

National Optronics Horizon II Edger User manual
®
Horizon II Edger
NSTRUCTION, OPERATION,
I
M
AINTENANCE AND TROUBLE SHOOTING
ANUAL
M
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision Date: 11/98 Page - 1 -
SAFETY REMINDERS
♦ Do not run the edger until you have read and understand this Instruction Manual.
♦ If you are running the machine for the first time, ask your supervisor or a qualified operator for help.
♦ Plug the machine into a grounded 115V AC outlet only! Do not cut off the ground prong from the plug, or
use any adaptor that will bypass the ground prong.
♦ The left cutter shield, the top cutter shield, and the shield keeper have been designed into the Horizon II to
protect operating personnel from rotating cutter blades. All machine covers and guards should be in place
when operating the machine, and any alteration, removal, or damage of these parts will cause a serious
safety hazard, as well as void any warranty.
♦ The Horizon II edger should be lifted very carefully by two people. Before attempting to move or lift the
edger, ensure that all electrical connections and the vacuum hose are disconnected from the edger. To lift
the edger, each person should carefully lift the edger from the bottom of each edge, using both hands.
♦ Always assume power is on until you check and verify that the main power and/or motor power switches
are off.
♦ When changing the insert, make sure the clamp is tight before starting the edger.
♦ Always turn the power off when anyone is performing maintenance.
♦ Do not use the machine when taking any medication that may affect sight or coordination.
♦ Hearing protection is recommended. Under normal operation, the Horizon II operates at a sound level
below 80db. However, when running very thick polycarbonate lenses, the sound level may momentarily
peak at 90db. Prolonged exposure at this level may cause hearing damage. Under such operating
conditions, hearing protection is required by law.
THINK SAFETY AND PRACTICE SAFE
WORK HABITS IN THE LABORATORY AT ALL TIMES.
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision Date: 11/98 Page - 2 -

TABLE OF CONTENTS
Page
INTRODUCTION TO OPERATION • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 6
INSTALLATION PROCEDURES • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 7
OPERATING PROCEDURES • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 9
Review of the Control Panel • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 9
Sizing and Bevel Placement Adjustment Controls
Edging A Lens
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 12
Bevel Placement Systems: Two Alternatives
Front Curve Tracking Bevel System In Place
Multi-Cam Tracking Bevel Placement System
Flow Rate Control
Periphery Finishes
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 16
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 17
Grooving Procedures
Rimless Procedures
Roll and Bevel Procedures
To Recut for Size
Shelving Procedures
Faceting Procedures
Cutters
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 20
Removing/Installing the Cutter Body
Replacing the Cutter Inserts
Special Capabilities • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 23
Pattern-From-A-Pattern Duplication
Pattern-From-A-Lens Duplication
Safety Features
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 24
PERIODIC MAINTENANCE:
On a Daily Basis • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 25
Every 300 to 500 Cycles • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 27
Every 300 Edges
Every 2500 Edges or 30 Days
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 27
OPERATING SPECIFICATIONS:
Air Pressure • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 29
Lens Spindle Speed
Carriage Flow Rates
Lens Drive Carriage Flow Rate • • • • • • • • • • • • • • • • • • • • • • • • • • • • 29
Cutter Motor Carriage Flow Rate
Differential Flow Rate
Differential Settings • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 30
Size
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 29
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 29
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 29
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 30
• • • • • • • • • • • • • • • • • • 11
• • • • • • • • • • • • • • • • • • • • • • 13
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 28
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 29
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision Date: 11/98 Page - 3 -

TROUBLESHOOTING:
Page
Lens Quality
Bumps on Periphery
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 31
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 31
Incomplete Bevels • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 32
Rough Finishes
Marks, Scratches or Indentations on Surface
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 32
• • • • • • • • • • • • • • • • • • • • • • • 33
Lenses Off Axis • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 34
Electrical Failure
No Electrical Power
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 36
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 36
Edger Circuit Breaker Continuously Trips • • • • • • • • • • • • • • • • • • • • • • • • 36
Loss of Control Panel Functions • • • • • • • • • • • • • • • • • • • • • • • • • • • • 36
Cutter Motor
Cutter Motor Doesn’t Run
Motor is Noisy
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 36
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 36
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 37
Cycle Irregularities
Edger Won’t Cycle
Neither Motors Run
Carriage Flow
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 38
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 38
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 38
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 40
Lens Drive Assembly
Lens Drive Motor Continues to Run
Lens Drive Motor Doesn’t Run
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 42
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 42
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 42
Solenoid Valves
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 44
Flow Restrictors
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 46
PARTS REPLACEMENT:
Replacing the Cutter Motor • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 49
Replacing the Control Panel • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 49
Replacing the Lens Drive Assembly • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 50
Replacing the Lens Drive Brake • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 50
Replacing the Solenoid Valve • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 51
Replacing the Solenoid Valve Block Assembly • • • • • • • • • • • • • • • • • • • • • • • 51
Replacement Fuses
BOSCH MOTOR ADDENDUM: • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 53
Replacing the Cutter Inserts
Resharpening Service
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 52
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 53
• • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • • 54
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision Date: 11/98 Page - 4 -

REFERENCE DRAWINGS:
Horizon II Dry Bevel Edger
Part No. Reference Diagram
Pneumatic Assembly Diagram
Pneumatic Diagram
Wiring Diagram
Interconnecting Wiring Diagram
Control Panel Assembly
Accessory Kit Parts List
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 55
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 56
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 57
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 58
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 59
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 60
• • • • • • • • • • • • • • • • • • • • • • • • • • • • 61
TABLE OF FIGURES:
Figure 1 Bench Layout Diagram
Figure 2 Control Panel
Figure 3 Sight Line and Guide for Bevel Placement
Figure 4 Front Curve Tracking System in Place
Figure 5 Multi-Cam Tracking Bevel Placement System
• • • • • • • • • • • • • 14
Figure 6 Bodine Beveling Cutter Body
Figure A1 Bosch Cutter Body
• • • • • • • • • • • • • 7
• • • • • • • • • • • • • 9
• • • • • • • • • • • • • 12
• • • • • • • • • • • • • 13
• • • • • • • • • • • • • 22
• • • • • • • • • • • • • 53
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision Date: 11/98 Page - 5 -
INTRODUCTION TO OPERATION
The patented Horizon II is a router-type edger for plastic lenses which dry cuts all plastic lenses,
including Polycarbonate, to shape and size, rather than grinding them with diamond wheels. Its fully automatic
cutting operation can apply any one of four standard finishes to the periphery: a hide-a-bevel, a modified 5
hide-a-bevel, a rimless edge, and a groove. With the addition of specialty cutters, the Horizon II can also apply
other finishes with a degree of precision not found on many conventional edgers, including a roll and bevel, a
facet, a safety hide-a-bevel, and a shelf for snap in frames. All powers and sizes of lenses are edged in the same
cycle time of less than 1 minute, except faceting and shelved jobs, which require two cycles.
