


XTI 200 AC/DC P
INVERTER WELDER
Instructions for use
ISSUE 3
XTI 200 AC/DC INVERTER – USER INFORMATION
WARNING
Operation and maintenance of arc welding equipment can be
dangerous and hazardous to your health.
To prevent possible injury, read, understand and follow all
warnings, safety precautions and instructions before using the
equipment
GASES AND FUMES
Gases and fumes produced during the arc welding/cutting
process can be dangerous and hazardous to your health.
Keep all fumes and gases from the breathing area.
Keep your head out of the welding fume plume.
Use an air-supplied respirator if ventilation is not adequate to
remove all fumes and gases.
The kinds of fumes and gases from the arc welding/cutting
depend on the kind of metal being used, coatings on the
metal, and the different processes. You must be careful when
cutting or welding any metals which may contain one or more
of the following:
Antimony, Chromium, Mercury, Arsenic, Cobalt, Nickel,
Barium, Copper, Selenium, Beryllium, Lead, Silver, Cadmium,
Manganese, Vanadium
Always read the safety data sheets (SDS) that should be
supplied with the material you are us ing. These SDS will give
you information regarding the kind and volume of fumes and
gases that may be dangerous to your health.
Use special equipment, such as water or down draft
welding/cutting tables, to capture fumes and gases.
Do not use the welding torch in an area where combustible or
explosive gases or materials are located.
Phosgene, a toxic gas, is generated from the vapours of
chlorinated solvents and cleansers. Remove all sources of
these vapours.
ELECTRIC SHOCK
Electric shock can injure or kill. The arc welding process uses
high voltage electrical energy. This electric energy can c ause
severe or fatal shock to the operator or others in the
workplace.
Never touch any parts that are electrically “live”
Wear dry gloves and clothing. Insulate you rself from the work
piece or other parts of the welding circuit.
Repair or replace all worn or damaged parts.
Extra care must be taken when the workplace is moist or
damp.
Disconnect power source before performing any service or
repairs.
FIRE AND EXPLOSION
Fire and explosion can be caused by hot slag, sparks, or the
arc weld.
Be sure there is no combustible or flammable material in the
workplace. Any material that cannot be removed must be
protected.
Ventilate all flammable or explosive vapours from the
workplace.
Do not cut or weld on containers that may have held
combustibles.
Consult the site safety officer before working in areas where
fire hazards exist.
Do not cut aluminium alloys underwater or on a water table
unless the hydrogen gas can be eliminated or dissipated.
Trapped hydrogen gas that is ignited will cause an explosion.
NOISE
Noise can cause permanent hearing loss. Arc welding/cutting
processes can cause noise levels to exceed safe limits. You
must protect your ears from loud noise to prevent permanent
loss of hearing.
To protect your hearing from loud noise, wear protective ear
plugs and/or ear muffs. Protect others in the workplace.
Noise levels should be measured to be sure the decibels
(sound) do not exceed safe levels.
ARC WELDING RAYS
Arc welding/cutting rays can injure your eyes and burn your
skin. The arc welding/cutting process produces very bright
ultra violet and infra red light. These arc rays will damage your
eyes and burn your skin if you are not properly protected.
To protect your eyes, always wear a welding helmet or shield.
Also always wear safety glasses with side s hields, goggles or
other protective eye wear.
Wear welding gloves and suitable clothing to protect your skin
from the arc rays and sparks.
Keep helmet and safety glasses in good condition. Replace
lenses when cracked, chipped or dirty.
Protect others in the work area from the arc rays. Use
protective booths, screens or shields.
GENERAL DESCRIPTION
This welding machine is manufactured using advanced
inverter technology. The input voltage is rectified to DC and
then inverted to high frequency AC voltage. This allo ws the
use of a much smaller transformer and so allowing weight
saving and improved power efficiency.
INSTALLATION
LOCATION
Be sure to locate the machine according to the following
guidelines:
In areas, free from moisture and dust ambient temperature
between 0
In areas, free from oil, steam and corrosive gases.
In areas, not subjected to abnormal vibration or shock.
In areas not exposed to direct sunlight or rain.
