

Page 1
CY7/670 Series Temperature Sensors
Application Notes
M-4447/0307
INSTALLATION AND OPERATION
Three aspects of using a temperature sensor are
critical to its optimum performance:
• the proper electrical and thermal installation of
the connecting leads that run to the sensor
• the actual mounting of the sensor to the sample
assembly
• the measurement electronics used for reading
and recording temperature data from the sensor
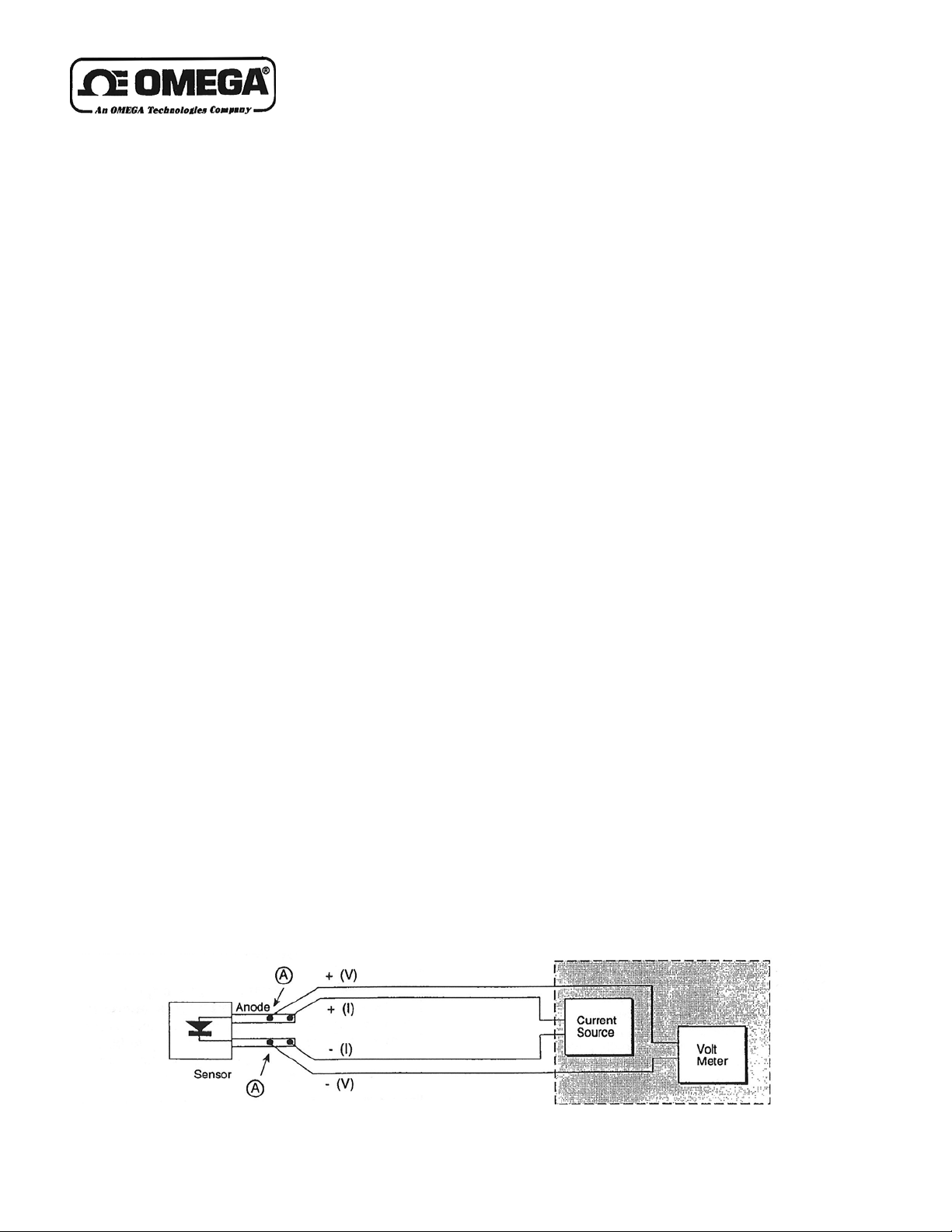
Connecting Leads
Although the majority of the CY7/CY670 series
sensors are two-lead devices, measurements are
preferably made using a four-wire configuration to
avoid all uncertainties associated with lead
resistance. This is done by using four connecting
leads to the device and connecting the V+ and I+
leads to the anode and the V– and I– leads to the
cathode as shown in Figure 1. The exact point at
which the connecting leads are soldered to the
device leads results in negligible temperature
measurement uncertainties.
