


T51 • E51 SERIES
Pump Manual
HORIZONTAL CLOSE COUPLED PUMPS
VERTICAL FLANGE MOUNTED CLOSE COUPLED PUMPS
FLEXIBLE COUPLED PUMPS
Section T51 • E51 Page 501
Dated February 2014
97-4623-01-588
Distributed in the UK by.....
Pump Engineering Limited. Unit B1, Riverside Industrial Estate,
Littlehampton, West Sussex, BN17 5DF, United Kingdom
Tel: 01903 730900 Fax: 01903 730234
email: sales@pumpeng.co.uk Web: www.pumpeng.co.uk

T51 • E51 SERIES
General Instructions
1.
Section T51 • E51 Page 502
Dated February 2014
HORIZONTAL CLOSE COUPLED
PUMPS
VERTICAL FLANGE MOUNTED
CLOSE COUPLED PUMPS
FLEXIBLE COUPLED PUMPS
A. Inspection of Equipment
B. Storage
C. Placing Stored Pumps Into
Service
D. Application Considerations
E. Recommended Spare Parts
When properly installed and given
reasonable care and maintenance,
regenerative turbine pumps should
operate satisfactorily for many
years. They do not, however, have a
service life equal to that of low head
centrifugal pumps, which are not
subjected to the typical differential
pressures produced by the regenerative turbine pump. Because of the
high differential pressures expected
in a regenerative turbine pump,
close running clearances are used to
reduce internal losses. Abrasive particles, even microscopic ones, in high
enough concentrations, can open up
the close clearances between internal components. For critical services
it is recommended that you keep an
identical pump for stand-by use.
1A Inspection of Equipment
Immediately upon receipt of the
shipment, inspect the equipment for
damage or missing components.
Check the shipping manifest and
report any damage or shortage to
the Transportation Company’s local
agent. Inspect the crate and any
wrapping material before discarding.
Parts or accessories are sometimes
wrapped individually or fastened to
the skid.
Put the instructions that came with
the shipment in a safe place where
they will be available to those who
will be using them for installation and
service.
1B Storage
If the pump is to be stored before
use, it should be inspected as described in 1A, re-crated and stored
in a dry location. Standard shipping
containers are not suitable for outdoor storage. In some areas, it may
be necessary to cover the pump’s
exterior surface with oil or other rust
inhibiting coating. All units are tested
at the factory with a water/corrosion
inhibitor solution, some of which will
remain inside the pump upon receipt.
If units are ushed out prior to storage, this inhibitor will be removed
and proper care must be taken to
prevent product deterioration from
improper storage.
For storage beyond 30 days, a corro-
sion inhibiting protective uid should
be added to the internal pump cavities. Fluids used in the pump should
be selected for compatibility with
pump materials. This is very important when optional seal and gasket
materials have been used. Protective
caps on the inlet and outlets should
also be used. Caps alone are not suf-
cient protection.
1C Placing Stored Pumps Into
Service
Special care must be taken when
placing stored pumps into service.
First clean the outside and ush out
the inside with a process compatible
uid. Try to turn the pump using the
coupling or shaft. On close coupled
units, access to the shaft is between
the pump and motor. A vise grip or
other plier type gripping device may
be used directly on the shaft. Applying torque to the motor fan blades
is not recommended. If the impeller
does not break loose immediately, ll
the pump with a process compatible
uid and try again in a few hours.
If this fails, loosen only the pump cover thru bolts clamping the assembly
together, one full turn, no more. Fill
the pump with uid. Apply torque,
50 foot pounds maximum, to the
shaft. The pump should turn before
50 foot pounds is reached. If you
are successful at breaking loose the
unit, continue turning the pump while
re-tightening the thru bolts to their
original positions.
If the unit still won’t turn over, DO
NOT apply further force. Refer to the
Disassembly/Reassembly Instructions in Section 5 to determine the
cause of the problem.
1D Application Considerations
1D1 Electrical Wiring
All electrical equipment and wiring
should conform to local and National
Electrical Codes. Use the motor
manufacturer’s instructions for connecting the motor. Note the correct
rotation and wiring diagrams on the
assembly. Make sure the motor rotation and speed matches that required
for the pump.
1D2 Construction Materials
While it is reasonable to assume
that good judgment has been used
in selecting all the materials in the
pump for compatibility with process
uids, actual conditions sometimes
vary from original specications.
Also, typical material selection charts
do not consider all the temperature,
pressure, and uid variables. The
customer’s engineer should be
consulted for nal judgment on the
best materials for critical process
applications.
1D3 Valves
The rst valve to be considered for a
regenerative turbine pumping system
might be a pressure relief valve.
Because this type of pump has a
horsepower requirement similar to
that of a positive displacement pump
(constantly rising hp along with pressure increases) a relief valve can be
effectively used to limit horsepower.
This is helpful when a non-overload-
ing motor is specied. It can be of
critical importance if the system ow
rate can vary widely.
There are almost no circumstances
where a ow modulating valve will
work successfully in a regenerative
turbine pumping system. The steep
pumping characteristic produces very
large pressure changes with small
variations in ow rate. As a result,
the modulating ow from the valve
introduces sharp pressure shock
waves that shorten pump life and
may cause damage in other pieces of
equipment in the system.
If a shutoff valve is necessary in the
suction line, use a gate, ball, but-
tery, or other full port valve. Globe
or other ow restricting valves can
in some cases reduce pump ow or
increase chances of cavitation. A
swing check valve is recommended
in the suction line even when the

