

2202MYJE-MY-C8-N_2018.02.
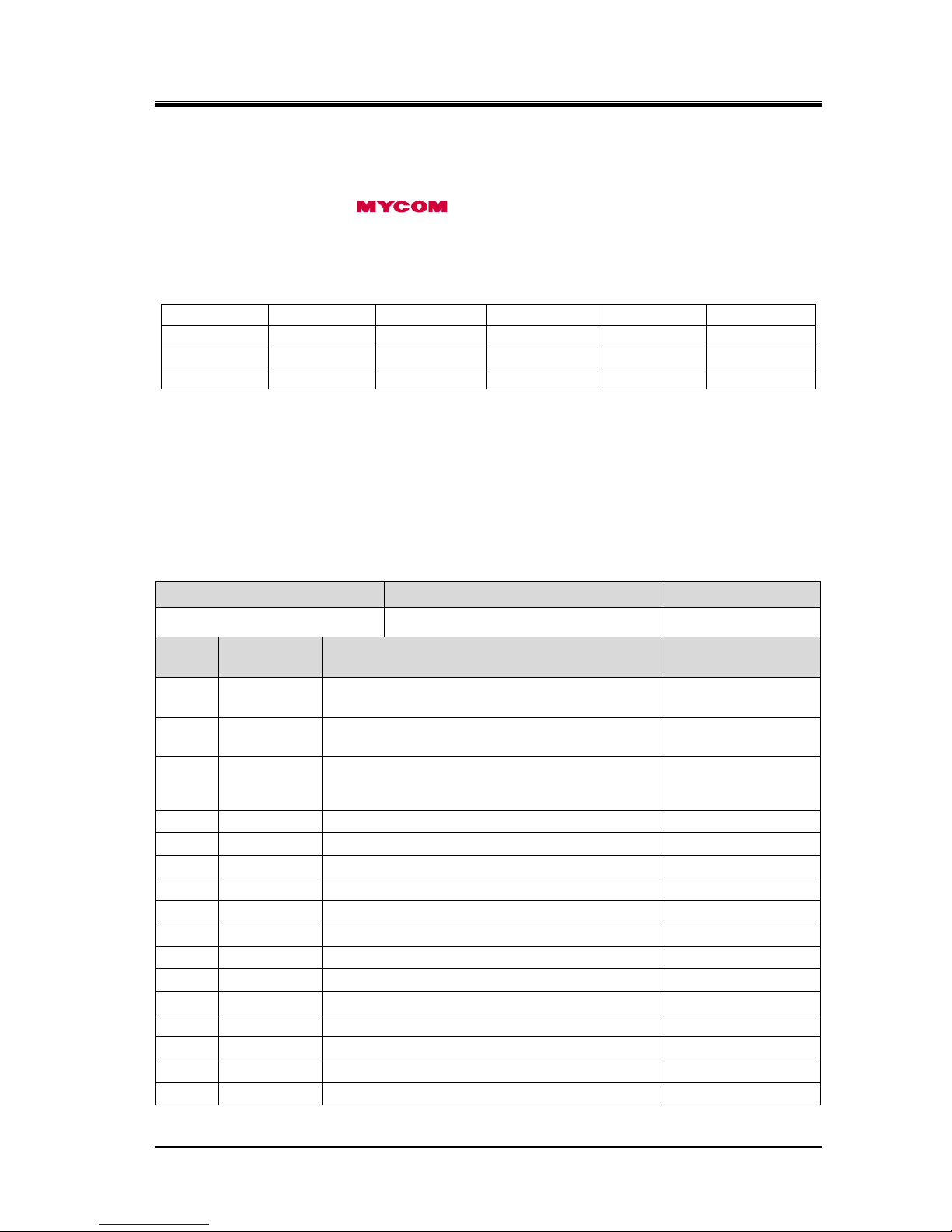
Compound 2-stage Screw Compressor
3225 * * C Instruction Manual
3225LLLC/3225LLMC/3225LLSC/3225LLC/3225LMC/3225LSC
3225MLC/3225MMC/3225MSC/3225SLC/3225SMC/3225SSC
CAUTION
Before operating, servicing, or inspecting this product, read this manual thoroughly to fully
understand the contents.
Keep this Instruction Manual in a safe, designated place for future reference whenever the
manual is needed.
Specifications of this product and contents of this manual are subject to change without
prior notice due to technical improvements, and the like.
2202MYJE-MY-C8-N_2018.02.
Preface
Compound 2-stage Screw Compressor 3225**C
i
Preface
Thank you for purchasing the C-series compound 2-stage screw compressor 3225**C
(hereinafter referred to as "this product").
This Instruction Manual (hereinafter referred to as "this manual") provides safety information and
operation and maintenance procedures, so that users correctly understand how to handle this product
and, as a result, can use it safely and efficiently. This manual is applicable to the following models:
3225LLLC-*B*-51
3225LLLC-*B*-61
3225LLMC-*B*-51
3225LLMC-*B*-61
3225LLSC-*B*-51
3225LLSC-*B*-61
3225LLC-*B*-51
3225LLC-*B*-61
3225LMC-*B*-51
3225LMC-*B*-61
3225LSC-*B*-51
3225LSC-*B*-61
3225MLC-*B*-51
3225MLC-*B*-61
3225MMC-*B*-51
3225MMC-*B*-61
3225MSC-*B*-51
3225MSC-*B*-61
3225SLC-*B*-51
3225SLC-*B*-61
3225SMC-*B*-51
3225SMC-*B*-61
3225SSC-*B*-51
3225SSC-*B*-61
* -51 (-61) may not be written. For more information, see 2.2 "Model designation of the compressor"
in this manual Chapter 2.
Make sure you read this manual before installing or using this product.
Keep this manual in a safe place near this product for quick reference.
Revision History
Title
Document No.
First edition issue date
3225**C Instruction Manual
2202MYJE-MY-C8-N_2018.02.
Nov. 14, 2014
Revision
No.
Issue date
Major Contents of revisions
Created/approved by:
00
Nov. 14, 2014
Overall review associated with reissue as
electronic document, document No. change
Ikehara / Hirao
01
Apr. 30, 2015
Modified the constitution of Chapter 4 and
Chapter 5. Correction of describing, etc.
Ikehara / Muta
02
Feb.28.2018
Corrected Table 2-1&2-2, Figure 2-1~12, Table
7-1&7-2. Corrected other errors. Deleted
Contact Information
Takenouchi・Ito/Kato
2202MYJE-MY-C8-N_2018.02.
Warranty and Disclaimer
Compound 2-stage Screw Compressor 3225**C
ii
Warranty and Disclaimer
Warranty
MAYEKAWA shall repair or replace parts of this product for no charge if any failure resulting from
defects in design or manufacture occurs, under normal use with the purpose and method that are in
accordance with the specifications of this product and this manual, within the warranty period.
The warranty period is "12 months from factory shipment of this product". If there is a separate
agreement, that agreement shall prevail in principle.
MAYEKAWA is not liable for production or man-made disaster compensation due to malfunction or
damage of this product.
Disclaimer of Warranty
Although MAYEKAWA warrants the clauses mentioned above, the following clauses are exempted.
Malfunction or damage of this product caused by natural disaster, or other accidental forces
(such as fire, thunderbolt, windstorm, intense rainfall, flood, tidal wave, earthquake, land
subsidence, etc.).
Malfunction or damage caused by misusage described below.
Malfunctions, damage, or deterioration of this product due to abnormal or improper use
(including improperly storing this product outdoors or under too hot/humid conditions,
unexpected inspections, tests, operations, too frequent liquid flow-back operation*, and
too frequent start-stop cycles, etc.).
Malfunction or damage caused by devices or equipments not provided by MAYEKAWA
including operation control methods of those devices.
Malfunction or damage caused by refrigerants, gases, or refrigerant oils, and operating
conditions (design conditions) not approved for this product.
Malfunction or damage caused by maintenance or inspection not recommended by
MAYEKAWA.
Malfunction or damage caused by parts that are not genuine.
Malfunction or damage caused by remodeling the product without approval of
MAYEKAWA.
Malfunction or damage caused by unexpected misusage
"Liquid flow-back operation" is ・・・
Normally, while the compressor sucks in the refrigerant liquid only after vaporizing it in the
evaporator, it may directly sucks it in because of the faulty adjustment or failure of the
expansion valve. We call this state of compressor operation "liquid flow-back operation".
No compressor can compress a liquid. The compressor may be damaged should the liquid be
sucked in.

2202MYJE-MY-C8-N_2018.02.
Important Information
Compound 2-stage Screw Compressor 3225**C
iii
Important Information
Intended Use of This Product
This product is a general-purpose screw compressor for refrigeration, cold storage and various gases
compression. Do not use this product for any other purposes that are not intended for or which depart
from the specifications. For specifications of this product, refer to "2.3 Compressor Specifications".
Please perform the maintenance items described in this manual by using safe and assured procedures.
For Safe Use of This Product
Although MAYEKAWA has paid a lot of attention to safety measures for this product, all hazards
including potential hazards caused by human errors, or due to environmental conditions can not be
anticipated.
As there are too many items to be strictly observed or prohibited when using this product, it is
impossible to inform all of them through this manual. Therefore, when operating this product, pay
extreme caution on personnel safety as well as on items described in this manual.
Important rules for safety work with this product that apply to all workers including managers and
supervisors are listed below.
Please read this manual before using this product. Fully understand the instructions provided there,
and be sure to perform the safety procedures described in this manual.
Operation, maintenance, and inspection of this product should be performed by qualified
personnel educated about the fundamentals of this product and trained about hazards
involved and measures to avoid danger.
Do not allow any person other than those educated on the fundamental expertise of this
product and trained about hazards involved and measures to avoid dangers to approach this
product while it is operating or during maintenance.
Observe all related federal/national and local codes and regulations.
To prevent accidents, do not carry out any operation or maintenance other than those
described in this manual. Do not use this product for any purpose other than intended.
Replace the parts with genuine parts.
Not only workers but also managers should actively participate safety and health activities in
the workplace to prevent accidents.
When closing or opening a valve during work, make sure to apply lockout/tagout to prevent
the valve from being accidentally closed or opened during the work.
[Lockout] To lock with a key in order to keep people, except the workers involved, from
operating the product.
Lockout means disconnecting or keeping disconnected machines and devices by locking their energy
(power) sources. Lockout is not just simply turning off the power switches to stop the supply of power,
but includes immobilizing them with a key or similar device to keep any blocked switches from being
operated.
Lockout devices are devices such as keys, covers, and latches, to immobilize switches, valves,
opening and closing levers, etc., with a state of being locked.
[Tagout] To prevent any inappropriate work by hanging tag plates indicating "work in progress".
Tagout means to clearly indicate, by hanging tag plates, that a device is in lockout and that operation of
the device is prohibited. Tag plates forbidding operation, starting, opening, etc. are warnings clearly
stating to not operate energy (power) sources, and are not for stopping blocking devices.

2202MYJE-MY-C8-N_2018.02.
Important Information
Compound 2-stage Screw Compressor 3225**C
iv
Observe the following precautions when performing maintenance work on electrical control.
Electrical maintenance of the product must be performed by certified/qualified personnel and
only those educated about the electrical control of the product.
Before servicing or inspecting the electrical equipment or devices, turn "OFF" the motor main
power and control power, and perform lockout/tagout to prevent the power from being turned
on during work.
Even when the motor main power and control power are turned "OFF", this product may be turned on if
the power is supplied from outside the package unit. Make sure the power supply on the power source
side is shut off, and perform lockout/tagout to prevent the product from being turned on during work.
About This Manual
This product may be modified without prior notice. Therefore, the appearance of actual
machine may differ from the descriptions in this manual. If you have any questions, contact
our sales offices or service centers. For each sight of MAYEKAWA, refer to following URL.
http://www.mayekawa.com/about/network/
This manual is in English. If any other language is required, it is the customers’ responsibility
to prepare a manual for safety education and operation instructions.
This manual is copyrighted. Drawings and technical references including this manual shall not,
in whole or part, be copied, photocopied, or reproduced into any electronic medium or
machine-readable form without prior permission from MAYEKAWA.
Photographs or drawings included in this manual may differ from the appearance of actual
product.
If this manual is lost or damaged, immediately request our local sales offices or service
centers for a new manual. Using this product without the manual may result in safety issues.
If you resell this product, never fail to attach this manual to this product.
Construction of This Manual
Title of section and chapter
Description details
Preface
Describes the outline of this manual and how to read this manual.
Warranty and Disclaimer
Describes what MAYEKAWA warrants and what are covered by
the warranties. Warranty exemption is stated as disclaimer.
Important Information
Describes important information related to this product and this
manual.
1. Safety
Describes safety information for the worker, safety rules for this
product, and management details regarding the work safety that
is required for handling this product.
2. Compressor Specifications and
Structure
Describes the main components of this product, functional
information, specification, and operating limits.
3. Installation
Describes the installation procedure of this product.
4. Compressor and Package Unit
Operation
Describes the precautions for operating this product.
5. Maintenance and Inspection
Describes sections and period for inspecting, and assembly and
disassembly of this product.
6. Troubleshooting
Describes troubleshooting methods for this product in case
problems occur during operation of this product.
7. Related Documents
Describes documents such as exploded views and parts list.

2202MYJE-MY-C8-N_2018.02.
Table of Contents
Compound 2-stage Screw Compressor 3225**C
v
Table of Contents
Preface .................................................................................................................... ⅰ
Revision History ..................................................................................................... ⅰ
Warranty and Disclaimer ....................................................................................... ⅱ
Important Information ............................................................................................ ⅲ
Intended Use of This Product ........................................................................................... ⅲ
Important Information for Safe Use of This Product .......................................................... ⅲ
About This Manual ............................................................................................................. ⅳ
Construction of This Manual .............................................................................................. ⅳ
Table of Contents ................................................................................................... ⅴ
Chapter 1 Safety
1.1 Strict Requirements and Prohibitions ........................................................ 1-1
1.1.1 Strict Requirements (Do’s)................................................................................... 1-1
1.1.1.1 Do’s on Operation ........................................................................................ 1-1
1.1.1.2 Do’s on Maintenance ................................................................................... 1-1
1.1.1.3 Do’s on Lockout/Tagout after Shutting Off the Power ................................. 1-1
1.1.1.4 Do’s about Personal Protective Gear .......................................................... 1-2
1.1.1.5 Do’s about Handling of Hazardous and Toxic Substances .......................... 1-2
1.1.1.6 Do’s about Handling Emergency Situations ................................................ 1-2
1.1.1.7 Do’s about Waste Oil, Fluid, and Materials ................................................. 1-2
1.1.1.8 Other Do’s .................................................................................................... 1-3
1.1.2 Prohibitions (Don’ts) ......................................................................................... 1-3
1.2 Warnings ....................................................................................................... 1-3
1.3 Residual Risks ............................................................................................. 1-4
1.4 Safety Devices .............................................................................................. 1-6
1.4.1 Emergency Stop Button ....................................................................................... 1-6
1.4.2 Breakers of motor main power and control power
(with Lockout/Tagout Mechanism) ...................................................................... 1-6
1.4.3 Compressor Protective Devices .......................................................................... 1-7
Chapter 2 Compressor Specifications and Structure
2.1 Overview of the 3225**C ............................................................. 2-1
2.2 Model Designation of the Compressor ................................................... 2-1
2.3 Compressor Specifications ........................................................................ 2-2
2.3.1 Standard Specifications ....................................................................................... 2-2
2.3.2 Operation Limits ................................................................................................... 2-4
2.3.3 Outer Dimensions ................................................................................................ 2-5
2.4 Structure of Compressor .......................................................................... 2-17
2.4.1 Sectional View ................................................................................................... 2-17

2202MYJE-MY-C8-N_2018.02.
Table of Contents
Compound 2-stage Screw Compressor 3225**C
vi
2.5 Mechanisms ............................................................................................... 2-18
2.5.1 Basics of the Screw Compressor ...................................................................... 2-18
2.5.2 Suction Process ................................................................................................. 2-18
2.5.3 Compression Process ........................................................................................ 2-19
2.5.4 Discharge Process ............................................................................................. 2-19
2.5.5 About Volume Ratio (Vi) .................................................................................... 2-19
2.5.6 Capacity Control Mechanism ............................................................................. 2-21
2.5.7 Bearings and Balance Piston ............................................................................ 2-21
2.5.8 Shaft Seal Block ................................................................................................ 2-21
2.6 Gas and Oil Flow ........................................................................................ 2-22
Chapter 3 Installation
3.1 General Precautions for Installation .......................................................... 3-1
3.2 Installation Works ........................................................................................ 3-1
3.2.1 Unpacking ............................................................................................................ 3-1
3.2.2 Storage ................................................................................................................ 3-1
3.2.3 Transportation ...................................................................................................... 3-1
3.2.4 Preparation for Installation ................................................................................... 3-4
3.2.5 Installation ............................................................................................................ 3-5
3.2.5.1 Installation .................................................................................................... 3-5
3.2.5.2 Shaft Alignment between the Compressor and Driving Machine ................ 3-5
3.2.5.3 Piping Connection ....................................................................................... 3-6
3.2.5.4 Equipment and Devices for Protection of the Compressor ......................... 3-6
3.2.6 Airtightness Test .................................................................................................. 3-7
3.2.7 Lubricating Oil Charge ......................................................................................... 3-7
3.2.7.1 Initial Charge of Lubricating Oil ................................................................... 3-7
3.2.7.2 Additional Charge of Lubricating Oil ............................................................ 3-7
3.2.8 Charge of Refrigerant .......................................................................................... 3-7
3.2.9 Check after Installation ........................................................................................ 3-7
Chapter 4 Compressor and Package Unit Operation
4.1 Lubricating Oil (Refrigerant Oil) ................................................................. 4-1
4.1.1 Precautions for Selecting the Lubricating Oil....................................................... 4-1
4.1.2 Recommended Lubricating Oils .......................................................................... 4-1
4.1.2.1 Recommended Lubricating Oils for Ammonia Refrigerant .......................... 4-1
4.1.2.2 Oils for systems using Hydrofluorocarbon refrigerants ............................... 4-2
4.1.3 Change of Lubricating Oil Brand ......................................................................... 4-3
4.1.4 Precautions for Handling lubricating Oil .............................................................. 4-4
4.1.5 Lubricating Oil Management Criteria ................................................................... 4-5
4.1.6 Lubricating Oil Replacement Timing .................................................................... 4-6
4.1.6.1 After Starting the Initial Operation ............................................................... 4-6
4.1.6.2 During Normal Operation............................................................................. 4-6

2202MYJE-MY-C8-N_2018.02.
Table of Contents
Compound 2-stage Screw Compressor 3225**C
vii
4.2 Precautions for Operation ........................................................................... 4-7
4.2.1 Prevention of Liquid Flow-back Operation ........................................................... 4-7
4.2.2 Purging of Non-Condensable Gases ................................................................... 4-7
4.3 When Stopping the Compressor for a Long Time .................................... 4-8
Chapter 5 Maintenance and Inspection
5.1 Precautions for Maintenance and Inspection ............................................ 5-1
5.2 Maintenance and Inspection List................................................................ 5-3
5.2.1 Daily Management ............................................................................................... 5-3
5.2.2 Periodic Inspection .............................................................................................. 5-5
5.2.3 Guidelines for the Timing of Compressor Overhaul ............................................ 5-6
5.3 Compressor Disassembly Preparation ...................................................... 5-7
5.3.1 Disassembly Tools and Workplace ..................................................................... 5-7
5.3.2 Replacement Parts .............................................................................................. 5-8
5.3.3 Refrigerant Gas Recovery ................................................................................. 5-11
5.3.4 Removal of Connections to the Unit .................................................................. 5-12
5.3.5 Removal and Lifting the Compressor ................................................................ 5-13
5.3.6 Draining Oil from the Compressor ..................................................................... 5-13
5.4 Disassembly and Inspection ..................................................................... 5-14
5.4.1 Unloader Indicator ............................................................................................. 5-15
5.4.1.1 Disassembly .............................................................................................. 5-15
5.4.1.2 Inspection .................................................................................................. 5-17
5.4.2 Unloader Cover .................................................................................................. 5-18
5.4.2.1 Disassembly .............................................................................................. 5-18
5.4.2.2 Inspection .................................................................................................. 5-19
5.4.3 Unloader Piston and Unloader Cylinder ............................................................ 5-20
5.4.3.1 Disassembly .............................................................................................. 5-20
5.4.3.2 Inspection .................................................................................................. 5-21
5.4.4 Shaft Seal Block ................................................................................................ 5-22
5.4.4.1 Disassembly .............................................................................................. 5-22
5.4.4.2 Inspection .................................................................................................. 5-23
5.4.5 Bearing Cover .................................................................................................... 5-24
5.4.5.1 Disassembly .............................................................................................. 5-24
5.4.6 Separating High-stage and Low-stage Blocks................................................... 5-25
5.4.6.1 Disassembly .............................................................................................. 5-25
5.4.7 Gear Coupling .................................................................................................... 5-25
5.4.7.1 Disassembly .............................................................................................. 5-25
5.4.7.2 Inspection .................................................................................................. 5-26
5.4.8 Removing Oil Injection Pipe............................................................................... 5-27
5.4.8.1 Disassembly ............................................................................................... 5-27
5.4.9 Balance Piston ................................................................................................... 5-28
5.4.9.1 Disassembly .............................................................................................. 5-28
5.4.9.2 Inspection .................................................................................................. 5-28
5.4.10 High-stage Suction Cover and Side Bearings ................................................... 5-29

2202MYJE-MY-C8-N_2018.02.
Table of Contents
Compound 2-stage Screw Compressor 3225**C
viii
5.4.10.1 Disassembly .............................................................................................. 5-29
5.4.10.2 Inspection .................................................................................................. 5-30
5.4.11 Low-stage Suction Cover and Side Bearings .................................................... 5-31
5.4.1 1.1 Disassembly .............................................................................................. 5-31
5.4.11.2 Inspection .................................................................................................. 5-31
5.4.12 Thrust Bearing Block ......................................................................................... 5-32
5.4.12.1 Disassembly of the High-stage Thrust Bearing Block ............................... 5-32
5.4.12.2 Disassembly of the Low-stage Thrust Bearing Block ................................ 5-33
5.4.12.3 Inspection (High-stage and Low-stage) ..................................................... 5-33
5.4.13 High-stage Rotors and Main Rotor Casing ........................................................ 5-34
5.4.13.1 Disassembly .............................................................................................. 5-34
5.4.13.2 Inspection .................................................................................................. 5-35
5.4.14 Low-stage Rotors and Main Rotor Casing ......................................................... 5-35
5.4.15 High-stage Bearing Head and Main Bearings ................................................... 5-36
5.4.15.1 Disassembly .............................................................................................. 5-36
5.4.15.2 Inspection .................................................................................................. 5-36
5.4.16 Low-stage Bearing Head and Main Bearings .................................................... 5-37
5.4.16.1 Disassembly .............................................................................................. 5-37
5.4.16.2 Inspection .................................................................................................. 5-37
5.5 Reassembly ................................................................................................ 5-38
5.5.1 Unloader Slide Valve and Guide Block .............................................................. 5-40
5.5.2 Bearing Head and Main Bearings ...................................................................... 5-41
5.5.3 Bearing Head and Main Rotor Casing ............................................................... 5-42
5.5.4 Installing the Rotors ........................................................................................... 5-43
5.5.5 Suction Cover and Side Bearings ...................................................................... 5-44
5.5.6 Balance Piston Sleeve ....................................................................................... 5-45
5.5.7 Installing the Suction Cover ............................................................................... 5-46
5.5.8 Thrust Bearing Block ......................................................................................... 5-48
5.5.8.1 End Clearance Measurement .................................................................... 5-50
5.5.8.2 End Clearance Adjustment Procedure ...................................................... 5-51
5.5.8.3 Tightening after Finishing the End Clearance Adjustment ........................ 5-52
5.5.8.4 Installing the Balance Piston ..................................................................... 5-53
5.5.9 Balance Piston Cover and High-stage Unloader Cylinder ................................. 5-53
5.5.10 Bearing Cover .................................................................................................... 5-56
5.5.11 Shaft Seal Block ................................................................................................ 5-57
5.5.12 Low-stage Unloader Cylinder ............................................................................ 5-60
5.5.13 Unloader Cover .................................................................................................. 5-61
5.5.14 Coupling the High-stage and Low-stage Blocks ................................................ 5-62
5.5.15 Unloader Indicator ............................................................................................. 5-64
5.5.15.1 Potentiometer ............................................................................................ 5-64
5.5.15.2 Micro-switches and Micro-switch Cam ...................................................... 5-64
5.5.15.3 Reassembly ............................................................................................... 5-65

