

OHTAKE NSRI, NSRI14, NSRI12, NSRI10, NSRI17 Operation Manual
...
NSIR MAE01
Read these instructions for the proper use of this machine.
After having read these instructions, keep them in a convenient place so you
or the operator can refer to them whenever necessary.
NSRI Type
Automatic Screw Feeder
Automatic Screw Feeder
自動ネジ供給機
NSRI
Series
Operation Manual
Read these instructions for the proper use of this machine.
After having read these instructions,
keep them in a convenient place so you
or the operator can refer to them whenever necessary.
ATTENTION : www.ohtake-root.co.jp is the only web site associated with our company.
We do not have any branches in China.
ྛ栦ᐈ実ὀព㸸ࠕwww.ohtake-root.co.jp ᩎྖ၏୍ⓗᐁ᪉⨒❰㸪
┠๓㸪ᩎྖᅾ୰ᅜἐ᭷≆⢬ᡤ宻ⓗ୰ᅜᐁ⨒ࠋࠖ
ὀព㸟㸸www.ohtake-root.co.jp ࡀᙜ♫၏୍ࡢHP ࢻࣞࢫ࡛ࡍࠋ
ᘢ♫ࡢྡࢆ㦄ࡿഇࢧࢺࡈὀពୗࡉ࠸ࠋ⌧ᅾࠊᙜ♫ࡣ୰ᅜᅜෆᨭᗑࡣࡈࡊ࠸ࡲࡏࢇࠋ
(Maintenance)
- 1 -
NSRI1MA2
NSRI1MA02aM

Contents
OVERVIEW OF THIS MACHINE------------------------- 1
1.
BEFORE USE ------------------------------------------------ 1
2.
OPERATING PRECAUTIONS----------------------------- 2
3.
NAMES OF MACHINE PARTS---------------------------- 5
4.
ADJUSTMENTS AND CHECKS BEFORE USE------ 6
5.
PARTS ADJUSTMENTS AND REPLACEMENTS--- 13
6.
OVERVIEW OF THIS MACHINE
1.
7 .APPLICATION WITH ROBOTIC SYSTEM--- 22
8 .MISCELLANEOUS---------------------------------- 24
TROUBLESHOOTING CHECKLIST------------ 25
9 .
1 0 .SPECIFICATIONS---------------------------------- 31
EXTERNAL DIMENSIONS ----------------------- 33
11 .
WARRANTY------------------------------------------ 34
12 .
Thank you very much for selecting our Automatic Screw Feeder “NSRI Series”.
This machine can line up screws (Type M1 - M3) and supplies them one by one to
an automatic machine to help streamline screw tightening.
Different sizes of screws can be used by changing the rail, escaper, passing plate and the robot escaper guide.
It can be used wherever there is a power source for an AC adapter.
BEFORE USE
2.
Please check for the following accessories before operating the machine.
* Operation Manual 1 copy
Hexagonal Wrench 1 piece
*
* AC Adapter 1 unit * Ground Wire 1 piece
*
Screwdriver 1 piece
※The design, performance and specications are subject to change without prior notice for the
sake of improvement.
- 1 -
OPERATING PRECAUTIONS
3.
This manual contains safety alert symbols and signal words to help prevent injuries to the user or
damage to property.
Indications
◎
WARNING
CAUTION
Symbols indicating type of danger and preventative measures
◎
Prohibited operation. Never do this!
Do not disassemble, modify or repair.
Do not touch with wet hands.
This indicates to stop operations.
Unplug power supply from wall outlet.
General caution.
Attach the ground wire by loosening the screw near the mark of the equipment.
This indicates there is a chance of death, serious injury or re
if the instructions are not followed.
This indicates there is a chance of personal injury or damage to property
if the instructions are not followed.
- 2 -
the bottom of the main body
WARNING
Do not disassemble the AC adapter as there is a risk of electric shock, re or malfunction.
Do not damage, alter or change the power cord. Do not place heavy objects on the cord.
Do not pull hard on the cord or twist the cord as it could be damaged, thereby causing a risk
of re or electric shock.
Do not handle the AC adapter with wet hands as it could cause an electric shock.