Section T51 • E51 Page 503
Dated February 2014
pump inlet is even slightly higher than
the uid source. It should be the
same size as the pump inlet or sized
based on reasonable uid friction
losses.
A foot valve is recommended when
lifting uid from a sump. This will
save wear and tear on any pump,
even those equipped with self priming capability.
A Y-Strainer is recommended immediately ahead of the pump on any
newly constructed system. This is
advisable due to the probability that
foreign material large enough to damage pump clearances may remain
even though the piping has been
ushed.
Valves in the outlet piping of a regenerative turbine pump should always
be open as far as possible when the
pump is started. This will reduce
the start-up load on the pump and
motor. Never start the pump with the
discharge valve closed.
The inlet valving should be open
when starting any pumping system.
Without some uid in the pump, it can
gall and lock up impellers. Violent
pump failure will result from continued operation with the inlet valve
closed.
1D4 Priming
Regardless of whether self-priming
equipment is used or not, always ll
the pump and vent it of air before
starting for best seal and pump life.
Under most circumstances, regenerative turbine pumps can be made to
self-prime as long as a small amount
of uid can be recirculated through
the impeller and the uid doesn’t heat
up noticeably.
1D5 NPSH (Net Positive Suction
Head)
The NPSH required varies with every
size and capacity of pump. The
NPSH required by your unit can
be obtained from the performance
curves or from your MTH representative.
If the NPSH available is not equal
to or greater than that required by
the pump, it must be increased or a
different pump selected. The usual
method for increasing NPSH is to
raise the static head on the pump
inlet, Hs.
By denition, NPSH means: “net
positive suction head” above the
vapor pressure of the pumped
liquid available at the centerline
of the pump. It should always be
given in feet of pumped liquid. The
NPSH is actually a measurement
of the amount of energy available
in the pumped liquid to produce the
required absolute entrance velocity in
the pump. If a pump requires more
energy (or NPSH) than is available at
a given capacity, the pressure at the
inlet will fall below the vapor pressure of the pumped liquid and loss of
performance will result.
Ps = Pressure in the suction vessel
in PSIA.
Pvp = Vapor pressure of the pumped
uid in PSIA.
Hs = Static height of the pumped uid
above (+) or below (-) the centerline
of the pump in feet.
Hf = All friction losses from the vessel
to the pump in feet.
Ps - P
NPSH = 2.31( )+Hs-H
sp. gr.
vp
f
For boiling liquids, Ps and Pvp are
equal. This item then becomes zero
and can be omitted from the equation.
1D6 Noise
Regenerative turbine pumps typically
produce a high pitched whine that
increases in intensity as the differential pressure produced in the pump
increases. While high frequency
sound is attenuated more easily than
lower frequencies, piping structures
and the uids in them readily transmit
noise. Motors, bearings, and other
rotating components add to the noise
and sometimes create objectionable
harmonics.
Careful pump installation can alleviate noise problems. Proper
alignment of the pump and driver
is essential. Adequate supports
for the inlet and discharge piping is
equally important. A degree of noise
reduction may be obtained when
the pumping unit is supported free
of building structures by the use of
vibration isolators and exible piping
and conduit connections. Elastomer
type couplings are the best choice to
separate motor noises from the uid
and piping structure.
1D7 Freezing
When ambient temperatures drop
below the freezing point of the uid
in a pump, consideration should
be given to heating, insulating, or
draining the pump. If you choose to
drain the pump, and it will only be for
a short period, rst remove the drain
plugs, and then drain the inlet and
outlet lines. Carefully blow out the
pump with compressed air to clear all
internal cavities of uid.
1E Recommended Spare Parts
FOR CRITICAL SERVICES - a
duplex installation, with two identical
pumping units in parallel, is the safest
and many times the most cost effective choice.
FOR IMPORTANT SERVICES - a
standby pump, ready for installation
is advised. Special pricing and new
pump warranty is offered for factory
rebuilding. Turn around time can
be as short as one or two days for
standard models.
FOR ROUTINE MAINTENANCE
- only the mechanical seals and a
complete set of “O” ring gaskets are
recommended. Should additional
components show wear, they are
available from stock at the factory.
FOR SERVICING A PUMP THAT
DOES NOT PRODUCE RATED
HEAD - mechanical seals, “O” ring
gaskets, impeller, motor bracket, and
cover.
FOR REBUILDING A PUMP - all the
components required for servicing,
plus bearings, shaft, and drive keys
for exible coupled pumps, should be
obtained. A factory rebuild should be
considered whenever your disassembly indicates rebuilding is necessary
as this is usually more economical.
The factory recommendation for
spare parts are all of those needed
for rebuilding a pump and are shown
on the exploded view drawings for
each individual type of pump.

T51 • E51 SERIES
Installation2.
FLEXIBLE COUPLED PUMPS
CLOSE COUPLED PUMPS
A. Location
B. Foundation
C. Leveling
D. Alignment
E. Piping
F. Typical Installation
In order to insure that pumping equipment is installed properly and to
obtain reliable pump operation, it is
recommended that only experienced,
qualied erecting engineers undertake this task. Read the instructions
thoroughly before beginning.
2A Location
The rst consideration for locating
a pump is elevation. The lowest
possible elevation using the shortest
possible suction piping is usually the
best. Questions regarding possible
locations should be resolved by making inlet head calculations including
all friction losses. The one producing
the highest inlet pressure should be
selected. One reason for this precaution is that, the greater the inlet
pressure, the less likelihood of NPSH
problems. Also a ooded suction is
particularly helpful on start-up when
the seals or the entire pump can
be ruined because it is not properly
primed and purged of air.
A dry, easily accessible location is
also important. Allow ample clearance around the unit for free air
circulation. If a dry location is not
available, the pump can be mounted
on a foundation, above the oor.
Specify motor enclosure, pump materials, or coatings to suit the worst
conditions expected. Place the pump
so that it can be easily inspected and
serviced during operation. Sufcient
head room should be provided, particularly when lifting devices will be
used for heavier assemblies.
2B Foundation
embed the edges. It is unnecessary
to completely ll under the baseplate.
DO NOT grout the unit to the foundation until it has been properly aligned.
The foundation must be a permanent rigid installation of concrete or
other material of sufcient mass to
absorb all normal vibrations. Locate
the foundation bolts using a layout
or template in relation to the suction
and discharge piping. If concrete is
being used, foundation bolts of the
specied size can be enclosed in a
pipe sleeve two to three diameters
larger than the bolts to compensate
for minor variations in alignment.
Close coupled pumps can be mounted on a steel base prior to installation
or mounted directly to the foundation.
Place shims under one or more of the
motor feet so that strain and distortion will not result when the mounting
bolts are tightened.
2C Leveling (Flexible Coupled
Pumps Only, Refer to Figure 2-1)
If the unit is received with the pump
and motor mounted on the baseplate:
1. Place the unit in position.
Figure 2-1
1/4”
Finished Grouting
3/4” to 1 1/2”
Allowance for
Grout
Section T51 • E51 Page 504
Dated February 2014
2. Disconnect the coupling halves.
Do not reconnect until all alignment procedures have been
completed.
3. Support the baseplate on metal
shims or wedges having a small
taper. (Refer to Figure 2-2)
a. Place shims close to the foun-
dation bolts. (Refer to Figure
2-3)
Figure 2-3
b. Also place shims close to
where the greatest weight is
located.
4. Check the baseplate for distortion:
a. Place a straightedge along the
baseplate to determine if it is
distorted.
b. Adjust the shims until the base-
plate is not distorted.
5. Use a section of pipe to determine
if the inlet and discharge openings
are vertical and located properly.
6. Correct the positions, if necessary,
by adjusting the shims.
2D Alignment
Although exible coupled pumps are
carefully aligned prior to crating and
shipping, it is very likely that strains
imposed during transit have altered
the alignment. Complete the following steps after the unit has been
placed on the foundation and leveled.
Baseplate
Grout
Leveling Wedges or Shims - Left in Place
Baseplates alone are not rigid
enough to maintain alignment of
the unit. The pump foundation is
used as a support for the baseplate
to maintain alignment of the unit. If
the baseplate is to be grouted to the
foundation, it is only necessary to
Dam
Foundation
Figure 2-2
Pipe Sleeve
Washer
Lug
Top of
Foundation Left
Rough - Clean
and Wet Down