Lenses are cut with a cutter 3/4” in diameter with a single carbide insert. The cutter is driven by a
brushless DC motor at 15,000 rpm. The various edge finishes are formed with different cutters, which can be
changed in less than a minute. Removed material is sucked into a dry vacuum unit and therefore no coolant is
needed. The resulting debris is comprised of inert material, and can be safely disposed with typical office
refuse.
Two tracking systems are supplied. With the first, a white Teflon bevel guide wheel accurately tracks
the actual front of the lens. With the second, a bevel is placed on the lens by following a pre-determined base
curve of 2, 4, 5, 6, 7, or 8, through the use of cams. Changes between tracking methods can easily be
accomplished in 30 seconds.
Size and bevel placement adjustments on the Horizon II are made with dials found outside of the unit’s
case. Due to the unique design, the operator can clearly observe the entire edging cycle from start to finish.
The option is also available that enables the operator to control finish bevel (or groove) placement after the lens
is roughed into shape, allowing for greater precision. Pattern-from-a-pattern and pattern-from-a-lens
duplication are also standard features.
The Horizon II is supplied with standard air-chucking for both the pattern and lens. In addition, the
sophisticated pneumatics of the unit make it possible to adjust the pressure of the pattern against the pattern
roller when utilizing thin lab-made patterns, or demo lenses. The system also provides a pressure adjustment of
the bevel guide wheel against the lens, enabling the edger to track even the thinnest lenses with total accuracy.
Statement Against Misuse
The Horizon II edger is designed to edge plastic lenses only. Any other use of the
machine will compromise its safety protection features. Under no circumstances should any
attempt be made to edge a glass lens on this unit!
THE HORIZON II WILL EDGE ONLY PLASTIC LENSES.
o
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision Date: 11/98 Page - 6 -
INSTALLATION PROCEDURES
Note: These procedures should be followed in sequence, as the proper completion of a given step may depend
on the one previous to it. Assorted hex key wrenches are supplied in the accessory kit to aid in the installation
and operation.
BENCH PREPARATION:
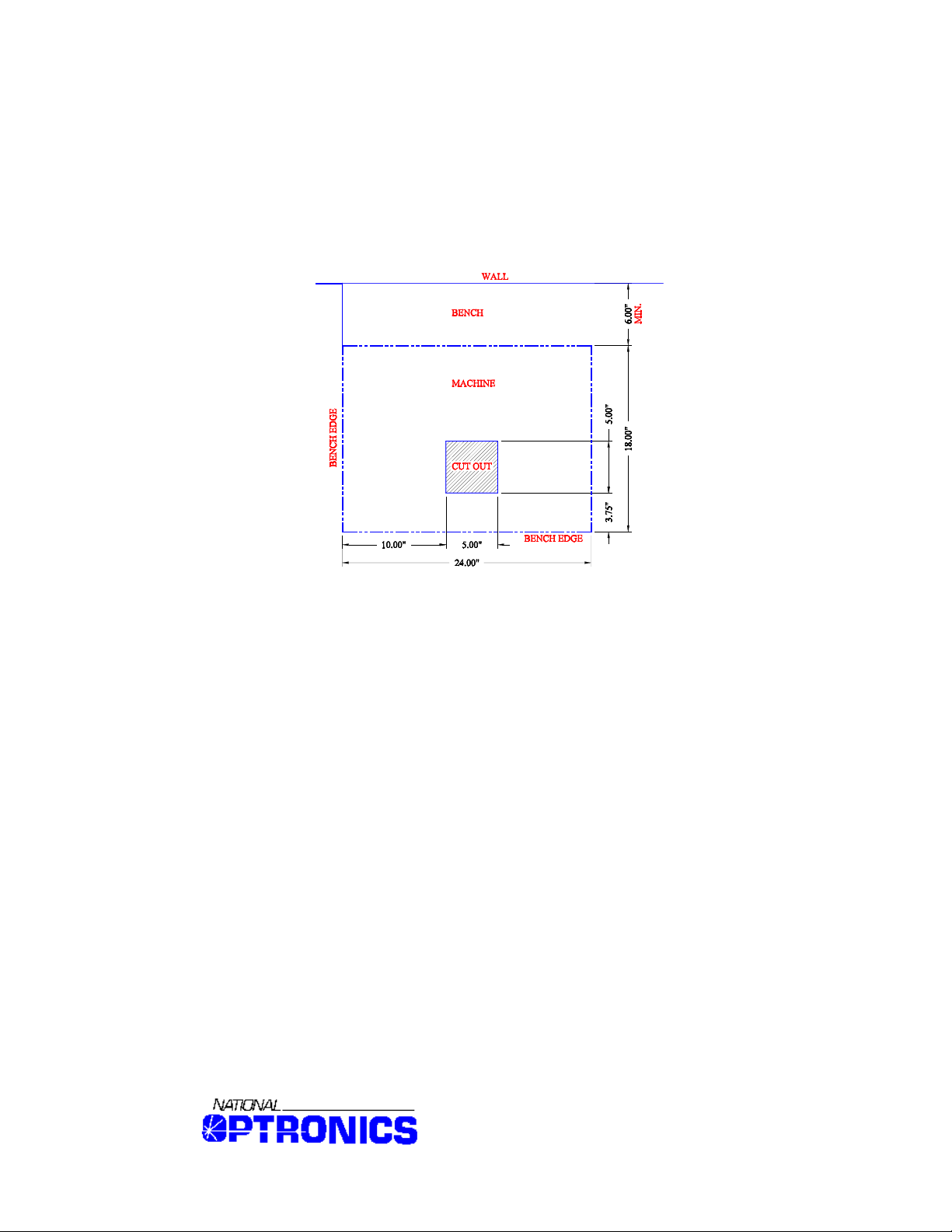
Prepare the bench surface to be used by cutting an opening for the vacuum’s hose and power cord per Figure 1.
Fig. 1 – Bench Layout
UNPACKING THE EDGER:
1. Free the edger from its wooden shipping pallet by removing the two bolts found on the pallet’s underside
with a ¾” box wrench.
2. Place the edger on the bench, aligning the vacuum coupler on the underside of the edger with the bench
opening.
3. There are two shipping bolts that need to be removed to operate the edger. They are two socket head
shipping bolts on the underside of the edger. The bolts are tagged. Remove these bolts to free the cutter
motor carriage and the lens drive carriage.
4. Pull the bevel guide wheel adjustment rod (its control knob is on the right side of the edger) fully to the
right. This will free the top case from the safety lockout rod.
5. Remove the tie-down straps that hold the clear plastic shield. The straps are on the left side of the edger.
6. Release the case top draw latches on each side of the edger and lift the top to the open position to provide
access to the inside of the edger.
UNPACKING AND ATTACHING THE VACUUM SYSTEM:
1. Remove the vacuum unit from its carton. Remove the accessories from the inside of the canister and install
the blue vacuum bag. Place the vacuum under the workbench, aligning its inlet with the bench opening.