When using an outlet with AC100~240V, don't overload the electrical circuit.
Do not modify or remodel this machine as this may cause a re or electric shock.
Do not operate this machine near ammable liquids, gasses or materials as there could be a risk of re or
explosion.
Stop operating the machine and unplug the AC adapter from the wall outlet when you detect
overheating, smoke, a pungent odor or any other unusual condition, as there may be a risk of
re or electric shock. Contact the dealer, from which you purchased the machine and have it
examined and repaired.
In the case of a thunderstorm, stop operating the machine, turn off the power and
unplug the AC adapter from the wall outlet. If there is lightning and thunder nearby,
move away from the machine and do not touch it or the AC adapter.
After the thunder stops, and when it is safe to do do so, check the machine.
If there is any abnormality, contact your dealer.
When performing maintenance, changing parts or when you sense an abnormality in the machine, turn the
power off and pull the AC adapter from the wall outlet.
In addition, there are parts that become hot in the circuit board. When performing maintenance around the
circuit board, turn off the power for at least 5 minutes before performing work. There is a risk of burns.
- 3 -
CAUTION
Use only the AC adpater supplied with this machine otherwise it may result in a re
or electric shock.
Do not install this machine in an unstable location otherwise it may fall causing damage or injury.
Always operate the machine with the upper cover in place, otherwise it may result in injury.
Do not allow any foreign material to enter the machine while in operation.
Do not put your ngers into the machine while in operation, otherwise an injury will result.
Do not operate this machine in overly humid or dusty conditions.
Keep the plug socket clean at all times otherwise it may cause a re or electric shock.
When moving the machine, always disconnect the AC adapter from the wall outlet or it may result in damage to
