

OTC DAIHEN EUROPE DTX 1800 TIG, DTX 1801 TIG User Manual

DTX 1800 TIG / DTX 1801 TIG

Inhaltsverzeichnis/Contents
DE/GB
Inhaltsverzeichnis/Contents
Vorwort .................................................................................................................................................. 1
1. Vorschriften zur Vorbeugung von Unfällen ............................................................................ 3
1.1 Anschluss der Schweißanlage ................................................................................................. 3
1.2 Personenschutz .......................................................................................................................... 4
1.3 Verhinderung von Feuer und Schlacke .................................................................................. 4
1.4 Vergiftungsgefahr ....................................................................................................................... 5
1.5 Aufstellen der Maschine ............................................................................................................ 6
1.6 Transport der Maschine ............................................................................................................ 6
1.7 Sicherheitsvorkehrungen .......................................................................................................... 7
2. Beschreibung .................................................................................................................................. 8
3. Technische Daten .......................................................................................................................... 8
4. Konstruktion des Gerätes ............................................................................................................ 9
5. Funktionsbeschreibung der Schweißmaschine .................................................................. 10
5.1 Legende – Übersicht der Symbole ........................................................................................ 13
6. Elektrodenschweißen (MMA) .................................................................................................... 14
6.1 Vorbereitungen zum Elektrodenschweißen (MMA) ............................................................ 15
7. WIG-Schweißen ............................................................................................................................ 17
7.1 Vorbereitungen zum WIG-Schweißen .................................................................................. 17
7.2 Phasen des Schweißens ........................................................................................................ 18
8. Schweißvorgang ........................................................................................................................... 19
8.1 Schweißen mit Elektrode MMA (Arc) .................................................................................... 19
8.2 WIG-Schweißen 2-Takt ........................................................................................................... 20
8.3 WIG-Schweißen 4-Takt ........................................................................................................... 22
8.4 WIG-Punktschweißen mit der DTX 1801 TIG ...................................................................... 23
8.5 WIG-Reparaturschweißen/Doppelparameter mit der DTX 1801 TIG .............................. 25
9. Bedienung des Fernreglers/Up-Down-Brenner .................................................................... 26
10. V.R.D. – Elektrodenschweißen ............................................................................................... 27
10.1 Bedienen des V.R.D. ............................................................................................................. 27
10.2 Einschalten des V.R.D. ......................................................................................................... 27
10.3 Ausschalten des V.R.D. ........................................................................................................ 27
11. Sonstige Schweißhinweise ..................................................................................................... 28
11.1 Einzuhaltender Sicherheitsabstand während des Schweißvorgangs ............................ 28
11.2 Einschaltdauer und Überhitzung ......................................................................................... 28
12. Wartung ........................................................................................................................................ 29
13. Dienstleistungen und Garantie .............................................................................................. 29
14. Mögliche Fehler beim Schweißen.......................................................................................... 30
15. Fehlersuche und Problembehebung .................................................................................... 31
16. Ersatzteilliste DTX 1800 TIG/1801 TIG .................................................................................. 32
16.1 Schaltplan DTX 1800 TIG/1801 TIG ................................................................................... 34
16.2 Stecker des Schweißgerätes ............................................................................................... 35
16.3 Anschluss des Fernreglers ................................................................................................... 35
16.4 Anschluss des Up-Down-Brenners ..................................................................................... 35
DTX 1800/1801 TIG

Inhaltsverzeichnis/Contents
DE/GB
Foreword ............................................................................................................................................. 36
1. Regulations for the prevention of accidents ........................................................................ 38
1.1 Connection of the power source ............................................................................................ 38
1.2 Operator protection .................................................................................................................. 39
1.3 Prevention of fire and slag ...................................................................................................... 39
1.4 Risk of poisoning ...................................................................................................................... 40
1.5 Installation of the power source ............................................................................................. 40
1.6 Transport of the power source ............................................................................................... 41
1.7 Safety measures ...................................................................................................................... 41
2. Description..................................................................................................................................... 42
3. Specifications ............................................................................................................................... 42
4. Construction of the power source ........................................................................................... 43
5. Description of the functions of the power source............................................................... 44
5.1 Explanations – Overview of the symbols .............................................................................. 47
6. Electrode welding (MMA) ........................................................................................................... 48
6.1 Preparations for the electrode welding (MMA) .................................................................. 48
7. TIG-welding .................................................................................................................................... 51
7.1 Preparations for the TIG-welding ........................................................................................... 51
7.2 Welding phases ........................................................................................................................ 52
8. The welding process ................................................................................................................... 54
8.1 Welding with electrodes MMA (Arc) ...................................................................................... 54
8.2 TIG-welding 2-stroke ............................................................................................................... 55
8.3 TIG-welding 4-stroke ............................................................................................................... 56
8.4 TIG-spot-welding with the DTX 1801 TIG ............................................................................ 58
8.5 TIG-repair-welding/double parameter with the DTX 1801 TIG ......................................... 59
9. Use of the remote control / Up-Down-Torch ......................................................................... 61
10. V.R.D. – Electrode welding ...................................................................................................... 62
10.1 Operating with the V.R.D. ..................................................................................................... 62
10.2 Start the V.R.D. ...................................................................................................................... 62
10.3 Stop the V.R.D. ...................................................................................................................... 62
11. Other welding features ............................................................................................................. 63
11.1 Safety distance during the welding process ...................................................................... 63
11.2 Duty cycle and overheating .................................................................................................. 63
12. Maintenance ................................................................................................................................ 64
13. Services and warranty .............................................................................................................. 64
14. Welding defects .......................................................................................................................... 65
15. Troubleshooting ......................................................................................................................... 66
16. Spare parts list DTX 1800/1801 TIG ....................................................................................... 67
16.1 Connection diagram .............................................................................................................. 69
16.2 Connector of the power source............................................................................................ 70
16.3 Connection of the remote control ........................................................................................ 70
16.4 Connection of the up-down-torch ........................................................................................ 70
DTX 1800/1801 TIG
Vorwort
DE
Vorwort
Vielen Dank, dass sie sich für unser Produkt entschieden haben. Ihr neues Schweißgerät der
Firma OTC DAIHEN EUROPE GmbH bietet ihnen höchste Qualität und neuste Technologie.
Um die Leistungsfähigkeit des Gerätes voll ausnutzen zu können und viele Jahre Freude an
ihrem Gerät zu haben, lesen sie bitte vor dem Anschließen und der Inbetriebnahme diese
Betriebsanleitung sorgfältig durch und bedienen sie das Gerät den Anweisungen
entsprechend.
Die Betriebssicherheit und die Funktionen des Gerätes können nur dann gewährleistet
werden, wenn die allgemeinen Sicherheits- und Unfallverhütungsvorschriften in dieser
Bedienungsanleitung beachtet werden. Wir übernehmen keine Haftung für Schäden, die
durch unsachgemäßen Gebrauch bzw. fehlerhafte Bedienung entstehen.
Bitte stellen sie sicher, dass alle Personen, die das Gerät bedienen, die Betriebsanleitung
gelesen und verstanden haben. Verfügen sie nicht über ausreichende Kenntnisse und
Erfahrungen, hinsichtlich der Funktionsweise und des sicheren Einsatzes der Maschine,
wenden sie sich bitte an unser Fachpersonal. Sollten sie noch Fragen zur Aufstellung, zum
Anschluss oder Gebrauch dieses Gerätes haben, können sie sich jederzeit mit dem
Hersteller (Kundendienstabteilung) in Verbindung setzen.
Wichtig
Bewahren sie die Betriebsanleitung an einem sicheren Ort auf, um im Bedarfsfall
jederzeit darauf zurückgreifen zu können!
Warnung
Die Anlagen zum Lichtbogenschweißen der Firma OTC DAIHEN EUROPE GmbH
entsprechen dem „EN 50199 Standard“ für Elektromagnetische Verträglichkeit. Der Bediener
ist verpflichtet beim Anschluss und der Bedienung nach den Anleitungen des Herstellers
vorzugehen.
1
DTX 1800/1801 TIG

Vorwort
DE
Elektrische und Magnetische Felder
Beim Betrieb der Schweißanlage entsteht ein elektromagnetisches Feld (EMF),
dadurch könnten gesundheitliche Schäden entstehen.
Der Bediener ist verantwortlich für die fachgerechte Installation und Nutzung des Gerätes,
gemäß den Angaben des Herstellers. Beim Auftreten elektromagnetischer Störungen, ist es
in der Verantwortung des Benutzers, diese zu beseitigen (technische Unterstützung von
Fachpersonal kann erfragt werden).
Vor der Installation und Inbetriebnahme des Gerätes muss der Benutzer potenzielle
elektromagnetische Störungen in seinem Umfeld in Betracht ziehen.
Folgendes ist zu berücksichtigen:
Andere Versorgungs-, Kontroll-, Signal- und Telefonkabel über, unter und in der
angrenzenden Umgebung der Schweißmachine.
Radio-, Fernsehgeräte und Receiver.
Computer und andere Kontrollgeräte.
Sicherheits- und Überwachungsgeräte.
Der Gesundheitszustand aller anwesenden Personen, vor allem Personen mit
Herzschrittmachern, Hörgeräten etc.
