

Page 1
2009.04
panasonic-denko.co.jp/ac/c
Panasonic Electric Works
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
Page 2

期冀以卓越、先进的功能、性能,为客户提供最大的实惠。
答案就是凌驾于超小型基本模型之上的 。
高度仅为90mm,宽度仅为25mm的控制单元。
即使扩展至最大3台,宽度也仅为100mm。
超小型机身占用极小的安装面积,为机械、设备、控制柜的小型化做出贡献。
超小型
I/O点数
最少10点
128
最大
在I/O 32点控制单元上
追加3台I/O 32点的扩
展单元,即可扩展到
最大128点。
点
输入/输出端子
扩展单元
扩展单元
扩展单元
用一根电缆来连接到计算
机用的编程工具“Control
FPWIN Pro”、“Control
FPWIN GR”上。
编程口
USB2.0和RS232C
两个端口。
C14R控制单元
程序容量32k步、
数据寄存器32k字。
随着装置、设备的高功能化(模拟控制、定位、通信、触摸屏)发展,程
序不可避免地会增大,并变得复杂。FP0R通过大容量程序内存32k步来
解决这一课题,并进一步地将数据寄存器扩大到32k字,在支持程序增
大的同时,还使履历管理、多品种数据设定等变得更加简单。
※C10/C14/C16中16K步、数据寄存器12字
配备独立的注释内存。
■便于维护程序
在计算机上管理程序时,常常会难以辨别“到底哪个是最终数据呢?”
等,而正在运行的设备的PLC内的程序往往是最确凿的。FP0R配备了
独立的注释内存,使所有注释均可与程序一同保存到PLC内,使得程序
管理、维护变得十分轻松。
●程序容量
内存
用户程序区域
注释区域
C32T控制单元
FP0R时 FP0时
内存
I/O注释
100,000点
行间注释
5,000行
注释
5,000行
用户程序区域
大容量
■完全对应下一代编程工具FPWIN Pro
功能块(FB)和顺序功能图(SFC)中如果没有图画信息(项目文件),则无
法在计算机上描绘出原先的图画。由于FP0R可利用注释内存来保存项
目文件,因此读取程序后,可恢复原先的图画。为此,可在舒适的环境
中使用FPWIN Pro。
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
项目(图画信息)
的上传
项目(图画信息)
的下载
恢复原先的图画
Page 3

全球范围内同时承诺3年保修。
详情请登录以下网站查询。
保修
标准配备Mini USB2.0编程口。
■简单、方便
使用一根市售的USB电缆(等级B、5Pin)即可简单地连接到电脑上,编辑程
序或进行监控。不需要使用昂贵的USB转换适配器。出差时也无需担心忘
记携带专用电缆的烦恼。十分方便的操作性,可提高生产效率。
※请使用U SB2.0标准电缆 (A mini B型) 。
形状: USB(A)雄-U SB(mini-B 、5Pin)雄
以往(FP0)时 FP0R时
计算机
USB电缆
计算机
直接连接
USB电缆
超高速运算处理。
为生产性的提高做出贡献。
■0~3000步
超高速80ns/步(ST指令)
只需将以往的FP0(2.7K步)转移到FP0R上,即可大幅地缩短扫描
时间。
■3001步以上的情况下也可达到以往速度的1.5倍
FP0基本指令速度为900ns。FP0R则是该速度的1.5倍,即600ns。
即使程序因设备和装置功能的提升而增大,配合使用上述超高速
处理部分(0~3K步)即可提高处理速度,大幅提升生产性。
基本指令
900ns(所有程序)基本指令900ns(所有程序)
RS232 C
电缆
USB/R S232C
转换适配器
还可使用以 往的编程口。
■高速的程序传输
只要使用USB编程口,即可极其高速地传输程序,并
进一步提高操作性。即使是32k步(无注释),也只
需约5秒 的传输时间 ,瞬间 完成传输, 不会感受到
压力。
※对应 OS Window s 2000以上
业内首创
无电池、对所有数据进行备份。
F型(F P0R-F 32) 内置了最新 的设备“FRAM ”,无需使 用备份 电池,即
可自动地 实时保持所 有的数 据。
长期休假 过后,无需 担心休 假期间数据 的消失。
对于出口 、移动到海 外的装 置,无需进 行电池更换的维护 。
进行设备 更换等时, 可简单 地使闲置装 置恢复。
※截止到20 09 年4 月1 日
灵活运用超高速性。
用作传感器控制器也十分适合
例如贴标签机械。要对高速卷动的纸衬纸带上的标签头部或者标签终端边缘
进行检测时,需要具备以下能力:可瞬时获取光纤传感器的输出信号,并高
速地对滚筒的旋转进行控制。
FP0R的扫描时间如下所示:
100步程序的情况下为0.2ms以下。
1000步的情况下也仅需0.5ms以下。
具备超高速的能力。
与SUNX生产的光纤传
感器组合使用,FP0R
可作为高性能传感器控
制器来发挥威力。
通过高速扫描
来使标签检测时
间和设备控制时间
标签
达到最短!
100步:
0.2ms以下
ST指令
(0~3000步)
基本指令
(3001步~以上)
光纤传感器
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
Page 4