the cord, or cause a re or electric shock.
Turn off the machine and unplug the AC adapter from the wall outlet during closing hours or if the machine will
be unused for any extended period of time.
When moving the machine, be sure to hold it with both hands and be careful not to drop it.
Dropping the machine at your feet may cause injury.
Do not operate the machine with tension on the AC adapter cord.
Keep the cord loose and untangled.
Do not bend, alter or damage the rail. Do not apply any oil. It is recommended that the user
clean the rail periodically.
Do not use any screw that is out of the specied range nor any screw that is oily or dirty.
When pick uping screws, do not exert excessive force or shock to the screws.
- 4 -

ᯈ㔠
ຍᕤ
ᮌᕤ
⁐᥋
ሬሬ
⤌❧
㉎ධ
እὀ
ᡂᆺ
㟁Ẽ
࣓ࢵ࢟
NAMES OF MACHINE PARTS
4
.
Escaper
Front cover Rear cover
Holding plate
LED screw indicator
Sensor bracket
attaching bolt
Escaper bracket
installing screw
Rail xing bolt
Upper cover
Power switch
Scooping chamber
- 5 -
Escaper guide
for the robot
Light-emitting
sensor
Passing plate
DC jack
Signal line out
Brush
Light-receiving
sensor
Scooping block
left and right
(moving up
and down)
Timer knob
Rail
Vibration adjusting
plate xing bolt
Vibration adjusting bolt
(under the machine)
ADJUSTMENTS AND CHECKS BEFORE USE
㻾㼑㼒㼑㼞㼑㼚㼏㼑㻌㼠㼍㼎㼘㼑㻌㼛㼒㻌㼠㼔㼑㻌㼟㼜㼑㼏㼕㼒㼕㼑㼐㻌㼟㼏㼞㼑㼣㼟
㻿㼏㼞㼑㼣
㼟㼕㼦㼑
㻿㼏㼞㼑㼣
㼟㼔㼍㼒㼠
㼐㼕㼍㼙㼑㼠㼑㼞
(φ )
㻿㼏㼞㼑㼣
㼔㼑㼍㼐
㼐㼕㼍㼙㼑㼠㼑㼞
(φ )
㻿㼏㼞㼑㼣
㼔㼑㼍㼐
㼠㼔㼕㼏㼗㼚㼑㼟㼟
(mm)
㻿㼏㼞㼑㼣㻌㼟㼔㼍㼒㼠
length(mm)
㻿㼑㼙㼟
㻰㼛㼡㼎㼘㼑
㼟㼑㼙㼟
㼃㼍㼟㼔㼑㼞
㼔㼑㼍㼐
㻹㻝㻚㻜 0.9~0.95 1.2~4.5 0.35~1.0 1.6~10 ○
㻹㻝㻚㻞 1.1~1.15 1.4~4.5 0.35~1.0 1.8~10 ○
㻹㻝㻚㻠 1.3~1.4 1.7~4.5 0.35~1.0 2.0~10 ○
㻹㻝㻚㻣 1.6~1.7 2.0~4.5 0.35~1.0 2.3~10 ○
㻹㻞㻚㻜 1.9~2.1 2.4~6 0.35~4.5 2.6~20 ○ ○ ○ ○ ○ ○ ○
㻹㻞㻚㻟 2.2~2.4 2.7~6 0.35~4.5 2.9~20 ○ ○ ○ ○ ○ ○ ○
㻹㻞㻚㻢 2.5~2.7 3.0~6 0.35~4.5 3.2~20 ○ ○ ○ ○ ○ ○ ○
㻹㻟㻚㻜 2.9~3.2 3.5~6 0.35~4.5 3.6~20 ○ ○ ○ ○ ○ ○ ○
㻿㼔㼍㼜㼑㻌㼛㼒㻌㼟㼏㼞㼑㼣㻌㼔㼑㼍㼐
㻼㼍㼚㻌㼔㼑㼍㼐
㼎㼕㼚㼐
㻲㼘㼍㼠
㼔㼑㼍㼐
㻯㼛㼡㼚㼠㼑㼞
㼟㼡㼚㼗
㼔㼑㼍㼐
㼔㼑㼤㼍㼓㼛㼚
㼒㼘㼍㼚㼓㼑
㼎㼛㼘㼠
5.
-
5
1
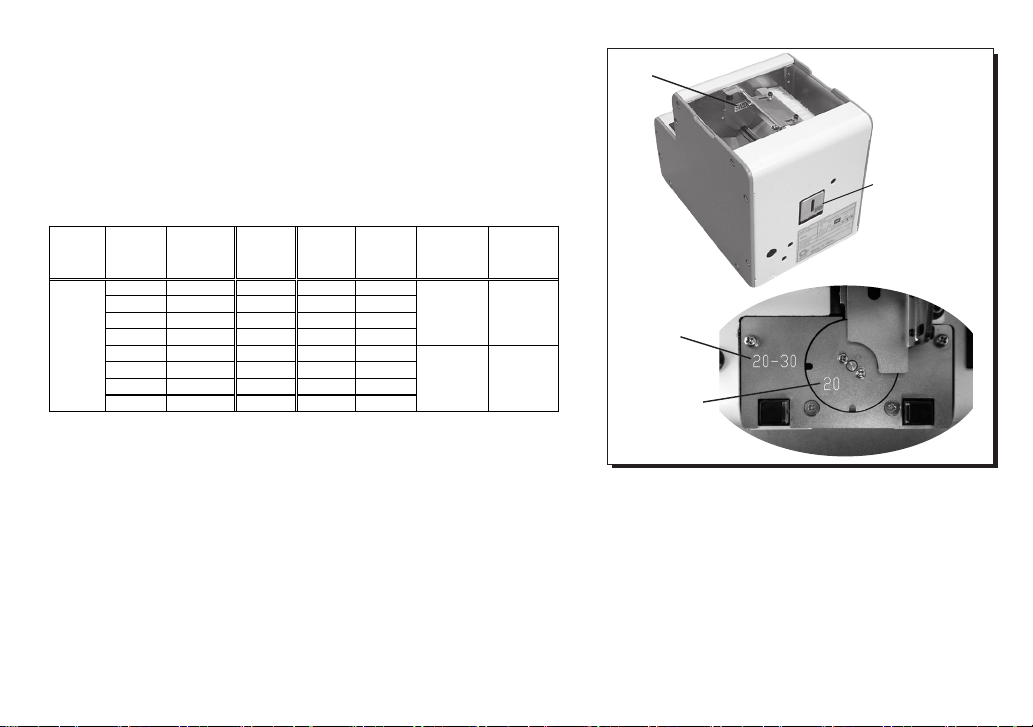
Checking the model number of the main body
.