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision Date: 11/98 Page - 7 -
INSTALLATION PROCEDURES
2. Feed the vacuum power cord through the bench opening and lay it towards the rear of the bench, as it will
be plugged into the edger.
3. Turn the power switch on the vacuum to the ON position, as its cycling will be automatically controlled.
4. Insert the end of the 2 ½” flex vacuum hose into the coupler on the bottom of the edger from below the
bench. This connects the hose to the chip chute, the device in the edger that captures the plastic debris.
5. Maintaining a gentle curve between the chip chute and the vacuum, connect the other end of the 2 ½” hose
to the vacuum inlet. NOTE: The vacuum inlet is the lower hole in the vacuum canister. The 2 ½” hose
can be cut to the shortest length possible with a utility knife and a pair of wire cutters. The shorter the
hose, the more effective the suction.
ATTACHING THE COMPRESSED AIR LINE:
1. The compressed air connection is on the right side of the edger towards the rear. Install the filter regulator
assembly provided with the edger by inserting it into the quick-connect bulkhead fitting.
2. Attach the quick disconnect onto the end of the air line to be used. The ring on the quick disconnect fitting
can be pulled back, and the air line pushed onto the male fitting of the filter regulator assembly.
3. Verify the pressure is at 80 psi on the filter regulator gauge. If not, locate the adjustment knob on top of the
filter regulator assembly. Move the yellow locking ring to the up position, adjust the pressure, then push
the yellow locking ring down into the locked position. It is required that 80 psi be maintained for the edger
to operate properly. Clockwise will increase pressure, counter-clockwise will decrease pressure.
4. The pattern tracking pressure gauge on the front panel of the edger is factory set and should read 35 psi
when the inlet pressure reads 80 psi. If it does not read 35 psi, adjust it accordingly, using the adjustment
knob on the control panel directly below the gauge.
ELECTRICAL CONNECTIONS:
1. Plug the vacuum cord that was laid on the rear of the bench into the appropriate socket on the back of the
edger.
2. Check to assure that all panel switches are in the raised, rather than the depressed, position. Also, ensure
that the power switch on the right side of the control panel is in the OFF position.
3. The HORIZON II Edger is designed to be connected to a grounded 115V, 60 Hz power supply. The wall
receptacle should be of at least 15 amp capacity. The power consumption of the edger is 12.4 Amps.
Connect the supplied power cord from the back of the edger to a 155VAC wall receptacle.
OPERATING CONDITIONS:
The HORIZON II is designed for indoor use only. The edger is designed to operate safely at a temperature
range of 5° C to 40° C, at altitudes up to 2000 meters.
THE EDGER IS NOW SET UP TO OPERATE.
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision Date: 11/98 Page - 8 -
OPERATING PROCEDURES
REVIEW OF THE CONTROL PANEL
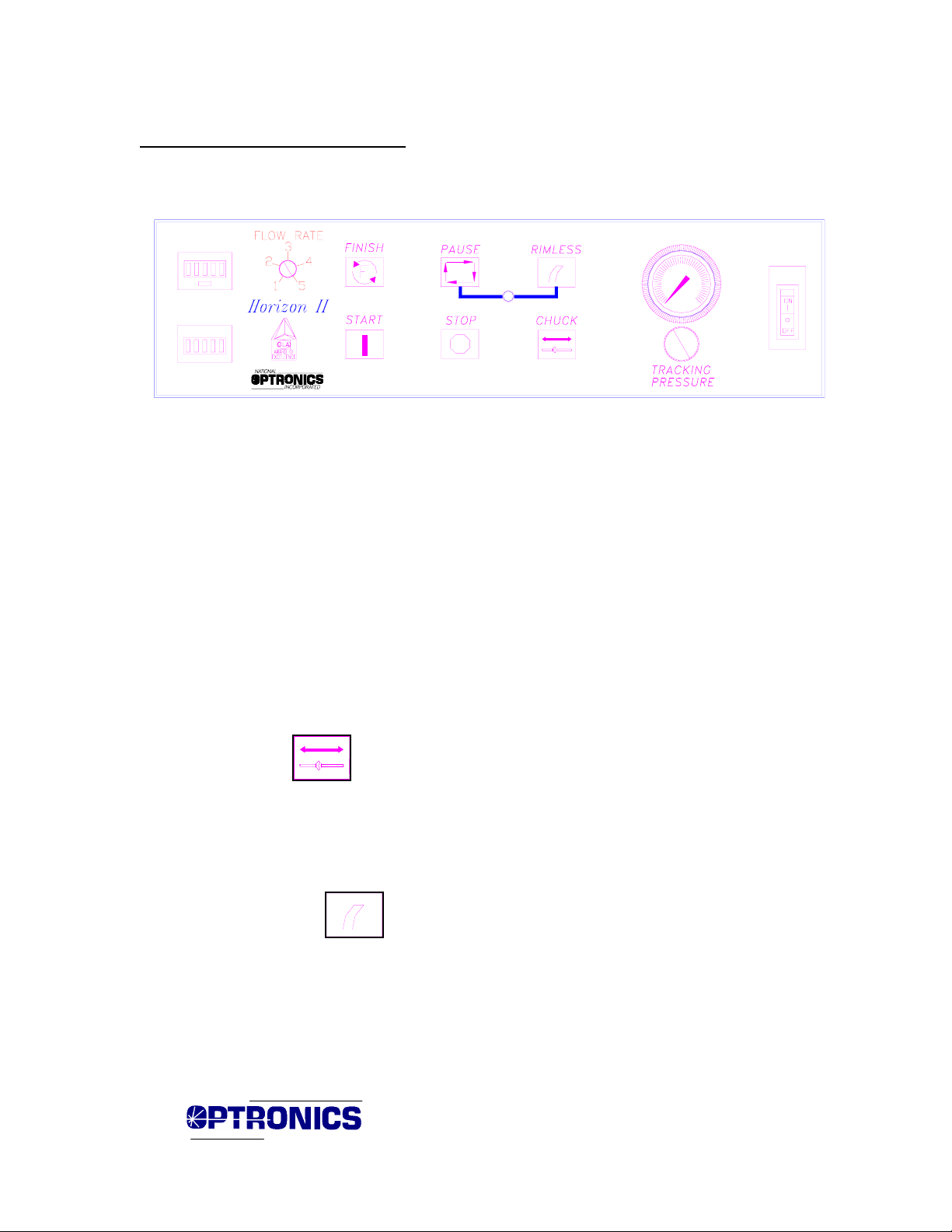
The following section describes the various Control Panel switches, controls, and indicators, as
displayed in Figure 2.
:
Looking from Right to Left:
On/Off Circuit Breaker:
This switch controls line power to the edger and vacuum. It contains an
integral 20 amp resettable circuit breaker for overload protection.