2202MYJE-MY-C8-N_2018.02.
Table of Contents
Compound 2-stage Screw Compressor 3225**C
ix
Chapter 6 Troubleshooting
01: Compressor does not start up ............................................................................ 6-1
02: Compressor stops immediately after startup ................................................... 6-1
03: Unusually low pressure (decrease of suction pressure) ................................. 6-2
04: Low oil pressure (low lubricating oil supply pressure) ................................... 6-2
05: Intermediate pressure is unusually high ........................................................... 6-3
06: Unusually high pressure (abnormal discharge pressure) ............................... 6-4
07: Discharge temperature is abnormally high ....................................................... 6-5
08: Leak from mechanical seal ................................................................................. 6-6
09: Squeaking of mechanical seal ............................................................................ 6-7
10: Capacity control position is indicated incorrectly ........................................... 6-7
11: Capacity control malfunction.............................................................................. 6-8
12: Compressor generates abnormal vibration and/or sound .............................. 6-9
Chapter 7 Related Documents
7.1 Exploded Views, Assembly Sectional Views ............................................ 7-1
7.2 Parts Configuration Table ......................................................................... 7-27
7.3 Tightening Torques for Bolts and Nuts ................................................... 7-34
7.4 About the O-rings Used ............................................................................. 7-36
7.4.1 List of O-rings Used ........................................................................................... 7-36
7.4.2 O-ring Materials Used for Screw Compressor ................................................... 7-36
7.5 Tools for Disassembly............................................................................... 7-37

2202MYJE-MY-C8-N_2018.02.
Chapter 1 Safety
Compound 2-stage Screw Compressor 3225**C 1.1 Strict Requirements and Prohibitions
1-1
Chapter 1 Safety
1.1 Strict Requirements and Prohibitions
1.1.1 Strict Requirements (Do’s)
1.1.1.1 Do’s on Operation
Make sure to install safety and protective devices on the package unit.
Regularly inspect the safety and protective devices if they function properly.
If the safety or protective devices do not work properly or if this product operates abnormally,
immediately stop the operation and report to the supervisor. Obtain his/her approval and
direction before restarting the compressor.
If this product stops for unknown reasons, immediately inform your supervisor of it. Obtain
his/her approval before restarting the compressor.
Some types of refrigerants emit bad smell or toxic gases when they leak. Make sure to
ventilate the air during operation.
For the properties of refrigerant and lubricating oil (corrosiveness, decomposability or toxicity),
be sure to obtain the Safety Data Sheet (SDS) and follow the relevant information.
When stopping the operation of this product, close the suction and discharge side shut-off
valves and turn "OFF" the motor (main power), heater power, and control power.
1.1.1.2 Do’s on Maintenance
Prepare work procedures based on a work schedule. Be sure to perform danger forecasting
before starting the work.
Before performing the work together with at least one other person, thoroughly confirm each
other's work details and procedures to acknowledge the other worker's movement.
When troubleshooting during operation or before performing setup, cleaning, maintenance,
or inspection of this product, always turn OFF the main power to the motor and control power
and other devices. Also, lock and tag out them to prevent the power from being supplied
erroneously during operation.
When troubleshooting during operation or before performing setup, cleaning, maintenance,
or inspection of this product, confirm that the pressure inside this product and the package unit
is at atmospheric pressure.
Some refrigerants in use generate bad smell or toxic gases, or may cause deficiency of
oxygen. Before starting work, measure oxygen concentration in the work area as necessary.
Ventilate the area well. Be sure to keep the area well ventilated until the work is finished.
For the properties of refrigerant and lubricating oil (corrosiveness, decomposability or toxicity),
be sure to obtain the Safety Data Sheet (SDS) and follow the relevant information.
After using tools always restore to designated place and never leave tools in the package unit
1.1.1.3 Do’s on Lockout/Tagout after Shutting Off the Power
Attach lockout/tagout mechanism to the main breakers of motor main power and control power.
Lockout/tagout after power off is a very effective means to secure safety. It can prevent the
power source from being turned on by accident by two or more workers which may cause
injury to other worker(s).

2202MYJE-MY-C8-N_2018.02.
Chapter 1 Safety
Compound 2-stage Screw Compressor 3225**C 1.1 Strict Requirements and Prohibitions
1-2
If there are any possibilities of danger during works (especially during cleaning, maintenance
and inspection, and troubleshooting), turn "OFF" the motor main power and control power, and
perform lockout/tagout.
In the following situations, workers may neglect to perform power source shutoff or
lockout/tagout. Clearly notify the workers of the necessity of lockout/tagout.
It is assumed that workers do not perform lockout/tagout before starting work because it is
troublesome, and only turn "OFF" the main motor and control power.
It is assumed that workers only turn off the main motor and control power and do not
lockout/tagout the main motor and control power, because they judge that there is no
danger.
1.1.1.4 Do’s about Personal Protective Gear
Prepare and use protective gear complying with the safety standards of the regulations.
Check the function of each protective gear before using.
Wear designated clothes such as work outfits, with their cuffs tightly closed.
Do not wear any neckties or jewelry as there is a risk of being entangled by a movable part or
rotating part. Put on a helmet as your hair may get entangled.
Do not have anything in your pocket to prevent objects from falling into the machine.
1.1.1.5 Do’s about Handling of Hazardous and Toxic Substances
Obtain the Safety Data Sheet (SDS) from manufacturers of hazardous and toxic substances.
Check the SDS and follow the handling instructions recommended by the manufacturers to
handle and store those substances.
1.1.1.6 Do’s about Handling Emergency Situations
Formulate an emergency action plan complying with the regulations, and post it on a safe
place.
1.1.1.7 Do’s about Waste Oil, Fluid, and Materials
Disposing of refrigerant and oil used for this product are subject to a number of regulations for
the environmental protection purposes. Follow the local, state, federal acts and regulations
and your company's rules when disposing of such waste oil, fluid and materials.
1.1.1.8 Other Do’s
Clean the floor around the entire refrigerating/cold storage/gas compression package unit.
Provide a safety passage.
Walk only on the areas set up as a work floor. Also, do not leave tools and cleaning solutions
in that area.
If water or oil is spilled on this product or the floor, immediately wipe it off to prevent workers
from slipping and getting injured.
2202MYJE-MY-C8-N_2018.02.
Chapter 1 Safety
Compound 2-stage Screw Compressor 3225**C 1.2 Warnings
1-3
1.1.2 Prohibitions (Don’ts)
Do not remove or relocate any safety device, including electrical interfaces.
Do not disable any safety device by short-circuiting or bypassing without any permission.
Do not leave this product unsafe and unattended, by removing a safety cover or some other
measures.
Do not touch, clean or lubricate any part of this product which is moving.
Do not touch relays or electric systems such as terminal block with bare hands when turning
on the power.
1.2 Warnings
The warning messages described in this manual warn dangerous situations that may arise during work
by using the following four categories.
Neglecting such warnings may cause accidents, resulting in personal injury or even death.
Also, this product or its auxiliary equipment may be heavily damaged. Therefore, be sure to always
observe the instructions of the warnings.
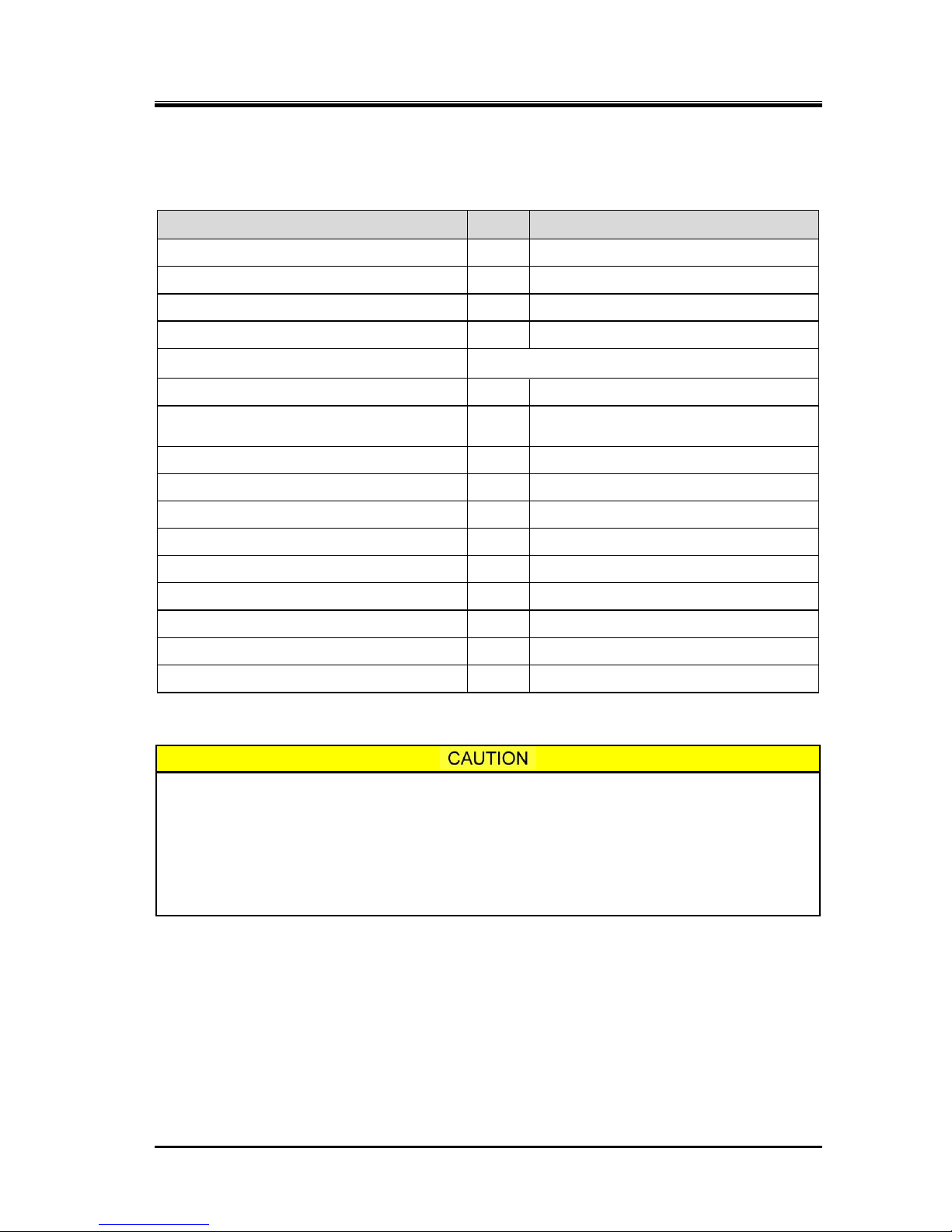
Table 1-1 Warning Symbols and their Meanings
Symbol
Meaning
Indicates a hazardous situation which, if not avoided, could very likely cause
serious injury or death.
Indicates a potentially hazardous situation which, if not avoided, may cause serious
injury or death.
Indicates a potentially hazardous situation which, if not avoided, may cause minor
or moderate injury.
Indicates a potentially hazardous situation which, if not avoided, may result in
property damage.
2202MYJE-MY-C8-N_2018.02.
Chapter 1 Safety
Compound 2-stage Screw Compressor 3225**C 1.3 Residual Risks
1-4
1.3 Residual Risks
The following information assumes that this product is operated or inspected/maintained while being
used in general refrigerating/cold storage/gas compression package units.
Note that all hazardous sources cannot be predicted for the applications mentioned.
Devise appropriate countermeasures for hazardous sources in your systems.
Table 1-2 Hazardous Sources
Hazardous sources
Predicted hazard
Countermeasures in
operation
Countermeasures in
cleaning, inspection,
and parts exchange
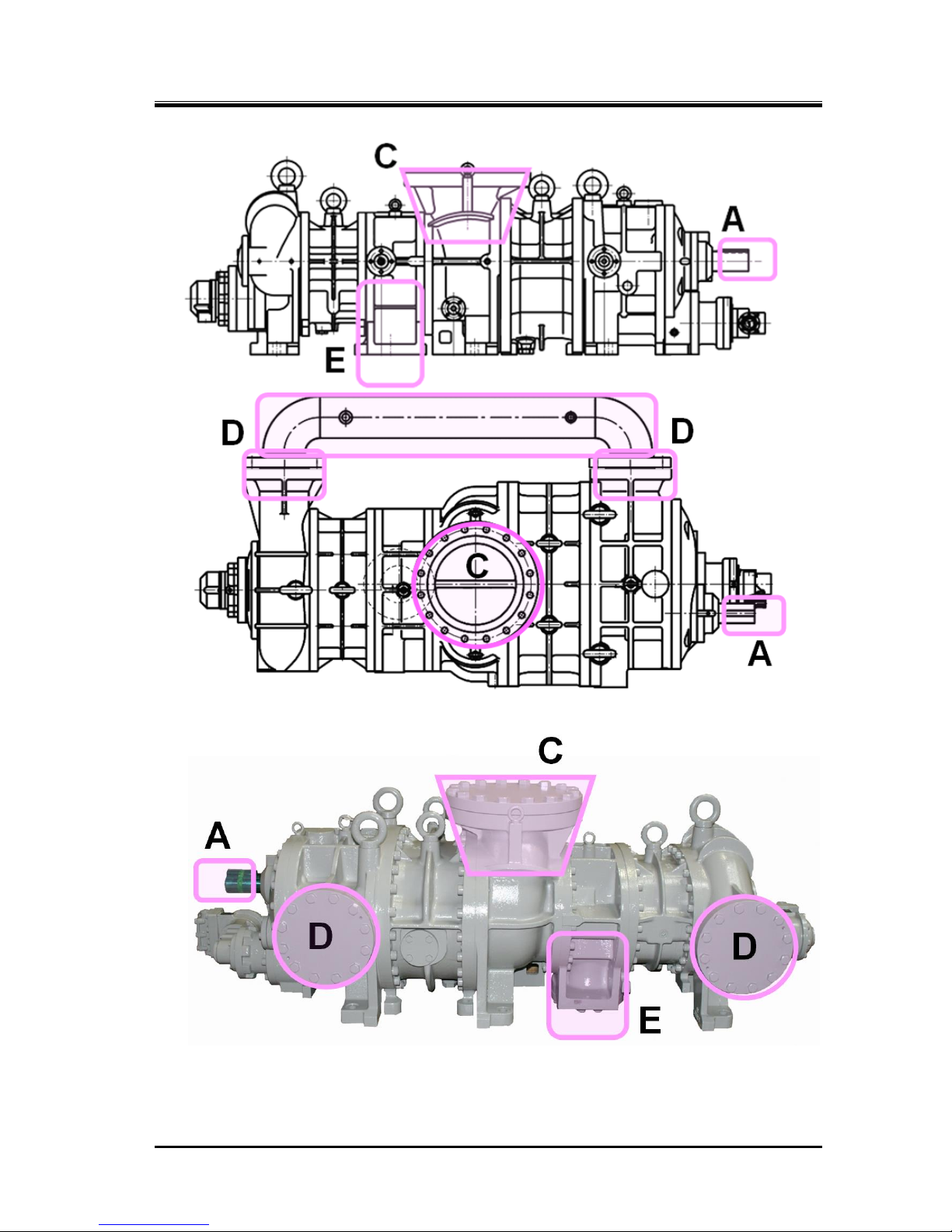
A
Motor and
compressor coupling
Refer to Figure 1-1
Caught in due to contact
Install coupling cover
and prohibit opening.
Keep away.
Turn off motor main
power and control
power, and conduct
lockout/tagout.
B
Motor terminals
Electric shock caused by
contact with live wires or
electrical leakage
Keep away.
Do not open terminal
boxes.
Do not touch terminal
boxes.
Turn off motor main
power and control
power, and conduct
lockout/tagout.
C
Compressor
low-stage side
suction casing
Refer to Figure 1-1
Frostbite due to contact
Contact with or inhalation of
hazardous substances
generated by leakage of
refrigerant or the like
Keep away and do not
touch.
Wear protective gear.
Detect gas leakage.
Wear protective gear.
Work under room
temperature.
D
Compressor
intermediate piping
(low-stage discharge
port to high stage
suction port)
Refer to Figure 1-1
Burn injury due to contact
Contact with or inhalation of
hazardous substances
generated by leakage or
spout of refrigerant or the like
Keep away and do not
touch
Wear protective gear
Gas leakage detection
Wear protective gear
Work in temperatures
below 40 °C
E
Compressor
high-stage side
discharge casing and
discharge piping
Burn injury due to contact
Contact with or inhalation of
hazardous substances
generated by leakage or
spout of refrigerant or the like
Keep away and do not
touch.
Wear protective gear.
Detect gas leakage.
Wear protective gear.
Work at a temperature
of not higher than 40°C.
F
Check valves/service
valves and joints on
each section of the
package unit
Contact with or inhalation of
hazardous substances
generated by mishandling or
leakage
Frostbite or burn due to
contact
Sufficient ventilation
Indicate valve
open/close state.
Keep away and do not
touch.
Wear protective gear.
Sufficient ventilation
Wear protective gear.
Tagout for controlled
valve
G
Solenoid
valves/electric valves
on each section of the
package unit
Electric shock caused by
contact with live wires or
electrical leakage
Pinched due to contact with
driving part
Install protective cover
on terminals, and
prohibit opening.
Keep away and do not
touch.
Wear protective gear.
Turn off each breaker
and the control power,
and conduct
lockout/tagout.
Wear protective gear.
H
Electric components
in each section of the
package unit (oil
heater, protective
switch, etc.)
Electric shock caused by
contact with live wires or
electrical leakage
Pinched due to contact with
driving part
Install protective cover
on terminals, and
prohibit opening.
Keep away and do not
touch.
Wear protective gear.
Turn off each breaker
and the control power,
and conduct
lockout/tagout.
Wear protective gear.
I
Package unit oil
drains
Contact with hazardous
substances generated by
leakage or spout
Burn caused by contact with
high-temperature fluid
Sufficient ventilation
Keep away and do not
touch.
Wear protective gear.
Sufficient ventilation
Wear protective gear.
Work at a temperature
of not higher than 40°C.
J
Noises
Damage caused by noise
Wear protective gear.
—
2202MYJE-MY-C8-N_2018.02.
Chapter 1 Safety
Compound 2-stage Screw Compressor 3225**C 1.3 Residual Risks
1-5
Figure 1-1 Locations of Hazardous Sources (compressor)
Photo 001 Locations of Hazardous Sources (compressor)
2202MYJE-MY-C8-N_2018.02.
Chapter 1 Safety
Compound 2-stage Screw Compressor 3225**C 1.4 Safety Devices
1-6
1.4 Safety Devices
For safe use and protection of this product, make sure to attach safety devices to this product in
accordance with the regulations and the following instructions.
Safety devices cannot be kept in normal condition unless inspected and maintained at regular intervals.
Their maintenance and inspection need to be performed as an important part of the
maintenance/inspection work project. Provide users of this product with necessary information on the
safety devices, for example, types of the safety devices, installation position, function, and inspection
method of safety related devices.
Check the safety devices after turning on the power and before operation of this
product. If they do not operate normally, immediately take repair or replace
safeties before starting this product.
1.4.1 Emergency Stop Button
Overview/Function/Purpose
The emergency stop buttons are used to stop the compressor operation immediately if an
emergency occurs in this product.
Installation Positions
On the control board and in the operation control room
Stop/Restoration Methods
The operating procedures for the emergency stop button, i.e., how to stop the operation and restore
the normal operating condition, must be clearly defined and the information provided to the user of
this product.
Inspection Method/Cycle
The emergency stop buttons must be tested before commissioning and must also be periodically
re-tested after that. The inspection procedures and the inspection interval for the emergency stop
button must be clearly defined and the information provided to the user of this product.
1.4.2 Breakers of Motor Main Power and Control Power
(with Lockout/Tagout Mechanism)
Overview/Function/Purpose
Turn off the main motor and control power, and if there is any possibility of danger during work
(especially during cleaning, maintenance, inspection, or troubleshooting), lockout/tagout devices
must be used on the breakers of the main motor and control powers to prevent injuries to workers in
case the power is turned on accidentally during work.
Methods of Performing and Releasing Lockout/Tagout
Make sure to clearly notify methods of performing and releasing lockout/tagout referring to the
regulations created by Occupational Safety & Health Administration (OSHA) or local governing
body.
Inspection Method/Cycle
The inspection procedures and the inspection interval for the lockout/tagout devices, must be
clearly defined and the information provided to the user of this product.