Messgeräte und Geräte die für das Kalibrieren genutzt werden.
Der Schutz der anderen Geräte im Umfeld des Schweißgerätes. Diese müssen
kompatibel sein. Hierzu können zusätzliche Schutzvorkehrungen erforderlich sein.
Die Tageszeit, in der die Schweißarbeiten oder andere Arbeiten durchgeführt werden.
Empfehlung zur Verminderung der elektromagnetischen Störungen
Einbau eines Filters auf die Netzeinspeisung der Anlage.
Verwendung von Kabeln mit Abschirmung.
Ordnungsgemäße Instandhaltung der Anlage.
Das Gehäuse muss während der Bedienung festgeschraubt sein.
Die Schweißkabel so kurz wie möglich halten.
Erdung des Werkstückes.
DTX 1800/1801 TIG
2
Vorschriften zur Vorbeugung von Unfällen
DE
1. Vorschriften zur Vorbeugung von Unfällen
Der Gebrauch der Schweißanlage sowie das Schweißen selbst sind immer mit einem
gewissen Sicherheitsrisiko verbunden. Aufgrund dessen setzt jede Inbetriebnahme
und Handhabung des Gerätes die genaue Kenntnis und Beachtung dieser
Betriebsanleitung voraus. Das Schweißgerät gewährt bei sachgerechter Anwendung
ein hohes Maß an Betriebssicherheit, kann jedoch bei unsachgemäßer Handhabung zu
Sach- und Personenschäden führen.
Beachten sie daher unbedingt die nachfolgenden Sicherheitsvorschriften:
1.1 Anschluss der Schweißanlage
Der Anschluss und die Instandhaltung der Anlage muss in Übereinstimmung mit den
allgemeinen Sicherheits- und Unfallverhütungsvorschriften des Gesetzgebers
durchgeführt werden.
Der Zustand des Netzkabels und Steckers muss überprüft und eventuelle
Beschädigungen beseitigt werden. Die Elektroanlagen müssen in regelmäßigen
Abständen getestet werden. Kabel mit ausreichendem Durchmesser nutzen.
Das Massekabel muss so nah wie möglich am Arbeitsbereich des Werkstückes
befestigt werden. Wird es direkt an die Baukonstruktion oder aber zu weit entfernt
vom Arbeitsbereich angeschlossen, kann dies zu einem Energieverlust oder zur
Entladung führen.
Die Anlage darf nicht in feuchten Räumen genutzt werden und auf keinen Fall mit
Wasser oder anderer Flüssigkeit in Berührung kommen.
Die direkte Berührung mit den Händen oder mit feuchter Kleidung, die unter
Spannung stehen könnte, vermeiden. Überzeugen Sie sich, dass ihre Handschuhe
und ihre die Schutzkleidung trocken sind.
Bei der Arbeit in feuchten Räumen oder auf Metallflächen benutzen Sie
Schutzhandschuhe und Arbeitsschuhe mit Gummisohle.
Die Anlage bei jeder Unterbrechung, auch bei plötzlichem Stromausfall, ausschalten.
Versehentlicher Massekontakt kann zur Überhitzung der Anlage führen und ein Feuer
verursachen. Die Anlage darf daher nie ohne Aufsicht eingeschaltet sein.
3
DTX 1800/1801 TIG

Vorschriften zur Vorbeugung von Unfällen
DE
1.2 Personenschutz
Alle anwesenden Personen müssen sich während des Schweißvorgangs mit
entsprechenden Maßnahmen vor UV-Strahlung, Lärm, Hitze und Gasschadstoffen, die
beim Schweißen entstehen, schützen. Setzen sie sich nie ohne Schutzmaske und
angemessener Schutzkleidung den Lichtbogeneinflüssen und den heißen
Metallschlacken aus. Schweißarbeiten, die ohne Berücksichtigung dieser Vorschriften
durchgeführt werden, können ernsthafte gesundheitliche Schäden verursachen.
Tragen sie immer Schutzkleidung: Handschuhe (feuerbeständig), Hemd mit
langen Ärmeln, lange Hose ohne Aufschlag und hohe geschlossene Schuhe. Die
Schutzkleidung schützt die Haut vor dem Lichtbogen und dem heißen Metall.
Das Tragen einer Kappe oder eines Helms ist Pflicht!
Schützen sie die Augen mit einer Schutzbrille mit ausreichender Schutzstufe
(mindestens NR10 oder mehr). Das Gleiche gilt für die Ohren, das Gesicht und die
Haut. Alle anwesenden Personen müssen über die Gefahren in Kenntnis gesetzt
werden.
Im Arbeitsraum müssen alle anwesenden Personen einen Gehörschutz tragen!
Beim manuellen Entfernen der Metallschlacke ist das Tragen einer Schutzbrille mit
seitlichen Klappen erforderlich. Anwesende Personen müssen Abstand halten!
Der gesamte Schweißbereich muss mit einer feuerfesten Schutzwand gesichert
werden, um anwesende Personen vor der Strahlung, der Schlacke und entstehenden
Funken zu schützen.
1.3 Verhinderung von Feuer und Schlacke
Die Glühende Schlacke und die entstehenden Funken können
jederzeit ein Feuer entfachen. Explosionen oder das Ausbrechen eines Feuers können
verhindert werden, wenn folgende Vorschriften eingehalten werden:
Entfernen sie alle brennbaren Gegenstände in der Umgebung der Schweißmachine
bzw. decken sie diese mit feuerfesten Materialen ab.
Zu diesen brennbaren Gegenständen gehören unter anderem folgende: Holz,
Sägespäne, Kleidung, Lacke und Lösungsmittel, Benzin, Brennöl, Erdgas, Azetylen,
Propan, etc.
4
DTX 1800/1801 TIG
Vorschriften zur Vorbeugung von Unfällen
Auch nach dem Entleeren der Sammelbehälter und Leitungen ist Vorsicht beim Schweißen
sehr wichtig.
Ein Feuerlöscher, Sand oder Wasser ist immer am Arbeitsplatz vorhanden, um im Falle
eines Feuers schnell reagieren zu können.
Nehmen sie niemals an angeschlossenen Behältern oder Rohrleitungen Schweißarbeiten
vor. Schweißen sie ebenfalls nicht an offenen Behältern oder Rohrleitungen, die
möglicherweise noch leicht entzündliche Stoffe enthalten.
DE
1.4 Vergiftungsgefahr
gesundheitsschädlich sind, freigesetzt.
Aufgrund dessen müssen folgende Sicherheitsvorschriften eingehalten werden:
Beim Schweißen werden Gase und Rauch, die beim längeren Einatmen
Sorgen sie für eine angemessene Belüftung im Arbeitsbereich.
Während der Bearbeitung von Materialien, wie Blei, Beryllium, Kalium, Zink oder auch
verzinkte und lackierte Werkstücke, müssen sie eine Zwangsbelüftung einrichten.
Der Bediener muss seine Atemwege mit entsprechender Schutzmaske schützen.
Überall, wo keine ausreichende Luftzufuhr gewährleistet ist, müssen sie mit
Atemmasken und zusätzlicher Luftzuführung arbeiten.
In engen Räumen (in Kesseln, im Graben, etc.) muss der Schweißer von einer
weiteren Person gesichert werden. Hierbei müssen alle Vorschriften zur Vermeidung
von Unfällen eingehalten werden.
Schweißen sie nie in der Nähe von Entfettungs- und Lackierarbeiten. Dort werden
Chloren- Wasserstoffe freigesetzt, die sich unter dem Einfluss von Hitze in Phosgen,
ein sehr giftiges Gas, umwandeln.
Die Anzeichen für eine unzureichende Belüftung oder eine mögliche Vergiftung sind
Reize in den Augen, der Nase und des Rachenraumes. In diesem Fall unterbrechen
sie die Schweißarbeiten und lüften sie den Arbeitsbereich. Falls sie sich weiterhin
unwohl fühlen müssen die Schweißarbeiten beenden.
5
DTX 1800/1801 TIG

Vorschriften zur Vorbeugung von Unfällen
DE
1.5 Aufstellen der Maschine
Bei der Aufstellung der Schweißmachine müssen folgende Vorschriften berücksichtigt
werden:
Alle Schalter und Geräteanschlüsse müssen schnell erreichbar sein.
Damit die Maschine ausreichend belüftet werden kann, stellen sie das Gerät nie in
einem zu engen Raum auf. Meiden sie dreckige und staubige Räume, damit das
Gerät keine Fremdkörper einsaugen kann.
Das Gerät einschließlich aller Kabel darf die Arbeitsfähigkeit und den Durchgang zu
anderen Räumen nicht behindern.
Das Gerät muss vor Stürzen gesichert werden.
Das Aufstellen auf höhere Gegenstände vergrößert die Gefahr, dass die Maschine
während der Arbeiten herunterfallen kann.
1.6 Transport der Maschine
Das Gerät ist grundsätzlich für den Transport geeignet.
Folgende Vorschriften müssen eingehalten werden, um einen problemlosen Transport
zu gewährleisten:
Das Gerät darf nur an dem dafür vorgesehenen Griff angehoben und transportiert
werden.
Vor dem Heben und dem Transport müssen alle Stecker und Anschlusskabel
ordnungsgemäß entfernt werden.