Tracking Pressure Gauge/Regulator Control Knob:
The pressure gauge indicates the pressure of the pattern against the pattern
roller and the pressure of the bevel guide wheel on the lens. It is factory set at
35 psi, and, if required, can be adjusted by turning the knob directly under the
gauge.
Chuck (Blue -
This button simultaneously activates the lens and pattern clamps. Since the
pattern is spring clipped on, the operator’s left hand is free to hold the lens
during chucking.
Figure 2: Control Panel
):
Rimless (Grey -
):
With this button engaged, the edger cuts the lens to a straight rimless finish.
Note: Activating the rimless lock control does not correct for size. The
running of a rimless job will be covered later.
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 9 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
OPERATING PROCEDURES
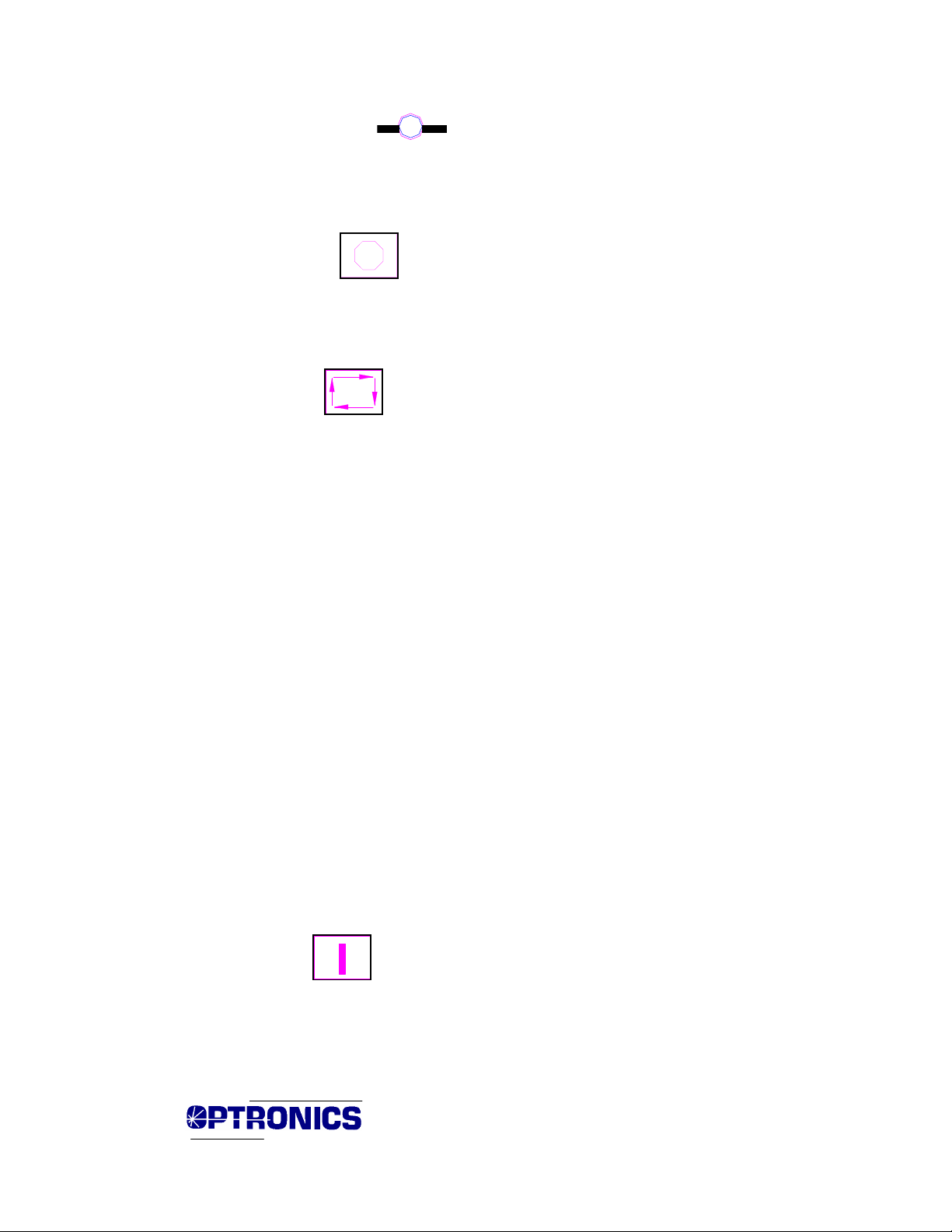
Indicator Light (Red - ):
When the Pause and Rimless buttons are engaged, this indicator lights to show
that the edger is in the Flow Control mode. (See Flow Control Knob.)
Stop/Reset (Red - ):
Pressing this button at anytime will abort the cycle and return the lens
drive/cutter motor carriages to their start position.
Pause (Yellow -
The Pause control can be used in two modes:
1. When engaged during the first half of the cutting cycle (roughing), it
will freeze the cycle. It will complete the roughing cycle but prevent
the edger from advancing to the finishing cycle until it is released. The
lens spindle and cutter motor will continue to rotate.
2. When engaged during the second half of the cutting cycle
(finishing), the lens spindle and cutter motor will continue to rotate,
but the cycle will not advance until the Pause button is released.
The Pause button is also a visual indicator as to whether the edger is in the
roughing or finishing cycle, as the switch light flashes during the finishing
half of the cycle.
The Pause feature is particularly helpful when executing mid-cycle
adjustments to the bevel (or groove) placement. For example, if an operator
wished to check groove placement on a thin-edged, high plus lens prior to
final sizing, he or she could set the sizing dial 2mm oversize and stop the
cycle during the finishing (grooving) operation. After fine adjustments, the
cycle could be resumed by turning down the sizing dial to the correct size, and
releasing the Pause button.
):
Start (Green -
):
This switch begins the edging cycle.