2202MYJE-MY-C8-N_2018.02.
Chapter 1 Safety
Compound 2-stage Screw Compressor 3225**C 1.4 Safety Devices
1-7
1.4.3 Compressor Protective Devices
Be sure to adjust the set values and check operation of the protective devices at
the commissioning.
Overview/Function/Purpose
These protective devices are used to protect this product.
Protecting from discharge temperature rise (DT)
This device activates and stops the compressor operation when the compressor discharge
temperature gets equal to or higher than the set value.
Install a temperature sensing port to the discharge pipe.
Protecting from oil temperature rise (OT)
This device activates and stops the compressor operation when the compressor oil
temperature gets equal to or higher than the set value.
Install a temperature sensing port to the oil supply pipe of the package unit (after the oil
cooler).
Protecting from high pressure (HP)
This device activates and stops the compressor operation when the compressor discharge
pressure gets abnormally high due to mishandling of the compressor or suspension of water
supply to the condenser. This device prevents explosion of the equipment and components.
Install a pressure sensing port to the discharge pipe.
Protecting from intermediate pressure (IP)
This device activates when the intermediate pressure of the compressor gets equal to or
higher than the set value and properly controls the compressor. In some cases, this device
stops the compressor operation. Install a pressure output port to the package unit's
intermediate gas pipe (or compressor's intermediate gas pressure output port).
Protecting from suction pressure drop (LP)
This device activates and stops the compressor operation when the compressor suction
pressure gets equal to or lower than the set value.
Install a pressure sensing port to the suction pipe.
Protecting from oil pressure (OP)
This device activates and stops the compressor operation when the differential pressure to
supply oil to the compressor (= lubrication oil supply pipe pressure − compressor discharge
pressure) gets equal to or lower than the set value, due to insufficient lubricating oil, clogged
filter or mixture of refrigerant into the lubrication oil. This device prevents the sliding portion
from being abnormally worn or seized.
Install a pressure sensing port to the package unit's oil supply pump (after the oil pump) and
the discharge pipe.
Protecting from motor over-current (OCR)
This device activates and applies appropriate control when the current gets equal to or higher
than the set level flows. In some cases, this device stops the compressor operation.
This device is normally installed inside the control panel.
2202MYJE-MY-C8-N_2018.02.
Chapter 1 Safety
Compound 2-stage Screw Compressor 3225**C 1.4 Safety Devices
1-8
Connection Positions and Settings
Specify the connection position and setting for each compressor protective device, and make sure
to provide users of this product with them.
Make sure that the set values do not exceed the operating limits shown in Chapter 2, section 2.3.2
and Table 2-2 in this manual.
Inspection Method/Cycle
Compressor protective devices require operation tests and confirmation of the settings calibration
before commissioning as well as at regular intervals.
Specify the inspection methods/intervals of the compressor protection devices, and make sure to
provide users of this product with such information.
In the operation test, check that alarms and protective devices operate normally
by using devices such as pressure tester. Do not operate the compressor with all
the valves closed, or in any other dangerous conditions.
If the protection from oil pressure (OP), high pressure (HP) activates, do not
restart operation until the cause of activation is removed.
2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.1 Overview of MYCOM 3225**C
2-1
Chapter 2 Compressor Specifications and Structure
2.1 Overview of the 3225**C
The 2-stage compression system, which has hitherto required two units of standard-type screw
compressor for its embodiment, can now be realized by a single unit of compound 2-stage screw
compressor.
Generally, screw compressors use oil injection to keep discharge temperature at a low level during
operation without loss of volumetric efficiency even at high compression ratios. It can, therefore, be
operated with a single-stage compression system even at evaporative temperatures near -40°C.
However, for normal use at low temperatures, a 2-stage compression system is applied in order to
improve kW/RT (ratio of power consumption versus cooling ability). If the 2-stage compression system
is configured with standard-type screw compressors, at least two screw compressor units need to be
installed, one on the high-stage and the other on the low-stage, which inevitably requires double
installation of the entire system including machinery, motors, utilities, etc.
This 2-stage screw compressor is produced to solve this problem. It is a single unit that has two
single-stage compressor units combined into one.
The 3225**C model has a capacity control mechanism for startup load reduction on the high-stage, and
a capacity control mechanism for coping with load change on the low-stage.
In addition, there are four rotor lengths for the low-stage and three rotor lengths for the high-stage.
Moreover, customer is able to select each low-stage and high-stage volume ratio from two
specifications. Employing these combinations of each specification, 3225**C is providing a high
versatility that can satisfy a wide range of operation conditions required by different applications at the
load side. Therefore, the 3225**C models are the long-selling products which last to
more than 30 years since the developed in 1982 as the large sized compound 2-stage screw
compressor.
2.2 Model Designation of the Compressor
This manual describes 3225**C-*B*-51 and 3225**C-*B*-61 models.
The meaning of the type designation, which is engraved on the MODEL column of the compressor
nameplate, is as follows.
*3225**C-*B*-51/61
5: Power frequency (6: 60Hz)
1: Indicates that it is a motor directly connected type.
* Unless specifically specified, machines manufactured in
September, 2010 or after do not have this indication engraved
on their nameplate.
Vi (volume ratio) specified for the high-stage discharge port,
standard value of which is L or M
Means a booster (low-stage machine)
Vi (volume ratio) specified for the low-stage discharge port, standard
value of which is L or M
Stands for Compound (compound 2-stage machine)
Specifications of high-stage rotor length, which is L, M or S
Specifications of low-stage rotor length, which is LL, L, M or S
High-stage rotor diameter of 250
Low-stage rotor diameter of 320
Indicates working fluid
(Example: N = Ammonia, F= Fluorocarbon, P = Propane, HE = Helium)
2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-2
2.3 Compressor Specifications
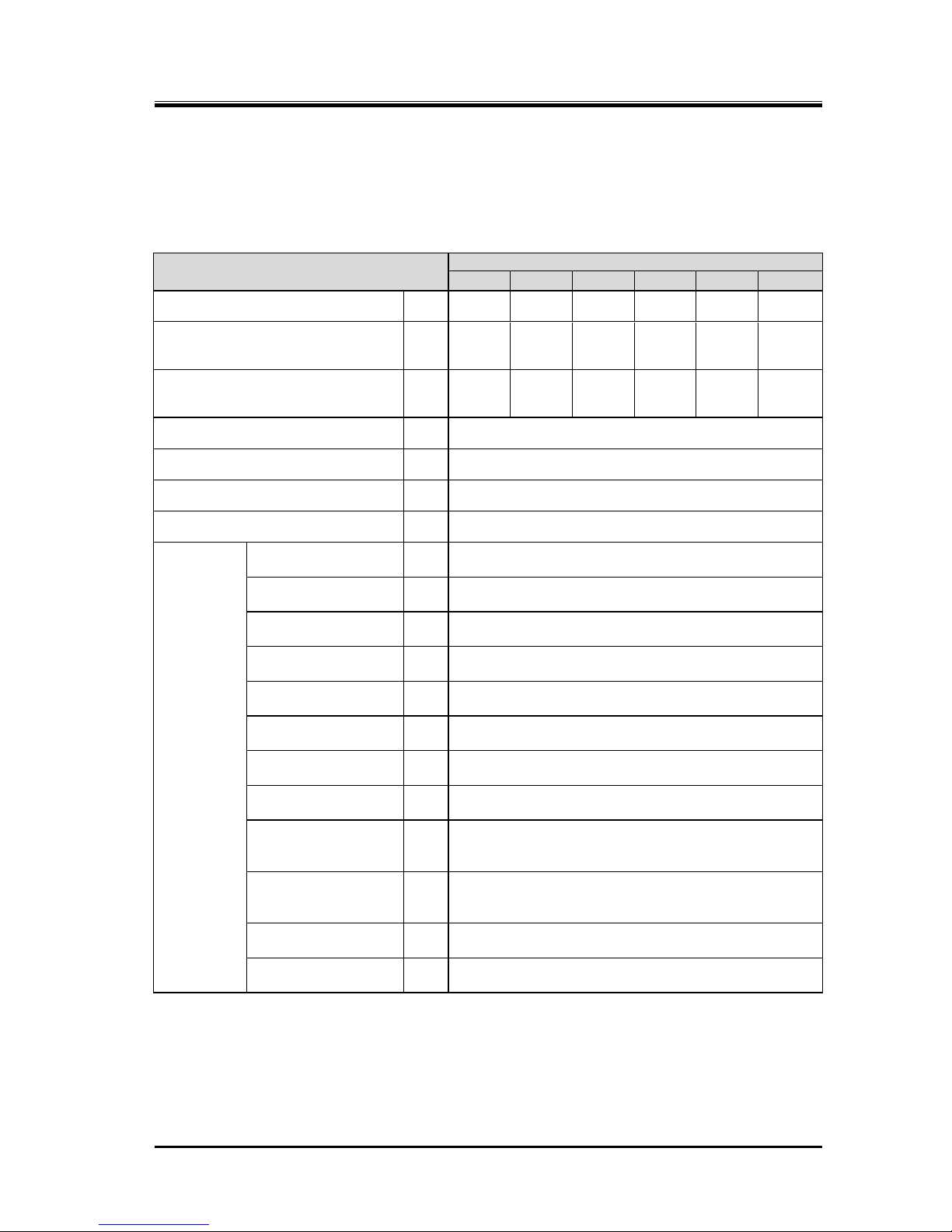
2.3.1 Standard Specifications
Table 2-1 3225**C Screw Compressor Specifications (1/2)
Items
Model
LLLC
LLMC
LLSC
LLC
LMC
LSC
Product mass
kg
4150
4100
4020
3440
3390
3310
Low-stage swept volume
@3550 min-1 /2950 min-1
m3/h
6740
/5600
6740
/5600
6740
/5600
5700
/4740
5700
/4740
5700
/4740
High-stage swept volume
@3550 min-1 /2950 min-1
m3/h
2840
/2360
2380
/1980
1900
/1580
2840
/2360
2380
/1980
1900
/1580
Working fluid (Refrigerant)
-
Ammonia, Hydrofluorocarbon, etc.
Design pressure
MPa
2.6
Capacity control (Actual load)
%
10 to 100
Rotation direction
-
Counterclockwise viewed from motor
Connected
pipe size
Low-stage suction
flange
-
JIS 20K 350A (14”)
Low-stage discharge
flange
-
JIS 20K 200A (8”)
High-stage suction
flange
-
JIS 20K 200A (8”)
High-stage discharge
flange
-
JIS 20K 150A (6”)
Journal lubrication
(low-stage)
-
JIS 20K 40A (1-1/2”)
Journal lubrication
(High-stage)
-
JIS 20K 25A (1”)
Oil injection
lubrication
-
JIS 20K 20A (3/4”)
Oil return Inlet
(Rotor casing)
-
JIS 20K 32A (1-1/4”)
Oil return outlet
(Low-stage Bearing
cover)
-
JIS 20K 32A (1-1/4”)
Oil return outlet
(High-stage Suction
cover)
-
JIS 20K 20A (3/4”)
Low-stage capacity
control
-
Load: Rc3/8, Unload: Rc3/8
High-stage capacity
control
-
Load: Rc3/8・Rc1/2, Unload: Rc3/8
Unless otherwise noted, the pressure unit MPa represents the gauge pressure
in this manual.
For limits of working temperature and pressure, see "2.3.2 Operation Limits" in
this manual.

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-3
Table 2-2 3225**C Screw Compressor Specifications (1/2)
Items
Model
MLC
MMC
MSC
SLC
SMC
SSC
Product mass
kg
3290
3240
3160
3150
3100
3020
Low-stage swept volume
@3550 min-1 /2950 min-1
m3/h
4760
/3960
4760
/3960
4760
/3960
3820
/3170
3820
/3170
3820
/3170
High-stage swept volume
@3550 min-1 /2950 min-1
m3/h
2840
/2360
2380
/1980
1900
/1580
2840
/2360
2380
/1980
1900
/1580
Refrigerant - Ammonia, Hydrofluorocarbon, etc.
Design pressure
MPa
2.6
Capacity control (Actual load)
%
10 to 100
Rotation direction
-
Counterclockwise viewed from motor
Connected
pipe size
Low-stage suction
flange
-
JIS 20K 350A (14”)
Low-stage discharge
flange
-
JIS 20K 200A (8”)
High-stage suction
flange
-
JIS 20K 200A (8”)
High-stage discharge
flange
-
JIS 20K 150A (6”)
Journal lubrication
(low-stage)
-
JIS 20K 40A (1-1/2”)
Journal lubrication
(High-stage)
-
JIS 20K 25A (1”)
Oil injection
lubrication
-
JIS 20K 20A (3/4”)
Oil return Inlet
(Rotor casing)
-
JIS 20K 32A (1-1/4”)
Oil return outlet
(Low-stage Bearing
cover)
-
JIS 20K 32A (1-1/4”)
Oil return outlet
(High-stage Suction
cover)
-
JIS 20K 20A (3/4”)
Low-stage capacity
control
-
Load: Rc3/8, Unload: Rc3/8
High-stage capacity
control
-
Load: Rc3/8・Rc1/2, Unload: Rc3/8
Unless otherwise noted, the pressure unit MPa represents the gauge pressure
in this manual.
For limits of working temperature and pressure, see "2.3.2 Operation Limits" in
this manual.
2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-4
2.3.2 Operation Limits
Table 2-3 Operation Limits of 3225**C
Items
Operation Limits
Maximum discharge pressure
MPa
1.96
Minimum suction pressure
MPa
−0.080
Maximum intermediate pressure
MPa
0.588
Minimum intermediate pressure
-
> Suction pressure
Oil supply pressure
・ Maximum journal lubrication pressure
MPa
Discharge pressure + 0.39
・ Minimum journal lubrication pressure
MPa
Discharge pressure +0.049 and
Suction pressure +0.49
・ Minimum oil injection lubrication pressure
MPa
Suction pressure +0.49
Maximum Suction temperature
°C
85
Minimum suction temperature
°C
−60
Maximum low-stage discharge temperature
°C
90
Maximum high-stage discharge temperature
°C
100
Maximum oil supply temperature
°C
60
Minimum oil supply temperature
°C
30
Maximum male rotor rotation speed
min-1
3600
Minimum male rotor rotation speed
min-1
1450
Note : Unless otherwise noted, the pressure unit MPa represents the gauge pressure in this manual.
If operation at partial load, which is not greater than 30 % of the indicated load, is
continued for a long time except when starting up the machine, abnormal noises
or vibration may be generated. So avoid such operation.
Repeated startup and stop in a short period is harmful not for the startup devices
and electric machinery but also for the compressor itself. For information on the
start/stop limitations, refer to each instruction manual. Wait at least 15 minutes
after stopping the compressor before restarting it.
2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-5
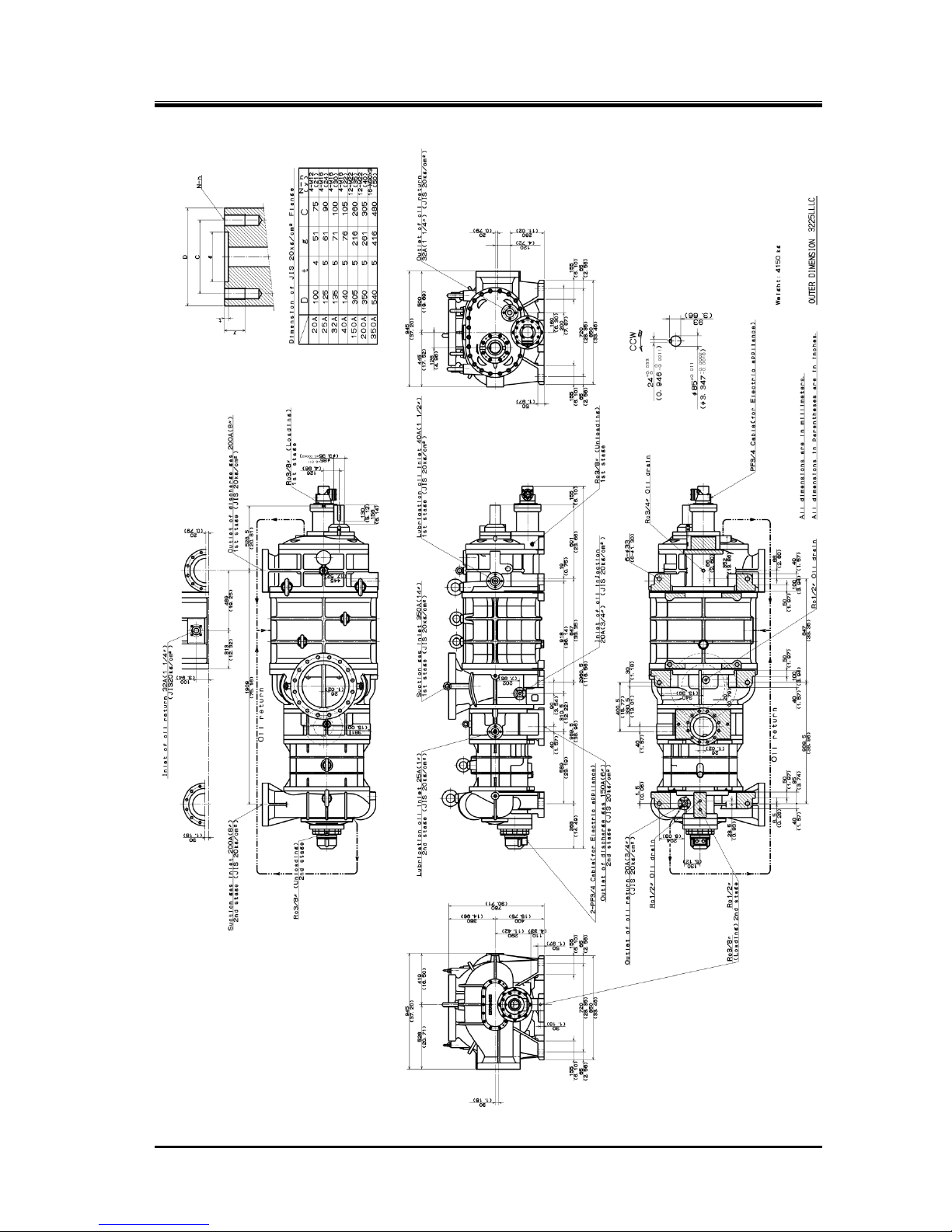
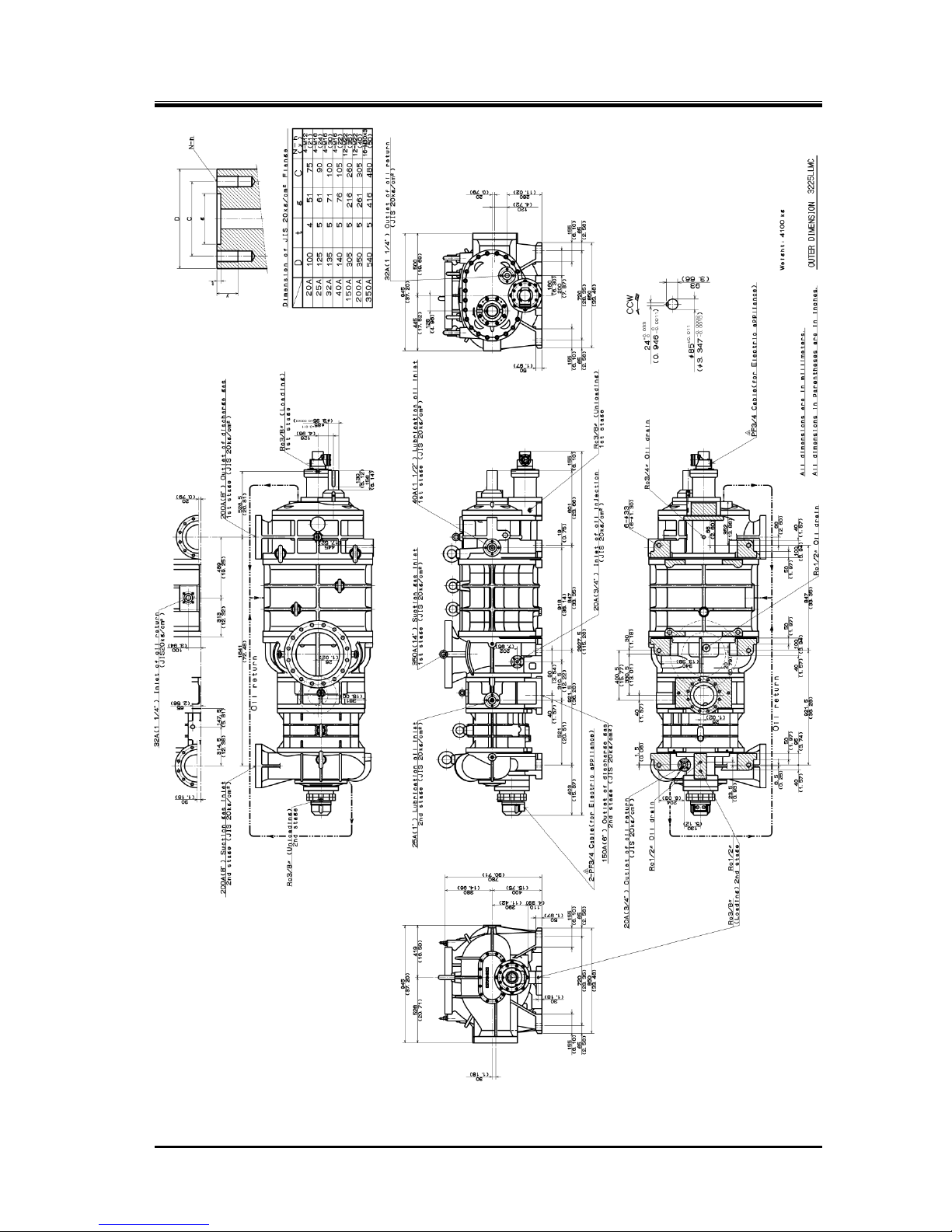
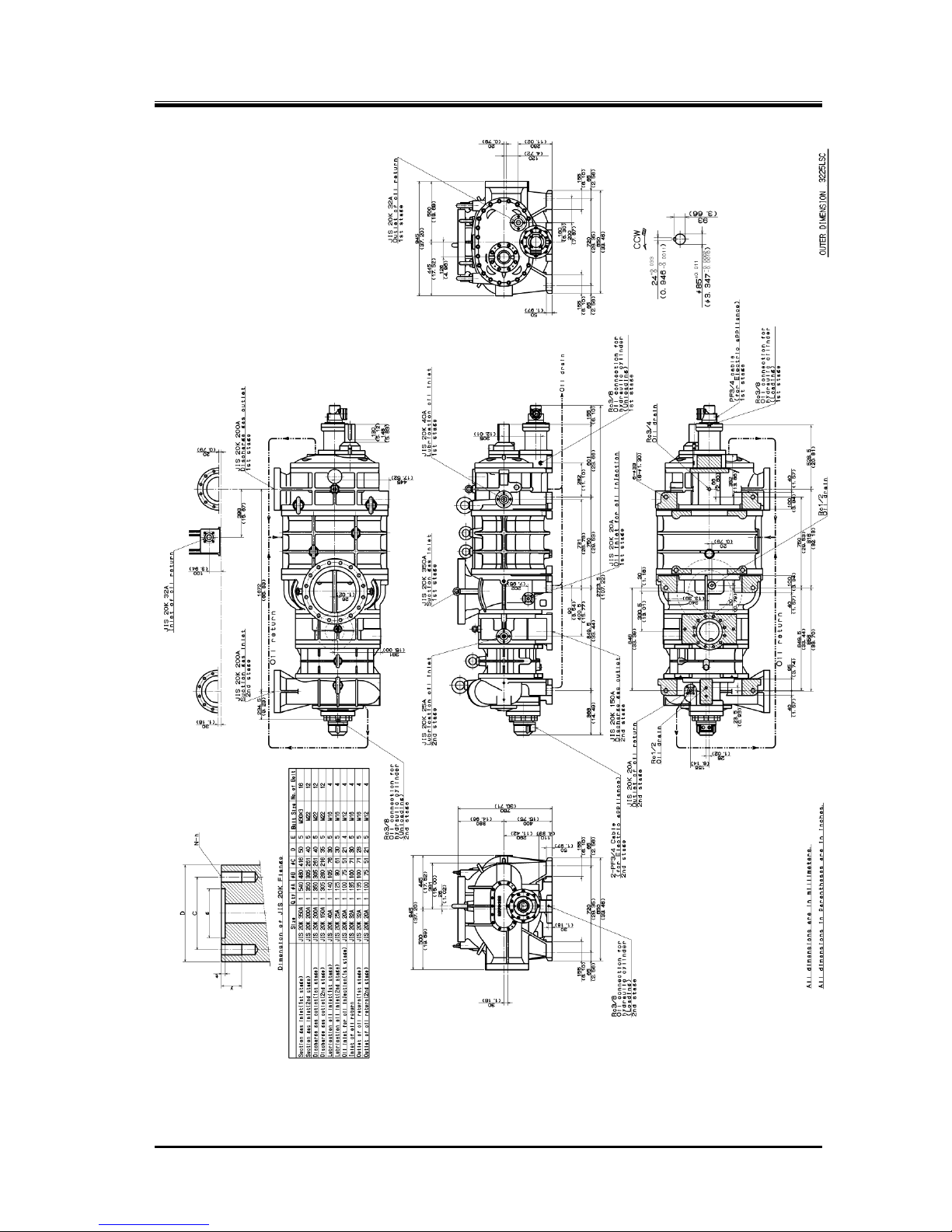
2.3.3 Outer Dimensions
Figure 2-1 Outer Dimension 3225LLLC
2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-6
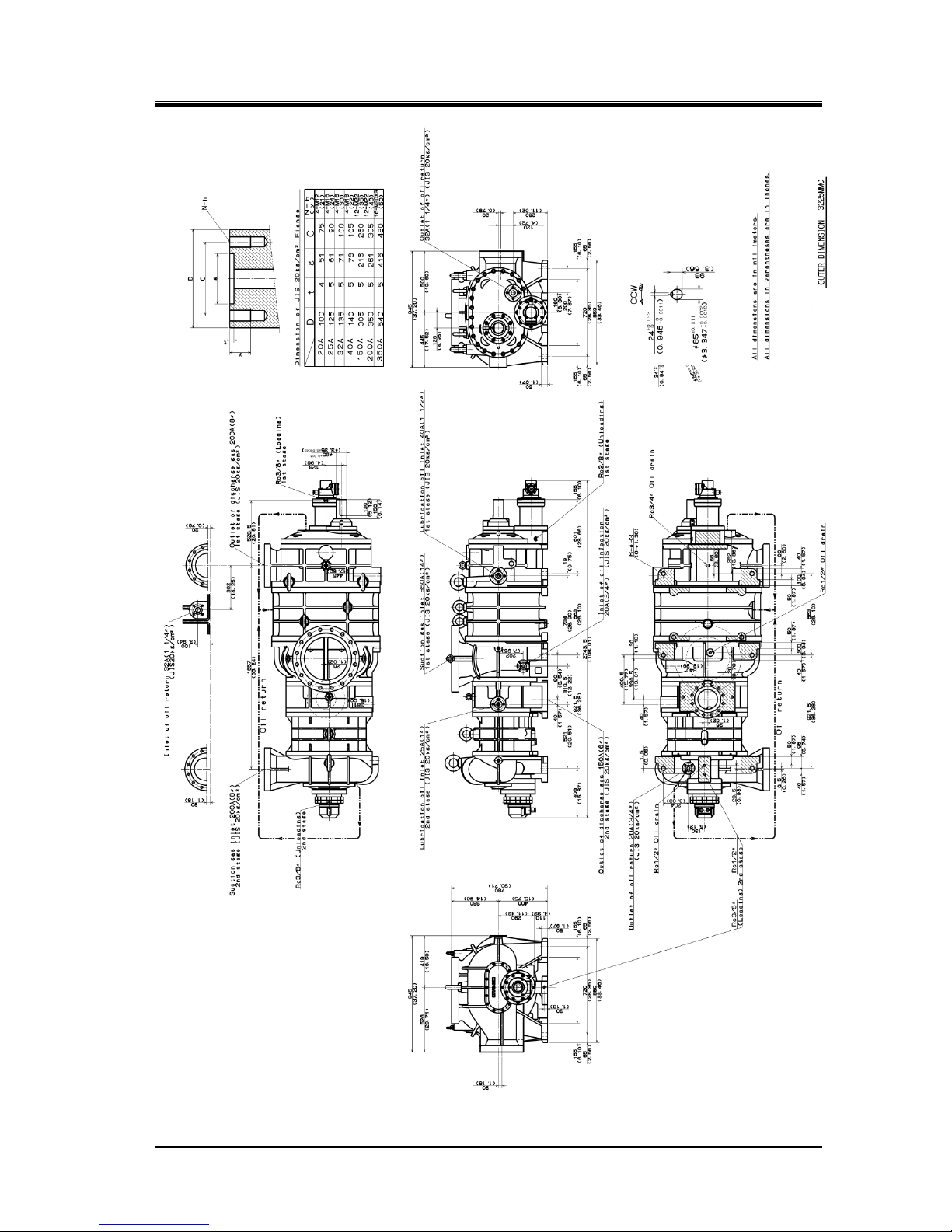
Figure 2-2 Outer Dimension 3225LLMC
2202MYJE-MY-C8-N_2018.02.
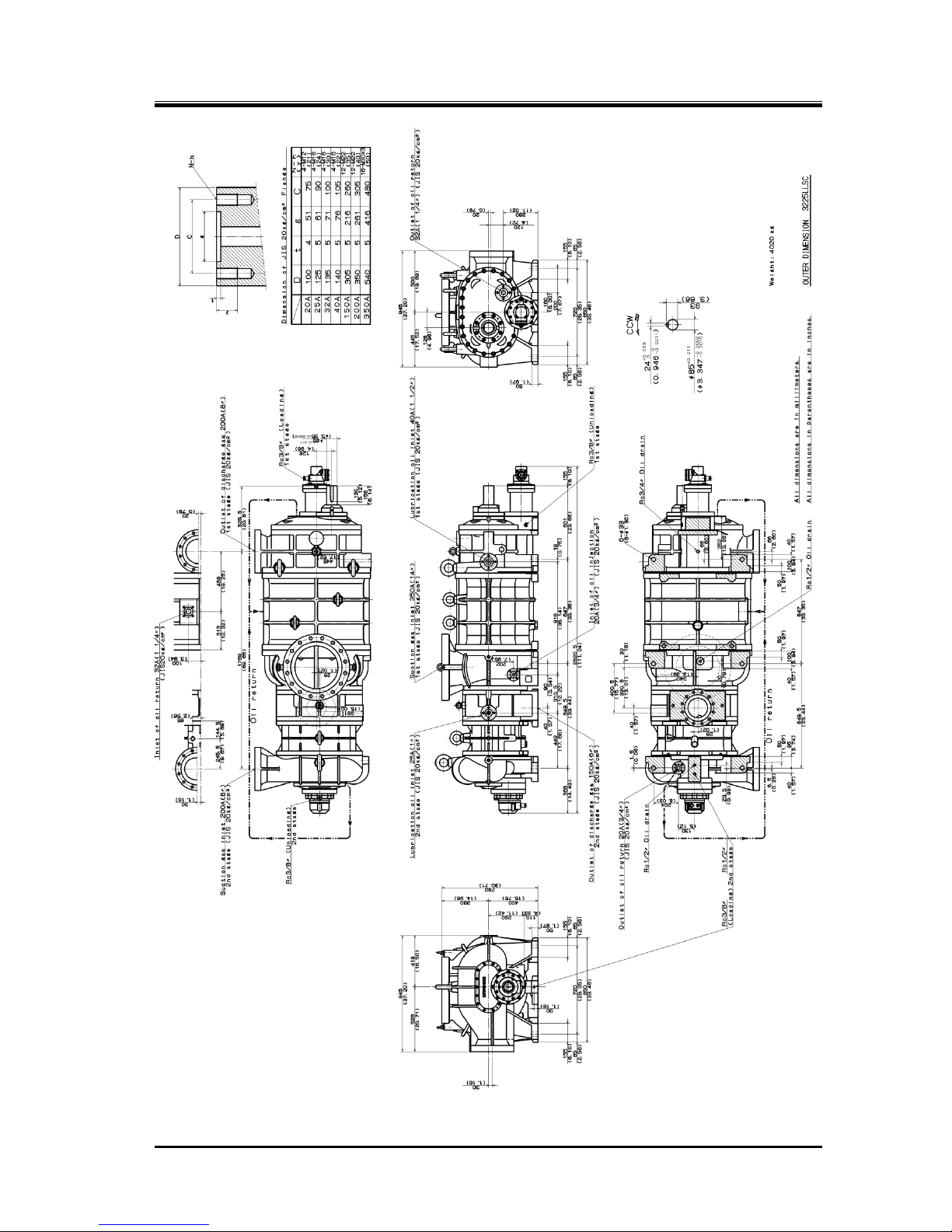
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-7
Figure 2-3 Outer Dimension 3225LLSC
2202MYJE-MY-C8-N_2018.02.
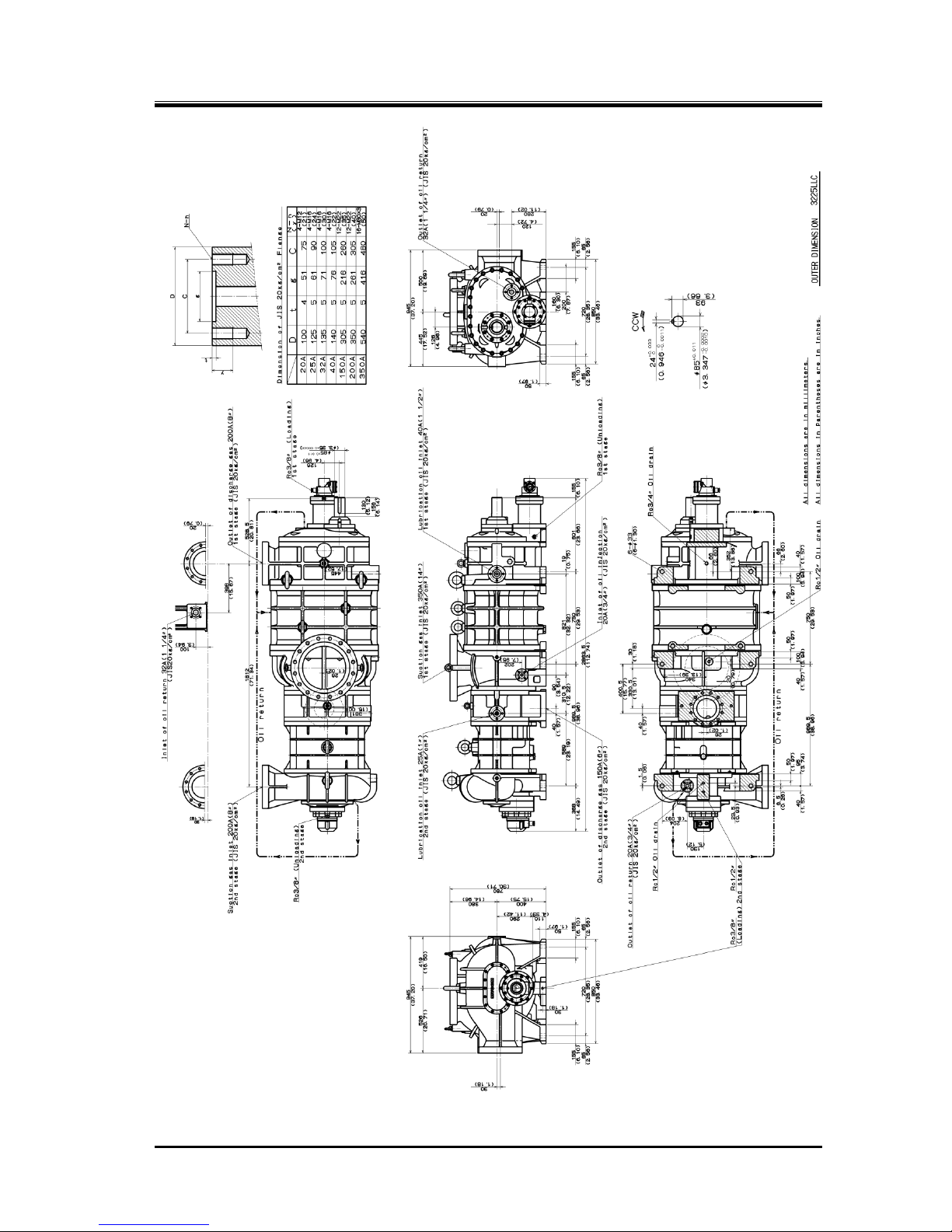
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-8
Figure 2-4 Outer Dimension 3225LLC
2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-9
Figure 2-5 Outer Dimension 3225LMC
2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-10
Figure 2-6 Outer Dimension 3225LSC