Place at a distance of 12” (304.79mm) or more from wall s or
similar that could restrict natural airflow for cooling.
CONNECTION OF POWER SUPPLY CABLE
Warning:
Parweld advises that this equipment be electrically conne cted
by a qualified electrician.
Connect the power supply cable to the required voltage. The
primary cable should be connected to the correct size of
socket to avoid arcing or over heating. Ensure the power
supply is sufficiently rated to match the machines maximum
output (refer to specification table on machine).
Operate the welding power source from a single-ph ase 50/60
Hz, ac power supply. The input voltage must match one of the
electrical input voltages shown on the input data label on the
unit nameplate. The XTI200 AC/DC machine should only be
used on 230v supply. Refer to the specifications table for
voltage tolerances.
Connect the end of earth (green) conductor to a suitable
earth. Use a grounding method that complies with all
applicable electrical regulations
c
degrees to 40 c degrees.
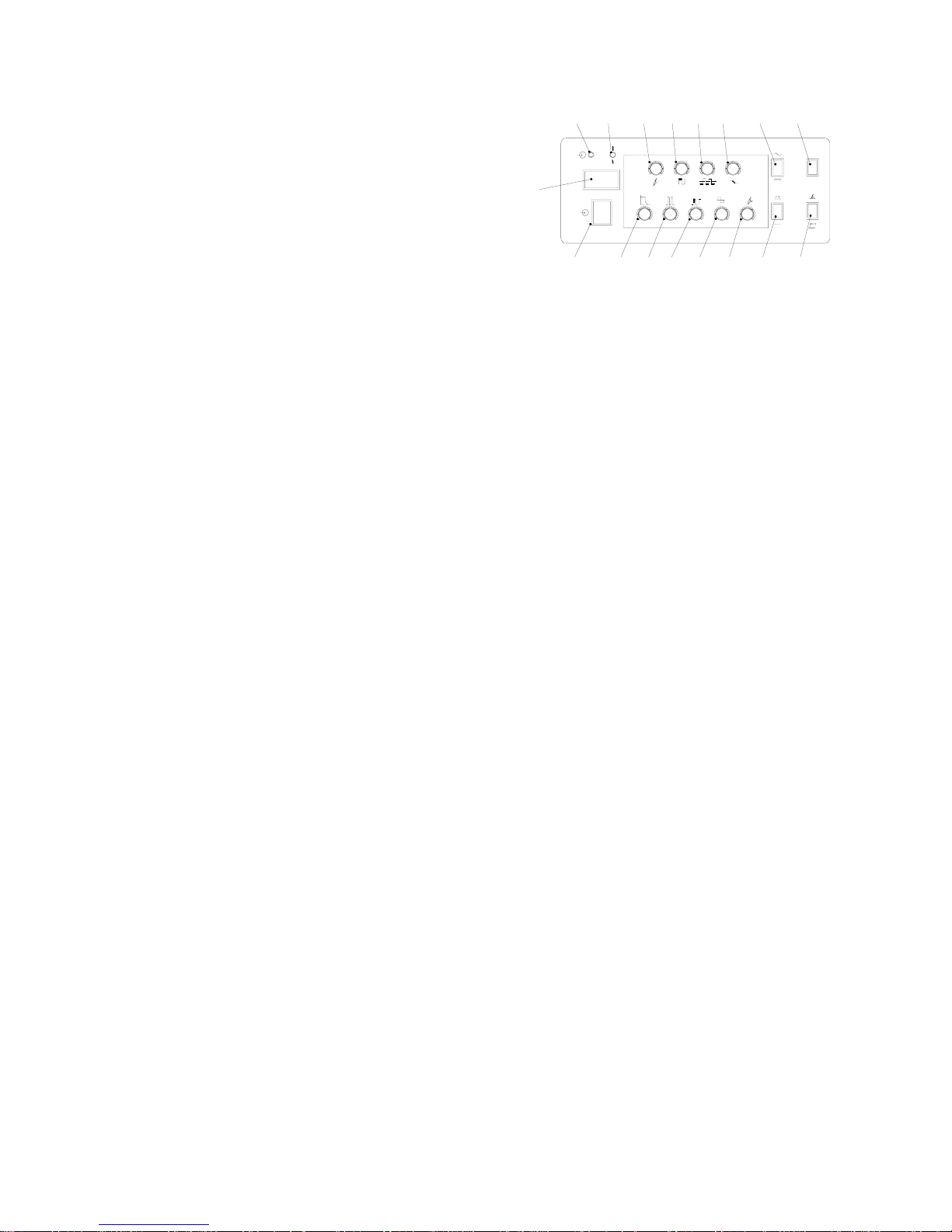
Explanation of controls
123456 7 8
Peak
Background
Gas
Current
Pre-Flow
FAULT
V
Amps
9
1
V
O
10 11 12 13 14 15 16 17
0100
A
Arc
Force
fequency
0200
A05S
f
Pulse
Down
Current
slope
10 90
010
%
S
tt1
+
%
t2
-
Pulse
time
Post
Cleaning
Flow
2T
4T
1) Vow voltage light. Indicates when the input power is
under voltage.