Das Gerät darf niemals am Kabel oder Stecker gezogen werden.
DTX 1800/1801 TIG
6

Vorschriften zur Vorbeugung von Unfällen
DE
1.7 Sicherheitsvorkehrungen
Vor dem Gebrauch der Maschine müssen folgende Vorschriften berücksichtigt werden:
Gewährleisten sie die entsprechenden Arbeitsbedingungen für den Schweißer. Im
Arbeitsbereich dürfen keine entzündlichen Stoffe vorhanden sein. Elektrisch leitender
Staub und andere Stoffe, die eine Isolation des Gerätes verhindern, müssen entfernt
werden.
Sichern sie den Schweißer ordnungsgemäß, wenn er im Freien arbeitet.
Falls sie eine Überhitzung des Gerätes bemerken oder Rauch, Feuer, fremde
Geräusche sowie untypische Vibrationen feststellen, schalten sie die Maschine
umgehend aus und trennen sie sie vom Strom. In solchen Fällen muss das Gerät
fachmännisch geprüft werden.
Im Falle eines Stromausfalls oder wenn sie Strom am Gehäuse des Gerätes
feststellen, schalten sie die Maschine umgehend aus und trennen sie vom Strom.
Das Gleiche gilt im Falle von mechanischen Beschädigungen.
Eine zu Hohe Feuchtigkeit im Arbeitsbereich kann die Isolationsklasse verkleinern
und einen Kurzschluss verursachen.
Während der Scheißarbeiten erhitzen sich einige Teile des Gerätes über 100°C.
Diese Teile werden daher mit einem Thermostat geschützt. Sollten sie jedoch eine
Überhitzung feststellen, schalten sie das Gerät umgehend aus.
Verwendungsumgebung:
Das Gerät ist nicht für Badezimmer, Duschen, Schwimmbäder oder ähnliche
Bereiche geeignet. Falls es dennoch notwendig ist in solchen Umgebungen zu
arbeiten, stellen sie sicher, dass nirgendwo Wasser austreten kann.
Die Schweißmaschine ist nicht für Gebrauch bei Regen oder Schnee geeignet!
Die Schweißmaschine darf nicht an Orten verwendet werden, wo sie Stößen oder
Schwingungen ausgesetzt ist. Bereiche, die unbedingt gemieden werden sollten sind
beispielsweise, Straßen-, Schienen- und Seiltransportmittel, Flugzeuge,
Wasserfahrzeuge, Kräne und Teile von Werkzeugmaschinen.
Staub und Kühlung:
Das Gerät muss so aufgestellt werden, dass genügend Luft über die Kühlrippen und
durch die Kühlkanäle strömen kann. Das Gerät reguliert die Kühlung automatisch!
Achten sie jedoch darauf, dass kein Schleifstaub eingesaugt werden kann.
Stabilität:
Das Gerät kann auf eine bis zu 15° geneigten Fläche installiert werden. Bei einer
steileren Neigung besteht die Gefahr, dass die Schweißmaschine umstürzt!
DTX 1800/1801 TIG
7
Beschreibung und technische Daten
DE
2. Beschreibung
Die DTX Schweißgeräte sind zum Schweißen sind vor allem für verschiedene
Reparaturarbeiten ausgelegt. Die Geräte sind hinsichtlich der Sicherheit, der Verlässlichkeit,
der Form und Konstruktion so gefertigt, dass sie allen Anforderungen der modernen
Schweißtechnologie entsprechen. Die Geräte DTX 1800/1801 TIG sind tragbare
Schweißmaschinen, die das Schweißen nach dem WIG Verfahren sowie mit Stabelektroden
(MMA) ermöglichen. Das Gehäuse ist zeitgemäß geformt, an die technischen
Voraussetzungen und an die Funktionalität der eingebauten Komponenten angepasst. Auf
der Frontplatte ist ein Handgriff montiert, der ein schnelles und problemloses Transportieren
des Gerätes ermöglicht. Auf der Frontplatte finden sie alle Elemente, die für eine sichere und
einfache Gerätebedienung notwendig sind.
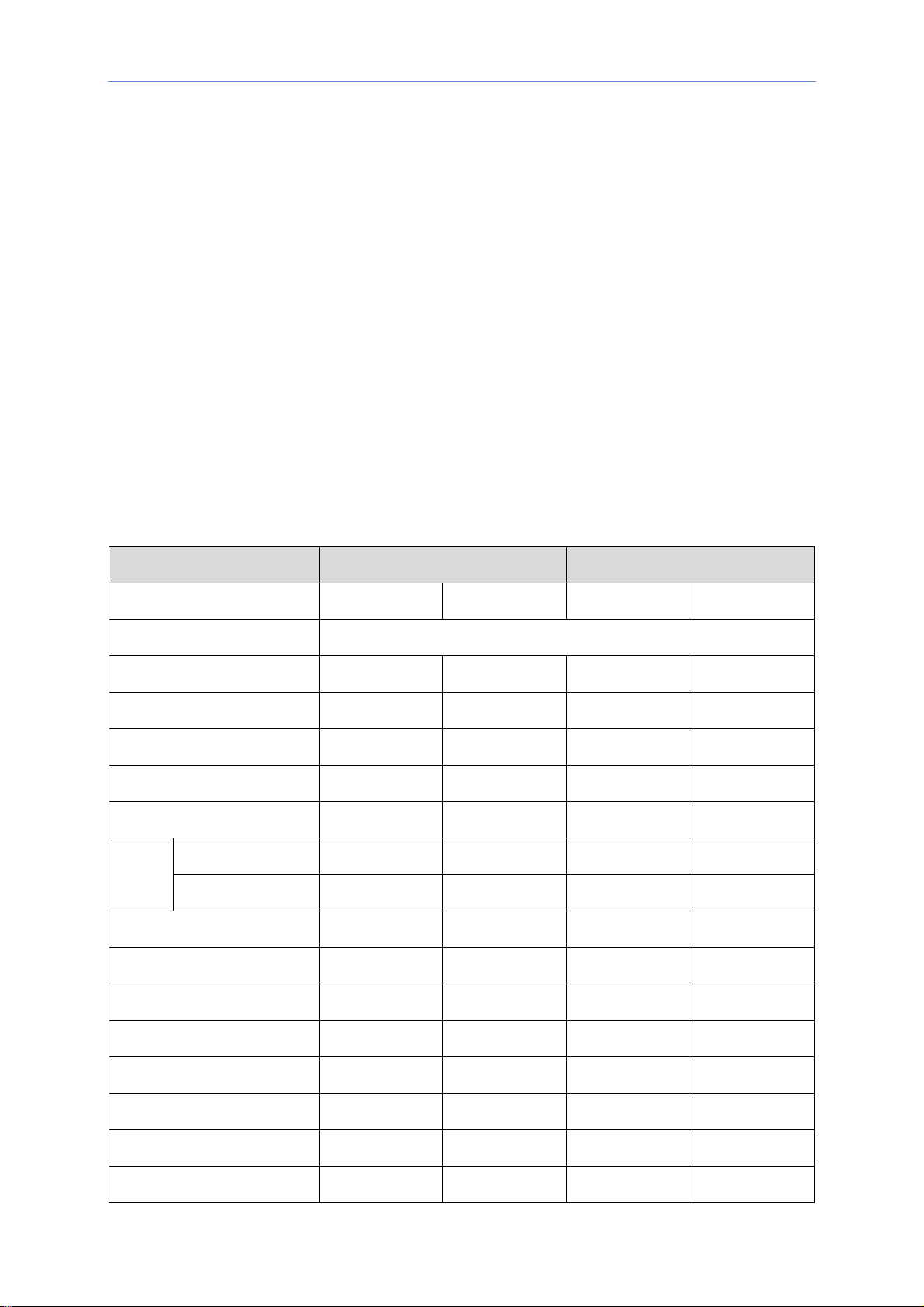
3. Technische Daten
Item
Netzspannung 1 x 230V ± 10%, 50-60Hz
Nennleistung max. 7 kVA 5 kVA 7 kVA 5 kVA
Absicherung – Träge 20 AT 20 AT 20 AT 20 AT
Leerlaufspannung 90 V 90 V 90 V 90 V
Schweißstrom 4 - 140 A 4 – 160 A 4 – 140 A 4 – 160 A
Schweißspannung 20,2 – 25,6 V 10,2 – 16,4 V 20,2 – 25,6 V 10,2 – 16,4 V
25% 140 A 160 A 140 A 160 A
ED
100% 70 A 100 A 70 A 100 A
Schweißstromeinstellung stufenlos stufenlos stufenlos stufenlos
Elektrodendurchmesser 1,5 – 40,0 mm
Hot-Start 35% - 35% -
DTX 1800 DTX 1801
MMA WIG MMA WIG
- 1,5 – 4,0 mm
-
Arc Force ARC 35% - 35% Basisstrom - - 50% 10 – 90%
Pulsfrequenz - - 0,4 – 5 Hz 0,4 – 300 Hz
Slope Down - 0,1 – 10 s - 0,1 – 10 s
Slope Up - 1/4 s - 1/4 s
8
DTX 1800/1801 TIG

Konsruktion des Gerätes
Gasvorströmung - 0,1 – 2 s - 0,1 – 2 s
Gasnachströmung - 0,1 – 10 s - 0,1 – 10 s
DE
Maximale
Betriebstemperatur
Isolierklasse H
Schutz IP23
Kühlung Ventilator
Gewicht 7,3 kg
Masse L x B x H (mm) 330x135x280
40 °C
4. Konstruktion des Gerätes
Stellen sie das Gerät so auf, dass die Luft gut zirkulieren kann und der Ventilator
nicht beeinträchtigt wird
Achten sie darauf, dass kein Staub oder kleine Teilchen in den Ventilator gelangen
können. Sie sollten das Gerät nie Nässe oder übermäßiger Hitze aussetzen.