2202MYJE-MY-C8-N_2018.02.
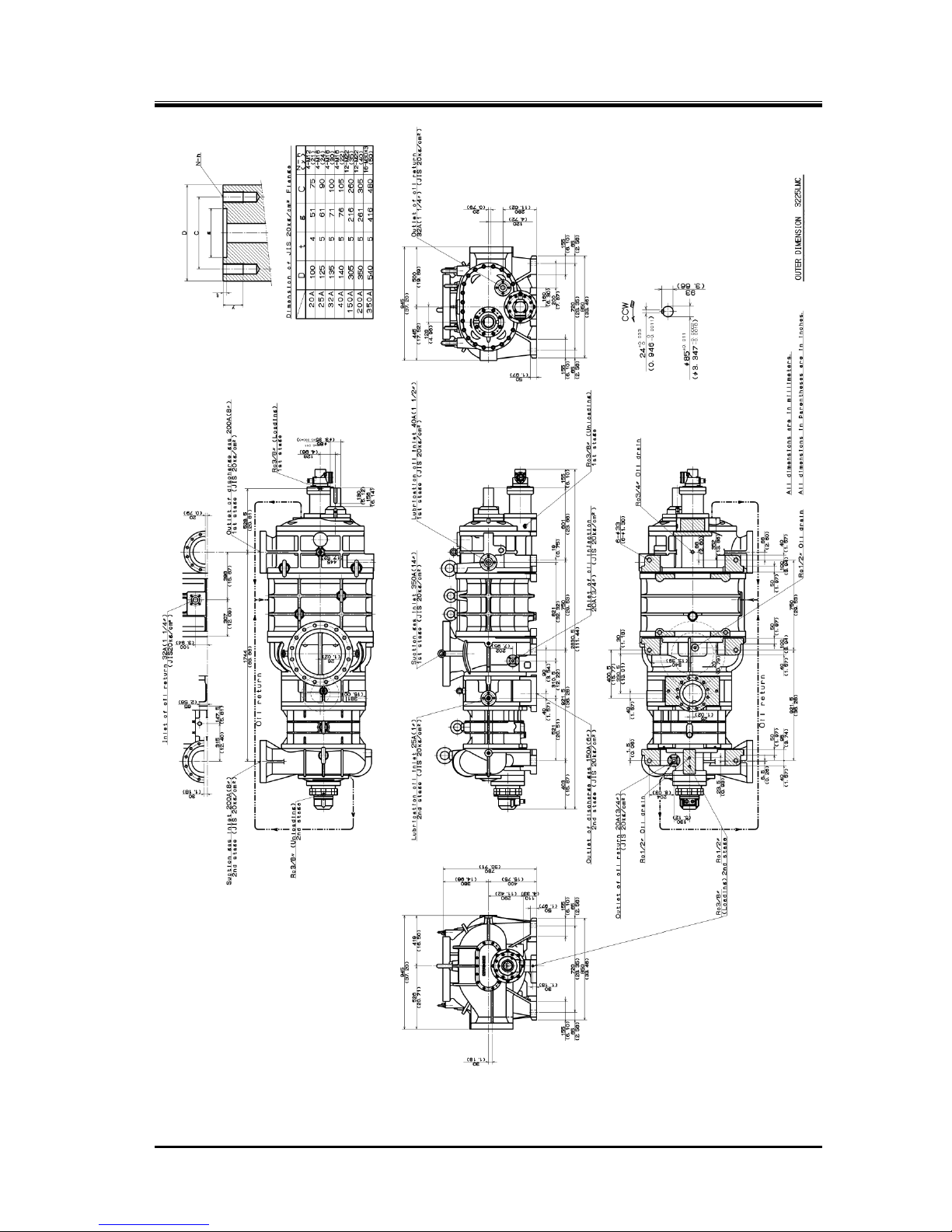
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-11
Figure 2-7 Outer Dimension 3225MLC
2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-12
Figure 2-8 Outer Dimension 3225MMC

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-13
Figure 2-9 Outer Dimension 3225MSC

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-14
Figure 2-10 Outer Dimension 3225SLC

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-15
Figure 2-11 Outer Dimension 3225SMC

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.3 Compressor Specifications
2-16
Figure 2-12 Outer Dimension 3225SSC

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.4 Structure of Compressor
2-17
2.4 Structure of Compressor
For names and locations of each part of the compressor, refer to Section 7.1 "Exploded Views,
Assembly Sectional Views" and Section 7.2 "Parts Configuration Table" in this manual.
2.4.1 Sectional View
Figure 2-13 3225**C Screw Compressor Sectional Views
The 3225**C model, a compound 2-stage compressor, consists of two compressors, (i) a low-stage
compressor which suctions gas, working fluid, from the refrigerating unit and compresses (pressure-raises)
the gas and (ii) a high-stage compressor which furthermore compresses the gas that has been
pressure-raised by the low-stage compressor and sends the resulting gas to the equipment side.
In each casing (low-stage, high-stage), two screw rotors are supported on both ends by bearings. They are
meshed with each other in a joint assembly. These two screw rotors are a set of a male rotor having 4
protruding lobe profiles (M rotor) and a female rotor having 6 concave lobe profiles (F rotor). They conduct
compressing according to the mechanism explained below.
The standard compressor's M rotor is driven by a 2-pole motor; it operates at 3000 min-1 (50 Hz) or 3600
min-1 (60 Hz). F rotor operates at 2000 min-1 (50 Hz) or 2400 min-1 (60 Hz), conforming to the operation of M
rotor.
* The actual speed of a motor is less than its calculated speed (synchronous speed). This difference is
caused by slipping of the motor rotor.
The shaft of the low-stage compressor's M rotor which is linked with the motor has a shaft seal block that
keeps gas and lubricating oil from escaping from inside the compressor.
For high efficient operation, the 3225**C model has a capacity control mechanism for coping with load
change on the low-stage, and a capacity control mechanism for reducing startup load on the high-stage.
Discharge port
Low-stage
capacity control
mechanism
High-stage capacity
control mechanism
Low-stage
compressor
High-stage compressor
Shaft seal block
Low-stage
discharge port
High-stage suction port
Suction port

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.5 Mechanisms
2-18
2.5 Mechanisms
2.5.1 Basics of the Screw Compressor
The screw compressor is categorized as a positive displacement rotary compressor.
As shown in Figure 2-14, the refrigerant (gas) is continuously compressed by the 3-dimensional spaces
that are formed by a pair of male and female screw rotors (with different sectional profiles) and the
casing, as the spaces change continuously.
The rotor having 4 protruding lobe profiles is called a male or M rotor, and the rotor having 6 concave
lobe profiles is called a female or F rotor. In this manual, they are referred to as M rotor and F rotor.
The compressor is driven by the motor connected to the shaft of the M rotor.
Figure 2-14 Compressor Mechanism
2.5.2 Suction Process
As shown in Figure 2-15, the rotors with different lobe profiles are engaged. As the rotors turn, the
volume between the M and F rotor lobe profiles and the compressor casing gradually increases starting
from the suction side.
As the rotation continues, at a certain point when the volume reaches its maximum, the rotors isolate
the gas (volume), which is enclosed by the rotors and the compressor casing, from the suction port and
then continues rotation.
Figure 2-15 Suction Process

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.5 Mechanisms
2-19
2.5.3 Compression Process
As the rotors rotate further, the volume between the rotor lobes decreases while the sealing line moves
toward the discharge side, which compresses the trapped refrigerant gas.
2.5.4 Discharge Process
The volume between the rotor lobes decreases to a level predetermined by the discharge port. With the
rotations of the rotors, the compressed refrigerant gas is pushed out to the discharge port.
2.5.5 About Volume Ratio (Vi)
Volume ratios (Vi) of C-series screw
compressors are indicated in performance tables
or catalogs by using port symbols L and M.
The volume ratio represented by each symbol is
as follows:
L=2.63, M=3.65.
Which volume ratio (L or M) should be used is
decided according to operating conditions. If the
compressor is used with a volume ratio that does
not match operating conditions, operation will go
inefficiently wasting the power.
The relationship between volume ratios and
generally used compression ratios is as follows:
Figure 2-18 Volume Ratio
(Vi)
κ
= πi =Pd/Ps κ= Cp/Cv of refrigerant gas
Vi = Design volume ratio πi = Design compression ratio
As Vi is affected by the constant of the refrigerant gas, its value that corresponds to the compression
ratio will change depending on the refrigerant gas.
Figure 2-16 Compression Process
Figure 2-17 Discharge Process

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.5 Mechanisms
2-20
(A) Properly adapted Vi to load condition
(B) Improperly adapted Vi to load condition
Figure 2-19 Relationship between Volume ratio (Vi) and Operation Conditions

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.5 Mechanisms
2-21
2.5.6 Capacity Control Mechanism
The capacity control mechanism, by moving a slide valve, lets suction gas (immediately before
compressed) bypass and advance to the suction side, to help shorten the rotor portion used for
compression. The slide valve is located at the bottom of the casing in which the rotors mesh together,
and is constructed to move parallel to the rotor shaft. This movement is changed by a cam mechanism
into rotation movement. Its position (namely, capacity control ratio) is indicated externally and, at the
same time, fed back to the automatic control circuit by changing the electric resistance.
Figure 2-20 Capacity Control Mechanism
2.5.7 Bearings and Balance Piston
For the load acting on the rotor perpendicular to the shaft, sleeve-type white metal-lined bearing is used.
For the load acting along the shaft direction, face-to-face combination type of angular contact ball
bearings is used.
Special care is taken to cope with the load acting along the shaft direction. Because the M rotor is a
kind of helical gear and also because the thrust force produced by discharge pressure is larger than
that for F rotor, the load applied onto the M rotor is reduced by using not only a thrust bearing but also a
balance piston that applies pressure from the opposing direction.
2.5.8 Shaft Seal Block
To prevent refrigerant gas and oil leakage, a mechanical seal assembly is used for the shaft seal of the
M rotor.
Mechanical seal assembly is mainly composed of "rotating ring" installed on the rotor shaft and
"stationary ring" installed in the seal cover. Rotating ring rotates with the shaft, and slides each other
with the stationary ring while maintaining a micron class gap. The sliding each other place is called as
the sliding surface.
For example, the BBSE (Balance Bellow Single Seal) which is currently used as standard seal,
employs a stationary ring (mating ring) made of special cast iron, a rotating ring made from carbon, and
O-rings for the packing.
Figure 2-21 Slide Valve in the
Main Rotor Casing

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.6 Gas and Oil Flow
2-22
2.6 Gas and Oil Flow
The compression process of the screw compressor is as described in the preceding paragraphs.
Gas of the compound 2-stage screw compressor 3225**C is sent from the evaporator, and passes
through the strainer and check valve. It is drawn in from the upper central area (1) of the compressor,
compressed at the low-stage side (2), and then discharged at (3).
(3) and (4) are connected with a pipe. At the mid point of the pipe, that gas is mixed with the gas from
liquid cooler which was used for super-cooling.
Lubricating oil injected at the low-stage is, while kept mixed with gas, suctioned from (4) into the
high-stage.
After being compressed at (5), the gas mixed with lubricating oil is discharged from (6), and is sent from
the oil separator to the condenser.
Even if without intermediate gas cooling, oil provides cooling effect.
So, the high-stage discharge temperature is maintained at a temperature not higher than 90°C.
Figure 2-22 Gas Flow

2202MYJE-MY-C8-N_2018.02.
Chapter 2 Compressor Specifications and Structure
Compound 2-stage Screw Compressor 3225**C 2.6 Gas and Oil Flow
2-23
Oil Supply Route
As shown in Figure 2-23, lubricating oil is split into five flows. After completing each role, the oil
flows to the rotor messing part of the high-stage, and in addition to return to the low-stage rotor
meshing part through the external piping. At last, both oil mixed with compressed gas and
discharged from the compressor.
In standard configuration, oil injection is not performed at the high-stage.
Figure 2-23 3225**C Oil Supply Route

2202MYJE-MY-C8-N_2018.02.
Chapter 3 Installation
Compound 2-stage Screw Compressor 3225**C 3.1 General Precautions for Installation
3-1
Chapter 3 Installation
3.1 General Precautions for Installation
This chapter (Installation) assumes that the compressor is installed to a standard refrigeration /
cold storage/gas compression package unit.
If the package unit you are actually using is not the standard type refrigeration/cold storage/gas
compression package unit, prepare a proper installation manual by referring to the description in
this chapter and paying due consideration to safety, before installing the compressor.
If there are any questions, please contact our local sales offices or service centers.
In some cases, it may be required that installation is performed by qualified personnel. Make
sure that the work is performed by qualified personnel in compliance with local laws,
ordinances and other regulations/requirements.
Before installing the compressor, please read this chapter and related documents attentively
and fully understand their contents.
Electrical works should be performed only by electrical engineers.
3.2 Installation Works
3.2.1 Unpacking
Confirm whether a compressor does not have abnormality including the damage.
If there are abnormalities or deficient parts on the compressor, please contact our sales offices
or service centers immediately.
Unnecessary packing materials should be discarded according to the laws and ordinances, or
your company's rules.
3.2.2 Storage
If you need to store the compressor before installation, perform the followings:
Store it indoors.
Infuse nitrogen gas into the compressor and seal it. (Pressure: Approximately 0.15 Mpa )
3.2.3 Transportation
Dropping of the lifted compressor may cause death or serious injury to the worker.
Do not stand under the lifted compressor.
1. For lifting the compressor within the safety limit, use lifting equipment and tools appropriate for the
mass of compressor.
2. Secure sufficient space for safe lifting.
3. Always check the wire ropes before using them. Thoroughly check the wire ropes for problems
such as kinks, knots and broken strands. Do not perform lifting before confirming the safety of the
wire ropes. If you cannot make a correct evaluation or judgment, entrust an expert to check.

2202MYJE-MY-C8-N_2018.02.
Chapter 3 Installation
Compound 2-stage Screw Compressor 3225**C 3.2 Installation Works
3-2
4. To lift the compressor, attach the wire ropes to the appended eye bolts by using appropriate
shackles and hooks. Refer to Figure 3-1 and Photo 002 in next page.
Use the eye bolts only for lifting the compressor. Do not use the eye bolts when lifting the
compressor together with additive equipment.
The compressor eye bolts must not be used for lifting the package unit. To lift the
package unit, use the lifting chains provided around the base or other lifting means
provided on the base.
5. Check path of compressor installation to make sure it is free of obstacles in consideration of the
compressor size.
6. Before lifting, check that the hook is located above the gravity center of the compressor.
7. Direct all the workers to stay clear of the work site before lifting.
8. Before lifting the compressor, alert all workers in area of dangers during lifting process by signal
(such as calling at the beginning of the work or making a signal by hand). Do not lift the
compressor unless the signals (such as calling out or hand signals) are completely understood by
the workers at site.
9. Slowly reel up the wire ropes until immediately before the compressor leaves the ground.
10. Then, reel up the wire ropes a little further until the compressor is slightly up away from the ground.
Check that the compressor is not tilted. If the compressor is tilted, return the compressor to the
ground and correct the tilt by adjusting the wire ropes. After that, restart the lifting operation.
11. Be sure to lift up the compressor slowly. If it is lifted rapidly, it may damage the lifting tools such as
wire ropes or a part of the compressor.
12. When the lifting work starts, observe to see if wire ropes and lifting tools are normal. Be sure that
the compressor is not tilted.
13. When moving the lifted compressor, always use guiding ropes.
14. When moving the compressor, turn away workers from the movement direction and check safety.
15. Do not lift the compressor above the safety passage unless absolutely necessary.
16. Do not lower the compressor on the safety passage. Always keep the safety passage free of
obstacles.
17. Remove any obstacles before lowering the compressor onto the ground. The compressor should
not be tilted or unstable.
18. Before lowering the compressor, announce to the workers around the working area in advance.
19. When lowering the compressor onto two or more blocks, align the tops of blocks so that the
compressor becomes stable horizontally on them.
20. Slowly lower the lifted compressor so that it is not damaged by shock.