2) Fault light This indicates a fault or over tem perature
condition with the machine refer to the fault finding
section for further information.
3) Gas Pre-flow for adjustment of the pre flow of gas
after the trigger is activated before the arc strikes.
Adjustable from 0 to 2 seconds.
4) Output power control for adjustment of the power
out put of the machine in TIG or MMA mode.
5) Background Current Adjustment of the base or
background current level when in Pulse TIG mode.
6) Down slope time. Adjustment of the time taken to
reduce the welding current form the peak value to
zero at the end of the weld cycle. Adjustable from 0
to 10 seconds.
7) AC/DC output selector. Switches the machines
output from AC to DC depending on the
requirements of the welding process.
8) 2T 4T selector switch. Selects the trigger logic to be
used in TIG welding mode. 2T requires the trigger to
be pressed and held closed for the whole welding
cycle releasing the trigger will start the down slope. I
4T position the trigger is pressed briefly to start the
process and briefly again to stop the process so
offering greater operator comfort for longer welding
cycles.
9) Digital display. Displays the peak current output of
the machine in all welding modes.
10) ON OFF Switch for switching on or off the mains
supply to the machine. Note in MMA mode the output
of the machine is permanently on unless the on/off
switch is in the off position
11) Arc force adjustment. Provides adjustment of the
arc characteristic in MMA modes. Increasing the arc
force means the machine will compensate for
fluctuations in arc voltage and increase current to
maintain a stable penetrating arc. Low arc force will
give a softer arc.
12) Pulse Frequency. When in DC TIG Pulse mode,
allows adjustment of the pulse frequency of bet ween
0.5 and 300 Hz.
13) Pulse time. This adjusts the time period when the
pulse is at maximum and is a percentage of the
pulse frequency selected.
14) Cleaning. When in AC TIG mode allows adjustment
of the percentage of electrode positive and electrode
negative time so allowing adjustment of the
percentage of heating and cleaning depending upon
the material being welded. Minimum is 20% and
maximum is 80%
15) Post gas time This controls the time of the post flow
gas after the welding current has switched off and is
adjustable between 0 ands 10 seconds.

16) Pulse selector. Switches DC pulsing on or off when
in DC TIG welding mode.
17) Process selector switch Switches the machine
between TIG welding and MMA welding mode. Note:
the power output is latched on when in MMA mode
so it should only be changed over when all output
cable connections have been made to the machine.
XTI 200
AC/DC
18 19 2220
18) Negative Power output terminal
19) TIG Welding gas output (3/8 BSP)
20) Trigger socket This is the connection point for the
torch trigger which starts and stops the welding cycle
when in TIG welding mode. This is also the
connection for the remote foot control or torch
mounted remote control.
1
5
4
0
2
3
10k
22) Positive Power connection
Connection of torches and operation
Wide safety margins provided by the coil design ensure that
the welding power source will withstand short-term overload
without adverse effects.
The welding current range values should be used as a guide
only. Current delivered to the arc is dependent on the welding
arc voltage, and the process selected. The operator should
use the welding current range values as a guide, and fi nally
adjust the current setting to suit the application.
