street
=======================================================================
PATON VDI SERIES ECO DC MMA - 20 -
 Loading...
Loading...