2202MYJE-MY-C8-N_2018.02.
Chapter 3 Installation
Compound 2-stage Screw Compressor 3225**C 3.2 Installation Works
3-3
Outer Dimensions, Mass and Lifting Position
3225LLLC
3225LLMC
3225LLSC
3225LLC
3225LMC
3225LSC
Product mass (kg)
4150
4100
4020
3440
3390
3310
L (mm)
2960.5
2927.5
2820.5
2863.5
2830.5
2723.5
3225MLC
3225MMC
3225MSC
322SLC
322SMC
3225SSC
Product mass (kg)
3290
3240
3160
3150
3100
3020
L (mm)
2776.5
2743.5
2636.5
2604.5
2571.5
2464.5
Figure 3-1 Outer Dimensions, Mass and Lifting Position of Compressor
Photo 002 Lifting Position

2202MYJE-MY-C8-N_2018.02.
Chapter 3 Installation
Compound 2-stage Screw Compressor 3225**C 3.2 Installation Works
3-4
3.2.4 Preparation for Installation
Installation Space
Secure sufficient working space for easy operation, cleaning, maintenance, and inspection.
Illumination
Prepare illumination devices which allow easy operation, cleaning, maintenance, and inspection.
Ventilation
If natural ventilation is insufficient, install ventilation fans according to the relevant regulations.
Piping
Table 3-1 List of Connecting Pipes (Compressor)
Item
Dimensions
Remarks
Suction gas inlet
JIS 20K 350A (14")
See Figure 3-2.
Low-stage gas outlet
JIS 20K 200A (8")
High-stage gas inlet
JIS 20K 200A (8")
High-stage discharge gas outlet
JIS 20K 150A (6")
Lubricating oil inlet for low-stage bearing (journal)
JIS 20K 40A (1-1/2")
Lubricating oil inlet for High-stage bearing (journal)
JIS 20K 25A (1")
Oil inlet for oil injection
JIS 20K 20A (3/4")
Oil return inlet
JIS 20K 32A (1-1/4")
Oil return outlet of low-stage
JIS 20K 32A (1-1/4")
Oil return outlet of High-stage
JIS 20K 20A (3/4")
Lubricating oil inlet for low-stage capacity control (Load)
Rc3/8
Lubricating oil inlet for low-stage capacity control (Unload)
Rc3/8
Lubrication oil inlet for high-stage capacity control (Load)
Rc3/8・Rc1/2
Lubrication oil inlet for high-stage capacity control (Unload)
Rc3/8
Figure 3-2 JIS20K Flange Dimensions of Compressor (mm)
D t g
C
N-h
y
20A
100 4 51
75
4-M12×P1.75
21
25A
125 5 61
90
4-M16×P2
24
32A
135 5 71
100
4-M16×P2
30
40A
140 5 76
105
4-M16×P2
22
150A
305 5 216
260
12-M22×P2.5
35
200A
350 5 261
305
12-M22×P2.5
40
350A
540 5 480
480
16-M30×P3 (Special thread)
50

2202MYJE-MY-C8-N_2018.02.
Chapter 3 Installation
Compound 2-stage Screw Compressor 3225**C 3.2 Installation Works
3-5
3.2.5 Installation
3.2.5.1 Installation
Check that the surface of the package unit, where the compressor is to be installed, is even and
horizontal. If it is uneven and non-horizontal, tightening the bolts may lead to compressor deformation,
which may hinder normal operation.
3.2.5.2 Shaft Alignment between the Compressor and Driving Machine
Turn off the main power and control power of the driving machine before shaft alignment
work between the compressor and the driving machine. Be careful so that the power of
instruments does not turn on during shaft alignment work. If the power turns on during
shaft alignment work, the driving machine starts moving and there is a risk of being
entangled with the rotating shaft.
At the time of turning ON/OFF each electric power breaker, make sure to prevent
electric shock.
For shaft alignment work between the compressor and driving machine, use designated
tools in normal condition. If a worn or damaged tool or a tool unsuitable for the work is
used, there is a risk of being injured.
In the case shaft alignment between this product and the driving machine, be sure that the deviations
within the range shown in the Table 3–2. However, if alignment tolerance of the driving machine side is
more stringent than Table 3-2, please adjust to the request within the allowable value of the driving
machine side.
Table 3–2 Tolerance of Misalignment
Tolerance
Offset
6/100 mm
Angularity
3/100 mm (reference: Φ100 mm)
The Figure 3–3 and 3–4 show how to measure offset and angularity when performing the centering of
the shafts of the driving machine and this product using a dedicated hub, a dial gauge and a magnet
stand.
Figure 3-3 Measurement of Offset Figure 3-4 Measurement of Angularity

2202MYJE-MY-C8-N_2018.02.
Chapter 3 Installation
Compound 2-stage Screw Compressor 3225**C 3.2 Installation Works
3-6
3.2.5.3 Piping Connection
Refrigerant Piping
Observe the following when connecting the refrigerant piping to the compressor.
The compressor is one of the few devices installed within the package unit that have moving
components. These moving components are adversely affected by foreign substances within
the system (scale, dust, spatter, etc.). Therefore, when connecting the piping, do not allow any
of such foreign substances to enter inside.
Some compressors (mainly those for export) are charged with nitrogen gas to prevent rust. Be
sure to release the pressure before starting piping work.
Be sure not to allow moisture to enter the piping. There is a high risk that it will cause trouble
after the start of operation. Be sure to assemble piping when it is dry.
Cover flanges are attached to the compressor's low-stage gas outlet and high-stage gas inlet.
After installation, be sure to attach piping (intermediate piping) that links the both connection
ports.
Improper piping may cause operating problems such as oil not returning to the compressor or
liquid flow-backs.
When connecting the piping to the compressor, use piping that is the same size as the
compressor connection port. If the pipe size of the piping is smaller than the compressor
connection port, the flow of lubricating oil or refrigerant will be obstructed leading to problems.
Do not let the mass of the piping connected to the compressor applied onto flanges or joints.
Be sure to prepare proper supports for piping.
3.2.5.4 Equipment and Devices for Protection of the Compressor
Oil Filter
According to the requirements of the use of the package unit or the standard to apply, install an oil
filter of appropriate filtration precision in the lubrication system of the compressor.
In the case of general applications such as closed-cycle refrigeration systems, we recommend to
use an oil filter with beta ratio in the range of β
20
≥ 150 that conforms to requirements of NAS 1638
class 8 or ISO 4406 17/15/13.
When the package unit requires API 619 4th/5th edition conformity, use an oil filter with beta ratio in
the range of β
10
≥200.
The oil filter may be clogged just after test operation. We recommend installing two oil filters in
parallel. This will enable replacement of either filter during operation.
Oil Heater for Oil Separator
To preserve the temperature of the lubricating oil before starting the compressor, install an oil
heater on the oil separator. Make sure to install a protection function (e.g., with thermostat, etc.) to
the oil heater to prevent overheating.
Suction Strainer
When compatible (inter-soluble) oil is used, the mesh size of suction strainer should be not less
than 200 meshes. When incompatible (non- inter-soluble) oil is used, it should be not less than 100
meshes.
For details about compatible and incompatible oils, see Section 4.1 "Lubricating Oil (Refrigerant
Oil)" in this manual Chapter 4.
During the commissioning, small particles and scale may come from the system. We recommend
installing a finer filter temporarily.

2202MYJE-MY-C8-N_2018.02.
Chapter 3 Installation
Compound 2-stage Screw Compressor 3225**C 3.2 Installation Works
3-7
Compressor Protective Devices (Safety Devices)
To protect the compressor, install the necessary protective devices as described in Section 1.4.3
"Compressor Protective Devices" in this manual Chapter 1.
3.2.6 Airtightness Test
Perform an airtightness test on the package unit before starting commissioning. To prevent water entry
in the package unit, use nitrogen gas or dry air for the airtightness test.
3.2.7 Lubricating Oil Charge
TO select the lubricating oil to be used, refer to Section 4.1 "Lubricating Oil
(Refrigerant Oil)" in this manual.
When refilling lubricating oil, ensure that it is clean and does not contain foreign
matters.
Be careful that air and water are not mixed in when refilling.
To ensure that the lubricating oil does not absorb air moisture, keep it indoors in an
airtight container until use.
3.2.7.1 Initial Charge of Lubricating Oil
Depending on the package unit configuration and operating condition, specify the procedure, method
and amount of the initial charge of lubricating oil, and make sure to provide users of this product with
such information.
In determining the procedure and work procedure of the initial charge of lubricating oil, please care oil is
to be filled in the oil filter and oil cooler always.
3.2.7.2 Additional Charge of Lubricating Oil
Specify the procedure of the additional filling of lubricating oil based on the configuration of the package
unit, and make sure to provide users of this product with the information.
3.2.8 Charge of Refrigerant
Depending on the use working fluid and equipment configuration of your package unit, specify the work
procedure that considered safety enough, and conduct the refrigerant initial filling work accordingly.
In addition, specify the procedure of the additional filling of refrigerant, make sure to provide users of
this product with the information.
3.2.9 Check after Installation
Depending on the package unit to which this product is installed, formulate the necessary confirmation
items and methods for package unit after installation and conduct them accordingly before the
commissioning. In addition, make sure to record and keep the results of your confirmation.

2202MYJE-MY-C8-N_2018.02.
Chapter 4 Operation of Compressor and Unit
Compound 2-stage Screw Compressor 3225**C 4.1 Lubricating Oil (Refrigerant Oil)
4-1
Chapter 4 Compressor and Package Unit Operation
4.1 Lubricating Oil (Refrigerant Oil)
Lubrication management is very significant to keep the compressor in a good operating condition.
Take the following notes when managing lubricating oil.
4.1.1 Precautions for Selecting the Lubricating Oil
Selection of the lubricating oil should depend on the type of the refrigerant, the type of the
evaporator used with the compressor, and the conditions under which the compressor is
operated. Also to be considered when selecting lubricating oil are the properties of the oil that
include not only the viscosity but also such characteristics as compatibility in refrigerant,
separability from refrigerant, low temperature fluidity, high temperature thermal stability, etc.
We therefore recommend contacting our sales offices or service centers for choice of a
specified brand for your system.
Lubricating oil used for compressors must have a viscosity appropriate for lubricating the
bearings and other components in the compressors. The viscosity to be considered in this case
should be the viscosity the oil shows at the oil inlet of the compressor. The viscosity of the
lubricating oil significantly changes depending on the type of the refrigerant used in combination
with the oil. If the refrigerant dissolves in the oil (or the oil and refrigerant are compatible), the
viscosity of the oil drops to a level remarkably below the level required for operation of the
compressor under some operating conditions. On the contrary, if the refrigerant does not
dissolve in the oil (or the oil and refrigerant are incompatible), the viscosity may become too high
when the supply oil temperature is low. For this reason, the lubricating oil must be selected such
that it is supplied to the compressor with an appropriate viscosity (kinematic viscosity of 13 to 40
mm2/s) in the operating state.
The circulation of the lubricating oil for the entire system must be considered. After lubricating
and cooling each part of the compressor, the lubricating oil is discharged with refrigerant gas.
Most of the oil which is discharged from this compressor is trapped by the oil separator and is
cycled to the compressor. A small quantity of refrigerant oil goes to the condenser and the
evaporator. The lubricating oil is required to have sufficient fluidity and stability inside each part
in the refrigerating cycle where temperatures differ.
Note that some lubricating oils cannot be used depending on the combination with the
refrigerant. The following caution is an example case that is required especially attention.
Be careful since polyolester synthetic oil (POE) must not be used with ammonia
refrigerant.
4.1.2 Recommended Lubricating Oils
When selecting lubricating oil, not only compatibility with refrigerant but also effects on O-rings must be
considered. To prevent compressor malfunctions, we recommend the lubricating oil described below.
4.1.2.1 Recommended Lubricating oils for Ammonia Refrigerant
Polyalkylene Glycols (PAG) Based Synthetic Oil (compatible oil)
Brand
Kinematic viscosity (40°C) mm2/s
Manufacturer
Type
JOMO Freol PN46
46
JX
PAG

2202MYJE-MY-C8-N_2018.02.
Chapter 4 Operation of Compressor and Unit
Compound 2-stage Screw Compressor 3225**C 4.1 Lubricating Oil (Refrigerant Oil)
4-2
Mineral Oils (incompatible oils)
Brand
Kinematic viscosity
(40°C) mm2/s
Manufacturer
Type
SUNISO 3GS
30
Sun Oil
Naphthene
base
SUNISO 4GS
55
Sun Oil
REFOIL NS 3GS
30
JX
GARGOYLE ARCTIC C HEAVY
46
Exxon Mobil
GARGOYLE ARCTIC 300
68
Exxon Mobil
CAPELLA WF46
46
Texaco
CAPELLA WF68
64
Texaco
CP-1009-32
34
CPI
Hydrotreated
paraffinic base
CP-1009-68
69
CPI
REFLO 46A
46
Petro Canada
REFLO 68A
58
Petro Canada
CAPELLA PREMIUM
67
Texaco
RHT-68
68
Kluber
REFLO XL
59
Petro Canada
Synthetic Oils (incompatible oils)
Brand
Kinematic viscosity
(40°C) mm2/s
Manufacturer
Type
Acemire 300
59
Acemire
AB
Mycold AB68
53
BVA
ZERICE S46
46
Exxon Mobil
ZERICE S68
68
Exxon Mobil
BERREL FREEZE 46S
46
Matsumura Oil Co., Ltd.
CP-4700-32
31
CPI
CP-4700-68
56
CPI
Gold-Cold 300
53
Golden West
GARGOYLE ARCTIC NH68
64
Exxon Mobil
PAO+AB
REFLO SYNTHETIC 68A
62
Petro Canada
Gargoyle arctic SHC 224
Note
30
Exxon Mobil
PAO
Gargoyle arctic SHC 226(E)
Note
68
Exxon Mobil
Note: Use only a seal of the standard BBSE type.
4.1.2.2 Oils for Systems Using Hydrofluorocarbon (HFC) Refrigerants
Polyolester synthetic oils (POE) for R404A, R507A and R410A: compatible synthetic
oils
Brand
Kinematic viscosity
(40°C) mm2/s
Manufacturer
Type
SUNICE SL-68S
67
Sun Oil
POE
EMKARATE RL68H
72
Lubrizol

2202MYJE-MY-C8-N_2018.02.
Chapter 4 Operation of Compressor and Unit
Compound 2-stage Screw Compressor 3225**C 4.1 Lubricating Oil (Refrigerant Oil)
4-3
Polyolester Synthetic Oil (POE) for R134a: compatible synthetic oil
Brand
Kinematic viscosity (40°C) mm2/s
Manufacturer
Type
JOMO Freol α100
107
JX
POE
When using lubricating oil of a brand not described in this section, or when using
lubricating oil along with refrigerants or gases not described in this Section, please
contact us.
4.1.3 Change of Lubricating Oil Brand
When changing the lubricating oil for another brand for some reason, pay attention to the following:
The change of lubricating oil brand may cause problems in operating conditions and
the compressor. When changing the lubricating oil brand in use, make sure to
contact us because appropriate steps must be surely followed.
Package unit composition differs depending on the characteristics of lubricating oil
(compatible/incompatible with refrigerant). As a general rule, changing compatible oil
to incompatible oil or vice versa is not allowed.
Lubricating oil contains various additives to fulfill necessary lubricating conditions. Types of
additives and their mixing ratio depend on each oil brand. We, therefore, recommend to avoid
mixed use of different brands of lubricating oil. If mixed brands of lubricating oil are used, the
different additives in the lubricating oil may react with each other and produce foreign
substances like slurry.
If it is necessary to change the brand of lubricating oil, collect as much as oil as possible from
the compressor as well as from the condenser, evaporator, and all other refrigerating unit
components before charging the new lubricating oil. After 100 to 200 hours of operation, replace
the oil again.
When changing the lubricating oil for one of a different brand, be sure to ask the lubricating oil
supplier whether such change does not cause any problem. In particular, before changing
current lubricating oil for new one by a different supplier, ask both manufacturers for any
possible problems that may result from the lubricating oil change.
There is no problem in changing the viscosity level within the same brand. However, make sure
that the viscosity grade will not cause problems during operation. (Example : SUNISO
3GS→SUNISO 4GS)

2202MYJE-MY-C8-N_2018.02.
Chapter 4 Operation of Compressor and Unit
Compound 2-stage Screw Compressor 3225**C 4.1 Lubricating Oil (Refrigerant Oil)
4-4
4.1.4 Precautions for Handling lubricating oil
When refilling lubricating oil, ensure that it is clean and does not contain foreign matters.
Be careful that air and water are not mixed in when refilling.
To ensure that the lubricating oil does not absorb air moisture, keep it indoors in an airtight
container until use.
4.1.4.1 Precautions for Handling Polyalkylene Glycol (PAG)
PAG oil is much more hygroscopic than mineral oils and any moisture mixed in the oil may lead to rust,
corrosion and wear within the package. When handling PAG oil, pay special attention to the following
points.
Do not perform oil charging in rainy weather or at a place with high humidity to prevent
absorbing moisture.
Before charging, remove as much moisture as possible from the system by exhausting it with
a vacuum pump for a sufficient length of time and leaving the system in vacuum condition
overnight.
Do not open the lid of pail (oil container) until just before charging. Once the can is opened,
finish the oil charge as quickly as possible. (Finish the charge of a single can of oil within 15
minutes.)
Cover any gaps between the pail opening and the charge hose so that foreign substances or
moisture cannot enter. A more effective way is to substitute any space inside the pail with
nitrogen gas .
Always charge all oil from the pail. Even if some oil remains, do not use it subsequently.
If any oil drops on a painted surface, wipe it away as soon as possible. Otherwise the paint
may come off.
4.1.4.2 Precautions for Handling Polyolester (POE) Oil
This type of oil has high hygroscopicity as polyalkylene glycol, and also exhibits hydrolyzability under
high temperature environments. Moisture entry must be avoided. Therefore, special attention must be
paid as with PAG when handling POE.
Finish the charging in as short a time as possible after opening the pail to minimize exposure
to air.
Make sure that all oil in a pail is used in a single charging. Any remaining oil must be stored
indoors with the can lid closed tightly. Do not attempt to store it for a long time.
Because POE can hydrolyze, make sure to perform an oil analysis regularly in the package to
see if any abnormal conditions are present.

2202MYJE-MY-C8-N_2018.02.
Chapter 4 Operation of Compressor and Unit
Compound 2-stage Screw Compressor 3225**C 4.1 Lubricating Oil (Refrigerant Oil)
4-5
4.1.5 Lubricating Oil Management Criteria
Lubricating oils that are managed by the criteria are classified into the following categories:
(1) Synthetic oils: Polyalkylene glycols (PAG)
(2) Mineral oils: Naphthenic base oils and paraffinic base oils
(3) Synthetic oils: Alkylbenzene (AB) and Polyalphaolefine (PAO)
(4) Synthetic oils: Polyolesters (POE)
Oil sampling and analysis is recommended every six months.
If the following control criteria are not satisfied, replace the oil.
◆ Note that the water content of PAG shall be excluded from the above oil replacement criteria.
Refer to the Note *1 in the following table.
The analysis items and the criteria are shown in the following tables. Please note that these
management criteria may be changed without notice.
Table 4-1 Synthetic Oil (PAG)
Item
Criteria
(a) Color phase
ASTM color scale: 4.0 or less
(b) Total acid number (TAN)
0.1 mg KOH/g or less
(c) Kinematic viscosity
Within ±10 % from that of fresh oil
(d) Water content
2000 mass ppm or less Note1
(e) Degree of contamination
Degree of contamination measured by mass method (Millipore value)
shall be 15 mg/100 mL or less
Table 4-2 Mineral Oil and Synthetic Oil (AB, PAO)
Item
Criteria
(a) Color phase
ASTM color scale: 6.0 or less
(b) Total acid number (TAN)
0.3 mg KOH/g or less
(c) Kinematic viscosity
Within ±15 % from that of fresh oil
(d) Water content
100 mass ppm or less
(e) Degree of contamination
Degree of contamination measured by mass method (Millipore value)
shall be 15 mg/100 mL or less
Table 4-3 Synthetic Oil (POE)
Item
Criteria
(a) Color phase
ASTM color scale: 4.0 or less
(b) Total acid number (TAN)
0.2 mg KOH/g or less
(c) Kinematic viscosity
Within ±10 % from that of fresh oil
(d) Water content
200 mass ppm or less
(e) Degree of contamination
Degree of contamination measured by mass method (Millipore value)
shall be 15 mg/100 mL or less
Note 1: Synthetic oils (compatible with ammonia) are so highly hygroscopic that they can absorb
moisture at the time of sampling. In addition, the ammonia content they have absorbed may
be detected as the water content at the time of the analysis, making it difficult to precisely
measure the water content. Thus, use the criterion value only as a reference.

2202MYJE-MY-C8-N_2018.02.
Chapter 4 Operation of Compressor and Unit
Compound 2-stage Screw Compressor 3225**C 4.1 Lubricating Oil (Refrigerant Oil)
4-6
4.1.6 Lubricating Oil Replacement Timing
4.1.6.1 After Starting the Initial Operation
As the oil can easily be contaminated and degraded relatively quickly during the initial operation due to
scales and deposits remaining in piping and vessels, be sure to sample and analyze the oil after 500
hours of operation.
If it is found as a result of the analysis that the criteria given in Tables 4-1 to 4-3 are not satisfied, the oil
must be replaced.
4.1.6.2 During Normal Operation
Lubricating oils will degrade gradually as the system is operated over time.
The rate of degradation depends on the operating condition, type of oil and amount of foreign matters
and moisture contained in the oil.
The lubricating oil must be sampled and analyzed every six months. If it is found as a result of the
analysis that the control criteria given in Tables 4-1 to 4-3 are not satisfied, the oil must be replaced.
If the oil filters are frequently clogged or the oil color quickly becomes darker and unclear, replace the
oil after removing the cause of the problem.