CAUTION:
Before connecting torch and cables to the machine make sure
the primary power supply is switched off. Remove any
packaging material prior to use. Do not block the air vents at
the front or rear or sides of the welding power source.
MMA cable connections
Connect work lead to Negative terminal
Connect electrode lead to the Positive terminal 6 insert an
electrode in the holder. Ensure the selector switches are in
the following positions MMA, Pulsing off and select AC or DC
depending upon the electrode type. Switch the machine on.
Use the control knob to adjust the require output current.
MMA WELDING GUIDE
Electrode polarity
MMA electrodes are generally connected to the torch terminal
and the work lead to the work piece terminal
But if in doubt consult the electrode manufacturer’s literature.
Effects of stick welding various materials
High tensile and alloy steels
The two most prominent effects of welding these steels are
the formation of a hardened zone in the weld area, and, if
suitable precautions are not taken, the occurrence in this zone
of under-bead cracks. Hardened zone and under-bead cracks
in the weld area may be reduced by using the correct
electrodes, preheating, using higher current settings, using
larger electrodes sizes, short runs for larger electrode
deposits or tempering in a furnace.
Manganese steels
The effect on manganese steel of slow cooling from high
temperatures enbrittlement For this reason it is absolutely
essential to keep manganese steel cool during welding by
quenching after each weld or skip welding to distribute the
heat.
Cast iron
Most types of cast iron, except white iron, are weldable. White
iron, because of its extreme brittleness, generally cracks when
attempts are made to weld it. Trouble may also be
experienced when welding white-heart malleable, due to the
porosity caused by gas held in this type of iron.
Copper and alloys
The most important factor is the high rate of heat cond uctivity
of copper, making preheating of heavy sections necessary to
give proper fusion of weld and base metal.
Types of electrodes
Arc welding electrodes are classified into a number of groups
depending on their applications. There are a great number of
electrodes used for specialized industrial purposes which are
not of particular interest for everyday general work. These
include some low hydrogen types for high tensile steel,
cellulose types for welding large diameter pipes, etc. The
range of electrodes dealt with in this publicat ion will cover the
vast majority of applications likely to be encountered; are all
easy to use and all will work on even the most basic of
welding machines.
Metals being joined & electrode comments
Mild steel
6013 ideal electrodes for all general purpose work. Features
include outstanding operator appeal, easy arc starting and low
spatter.
Mild steel
7014 all positional electrode for use on mild a nd galvanized
steel furniture, plates, fences, gates, pipes and tanks etc.
Especially suitable for vertical down welding.
Cast iron
99% nickel suitable for joining all cast irons except white cast
iron.
Stainless steel
318l-16 high corrosion resistance. Ideal for dairy work, etc. On
stainless steels.

BASIC TIG WELDING GUIDE
Tig welding cable connection
Connect the TIG torch to the Negative terminal and the work
lead to the Positive terminal for direct current straight polarity.
Direct current straight polarity is the most widely used polarity
for DC TIG welding. It allows limited wear of the electrode
since 70% of the heat is concentrated at the work piece.
Connect the gas hose on the TIG torch to the gas outlet on
the front panel of the machine and the control lead plug to the
socket on the front panel of the machine.
Basic control setups.
DC welding non pulse
Select DC current (7)
Select non pulse (16)
Select 2T trigger (8)
Select Tig mode (17)
Adjust pre-flow to mid range (3)
Adjust down slope to mid range (6)
Adjust post flow to mid range (15)
Adjust welding current to desired level (4)
AC welding non pulse
Select AC current (7)
Select non pulse (16)
Select 2T trigger (8)
Select Tig mode (17)
Adjust pre-flow to mid range (3)
Adjust down slope to mid range (6)
Adjust post flow to mid range (15)
Adjust welding current to desired level (4)
Adjust cleaning control to mid range (14)
Additional pulse settings
Set frequency to mid range (12)
Set pulse duration to mid range (13)
Set background current to mid range (5)
Select pulse option (16)
TIG welding guide ranges
Electrode diameter dc current (amps)
0.040” (1.0mm) 30 – 60
1/16” (1.6mm) 60 – 115
3/32” (2.4mm) 100 – 165
Tungsten electrode types
Electrode type Welding application colour
code
Thoriated 2% dc welding of mild steel,
stainless steel and copper. Excellent arc
starting, long life, high current carrying
capacity.