Section T51 • E51 Page 505
Dated February 2014
The standard coupling supplied by
MTH Pumps has an elastomer member between two internal serrated
anges. They have smooth outsides
of equal diameter. These surfaces
are used for alignment procedures.
To check the PARALLEL alignment:
(Refer to Figure 2-4)
1. Place a straightedge across the
two coupling anges.
2. Measure the maximum offset
(A), Figure 2-4, at various points
around the periphery of the coupling. DO NOT rotate the coupling.
A
Figure 2-4
3. If the maximum offset exceeds the
Parallel dimension in Chart 1 for
your sleeve size, loosen the motor or pump and place thin metal
shims under the motor or pump
feet until the offset is corrected.
4. Torque down the motor or pump.
5. Recheck alignment.
To check the ANGULAR alignment:
(Refer to Figure 2-5)
C
1. Using a micrometer or caliper,
measure from the outside of one
ange to the outside of the other
at intervals around the periphery
of the coupling. DO NOT rotate
the coupling.
2. Determine the maximum (B) and
minimum (C) dimensions.
3. If the difference between the
maximum and minimum exceeds
the Angular dimension in Chart 1
for your sleeve size, loosen the
motor or pump and place thin
metal shims under the motor or
pump feet until the misalignment is
corrected.
4. Torque down the motor or pump.
5. Recheck the parallel alignment
above.
CHART 1
COUPLING TYPES JE, J, S
MAX. RPM & ALLOWABLE MISALIGNMENT
SLEEVE
SIZE
MAXIMUM
RPM
PARALLELAANGULAR
B-C
3 9200 .010 .035
4 7600 .010 .043
5 7600 .015 .056
6 6000 .015 .070
If the parallel or angular misalignment is great, this is an indication of
baseplate distortion and must be cor-
rected rst, refer to 2C Leveling.
After all leveling and alignment operations have been completed, piping
can begin. After the piping has
been completed, refer to 2E1, Piping
Alignment. Alignment of the unit must
be rechecked to make certain that no
piping strains are causing distortion.
After approximately two weeks of operation, check the alignment again to
make sure that temperature changes,
piping strain, or foundation variations
have not caused misalignment. If
alignment has been maintained over
this period, the pump and motor can
be doweled to the baseplate.
2E Piping
2E1 Alignment
It is important that all piping be lined
up and not forced into place. It is
recommended that you begin piping
at the pump. If the lines are ended at
the pump, particularly if the last piece
is cut a little too short or long, the
pump will be forced to meet the pipe
and strain or distortion will result.
2E2 Piping Support
Never allow the pump to support
piping. Other means such as pipe
hangers and pipe supports should
be used to carry piping to avoid
misalignment and distortion. Consideration should be given to thermally
induced expansion and contraction,
particularly in long runs of straight
pipe.
2E3 Piping Size
In general, outlet and especially inlet
pipe sizes should be equal to or
larger than those of the pump.
This may not, however, be the nal
determining factor. Many things,
including installation and operating
costs are involved in the decision.
Careful use of the pipe and tting
friction loss tables (as shown in the
Hydraulic Institute manual), along
with the appropriate pump performance curve, should be the basis for
judgments.
B
Figure 2-5

T51 • E51 SERIES
Operation
3.
Section T51 • E51 Page 506
Dated February 2014
FLEXIBLE COUPLED PUMPS
CLOSE COUPLED PUMPS
A. Rotation
B. Inlet and Outlet Locations
C. Foreign Material
D. Electrical
E. Adjustments
F. Cooling Water
G. Priming
H. Starting
I. Stopping
3A Rotation
The standard direction of rotation for
the pump is right handed, or clockwise, when looking at the motor end
of the pump. A rotation arrow, refer
to Figure 3-1, is located on the pump
to indicate the correct direction of
rotation.
Operating the pump in reverse will
cause substantial performance variations and can damage the pump.
Always conrm correct motor rotation
prior to connection of the coupling.
If this is not possible, perform a nal
rotation check as follows:
1. Jog the motor briey.
2. Observe rotation as the unit
comes to a stop.
3. Rotation should be in the direction
of the arrow.
If the motor operates in the wrong
direction:
1. Interchange any two leads on a
three phase motor.
2. On a single phase motor, change
the leads as indicated on the connection box cover. Some single
phase motors may not be reversible.
Outlet
3B Inlet and Outlet Locations
(Refer to Figure 3-1)
The pump inlet is located on the
end farthest from the motor. The
discharge or “outlet” can be on the
top, side, or bottom depending on the
model and construction of the pump.
Normal discharge position is on top.
3C Foreign Material
All regenerative turbine pumps have
close running clearances in order
to maintain efciency. Take extra
precautions to insure that no foreign
material larger than 25 microns
or .001 inches is allowed to pass
through the pump. Even particles
of this size will damage the pump
if allowed to circulate continuously.
Regenerative turbine pumps are not
designed for slurries.
Large particles, weld spatter, and
other material found in new piping
systems will bend the impeller vanes
and can sometimes lock up the
pump. If a new pump does not oper-
ate properly, the rst thing to check
for is damage from foreign material.
3D Electrical
It is important to be aware of and follow the appropriate local and national
electrical codes. Do not make wiring
alterations that can affect motor
rotation without reconrming correct
rotation. Select starter heaters and
wiring for the maximum current the
motor can use at full service factor
loads. When making electrical connec-
tions to motors provided with threaded
stud electrical terminals, the recommended torque should be 13-16 inch-lbs.
Applying torque in excess of this range
Rotation
Outlet
may cause damage. Regenerative
turbine pumps will typically use extra
power for a period until they run in.
This can take three to four weeks
depending on the duty cycle. During
this period, impellers are nding their
hydraulically balanced position.
3E Adjustments
No adjustments are required or
advisable on new pumps, other
than those required for installation.
Because of the tight tolerances of
regenerative turbine pumps, it is
not uncommon for the pump to be
difcult to turn over by hand after the
internal parts have been allowed to
dry out . New pumps from the factory
are tested using rust inhibiters to
help preclude this possibility. On site
system ushing may remove these
inhibitors and subject the pump to the
risk of lock up, if it is allowed to dry
out. In this case, do the following:
1. Fill the pump with uid (wait 2
hours).
2. Insert 5/32” Allen wrench into
lock collar setscrew and rotate
shaft, using the Allen wrench as
a handle. (DO NOT LOOSEN
SETSCREW)
3. Remove the Allen wrench.
4. Jog the pump momentarily using
the on/off buttons if so equipped.
5. This should “break” the impeller
loose without damage, unless
foreign material has entered the
pump.
This procedure will ush residue from
the close tting impeller surfaces. If
not immediately successful, refer
Rotation
Inlet
Figure 3-1
Inlet
Outlet
Inlet
Rotation