Die Schweißmaschinen können auch über einen Generator betrieben werden. Der
Ersatzstecker muss jedoch der Leistung von 230V entsprechen und darf diese nicht
überschreiten.
Darüber hinaus muss der Stecker folgende Bedingungen gewährleisten:
- Max. Eingangsspannung weniger als 423V
- Spannungsfrequenz zwischen 50 und 60Hz
- RMS-Spannung höher als 180V
Falls der Generator diese Bedingungen nicht erfüllt, raten wir dringend davon
ab einen Generator an ihr Schweißgerät anzuschließen!
Model Spannung/Phase Sicherung
DTX 1800 TIG 1 Phase 230 V 16 A
DTX 1801 TIG 1 Phase 230 V 16 A
DTX 1800/1801 TIG
9
Funktionsbeschreibung der Schweißmaschine
DE
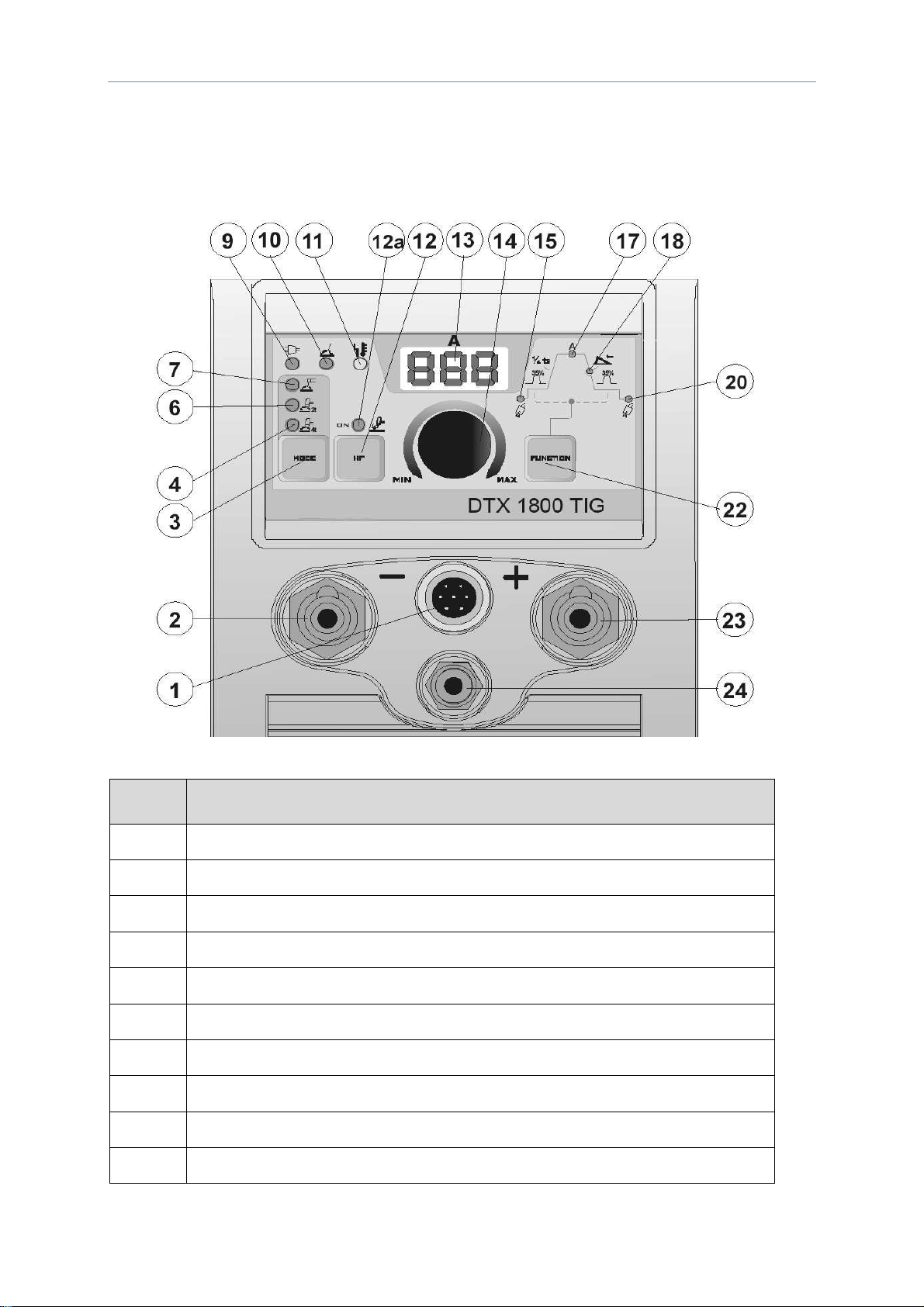
5. Funktionsbeschreibung der Schweißmaschine
- DTX 1800 TIG -
Pos. Funktion und Beschreibung
01 Anschluss für den Brenner/Fernsteuerung
02 Negative Anschlussbuchse
03 Taste „Mode“ - Auswahl der Schweißtechnik, „VRD“
04 LED – Anzeige der Schweißtechnik WIG 4-Takt
06 LED – Anzeige der Schweißtechnik WIG 2-Takt
07 LED – Anzeige der Schweißtechnik Elektroden (MMA)
09 LED – Anzeige: Maschine unter Spannung
10 LED – Anzeige: Lichtbogenschaltung
11 LED – Anzeige der Einschaltung des Thermoschutzes
12 Druckknopf zur Wahl des Hochfrequenzstarts (HF)
10
DTX 1800/1801 TIG
Funktionsbeschreibung der Schweißmaschine
DE
12a LED – Anzeige der Lichtbogenzündung mit HF
13 Display zur Anzeige des Schweißstroms/Parameter
14 Potentiometer für die Regulierung
15 LED – Anzeige der Gasvorströmzeit
17 LED – Anzeige: des Schweißstroms
18 LED – Anzeige der Stromabsenkzeit
20 LED – Anzeige der Gasnachströmzeit
22 Druckknopf zur Funktionswahl
23 Positive Anschlussbuchse
24 Gasanschluss
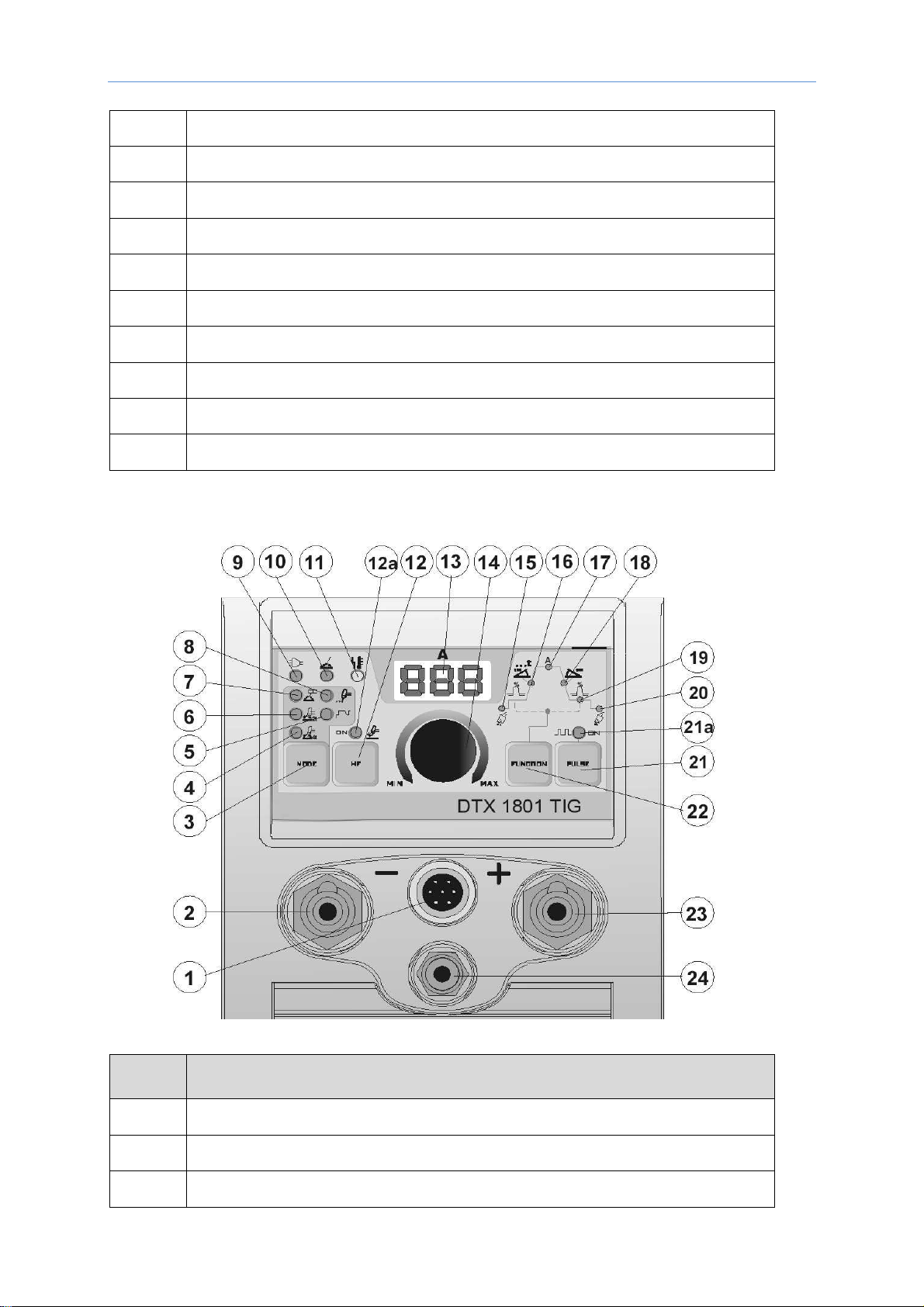
- DTX 1801 TIG -
Pos. Funktion und Beschreibung
01 Anschluss für den Brenner/Fernsteuerung
02 Negative Anschlussbuchse
03 Taste „Mode“ - Auswahl der Schwei0technik, „VRD“
11
DTX 1800/1801 TIG
Funktionsbeschreibung der Schweißmaschine
04 LED – Anzeige der Schweißtechnik WIG 4-Takt
05 LED – Anzeige des Schweißtechnik WIG-Reparaturschweißen
06 LED – Anzeige der Schweißtechnik WIG 2-Takt
07 LED – Anzeige der Schweißtechnik Elektroden (MMA)
08 LED – Anzeige der Schweißtechnik WIG-Punktschweißen
09 LED – Anzeige: Maschine unter Spannung
10 LED – Anzeige: Lichtbogenschaltung
11 LED – Anzeige der Einschaltung des Thermoschutzes