Ceriated 2% dc welding of mild steel, stainless steel,
copper, aluminium, magnesium and
their alloys longer life, more stable arc,
easier starting, wider current range,
narrower more concentrated arc.
Guide for selecting filler wire diameter
Filler wire diameter dc current range
1/16” (1.6 mm) 20 - 90
3/32” (2.4 mm) 65 - 115
1/8” (3.2 mm) 100 - 165
3/16” (4.8 mm) 200-350
The filler wire diameter specified is a guide only, other
diameter wires may be used according to the welding
application.
Shielding gas selection
Alloy shielding gas
Aluminium & alloys argon
Carbon steel argon
Stainless steel argon
Nickel alloy argon
Copper argon
Titanium argon
ROUTINE MAINTENANCE
The only routine maintenance required for the power supply is
a thorough cleaning and inspection, with the frequency
depending on the usage and the operating environment.
Warning
Disconnect primary power at the source before removing the
cover. Wait at least two minutes before opening the cover to
allow the primary capacitors to discharge.
To clean the unit, remove the screws securing the outer
cover, lift off the outer cover and use a vacuum cleaner to
remove any accumulated dirt and dust. The unit should also
be wiped clean, if necessary; with solvents that are
recommended for cleaning electrical apparatus.
TROUBLE SHOOTING
TIG welding problems
Weld quality is dependent on the selection of the correct
consumables, maintenance of equipment and proper welding
technique.
Description Possible cause Remedy
Excessive bead
build up or poor
Welding current is
too low
penetration or
poor fusion at
edges of weld
Weld bead too
wide and flat or
Welding current is
too high
undercut at edges
of weld or
excessive burn
through
Weld bead too
small or
Travel speed too
fast
insufficient
penetration or
ripples in bead are
widely space apart
Weld bead too
wide or excessive
Travel speed too
slow
bead build up or
Increase weld
current and/or
faulty joint
preparation
Decrease weld
current
Reduce travel
speed
Increase travel
speed

excessive
penetration in butt
joint
Uneven leg length
in fillet joint
Electrode melts
when arc is struck
Dirty weld pool
Electrode melts or
oxidizes when an
arc is struck
Poor weld finish
Arc flutters during
TIG welding.
Welding arc
cannot be
established
Wrong placement
of filler rod
Electrode is
connected to the
‘+’ terminal
(a) Electrode
contaminated
through contact
with work piece or
filler rod material
(b) Gas
contaminated with
air
(a) No gas flowing
to welding region
(b) Torch is
clogged with dust
(c) Gas hose is cut
(d) Gas passage
contains impurities
(e) Gas regulator
is turned off
(f) Torch valve is
turned off
(g) The electrode
is too small for the
welding current
Inadequate
shielding gas
(a) Tungsten
electrode is too
large for the
welding current
(b) Absence of
oxides in the
Weld pool.
a) Connect the
work clamp to
the work piece or
connect the
Re-position filler
rod
Connect the
electrode to the
‘-‘ terminal
(a) Clean the
electrode by
grinding off the
contaminates
(b) Check gas
lines for cuts and
loose fitting or
change gas
cylinder
(a) Check the gas
lines for kinks or
breaks and gas
cylinder contents
(b) Clean torch
(c) Replace gas
hose
(d) Disconnect gas
hose from torch
then raise gas
pressure to blow
out impurities
(e) Turn on
(f) Turn on
(g) Increase
electrode diameter
or reduce the
welding current
Increase gas flow
or check
gas line for gas
flow problems
(a) Select the right
size electrode.
Refer to basic TIG
welding guide.