定位
■JOG定位控制(指令F171)
在没有目标值设定的情况下即可启动。通过停止输入来设
置目标值,执行减速停止。
JOG运行(无目标值设定)
持续运行直至输入停止
JOG运行过程中也可变更速度
启动信号 停止信号
用于以下用途时将十分便利
■标签机械:通过标签终端检测信号来执行定位停止。
■加工机:通过检测加工对象物的前端来执行定位停止/切断、开孔。
定位减
速停止
■速度变更(使用指令F171,F172有效)
在JOG运行、梯形控制过程中可通过外部信号来变更目标
速度。
可自由地变更速度,直至进入减速停止动作。
■加减速时间分别设定(使用指令F171,F172,F174,F175有效)
可分别设定加速时间、减速时间。
加速时间 减速时间
可在30ms~32767ms的范围内分别进行设定。
用于以下用途时将十分便利
■标签机械:花费少许时间启动,防止纸带用完。
检测标签终端时,通过急速的减速停止来节约纸带长度。
■脉冲频率测定(指令F178)
对1个指令在指定时间内输入的脉冲数进行计数,并计算
频率。
指定时间内
可指定的时间:1 ms~5 000m s
用于以下用途时将十分便利
■搬运、加工装置中的速度同步。
■内置4轴脉冲输出(晶体管输出型)
多轴(4轴)控制可不使用扩展。
由于4轴均内置了脉冲输出,因此无需使用定位单元等扩展单元,
即可执行多轴电机控制。
各轴最大50KHz
■可同时使用高速计数器(6ch)+脉冲输出(4ch)
与梯形程序图进行组合,通过高速计数器输入来测量编
码器发出的脉冲信号,并根据这一信号来调整脉冲输出
的频率,从而实现从轴对主轴速度的同步,构建相应的
应用。
如右图所示,通过编码
器脉冲计数来测量变频
器所控制的传输带1的
速度,并使电机(从轴)
输出与该速度相符的脉
冲(JOG运行),使得传
输带2的速度实现同步。
高速
计数器
传输带1
编码器
脉冲输出
(主轴)
电机
(从轴)
电机
变频器
传输带2
用于以下用途时将十分便利
■检测编码器反馈的电机旋转速度。
可同时对2组2轴直线插补进行控制。
无需复杂的速度计算和程序,只要使用专用指令(F175)即可执行
2轴直线插补。由于可同时执行2组控制,因此还可对XY两个工作
台进行控制。
2轴XY工作台×2台控制
■内置多点PWM输出(4ch)
1台FP0R上最多可控制4台DC电机/风扇电机的速度。还可用作模
拟电压输出。
DC电机/
风扇电机
通过使PWM输出的ON幅度在
0.1%~99.9%内发生变化,从
而可控制速度。
插入平滑用电容后,还可用作模
拟电压输出(分辨率1/1000)。
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
Page 5
网络
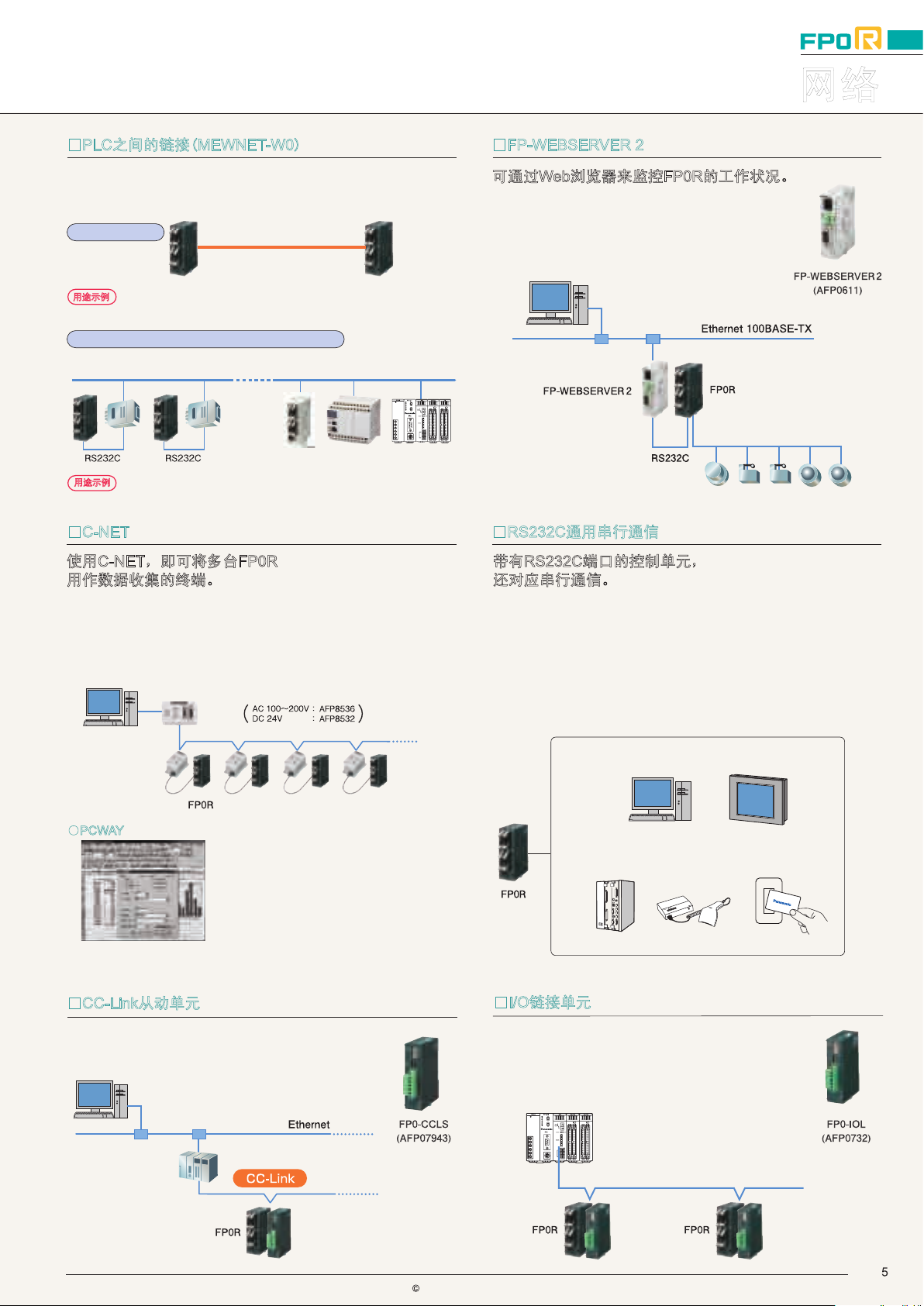
■PLC之间的链接(MEWNET-W0)
除FP0R以外,可与FP∑、FP-X、FP2/FP2SH混合使用,无需使用
程序即可最多在16台PLC之间进行触点、数据信息的共享。
RS232C时
可执行1:1链接
用途示例
RS232C、2站、115.2kbps、15m
分别用FP0R来控制小型装置的组装部和搬运部,通过PLC之间
的链接实现中继。可共通使用1台触摸屏。
除FP0R以外,
还可连接
FP∑、FP-X、
FP2/FP2SH
RS485:使用市售RS232C-RS485转换适配器
最多可连接16台
用途示例
制造流水线的工作管理。
RS485、16站、115.2kbps、1200m
市售RS232C
-RS485转换
适配器
可与FP∑、FP-X、FP2/FP2SH混合使用
■C-NET
使用C-NET,即可将多台FP0R
用作数据收集的终端。
只要使用本公司的网络C-NET,即可使用专用的适配器用2线电缆
对多台FP0R进行多点连接。可用于使用计算机的分散控制,以及
集中管理系统的网络终端。
C-NET
适配器
C-NET
适配器
S2型
(AFP15402)
最大32台
19,200bps
JB DD 最长1,200M
■FP-WEBSERVER 2
可通过Web浏览器来监控FP0R的工作状况。
通过RS232C来链接FP-WEBSERVER2和FP0R,
通过专用的软件(FP Web Configurator Tool2)进
行设定,从而可通过计算机的Web浏览器来监控
FP0R的工作状况。
■RS232C通用串行通信
带有RS232C端口的控制单元,
还对应串行通信。
使用RS232C端口,可直接连接到触摸屏和计算机上。
另外,可轻松地实现与条形码扫描仪等串口设备双向数据传输。
※ 串口接 线端口部通过S.R .G3端子进行连接 。
触摸 屏还可通过编程口进 行连接。
※ 继电 器输出型、晶体管输 出型的控制单元上均 可带RS232C串 口。
●连接可编 程智能操作面板、计 算机
●
PCWAY
备有Excel Add-in软件“PCWAY”,
用于从网络上的PLC中收集数据。由
于Excel工作簿上可简单地读取PLC
的位和数据寄存器的内容,因此发生
异常时还可发送邮件,或者垂询情况。
■CC-Link从动单元
对应开放网络CC-LINK。最大16点输入/16点输出,
可对4字数据进行读取/写入。
其他公
司的PLC
可作为从站
进行连接
FP0
CC-Link
从站单元
上位计算机
(市售计算 机)
●与各种R S232C机器之间 的数据输入、输出
图像检测仪 条形码读取 器
■I/O链接单元
这是一款为使FP0R作为本公司网络MEWNET-F
(远程I/O系统)的从站而发挥功能的链接单元。无
需使用程序即可与主站之间交换输入32点、输出
32点的I/O信息。
配备了复合通信
单元(FP2-MW)的主站
RS485/32站/500kbps/700m
FP0
I/O链接
单元
触摸屏
ID卡管理 系统
FP0
I/O链接
单元
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
Page 6