Passing plate identi-
cation seal
Check if the machine has the parts which match the nominal diameter
of the screws to be loaded. Check the model number of the rail,
escaper, escaper guide for the robot and passing plate by referring to
the following table. Each escaper is stamped with a model number
which matches with the type of screws that can be used. The escaper
guide for the robot is stamped with a model number which
corresponds with the types of screws that can be used.
㻿㼏㼞㼑㼣
㻿㼏㼞㼑㼣
㼒㼑㼑㼐㼑㼞
㼒㼑㼑㼐㼑㼞
㼟㼑㼞㼕㼑㼟
㻺㻿㻾㻵
Note: Screws, with a different nominal diameter, can be used by replacing the rail,
escaper, passing plate and the robot escaper guide for the robot.
The parts, for replacement, are available separately.
㻿㼏㼞㼑㼣㻌㼟㼕㼦㼑
㼙㼛㼐㼑㼘
㻺㻿㻾㻵㻝㻜 㻹㻝㻚㻜 㻾㻵㻝㻜㻿㻱㼀 㻾㻵㻝㻜 㻿㻵㻱㻝㻜
㻺㻿㻾㻵㻝㻞 㻹㻝㻚㻞 㻾㻵㻝㻞㻿㻱㼀 㻾㻵㻝㻞 㻿㻵㻱㻝㻞
㻺㻿㻾㻵㻝㻠 㻹㻝㻚㻠 㻾㻵㻝㻠㻿㻱㼀 㻾㻵㻝㻠 㻿㻵㻱㻝㻠
㻺㻿㻾㻵㻝㻣 㻹㻝㻚㻣 㻾㻵㻝㻣㻿㻱㼀 㻾㻵㻝㻣 㻿㻵㻱㻝㻣
㻺㻿㻾㻵㻞㻜 㻹㻞㻚㻜 㻾㻵㻞㻜㻿㻱㼀 㻾㻵㻞㻜 㻿㻵㻱㻞㻜
㻺㻿㻾㻵㻞㻟 㻹㻞㻚㻟 㻾㻵㻞㻟㻿㻱㼀 㻾㻵㻞㻟 㻿㻵㻱㻞㻟
㻺㻿㻾㻵㻞㻢 㻹㻞㻚㻢 㻾㻵㻞㻢㻿㻱㼀 㻾㻵㻞㻢 㻿㻵㻱㻞㻢
㻺㻿㻾㻵㻟㻜 㻹㻟㻚㻜 㻾㻵㻟㻜㻿㻱㼀 㻾㻵㻟㻜 㻿㻵㻱㻟㻜
㻱㼤㼏㼔㼍㼚㼓㼑
㼗㼕㼠㻌㻺㼛㻚
㻾㼍㼕㼘㻌㼙㼛㼐㼑㼘
㻺㼛㻚
㻱㼟㼏㼍㼜㼑㼞
㼙㼛㼐㼑㼘㻌㻺㼛㻚
㻾㼛㼎㼛㼠
㼑㼟㼏㼍㼜㼑㼞㻌㼓㼡㼕㼐㼑
㼙㼛㼐㼑㼘㻌㻺㼛㻚
㻿㻵㻱㻾㻝㻜㻙㻝㻣 㻿㼃㻝㻜㻝㻣
㻿㻵㻱㻾㻞㻜㻙㻟㻜 㻿㼃㻞㻜㻟㻜
㻼㼍㼟㼟㼕㼚㼓㻌㼜㼘㼍㼠㼑
㼙㼛㼐㼑㼘㻌㻺㼛㻚
Escaper guide for
the robot identica-
tion stamp
Escaper identi-
cation stamp
Before delivery, each section of the machine is checked and adjusted with panhead screws matching the nominal
diameters of the ordered model.