In a two-wire measurement configuration, the
voltage connections (point A in Figure 1) are made
near or at the current source, so only two leads
are actually connected to the device. Some loss in
accuracy can be expected since the voltage
measured at the voltmeter is the sum of the diode
voltage and the voltage drop across the
connecting leads. The exact temperature
uncertainty will depend on the temperature range
and lead resistance. For a 10-ohm lead
resistance, the diode voltage will be offset by 0.1
mV, which gives a negligible temperature error at
liquid helium temperature but a 50 mK error near
liquid nitrogen temperature. Note the PI and CY
adapter can be used only in a two-wire
configuration.
An excessive heat flow through the connecting
leads to any temperature sensor can create a
situation where the active sensing element (for the
CY7/670 series this is the diode chip) is at a
different temperature than the sample to which the
sensor is mounted. This is then reflected as a real
temperature offset between what is measured and
the true sample temperature. Such temperature
errors can be eliminated by proper selection and
installation of the connecting leads.
In order to minimize any heat flow through the
leads, the leads should be of small diameter and
low thermal conductivity. Phosphor-bronze or
manganin wire is commonly used in sizes 32 or 36
AWG. These wires have a fairly poor thermal
conductivity yet the resistivities are not so large as
to create any problems in four-wire
measurements.
Lead wires should also be thermally anchored at
several temperatures between room temperature
and cryogenic temperatures to guarantee that heat
is not being conducted through the leads to the
sensor. A final thermal anchor at the sample itself
is a good practice to assure thermal equilibrium
between the sample and the temperature sensor.
Note that the CU, CY, SO, and DI mounting
adapters serve as their own sample thermal
anchor.
I the connecting leads have only a thin insulation
such as vinyl acetal or other varnish type coating,
a simple thermal anchor can be made by winding
the wires around a copper post or other thermal
mass and bonding them in place with a thin layer
of CYAV varnish. There are a variety of other
ways in which thermal anchors can be fabricated;
a number of guidelines can be found in detail in
the following references.
Figure 1. Four-Wire Configuration for CY7/670 Series Sensor Installation
Page 2
Sensor Mounting
General Comments
Before installing the CY7/670 series sensor,
identify which lead is the anode and which lead is
the cathode by referring to the accompanying
device drawings. Be sure that lead identification
remains clear even after installation of the sensor,
and record the serial number and location.
The procedure used to solder the connecting
leads is not very critical and there is very little
danger in overheating the sensor. If for some
reason the leads need to be cut short, they should
be heat sunk with a copper clip or needle-nose
pliers before soldering. Standard rosin-core
electronic solder (m.p. 180C) is suitable for most
applications. Applications involving the use of the
SD package up to 200 °C require a higher melting
point solder. A 90% Pb 10% Sn solder has been
used quite successfully with a rosin flux.
For all adapters except the CY, CU, and DI, the
leads are gold-plated Kovar. Prolonged soldering
times may cause the solder to creep up the goldplated leads as the solder and the gold alloy. This
is not detrimental to the device performance.
When installing the sensor:
• Make sure there are no shorts or leakage
resistance between the leads or between the
leads and ground. CYAV varnish or epoxy may
soften varnish-type insulations so that high
resistance shunts appear between wires if
sufficient time for curing is not allowed. Teflon
spaghetti tubing is useful for sliding over bare
leads when the possibility of shorting exists.
• Avoid putting stress on the device leads and
allow for the contractions that occur during
cooling that could fracture a solder joint or lead if
installed under tension at room temperature.
The CY7/670 series sensor is designed for easy
removal for recalibration checks or replacement,
and the following discussions for each of the
adapters are geared in this direction. If semipermanent mountings are desired, the use of OBCY10 or OB-CY20 low temperature epoxy can
replace the use of CYAG grease. In all cases, the
mounting of the sensor should be periodically
inspected to verify that good thermal contact to the
mounting surface is maintained.
CY7/670-SD
The SD version is the basic package for the
CY7/670 series sensor line, from which all other
configurations are made using the appropriate
adapter. The base of the device has a gold
metallized surface and is the largest flat surface
on the sensor. The base is electrically isolated
from the sensing element and leads, and all
thermal contact to the sensor must be made
through the base.
A thin braze joint around the sides of the SD
package is electrically connected to the sensing
element. Contact to the sides with any electrically
conductive material must be avoided. When
viewed base down and with leads towards the
observer, the positive lead (anode) is on the right.