其他便利的功能
■程序保护
●禁止上传程序的设定
使用工具软件FPWIN即可任意地禁止程序的上传。关闭不正当的复
制,保护客户的重要程序。最适用于使用计算机来管理原始程序的
操作人员。
计算机
上传
(读取)
上传
(读取)
FP装载器
●8位密码
可输入大小写的英文字母和数字,因此约有218兆组合。连续三次
输入错误后需要电源重新上电。
最适用于需要通过FP0R上传程序的操作人员。
■温度调节
使用PID指令(F356 EZPID),仅需记述1行
指令,即可实现较难的PLC温控程序。
热电偶单元
■模拟量I/O
小型尺寸的机身包括有模拟量输入2ch、模拟量输出1ch的模拟量I/O单元、
模拟量输入8ch的A/D转换单元、以及模拟量输出4ch的D/A转换单元。可
实现最大24ch、多信道的通信。另外,保持小型机身的同时,输入/输出
的分辨率达到1/4000(12位),具备了高性能。机身的DIP开关对应各种输
入输出范围,使用操作性也十分卓越。
压力传感器
激光模拟传感器
模拟量I/O单元
输入2ch/输出1ch
模拟量
输入8ch
I/O单元
转换单元
D/A
电压输出4ch
变频器
电位计
转换单元
D/A
电流输出4ch
备有综合精度±0.8℃(K,J,T范围)4ch型、8ch
型两个机型。最多可连接3个单元,最大可实
现24ch的高精度、多点PID控制。
■内置RTC实时时钟(仅限T型)
可对年月日时分秒的数据进行处理。可使定期的生产信息、工作状
况的监控以及错误信息的履历管理与时钟数据相结合。
■中断输入
与扫描时间无关,可高速地读取输入信号,并瞬时地执行中断程
序。可有效用于高精度的定位控制和排除不良的阀门控制。可在
中断输入中指定X0~X7。(仅C10为X0-X5)
■脉冲捕捉
可捕捉10μs的脉冲输入。可方便地捕捉对
较小部品进行检测等的传感器信号。
可在中断输入中
指定X0~X7。
■EEPROM数据保存(指令F12、P13)
FP0R的所有机型中均内置了EEPROM,可对数据进行电气性改写,无需
供给电压即可保持数据。使用指令P13来写入各种设定值、生产实绩等,
并进行保存。必要时可通过指令F12来读取。
64字/块
(最多可写入256块)
注)写入次数的限制:各个块1万次
P13(写入)
F12(读取)
■RUN过程中下载程序
即使FP0R正处于RUN模式中,设备正在工作,也可将离线时编辑的程
序完整地下载到FP0R中。同时还可写入注释。无需因为更换程序而停
止生产。
RUN过程中下载
或者
可同时地
写入程序/注释
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
Page 7

编程软件
■Control FPWIN Pro
(符合IEC61131-3的Windows版软件)
依据国际标准IEC61131-3。同时也是经PLC open认定的编程软件。
梯形图
功能模块图
结构化文本
顺序功能图
指令表
●用最适于处理的语言编程
可以在机械控制中用梯形语言,在通信控制中用ST等最适于处理的语
言,实现了简明高效的程序编写。
●用最擅长的语言编程
因能够按功能、按工序简便地进行程序的分开编写与合成,大幅度地
缩短了程序的编写时间。
主程序
(SFC)
位控程序
(ST)
通信程序
(ST)
异常处理程序
(梯形图)
完成
程序
设计者A
(SFC)
设计者B
(ST)
设计者C
(ST)
设计者D
(梯形图)
完成
程序
特 点
可以使用5种编程语言。
1.
可以采用开发者最擅长的语言或者适合于该处理的语言进行程序编辑。
同时支持像C语言那样的可实现结构化的高级语言(结构式文本)主程序。
简便地实现原有程序的再利用。
2.
利用结构化编程,可以将按功能和工序进行的程序的分开编写,编写效
率得到飞跃的提高。
能够防止泄露专有技术机密。
3.
对程序的部分黑箱化有利于防止专有技术机密的泄露并可提高保密性。
程序资源进行活用,配备了对以前程序进行转换
4.
的功能。
可以从PLC主机进行源程序的上载。
5.
可以从PLC主机读取程序和注释,提高了可
※限于FP0R・FPΣ・FP-X・FP2(带注释存储器)・FP2SH・FP10SH(带卡板)。
可对FP系列所有机种编程。
6.
动作环境
OS
所需硬盘容量
CPU
搭载内存
画面分辨率
显示色
对象PLC
注)FP1、FP-M、FP3、FP10SH已于2 006年8月停产,现在不进行销售。
※FP0R对应Ver6.1
Windows95(OSR2以上)/98/Me/NT(Ver4.0以上)/2000/XP/Vista
100MB以上
Pentium 100MHz以上
64 MB以上(依据OS)
1024 × 768以上
高彩(16位)以上
FP0R/FP0/FPΣ /FP-X /FP-e/FP1/FP-M/FP2/FP2SH/FP3/FP10SH
维护性。
■Control FPWIN GR
(Windows版软件)
为FP系列专用的梯形程序编程软件。是一种追求现场使用便利性的高操作性工具软件。
程序状态显示
工具栏
将经常使用的功能作
为图标进行汇总
数据监控窗口
触点监控窗口
特 点
考虑到现场操作性,输入、搜索、写入、监控、变更定
1.
时器等现场操作均不需要鼠标。只须键盘操作便可进行。
具有复制和粘贴等Windows标准操作。
2.
3.
对应于FP系列所有机种。并且能充分利用由NPST-GR
Ver.4或者Ver.3编写而成软件资源。
4.
可利用向导功能简单地编程。
5.
能够与CommX、GTWIN、PCWAY同时地以同一端口
进行通信。
动作环境
OS
所需硬盘容量
程序显示
检索窗口
可作各种各样的检索
功能栏
介绍指令的输入以及确定、
在线←→离线的转换、
PLC模式的转换等
CPU
搭载内存
画面分辨率
显示色
对象PLC
注)FP1、FP-M、FP3、FP10SH已于2 006年8月停产,现在不进行销售。
※ FP0R对应Ver2.8
Windows95(OSR2以上)/98/Me/NT(Ver4.0以上)/2000/XP/Vista
40M B以 上
Pen ti um 1 00 MHz以上
64M B以 上( 依据 OS )
102 4 × 76 8以 上
高彩( 16 位) 以上
FP0R/FP0/FPΣ /FP-X /FP-e/FP1/FP-M/FP2/FP2SH/FP3/FP10SH
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
Page 8

型号一览表
■控制单元
输入6点/继电器输出4点
端子台型
输入8点/继电器输出6点
端子台型
输入8点/晶体管输出8点
MIL连接器型
输入16点/晶体管输出16点
MIL连接器型
带RS232C
输入16点/晶体管输出16点
MIL连接器型
带RS232C
T型
带RS232C
■扩展单元
输入8点
MIL连接器型
品号 : AFP03003
型号 :(FP0-E8X)
输入16点 晶体管输出16点
MIL连接器型 MIL连接器型 MIL连接器型
与以住产品FP0通用
输入4点/继电器输出4点 输入8点 晶体管输出8点
端子台型
带RS232C
端子台型
输入16点/晶体管输出16点
MIL连接器型
输入8点/晶体管输出8点
带RS232C
带RS232C
MIL连接器型
输入8点/继电器输出8点
端子台型
F型
输入16点/晶体管输出16点
MIL连接器型
■智能单元
模拟量I/O单元 输入2ch/输出1ch
端子台型 端子台型
品号 : AFP0480
型号 :(FP0-A21)
■链接、通信单元
I/O链接单元
品号 : AFP0732
型号 :(FP0-IOL)
与以住产品FP0通用
A/D转换单元 输入8ch
与以住产品FP0通用
CC-Link从站单元
D/A转换单元 电压输出4ch
端子台型
C-NET适配器S2型
与上位机连接用适配器。
带30m电缆。无需电源。
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
FP WEBSERVER 2单元
FPWEB2
D/A转换单元 电流输出4ch
端子台型
■电源单元、其他
电源 FP内存装载器
输入AC 100V~240V/
输出DC 24V 0.7A
品号 : AFP0634
型号 :(FP0-PSA4)
热电偶单元
与以住产品FP0通用
数据清除型/AFP8670
数据保持型/AFP8671
※FP0R中对应Ver.2.0以上
Page 9