Section T51 • E51 Page 507
Dated February 2014
to Section 1, 1C Placing Stored
Pumps Into Service. Because of the
large areas of close tting surfaces
inside these pumps, it takes only
microscopic residue to produce substantial resistance to rotation. Once
loosened, this material is quickly
dispersed and the impellers nd their
hydraulic center. If these procedures
are followed carefully, no damage
will result from “breaking loose” the
impeller.
3F Cooling Water
When the pump is used to transfer
hot uids, consideration should be
given to cooling the seals and/or
selecting materials that will give
satisfactory seal life. The actual temperature at the seal faces, the most
critical area, will always exceed the
surrounding uid temperature. If seal
ushing lines have not been installed,
heat can build up on the seal faces
to a degree that may destroy the uid
lm necessary to prevent rapid wear.
In some cases it is necessary to cool
the seal ushing uid. Refer to the
seal manufacturers charts for guidance, or to selection data in the MTH
catalog, any time uids can reach or
exceed their boiling point.
3G Priming
Pumps should not be operated
unless they are completely lled with
liquid. Damage to parts of the pump
that depend on liquid for their lubrication can occur.
Impellers can seize quickly when a
pump is run dry. Without lubrication,
seal faces can be damaged from
heat buildup. Pumps can be easily
primed with a vacuum pump. An
ejector or liquid ring vacuum pump
is recommended because they are
not damaged if liquid enters them.
Connect the vacuum line to the discharge side of the pump, either in the
discharge opening or the drain tap.
A foot valve is not necessary when
this kind of device is used. When a
vacuum pump is not practical, a foot
valve in the suction inlet can be used
to prevent liquid from running out.
The pump and suction line can then
be lled completely from an outside
source. A vent opening will be nec-
essary during lling to let air escape.
A tight foot valve will keep the pump
constantly primed so that automatic
operation is possible. The valve
should be inspected regularly to see
that it does not develop leaks, allowing the pump to run dry. Optional
self-priming casings are available for
MTH pumps allowing priming when
a vacuum pump or foot valve is not
practical. Refer to specic literature
for details.
There are four components to the self
primer:
1. A check valve - necessary to
maintain a vacuum in the suction line as surging occurs in the
pump.
2. An air eliminator - used on the
discharge side of the pump to
separate air from liquid so the
liquid can be used again as air is
carried through the pump.
3. A recirculating line - carries liquid
from the air eliminator to the suction.
4. A uid chamber - used on the inlet
side to provide a supply of uid to
speed up priming.
Small suction lines are desirable to
minimize priming time.
Using the self priming casing, it is
only necessary to:
1. Open the plugs in both the inlet
and discharge chambers.
2. Pour uid in one until both are full.
3. Tighten both plugs.
4. Turn on the pump.
Priming time depends on lift, volume
of air in the suction line, and the size
of the regenerative turbine pump
used. If priming time is long and the
pump becomes warm, rell the priming chambers with fresh liquid. Most
turbine pumps will pump twenty-six
to twenty-eight inches of mercury
vacuum with cold water in the pump,
but have very little capacity and
therefore are not practical at lifts over
twenty-two feet.
The best way to prime a pump and
keep it primed is to use a ooded
suction. While this is not always
practical, it does provide a number of
advantages. The likelihood of pump
damage from dry running is eliminated. Suction lines may be large,
reducing line losses and minimizing
the potential of cavitation damage.
There are no check valves or priming
devices to fail or require maintenance. Whenever possible, design
pumping systems with a ooded
suction.
3H Starting
Before starting a pump for the rst
time, be sure that all the preceding
operations have been carried out.
Proper rotation, priming, and a free
turning pump are most important.
1. Start the pump with the minimum
possible line restriction.
2. Open discharge valves before
pressing the starter.
3. Start the pump and let the system
clear of air.
4. Listen for foreign material being
carried through the pump.
5. Slowly close necessary valves
or otherwise place the pump into
service.
6. Listen for indications of undue
load or other sounds indicating
problems.
7. Use a clip-on ammeter to check
for a steady load after ap-
proximately fteen minutes of
operation.
3I Stopping
It is best to stop the pump with the
least discharge head possible both
for minimizing strain on components,
and to be in low power mode in anticipation of restarting. If the pump will
be down for more than a few weeks
it is advisable to drain it. Follow the
instructions for long term storage,
Section 1 , 1B Storage. After any
prolonged stoppage, turn the pump
over by hand before restarting, to be
sure it is free.