(b) Refer basic
TIG welding
guide for ways to
reduce arc
flutter
(a) Work clamp is
not connected to
the work piece or
the work/torch
work/torch leads to
the right
welding terminals
(b) Torch lead is
disconnected
(c) Gas flow
incorrectly set,
cylinder empty or
the torch
valve is off
leads are not
connected to the
right
welding terminals
(b) Connect it to
the ‘.’ terminal
(c) Select the right
flow rate,
change cylinders
or turn torch
valve on
Arc start is not
smooth
(a) Tungsten
electrode is too
large for the
welding current
(b)The wrong
electrode is being
used for the
welding job
(c) Gas flow rate is
too high
(d) Incorrect
shielding gas is
being used
(e) Poor work
clamp connection
to work piece
(a) Select the right
size electrode
(b) Select the right
electrode type.
Refer to basic TIG
welding guide
(c) Select the
correct rate for the
welding job. Refer
to basic TIG
welding guide
(d) Select the right
shielding gas.
Refer to basic TIG
welding guide
(e) Improve
connection to work
piece
MMA welding problems
Description Possible cause Remedy
Gas pockets or
voids in weld
metal (porosity)
(a) Electrodes are
damp
(b) Welding
current is too high.
(c) Surface
impurities such as
(a) Dry electrodes
before use
(b) Reduce
welding current
(c) Clean joint
before welding
oil, grease, paint,
etc
Crack occurring in
weld metal soon
after solidification
commences
(a) Rigidity of joint.
(b) Insufficient
throat thickness.
(c) Cooling rate is
too high.
(a) Redesign to
relieve weld joint
of severe stresses
or use crack
resistance
electrodes.
(b) Travel slightly
slower to allow
greater build up in
throat.
(c) Preheat plate
and cool slowly.
A gap is left by (a) Welding (a) Increase

failure of the weld
metal to fill the
root of the weld
Portions of the
weld run do not
fuse to the surface
of the metal or
edge of the joint.
current is too low
(b) Electrode too
large for joint.
(c) Insufficient gap
(d) Incorrect
sequence
(a) Small
electrodes used
on
heavy cold plate
(b) Welding
current is too low
(c) Wrong
electrode angle
(d) Travel speed of
electrode is
too high
(e) Scale or dirt on
joint surface
welding current
(b) Use smaller
diameter
electrode.
(c) Allow wider
gap
(d) Use correct
build-up sequence
(a) Use larger
electrodes and
preheat the plate
(b) Increase
welding current
(c) Adjust angle so
the welding arc is
directed more into
the base metal
(d) Reduce travel
speed of
Electrode
(e) Clean surface
before welding.
Description Possible cause Remedy
Non-metallic
particles are
trapped in the
weld metal
(slag inclusion).
.
.
(a) Non-metallic
particles may
be trapped in
undercut from
previous run
(b) Joint
preparation too
restricted
(c) Irregular
deposits allow slag
to be trapped.
(d) Lack of
penetration with
slag
trapped beneath
weld bead.
(e) Rust or mill
scale is
preventing full
fusion.
(a) If bad undercut
is present,
clean slag out and
cover with a
run from a smaller
diameter
electrode
(b) Allow for
adequate
penetration and
room for
cleaning out the
slag
(c)if very bad, chip
or grind out
Irregularities
(d) Use smaller
electrode with
sufficient current
to give
adequate
penetration. Use
suitable tools to
remove all
slag from corners
(e) Clean joint
before welding.
(f) Wrong
electrode for
position
in which welding is
done.
Power source problems
Description Possible cause Remedy
The welding arc
cannot be
established
Maximum output
welding current
cannot be
achieved with
nominal
mains supply
voltage
Welding current
reduces when
welding
A total loss of
power, pilot lamp
is off, no output,
the fan is not
operating
Fault lamp is on,
no power output.
(a) The primary
supply voltage
has not been
switched on
(b) The welding
power source
switch is switched
off
(c) Loose
connections
internally
Defective control
circuit
Poor work lead
connection to
the work piece
(a) Failure of input
voltage
(b) Possible over
voltage
(c) Internal fault
with the machine
(a) Machine
overheated
(b) Over current
state
(c) Internal fault
with machine
(f) Use electrodes
designed for
position in which
welding is
done, otherwise
proper control
of slag is difficult.