■安装板
安装/可选件
控制单元的宽度仅有25mm※。
甚至扩展到I/O 128点,宽度也只有105mm。
控制单元的最小尺寸为W25×H90×D60mm。
另外,最大可扩展到128点。此时的尺寸为W105×H90×D60mm。超小型外形设
计打破了以往人们对小型PLC的看法。从安装面积来看为机器设备控制盘的小型化
作出了贡献。
※ I/O 32点控制单元的宽度为30mm
最多使用三个扩展单元。
采用堆叠方式不需要任何电缆。
扩展单元可以直接连接到控制单元上。扩展单元可使用表面的扩展连接器和锁定单
排触头即可形成层叠系统,而无须特殊扩展电缆,底板等等。
●有3种安装方式可供选择。
控制单元时,使用可选部件“扁平型安装板”可直接安装在配电板表面。
DIN轨道安装
窄长型安装板
扁平型安装板
※不可用于扩展模块
※
无论是端子台还是连接器,仅仅移动终端部分即可简单布线。
●端子台
■可选件
端子台可以直接插入而
无需转动或挤压(欧式
由Phoenix公司制造)可
处理从0.2~1.25mm2的
电线。
兼容型号
C10RS、C10CRS、
C14RS、C14CRS
E8RS、E8YRS、E16RS
●MIL连接器
单元连接器可用于16点
和32点单元。由于松散
布线和压触型设计布线
即简单又无需绝缘。可
以处理从0.2~0.3m m
的电线。
兼容型号
C16T、C16CT、C32T、
C32CT、T32CT
E8X、E8YT、E16X、
E16YT、E16T、E32T
控制单元
扩展单元 扩展单元扩展单元
2
最多可用3
个扩展单元
●配线工具
终端螺丝刀
继电器输出型和端子台
(Phonenix制)在接线时需要。
订购产品号:
AFP0806
●安装部件
FP0安装板 窄长30型
拧紧螺丝用的安装板。宽30mm型。
订购产品号:
●输入/输出电缆
晶体管输出型用I/O电缆
一侧附带连接器的散线电缆(10芯)、AWG22、
0.3mm2、 2根(蓝·白)1套
<长度1m>每套2根
订购产品号:
AFP0521
●维修部件
端子台插座
附带继电器输出·
端子台型。
订购产品号:
AFP0802
AFP0811
<长度3m>每套2根
订购产品号:
(2个装)
(10个装)
AFP0523
订购产品号:
订购产品号:
●扁平电缆连接器
在使用扁平电缆用的连接器时,请通过下列产品号指
定附带极性指定的连接器。
订购产品号:
散线压接连接器
附带于晶体管输出型。
AFP0807
(2个装)
散线压接工具
晶体管输出型附属的连接器
在接线时需要。
AXY52000
FP0安装板 窄长型
拧紧螺丝用的安装板。窄条型。
订购产品号:
AFP0803
AXM110915
订购产品号:
(10个装)
电源电缆
附带于FPOR控制单元。
AFPG805
(长1m)
(1个装)
安装板 扁平型
拧紧螺丝用的安装板。窄条型。
订购产品号:
AFP0804
(10个装)
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
Page 10

兼容性
■本品FP0R与以往产品FP0之间的兼容性
关于程序
FP0R中备有“FP0兼容模式”。在FP0兼容模式中,各个功能、各个内
存区域、系统寄存器的内容等均与FP0相同,因此即使将FP0的程序直
接转移到FP0R中,也可执行与以往完全相同的动作。(一部分例外的内
容如下所示。)
关于安装
形状、外形尺寸、安装尺寸、连接器针的配置与FP0完全相同。
●
将FP0的程序转移到FP0R时,建议使用Control FPWIN Pro或者FPWIN GR。
将FP0的程序下载到FP0R中时,将会出现“切换为FP0兼容模式后下载吗?”的确认窗口。在此选择“是”后,
FP0R将自动地变更为FP0兼容模式。
即使是继续使用相同的装置、机械进行生产,
也可简单、放心地从FP0切换到FP0R中。
将FP0的程序
下载到FP0R
进入FP0兼容
模式吗?
计算机
●
FP0兼容模式中与FP0规格不同之处(详情请参照“FP0R用户手册”。)
项目
指令(P13)EEPROM写入时间
指令(F170)PWM输出频率范围
高速计数器/脉冲输出的经过值
指令(F168)原点复位
指令(F169)脉冲输出
指令(F144)串行数据通信
使用FP内存记录器(AFP8670、AFP8671)从FP0中读取程序,并传输到FP0R的情况下,FP0R将自动地
更改为FP0兼容模式。按照上述操作移动程序时,请使用FP内存记录器Ver2.0以上。(Ver1.1之前的FP内
存记录器不对应FP0R。)
每1块5ms(最大256块:1280ms)
原点复位过程中不对经过值进行计数
■参考:FP0控制单元品号一览表
品名
FP0-C10控制单元
FP0-C10控制单元
(带RS232C端口)
FP0-C14控制单元
FP0-C14控制单元
(带RS232C端口)
FP0-C16控制单元
FP0-C16控制单元
(带RS232C端口)
FP0-C32控制单元
FP0-C32控制单元
(带RS232C端口)
FP0-T32控制单元
带RS232C端口、日历/
( )
时钟功能、10K型
FP0-S-LINK控制单元
(带RS232C端口)
10
内置内存
(程序容量)
EEP-ROM
(2.7K步)
EEP-ROM
(2.7Kス步)
EEP-ROM
(2.7K步)
EEP-ROM
(2.7K步)
EEP-ROM
(2.7K步)
EEP-ROM
(2.7K步)
EEP-ROM
(5K步)
EEP-ROM
(5K步)
EEP-ROM
(10K步)
EEP-ROM
(5K步)
I/O点数 电源电压 输入规格 输出规格 端子形状
输入6点
10点
输出4点
输入6点
10点
输出4点
输入8点
14点
输出6点
输入8点
14点
输出6点
输入8点
16点
输出8点
输入8点
16点
输出8点
输入16点
32点
输出16点
输入16点
32点
输出16点
输入16点
32点
输出16点
输入64点
128点
(S-LINK部)
输出64点
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
变更为FP0兼容模式。
下载程序
是
FP0 FP0R(FP0兼容模式)
0.15Hz~1KHz
±24位
可选择“无计数模式”
可发送字节数:无限制
规格
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
—
继电器输出2A
继电器输出2A
继电器输出2A
继电器输出2A
晶体管输出
NPN 0.1A
晶体管输出
NPN 0.1A
晶体管输出
NPN 0.1A
晶体管输出
NPN 0.1A
晶体管输出
NPN 0.1A
—
以32块为单位,100ms(最大256块:800ms)
即使选择“无计数模式”仍会执行加计数
端子台
端子台
端子台
端子台
MIL连接器
MIL连接器
MIL连接器
MIL连接器
MIL连接器
端子台
※写入1块也是100ms
原点复位过程中对经过值进行计数
可发送字节数:2048
FP内存装载器
6Hz~1KHz
±32位
产品订购号
AFP02123
AFP02123C
AFP02223
AFP02223C
AFP02343
AFP02343C
AFP02543
AFP02543C
AFP02643C
AFP02700
注)关于扩展单元、智能单元,请参照P14。
Page 11