12 Druckknopf zur Wahl des Hochfrequenzstarts (HF)
12a LED – Anzeige der Lichtbogenzündung mit HF
13 Display zur Anzeige des Schweißstroms/Parameter
DE
14 Potentiometer für die Regulierung
15 LED – Anzeige der Gasvorströmzeit
16 LED – Anzeige der Einstellung Slope-Up (Absinktemperatur)
17 LED – Anzeige des Schweißstroms
18 LED – Anzeige der Stromabstiegszeit
19 LED – Anzeige des Basisstroms/Endstroms
20 LED – Anzeige der Gasnachströmzeit
21 Druckknopf zum Einschalten des Pulsschweißens
21a LED – Anzeige der Pulsation
22 Druckknopf zur Funktionswahl
23 Positive Anschlussbuchse (+)
24 Gasanschluss
DTX 1800/1801 TIG
12
Legende – Übersicht der Symbole
DE
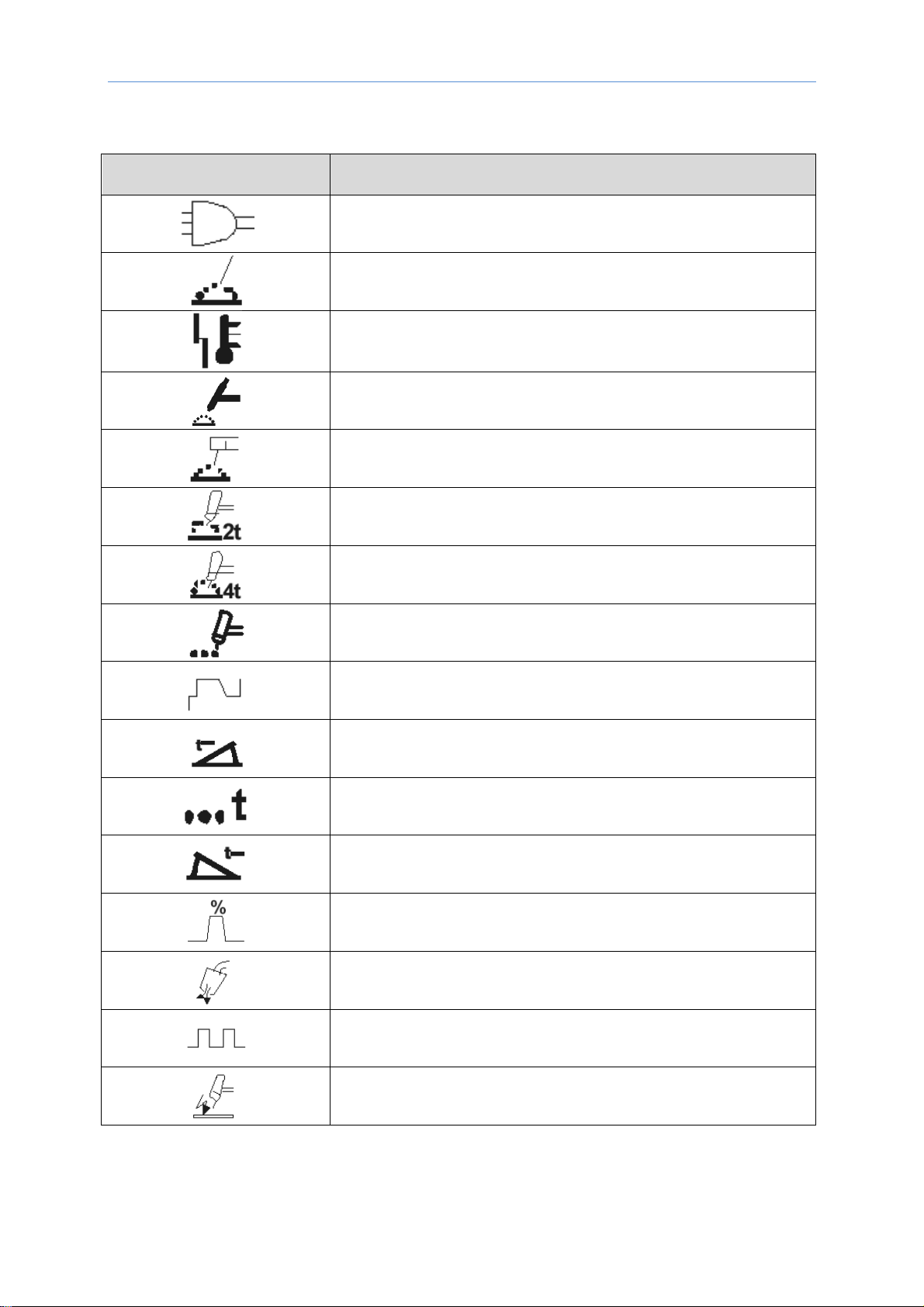
5.1 Legende – Übersicht der Symbole
Symbol Funktion und Beschreibung
Anzeige des eingeschalteten Gerätes
Allgemeines Schweißverfahren
Überschreitung der Temperatur
WIG Schweißen
MMA - Elektrodenschweißen
WIG 2 – Takt Schweißen
WIG 4 – Takt Schweißen
WIG Punktschweißen
WIG Doppelparameter
Slope-Up (Anstiegsrampenfunktion)
Punktschweißzeitfunktion
Slope-Down (Absenkrampenfunktion)
Basisstromfunktion (Prozentsatz)
Gasaustrittsfunktion
Pulsfunktion
HF Lichtbogenzündung (Hochfrequenzstart)
13
DTX 1800/1801 TIG
Elektrodenschweißen (MMA)
DE
6. Elektrodenschweißen (MMA)
Das Lichtbogenschweißen mit einer Stabelektrode ist ein Schweißverfahren, bei dem
eine Verbindung zweier Werkstücke vorgenommen wird. Dabei entsteht der
Lichtbogen zwischen dem Ende der abschmelzenden Elektrode und dem jeweiligen
Werkstück.
Die Elektrode setzt sich aus zwei Materialien zusammen:
1. Einem Stahlkern: Entspricht dem Material des Werkstücks (Aluminium, Stahl,
Kupfer, Rostfrei)
2. Die Ummantelung setzt sich aus verschiedenen Mineralien und organischen
Komponenten zusammen und hat folgende Funktionen:
a) Gasschutz: Ein Teil der Ummantelung wird zu Gas und verhindert den
Lufteintritt in den Nahtbereich des Lichtbogens
b) Zugabe der legierten Elemente und der Schlackenbildung: Ein Teil der
Ummantelung schmilzt, verbindet sich mit dem Grundmaterial und wird zur
Schlacke
Haupttypen der Elektrodenummantelungen:
1. Rutile: Diese werden am häufigsten genutzt und sorgen für eine besonders schöne
Naht. Diese Mischung eignet sich sowohl zum Schweißen mit Gleichstrom als auch
zum Schweißen mit Wechselstrom.