For a removable mount, the SD sensor can be
held against the mounting surface with the CO
adapter (see below) or similar clamping
mechanism. Any method of clamping the sensor
must avoid excessive pressure and should be
designed so that thermal contractions or
expansions do not loosen contact with the sensor.
For uses restricted to below 325 K, a thin layer of
CYAG grease should be used between the sensor
and sample to enhance thermal contact.
The SD package can also be bonded with a low
temperature epoxy. The sensor should be pressed
firmly against the surface during curing to assure a
thin epoxy layer and a good thermal contact. The
device may be removed in the future by using the
appropriate epoxy stripper.
The SD adapter can be soldered using a rosin flux
(non-corrosive) if extreme care is exercised.
1. Tin the base of the sensor using a low
wattage, temperature controlled soldering iron
that will not exceed 200 °C. Use only a
minimal amount of solder. Tin the surface to
which the sensor is to be bonded and again,
avoid an excessive thickness of solder. Clean
both the sensor and the mounting surface of
any residual flux.
2. Reheat the mounting surface to the melting
point of the solder, press the device into
position and allow the sensor to warm to the
melting point of the solder.
3. After both tinned surfaces have flowed
together, remove the heat source and let the
sample and sensor cool.
Under no circumstance should the sensor be
heated above 200 °C and the solder must be
limited to only the base of the sensor. Excess
solder running up the sides of the SD package can
create shorts. Repeated mounting and
demounting of a soldered sensor may eventually
cause wetting deterioration and ruin the thermal
contact to the sensing element, although the nickel
buffer layer should minimize these problems.
CAUTION
The preferred method for mounting the SD
sensor is either the CO adapter or bonding
with epoxy. Omega Engineering, Inc. will not
warranty replace any device damaged by a
user-designed clamp or damaged through
solder mounting.
2
Page 3

CY7/670-LR
The gold-coated copper LR adapter is designed
for insertion into a 1/8-inch diameter tube. A thin
layer of CYAG grease should be applied to the
copper adapter before insertion. This eases
installation at room temperature and enhances the
thermal contact.
CY7/670-CU/DI/CY
The gold-coated copper CU, DI and CY adapters
serve as both a sensor and a thermal anchor
assembly. These adapters are designed to be
mounted to a flat surface using a 4-40 brass
screw. Avoid over-tightening the screw; use only
enough force to firmly hold the sensor in place.
Brass is recommended for the screw as the
differential thermal contraction between the
adapter and the screw will cause the mounting
assembly to tighten as opposed to loosen when
the system is cooled. A thin layer of CYAG grease
should be used to enhance the thermal contact
between the adapter and the mounting surface.
The CU adapter has four color-coded leads: red
(I–), green (V–), clear (V+), and blue (I+). The CY
adapter has two color-coded leads: yellow (+) and
green (–). The green lead on the DI adapter is the
cathode.
CY7/670-ET/MT
Both adapters are gold-plated copper hex head
bolts with the SD package mounted in a slot on
the adapter head. The ET adapter screws into a ¼
inch deep, 6-32 threaded hole while the MT
adapter screws into a 6 mm deep, 3 × 0.5 mm
threaded hole. Before assembly, the threads
should be lightly greased with CYAG grease. Do
not over-tighten, since the threads are copper and
can be easily sheared. Finger-tight should be
sufficient.
3. Lift the edge of the clip using a small pair of
pliers or screwdriver.
4. Slide the SD package into place underneath
the clip and gently lower the clip onto the lid of
the SD package. Note that a slot is cut
underneath the clip to accept the SD package.
Refer to the drawing for details.
If the device is to be used only below 325 K, a
layer of CYAG grease should be used between
the SD package and mounting surface to enhance
the thermal contact.
Sensor Operation
Temperature controllers and thermometer
instrumentation offered by Omega Engineering,
Inc. are designed to be directly compatible with the
CY7/670 series sensor to give optimum
performance and accuracy together with direct
temperature readouts. Simply follow the
instructions provided with the instrument
concerning sensor connection and instrument
operation. If a user-supplied current source,
voltmeter, or other instrumentation is going to be
used with the CY7/670 series sensor, special
attention should be given to the following details.