■功能规格(FP0R控制单元)
FP0R 控制单元的种类
编程方式/控制方式
仅控制单元
控制
I/O点数
程序内存
程序容量
指令数
运算处理速度
运行
内存
主控继电器(MCR)
标号数(JMP+LOOP)
微分点数
步梯级数
子程序数
特殊功能
维护
注)关于使用中的限制事项,请参照用户手册。
扩展时1
扩展时2
继电器
内存区
高速计数器
脉冲输出
PWM输出
脉冲捕捉输入/中断输入
中断程序数
定时中断
固定扫描
RS232C端口
内存
支持
自诊断功能
日历/时钟功能
其他功能
※以控制单元相同的输出
构成的情况下
※混有继电器/晶体管的
情况下
基本指令
高级指令
3000步以下
3001步以上
内部继电器(R)
定时器/计数器(T/C)
数据寄存器(DT)
索引寄存器(IX,IY)
程序及系统寄存器
运行内存
规格一览表
C10
(仅继电器输出)
10点
(输入6点、输出4点)
最大58点
最大106点
无
无
C10CRS,C10CRM,C14CRS,C14CRM,C16CT,C16CP,C32CT,C32CP,T32CT,T32CP,F32CT,F32CP配备有1个端口(3P端子台)
传送速度: 2 , 400~115,200bps 传送距离: 15m 通信方式: 半双工传输
C14
(仅继电器输出)
14点
(输入8点、输出6点)
最大62点
最大110点
16000步
基本指令0.08μs~、定时器指令2.2μs~、高级指令0.32μs(MV指令)~
基本指令0.58μs~、定时器指令3.66μs~、高级指令1.62μs(MV指令)~
12315字
单相6 点(各 输入最大5 0KH z)或2相 3ch (各输入最 大15 KHz)
输入: 8程序(仅C10 输入: 6程序)/定时: 1程序/脉冲一致: 4程序
固定区域保存到EEPROM
计数器: 16点
内部继电器: 128点
数据寄存器: 315字
RUN中改写程序、RUN中下载(也可注释)、8位密码设定、禁止程序上载
无 有 无
C16
(仅晶体管输出
(输入8点、输出8点)
最大112点
最大112点
0.5ms单位: 0.5ms~1.5s/10ms 单位:10ms~30s
看门狗定时器(约690ms)、程序检查
)
继电器符号方式/循环运算方式
16点
内置EEPROM(无需备份电池)
约110种
约210种
4,096点
1.024点
14字(IO~ID)
256点
256点
程序容量部分
1000工程
500个子程序
合计8点(带高速计数器)
0.5ms单位: 0.5ms~600ms
保存于EEPROM
C32
(仅晶体管输出)
32点
(输入16点、输出16点)
最大128点
最大128点
4点(各轴 最大50 KHz)
(仅晶体管输出)
※
可独立控 制
4点(6H z~4. 8KHz)
内置有可充电电池
全领域备份
T32
32点
(输入16点、输出16点)
最大128点
最大128点
32000步
32765字
※
2通道
通过FRAM进行全
(仅晶体管输出)
领域备份
(无需电池)
1
F32
■一般规格(FP0R控制单元)
额定电压
允许电压变动范围
允许瞬时停电时间
使用环境温度
保存环境温度
使用环境湿度
保存环境湿度
耐电压(检测电流5mA)
绝缘电阻(试验电压500V DC)
耐振动
耐冲击
耐干扰性
使用环境
项目 规格
C10, C14, C16
C32, T32, F32
■一般规格(FP0R控制单元)
额定输入电压
使用电压范围
额定输入电流
输入阻抗
公共端方式
最小ON电压/最小ON电流
最大OFF电压/最大OFF电流
响应时间
绝缘方式
注) X0~X7为高速计数输入,有很快的响应时间。如果用作正常的输入,建议在梯形程序中插入一定时器,因为振颤和噪声会被当作输入信号。
项目 规格
OFF→ON
ON→OFF
24V DC
21.6V~26.4V DC
约2.6mA(24 V DC时)
约9.1kΩ
6点/公共端(C10)、8点/公共端(C14, C16)、16点/公共端(C32, T32, F32)
19.2V/2mA
2.4V/1.2mA
20μs以下 ※可设定输入时常数(0.1~32ms)
同上
光耦合器
24V DC
20.4~28.8V DC
5ms(20.4V时)、10ms(21.6V以上)
10ms(20.4V以上)
0℃~+55℃
-40℃~+70℃(仅T32 -20℃~+70℃)
10~95%RH(at 25℃ 无凝露)
10~95%RH(at 25℃ 无凝露)
全部输入端子 -全部输出端子,全部输 出端子-全部电源端子、 功能接地端子
全部输入端子 -全部电源端子、功能接 地端子,功能接地端子- 电源端子
全部输出端子 -全部输出端子(不同公 共端间)
全部输入端子-全部输出端子,全部输入端子-全部电源端子、功能接地端子,全部输出端子-全部电源端子、功能接地端子,功能接地端子
-电源端子
5~9Hz 单幅值3.5mm 1扫描/1分钟、9~150Hz 定加速度9.8m/s2 1扫描/1分钟X、Y、Z方向 各10分钟
147m/s
1,000V[p-p] 脉宽 50ns、 1μs(使用干扰仿真器)(电源端子)
无腐蚀性气体及过多灰尘
...
Tr输出:100MΩ以上(Ry输出:100MΩ以上)/全部输出端子-全部输出端子(不同公共端间)
2
以上 X、Y、Z方向 各4次
...
Ry输出:1 ,500V AC 1分钟
(有关ON 点数的限 制,请在 用户手册中确认。)
...
Tr输出:500 V AC 1分钟 (Ry输出:1,500 V AC 1分钟)/
...
Tr输出:500 V AC 1分钟 (Ry输出:500V AC 1分钟)/
...
Ry输出:100MΩ以上
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
11
Page 12