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 10 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
OPERATING PROCEDURES
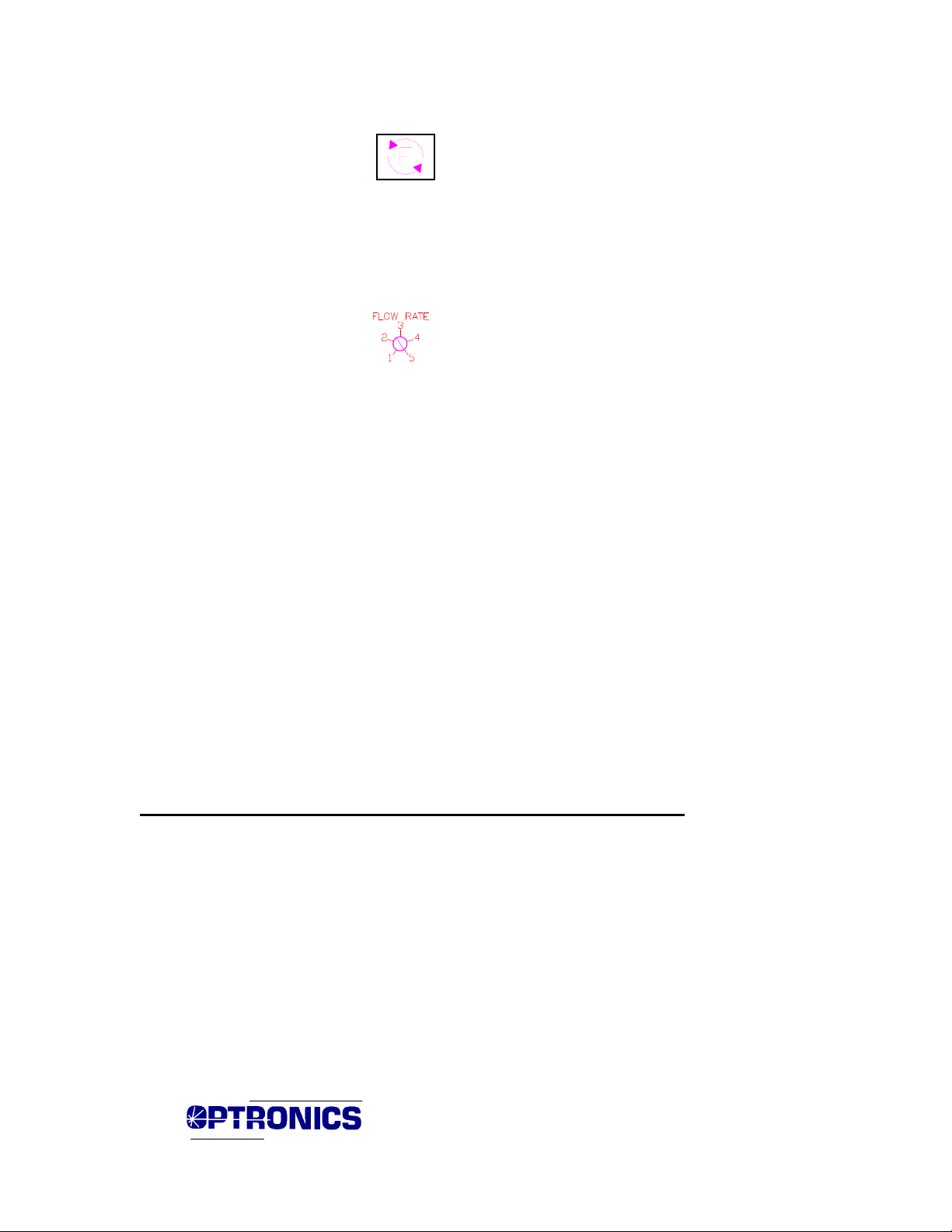
Finish Only (Orange - ):
Engaging this switch, before pressing the Start button, will permit the edger to
run the finish portion of the cycle only. This should be used for recutting and
touch-up only. Running uncut lenses in this mode may result in axis and
finish problems, as well as possible damaged lenses and blades.
Flow Control (Knob - )
When the edger is in the Flow Control mode (Rimless & Pause buttons
engaged), the speed of the feed rate of the lens into the cutter can be varied
from approximately 1mm to 8mm per lens revolution. This knob setting
controls the speed.
Cumulative Cycle Counter:
The lower counter on the left side of the control will register the total number
of cycles (full and finish only) of the edger. It should initially read 20-100
cycles, as the edger is tested prior to shipment.
Resettable Cycle Counter:
The upper cycle counter on the left side of the control panel is “resettable”,
similar to a trip odometer in an automobile. The counter is provided for
scheduling maintenance or measuring operator performance. Note: To
prevent accidentally resetting the counter during operation, you can insert a
small pin in the hole of the reset button.
SIZING AND BEVEL PLACEMENT ADJUSTMENT CONTROLS:
Sizing Dial:
The dial on the left, front corner of the edger controls the size setting. The
“size-on-size” settings are the U.S. convention of 36.5mm for beveled lenses,
38.5mm for rimless lenses. The dial is engraved with a 10mm scale.
Bevel Placement Adjustment:
The knob on the right side of the edger controls the front-to-back location of
the bevel or groove on the edge of the lens.
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 11 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
OPERATING PROCEDURES
EDGING A LENS
:
The edger is shipped with the beveling cutter body installed in the cutter motor. It is
highly recommended that the operator run several test lenses to become familiar with the
Horizon II’s operation prior to beginning production.
1. With the clear Plexiglas shield raised, mount the frame pattern on the spring clip
on the left side of the lens drive motor shaft. Nasal facing front makes “R” and
Nasal facing rear makes “L”.
2. With the left hand, fit the blocked lens into the chuck adaptor end of the lens
drive motor shaft. While holding the lens in position, press the Chuck button.
Both the pattern and lens clamp will close.
3. Close the Plexiglas shield.
4. Set the desired size. The sizing dial on the left side of the edger reads in
millimeters and the indicator plate above the dial in centimeters. The edger uses
the U.S. convention of 36.5mm as the size-on-size setting for beveled lenses.