Most screws may be usable in the initial status of adjustment however, if the height or shape of the screw head is
different or if the operation is regarded as abnormal, each section must be readjusted. If this is the case,
make the following checks and adjustments:
○ Check the screw load amount ○ Check and adjust the brush ○ Check and adjust the passing plate
○ Check and adjust the rail vibration ○ Check and adjust the holding plate
○ Check and adjust the front & rear sides of the rail ○ Check and adjust the timer
If the rail, escaper, passing plate and robot escaper guide are replaced, screws with a different nominal diameter can be
accepted. After these parts are replaced, ne adjusting is required. The respective adjusting procedures will be described
elsewhere. Please read these procedures.
- 6 -
Rail
identification
seal
-
2
5
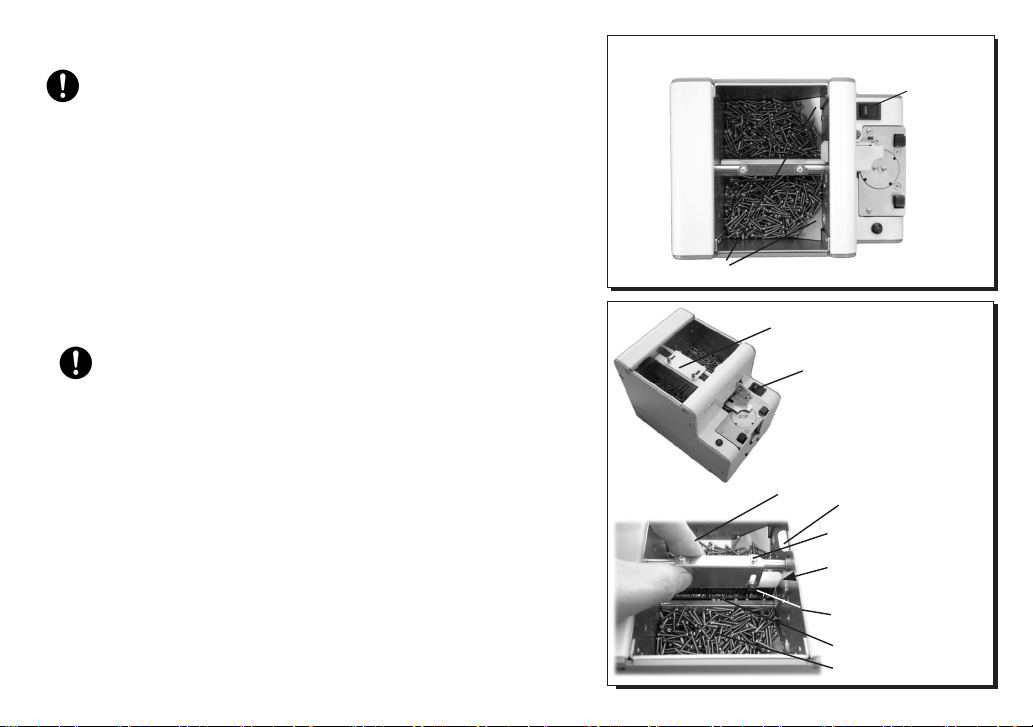
Amount of screws to be loaded
.
An excessive amount of screws, loaded into the chamber, will have an
adverse effect on the screw alignment and transport.
The gure, shown at right, indicates the maximum amount of screws to be
loaded. Use this as a guide when loading the screws.
Turn the power switch ON and OFF so that the scooping block is at
・
the lower limit position.
Load screws up to approximately 2 ~ 3mm below the rail surface.
・
At this time, check that screws are not loaded so as to cover the
・
upper portion of the inclined plate.
Be sure to determine the screw load by observing the machine while it
・
is in operation.