规格一览表
2
■输出规格(FP0R控制单元) ■输入/输出电路图
1. 继电器输出型
输出方式
额定控制容量
响应时间
寿命
浪涌抑制器
公共端方式
项目 规格
OFF→ON
ON→OFF
机械
电气
2. 晶体管输出型(NPN)
输出方式
额定负载电压
负载电压允许范围
最大负载电流
OFF状态泄漏电流
ON状态最大压降
响应时间
外部供给电源电压范围
浪涌抑制器
公共端方式
绝缘方式
注)有关晶体管输出(PNP)型,请咨询。
项目 规格
OFF→ON
ON→OFF
1a输出
2A 250V AC、 2A 30V DC(每个共公端最大4.5A)
约10ms
约8ms
2,000万次以上
10万次以上
无
2点/公共端+1点/公共端+1点/公共端(C10)、4点/公共端+1点/公共端+1点/公共端(C14)
集电极开路
5~24V DC
4.75~26.4V DC
0.2A/点(每个共公端最大2A) 注)
1μA以下
0.2V DC以下
20μs以下(负载电流5mA以上时)、0.1ms以下(负载电流0.5mA以上时)
40μs以下(负载电流5mA以上时)、0.2ms以下(负载电流0.5mA以上时)
DC21.6~26.4V
齐纳二极管
8点/公共端(C16)
16点/公共端(C32,T32,F32)
光耦合器
有关ON点数的限制,请在用
( )
户手册进行确认。
继电器输出型 晶体管输出型(NPN)
输入
9.1kΩ
9.1kΩ
X0
Xn
COM
输出
Y0
Yn
COM
内部电路
内部电路
内部电路
内部电路
内部
注)晶体管输出型时,(+)、(-)端子间的外部供给电压,请在DC21.6~26.4V的范围内使用。
■模拟量单元规格(FP0扩展单元)
1. 模拟量输入规格
项目
输入点数
输入量程
分解能
変換速度
総合精度
输入阻抗
最大绝对能力
电压量程
电流量程
电压量程
电流量程
电压量程
电流量程
绝缘方式
输入/输出触点占有点数
平均化处理功能
※1. 当超过模拟量输入值上、下限时,数字值保持上、下限值。
注)
※2. 为在控制单元的输入上反映出模拟量数据,须花下列时间。
FP0-A21
模拟量输入
FP0-A80
模拟量输入
※3. 输入通道数转换开关的设定值。
※4. 控制单元扫描1次可以获得2通道份的数据。即如果将输入通道数转换开关设定为8CH时,
单元上的数据可更新1次。
0~5V(K0~K4000※1)/−10~+10V
(K-2000~K+2000※1)
模拟量输入端子~FP0内部电路间
光耦合器绝缘(通道之间不绝缘)
模拟量输入端子~模拟量I/O单元外部
供给电源间利用绝缘型DC/DC转换器
模拟量输入端子~模拟量输出端子间利用
绝缘型DC/DC转换器
0V
K0
WX2
0V
K0
WX2
FP0-A21 FP0-A80
2通道/单元
±1%F.S.以下(0~55
无 无/有可切换
10V
转换时间等待更新 更新
1ms
0~扫描时间
10V
转换时间
1ms
〜
※3
1ms×输入CH数
规格
8通道/单元
0~5V(K0~K4000※1)/-10~+10V
0~20mA(K0~K4000 ※1)
等待更新
0~扫描时间
×
-100~+100mV(K-2000K+2000 ※1)
1/4000(12位)
※2
1ms/通道
℃
)、±0.6%F.S.以下(25℃)
1MΩ以上
250Ω
±15 V
±30 mA
模拟量输入端子~FP0 内部电路间
光耦合器绝缘(通道之间不绝缘)
模拟量输入端子~A/D转换单元
外部供给电源间利用绝缘型DC/DC
转换器
输入触点32点
1ms×増設数
更新
※4
输入CH数
1ms×扩展数
2
可切换输入点数: 2,4,6,8通道
K2000
K2000
则扫描4次,控制
2. 模拟量输出规格
项目
输出点数
输出量程
电压量程
电流量程
分辨率
转换速度
综合精度
输出阻抗
最大输出电流
输出负载允许阻坑
电压量程
电压量程
电流量程
绝缘方式 ※2
输入/输出触点占有点数
※1. 当超过模拟量输入值上、下限时,不进行D/A转换(模拟量输出仍保持以前数据)。
注)
※2. 为在控制单元的输入上反映出模拟量数据,须花下列时间。
FP0-A21
WX2
模拟量输出
FP0-A04V・FP0-04I
WX2
模拟量输出
※3. 控制单元扫描1次,向模拟量输出单元输出2通道份的数据。
FP0-A21 FP0-A04V FP0-A04I
1通道/单元
-10 ~+10V量程(K-2000~+2000※1)
0~20mA(K0~K4000 ※1)
30Ω以下
模拟量输出端子~
FP0内部电路间
光耦合器绝缘
(通道之间不绝缘)
模拟量输出端子~
模拟量I/0单元
外部供给电源间
利用绝缘型DC/DC转换器
模拟量输出端子~
模拟量输入端子间
利用绝缘型DC/DC转换器
输出触点16点
K0
0V
K0
0V
内部电路
内部电路
内部电路
L
L
电源
±1%F.S.以下(0~55℃)、±0.6%F.S.以下(25℃)
0.5 Ω以下
±10 mA
更新
1ms×
扩展单元数
0ms~扫描时间
内部电路
内部
规格
电压输出4通道/单元
−
1/4000(12 位)
500μs/通道 ※2
1000Ω以下
模拟量输出端子~FP0内部电路间
光耦合器绝缘(通道之间不绝缘)
模拟量输出端子~ D/A转换单元
外部供给电源间
利用绝缘型DC/DC转换器
输入触点16点、输出触点32点 ※3
K2000
等待处理
0~扫描时间
K2000
更新等待处理 转换时间
1ms×
扩展单元数
500μs/1CH
1ms/2CH
输入
9.1kΩ
Xn
COM
9.1kΩ
输出
Yn
电流输出4通道/单元
4~20mA(K0~K4000※1)
转换
时间
500
μs
X0
Y0
(+)
(−)
500Ω以下
10V
10V
L
L
−
−
−
■热电偶单元规格(FP0扩展单元)
项目
输入点数
输入量程
数字输出
12
4通道、8通道(可切换输入点数:2,4,6,8通道)
K, J量程
T量程
R量程
K, J(℃时) : K -1000 ~ K5000
K, J(℉时) : K -1480 ~ K7900 ※1
(溢位时(℃) : K -1001,K5001 或K8000)
(溢位时(℉) : K -1481,K7901 或K 8000)
(断线时: K 8000) ※2
(数据准备中: K 8001) ※3
T(℃时) : K -1000 ~ K4000
T(℉时) : K -1480 ~ K7520
(
溢位时(℃) : K -1001,K4001 或K8000)
(溢位时(℉) : K -1481,K7521 或K 8000)
(断线时: K 8000) ※2
(数据准备中: K 8001) ※3
R(℃时) : K0 - K15000
R(℉时) : K320 - K15900 ※1
(溢位时(℃) : K0, K15001 或K16000)
(溢位时(℉) : K0, K15901 或K16000)
(断线时: K 16000) ※2
(数据准备中: K 16001) ※3
-100.0~500.0
-100.0~400.0
0.0~1500.0 ℃/32.0~1590.0 °F ※1
规格
℃/−148.0~790.0 ℉ ※1
/−148.0~752.0
℃
℉
项目
分辨率
取样周期
※5
综合精度
输入阻抗
绝缘方式
输入/输出触点占用点数
以℉(华氏度)表示时,与以℃(摄氏度)表示相比,
※1.
注)
会降低。
热电偶断线时,在70秒以 内数字值会显示为K80 00或K16000。为 避免由于断线所产生的危 险,请在对其
※2.
进行处理 之后, 交换电热 偶。
从接通电源到转换数据准备完成,数字值会显示为K8001或K16001。为避免使用在此时间的数据,请编制
※3.
相对的梯形图程序。
是输入C H数转换开关的 设定值 。
※4.
从过去8次的转 换值之中删除最 大值和最小值后 ,取其余的6 次的平均值,因 此对于急剧的温 度变化,数
※5.
字值的反 应需要 一定的时 间。控 制单元 扫描1次 ,读取 2CH 份的数据 。
请使用在 产品规 格书、用 户操作 手册中 记载的范 例程式 读取数 据。
※6.
0.1℃
300ms: 输入点数转换为通道时 ※4 700ms: 输入点数转换为6通道时 ※4
500ms: 输入点数转换为4通道时 ※4 900ms: 输入点数转换为8通道时 ※4
K,J量程(-100~500℃) :±0.8℃以下
T量程 (-100~400℃) :±0.8℃以下
R量程 (0~99.9℃) :±3℃以下 (100~299.9℃) :±2.5℃以下
1MΩ以上
·热电偶输入端子~FP0内部电路间: 光电耦合器绝缘、DC/DC 转换器绝缘
·热电偶输入端子各通道间: PhotoMos继电器绝缘
输入触点32点 ※6
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
(300~1500℃) :±2℃以下
规格
Page 13