2202MYJE-MY-C8-N_2018.02.
Chapter 4 Operation of Compressor and Unit
Compound 2-stage Screw Compressor 3225**C 4.2 Precautions for Operation
4-7
4.2 Precautions for Operation
If the package unit is used in the refrigeration cycle, please keep in mind the contents of this section in
particular.
4.2.1 Prevention of Liquid Flow-back Operation
Liquid flow-back is a phenomenon where refrigerant that did not completely evaporate with the gas
reaches the compressor. Liquid flow-back may cause insufficient lubrication of the compressor,
abnormal vibrations and noises, and abnormal foaming of lubricating oil (too much oil loss). To prevent
liquid flow-back, properly adjust the expansion valve of each liquid cooler.
For details, refer to Chapter 6 "Troubleshooting" in this manual Chapter 6.
4.2.2 Purging of Non-Condensable Gases
Some types of refrigerants emit bad smells or toxic gases. Make sure to ventilate the
air during work.
When handling fluorocarbon refrigerants, remember that they are prohibited from
being purged into air by law.
If there is a leak on the low-pressure side of the system, air may enter the package unit.
If non-condensable gas like air enters the package unit, the condensing pressure rises and the energy
consumption increases. This leads to uneconomical operation.
Follow the procedure below to check for non-condensable gases.
1. When the compressor is stopped, allow the cooling water to flow to the unit's condenser for at
least 15 minutes. Check the condensing pressure by using the pressure gauge of the compressor.
2. Check the cooling water temperature.
3. Compare the condensing pressure checked in step 1 above with the refrigerant saturation
pressure that depends on the cooling water temperature (as shown in the table below).
Table 4-4 Typical Refrigerant Temperature and Saturation Pressure
■ Unless otherwise noted, the pressure unit MPa represents the gauge pressure in this manual.
4. When the pressure inside the condenser and the refrigerant saturation pressure that depends on
the cooling water temperature are approximately equivalent, non-condensable gases do not exist.
When the pressure inside the condenser is 0.05 MPa or more higher than the refrigerant
saturation pressure that depends on the cooling water temperature, there is a possibility of
non-condensable gases entering the unit. In that case, purge the non-condensable gases from
the condenser.
Temperature °C
Pressure MPa
Ammonia
R404A
R507A
R410A
R134a
0
0.328
0.509
0.523
0.699
0.192
4
0.396
0.590
0.606
0.807
0.237
8
0.472
0.678
0.696
0.924
0.287
12
0.557
0.775
0.795
1.053
0.342
16
0.652
0.881
0.903
1.193
0.403
20
0.756
0.996
1.021
1.346
0.471
24
0.871
1.121
1.148
1.513
0.545
28
0.998
1.256
1.286
1.693
0.626
32
1.137
1.401
1.435
1.887
0.714
36
1.289
1.559
1.595
2.098
0.811
40
1.454
1.728
1.768
2.324
0.916

2202MYJE-MY-C8-N_2018.02.
Chapter 4 Operation of Compressor and Unit
Compound 2-stage Screw Compressor 3225**C 4.3 When Stopping the Compressor for a Long Time
4-8
4.3 When Stopping the Compressor for a Long Time
When stopping the compressor for a long period of time, make sure to perform the following steps.
Turn off the motor main power.
Turn off the oil heater power and the control power.
Close the suction stop valve and discharge stop valve.
If the operation stop period is 1 month or longer, perform the following checks.
Operate the oil pump for 10 seconds per week.
After that, rotate the compressor shaft (10 rotations or more).
Measure the package unit pressure once per month.
Check for refrigerant leakage once per month.
When restarting the compressor after an operation stop period of 1 year or longer, check the system for
refrigerant leak and analyze the lubricating oil. If it is found as a result of the analysis that the control
criteria given in this Chapter, Section 4.1.5 Tables 4-1 to 4-3 are not satisfied, the oil must be replaced.
Also check the motor insulation resistance.
Supply power to the oil heater at least 1 day before operation start.
Before starting the operation, confirm that the refrigerant is not condensed in the package unit by
checking the package unit temperature and pressure.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.1 Precautions for Maintenance and Inspection
5-1
Chapter 5 Maintenance and Inspection
5.1 Precautions for Maintenance and Inspection
When reading this Section, also refer to Section 1.1 in this manual Chapter 1.
When entering the machine room for maintenance services, ensure that sufficient
ventilation has been started and measure the oxygen concentration so that there is
no risk of oxygen deficiency. The ventilation must be continued steadily until the
work is completed.
For performing the inspection work, be sure to prepare safety shoes, protective
glasses, gas mask and other proper protective equipment and do not fail to use
them whenever they are required.
After stopping the machine and before working on a regular inspection or overhaul,
be sure to shut off the main motor power, control power, and other power to each
equipment and valve. After they are shut off, be sure to make the switches
inoperable by others. Also, be sure to attach notification tags to prohibit operation
(lock-out/tag-out).
When any manual stop valve has been closed, be sure to make the valve
inoperable by others and put a notification tag to prohibit the operation (tag-out).
When the compressor is to be overhauled, check that the internal pressure of this
product is at the atmospheric pressure before starting the work.
When using lifting devices, e.g. a crane, etc. and/or lifting tools, ensure that they
can sufficiently withstand the load.
When lifting a heavy load object, do not allow anyone’s body to put under it.
The work to turn each power supply ON/OFF or operate a lifting unit must be
exclusively performed by qualified personnel.
When using electric tools, ensure that they are properly managed in accordance
with each instruction manual. Especially before using and while using, be sure to
follow the care instructions on the safety of each instruction manual.
Be sure to use only genuine parts for replacement. Using parts that are
not genuine can cause damage to this product or other devices during operation.
Do not convert or modify this product or its components without prior permission
from MAYEKAWA. Otherwise, it can lead to an unexpected accident.
Exercise sufficient care for handling a heavy load, and use such a lifting device as a
crane or work with an adequate number of personnel commensurate with the
magnitude of the weight. Also, be sure to use stud bolts (safety retention bolts) and
other support tools for the work. Neglecting the above warning can lead to low back
pain of the worker or injury due to dropping of the parts.
If two or more people are to work together, be sure to clearly define the work
procedures to
share a common understanding among all workers before performing the work.
Not only the work to turn each power supply ON/OFF or operate a lifting device, but
also any type of work requiring qualification must be exclusively performed by
qualified personnel.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.1 Precautions for Maintenance and Inspection
5-2
When checking the operation data of units and executing other daily maintenance
services, pay particular attention to avoid touching the area heated to a high
temperature causing skin burns or inadvertently moving the handle of a valve
leading to an erroneous operation.
In the disassembly/inspection workplace, secure a sufficient space for temporary
storage of the removed parts and tools, replacement parts, and for the
disassembling work as well as safety passages, and then put up necessary off-limit
signs.
In the workplace, secure a sufficient space and refrain from putting tools directly on
the floor or from haphazardly laying wires.
Keep the floor clean all the time. Leaving the floor smeared with oil and the like
causes it to be slippery and may result in the fall and injury of personnel. Thus, do
not leave it but wipe it off right away.
Make sure that the temperature of the high temperature sections such as bearing
heads and discharge lines has been cooled down to normal ambient temperature,
before working on them.
When disassembling and reassembling the compressor, use the specified tools
properly. Before starting to use those tools, gain the full understanding of their
characteristics and the method for use.
During the maintenance service, keep the tools clean all the time. Using those tools
smeared with oil increases the risk of slip and fall, leading to an injury. Also during
the service, there is a risk of foreign matters intruding inside the compressor to
cause its damage.
Parts are slippery with oil. Fully watch out for the risk of any object falling down.
Pay attention to any parts falling down, which could lead to personal injury.
Before disassembly, inspections, and handling of the compressor, sufficiently
understand the disassembly and assembly procedures.
This manual is not intended to provide complete disassembly and assembly
procedures for the compressor. Instead, it describes only the important points in
relation to the maintenance service of the compressor.
If complete disassembly and assembly of the compressor are required, please
contact your nearest sales office or service center of MAYEKAWA.
When removing a part, be careful not to damage it.
Place the removed parts on a clean workbench in an orderly manner.
For cleaning parts, use kerosene and/or machine parts cleaner.
Washed parts shall be dried by compressed air or wiped up using clean cloth. Do
not use synthetic textiles or woolen textiles to prevent fibers from attaching the
parts.
When separating the assembled compressor casings, sometimes it is difficult to
separate them due to the gasket stuck. In such a case, never hammer in a screw
driver or flat chisel into the gap. Screw jack bolts using the screw holes to separate
the casing each other. When some gap is observed between them, use a scraper
to remove one side of the gasket from the surface.
Removed bolts from each part should be classified into each used section to
prevent confusion.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.2 Maintenance and Inspection List
5-3
5.2 Maintenance and Inspection List
5.2.1 Daily Management
For the purpose of daily maintenance, check the items listed in Table 5-1 "Daily Inspection Item" and
record the results.
Regularly recording the daily operational data in an operation log makes it possible to detect any
significant change in the system. This practice is particularly effective in preventing possible failures of
the compressor.
It is particularly important to keep track of the records that indicate the relationship between the
temperature and pressure, as it is closely related to the evaporation and condensation of the refrigerant,
in quickly finding any abnormal condition of the compressor or the system.
Keeping an operation log in this way can facilitate the efforts to properly track down the cause of failure
or accident that may occur in the compressor or the system, making it easier to quickly and accurately
deal with the situation.
Table 5-1 Daily Inspection Items
Inspection item
Inspection details
Checkpoints and actions
Compressor
Hours of operation
hour
Total hours of operation
Used to determine the timing of
regular maintenance and
inspection
Suction pressure
MPa
Difference from the pressure
that corresponds to the
specified evaporation
temperature
Cleanliness of the cooling pipe
surface
Temperature and flow of the items
to be cooled
Intermediate
pressure
MPa
Difference from the normal
pressure during rated operation
If the pressure is too high (or too
low), check the conditions of the
high/low-stages.
Discharge pressure
MPa
Difference from the
condensation pressure for the
specified cooling water
temperature
Cleanliness of the condenser
cooling pipe
Mixing of non-condensing gas
Amount and temperature of the
cooling water
Oil supply pressure
MPa
Difference from the discharge
pressure
Whether the differential pressure is
decreasing or not
Liquid flow-back operation
Wear of compressor parts
Pressure loss of the
oil filter
MPa
Pressure difference between
the inlet and outlet ports of the
oil filter
Contamination of the lubricating oil
Clogged oil filter
Suction temperature
°C
Whether upper or lower limit
temperature is not exceeded
Temperature and flow of the items
cooled
Suction degree of
superheat
°C
Whether the degree of
superheat is appropriate or not
Adjustment of expansion valve
Insufficient refrigerant circulation
Intermediate
temperature
°C
Whether upper or lower limit
temperature is not exceeded
Adjustment of the intermediate
expansion valve
Discharge
temperature
°C
Whether it is within the upper
limit temperature
Mixing of non-condensing gas
Supply oil temperature, insufficient
amount of oil supply
Compressor failure
Supply oil
temperature
°C
Whether upper or lower limit
temperature is not exceeded
Cleanliness of the cooling pipe of
the oil cooler
Capacity control
loading
%
Normally operation
Damaged coil of the solenoid valve
Improper manual valve adjustment
of the solenoid assembly
Leak at the
mechanical seal
mL/hr
Amount of leak per hour
Mechanical seal failure
Noise and vibration
-
Abnormal noise and/or
vibration
Compressor failure

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.2 Maintenance and Inspection List
5-4
Table 5-1 Daily Inspection Item (continued)
Inspection item
Inspection details
Checkpoints and actions
Others
Motor current
A
Whether it is increased from the
time of the commissioning
Compressor/motor failure
Oil level of the oil
separator
- Oil level height
Oil loss
Replenish oil
Liquid level of the liquid
receiver
-
Liquid level height
Replenish refrigerant
Refrigerant leak check
-
If any leak is found
Inside the machine room and in the
facility on the load side
■ Unless otherwise specified, the pressure unit "MPa" represents the gauge pressure in this
manual.
■ Daily Maintenance Items
1. Oil level height of the lubricating oil
If the oil level of the oil separator has reached the lower limit, charge the lubricating oil.
2. Oil filer element replacement
When the differential pressure between the inlet and outlet ports of the oil filter exceeds 0.1 MPa,
replace the filter element. During the period of initial operation, the pressure difference between
the inlet and outlet ports of the oil filter can quickly become large
3. Cleaning of suction strainer
Inspect the suction strainer when the operating hours of the compressor from the initial operation
starting has exceeded 500 hours.
If the filter used is a temporary filter for initial operation, remove the filter.
Also, as it is common that the differential pressure across the suction strainer can become large
in a short period of time, inspect and clean the suction strainer if the differential pressure is large.
4. Amount of oil leak from the mechanical seal
If the amount of oil leak from the mechanical seal is considered excessive, check the amount of
oil leak per hour. The table below shows the guideline on the acceptable amount of oil leak and
the amount that requires inspection.
If any damage is found on the mechanical seal in the inspection, be sure to replace it.
Table 5-2 Criteria of the Leakage from the Mechanical Seal
3225**C
Acceptable leakage amount (mL/hr)
≤ 6
Inspection is required (mL/hr)
≥ 18
Note: The values in the above table are only for guidance
purposes, and no guarantee is provided.
5. Contamination on the cooling water side of the condenser and oil cooler cooling pipe.
The degree of contamination and clogging of the cooling pipe can significantly vary depending on
the quality of the cooling water. If any gradual increase in the oil temperature and/or the discharge
pressure is observed during the initial period of operation, check and clean the cooling water side
of the oil cooler and the condenser regardless of the inspection schedule.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.2 Maintenance and Inspection List
5-5
5.2.2 Periodic Inspection
Conduct inspection for the following items according to the specified intervals.
In addition, observe relevant laws and regulations on the inspections and recording of the results that
are provided for other related items such as any safety devices (e.g. gas leak detectors), or other utility
(gas/electricity) protection devices that constitute the cooling package unit together with the
compressor.
Table 5-3 Periodic Inspection Items
Item
Inspection interval and Content
Remarks
Pressure gauge/pressure
sensor
Yearly inspection
Thermometer/temperature
sensor
Yearly inspection
Protection devices and
safety valves
Yearly inspection
Suction strainer
Inspection after 500 hours of initial
operation
Perform inspection and cleaning if
the differential pressure across the
suction strainer is high.
Yearly inspection and cleaning
Lubricating oil
Analyze the oil after 500 hours of
initial operation
Replace the oil if the analysis result
does not satisfy the control criteria
given in Section 4.1.5 "Lubricating
oil Management Criteria".
Analyze the Oil every six months
Oil filter element
Yearly replacement
When the differential pressure
between the inlet and outlet ports of
the oil filter exceeds 0.1 MPa,
replace the filter element.
Cooling water side of the
oil cooler
Yearly inspection
Clean it if it is heavily contaminated.
Cooling water side of the
condenser
Yearly inspection
Clean it if it is heavily contaminated.
Mechanical seal
Inspection every year or every
8000 hours of operation Note*
To be replaced if any abnormality is
found.
If it is difficult to stop equipment
except for scheduled inspections,
replace the part at each inspection.
Coupling
Inspection every year or every
8000 hours of operation Note*
Note*: The inspection shall be performed according to the operating period or operating hours,
whichever comes first.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.2 Maintenance and Inspection List
5-6
5.2.3 Guidelines for the Timing of Compressor Overhaul
While the overhaul interval for the compressor depends heavily on the conditions of use, type and
condition of the refrigerant and oil, the package unit, and other factors, the table below shows the
recommended interval of overhaul, as a guideline.
Table 5-4 Guidelines for the Timing of Overhaul Based on the Conditions of Use
(standard package)
Category of Operating Condition
Application Example
Guideline for the overhaul
timing
Relatively stable operating condition
Cold storage and
refrigeration
Every 5 years or 40,000
operating hours
Relatively variable operating condition
Ice maker/chiller
Every 4 years or 30,000
operating hours
Frequently started/stopped, and
relatively changing operating conditions
Heat pump
Every 3 years or 20,000
operating hours
Note 1: The above guideline is applicable only when the package unit is used under the standard
operating conditions separately defined. (Refer to Chapter 2, Section 2.3.2 "Operation Limits"
in this manual.)
Note 2: The above guideline is applicable only when the routine and regular inspection services that
are separately defined are performed. (Refer to Section 5.2.1 "Daily Maintenance" of this
chapter.)
Note 3: Inspect the compressor at the intervals of specified period or operating hours, whichever
comes first.
Note 4: The above guideline is for reference only, and not a warranty period.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.3 Compressor Disassembly Preparation
5-7
5.3 Compressor Disassembly Preparation
Although screw compressors are very reliable machines, it is still necessary to perform overhaul to
inspect internal parts after a certain period of operation.
This chapter 5 explains the essential points of disassembly methods, where to inspect on parts, and
reassembly procedure of the compound 2-stage screw compressor 3225**C.
In principle, overhauling of the screw compressor that require complete disassembly should be
performed in the maintenance factory. If you must do the overhaul work at the installation site due to
unavoidable reasons, use the methods described in the following paragraphs.
However, please note that regular overhaul work requires removal of the compressor from the base
frame. And then, the compressor should be placed on a work bench which has properly size area to
disassembling the compressor.
When moving the compressor from the unit base to the workbench, be sure to follow the instructions
given in Chapter 3, Section 3.1 "General Installation Precautions" and Section 3.2.3 "Transportation" of
this manual.
Note that some parts name given in the text of this manual is followed by a number enclosed in square
brackets [ ], which indicates the part identification number given in assembly sectional views or
exploded views.
5.3.1 Disassembly Tools and Workplace
Prepare necessary disassembly tools for the compressor by referring to Section 7.5 "Disassembly
Tools" in this manual Chapter 7.
In addition, prepare other necessary tools and materials including general hand tools, GC (green
carbonite) grinding stones, sandpapers of #80 to #100, about #400 to #800 sandpapers, parts cleaner,
lubricating oil, oilcan, empty can to receive drain oil, waste, etc.
If the overhaul work is to be done with the compressor removed from the installation base, prepare the
work bench whose size is at least around 1.5 times the length and the width of the compressor..
In addition, a special stand for the compressor is required in order to safely perform the
removal/fastening of bolts and plugs on the bottom side of the compressor. Refer to Section 5.3.5 of
this chapter.
To the extent possible, choose a dry and clean workplace free from sand or dust. Note that a sufficient
space is required around the compressor. In addition, it is necessary a temporary storage place for
disassembled parts.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.3 Compressor Disassembly Preparation
5-8
5.3.2 Replacement Parts
Prepare the genuine parts for replacement.
Parts listed in Table 5-5, we recommend to be replaced on the occasion of each compressor overhaul.
When ordering parts, be sure to inform the (a) model name, (b) serial number, (c) part name, (d) code
No. and (e) quantity required, to our sales offices or service centers.
In particular, if the serial number (b) is unknown, the details of the applicable design and manufacturing
specifications cannot be identified, and thus it becomes difficult to choose correct parts. So, make sure
to inform the (b) serial number to us.
Table 5-5 Replacement Parts of 3225**C Overhauling
P/N
Part Name
Code No.
Remarks
Q’ty.
6-1
Gasket, Suction Cover (1)
CS00600-320N
1
6-2
Gasket, Suction Cover (2)
CS00600-3225CN
1
12-1
Gasket, Bearing Head (1)
CS01200-320N
1
12-2
Gasket, Bearing Head (2)
CS01200-250N
1
17-1
Gasket, Bearing Cover (1)
CS01700-3225CN
1
17-2
Gasket, Bearing Cover (2)
CS73300-3225CN
1
23
Gasket, Balance Piston Cover
CS02300-250N
1
27-1
Main Bearing (1) with O-ring
CS0270-GRT
2
27-2
Main Bearing (2) with O-ring
CS0270-FRT
2
28-1
Side Bearing (1) with O-ring
CS0280-GRT
2
28-2
Side Bearing (2) with O-ring
CS0280-FRT
2
30
Balance Piston
CS03000-250
To be replaced if any
abnormality is found.
1
33
Balance Piston Sleeve
CS03300-250
1
35
O-ring JIS B 2401 P150
PA11-150
1
38-1
Thrust Bearing (1)
CS03800-320
2
38-2
Thrust Bearing (2)
CS03800-250P
2
39-1
Lock Nut (1) AN21
NG31-021
To be replaced if any
abnormality is found.
2
39-2
Lock Nut (2) AN17
NG31-017
2
40-1
Lock Washer (1) AW21
NG32-021
2
40-2
Lock Washer (2) AW17
NG32-017
2
49
O-ring JIS B 2401 G160
PA12-160
1
50
Oil Seal
CS05010-320VD
1
52
Gasket, Seal Cover
CS05200-320N
1
59
O-ring JIS B 2401 P32
PA11-032
1
63-1
O-ring JIS B 2401 G170
PA12-170
1
63-2
O-ring JIS B 2401 G190
PA12-190
1
65-1
O-ring JIS B 2401 P140
PA11-140
1
65-2
O-ring JIS B 2401 P155
PA11-155
1
66-1
Cap Seal (1) BE-140
CS06600-3225
1
66-2
Cap Seal (2) BE-155
CS06600-250
1
68-1
Guide Pin (1)
NE2506-016
To be replaced if any
abnormality is found.
1
68-2
Guide Pin (2)
NE2506-012
1
69-1
Lock Nut (1) AN10, Unloader Piston
NG31-010
To be replaced if any
abnormality is found.
1
69-2
Lock Nut (2) AN08, Unloader Piston
NG31-008
1
70-1
Lock Washer (1), Unloader Piston AW10
NG32-010
1
70-2
Lock Washer (2), Unloader Piston AW08
NG32-008
1

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.3 Compressor Disassembly Preparation
5-9
P/N
Part Name
Code No.
Remarks
Q’ty.
73-1
O-ring JIS B 2401 P44
PA11-044
1
73-2
O-ring JIS B 2401 G35
PA12-035
1
75-1
O-ring JIS B 2401 G150
PA12-150
1
75-2
O-ring JIS B 2401 G170
PA12-170
1
78
Ball Bearing, Indicator Cam #6000
CS07800-200
2
79
Snap ring C type External S10
NG12-010
2
82
V-ring, Indicator Cam VH10 NBR
CS08200-200B
2
86
O-ring JIS B 2401 G30
PA12-030
1
89-1
O-ring JIS B 2401 P24
PA11-024
2
89-2
O-ring JIS B 2401 P20
PA11-020
2
93-1
Gasket, Suction Flange (1)
CS71200-350N
JIS 20K 350A(14")
1
93-2
Gasket, Suction Flange (2)
CS71200-200N
JIS 20K 200A(8")
1
96-1
Gasket, Discharge Flange (1)
CS71200-200N
JIS 20K 200A
1
96-2
Gasket, Discharge Flange (2)
CS71200-150N
JIS 20K 150A
1
100
Mechanical Seal Assembly BBS-E
CS10002-320EBS
1
125-1
Set of Micro-switch (1)
CS1259-C
1
125-2
Micro-switch (2)
CS12500-200
2
129-1
Potentiometer (1) 1612 1k with Wire
CS1299-J
To be replaced if any
abnormality is found.
1
129-2
Potentiometer (2) 200-1K with Wire
CS1299-E10
1
202-1
Bevel Gear 1612D ID 6 mm
CS20100-1612C6
To be replaced if any
abnormality is found.
2
150
O-ring JIS B 2401 G220
PA12-220
2
-
Gear Coupling Assembly (Current Type)
CS1519-M
To be replaced if any
abnormality is found.
1
159
Knurled Cup Point Socket Set Screw
NA83610-025
To be replaced if any
abnormality is found.
1
160
Lock Nut AN15, Drive Hub
NG31-015
To be replaced if any
abnormality is found.
1
161
Lock Washer AW15
NG32-015
1
165
O-ring JIS B 2401 P40
PA11-040
1
197
O-ring JIS B 2401 P58
PA11-058
1
216-1
Gasket, Lubricating Oil Inlet Flange (1)
CS71200-040N
JIS 20K 40A
1
216-2
Gasket, Lubricating Oil Inlet Flange (2)
CS71200-025N
JIS 20K 25A
1
219
Gasket, Oil Injection Inlet Flange
CS71200-020N
JIS 20K 20A
1
237-1
Tortional Slip Washer (1)
CS23700-320
2
237-2
Tortional Slip Washer (2)
CS23700-250
2
328
O-ring JIS B 2401 P46
PA11-046
1
351
Gasket, Balance Piston Lubricating Oil
Outlet Flange
CS71200-020N
JIS 20K 20A
1
354
Gasket, Bearing Cover Lubricating Oil
Outlet Flange
CS71200-032N
JIS 20K 32A
1
357
Gasket, Main Rotor Casing Oil Return
Flange
CS71200-032N
JIS 20K 32A
1
421
O-ring JIS B 2401 P46
PA11-046
2(*SC)
(*MC)
431
O-ring JIS B 2401 P140
PA11-140
1 (M*C)
432-1
O-ring JIS B 2401 G165
PA12-165
4
432-2
O-ring JIS B 2401 G130
PA12-130
4
433-1
O-ring JIS B 2401 G165
PA12-165
4