T51 • E51 SERIES
4.
Service
Section T51 • E51 Page 508
Dated February 2014
PUMP ENDS
A. Preliminary
B. Disassembly C3 & P3
C. Disassembly C15 & P15
D. Disassembly D3 (E51)
E. Inspection of Components
F. Reassembly C3 & P3
G. Reassembly C15 & P15
H. Reassembly D3 (E51)
H. Testing and Final Adjustments
4A Preliminary
Before attempting any service on the
pump or motor, disconnect the electrical power to the pump motor. If the
pump and motor are to be removed
as a unit, note the wiring conguration. Use colored or numbered tape
to mark the wire connections of the
motor and power source, for reconnection. If the pump is being used to
transfer hot liquid, let the pump and
liquid cool before starting disassembly.
1. Disconnect the inlet and outlet piping before unbolting the pump and
motor. If the pipes are corroded,
use penetrating oil on the threads
to aid in removal.
2. Unbolt the motor from the base
and remove the unit. All work on
the unit should be performed on
an elevated workbench whenever
possible.
The disassembly and reassembly
procedures are broken into four sec-
tions covering the following units:
4B — Disassembly of the C3 and P3
Units (3 hp and under)
4C — Disassembly of the C15 and
P15 Units (5 hp and up)
4D — Reassembly of the D3 (E51)
Units
4F — Reassembly of the C3 and P3
Units
4G — Reassembly of the C15 and
P15 Units
4H — Reassembly of the D3 (E51)
Units
Exploded views of each unit, Figures
4-4, 4-5, 4-11, and 4-12, are provided
for referencing the numbers in the
following procedures, i.e. (#1), motor
bracket.
4B Disassembly (C3 and P3)
The following tools and equipment
are needed for disassembly of C3
and P3 units:
1. Soft plastic or wooden mallet.
2. Small ball peen hammer.
3. 9/16” wrench or socket.
4. 5/32” hex wrench.
5. Penetrating oil.
6. 1” wood dowel (Approx. 6” long).
7. Thin blade screwdriver.
8. Two large blade screwdrivers.
9. Cealube G or similar glycol base
lubricant. (DO NOT use petroleum
products.)
To disassemble the pump:
Refer to Figures 4-4 and 4-5 for reference to the numbered parts in the
procedures below.
1. Remove all liquid from the pump.
Air blown through the pump will
remove the water quickly.
2. Remove the two (2) nuts (#20),
and the two (2) 3/8” X 4” bolts
(#19) from the cover (#2).
3. Remove the cover. In some
cases light tapping with a plastic
or wooden mallet on the outside
diameter of the cover may be
required to loosen it from the
motor bracket. Care should be
taken if a screwdriver is needed to
pry between the cover and motor
bracket. Damage to the “O” ring
(#7) and/or impeller can result.
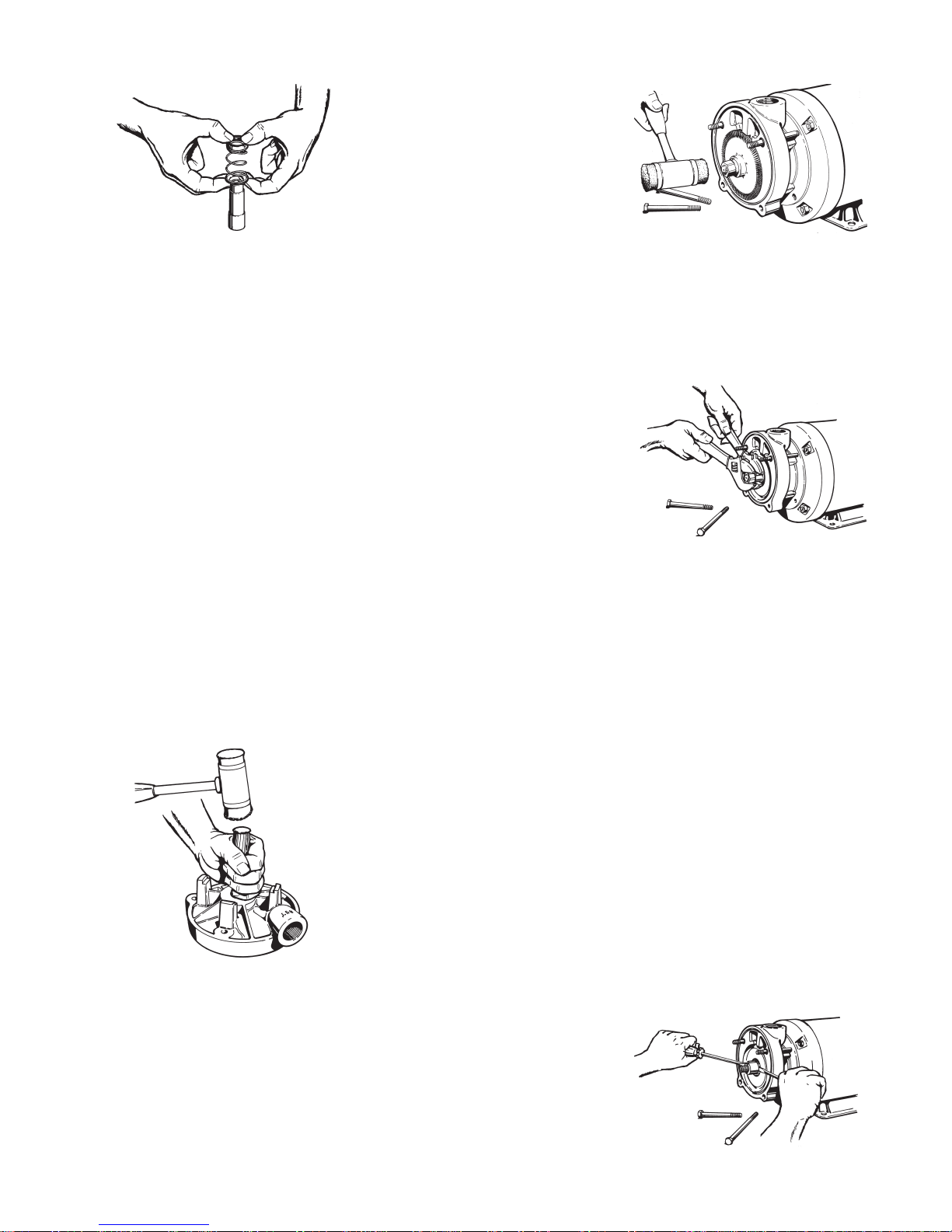
4. Remove the impeller (#11), refer
to Figure 4-1. The impeller is a
slip t and, under normal conditions, can be removed by gently
tapping on the end of the shaft
sleeve with a mallet. Leave the
impeller key (#23) in place. Strik-
Figure 4-1
ing the sleeve too hard could
damage the seat or rotating element.
5. Using the 5/32” hex wrench,
loosen the set screws (#15) in the
locking collar (#14), located on the
shaft sleeve between the motor
bracket and the motor face. The
collar should now be loose on the
sleeve. Note the condition of the
setscrew in the collar and replace
if necessary.
6. Remove the shaft sleeve (#17).
The sleeve is a keyed t and is
removed using two large screwdrivers, Refer to Figure 4-2.
Figure 4-2
a. Insert the blades of the
screwdrivers between the
springholder on the rotating
element and the shoulder of the
shaft sleeve.
b. Holding the screwdrivers at
approximately 3 o’clock and
9 o’clock, push the handles in
toward the motor body, using
the motor bracket for leverage.
7. In some cases a rocking motion of
the screwdrivers will be necessary to break the sleeve loose.
Normally the rotating element will
slide off with the sleeve. DO NOT
attempt to remove the sleeve by
rotating it. (Previous models have
used a threaded shaft and different procedures are required in
these cases.)
8. Remove the rotating element
from the sleeve. Refer to Figure 4-3. The element normally
adheres tightly to the sleeve and
some force may be necessary to
remove it. This is common and
if care is taken, the element can
be reassembled and reused. It
is recommended that a new
rotating element be used for
d. Care must be taken with
the seats. They are often a
brittle material and are prone to
breakage. It is recommended
that a new replacement seat
be installed during reassembly.
Section T51 • E51 Page 509
Dated February 2014
reassembly. DO NOT attempt to
Figure 4-3
remove the seal using a screwdriver or other sharp object.
Extensive damage to the shaft,
sleeve, or element could occur.
9. Before the motor bracket (#1) can
be removed, the four (4) “O”rings
(#8), located on the upper left and
right studs must be removed.
a. Gently tap on the back of the
motor bracket, alternating
between the left and right side,
until the motor bracket moves
approximately 1/4”.
b. Tap the motor bracket face to
move it back to its original position.
c. Remove the “O” rings by sliding
them off the studs.
d. Slide the motor bracket straight
off. Do not attempt to remove
the motor bracket without rst
removing the “O” rings (#8).
10.Remove the seat portion of the
seal, Refer to Figure 4-6.
Figure 4-6
a. Place the motor bracket face
down on a at surface.
11.It is not necessary to remove the
locking collar (#14) on the motor
shaft unless motor repairs are
planned. Note the condition of the
setscrew in the collar and replce
if necessary. The two studs (#18)
may also be left in the motor face.
4C Disassembly (C15 and P15)
The following tools and equipment
are needed for disassembly of C15
and P15 units:
1. Soft plastic or wooden mallet.
2. 9/16” wrench or socket.
3. Two 10” or larger adjustable
wrenches.
4. Penetrating oil.
5. 1” wood dowel ( Approx. 6” long).
6. Thin blade screwdriver.
7. Two large blade screwdrivers.
8. Cealube G or similar glycol base
lubricant. (DO NOT use petroleum
products.)
To disassemble the pump:
Refer to Figures 4-11 and 4-12 for
reference to the numbered parts in
the disassembly below.
1. Remove all liquid from the pump.
2. Remove the two (2) 3/8” nuts
(#20), and the two (2) 3/8” X 4”
bolts (# 19) from the cover. (#2)
3. Remove the cover. In some
cases, light tapping with a plastic
or wooden mallet on the outside
diameter of the cover may be
required to loosen it from the
motor bracket. Care should be
taken if a screwdriver is needed to
pry between the cover and motor
bracket. Damage to the “O” ring
(#7) and/or impeller can result.
Figure 4-7
ing the sleeve too hard could
damage the seat or rotating element.
5. Remove the impeller drive hub,
Refer to Figure 4-8. Two (2)
adjustable wrenches are used
to remove the impeller drive hub
(#14).
Figure 4-8
a. Adjust one wrench to t over
the sleeve and engage the
impeller key. Adjust the second
wrench to t the impeller nut
(#15).
b. Holding both wrenches, turn the
impeller nut counter-clockwise.
c. After the impeller nut is re-
moved, the impeller drive hub
can be removed.
d. The hub is keyed and can be
removed using two large bladed
screwdrivers.
e. Insert the blades of the screw-
drivers between the spring
holder on the rotating element
and the shoulder of the hub.
f. Holding the screwdrivers at
approximately 3 o’clock and
9 o’clock, push the handles in
toward the motor body, using
the motor bracket for leverage.
Refer to Figure 4-9. This pro-
b. Look into the opening in the
center of the bracket, you will
see a portion of the seat.
c. Insert the 1” dowel and, very
gently, tap the seat until it drops
out.
4. Remove the impeller (#11), refer
to Figure 4-7. The impeller is a
slip t and, under normal conditions, can be removed by gently
tapping on the end of the shaft
sleeve with a mallet. Leave the
impeller key (#23) in place. Strik-
Figure 4-9