-
3
5
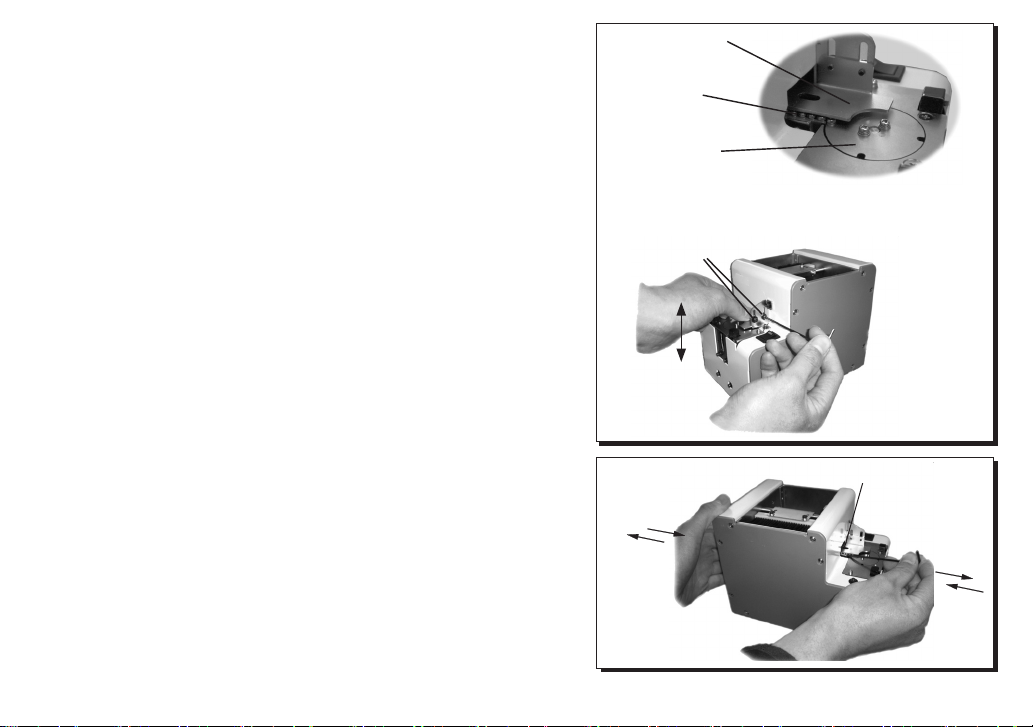
Checking and adjusting the brush
.
Turn OFF the power supply before checking and adjusting.
Load the screws into the scooping chamber, turn ON and OFF the
power switch so that screws are aligned into the rail groove.
Turn ON and OFF the power switch so that the brush bristles are in
・
a horizontal position as shown in the gure at right.
Check that the heads of the screws, in the rail groove, are in slight
・
contact with the brush bristles.
When the brush height is too high or low, this will have an adverse
・
effect on the screw allignment and transport.
If any adjustment is necessary, loosen the brush height adjusting bolt
・
to adjust the brush height.
If the plastic portion, at the front of the brush, comes into contact
・
with the passing plate, loosen the brush assembly mounting screw
and make an adjustment either backward or forward.
Operate the machine to check that the brush operation is normal.
・
- 7 -
Screws, loaded into the chamber, must not be above the
rail-groove surface. (The maximum screw load must be
2 ~ 3mm below the rail-groove surface.)
This inclined surface, on both the right and left
inclined plates, should be visible.
Turn On and Off the power switch to
put the brush bristles in a h or izontal position.
Power switch
Move the brush by hand to check
that the screws, in the rail groove,
are in slight contact with the brush
bristles and make
adjustments if necessary.
Passing plate
Brush assembly attaching screw
The brush must not be in
contact with the passing plate
when it moves.
Brush height adjusting bolt
Brush
Loaded screws
Power switch
-
4
5
Check that the passing plate is adjusted to a height that permits
・
loaded screws to pass just within the clearance limit.
If the passing plate is too low, screws cannot pass. If the passing plate
・
is too high, it will hamper a smooth transport of the screws.
If adjustment is required, loosen the passing plate attaching bolt
・
and adjust the height.
After making an adjustment, do an operational check.
・
Note: Using the half-presses on both sides of the passing plate as
guides, slide the passing plate up or down.