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.3 Compressor Disassembly Preparation
5-10
P/N
Part Name
Code No.
Remarks
Q’ty.
433-2
O-ring JIS B 2401 G130
PA12-130
4
528
Oil Seal Sleeve with O-ring
CS52809-320VD
1
744
O-ring, Oil Seal Sleeve JIS B 2401 G90
PA12-090
1
-
Coupling Element
To be replaced if any
abnormality is found.
-
-
O-ring Set 3225C NBR
CS7109-0M
- - Gasket Set 3225C
CS7118-0M
-
In case of replacing the main/side bearings of No.27 and No.28, it is not necessary to prepare the
O-rings of No.432 and No.433 because the main/side bearings have the O-rings.
The sizes of O-ring No.432-2 and No.432-2 have been changed to G130 from G135 in October 2012
as a design modification.
● The part code of the O-ring is the one assigned to NBR which is standard material.
When the material of the O-ring is other than NBR, a different part code is used for
each material.
If you are using O-rings made from other than the standard material, please contact
us when placing an order.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.3 Compressor Disassembly Preparation
5-11
5.3.3 Refrigerant Gas Recovery
At the time the compressor operation is stopped, the pressure inside the compressor is still high. As
such, it is necessary to lower the pressure down to the atmospheric pressure before starting the
disassembly process. To do this, there are the following methods for example. Perform your recovery
work in an appropriate manner considering site conditions, requirements of regulatory laws and
regulations.
■ Use the bypass valve to release the high pressure gas in the package unit into the low pressure
side.
■ If there is an adjacent compressor to which a permanent bypass line is connected from this
compressor, operate the other compressor and lower the pressure through the bypass line.
■ Operate the refrigerating system and close the supply source valve to turn the gas into liquid, and
recover the liquid at the receiver.
■ Use a refrigerant recovery machine to recover the liquid at the receiver.
In using either method, prepare a working flow sheet of the system beforehand. Check the valves to be
controlled during the recovery work, according to the method to be used, by comparing them with the
ones in the flow sheet, and clearly note the valves to be operated, other connected devices, and tubes
on the flow sheet.
Two flow sheets must be prepared: one at the foreman and the other for posting in the workplace.
In addition, prepare a work procedure document for the refrigerant recovery work to reflect the actual
conditions of the workplace, and sufficiently share the work details among all the coworkers through
checking and confirmation before actually starting the work.
The gas mask and other protective gears required at each stage of refrigerant recovery work must be
prepared before starting the work.
Before the work, be sure to check and communicate the work details and procedure
among all coworkers, and carry out hazard prediction activities based on the
information shared. Neglecting to do this will increase the risk of on-the-job accidents
and injuries to a considerable level.
After closing (opening) a valve for work, conduct lockout/tagout to prevent it from
being handled accidentally during the work.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.3 Compressor Disassembly Preparation
5-12
5.3.4 Removal of Connections to the Unit
If high-pressure refrigerant gas or refrigerant-mixed lubricating oil remains inside the
compressor, refrigerant gas may blow off when the closed circuit is opened. This
may result in injury such as frostbite or loss of vision.
Be sure to confirm that there is no residual pressure before opening any pipe
connections.
When removing the compressor from the mounting base frame, the following parts must be
disconnected beforehand:
(1) Coupling to connect the compressor to the driving machine;
(2) Suction and discharge pipes of the compressor.
If the suction strainer is directly connected to the compressor, also remove the strainer;
(3) Oil supply lines to the compressor (Two journal oil inlet ports, one oil injection inlet port, and two
ports for each of the capacity increase and decrease controls);
(4) Electric wiring for capacity control operation (In some cases, the unloader indicator assembly may
be removed with the wiring left as it is. Refer to Section 5.4.1.1 in this chapter.);
(5) Compressor mounting bolts (foot bolts); and
(6) Intermediate connecting piping from the low-stage discharge port to high-stage suction port of the
compressor (In some cases, this piping is not removed, and the compressor is removed with this
piping attached.)
When removing oil lines from the compressor, there is possibility of gas and oil blowing out caused by
residual pressure. And any residual oil in the pipe will flow out. To be prepared for this, either check the
amount of oil outflow by slightly loosening the pipe joint or drain the oil from the oil temperature gauge at
the supply header before removing the pipe.
Work carefully in particular when disassembling the unloader cylinder block since there is residual
pressure and oil fills in the unloader cylinder. Moreover, prepare a larger volume container than the
unloader cylinder volume to receive oil flowing out.
For easy reconnection, disconnected electric wires should be properly marked for identification. Any
wrong reconnection may result in a startup failure or inability to operate the capacity control mechanism.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.3 Compressor Disassembly Preparation
5-13
5.3.5 Removing and Lifting the Compressor
The work to lift up or move the compressor must be performed by a qualified operator.
Make sure that the lifting equipment and wires have sufficient load capacity for the
compressor.
Never try to perform disassembly or assembly while the compressor is lifted in the air.
As the suction pipe is located immediately above the compressor, lift up or partially remove the pipe
such that it will not interfere with the lifting device.
For the lifting positions of the compressor, refer to Photo 002 or Figure 3-1 in page 3-3 of Chapter 3 in
this manual.
If the planned overhaul work includes separation between low-stage and high-stage blocks of the
compressor, place the compressor on a special stand as shown in Photo 003 and then remove eight or
more hexagon head cap screws around the bottom flange part. Never try to remove these bolts while
the compressor is lifted in the air. Note that these bolts cannot be removed once the compressor is
placed on the work bench.
Photo 003: Loosening Lower Flange Fastening Bolts
5.3.6 Draining Oil from the Compressor
Because considerable amount of oil is in the
compressor, it is necessary to drain the oil
beforehand.
The drain plugs are located on the bottom of
the suction covers [5-1], [5-2] and on the
bottom of the bearing head [11-1].
The most part of the oil will be drained from
these plug holes.
The remaining oil will be drained as
appropriate in the disassembly process on the
surface plate work bench.
The residual oil will mainly remain inside the a)
unloader cylinder, b) balance piston cover [22],
c) seal cover [51], and suction covers [5-1] and [5-2].
Have oil pans and waste ready to receive oil to be drained during the disassembly process.
Photo 004: Draining Oil from the Bearing Head

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-14
5.4 Disassembly and Inspection
During the overhaul work, be very careful in handling the parts. As the compressor is a delicate
machine that is operated at very high speed, a minor handling error could result in a situation where the
rotor and other major components must be entirely replaced. Another possibility is that it may cause a
failure or performance degradation when the compressor is operated after the reassembly.
Please fully understand the following sections before starting the work.
In general, the disassembly sequence will follow the flow shown on the left side of Figure 5-1
"Illustration of the disassembly sequence". Note that the sequence shown is an example, and it may
change depending on the situation. For example, it is allowed to separate the low-stage and high-stage
blocks at first, as shown on the right side of the flow.
Also, in the case of the flow on the left side, the sequence of disassembly may be reversed between the
unloader cover/unloader cylinder block and the mechanical seal block.
Figure 5-1 Illustration of the Disassembly Sequence

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-15
5.4.1 Unloader Indicator
Because the type 3225**C has a capacity control mechanism also on the high-stage, there are two
unloader indicator locations. The standard operation method is such that the capacity control is used
only on the low-stage during operation, and the capacity control on the high-stage is used to reduce the
load during the startup phase.
As a different control method may be used depending on the system, refer to the separate electrical
control schematic diagram for the plant.
Figure 5-2 Exploded View of the Standard Low-stage Indicator for 3225**C
5.4.1.1 Disassembly
■ In Case of Removing the Wiring only
When removing the wiring of the unloader indicator upon removing the compressor, it is necessary
to remove the cover as the indicator has a terminal block for the wiring. Perform the work according
to the following procedure, and after removing the wires, attach the cover to them for protection.
○ Low-stage
a) Loosen the hexagon socket head cap screws [212] that are fastening the indicator glass [141]. In
this, do not loosen the Phillips screws [210] on the same surface. In this way, the assembly
consisting of the parts [141], [202 to 207], [210], and [211] can be removed.
b) By removing the two each hexagon socket head cap screws [147A] and [147B] that are used to
fasten the indicator cover [146B], the cover can be removed.
c) As you can see the terminal block, remove the plastic cover on the block, and then remove the
screws to disconnect the wires.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-16
○ High-stage
Regarding the high-stage capacity control, the 3225*SC and 3225*LC types have the load
indication of 30 to 100% while the model 3225*LC has the load indication 0 to 100%. Accordingly,
the dial [137] and micro-switch cam [127] of the types *SC and *MC are for the indication of 30 to
100% while the type *LC has the standard dial and micro-switch cam for the 0 to 100% indication,
according to the standard (200UD/G) specification. Otherwise, the mechanism of the indicator is the
same between all types.
a) By removing the three hexagon socket head cap screws [147] that are used to fasten the
indicator cover [146], the cover can be removed.
b) The indicator cover will be removed with the glass [141] and spacer [142] attached. While the
glass and spacer are glued, be careful not to drop these as they may be separated from the
cover.
c) Remove the wiring.
Figure 5-3 Exploded View of the Standard High-stage Indicator for 3225**C
Photo 005: Removing Low-stage Indicator
Cover
Photo 006:Loosening Low-stage
Micro-switch Cam Fixing Screw

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-17
Photo 007: Removing High-Stage Indicator
Cover
Photo 008: Loosening High-stage
Micro-switch Cam Fixing Screw
■ For Further Disassembly (In case of Removing as Unloader Indicator Assembly)
As the indicator is an assembly to be removed as a whole, no further disassembly should be made
unless the purpose of the disassembly is to disassemble this part.
○ High and Low-stages
a) As a result of the previous disassembly process, the micro-switch mounting plate [121], which is
mounting the potentiometer, micro-switch, and micro-switch cam, can be removed.
b) Unscrew and remove the hexagon socket head cap screws [122].
c) Loosen the set screw [128] of the micro-switch cam.
d) After that, the assembly can be removed by pulling it in the axial direction.
Photo 009: Loosening high-stage micro-switch
base plate fixing bolt
Photo 010: Removing the high-stage indicator
block
5.4.1.2 Inspection
The inspection procedure is described in the "Reassembly" section of this chapter, as it is often the
case that the unloader indicator block is removed as an assembly and later inspected and adjusted
after the overhauled compressor is reassembled and installed on the mounting base. For details, refer
to Section 5.5.15 "Unloader Indicator" in this chapter.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-18
5.4.2 Unloader Cover
The unloader cover [74-1] [74-2] is mounted with the indicator cam [77-1] [77-2], which converts the
linear motion of the unloader slide valve to a rotational motion, and their mounting parts.
The indicator cam is supported by the ball bearing [78] and fixed to the cover with a bearing gland [80].
To make it airtight, the V-ring [82], spring [83], and spring retainer [84] are also attached.
The indicator cam has a spiral groove of 340° to cover the moving range of the unloader slide valve.
The indicator cam shaft is rotated being pushed by the guide pin [68-1] [68-2] on the top end of the
unloader push rod [67-1] [67-2].
Figure 5-4 Unloader Cover Block
5.4.2.1 Disassembly
a) Unscrew and remove the unloader cover mounting hexagon socket head cap screws [76-1] and
[76-2].
b) Pull the cover out in the direction parallel to the axis of the push rod in the unloader cylinder.
Carefully pull it straight, because if the unloader cover is pulled sideways, the shaft of the indicator
cam may be bent.
c) If the indicator cam will not move normally, check the spiral groove of the indicator cam, bearing,
and guide pin. The disassembly sequence is as follows:
c-1) As the bearing gland [80], which fixes the indicator cam in place, is secured by three
hexagon socket head cap screws [81] on the cylinder side of the unloader cover, unscrew
and remove these bolts.
c-2) Then, the indicator cam can be pulled out with the ball bearing [78] and the snap ring
(retaining ring) [79] attached to the shaft.
c-3) Inside the unloader cover, the spring retainer [84], spring [83], and then V-ring [82] are
assembled in this order. Because the V-ring is tightly engaged with the bore of the
unloader cover, the lip of the V-ring will be damaged when it is once removed, making it
unusable again. Therefore, be sure to replace it with a new one once it is disassembled.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-19
Photo 011: Removing the Unloader Cover
Photo 012: Ball Bearing for the Indicator Cam
Photo 013: Indicator Cam Mounting Parts
Photo 014: V-ring (Black part is NBR/FKM)
5.4.2.2 Inspection
a) Check the packing portion of the indicator cam shaft for any flaw. If the refrigerant leaks without any
flaw observed in this part, it should be due to a defect of the V-ring or installing the V-ring without
sufficient oil.
In this case, replace the V-ring.
b) Check the spiral groove of the indicator cam. If an abnormal flaw or wear is observed, replace it with
a new one.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-20
5.4.3 Unloader Piston and Unloader Cylinder
Inside the unloader cylinder [60-1] [60-2] is an unloader piston [64-1] [64-2] around which the cap seal
[66-1] [66-2] and O-ring [65-1] [65-2] are fitted. The unloader piston is assembled to the unloader push
rod [67-1] [67-2], which operates the unloader slide valve, with the lock nut [69-1] [69-2].
Figure 5-5 Unloader Cylinder Block
(Low-stage)
Figure 5-6 Unloader Cylinder Block
(High-stage)
5.4.3.1 Disassembly
a) Screw two M8 eyebolts into the threaded holes of the unloader piston [64-1] [64-2], and pull it fully
towards you.
b) Unbend the locking tooth of the lock washer [70-1] [70-2], which is used to fix the piston on the push
rod, such that the lock nut [69-1] [69-2] can be turned. Then, loosen and remove the lock nut.
c) Now, you can remove the unloader piston.
Photo 015: Release the Locking Tooth
of the Lock Washer (High-stage)
Photo 016: Use Lock Nut Wrench
to Loosen the Lock Nut
(High-stage)

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-21
b) The low-stage unloader cylinder [60-1] is
fastened by eight long hexagon socket head
cap screws [62-1] to the low-stage bearing
head [11-1] together with the bearing cover
[16].
Even when all the hexagon socket head cap
screws are removed, the unloader cylinder will
not drop off as it is securely engaged with the
bearing cover. Pull out the unloader cylinder
by holding the flange or rib.
c) The high-stage unloader cylinder [60-2] is also
fastened by hexagon socket head cap screws
[61] (× 2) and [62-2] (× 6). The high-stage
unloader cylinder is to be pulled out similarly
to Step b) for the case of low-stage cylinder.
However, if the cylinder is to be further
disassembled, leave the two bolts [61]
fastened. Remove the bolts [24] and [62-2]
fastening the balance piston cover [22] and
remove the unloader cylinder together with
the balance piston cover. In this, as oil
remains in the balance piston and side
bearing part, be careful of the oil that will
come out when the balance piston cover is
removed. If the gasket [23] is sticking and it
does not come off, screw in two M8 eye bolts
to the two forcing screw threads on the
balance piston cover to separate the gasket.
5.4.3.2 Inspection
a) Both the O-ring [65-1] [65-2] and cap seal
[64-1] [64-2] that are on the periphery of the
unloader piston [64-1] [64-2] must be replaced
by new ones.
b) As it is often seen that the inside of the
unloader cylinder has flaws or is contaminated
by oil residue, thoroughly clean the area and
use fine sandpapers to finish the surface.
Photo 017: Removing the Low-stage Unloader
Cylinder
Photo 018: Removing the Balance Piston
Cover and Unloader Cylinder
together
Photo 019: Removing the Cap Seal

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-22
5.4.4 Shaft Seal Block
Photo 020: Seal assembly
No.
Part Name
101
100
Mating ring
Stationary
rings
102
Insert lock pin
103
O-ring
109
Seal collar
Rotating
rings
111
Seal collar set screw
112
O-ring
528
Oil seal sleeve
529
Set screw for oil seal sleeve
744
O-ring
48
Retainer, oil seal
49
O-ring
50
Oil seal
20
Spring pin
Figure 5-7 Exploded View of BBSE-type Mechanical Seal Assembly and Rerated Parts
5.4.4.1 Disassembly
a) Of the eight hexagon socket head cap screws [53] securing the seal cover [51], remove six bolts
leaving two diagonally opposite bolts.
b) Loosen the remaining two screws alternately and evenly, a little at a time. When the screws are
loosened to some extent, the seal cover will be pushed by the spring force of the seal to create a
gap under the cover. The gap will not be created if the gasket is sticking to both surfaces. In this
case, free the cover by screwing M8 eye bolts into the jacking screw threads on the seal cover to
separate it.
c) As the oil inside will flow out through the gap, be ready to receive the oil with a container.
d) Pull out the seal cover in the direction of the rotor shaft axis. Inside the cover, there is the mating
ring fitted with the O-ring. In this, carefully remove the seal cover for the mating ring not to be
damaged by touching the shaft.
e) Remove the O-ring [49] between the seal cover and oil seal retainer [48].

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-23
f) After the seal cover has been removed, wipe clean the shaft and then check its surface. If any flaw
is found, use a fine sandpaper to smoothen the surface. This correction is intended to prevent
possible damage of the internal O-ring when the mechanical seal is pulled out.
g) Loosen the set screws [111] securing the seal collar [109] about three turns. Do not remove the set
screws completely. Loosen them such that their ends are retracted from the surface of the seal
collar. These two screws are located 90° apart from each other.
h) Pull out the mechanical seal assembly by holding the seal collar with your fingertips. While
removing the assembly, make sure that the ends of the set screws do not touch the shaft surface.
Any scratch on the shaft will cause leakage.
i) Pull out the oil seal sleeve [528] after removing the two set screws [529] .
j) Screw two M8 eye bolts into the screw holes in the seal retainer and pull out the seal retainer while
keeping it in the right angle with the shaft.
k) Remove the oil seal [50] that is atacched into the oil seal retainer.
Photo 021: Removing the Seal Cover
Photo 022: After Removal of the Seal Assembly
5.4.4.2 Inspection
a) Although it is instructed that the mechanical seal must be replaced after abnormality is found in the
inspection, only visually checking the sliding surface may be insufficient in determining any
abnormality. It is thus recommended to always replace it with a new one, similarly to the case of
O-rings and gaskets, if the inspection is done in such a way.
Also, if it is difficult to stop the compressor operation except for scheduled inspections, we
recommend to replace the mechanical seal assembly with a new one at every inspection of this
block.
However, even if the assembly is to be replaced without exception, it is still necessary to visually
check the condition of the sliding surface between the mating ring and the seal collar. If any
unevenness or flaw is observed on the sliding surface, analyze the condition to determine whether it
is due to aging, overheating, or other reasons in order to take necessary corrective actions.
b) Replace the O-rings every time the mechanical seal assembly is inspected because they normally
swell and deform over time.
c) Check the wear of the oil seal sleeve in the area it rubs against the oil seal lip.
If wear is evident, replace both the oil seal [50] and oil seal sleeve [528] with new parts. Since the oil
seal is made of a special material, only genuine oil seals must be used for the replacement.
Information on the O-ring [744] for the oil seal sleeve
A design modification was made in March 2010 to insert an O-ring [744] in the oil seal sleeve.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-24
5.4.5 Bearing Cover
The bearing cover [16] should be removed when the low-stage thrust bearing block is inspected or the
rotor is pulled out for inspection.
5.4.5.1 Disassembly
a) Unscrew and remove all the hexagon socket head cap screws [18-1]. The bearing cover remains
attached to the bearing head [11-1] with two alignment pins [19-1].
b) For safety, screw two stud bolts into appropriate top bolt holes.
c) There are two jacking screw holes in the opposite positions. By screwing in two left and right M8 eye
bolts evenly, the bearing cover will be separated from the bearing head. When some gap is
observed between them, use a scraper to remove one side of the gasket [17-1] from the body.
d) Further screwing in the eye bolts will disengage the bearing cover from the alignment pins.
At this point, if the bearing cover is not properly supported, it may fall or drop down
onto the rotor shaft to cause damage on it. So, be sure to protect the shaft with a
blanket or other protective covering before starting the work.
Photo 023: Removing the Bearing Cover
Photo 024: Removing the Bearing Cover

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-25
5.4.6 Separating High-stage and Low-stage Blocks
The high-stage and low-stage blocks should be separated before inspecting the gear coupling,
high-stage thrust bearing, main bearing, pulled out rotors, etc.
As explained at the beginning of Section 5.4 of this chapter, the separation may be done at the initial
step of the overhaul work.
5.4.6.1 Disassembly
a) As it is explained in the Section 5.3.5, the bolts on the bottom side must be removed by
placing the compressor on a special stand before starting the disassembly work.
b) Remove the hexagon socket head cap screws [18-2] that fasten the high-stage bearing head [11-2]
to the low-stage suction cover [5-1].
c) As the gasket [17-2] is sticking to both surfaces of the high-stage bearing head and the low-stage
suction cover, use the bolts [18-2] that have been removed to screw them into the jacking threads in
the bearing head to evenly push the suction cover to separate the two blocks.
d) The gear coupling assembly [151 to 161] for power transmission is located inside, on the side of the
M rotor shaft.
As the drive side and driven side of the coupling can be separated along the shaft axis, move the
main body exactly along the shaft axis to separate them.
Photo 025: Screwing in the Bolts to Push and
Separate
Photo 026: Separating the High-stage and
Low-stage Blocks
5.4.7 Gear Coupling
The gear coupling, which is used as a power transmission means, is divided into the high-stage and the
low-stage blocks, with each block attached to the corresponding M rotor shaft, and these two blocks are
directly connected by a drive sleeve.
5.4.7.1 Disassembly
a) The drive sleeve [151] can be removed by hand after the high-stage and low-stage are separated.
b) On the high-stage (driven) side, first loosen the knurled cup point socket set screw [159] on the
driven hub used for locking, and then pull out the driven hub. The driven hub can be easily pulled
out, as clearance fit is used.
c) To remove the low-stage drive hub [152], release the locking teeth of the lock washer [161] and
loosen the lock nut [160].
d) There are two screw holes in the drive hub.
Screw M8 eye bolts into these screw holes and pull out the drive hub. It can be easily pulled out, as
clearance fit is used.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-26
5.4.7.2 Inspection
Check the hub and sleeve for possible deformation of the gear teeth and wear on each tooth flank.
If it is found abnormal, replace the whole gear coupling assembly. At the same time, investigate the
cause of the abnormality.
Photo 027: Current Gear coupling parts
Photo 028: Low-stage Gear Coupling
Gear coupling mechanism of 3225**C models
The gear coupling of 3225**C uses a coupling hub and drive sleeve. While the old couplings (before the
design modification made in February 2011) have a stop on both outer ends of the sleeve to prevent the
sleeve from dropping off, the stops are placed on the inside of the drive sleeve after the design
modification (compatible with the old type).
After this design modification, the drive sleeve stopper [154] and stop ring [155] are no more used.
The gear coupling assembly consists of the items
151, 152, 153, 154*2, 155*4, and 159.
The gear coupling assembly consists of the
items151, 152, 153, and 159.
Figure 5-8 Conventional Method (Before the
Design modification in Feb. 2011)
Figure 5-9 New Method (After the Design
modification in Feb. 2011)

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-27
5.4.8 Removing Oil Injection Pipe
The oil injection pipe [85] is located at the bottom of the low-stage suction cover [5-1].
5.4.8.1 Disassembly
Remove the oil injection pipe gland [164], and then hold a M20 bolt screwed into the screw hole on the
head of the oil injection pipe to pull out the pipe.
Photo 029 Removing Oil Injection Pipe
Photo 030 Removing Oil Injection Pipe

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-28
5.4.9 Balance Piston
During the operation of a screw compressor, both
the rotation rate and the thrust load of the M rotor
are higher than those of the F rotor. Accordingly,
the service life of the thrust bearing for the M rotor
will be significantly shorter than that of the F rotor,
if no special measures are taken. As such, in
order to reduce the thrust bearing load on the M
rotor side, a hydraulic piston is used on the shaft
end of the rotor drive shaft to cancel the thrust
load.
◆ Note that no balance piston is used on the
low-stage. Because the low-stage pressure
condition is lower than high-stage, the service
life difference of the bearings is not so
significant compared to the high-stage.
5.4.9.1 Disassembly
a) Remove the snap ring [32] retaining the
balance piston [30] on the shaft using external
snap ring pliers.
b) Pull the balance piston straight out by
screwing two eye bolts into the screw holes.
While the rotor shaft has a balance piston key
[31], it is unnecessary to remove the key.
c) To prevent rotation of the balance piston sleeve [33], there are
hexagon socket head set screws [34] screwed from both the M rotor
side (balance piston) and F rotor side. So, loosen the set screw on
the F rotor side, and place the M rotor side screw under the suction
cover as shown in Photo 032.
d) Remove the snap ring [37] securing the balance piston sleeve using
the internal snap ring pliers. As the snap ring is pressed out by the
internal O-ring [35], slightly pushing it can easily remove the snap
ring.
e) Remove the balance piston sleeve and O-ring.
As clearance fit is used to engage the outside of the sleeve with the
suction cover, you can easily pull it out.
As there is an O-ring spacer [36], also remove the spacer.
5.4.9.2 Inspection
While you will be able to find some trace of wear on the inside surface of the balance piston sleeve,
such wear is not abnormal as it is caused because the clearance between the balance piston and the
sleeve is narrower than the clearance between the rotor shaft and the bearing.
Because enough clearance is given to the outside of balance piston sleeve in order not to apply the
bearing load to the balance piston, no further development of the wear is expected.
However, you should still carefully check the condition because when the side bearing is significantly
worn, the balance piston may also be worn.
Figure 5-10 Balance Piston Block
Photo 031
Photo 032