2. Basische: Diese Mischungen werden vor allem für Nähte hoher mechanischer
Qualität genutzt, wobei der Lichtbogen schnell zum Spritzen neigt und die Naht meist
nicht so sauber wird wie bei den rutilen Elektroden. Basische Mischungen werden
meist zum Schweißen mit Gleichstrom eingesetzt und sind sehr feuchtigkeitsanziehend, aufgrund dessen sie nur in trockenen und gut geschlossenen
Verpackungen gelagert werden sollten.
3. Saure Mischungen: Saure Mischungen sorgen für ein gutes Schweißergebnis und
können zum Schweißen mit Gleichstrom oder Wechselstrom genutzt werden. Da die
Schmelzmasse hier meist sehr flüssig ist, eignen sich diese Mischungen vor allem
zum Schweißen in horizontaler Position.
4. Zellulose Mischungen: Diese Elektroden werden zum Schweißen mit Gleichstrom
genutzt und eignen sich aufgrund der Viskosität der Schmelzmasse besonders gut für
das Rohrschweißen.
DTX 1800/1801 TIG
14
Elektrodenschweißen (MMA)
DE
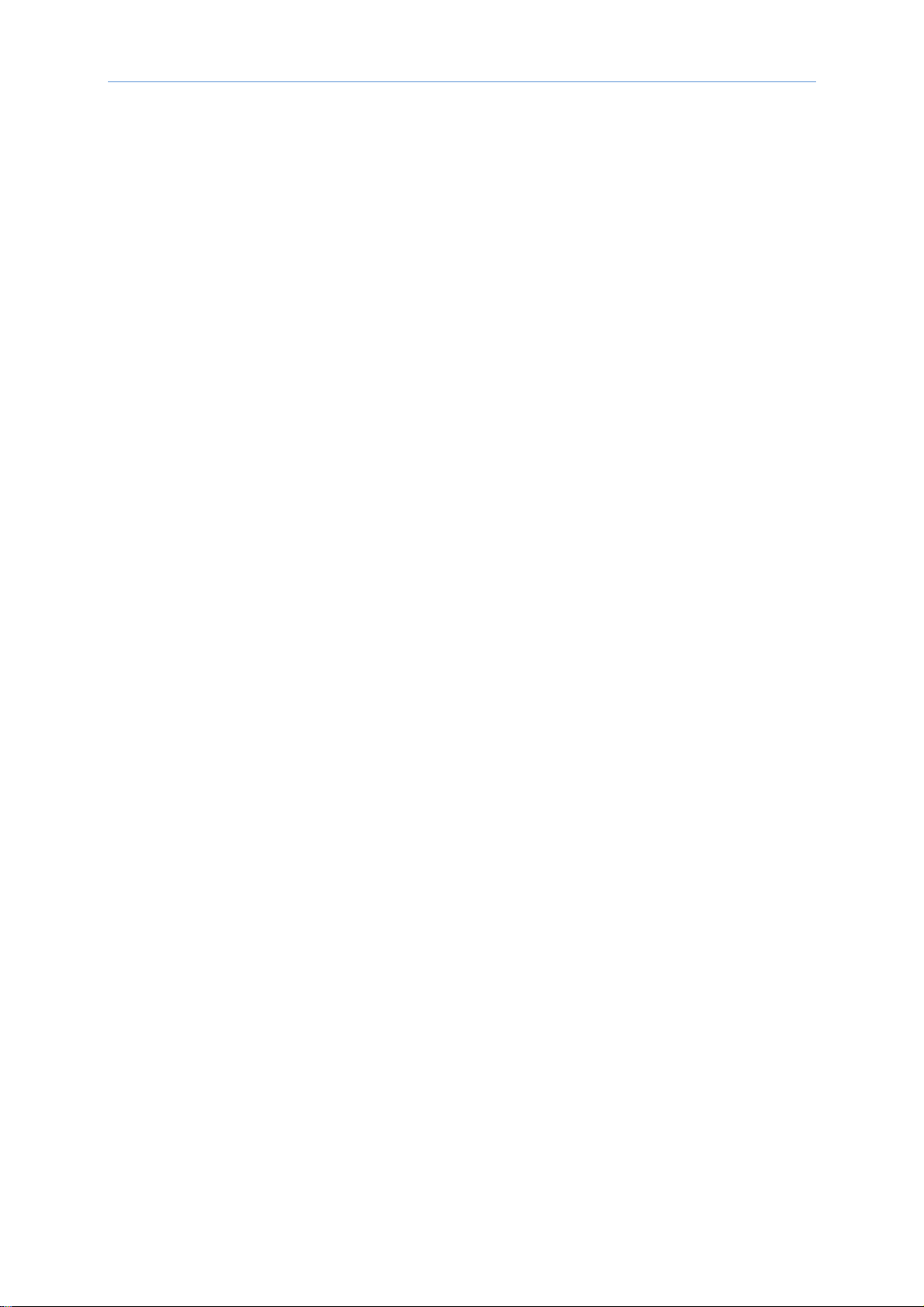
6.1 Vorbereitungen zum Elektrodenschweißen (MMA)
Verbinden sie das Schweißkabel mit der positiven Steckbuchse (+) des Gerätes.
Verbinden sie das Massekabel mit der negativen Steckbuchse (-) des Gerätes und
zusätzlich mit dem Werkstück.
Stellen sie dann den Schweißstrom je nach Durchmesser der Elektrode und Dicke
des Werkstückes ein.
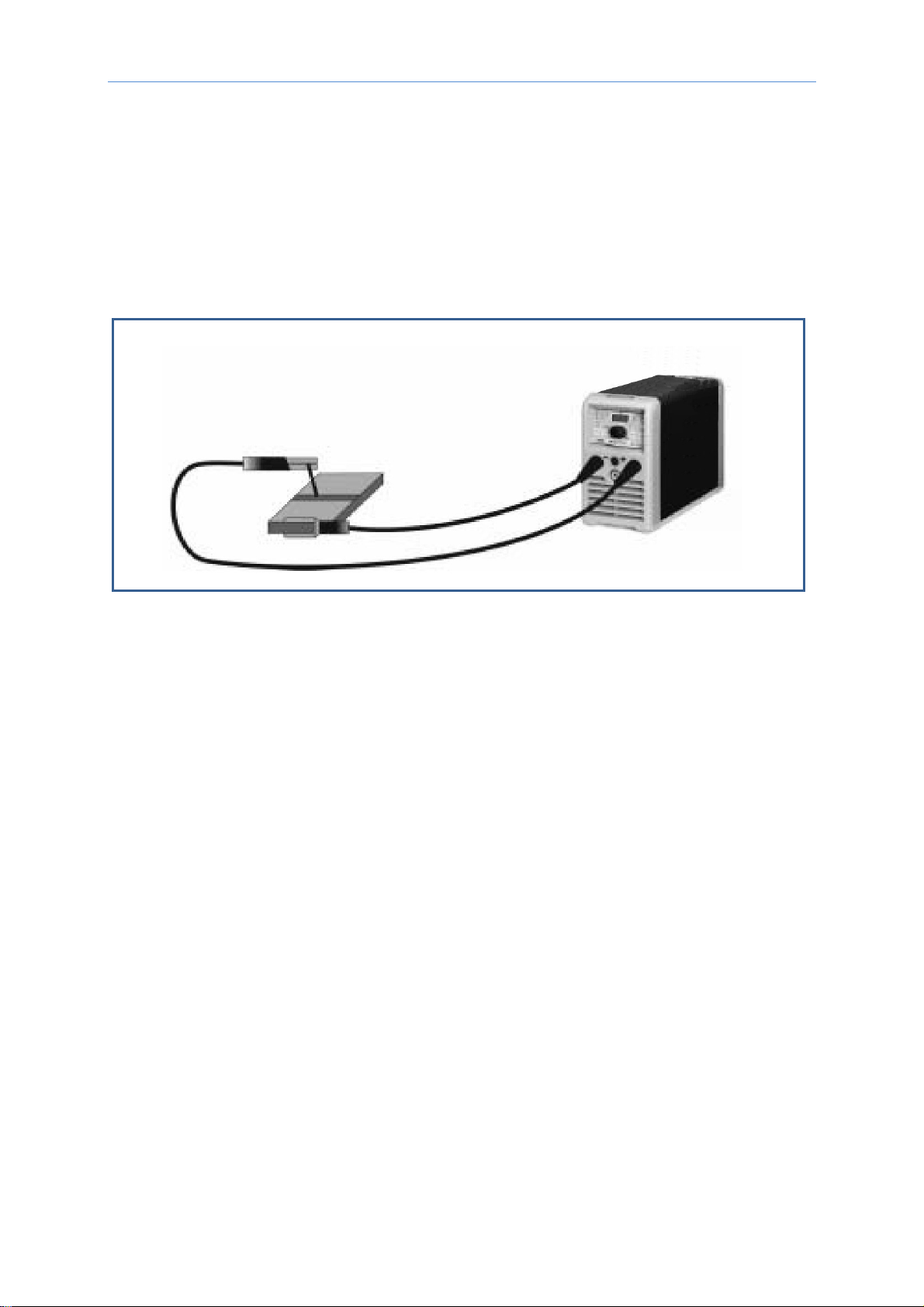
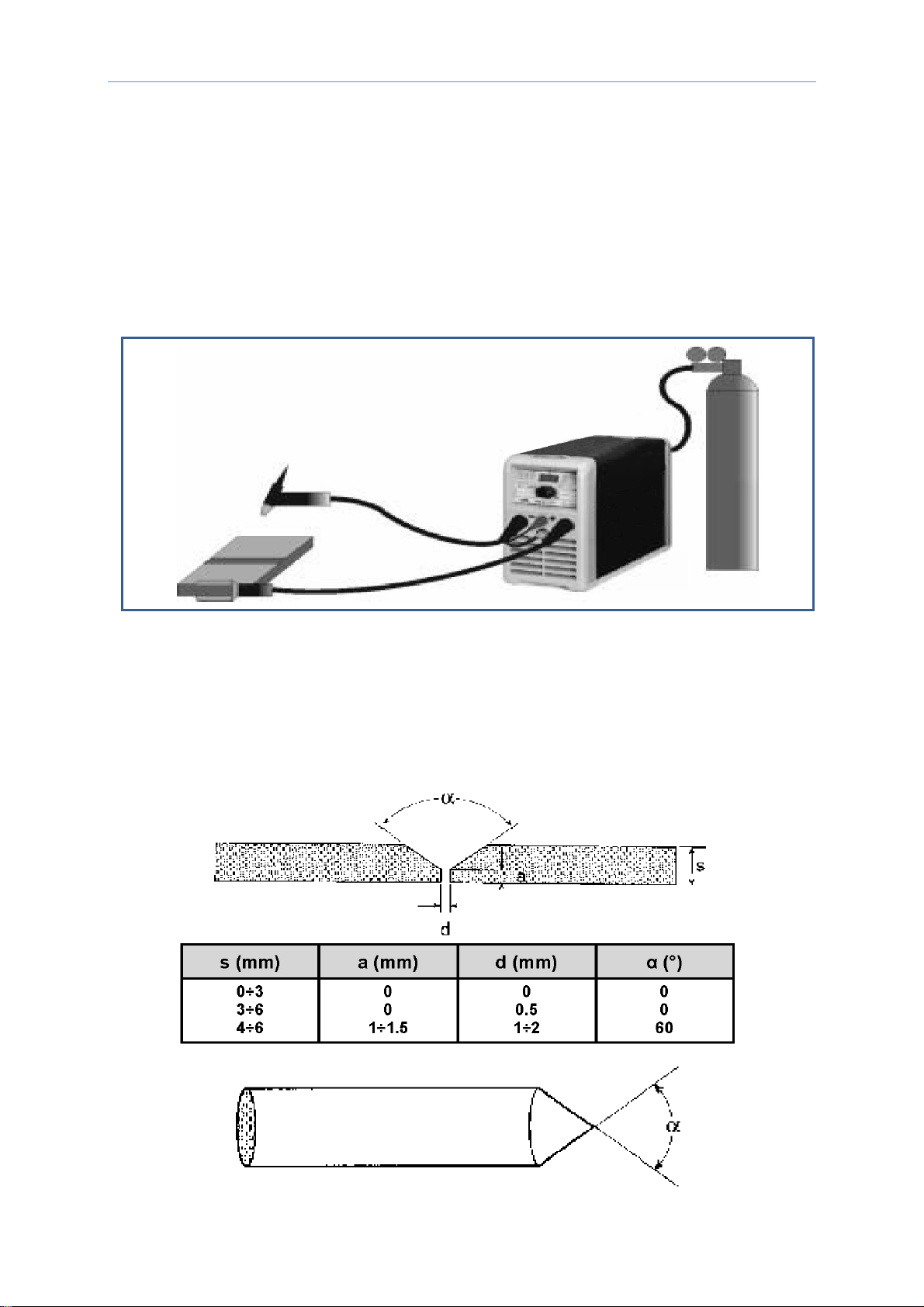
Vorbereitung der Schweißkante:
Die Vorbereitung der Schweißkante hängt immer von der Stärke des Werkstücks,