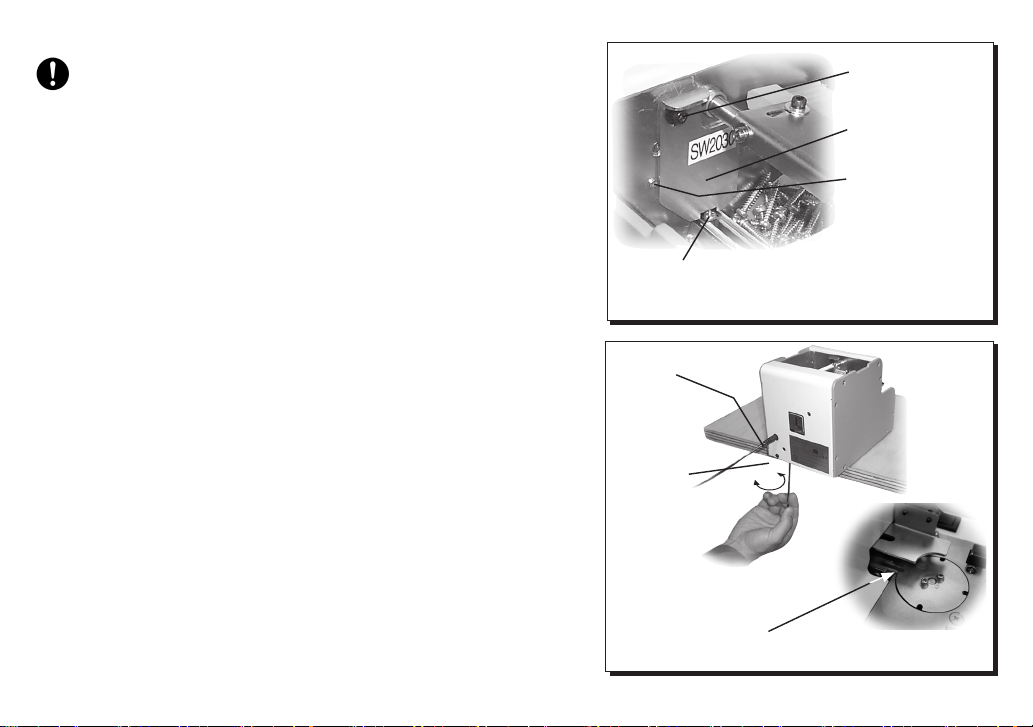
5
This machine’s rail vibration can be adjusted.
The screw transport speed differs depending on the screw type.
Check the screw transport speed. If the rail vibration hinders a smooth
transport of the screws, it can be adjusted.
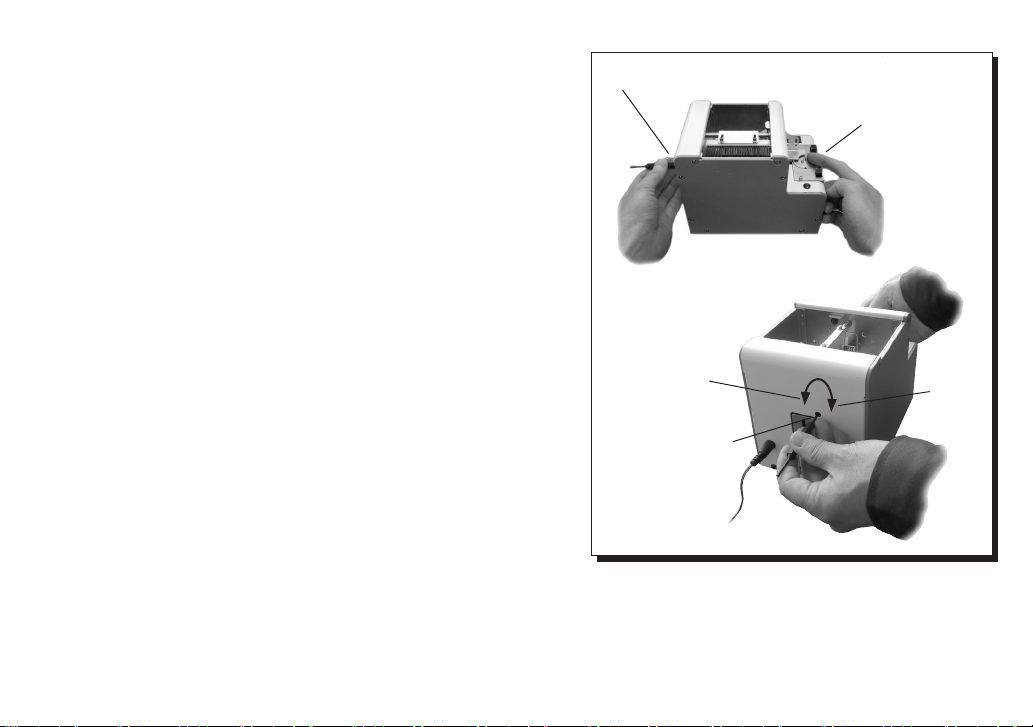
Loosen the anti-vibration screw at the rear of the machine.