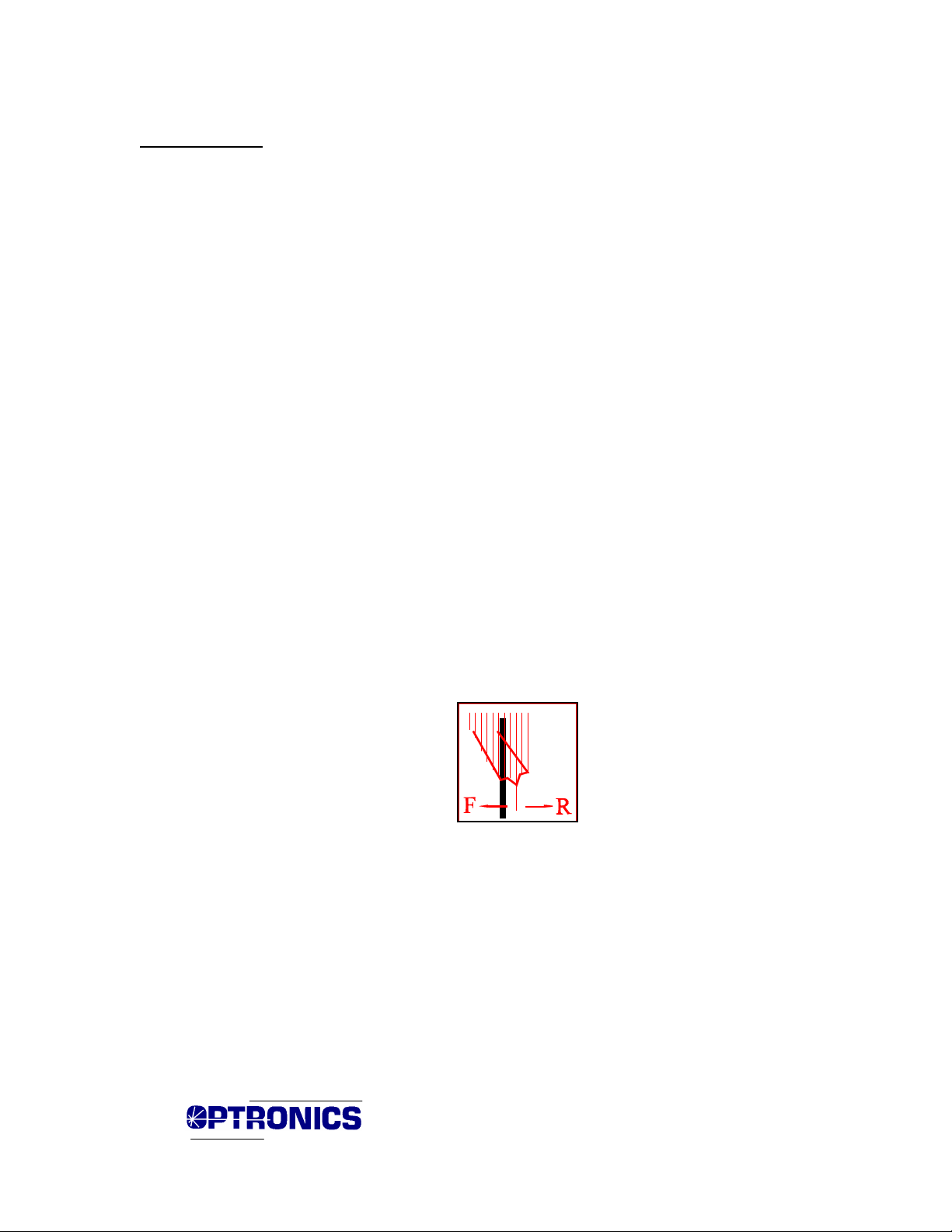
5. Set the bevel placement by turning the knob on the right side of the edger either
clockwise or counter clockwise. This controls the position of the Teflon tracking
wheel and its relative position to the cutter. Clockwise rotation will shift the
bevel toward the back of the lens. There is a sight line and guide (Fig. 3) that is
used by the operator to judge the relative position of the bevel placement. It is
located on the inside of the edger and is viewed through the Plexiglas shield.
Figure 3: Sight Line and Guide
6. Press the Start button. The edger will automatically edge the lens in 50 seconds.
7. After edging the lens, raise the Plexiglas shield, hold the lens with the left hand,
and disengage the Chuck button with the right hand. Both the lens and pattern
clamp will open and the operator can remove the lens.
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 12 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
OPERATING PROCEDURES
It is suggested that the operator now run additional test lenses, changing the bevel
placement and size. The operator can also experiment with the three control features (Finish
Only, Rimless, and Pause), to gain a familiarity with the edger’s operating sequence and
controls.
BEVEL PLACEMENT SYSTEMS - TWO ALTERNATIVES:
The edger is supplied with two methods of controlling the placement of the bevel (or
groove) on the periphery of the lens.
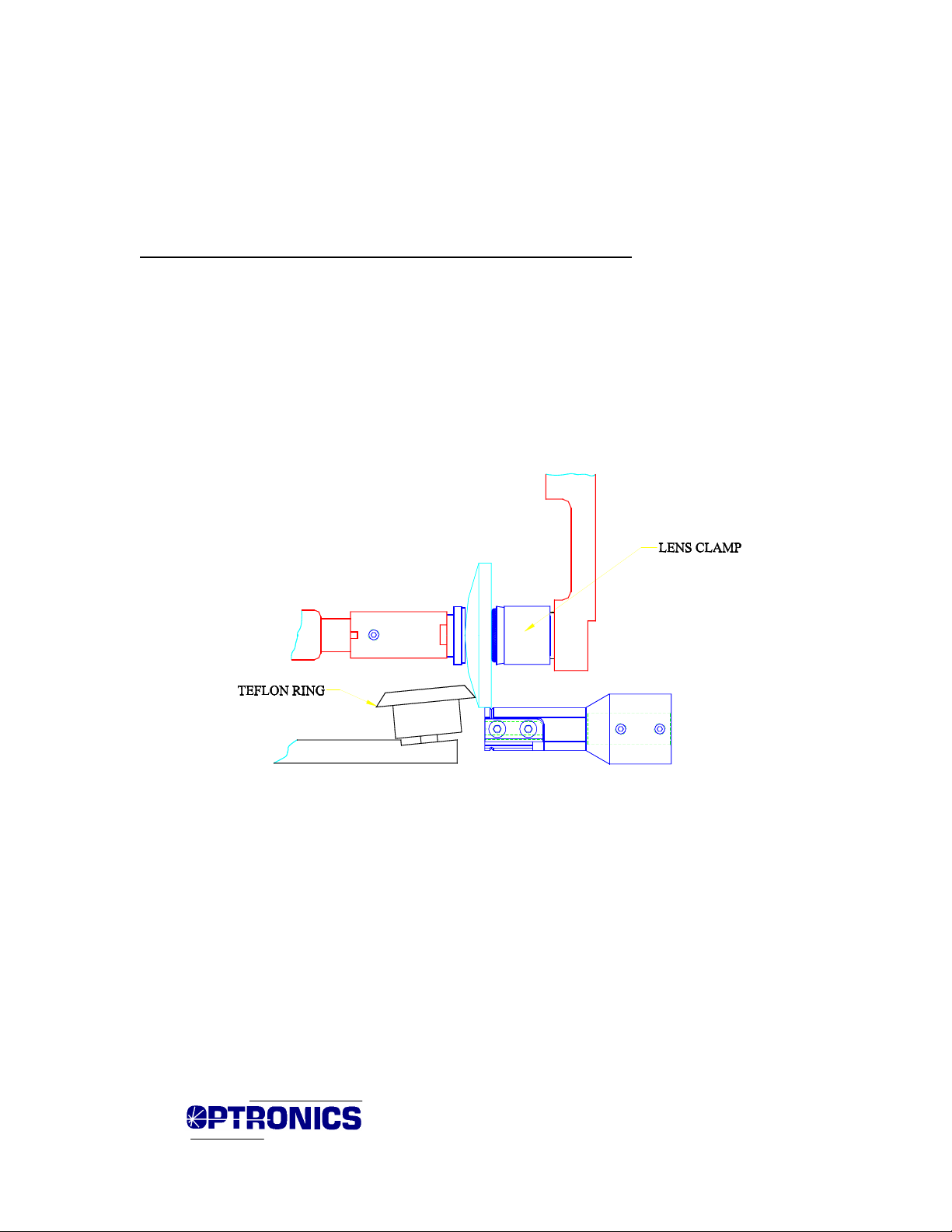
Front Curve Tracking Bevel System In Place
The bevel guide wheel tracking system uses a Teflon wheel, which tracks the front
curve of the lens (Fig. 4). The position of the wheel is controlled by the knob on the right
side of the edger.