The CY7/670 series sensors are designed to
operate at a constant current of 10 µA while the
voltage variation with temperature measurement
depends directly on the specifications of the
current source and the voltmeter. A current source
operating at the level of +0.01 µA (±0.01 K) is
probably suitable for most applications. The
voltmeter resolution required can be estimated
from the sensitivity (dV/dT) of the CY7/670 sensor:
Temperature Sensitivity
(K) (mV/K)
305 2.4
77 1.9
4.2 33
CY7/670-BO
The BO adapter should be mounted in the same
manner as the CU. The BO adapter contains its
own thermal anchor and is an epoxy-free
assembly.
CY7/670-CO
The CO adapter is used to attach the CY7/670-SD
package to a flat surface. The adapter is a springloaded clamp designed to maintain pressure on
the SD package as the temperature is varied.
1. Remove the hold down cap that holds the
three-piece CO assembly together. The CO
assembly should appear as shown in the
accompanying drawings.
2. Bolt the assembly into a 4-40 threaded hole.
The stop on the brass screw should rest
against the mounting surface and it also
prevents overcompressing the spring.
Multiplying the above sensitivity by the desired
temperature resolution in K will give the required
voltage resolution in mV.
The static impedance of the CY7/670 series
sensor operating at 10 µA current is on the order
of 100,000 ohms. Therefore, the input impedance
of the voltmeter must be significantly larger than
this to avoid measurement errors. Voltmeters with
input impedances of greater than 109 or 1010
ohms should be used.
Good quality instrumentation must be used and all
instrumentation and wiring should be properly
grounded and shielded. Temperature
measurement errors will result if there is excessive
AC noise or ripple in the circuitry. Further details
can be found in the article by Krause and Dodrill
given in the references.
Note: All materials mentioned above that are used
in sensor installation are available from OMEGA
Engineering, Inc.
3
Page 4

REFERENCES
Krause, J.K. and Swinehart, P.R. (1985). Demystifying Cryogenic Temperature Sensors. Photonics Spectra. August, 61–68.
Krause, J.K. and Dodrill, B.C. (1986). Measurement System Induced Errors in Diode Thermometry. Review of Scientific
Instruments 57 (4), 661–665.
Sparks, L.L. (1983). Temperature, Strain, and Magnetic Field Measurements. In Material at Low Temperatures, Ed. By R.P. Reed
and A.F. Clark. American Society of Metals, Metals Park, 515–571.
White, G.K. (1979). Experimental Techniques in Low Temperature Physics. Clarendon Press, Oxford.
CY7/670-SD
Basic sensor package style.
Temperature range: 1.4 to 475 K
Mass: 0.03 g
CY7/670-CO
Basic sensor with spring-loaded
brass clamp to hold sensor to
Temperature range: 1.4 to 475 K
Mass (without sensor): 1.7 g
sample.
CY7/670-ET
Basic sensor soldered onto SAE-
threaded copper adapter.
Temperature range: 1.4 to 325 K
Mass: 1.4 g
CY7/670-CY
Basic sensor epoxied into
relatively large copper disk. 30
AWG stranded copper lead pair is
thermally anchored to disk.
Temperature range: 1.4 to 325 K
Mass (excluding leads): 4.3 g
CY7/670-BO
Basic sensor soldered onto bolt-on
copper block with leads thermally
anchored to block.
Temperature range: 1.4 to 325 K
Mass: 1.5 g
CY7/670-LR
Basic sensor soldered into
cylindrical copper adapter.
Temperature range: 1.4 to 325 K
Mass: 0.15 g
CY7/670-CU/DI
Basic sensor mounted into
bolt-on disk with leads thermally
anchored to disk with low
temperature epoxy. CU version is
4-lead. DI is 2-lead.
Temperature range: 1.4 to 325 K
Mass (excluding leads): 4.3 g
CY7/670-MT
Basic sensor soldered into metric-
threaded copper adapter.
Temperature range: 1.4 to 325 K
Mass: 1.4 g
Servicing USA and Canada:
Call OMEGA Toll Free
OMEGA Engineering, Inc.
One Omega Drive, Box 4047
Stamford, CT 06907-0047 U.S.A.
Headquarters: (203) 359-1660
Sales: 1-800-826-6342 / 1-800-TC-OMEGA
Customer Service: 1-800-622-2378 / 1-800-622-BEST
Engineering: 1-800-872-9436 / 1-800-USA-WHEN
FAX: (203) 359-7700 TELEX: 996404
EASYLINK 62968934 CABLE OMEGA
Servicing Europe: United Kingdom Sales
and Distribution Center
OMEGA Technologies Ltd.
25 Swannington Road, Broughton Astley, Leicestershire
LE9 6TU, England
Telephone: 44 (0455) 285520 FAX: 44 (0455) 283912
 Loading...
Loading...