・
Next, turn the vibration adjusting screw, located on the bottom of the
machine, to adjust the vibration.
When the screw is turned clockwise, as viewed from the bottom
of the machine, the vibration will increase.
When the screw is turned counterclockwise,
the vibration decreases.
If the vibration is adjusted to a too large a value to increase the
・
transport speed, the rail will hit against the escaper and screws may
fall into the machine from the clearance, failing to unload screws
normally. Adjust the vibration to a proper value that matches the
loaded screws.
(Related item: Check and adjust the front and rear positions of the rail.)
After making an adjustment, be sure to tighten the vibration plate xing bolt.
・
After making an adjustment, do an operational check.
・
Checking and adjusting the passing plate
.
Turn OFF the power switch before making any checks or
adjustments.
-
5
Checking and adjusting the rail vibration
.
Passing plate
attaching bolt
Passing plate
Half-press
(provided on both sides of
the passing plate)
Loaded screw
The clearance should be just enough to permit the loaded screws to
pass through the passing plate.
Vibration adjusting plate
xing bolt
Vibration
adjusting
bolt
Weaker
vibration
The rail must not come in contact with the escaper.
The clearance must not be too large.
Stronger
vibration
- 8 -
5
-
6
Checking and adjusting the holding plate
.
Holding plate
Check the position of the holding plate.
Check that the clearance between screws in the rail groove and the
・
holding plate is about 0~1mm.
If there is no clearance, a screw will be caught. If the clearance is too
・
large, a screw pile or screw jump will occur.
If any adjustment is required, loosen the holding plate attaching
・
screw and move the plate up or down.
If the holding plate makes contact with the escaper, it will affect the
・
smooth operation of the escaper movement.
After making an adjustment, check the machine operation.
・
-
7
5
Checking and adjusting the front/rear
.
positon of the rail
If the rail comes into contact with the escaper, or the clearance
between the rail and escaper is too large, when the machine is
operated, loosen the rail xing bolt and adjust the rail either backward
or forward.
After making an adjustment, be sure to tighten the rail xing bolt.
If the rail hits against the escaper, the escaper will not function
・
properly.
If the clearance between the rail and the escaper is too large,
・
screws may fall into the machine.
After making an adjustment, try making a vibration readjustment by
referring to “Checking and Adjusting the Rail Vibration”.
Loaded screw
Escaper
The clearance between screws loaded in the rail and the holding
plate should be 0~ 1mm.
Holding plate
attaching screw
Up/down adjustment
Adjust the rail either back-
ward or forward.
The holding plate
must not make
contact with the
escaper.
Rail xing bolt
- 9 -
-
8
5
The screw transport feed differs depending on screw type.
This machine can make screw unloading smooth through timer adjustment. For
screws with a low transport speed, set the timer long. For screws with a high
transport speed, set the timer short.
This machine continues its operation when no screw is found at the
・
screw pick up site. The machine continues operating with a screw
at the pick up site but will stop, after a certain lapse of time, if the
screw is not picked up. This time lapse can be varied by adjusting
the timer. After the screw is picked up, the machine starts operating
again.
Check the operation by intercepting the optical axis of the sensor.
・
Make an adjustment with the timer knob at the rear of the machine
・
body (as shown in the gure on the right).
When the timer knob is turned clockwise, as viewed from the
・
rear side, the time becomes shorter. When the knob is turned
counterclockwise, the time becomes longer.
Make this adjustment, by using the accompanying screwdriver,
・
within the allowable turning range, without using excessive force.
Do an operational check with screws loaded in the scooping
・
chamber and set the timer properly.
Checking and adjusting the timer
.
Adjust the timer with the
timer knob.
Longer
Timer knob
When the optical axis of the
sensor is intercepted, the timer
will function to stop the operation of the machine.
Shorter
- 10 -
 Loading...
Loading...