Section T51 • E51 Page 510
Dated February 2014
cedure usually does not require
excessive force. Care should
be taken not to damage the hub
or motor shaft.
6. Remove the rotating element
from the shaft. The element
normally adheres tightly to the
motor shaft and some force may
be necessary to remove it. This
is common and if care is taken,
the element can be reassembled
and reused. It is recommended
that a new rotating element be
used for reassembly. DO NOT
attempt to remove the seal using a
screwdriver or other sharp object.
Damage to the shaft or element
can occur.
7. Before the motor bracket (#1) can
be removed, the four (4) “O”rings
(#8), located on the upper left and
right studs must be removed.
a. Gently tap on the back of the
motor bracket, alternating
between the left and right side,
until the motor bracket moves
approximately 1/4”.
b. Tap the motor bracket face to
move it back to its original position.
c. Remove the “O” rings by sliding
them off the studs.
T51
1
E51
d. Slide the motor bracket straight
off. Do not attempt to remove
the motor bracket without rst
removing the “O” rings (#8).
8. Remove the seat portion of the
seal. Refer to Figure 4-10.
a. Place the motor bracket face
Figure 4-10
down on a at surface.
b. Look into the opening in the
center of the bracket, you will
see a portion of the seat.
c. Insert the 1” dowel, and very
gently, tap the seat until it drops
out. Care must be taken with
the seats. They are often a
brittle material and are prone to
breakage. It is recommended
T51 C3
14
125
12
15
125
23A
12
4
23
11
17
that a new replacement seat
be installed during reassembly.
4D Disassembly D3 (E51)
The following tools and equipment
are needed for disassembly of E51
Series Pumps:
1. Soft plastic or wooden mallet.
2. Small ball peen hammer.
3. 9/16” wrench or socket
4. Snap ring pliers.
5. Penetrating oil.
6. 1” wood dowel (Approx. 6” long.)
7. Thin blade screwdriver.
8. Cealube G or similar glycol base
lubricant. (DO NOT use petroleum
products.)
To disassemble the pump:
Refer to Figure 4-4 for reference to
the numbered parts in the procedures
below.
1. Remove all liquid from the pump.
2. Remove the four (4) 3/8” X 4” bolts
(#19) from the cover. (#2)
C3 - D31 - P3 CLOSE
COUPLED PUMP
NAME/DESCRIPTION
Motor Bracket 1 1
Cover 2 1
“O” Ring/Casing 7 1
“O” Ring/Guide Rod 8 4
Impeller 11 1
Snap Ring 4 1
Seal Rotating Element 12 1
Seal Stationary Seat 125 1
11
7
8
Lock Collar/Sleeve 14 1
Setscrew/Lock Collar 15 2
Shaft Sleeve 17 1
Guide Rod (Qty. 4 on Stainless Steel) 18 2
ThruBolt (Qty. 0 on Stainless Steel) 19 2
Nut (Qty. 4 on Stainless Steel) 20 2
Pipe Plug/Drain 22 1
Optional Vent/Port Plug* 22A 1
Key/Impeller Drive 23 1
Key/Sleeve Drive 23A 1
2
22A Not Shown
*Serial Number Specic
Contact factory for size
18
PART
NO.
QTY.
P3
E51 D3
Figure 4-4
20
19
22
Optional Cover Congurations

Section T51 • E51 Page 511
Dated February 2014
3. Remove the cover. In some
cases light tapping with a plastic
or wooden mallet on the outside
diameter of the cover may be
required to loosen it from the
motor bracket. Care should be
taken if a screwdriver is needed to
pry between the cover and motor
bracket. Damage to the “O” ring
(#7) and/or impeller (#11) can
result.
4. Remove the impeller(#11), refer to
Figure 4-11. This is easily done
by setting the motor on end. The
impeller is a slip t and under normal conditions, can be removed
by hand or by gently tapping on
the end of the shaft with a mallet. Striking the shaft too hard
could damage the seat, rotating element, or the motor. After
Figure 4-11
E51 D3
125
1
23
removing the impeller, the impeller
key (#23) needs to be removed
from the shaft keyway.
5. Remove the snap ring (#4) from
the shaft; note the spring that is
held in place by the snap ring.
Remove the spring from the shaft.
6. To remove the rotating element
(#12), gently slide the motor
bracket (#1) forward on the shaft
to move the rotating element
high enough to be removed by
hand. Using tools on the rotating
element may damage the rotating
element or the seat. Take precautions to keep the rotating element
clean if it is to be reused.
7. Next remove the motor bracket.
8. To remove the seat (#125). Refer
to Figure 4-12. Place the motor
bracket face down on a clean at
surface. Look into the opening in
the center of the motor bracket,
and you will see a portion of the
seat. Insert the 1” dowel and,
very gently, tap the seat until it
drops out. Care must be taken
T51
14
15
125
17
12
4
11
23
12
23A
11
with the seat. It is often a brittle
Figure 4-12
material and is prone to breakage.
It is recommended that a new
replacement seat be installed
during reassembly.
4E Inspection of Components
Thoroughly clean all parts. All
components should be examined for
wear and corrosion. Replace any
parts that show visible wear. If the
pump was not producing sufcient
pressure or capacity, the clearances
between the casing and impeller
probably exceed the maximum allowable clearance. At minimum, the
impeller should be replaced in this
case. If the total side running clearance for an impeller exceeds .007”, it
is unlikely that pump performance will
reach that of a new pump except at
lower discharge pressures.
The “O” rings and other elastomeric
components should be replaced if
they have been deformed or cut.
If seal components must be reused,
carefully inspect for microscopic
C3 - D3 VERTICAL FLANGE
MOUNT PUMP
E51
7
8
18
20
Figure 4-5
NAME/DESCRIPTION
60
2
T51 C3
19
Motor Bracket
Cover/Vertical 2 1
“O” Ring/Casing 7 1
“O” Ring/Guide Rod 8 4
Impeller 11 1
Snap Ring 4 1
Seal Rotating Element 12 1
Seal Stationary Seat 125 1
Lock Collar/Sleeve 14 1
Setscrew/Lock Collar 15 2
Shaft Sleeve 17 1
Guide Rod 18 2
ThruBolt 19 2
Nut 20 2
Pipe Plug/Drain 22 1
Key/Impeller Drive 23 1
Key/Sleeve Drive 23A 1
Gasket 60 1
PART NO. QTY.
1 1