■I/O链接单元规格(FP0扩展单元) ■FP WEBSERVER 2 单元规格(FP0扩展单元)
通信方式 二线式半双工方式
同步方式 异步通信方式
传输线路
传输距离(总延长)
传输速度 0.5Mbps
I/O链接单元
每1台的I/O点数
远程I/O分配图
接口
传送错误检查
注)※1. 该点数是指可通过网络MEWNET-F与上位PLC进行I/O链接的点数。
I/O链接单元的异常标志输出设定为ON(有)的情况下,为63点(输入31点+输出32点)。
项目 规格
2芯电缆
(相当于双绞线电缆或VCTF 0.75mm
最大700m(使用双绞线电缆时)
最大400m(使用VCTF线时)
64点(输入32点+输出32点) ※1
32X/32Y
RS485标准
CRC方式
2
<JIS>产品)
通信功能
通信接口
RS232C通信
Ethernet通信
网络协议
内存容量
设定方式
RS232C⇔Ethernet转换
(经由Ethernet进行PLC的远程编程)
E-mail发送功能 HTTP服务功能
通用通信(服务器/客户)
PPP服务功能
RS232C 端子台3Pin:主要用于连接PLC
RS232C D-sub 9Pin:主要用于连接MODEM
100 BASE-TX(RJ45):用于连接Ethernet
通信速度: 1200, 2400, 4800, 9600, 19200, 38400, 57600, 115200bit/s
数据长:7, 8bits 奇偶校验: 偶数、奇数、无
100Mbit/s(100BASE-TX: RJ45)
TCP, UDP, IP, DHCP, ETP, TELNET, HTTP, SMTP, PPP
约148kB(htm文档等的保存用)
根据FP Web Configurator Tool 2 进行各动作设定
■CC-LinK从站单元规格(FP0扩展单元)
1. 通信规格
对应版本
通信方式
通信速度
最大
传送距离
※1
接口
站类型
占用站数
10Mbit/s
5Mbit/s
2.5Mbit/s
625kbit/s
156kbit/s
CC-Link Ver.1.10
广播轮询方式
10M/5M/2.5M/625k/156kbit/s
Ver1.10对应CC-Link专用电缆
CC-LinK专用高性能电缆
100m
160m
400m
900m
RS485
远程设备站
1站
1200m
CC-LinK专用电缆
100m
150m
200m
600m
1200m
注) ※1. 最大传输距离是指多点连接中两端线缆的长度。
通信速度受到CC-Link版本以及所使用的专用电缆种类的限制。
CC-Link的详细规格请垂询CC-Link协会。
混合使用FP0 CC-Link从站单元和FP0热电偶单元的情况下,
位于CC-Link从站单元左侧的热电偶单元的精度如下所示。
使用热电偶 标准规格 混合使用时
K.J.T
R
0~99.9
100~299.9
300~1500
0.8
2.5
℃
3
℃
℃
2
℃
℃
℃
℃
2
℃
6
℃
5
℃
4
℃
■电源单元规格(FP0扩展单元)
额定输入电压
输入电压允许波动范围
额定频率
允许频率变化范围
输入
相数
冲击电流
漏电流
瞬间断电允许时间
额定电压
电压精度
输出
额定电流
输出电流范围
电压波动
过电流保护
保护
功能
过电压保护
※1. 即使低于额定电流,连接冲击电流较大的机器时,有时可能会无法启动。此时,建议在电源单元和机器之间插
入1~2Ω左右,以抑制冲击电流。
AC100−240V
AC85~264V
50/60Hz
47~63Hz
单个
30A(0−P)以下。但作为冷启动。
0.75mA以下
10ms以上
DC24V
±5%
0.7A ~1
0~0.6A
500mV以下
0.63A以上
有
■消耗电流一览表
单元的种类
FP0R控制单元
FP0扩展单元
C10
C14
C16
C32
T32
F32
FP0-E8X
FP0-E8R
FP0-E8YR
FP0-E8YT/P
FP0-E16X
FP0-E16R
FP0-E16T/P
FP0-E16YT/P
FP0-E32T/P
控制单元部分
消耗电流(DC 24V系)
100 mA以下
120 mA以下
70 mA以下
90 mA以下
10 mA以下
15 mA以下
10 mA以下
15 mA以下
20 mA以下
20 mA以下
25 mA以下
25 mA以下
40 mA以下
扩展单元部分
消耗电流(DC 24V系)
—
—
—
—
—
50 mA以下
100 mA以下
—
—
100 mA以下
—
—
—
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
适用压接端子
制适商 型号 适用电线
V1.25−M3(圆型)
日本压接端子
V1.25−S3A(前端开口型)
V2−M3(圆型)
V2−S3A(前端开口型)
7.2mm以下
单元的种类
FP0智能单元
相关通信单元
FP0-A21
FP0-A80
FP0-A04V
FP0-A04I
FP0-TC4
FP0-TC8
FP0-CCLS
FP0-IOL
FPWEB2
AFP15402
(C-NET适配器)
控制单元部分
消耗电流(DC 24V系)
20 mA以下
20 mA以下
20 mA以下
20 mA以下
25 mA以下
40 mA以下
30 mA以下
—
50 mA以下
●控制单元部分消耗电流 ●扩展单元部分消耗电流
是指控制单元 的电源连接器 所消耗的电流。
如果扩展了扩 展单元、智能 单元会增加下
列的电流值。
是指扩展单元的电源连接器部分所消耗的电流。
无记载的单元没有电源连接器。
0.35~1.65mm
AWG#22~#15
1.04~2.00mm
AWG#17~#14
扩展单元部分
消耗电流(DC 24V系)
100 mA以下
60 mA以下
100 mA以下
130 mA以下
40 mA以下
40 mA以下
95 mA以下(24V DC时)
240 mA以下(12V DC时)
2
2
—
—
13
Page 14