dessen Lage, Position und Verbindungsart ab. Wir empfehlen ihnen immer nur auf
sauberen Werkstücken zu schweißen, damit sich Oxide, Rost oder andere
Unreinheiten nicht negativ auf die Qualität des Schweißergebnisses auswirken
können. Die Vorbereitung der Schweißkante kann entweder in der Form „U“, für Nähe
ohne Korrektur oder aber in der Form „Y“, für Nähte mit Korrektur vorgenommen
werden.
Wahl der Elektrode:
Die Wahl der Elektrode hängt von der Materialstärke, des Nahttyps und der Lage ab.
Da beim Schweißen in Zwangslagen das Schmelzbad herunter läuft, werden hier
Elektroden mit einem kleinen Durchmesser genutzt. Bei Elektroden mit größeren
Durchmessern ist zugleich ein höherer Schweißstrom notwendig.
Einstellung des Schweißstroms:
Die Stabilität des Schweißstroms ermöglicht das Schweißen bei niedrigem Strom und
unter schweren Arbeitsbedingungen. Die folgende Tabelle zeigt die empfohlenen
Werte der minimalen und maximalen Schweißstromstärke, die beim Schweißen von
Kohlenstoffhaltigen, nicht legierten Stählen genutzt werden.
15
DTX 1800/1801 TIG
Elektrodenschweißen (MMA)
Schweißstrom
*
Min.
Max.
DE
s (mm) a (mm) d (mm)* α (°)
0 – 3 - 0 – 2,5 3 – 6 2 – 2,5 2 – 3* 60
6 - 12 2 – 2,5 2 – 3* 60
*
Die Angaben des Schweißens mit verschiedenen Elektroden werden in der Regel vom Hersteller in
entsprechenden Tabellen angegeben.
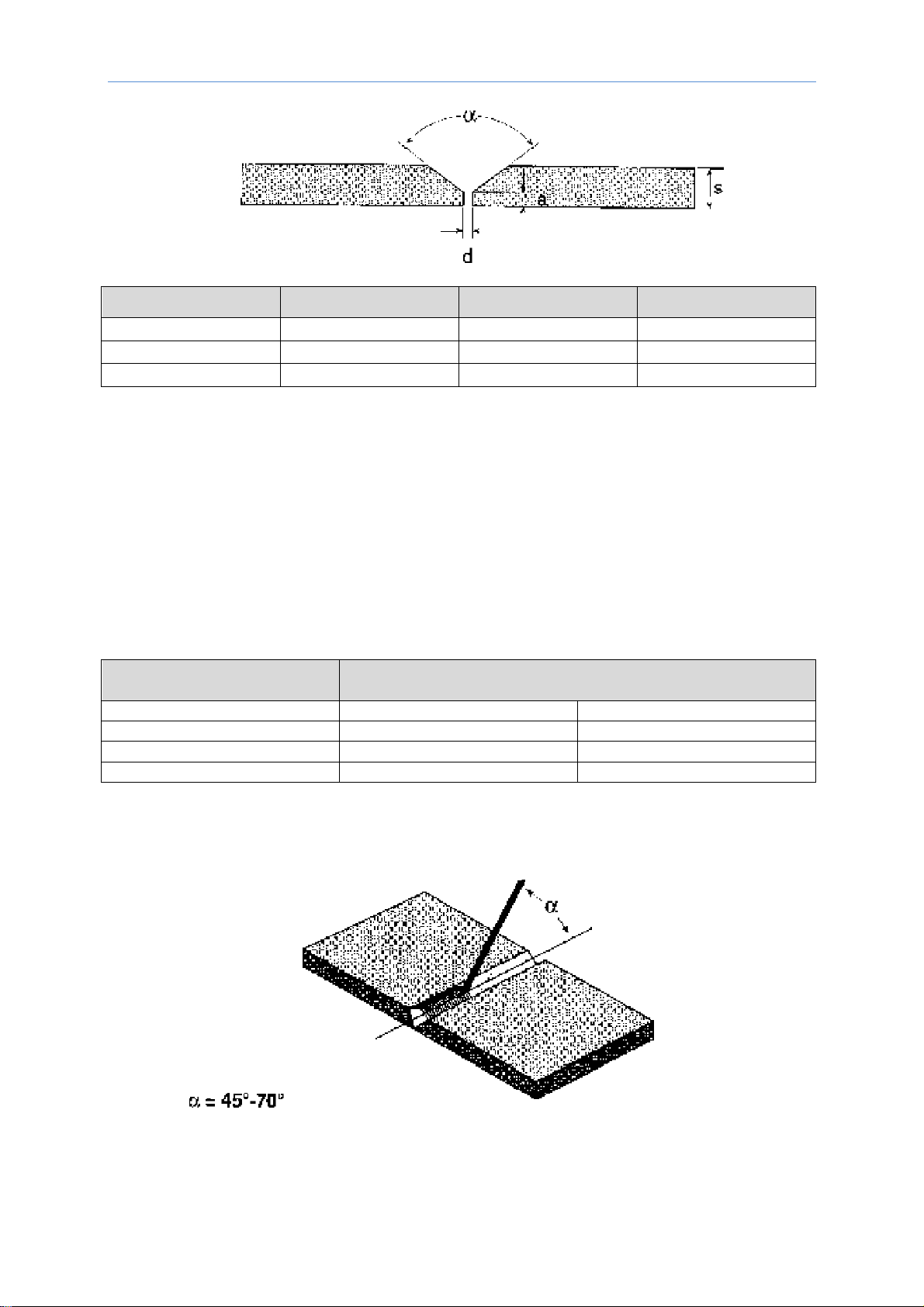
Die Lichtbogenzündung:
Um den Lichtbogen für die Elektrodenschweißung zu zünden, müssen sie mit der
Elektrode das Werkstück berühren.