Section T51 • E51 Page 512
Dated February 2014
cracks and nicks. Scratches that
might be ignored elsewhere can
produce leakage if they are on seal
carbons and seat wearing surfaces.
Cleanliness is imperative when working with mechanical seals. Almost
unnoticeable particles between seal
faces can be, and often are, the
cause of early seal failures.
Check the impeller, it is designed to
oat. It should slide easily on the
shaft. As long as it can be moved on
the shaft by hand, it is loose enough.
If the impeller can be rocked or
wobbled, it is too loose and must be
replaced.
Check the shaft for galling, pitting,
and corrosion. If the shaft is heavily
corroded where the seal comes in
contact with it, the motor shaft must
be replaced. Surface corrosion must
be removed so that seals can slide
freely during assembly. The shaft
diameter should be no smaller than
.002” below the nominal fractional
seal sizes. Remove any nicks or
burrs which may have occurred
during disassembly. Re-clean parts
as necessary.
1
23A
4F Reassembly (C3 and P3)
All parts should be visually inspected
and cleaned or replaced as outlined
in 4D above.
1. The seal seat (#125) must be installed in the motor bracket before
the bracket is installed on the mo-
tor. To install the seat:
a. Place the motor bracket face up
on a at surface.
b. Carefully press the seat,
smooth side up, into the seat
cavity of the motor bracket. To
make the installation of the seat
easier, apply a thin coating
of compatible lubricant to the
elastomer portion of the seat
prior to installation. Care must
be taken not to damage the
seat face. Thumb pressure is
usually sufcient to install the
seat.
2. Install the motor bracket.
a. Make sure the locking collar is
positioned on the motor shaft.
b. While holding the motor bracket
with the outlet port facing up,
slide the bracket over the two
(2) studs on the motor face.
c. Slide the bracket back until
the feet are resting against the
motor face. Light tapping may
be necessary to seat the motor
bracket in the proper position.
125
12
23
14
11
d. Install the four (4) “O” rings (#8)
on the two studs. This will help
hold the bracket in place during
the remainder of the assembly
operation.
3. Install the shaft sleeve and rotating element as a unit.
a. Place the sleeve in an upright
position with the smaller end
facing up.
b. Lubricate the shaft sleeve and
rotating element.
c. Be sure to install a key (#23A)
in the motor shaft before
installing the sleeve and seal
assembly.
d. Holding the element assembly
between the thumb and index
nger of both hands, refer to
Figure 4-13, slide the assembly
over the sleeve until the spring
holder rests against the shoulder of the sleeve.
e. The element must slide freely
up and down on the sleeve. It
C15 - P15 CLOSE
COUPLED PUMP
NAME/DESCRIPTION
Motor Bracket 1 1
Cover 2 1
“O” Ring/Casing 7 1
“O” Ring/Guide Rod 8 4
Impeller 11 1
Seal Rotating Element 12 1
Seal Stationary Seat 125 1
Drive Sleeve/Impeller Drive 14 1
Impeller Nut 15 1
Guide Rod (Qty. 4 on Stainless Steel) 18 2
ThruBolt (Qty. 0 on Stainless Steel) 19 2
Nut (Qty. 4 on Stainless Steel) 20 2
Pipe Plug/Drain 22 1
Optional Vent/Port Plug* 22A 1
Key/Impeller Drive 23 1
Key/Sleeve Drive 23A 1
PART
NO.
QTY.
P15
C15
Figure 4-11
15
8
7
2
22A Not Shown
*Serial Number Specic
Contact factory for size
18
19
22
20
Optional Cover Congurations

Figure 4-13
is necessary to maintain some
downward pressure on the
element because the spring
tension could dislodge the seal
portion of the element.
f. Holding the assembled sleeve
between the thumb and index
nger, slide the assembly onto
the motor shaft.
g. Push the sleeve on until it
comes in contact with the locking collar.
h. Position the collar over the
sleeve end and push the sleeve
on until the seal spring holder
C15
23A
1
7
8
18
20
Figure 4-12
is 1/32” to 1/16” below the
impeller wearing surface of
the motor bracket. Check for
adequate running clearance
between the lock collar and the
motor and the lock collar and
the pump.
i. While maintaining inward pres-
sure on the sleeve with one
hand, line up the collar setscrews with the key in the shaft
sleeve, one setscrew on each
side of the key.
j. Tighten the setscrews snugly.
k. Pressure can now be released,
the sleeve should remain in position. The spring holder must
be below the impeller wearing
surface of the motor bracket for
proper impeller operation.
4. Install the impeller.
a. Place a key (#23) in the shaft
sleeve.
b. The impeller is a slip t and
should slide on rmly but easily
until it stops against the impeller wearing surface. Force
should not be required to install
the impeller in the correct position.
125
12
23
15
14
11
2
19
Section T51 • E51 Page 513
Dated February 2014
c. The impeller hub should be
facing out away from the motor
bracket. Refer to Figure 4-4
and 4-5.
d. If the impeller does not t,
repeat steps a. and b. to determine the problem.
5. Place “O” ring (#7) into the “O”
ring groove in the motor bracket.
It is helpful to stand the motor and
pump assembly on end for this
procedure.
6. Place the cover over the studs
and install the two (2) 3/8” nuts
and two (2) 3/8”X4” bolts. Tighten
the nuts and bolts systematically,
alternating diagonally across the
cover.
7. After the nuts and bolts are
“snugged up”, make sure the impeller is not binding by inserting a
5/32” hex wrench into the locking
collar and moving it left to right.
The collar should rotate with little
or no resistance. If the collar will
not turn, loosen the two (2) 3/8”
nuts and bolts equally until the
impeller moves freely.
Proceed to Section 4H Testing and
Final Adjustments.
4G Reassembly (C15 and P15)
All parts should be visually inspected
and cleaned or replaced as outlined
in 4D above.
60
C15 VERTICAL FLANGE
MOUNT PUMP
NAME/DESCRIPTION
Motor Bracket 1 1
Cover/Vertical 2 1
“O” Ring/Casing 7 1
“O” Ring/Guide Rod 8 4
Impeller 11 1
Seal Rotating Element 12 1
Seal Stationary Seat 125 1
Drive Sleeve/Impeller Driver 14 1
Impeller Nut 15 1
Guide Rod (Qty. 4 on Stainless Steel) 18 2
ThruBolt (Qty. 0 on Stainless Steel) 19 2
Nut (Qty. 4 on Stainless Steel) 20 2
Key/Impeller Drive 23 1
Key/Sleeve Drive 23A 1
Gasket 60 1
PART
NO.
QTY.