Figure 4 – Front Curve Tracking System in Place
It is important that the edge of the Teflon guide wheel be concentric within a few
thousandths of an inch, as the bevel, groove and facet placements on the lens are extremely
responsive to the position of the wheel. It is advisable to occasionally run your finger around
the wheel edge to dislodge any particles and check for wear. See the Maintenance section for
instructions on changing the wheel.
Note: The position of the bevel guide wheel is factory-set at the beveling position. When
running faceted lenses, the wheel must be raised away from the cutter to allow clearance for
the top of the ramps. (Refer to the Faceting procedures.)
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 13 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
OPERATING PROCEDURES
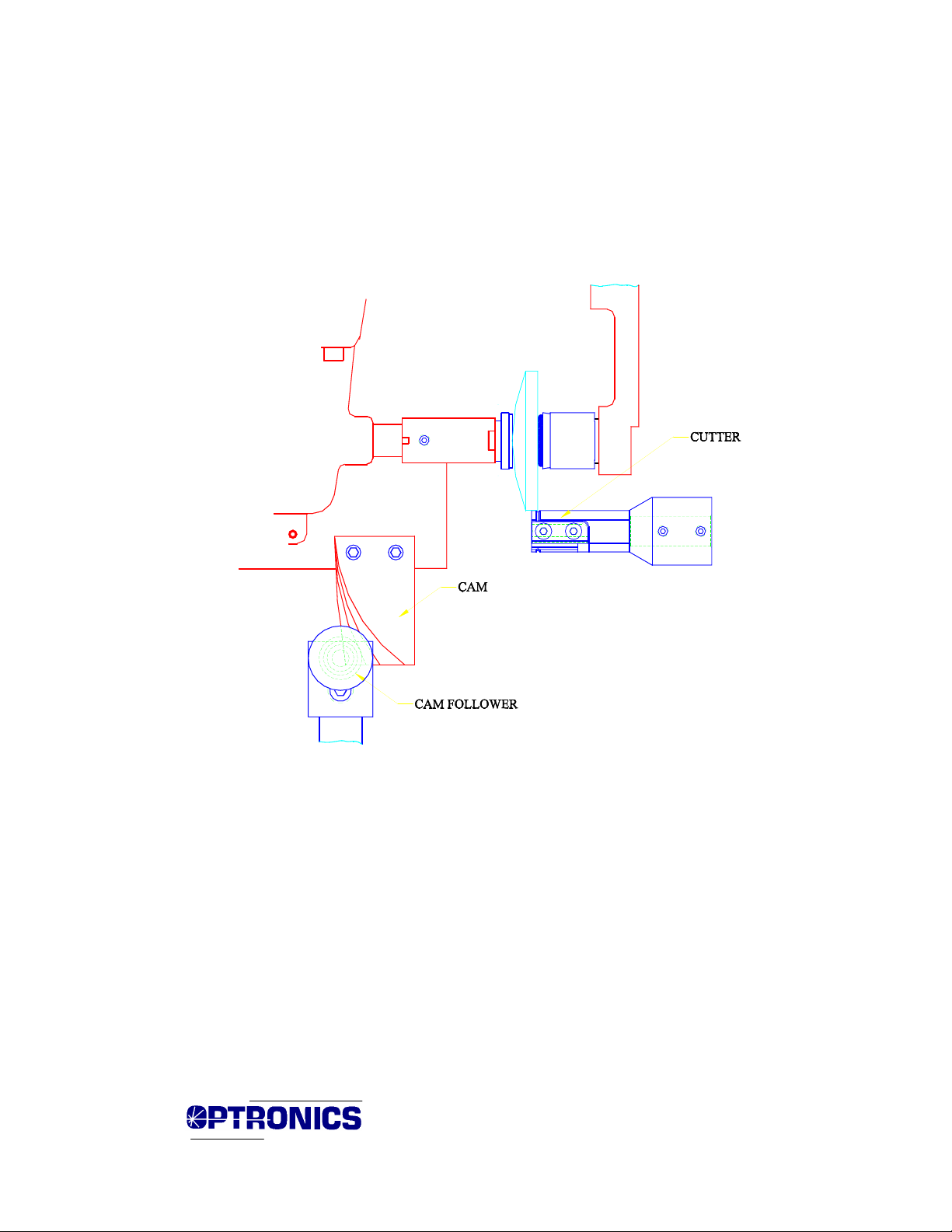
Multi-Cam Tracking Bevel Placement System
The second bevel placement method is the multi-cam tracking system. The system
utilizes a stair-step cam mounted on the lens drive motor carriage, and a cam follower
assembly that replaces the bevel guide wheel assembly. The cam has six “steps” that
approximate nominal 2, 4, 5, 6,7, or 8-base fronts.
Figure 5 – Multi-Cam Tracking Bevel Placement System
The Multi-Cam System is most effective with:
1. Half-eyes
2. Irregular fronts, such as executives or lenticulars
3. Lower-base lenses, when a high-based curve is needed for frame insertion
(such as inserting a 2-base lens into a 6-base frame).
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 14 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902

OPERATING PROCEDURES
Changing Bevel Placement Systems:
To change from the bevel guide wheel system to the multi-cam system:
1. Remove the bevel guide wheel assembly from its slide block by loosening the
knob (post lock) on the left side of the slide block. It is helpful to remove the air
supply and slide the cutter motor carriage to the left by pushing the bevel
placement control rod. This will allow clearance for the assembly.
2. Slip the bevel guide wheel assembly from the mounting block and replace it with
the cam follower assembly provided in the accessory kit.
3. Secure the cam follower assembly by retightening the knob (post lock).
The cam follower shaft position can be changed from one base curve to another by
pulling or pushing the knob up or down. The cam follower will ride on the selected curve
whose number appears just above the shaft block.
Note: The cam follower assembly is calibrated for each machine. If you are running multiple
edgers side-by-side, be sure to use the particular assembly supplied with each machine.
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 15 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
OPERATING PROCEDURES
FLOW RATE CONTROL:
The Flow Control Cycle feature is used when edging dense material lenses, such as
polycarbonate or high index, particularly blanks over 75mm. To engage the cycle, press the
Rimless and Pause buttons on the control panel. The LED (red light) between the two will
light up, indicating that the flow rate control is engaged. The Flow Control Knob can then be
set to a feedrate. The higher the number on the dial, the faster the feed. The feedrate per lens
revolution will range from approximately 1mm (Setting #1) to 8mm (Setting #5).
Once the lens has roughed down, the operator must release the Rimless and Pause
buttons in order to finish the lens.
Use of this feature will prevent axis slippage when edging dense material lenses,
while allowing these lenses to be edged in one cycle. Also, in the case of thin centered, antirefection coated lenses, the flow rate control can minimize the strain put on the center of the
lens.
The Flow Control Cycle is a standard feature on all edgers shipped after April 1990.