Die Länge des Lichtbogens steuern sie, indem sie die Elektrode vom Schweißpunkt
entfernen. Halten sie dabei einen Neigungswinkel von etwa 60° zur Schweißebene
ein.
Elektrodendurchmesser
(mm)
1,6 25 50
2 40 70
2,5 60 110
3,25 100 140
1. Stumpfstoß:
16
DTX 1800/1801 TIG
WIG-Schweißen
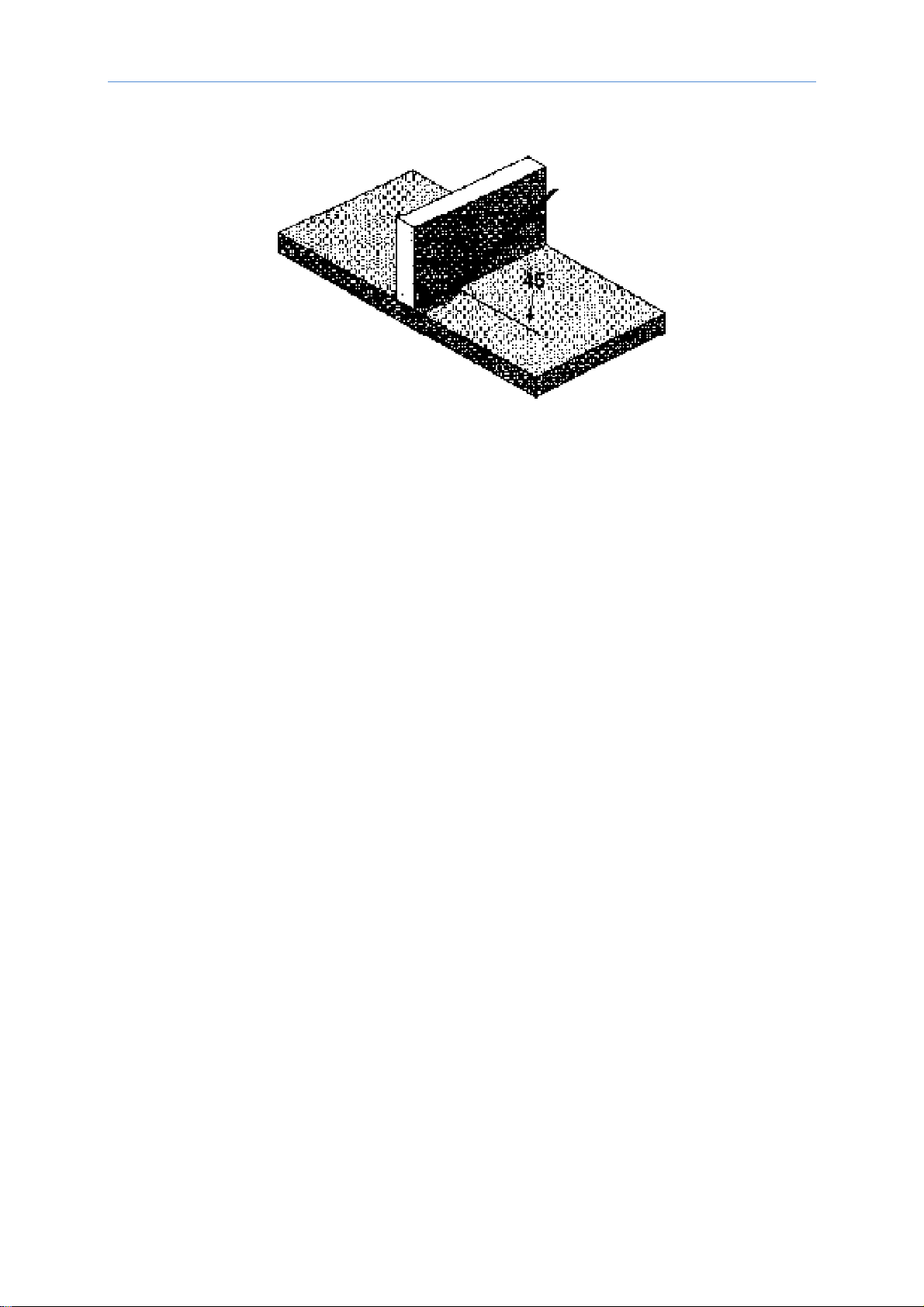
2. T-Stoß
Der Winkel der Elektrode ändert sich mit Zunahme der Anzahl der Schweißungen.
Entfernung der Schlacke: Bei den Stabelektroden ist es notwendig nach jeder einzelnen
Schweißnaht die Schlacke zu entfernen. Dies wird mit einem kleinen Hammer oder aber mit
DE
einer kleinen Drahtbürste durchgeführt.
7. WIG-Schweißen
Das „Gas Tungsten Arc Welding“ (GTAW) hier auch WIG-Schweißen ist ein
Schweißverfahren, bei dem der Lichtbogen mit Hilfe einer nicht schmelzenden
Elektrode (meist aus Wolfram) erzeugt wird. Der Lichtbogenbereich wird durch die
Gase Argon und Helium, die ständig aus der Brennerdüse strömen, vor
Verschmutzung und Unreinheiten geschützt.
Das WIG-Schweißen wird vor allem zum Schweißen von sauberen und präzisen
Nähten verschiedener Stähle genutzt.
7.1 Vorbereitungen zum WIG-Schweißen
Schließen Sie den Gasschlauch des Brenners direkt an die Gasflasche an.
Verbinden Sie das Massekabel mit der positiven Steckbuchse (+) des Gerätes und
zusätzlich dem Werkstück.
Stellen sie den Schweißstrom durch das Potentiometer, das sich auf der
Gerätvorderseite befindet, ein. Berücksichtigen sie dabei den Durchmesser der
Wolframelektrode und die Dicke des Werkstücks.
Vor dem Schweißen öffnen sie den Gasdruckminderer.
17
DTX 1800/1801 TIG
WIG-Schweißen
Die Lichtbogenzündung:
Legen Sie den Keramikrand der Gasdüse auf das Werkstück (Position 1).
Durch das Drehen des Brenners um den Auflagepunkt des Keramikrandes wird der
Kontakt zwischen der Wolframelektrode und dem Werkstück hergestellt (Position 2).
Kehren sie anschließend durch eine umgekehrte Kreisbewegung zu Position 1
zurück. Der Lichtbogen wird so gezündet.
Entfernen sie den Brenner vom Werkstück, um den Lichtbogen zu unterbrechen.
DE
7.2 Phasen des Schweißens
WIG-Schweißen – Stahl
a) Vorbereitung der zu schweißenden Kanten (Stumpfstoß)
18
DTX 1800/1801 TIG
Schweißvorgang
b) Auswahl und Vorbereitung der Elektrode
Die Elektroden sind meist aus Wolfram (2% Zusatz von Torit und grau gefärbt). Der
Durchmesser wird hinsichtlich des Schweißstroms ausgewählt (siehe Tabelle).
Das eine Ende der Elektrode wird geschleift (ein Winkel entsteht). Der Winkel ändert sich
hinsichtlich des Schweißstroms.
c) Zusatzmaterial:
Es existieren verschiedene Zusatzmaterialien. Dabei müssen jedoch folgende Grundregeln
beachtet werden:
1. Die Zusammensetzung und die mechanischen Eigenschaften des Zusatzmaterials
DE
Winkel α (°) Stromstärke (A)
30 5 – 30
60 – 90 30 – 120
90 - 120 120 - 160
müssen dem Grundmaterial entsprechen.
2. Es sollten keine schmutzigen oder unreinen Materialen genutzt werden, die sich negativ
auf die Schweißqualität auswirken können.
3. Wenn das Zusatzmaterial eine andere chemische Zusammensetzung als das
Grundmaterial aufweist, muss die Endzusammensetzung der Nahtverbindung hinsichtlich
der mechanischen und antikorosions Eigenschaften ausgewertet werden.
d) Schutzgas:
Als Schutzgas wird reines Argon genutzt. Das WIG-Verfahren ist zum Schweißen von Stahl
geeignet und sorgt für eine optisch sehr schöne Naht, die keine zusätzliche Bearbeitung
benötigt. Vor dem Schweißen ist jedoch eine ausführliche und saubere Vorbereitung der
Schweißkanten notwendig.
8. Schweißvorgang
Beim Einschalten des Gerätes werden für etwa 2 Sekunden alle Signale angezeigt und im
Display wird die ausgewählte Schweißmethode angezeigt.
8.1 Schweißen mit Elektrode MMA (Arc)
1. Drücken die die Taste „MODE“ bis die LED leuchtet – Schweißen mit Elektrode
2. Im Display blinkt für 2 Sekunden „ARC“
3. Es leuchtet die LED Diode für den eingestellten Strom
4. Es leuchtet die LED Diode „Lichtbogen einschalten ermöglicht“
5. Es leuchtet die LED Diode für den eingestellten Schweißstrom
19
DTX 1800/1801 TIG
 Loading...
Loading...