(a) Switch on the
primary supply
voltage
(b) Switch on the
welding
Power source.
(c) Have a
qualified service
engineer repair the
connection
Have a qualified
service engineer
inspect then repair
the welder
Ensure that the
work lead has
a positive
electrical
connection to the
work piece
(a) Re-establish
mains supply
(b) Check voltage
and if necessary
move machine to
alternative supply
(c) Have a
qualified service
engineer inspect
then repair the
welder
(a) Allow to cool
with fan running
(b) Switch off
mains power to
the machine and
re start
(c) Have a
qualified service
engineer inspect
then repair the
welder

EC DECLARATION OF CONFORMITY
Hereby we declare that the machines as stated below
Type: XTI 200 AC/DC, XTI 200 AC/DC-DV
Conform to the EC Directives: 73/23/EEC and
89/336/EEC
European standard: EN/IEC 60974-1
This is to certify that the tested sample is in conformity with all
provisions of the above detailed EU directives and product
standards.
Rohs Compliance Declaration
Directive 2002/95/ec of the European Parliament
Restriction of use of certain hazardous substances in
electrical and electronic equipment
Type: XTI 200 AC/DC , XTI 200 AC/DC-DV
The above listed products are certified to be compliant with
the rohs directive with all homogeneous component parts
being controlled to ensure material contents as per the list
below.
Cadmium 0.01% by weight
Lead 0.1% by weight
Mercury 0.1% by weight
Hexavalent chromium 0.1% by weight
Polybrominated biphenyl’s (pbbs) 0.1% by weight
Polybrominated diphenyl ethers (pbdes) 0.1% by weight
It should be noted that under specific exempted applications,
where lead is used as an alloying element the following limits
are applied in accordance with the regulations.
Copper and copper alloy parts use less than 4% by weight of
each homogeneous component.
Steel and steel alloy parts use less than 4% by weight of each
homogeneous component.
Aluminium and aluminium alloy parts use less than 4% by
weight of each homogeneous component.
Only dispose off in
authorised sites for
electrical and electronic
waste do not dispose of
with general refuse or
landfill waste.
STATEMENT OF WARRANTY
Limited Warranty:
Parweld Ltd, hereafter, “Parweld” warrants to customers of its
authorized distributors that its products will be free of defects
in workmanship or material. Should any failure to conform to
this warranty appear within the time period applicable to the
Parweld products as stated below, Parweld shall, upon
notification thereof and substantiation that the product has
been stored, installed, operated, and maintained in
accordance with Parweld’s specifications, instructions,
recommendations and recognized standard industry practice,
and not subject to misuse, repair, neglect, alteration, or
accident, correct such defects by suitable repair or
replacement, at Parweld’s sole option, of any components or
parts of the product determined by Parweld to be defective.
Parweld makes no other warranty, express or implied. This
warranty is exclusive and in lieu of all others, including, but
not limited to any warranty of merchantability or fitness for any
particular purpose.
Limitation of Liability:
Parweld shall not under any circumstances be liable for
special, indirect or consequential damages, such as, but not
limited to, lost profits and business interruption. The remedi es
of the purchaser set forth herein are exclusive and the liabilit y
of Parweld with respect to any contract, or anything done in
connection therewith such as the performance or breach
thereof, or from the manufacture, sale, delivery, resale, or use
of any goods covered by or furnished by Parweld whether
arising out of contract, negligence, strict tort, or under any
warranty, or otherwise, shall not, except as expressly provided
herein, exceed the price of the goods upon which such liability
is based. No employee, agent, or representative of Parweld is
authorized to change this warranty in any way or grant any
other warranty.
Purchaser's rights under this warranty are void if replacem ent
parts or accessories are used which in Parweld’s sole
judgment may impair the safety or performance of any
Parweld product.
Purchaser's rights under this warranty are void if the product
is sold to purchaser by non-authorized persons.
The warranty is effective for the time stated below beginning
on the date that the authorized Distributor delivers the
products to the purchaser. Notwithstanding the foregoing, in
no event shall the warranty period extend more than the time
stated plus one year from the date Parweld delivered the
product to the authorized distributor.
 Loading...
Loading...