Retrofit kits are available for Horizon II’s shipped prior to that date.
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 16 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
OPERATING PROCEDURES
PERIPHERY FINISHES:
The “V” of the hide-a-bevel insert set has a depth of 1mm and included angles of
115o. This results in a 120° angle on the lens bevel. To bevel a lens, follow the procedures
in the EDGING A LENS section. The front-to-back location of the bevel can be adjusted
using either of the two systems explained in the BEVEL PLACEMENT SYSTEMS section.
Grooving Procedures:
In the hands of an experienced operator, the edger will groove a lens periphery as thin
as 2mm. The beveling cutter must first be replaced with the grooving cutter.
Note: The edger’s sizing dial is set for beveling. Rimless cuts require an overset of
2mm to compensate for the depth of the bevel.
Size-on-size setting for beveling = 36.5mm.
Size-on-size setting for rimless = 38.5mm.
High Plus Lenses – A Helpful Hint: It is very difficult, at times impossible, to place
an acceptable groove on a high plus lens while using the front tracking bevel
placement system (Teflon wheel system). It is suggested that the operator cut the lens
using the multi-cam system. The lens should be cut oversize, to check groove
placement, before bringing it down to final size.
Rimless Procedures:
Most insert sets, with the exception of the modified hide-a-bevel cutters which have a 5
rise, can cut a rimless lens by engaging the Rimless lock switch on the control panel, prior to edging the lens.
Note: As with grooving, the size setting must be overset by 2mm to account for the depth of the bevel.
Roll and Bevel Procedures:
In order to achieve a roll and bevel effect on a lens, the special roll and bevel cutter inserts, and
reinforced cutter body must first be installed in the edger. Then proceed as follows:
1. Set sizing knob 6mm over anticipated finished size.
2. Activate the Rimless and Pause buttons. This activates the flow control cycle. Set the flow rate
control knob to the speed appropriate to the material that is being cut. A good rule of thumb is 1
for polycarbonate, 3 for high index, and 5 for CR39.
3. Start cycle.
4. After roughing is complete, and the lens is rotating away from the blades, release the Rimless
button. The lens will then shift in front of the orange mark on the cutter body.
o
, 7o, or 12o
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 17 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902

OPERATING PROCEDURES
5. Release the Pause button, and let the lens drop down into the bevel. The Pause light will begin
blinking as the lens drops in to bevel. Activate the Pause button as soon as the light starts
blinking. This causes the lens to continue rotating in front of the orange mark on the cutter body.
Check bevel placement. Gradually turn the sizing dial to the desired set size while giving
attention to the bevel placement.
6. After the lens has made one complete revolution at the desired set size, press the Stop button to
halt the cycle. This causes the lens drive carriage to back straight out, and will save the lens from
being damaged by the cutter inserts.
7. Check size of lens in frame.
To Recut for Size:
1. Adjust the sizing knob to the anticipated 6mm oversize mark, so that the lens will not accidentally
be clipped by the cutter inserts. Activate the Pause button.
2. Press Finish, then Start. The lens will move down in front of the bevel.
3. Adjust sizing dial to correct size.
4. Repeat steps 6 and 7 from above.
Shelving Procedures:
Shelving is appropriate for snap-in type frames, such as high-style sunglasses and some sports frames.
To achieve a shelf on a lens, first a specially crafted shelving cutter body is needed, as well as shelving blades.
These are not included with the basic equipment. If interested, please contact the factory for more details.
As with any new procedure, it is recommend that the operator practice with a junk lens when
attempting this for the first time.
1. Install the shelving body with cutter inserts into the Horizon II.
2. Push the Rimless button. Set sizing knob to final size, which should be the ‘A’ measurement of
the unshelved portion of the lens, allowing for the 2mm rimless
overset. If not sure of final size, adjust sizing knob a little big. Press Start, and allow cycle to
finish normally.
3. Check size of lens. It should be approximately 2mm larger than the frame opening, so that the
shelf will fit snugly in the frame when it is finished. If it is too big, run a second rimless cycle to
bring it down to size.
4. Once sure of final size, replace the lens into the chuck, and release the Rimless button. Leave the
sizing dial set at the final size. Press Finish only button and then Start.
5. Press the Pause button when it begins to blink.
6. The lens will sit in front of the shelving portion of the cutters. By using the bevel adjustment knob
on the right side of the edger, adjust the cutters so that the shelf on the front of the lens will be as
wide as needed. The size of the gap from the end of the cutter inserts to the Teflon bevel guide
wheel will determine the width of the shelf.
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 18 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902

OPERATING PROCEDURES
7. Once shelf width has been set, slowly turn the sizing dial down 4mm. Release the Pause button.
Only the rear portion of the lens will be edged down. This will leave a 2mm deep shelf all around
the front of the lens.
8. Make a note of the size settings for both the first and second cuts. Utilizing these settings, repeat
the procedure for the left lens.
Faceting Procedures:
The Horizon II is capable of faceting a lens. This requires a double pattern/two-cycle method, as well
as a specially crafted cutter body and cutter inserts.
1. Install the faceting cutter body with cutter inserts into the edger.
2. Raise the Teflon bevel guide wheel height to allow 1mm clearance for the ramps of the inserts. In
this situation, the wheel’s position is changed by sliding the bevel guide wheel (BGW) assembly
out of the out of the mounting block by loosening the post lock knob. There is a line scribed onto
the post of the BGW assembly that indicates the mounting position for faceting.
3. Move the BGW assembly to the proper position, and tighten the post lock knob.
4. Mount the rimless pattern specified by the frame manufacturer, and engage the Rimless button.
Set the size with the required 2mm overset. Edge both the right and the left lenses as rimless, to
ensure uniformity of the facet between both sides.
5. Bring them both down to the appropriate finished size.
6. Remove the rimless pattern and release the Rimless button.
7. Mount the facet pattern. Adjust the size by an additional overset, as specified on the pattern. This
is usually 4-5mm. In order to allow for any corrections in the facet depth and width, it is advisable
to then add another 2-3mm to the sizing knob adjustment.
8. Looking into the edger, adjust the position of the Teflon bevel guide wheel in relation to the ramp
of the cutter insert. This position will determine the depth of the facet.
9. Press the Pause button, then begin the cycle. When the lens moves into position, use the bevel
adjustment knob to make any necessary adjustments to the facet width. Once proper positioning
has been determined, release the Pause button, and place a test facet on the lens. If the test
positioning is acceptable, turn the sizing dial down to the appropriate adjustment, and edge the
lens down the rest of the way.
10. Run the left lens, keeping the bevel adjustment and sizing knobs in the same position as used on
the right lens.
NATIONAL
Tel: 434-295-9126 Tech Support: 800-247-9796 Fax: 888-239-0778
Revision: 11/98 Page - 19 -
INCORPORATED
100 Avon Street, P.O. Box 1547
Charlottesville, VA 22902
 Loading...
Loading...