品种一览表
控制单元
品名
FP0R-C10控制单元 继电器2A
FP0R-C10控制单元
(带RS232C端口)
FP0R-C14控制单元 继电器2A
FP0R-C14控制单元
(带RS232C端口)
FP0R-C16控制单元
FP0R-C16控制单元
(带RS232C端口)
FP0R-C32控制单元
FP0R-C32控制单元
(带RS232C端口)
FP0R-T32控制单元
(带RS232C端口、日历/时钟功能)
FP0R-F32控制单元
注)1.以往产品FP0控制单元的品种一览表,请参照P10。
2.控制单元附带于电源电压订购产品号(AFPG805)。
内置存储器
(程序容量)
EEP-ROM
(16K步)
EEP-ROM
(16K步)
EEP-ROM
(16K步)
EEP-ROM
(16K步)
EEP-ROM
(16K步)
EEP-ROM
(16K步)
EEP-ROM
(32K步)
EEP-ROM
(32K步)
EEP-ROM
(32K步)
EEP-ROM
(32K步)
I/O点数 电源电压 输入规格 输出规格 端子形状
10点
10点
14点
14点
16点
16点
32点
32点
32点
32点
输入6点
输出4点
输入6点
输出4点
输入8点
输出6点
输入8点
输出6点
输入8点
输出6点
输入8点
输出8点
输入16点
输出16点
输入16点
输出16点
输入16点
输出16点
输入16点
输出16点
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
DC24V
规格
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
继电器2A
继电器2A
晶体管 NPN 0.2A
晶体管 PNP 0.2A
晶体管 NPN 0.2A
晶体管 PNP 0.2A
晶体管 NPN 0.2A
晶体管 PNP 0.2A
晶体管 NPN 0.2A
晶体管 PNP 0.2A
晶体管 NPN 0.2A
晶体管 PNP 0.2A
晶体管 NPN 0.2A
晶体管 PNP 0.2A
端子台
Molex连接器
端子台
Molex连接器
端子台
Molex连接器
端子台
Molex连接器
MIL连接器
MIL连接器
MIL连接器
MIL连接器
MIL连接器
MIL连接器
订购产品号
AFP0RC10RS
AFP0RC10RM
AFP0RC10CRS
AFP0RC10CRM
AFP0RC14RS
AFP0RC14RM
AFP0RC14CRS
AFP0RC14CRM
AFP0RC16T
AFP0RC16P
AFP0RC16CT
AFP0RC16CP
AFP0RC32T
AFP0RC32P
AFP0RC32CT
AFP0RC32CP
AFP0RT32CT
AFP0RT32CP
AFP0RF32CT
AFP0RF32CP
扩展单元
品名
FP0E8扩展单元
FP0E16扩展单元
FP0E32扩展单元
继电器输出型的扩展单元附有电源电缆(品号AFPG805)。
1.
注)
(扩展单元的晶体管输出型不需要电源电缆)
2.
继电器输出型的端子台型附有2个Phoenix公司生产的端子台(9pin)。布线时必须使用宽度2.5mm的螺丝刀。
请自行准备专用的终端螺丝刀(品号AFP0806: Phoenix公司型号SZS0、4×2.5类似产品)或类似产品。
I/O点数 电源电压 输入规格 输出规格 端子形状
8点 输入8点
输入4点
8点
输出4点
输出8点
8点
8点
输出8点
16点
输入16点
输入8点
16点
输出8点
输入8点
16点
输出8点
16点
输出16点
输入16点
32点 -
输出16点
-
DC24V
-
-
-
DC24V
-
-
智能单元
品名
FP0模拟量I/O单元
FP0 A/D转换单元
FP0 D/A转换单元
FP0 热电偶单元
<输入规格> 通道数 : 2通道
输入范围: 电压0~5V、-10~+10V(分辨率1/4000)
<输出规格> 通道数 : 1通道
输出范围: 电压-10~+10V(分辨率1/4000)
<输入规格> 通道数 : 8通道
输入范围: 电压0~5V、-10~+10V, -100~100mV(分辨率1/4000)
<输出规格> 通道数 : 4通道
输入范围: (电压输出型)-10~+10V(分辨率1/4000)
K, J, T, R热电偶、分辨率0.1℃
K, J, T, R热电偶、分辨率0.1℃
电流0~20mA(分辨率1/4000)
电流0~20mA(分辨率1/4000)
电流0~20mA(分辨率1/4000)
(电流输出型) 4~20mA(分辨率1/4000)
规格
规格
DC24V
±公共端
DC24V
±公共端
-
-
DC24V
±公共端
DC24V
±公共端
DC24V
±公共端
-
DC24V
±公共端
型号 订购产品号
-
继电器输出2A
继电器输出2A
晶体管输出
NPN 0.1A
-
继电器输出2A
晶体管输出
NPN 0.1A
晶体管输出
NPN 0.1A
晶体管输出
NPN 0.1A
3. 继电器输出型的连接器型附有2个日本Molex公司生产的连接器(Molex公司型号51067-0900、9pin)。
布线时必须使用专用的Molex连接器用压接工具(品号AFP0805:Molex公司型号57189-5000类似产品)。
4. 晶体管输出型附有等同于使用个数的散线压接插座与触点。
布线时必须使用散线压接用工具(品号AXY52000)。
端子台
端子台
MIL连接器
MIL连接器
端子台
MIL连接器
MIL连接器
MIL连接器
FP0-E8XMIL连接器
FP0-E8YRS
FP0-E8YT
FP0-E16X
FP0-E16T
FP0-E16YT
FP0-E32T
型号 订购产品号
FP0-A21
FP0-A80
FP0-A04V
FP0-A04I
FP0-TC4
FP0-TC8
AFP03003
AFP03023FP0-E8RS
AFP03020
AFP03040
AFP03303
AFP03323FP0-E16RS
AFP03343
AFP03340
AFP03543
AFP0480
AFP0401
AFP04121
AFP04123
AFP0420
AFP0421
14
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
Page 15

链接、通信单元
品名
FP0 CC-LINK
从站单元
规格 订购产品号电源规格 型号
使FP0作为CC-Link的子站发挥作用的单元。
FP0扩展总线的最右端只可连接1台
注) 混合使用FP0热电偶单元的情况下,精度发生改变。
详细情况请参照目录或CC-Link单元手册。
AFP0794324V DC FP0-CCLS
FP0 I/O链接单元
C-NET适配器S2型
(FP0端)
C-NET适配器
(计算机端用)
FP WEBSERVER 2单元
电源单元
品名 规格 订购产品号型号
FP0电源单元
编程工具
品名
Windows版工具软件
FPWIN Pro(IEC61131-3标准)
Ver.6(FP0R时,对应Ver.6.1)
Windows版
工具软件
FPWIN GR
(FP0R时,对应Ver.2.8)
使FP0作为MEWNET-F(远程I/O系统)的子站而发挥功能的连接单元。
用于通过C-NET使用上位计算机与计算机链接功能的RS485转接器。
带FP0编程口电缆30cm。不需要电源。
用于从上位计算机中通过C-NET使用连接到网络上的PLC与计算机链
接功能的RS485转接器。
将FP系列和RS232C机器连接到Ethernet上的单元。
具有Web功能、邮件功能。
输入电压AC 100V-240V的自由输入。
输出容量DC 24V 0.7A
品种 订购产品号
英文完整版
日文版
附带电缆工具包
日文升级版(由Ver.1)
英文完整版
英文小型版
英文升级版(由Ver.1)
中文完整版
中文升级版(由Ver.1)
韩文版
24V DC FPWEB2
Windows版CD-ROM
Windows版CD-ROM,DOS/V个人计算机-FP
附带连接电缆(AFC8503)
Windows版CD-ROM
Windows版CD-ROM
Windows版CD-ROM
Windows版CD-ROM
Windows版CD-ROM
Windows版CD-ROM
Windows版CD-ROM
AFP073224V DC FP0-IOL
AFP15402
AFP8536100-240V AC
AFP853224V DC
AFP0634FP0-PSA4
FPWINPROFEN6
AFPS10122
AFPS10120R
AFPS10520
AFPS11520
AFPS10520R
AFPS10820
AFPS10820R
AFPS10920
其他相关产品、可选件
品名
FP内存装载器※
终端螺丝刀
Molex连接器用压接工具
散线压接工具
FP0安装板窄长30型
FP0安装板窄长型
FP0扁平型安装板
继电器输出Molex型用
I/O电缆
晶体管输出型用
I/O电缆
晶体管输出型用
扁平电缆连接器
端子台插座
Molex插座
散线压接插座
电源电缆控制单元用
扩展单元用电源电缆
※FP0R时 , 对 应 Ver.2.0以上
清除数据型
保持数据型
继电器输出型。对端子台(Phoenix生产)进行接线时需要使用。
继电器输出型。对Molex连接器进行接线时需要使用。(Molex公司:57189-5000)
对晶体管输出型附带的连接器进行接线时需要使用。
用于将宽度30mm的单元安装到面板上的拧紧用安装板。
FP0扩展单元用拧紧用安装板。窄型。
用来将控制单元水平安装到板面上的安装板。扁平型
单侧带Molex插座的散线电缆(9pin)
AWG20、0.5mm2、2根(蓝、白)1套
单侧带连接器的散线电缆(10芯)
AWG22、0.3mm
使用平头电缆用连接器的情况下,请按照右面所示的品番来指定带有极性导向的连接器。(10Pin)
继电器输出、端子台型中附带。维修部件。
继电器输出、Molex连接器型中附带。维修部件
晶体管输出型中附带。维修部件。
FP0R控制单元附带维修品,长度1m。
附带于扩展单元中。维修部件。长度1m。
2
、2根(蓝、白)1套
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
规格 订购产品号
AFP8670
AFP8671
AFP0806
AFP0805
AXY52000
AFP0811
(10个装)
AFP0803
(10个装)
AFP0804
(10个装)
长度1m
长度3m
长度1m
长度3m
AFP0551
AFP0553
AFP0521
AFP0523
AXM110915
AFP0802
AFP0801
AFP0807
AFPG805
AFP0581
(每套2根)
(每套2根)
(每套2根)
(每套2根)
(2个装)
(2个装)
(2个装)
(1个装)
(1个装)
15
Page 16

ARCT1B314C 200904-1XCH
All Rights Reseved Copyright Panasonic Electric Works, Ltd.
 Loading...
Loading...