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-29
5.4.10 High-stage Suction Cover and Side Bearings
If the work sequence is such that the thrust bearing block is disassembled first and then the suction
cover is removed, there is a risk that, when the suction cover is separated from the main rotor casing,
the rotor may also be pull out and dropped. As such, in the procedure described in this manual, the
suction cover is removed first, and then the thrust bearing is disassembled.
In this procedure to remove the suction cover before disassembling the thrust bearing
block, it is necessary to sufficiently loosen the lock nut that are securing the thrust
bearing while the rotor is supported by both the main and side bearings, in order not to
damage the rotor during the disassembly process.
5.4.10.1 Disassembly
a) Remove the hexagon head bolts [45-2] and the conical spring washers [46-2] that are used to fasten
the thrust bearing gland [43-2], and then remove the gland.
In case of a former model which uses a rotation stopper fitting instead of a conical spring washer,
extend the bent plate of the rotation stopper and remove it from the hexagon head blot [46-2], and
then remove the hexagon head bolt and the thrust bearing gland.
Photo 033 Removal of Hexagon Head Bolts
Photo 034 Loosening the Lock Nut
b) Unbend the rotation stopper tooth of the lock washer [40-2] holding the lock nut [39-2] which retains
the inner race of thrust bearing [38-2] on the rotor shaft and loosen the lock nut using a lock nut
wrench.
c) As the height of the high-stage main rotor casing is low, the casing is installed like a bridge to
connect between the suction cover and the bearing head. As such, the main rotor casing will be
supported only by one side (i.e., overhang) when the suction cover is removed. To avoid this, either
place squared timbers or use a lifting device to properly support the main rotor casing.
d) Loosen and remove the hexagon socket head cap screws [2-2] securing the high-stage suction
cover [5-2] to the high-stage main rotor casing [1-2].
e) As the gasket [6-2] of the suction cover is sticking to the surface of the flange, screw two hexagon
socket head cap screws [2-2] that have been removed into the screw holes in the main rotor casing
flange to evenly push the suction cover. When some gap is observed between them, use a scraper
to remove one side of the gasket from the surface.
f) When it comes to the position the alignment pins are disengaged, pull out the suction cover at once
along the rotor axis.
g) As the high-stage suction cover is installed with an O-ring [328] and O-ring gland [326-2] in the
opening for the push rod to pass through, remove them. As the four bolts fastening the O-ring gland
are small (M5), be careful not to lose them.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-30
h) The side bearing [28-2] has been press fit from the balance piston cover side of the suction cover.
Remove the snap ring [29-2] using internal snap ring pliers.
i) Either push out the side bearing from the main rotor casing side using some block or pull it out using
a special tool such as shown in Photo 034. For the details of the special tool, refer to Section 5.5.2
in this chapter.
Photo 033 Pulling Out the Suction Cover
Photo 034 Removing the Side Bearing
5.4.10.2 Inspection
a) Check the oil inlet path to the balance piston part of the suction cover by spraying air or the like.
b) We recommend unconditional exchange of the side bearings on the occasion of the compressor
overhaul, but for confirmation of the compressor condition and system operating condition, carefully
check the sliding part metal surface of the side bearings.
If the metal surface is turned gray or any foreign matter is embedded, also carefully check the wear
of the rotor shaft.
c) The inside surface of the main rotor casing should have no problems because sufficient clearance is
provided. However, if any trace of scraping by the end of the rotor is found, it should be determined
that the thrust bearing is defective. It is also necessary to check the operational condition, such as
whether the system is operated for a long time with a high intermediate pressure.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-31
5.4.11 Low-stage Suction Cover and Side Bearings
Similarly to the case of the high-stage, the lock nut fastening the thrust bearing should be loosened
before removing the suction cover.
5.4.11.1 Disassembly
a) Remove the hexagon head bolts [45-1] fastening the thrust bearing gland [43-1] and O-ring [150].
As conical spring washers [46-1] are used together, be careful not to lose them.
b) Unbend the tooth of the lock washer [40-1], and loosen the lock nut [39-1].
c) Loosen and remove the hexagon socket head cap screws [2-1] securing the suction cover [5-1] to
the main rotor casing [1-1].
d) Drive in the alignment pins [3-1] to the main rotor casing side as shown in Photo 35. If it is not
feasible, screw in suitable bolts to the jacking screw holes on the flange to push the suction cover
evenly.
e) At this time, the alignment pins will also be disengaged. Even after the alignment pins are
disengaged, as the rotor shaft and side bearing are still engaged together, pull out the suction cover
carefully along the shaft axis (Photo 36).
f) Remove the snap ring [29-1] holding the side bearing using internal snap ring pliers.
g) Either push out the side bearing from the main rotor casing side using some block or pull it out using
a special tool such as shown in Photo 037. For the details of the special tool, refer to Section 5.5.2
in this chapter.
Photo 035
Photo 036
Photo 037
5.4.11.2 Inspection
Inspect the suction cover and side bearings in the same way as for the high-stage.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-32
5.4.12 Thrust Bearing Block
5.4.12.1 Disassembly of High-stage Thrust Bearing Block
Table 5-6 Component Parts of the High-stage
Thrust Bearing Block
P/N
Name
Q'ty
38-2
Thrust bearing (2)
2
39-2
Lock nut (2)
2
40-2
Lock washer (2)
2
42-2
Thrust bearing alignment spacer (2)
2
43-2
Thrust bearing gland (2)
2
45-2
Hexagon head bolt
8
46-2
Conical spring washer (2)
8
237-2
Torsional slip washer (2)
2
250-2
Thrust washer (2)
2
The high-stage thrust bearing block of 3225**C has no spacer for the thrust bearing outer race. While
the thrust bearing outer race spacer is used to support (i.e., ensure a sufficient support width for) the
outer race of the thrust bearing, 250 or higher models use no spacer for the thrust bearing outer race
because the case (bearing head) side has sufficient margin to the support it.
a) Remove the lock nut [39-2] that has been loosened. Then, remove the torsional slip washer [237-2],
lock washer [40-2], and thrust washer [250-2].
b) The clearance fit is applied to two gaps between the outer race of the thrust bearing and the bearing
head, between the inner race of the thrust bearing and the rotor shaft.
Prepare a 1 or 2 mm diameter aluminum wire, make the tip of the wire flat by hammering, and
slightly bend the tip to make a hook. Then, insert the tip of the wire between the outer race and the
ball retainer of the thrust bearing [38-2] to hook and pull out the bearing. In this way, the bearing can
be easily removed.
c) The whole thrust bearing will be removed helped by the surface tension of the oil on the side face.
If you have failed to remove the whole bearing at once, put the components in the order of the
removal.
d) Inside the thrust bearing is an alignment spacer [42-2] for the inner race on the rotor shaft side. The
M rotor side has a marking of "M", and the F rotor side has a marking of "F".
Neatly arrange the parts removed, i.e., the
thrust bearing gland, thrust washer, thrust
bearing, and thrust bearing alignment spacer,
separately for the M rotor and F rotor as shown
in Photo 040.
You must be very careful because if an
assembly error is made to result in a wrong
combination of parts after failing to neatly
arranging and separating the parts, it can lead
to performance degradation and/or dragging
accident due to overheating caused by being
too narrow clearance, for example.
Photo 040
Figure 5-11 High-stage Thrust Bearing Block

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-33
5.4.12.2 Disassembly of Low-stage Thrust Bearing Block
Figure 5-12 Low-stage Thrust Bearing Block
Photo 041
Unlike the high-stage, the low-stage thrust bearing block of 3225**C is using an oil supply spacer for
the combined surface. This is to facilitate lubrication of the ball bearing because as the rotor diameter
becomes larger, the rotor shaft diameter become larger. Thus, a larger thrust bearing is required and
the ball rotation speed increases accordingly. Furthermore, as with the high-stage, the low-stage thrust
bearing block of 3225**C has no spacer for the thrust bearing outer race.
a) Remove the lock nut [39-1] that has been loosened. Then, remove the torsional slip washer [237-1],
lock washer [40-1], and thrust washer [250-1].
b) Similarly to the case of the high-stage, remove the thrust bearing [38-1] and the thrust bearing
alignment spacer [42-1].
5.4.12.3 Inspection (High-stage and Low-stage)
a) The thrust bearing is normal if the bearing balls are found fully glossy after the thrust bearing has
been fully washed and cleaned. It is abnormal if the ball surface has tarnish streaky pattern.
b) Support the inner race with your hand and rotate the outer race. If you feel abnormal vibration on the
hand, the rolling contact surface of the inner or outer race or some balls may be in an abnormal
condition. So, carefully check the conditions. You could feel some irregular click even with a small
foreign matter that has entered during the removal process. In such a case, it should return to the
normal condition when high pressure air is used to blow out the foreign matters after washing and
cleaning the unit. If the bearing is determined to be defective, it must be replaced with new ones.
c) If the inner race and outer race can be easily separated, the wear is considered excessive. If so, you
cannot reuse the bearing.
d) After washing the bearing, you should be able to hear a clattering sound when the bearing is rotated
by hand. Such a sound is due to the motion of the ball within the backlash or play, or the gap
between the retainer and the ball. Such a sound will not be heard if the bearing is held horizontal
and turned. If some lubricating oil is applied after washing the bearing, the sound should not be
heard when the bearing is turned. If you can still hear the sound, the bearing is abnormal.
e) If any abnormality is seen in the thrust bearing in the above inspection, replace with new ones.
In addition, carefully check the reason whether due to mere aging or any problem with the operating
condition and/or lubricating mechanism.
f the compressor has been operated for more than 20,000 hours without replacing the thrust bearing,
it is recommended to replace the bearing with a new one for safely continuing the operation until the
next overhaul, even if no abnormality is found in the above described inspection.
As the bearing used for the compressor is a specially designed combined-type bearing, the
accuracy and material are different from normal ones of the same part number that may be
found in the catalogue of a bearing manufacturer. Be sure to use only genuine
parts for replacement. Otherwise, it will not be covered by the warranty.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-34
5.4.13 High-stage Rotors and Main Rotor Casing
5.4.13.1 Disassembly
a) While you can pull out the rotor either from the M or F side, you should be very careful in the work as
either rotor is very heavy.
When pulling out the M rotor (or F rotor) first, pull out about 2/3 of the full length of the rotor by
holding the shaft upward and turning it in the CW (or CCW) direction.
You should carefully note that the rotor must be rotated in the specified direction
while pulling it out. If the M (F) rotor is not turned during the pulling out process,
the F (M) rotor can also be pulled out together.
b) As a preparation, use a nylon belt or other lifting belt that will not blemish the lifting surface to
support the center of the rotor. Then, pull out the rotor while slightly lifting up the rotor using the belt.
Photo 042 Pulling Out the F Rotor
Photo 043 Lifting Up the F Rotor
Photo 044 Pulling Out the M Rotor
Photo 045 Lifting Up the M Rotor
c) The pulled out rotor should not be directly
placed on the floor. Use appropriate wood
boards to support the rotor as a cushion to
prevent blemishing or use V-blocks to support
the shaft to prevent blemishing of the outer
surface (See Photos 046 and 048.)
Photo 046

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-35
5.4.13.2 Inspection
a) No abnormality should be observed on the surface of the rotor lobes under normal operations.
Regarding the contact surface of the teeth, black luster should be seen on the root area of the M
rotor lobes and on the tip area of the F rotor lobes.
In other cases, when the suction gas or oil is contaminated by fine dust, there may be fine linear
scratches on the shaft surface, in the direction perpendicular to the shaft axis. If any such flaw is
found, use a fine sandpaper or grindstone to smooth the surface.
b) In case of ammonia refrigerant or gas compressor, the non-contact surface of the rotor may be
discolored by rust or deposits. Use sandpapers or others to finish the surface according to the
degree of the problem.
c) Then, check the bearing areas of the rotor shaft. Two types of finishing are used: one is the
induction hardening (polish finishing) for the standard specification, and the other is the hard
chrome plating (polish finishing), as a special specification. The most suitable finish is selected
according to the type of refrigerant and operation conditions.
Very little wear will be present unless the compressor is operated for a long time using dirty oil or
any hard matter is buried in the metal of the inner circumference of the bearing.
d) Check the portion of the shaft on which the thrust bearing is mounted for any trace to show that the
inner race of the bearing has rotated.
If the lock nut that fastens the inner race of the thrust bearing is loosened, or if the bearing is
abnormally worn, the inner race will become rotate. If any trace of rotation is seen, correct the
problem. Depending on the degree of the rotation trace, it might be necessary to replace the rotors
with new ones.
e) Check the inner surface of the main rotor casing.
There is a narrow clearance between the periphery of the rotor and the main rotor casing. Any slight
flaw present on the tip of the rotor teeth or on the inner surface of the main rotor casing, due to small
foreign matters, will not be a problem.
If there is any trace to show that the tips of the rotor teeth have hit the inner surface of the main rotor
casing, it is an abnormal condition. In such a case, the possible cause is that the main bearing
and/or side bearing is worn out. Take proper actions by finding the cause of the problem, such as
contamination of the lubricating oil or entrance of foreign matters.
5.4.14 Low-stage Rotors and Main Rotor Casing
Perform the work similarly to the case of the high-stage unit. The work should be very carefully
performed as the low-stage rotors are heavier than the high-stage rotors.
Also perform the inspection work similarly to the case of the high-stage unit.
As the low-stage M rotor is installed with a mechanical seal, do the work very carefully not to damage
the shaft. It is recommended to apply a protective tape on the shaft surface.
Photo 047 Pulling Out the Low-stage M Rotor
Photo 048

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-36
5.4.15 High-stage Bearing Head and Main Bearings
On the rotor mounting side of the bearing head [11-2], there is a gas discharge port as determined by
the operating conditions of the compressor. This discharge port affects the performance of the
compressor.
In addition, the bearing head has the main bearing that supports one end of the rotor.
5.4.15.1 Disassembly
a) Remove all the hexagon socket head cap
screws [2-2] fastening the main rotor casing
and the bearing head. Support the foot of the
main rotor casing using squared timbers.
b) Use jacking bolts to evenly push the block.
Once some gap is produced between the
main rotor casing and the bearing head, use a
scraper to detach the gasket from the bearing
head and put it on to the main rotor casing
side.
When the alignment pins are disengaged, the
bearing head is separated from the main rotor
casing.
c) The main bearing [27-2] is lightly press fit into the bearing head. When removing the main bearing,
first use internal snap ring priers to remove the snap ring [29-2]. Then, either use a plastic block or
other suitable element to push the bearing from the rotor side or use a special tool such as shown in
Photo 051 to pull out the bearing. For the details of the special tool, refer to Section 5.5.2 in this
manual.
Photo 050 Removing the Snap Ring Internal
Photo 051 Removing the Main Bearing
d) The unloader slide valve can be removed as an assembly by pulling it out from the bearing head
side. If no specific abnormality is found, no further disassembly is required.
e) The guide block stem [88-2] is screwed in from the bottom of the main rotor casing, and the guide
block [87-2] is engaged from the top. To replace the O-rings [89-2], remove the guide block stem.
5.4.15.2 Inspection
a) We recommend as well as the side bearings, unconditional exchange of the main bearings on the
occasion of the compressor overhaul, but for confirmation of the compressor condition and system
operating condition, carefully check the sliding part metal surface of the main bearings.
If the metal surface is gray or any foreign matter is buried, also carefully check the wear of the rotor
shaft.
Photo 049 Loosening the Fastening Bolts

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.4 Disassembly and Inspection
5-37
b) Check the condition of the surface of the bearing head on the rotor side, where the discharge port is.
Properly mend the surface if any flaw is observed. If the entire surface has significant flaws, either
the thrust bearing is defective or the end clearance adjustment is poor.
If oil compression has been caused during the operation, carefully and thoroughly check the area of
the discharge port in particular. If the continued use is in doubt at all, perform the penetrant testing
(color check) to determine if it can be used or not.
c) With the unloader slide valve mounted in position, check the step height between the slide valve
and the main rotor casing surfaces. Usually, the surface of the slide valve should be lower than the
surface of the main rotor casing.
If the top surface of the slide valve has a trace of hitting the rotor, the probable cause is that the slide
valve is worn or the rotor shaft/bearing is worn. Please contact our sales offices or service centers.
d) Check the properness of the slotted guide pin [68-2] at the tip of the unloader push rod [67-2] that
engages with the indicator cam [77-2].
5.4.16 Low-stage Bearing Head and Main Bearings
5.4.16.1 Disassembly
a) Unscrew and remove all the hexagon socket head cap screws [2-1].
b) Drive in the alignment pins [3-1] from the bearing head side to the main rotor casing side.
c) Use the jacking screw holes on the flange to separate the bearing head and the main rotor casing.
d) Separate them carefully along the shaft axis, as the unloader push rod [67-1] is engaged.
e) The main bearing [27-1] can be easily pulled out by removing the snap ring [29-1] and then lightly
tapping it from the rotor side via a pad. Otherwise, use a special tool to pull it out.
f) Remove the slide valve as an assembly, using the same procedure as for the high-stage unit.
Carefully perform the work, as you are handling a heavy object.
Photo 052 Removing the Snap Ring Internal
Photo 053 Removing the Slide Valve
Assembly
5.4.16.2 Inspection
The inspection must be performed similarly to the case of the high-stage.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.5 Reassembly
5-38
5.5 Reassembly
During the reassembly work, be very careful in selecting the correct replacement
O-rings of the specified standard, not to make a mistake regarding the size, material, for
fixed use, for sliding use, etc. Using a wrong O-ring can lead to oil leak or other
problems.
Some gaskets are not symmetrically shaped. In such a case, be careful not to misplace
the gasket. If the gasket is misplaced, it can lead to a significant problem such as
blocking any oil supply route on the casing.
After completing the disassembly and inspection procedures, start the assembly process.
First, read again Section 5.1 "Precautions for Maintenance and Inspection" in this Chapter 5.
Before starting the assembly, check the replacement parts once again.
Like gaskets, all O-rings that have been removed during the compressor disassembly must be replaced
with new ones.
The reassembly sequence is mostly the reverse of the disassembly sequence. First of all, clean the
work bench and the tools to be used.
Immediately prior to the assembly, use washing agent (e.g., kerosene, parts cleaner) oil to clean the
parts to be assembled, dry them with compressed air, and sufficiently apply lubricating oil, etc. For this,
prepare a sufficient amount of clean lubricating oil for the reassembly. Also, apply oil on both sides of
the gasket.
Because the assembly procedure is mostly similar between the high-stage and low-stage sides, the
following sections provide explanations that are commonly used for both stages. For this purpose, the
part number given in the common explanations will omit the distinction between high-stage and
low-stage by means of a hyphenated suffix (the suffix of [**-1] for low-stage and [**-2] for high-stage
part number will be omitted).
Please fully understand the details in this Section 5.5 for correct assembly work.
Table 5-7 Tightening Torques for Hexagon Socket Head Cap Screws
Torque unit
M6
M8
M10
M12
M14
M16
M20
M24
N・m
10
25
50
90
140
240
450
750
kgf cm
100
250
500
900
1400
2400
4500
7500
When fastening the hexagon socket head cap screws, use the tightening torque specified in the above
table.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.5 Reassembly
5-39
Figure 5-13 Illustration of the Assembly Sequence (Example)

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.5 Reassembly
5-40
5.5.1 Unloader Slide Valve and Guide Block
a) Attach two O-rings [89] on the guide block stem [88] and screw in the guide block stem securely
from the bottom of the casing. Then, mount the guide block [87] in the casing.
b) If the slide valve assembly has been disassembled, first make sure that the alignment position
between the slide valves [54] and [55] is accurately reproduced and then tighten the hexagon
socket head cap screws [58] with spring washers [267] at the specified torque. The outer diameter
of the spring washers used here is less than normal spring washers for hexagon socket head cap
screws. So, be careful not to mix up with other washers.
c) After using a grind stone or fine sand paper to lightly finish the circumference of the assembly,
mount the assembly in the main rotor casing. Then, slowly push-in the push rod while aligning the
groove of the slide valve with the guide block.
d) After it is assembled, hold the unloader push rod and move it for several times to check that it
moves smoothly. Then, carefully check the joint with the main rotor casing that there is no step
between them.
If there is a step, check it by reversing the orientation of the guide block first. If the step is still
present, it should be due to imperfect assembling, and it must be reassembled.
◆ A slight step between the surfaces of the unloader slide valve and the main rotor casing is
allowed if the slide valve side is lower.
If the step is such that the surface of the unloader slide valve is higher than the
surface of the main rotor casing, it is considered the problem of assembly. In such a
case, it must not be left uncorrected. Be sure to reassemble it. Otherwise, the
periphery of the rotor can make contact with the slide valve, resulting in a severe
damage.
e) The low-stage slide valve assembly has an oil injection pipe guide [168] on the opposite side of the
push rod. Do not forget to install the O-ring [59] (Photo 055).
Photo 054 Installing the Slide Valve
(low-stage)
Photo 055 O-ring for the Oil Injection Pipe
Guide

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.5 Reassembly
5-41
5.5.2 Bearing Head and Main Bearings
The main bearing (O-ring type) [27] is installed by a light press fit.
a) Align the notch on the main bearing with the spring pin [14] that is driven in into the bearing head
[11], and then push it in with a pad. For the alignment, it is convenient to use a tool such as a guide
bar.
b) After the bearing has been inserted, install the snap ring [29] to retain the bearing in position (Photo
056). Securely install the snap ring to be fully seated in the ring groove, by pushing the snap ring
with a guide bar or the like, or by lightly hitting the guide bar with a hammer while placing the guide
bar on the snap ring.
Photo 056 High-stage Bearing Head
Photo 057 Low-stage Bearing Head
c) On the low-stage bearing head [11-1], install the O-ring [197] in the part where the push rod passes
through. Then, use hexagon socket head cap screws [166-1] to install the O-ring gland [326-1].
When press fitting the bearing, it is recommended to prepare a collared plastic cylinder (spacer) that
exactly fits inside the inner diameter of the bearing and also a collared weight that fits inside the
plastic cylinder as shown in Figure 5-14. Then, hit the top of the weight for easy press fitting of the
bearing. Instead of the above, special tools are also available from us for the high-stage and
low-stage main and side bearings. These tools are similar to the above described weight, and the
surface finish of which is improved to eliminate the need of a plastic spacer (Refer to Chapter 7,
Section 7.5). You are welcome to place an order if necessary.
Figure 5-14 Example Tool for Press Fitting the Bearing

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.5 Reassembly
5-42
Photo 058 Low-stage Rotor Casing
and Bearing Head
5.5.3 Bearing Head and Main Rotor Casing
Since the bearing head gasket [12] is not symmetrically shaped, carefully check the
orientation when installing the gasket.
If you place the bearing head gasket by just hanging it on the stud bolts, the gasket
will protrude into the inside of the rotor casing when the casing is assembled. Apply
sufficient amount of oil, etc. to the gasket to make it fully attached to the surface to
prevent protruding upon the assembly.
a) In case of the low-stage, after fitting the unloader
push rod [67-1] into the hole of the bearing head
[11-1], slide either the bearing head or the main
rotor casing [1-1] to mate them together.
b) Lightly fastening two bolts [2] in symmetrical position.
Next, drive in the alignment pins [3] to fix the position
by using a copper or an aluminum hammer.
c) After tightening the bolts [2], check that the bearing
head gasket is not protruding into the inside of the
casing.
d) Also, move the slide valve back and forth to check
that it works normally.
e) As the full height of the high-stage main rotor casing
is lower than that of the bearing head, both centers
will not be aligned when they are placed on the work
bench. Therefore, either use a pedestal as used in
the disassembly process or lift the rotor casing using
a crane or other device to align the centers.
The assembly procedure after mating the both
casing flanges is same as the high-stage.
f) The bottom bolts that cannot be fastened on the work
bench are to be fastened later on.
Be sure to check for possible protrusion of the gasket after the bearing head and
rotor casing have been assembled together. If you forget to check it out, it may lead
to a measurement error in the end clearance adjustment process, as the gasket may
be placed in between the rotor end and the bearing head surface. Furthermore, if the
compressor is operated after the end clearance is erroneously adjusted and fixed in
this condition, it may compromise the performance.

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.5 Reassembly
5-43
5.5.4 Installing the Rotors
Note on the rotor profile of 3225**C
The rotor profile has been changed from the A profile to O profile from the production in November
1993. The biggest difference is the existence of lobe tip edge, as the A profile with lobe tip edge has
been changed to the O profile, which has no lobe tip edge.
The rotor must be sufficiently reworked. If any slight flaw is observed on the shaft surface in the area of
attaching the bearing or seal, use a sand paper to correct and finish the surface. After finishing the
surface to attach the seal, apply protective tape on the surface.
Both the M rotor and F rotor have a specific engagement position, and the position is marked by
carving.
In order to make it easier to match the positions when the rotor is installed into the main rotor casing, a
number is marked on the lobe tip: the M rotor has the marking on the discharge side, and the F rotor
has the marking on the suction side.
Photo 059 Mating Mark on the M Rotor
Photo 060 Mating Mark on the F Rotor
a) Apply sufficient amount of lubricating oil on
the main bearing in the bearing head and on
the bearing area of the rotor shaft.
b) While it is easier to mate the markings if the F
rotor is first installed into the casing, it is not a
mistake to install the M rotor first, as shown in
the photo to the right.
c) Regardless of which rotor is installed first, the
lobe of the M rotor with the carved marking of
"1" must be set in between the F rotor’s lobes
that are marked "1" and "2". As it affects
smooth engagement of the lobes as well as
the balance, be sure to mate the markings as
described above.
As the circumference of the rotor is touching the main rotor casing in this condition,
any rotation of the rotor should be kept to the minimum required. Otherwise, the
lobes tip of the rotor may be worn.
Photo 061 Installing the M Rotor

2202MYJE-MY-C8-N_2018.02.
Chapter 5 Maintenance and Inspection
Compound 2-stage Screw Compressor 3225**C 5.5 Reassembly
5-44
5.5.5 Suction Cover and Side Bearings
a) Similarly to the main bearing, the side bearing (O-ring type) [28] is machined to the size that will
allow light press fitting to the suction cover.
Press fit the bearing by aligning the notch position of the bearing with the spring pin [8] for
positioning the bearing driven-in on the suction cover. During the press fitting process, check that
the notch position of the bearing is at the pin position. If the position has been shifted, pull out the
bearing and try the press fitting process again.
b) After the bearing has been installed, install the snap ring [29] to retain the bearing. Make sure that
the snap ring is fully seated in the ring groove either by pushing the ring with a guide bar or tapping
the head of the guide bar while applying the bar on the ring.
Photo 062 Installing the High-stage Side
Bearing
Photo 063 Installing the High-stage Snap Ring
Photo 064 Installing the Low-stage Bearing
Photo 065 Installing the Low-stage Snap Ring
 Loading...
Loading...