Section T51 • E51 Page 514
Dated February 2014
1. The stationary seat (#125) must
be installed in the motor bracket
before the bracket is installed on
the motor. To install the seat:
a. Place the motor bracket face up
on a at surface.
b. To make the installation of the
seat easier, apply a thin coating
of compatible lubricant to the
elastomer portion of the seat
prior to installation.
c. Carefully press the seat,
smooth side up, into the seat
cavity of the motor bracket.
Care must be taken not to
damage the seat face. Thumb
pressure is usually sufcient to
install the seat.
2. Install the motor bracket.
a. While holding the motor bracket
with the outlet port facing up,
slide the bracket over the two
(2) studs (#18) on the motor
face.
b. Slide the bracket back until
the feet are resting against the
motor face. Light tapping may
be necessary to seat the motor
bracket in the proper position.
c. Install the four (4) “O” rings (#8)
on the two studs. This will help
hold the bracket in place during
the remainder of the assembly
operation.
3. Install the sleeve hub and rotating
element as a unit.
a. Place the sleeve in an upright
position with the smaller end
facing up.
b. Lubricate the motor shaft with
a small amount of glycol based
lubricant.
c. It is generally easier to remove
the entire head or sealing
assembly from the spring and
install it on the motor shaft.
Refer to Figure 4-14. This assembly lifts out of the rotating
element spring.
d. After removal, apply a thin layer
of lubricant to the elastomer
portion of the seal.
e. Holding the head assembly
between the thumb and index
nger, with the sealing face
pointing toward the stationary
seat, slide the assembly over
the motor shaft until it rests
against the seat. Refer to
Figure 4-14. A slight twisting
motion will allow the assembly
to slide more easily.
f. Check to see that the head as-
sembly is against the seat face.
g. Position the rotating element
spring with the spring holder
resting against the shoulder of
the sleeve hub.
h. Align the keyway slot in the hub
assembly, and the key in the
motor shaft. Refer to Figure
4-15,
Figure 4-15
i. Slide the hub and spring as-
sembly over the shaft until the
hub is properly seated and the
spring is positioned correctly on
the rotating element head previously installed. Refer to Figure
4-11 and 4-12.
j. While maintaining inward
pressure on the hub, install the
impeller nut. Refer to Figure
4-16.
k. Tighten the nut as far as pos-
sible by hand.
l. Pressure can now be released.
m. To tighten the nut, place a
crescent wrench over the hub
sleeve and engage the drive
key.
n. Place a second crescent
wrench over the nut and tighten
in a clockwise direction until it is
secured. Refer to Figure 4-17.
Figure 4-17
4. Install the impeller.
a. The impeller is a slip t and
should slide on rmly but easily
until it stops against the impeller wearing surface. Force
should not be required to install
the impeller in the correct position.
b. The impeller hub should be
facing out away from the motor
bracket.
c. If the impeller does not t,
repeat steps a. and b. to determine the problem.
5. Place “O” ring (#7) into the “O”
ring groove in the motor bracket.
It is helpful to stand the motor and
pump assembly on end for this
procedure.
6. Place the cover over the studs
and install the two (2) 3/8” nuts
and two (2) 3/8”x4” bolts. Tighten
the nuts and bolts, systematically
alternating diagonally across the
cover. Do not over-tighten the
nuts and bolts; nal adjustment
will be made after the unit is in
operation.
Figure 4-14
Figure 4-16
4H Reassembly D3 (E51)
All parts should be visually inspected
and cleaned or replaced as outlined
in 4E above.

Section T51 • E51 Page 515
Dated February 2014
1. The seal seat (#125) must be
installed in the motor bracket (#1)
before the bracket is installed on
the motor. To install the seat:
a. Place the motor bracket face up
on a at surface.
b. Apply a coating of compatible
lubricant to the elastomer
portion of the seat to aid with
installation.
c. Carefully press the seat,
smooth side up, into the seat
cavity of the motor bracket.
Thumb pressure is usually
sufcient to install the seat.
2. Install the motor bracket. This is
best done with the motor standing
on end. Make sure that both the
face of the motor and the feet of
the motor bracket are clean. Slide
the motor bracket over the shaft
onto the motor.
3. Install the rotating element (#12).
Lubricate I.D. of the rotating
element. Place the rotating
element on the shaft with the
carbon end towards the seat.
Place the spring over the shaft,
with the backing plate up and
compress the spring to locate the
rotating element against the seat.
If this fails to seat the rotating
element gently push the rotating
element down with a thin blade
screwdriver being careful not to
damage the seat or the rotating
element.
4. Compress and hold the seal
spring slightly below the snap ring
groove and install the snap ring
(#4). Make sure the snap ring is
locked in the groove.
5. Install the impeller key (#23) into
the shaft keyway.
6. The impeller is a slip t and
should slide on rmly but easily
until it stops against the impeller
wearing surface. Force should
not be required or used to install
the impeller in the correct position.
The impeller hub should be facing
out away from the motor bracket.
Refer to Figures 4-4 and 4-5.
7. Next, rotate the impeller by hand,
the impeller should move freely.
8. Place the large “O” ring (#7) into
the outside “O” ring groove in the
motor bracket.
9. Place the cover over the motor
bracket and install the two (2) nuts
(#20) and the two (2) 3/8”x4” bolts.
Tighten the bolts systematically,
alternating diagonally across the
cover. Do not over-tighten the
bolts. Final adjustment will be
made after the unit is in operation.
4I Testing and Final Adjustment
The pump is now ready for installation. Final adjustments will be made
with the pump in operation.
1. Reconnect the electrical connections referring to the colored or
numbered tape used to mark the
wires during disassembly.
2. Connect all piping and ll the
pump with uid.
3. Make sure all valves are open,
and uid will ow through the
system.
4. Start the pump and make the nal
adjustments to the 3/8” nuts and
bolts holding the cover on. These
nuts and bolts must be torqued to
20 ft. lbs. to obtain proper performance.
5. Check for leaks on pump and piping. Special attention should be
given to the seal area at the rear
opening in the motor bracket.
6. Under pressure, the impeller will
nd its “hydraulic” balance.
7. Using an amprobe or similar device, check for motor overload.
8. While the impeller is seating, it is
common to experience some variance in readings. After a run-in
period the readings should level
off.
This completes the adjustment and
testing phase. The pump is ready for
service.

T51 • E51 SERIES
4.Service
BEARING PEDESTALS
A. Preliminary
B. Disassembly
C. Inspection of Components
D. Reassembly
E. Testing and Final Adjustments
4A Preliminary (P3 and P15)
1. Disconnect the inlet and outletpiping before unbolting the pump. If
the pipes are corroded, use penetrating oil on the threads to aid in
removal.
2. Unbolt the pump from the base
and remove. Disassembly instructions for the pump are found in
section 4, T51 PUMP ENDS. All
work on the unit should be performed on an elevated workbench
whenever possible.
The disassembly and reassembly
procedures are broken into two sec-
tions covering the following units:
4B — Disassembly of the P3 and
P15 Bearing Pedestals
4D — Reassembly of the P3 and
P15 Bearing Pedestals
Exploded views of each unit, Figures
4-19 and 4-20 are provided for referencing the numbers in the following
procedures, i.e. inger (#21).
4B Disassembly (P3 and P15)
The following tools and equipment
are needed for disassembly of the P3
and P15 units:
1. Remove the inger (#21) located
in the pump end of the bearing
pedestal (#3).
2. Using a snap ring plier, remove
snap ring (#4).
3. Open the jaws of the vice approximately 2-1/4” for model P3 and 3”
for model P15.
4. Place the pedestal, pump side
down, on the jaws. Refer to Figure 4-18.
Figure 4-18
5. Using a plastic or wooden mallet,
gently tap on the end of the shaft
until it slides out of the frame. Both
bearings should come out with the
shaft. Do not use a metal hammer; severe damage to the shaft
will occur.
6. Using the arbor press remove the
two (2) bearings from the shaft.
Refer to Figure 4-21. If the inner
race is well supported during this
operation, no damage will be done
to the bearings.
Section T51 • E51 Page 516
Dated February 2014
Figure 4-22
until the bearing is removed. Refer
to Figure 4-22.
P3 P15
Inside Diameter 1” 1 1/4”
Outside Diameter 2” 2 3/4”
3. Repeat step 2 to remove the other
bearing. Good support used on
the inner races will prevent bearing damage.
4C Inspection of Components
Thoroughly clean all parts. All components should be examined for wear
and corrosion. Replace any parts
showing visible wear.
Check to be certain that a press t
still exists between the shaft and the
bearings. New bearings, or at least
cleaned and regreased bearings, are
recommended.
Check the shaft for galling, pitting,
and corrosion. Surface corrosion on
the pump portion of the shaft must be
removed so the seals will slide freely
during assembly. The shaft diameter
should be no smaller than .002” below the nominal fractional seal sizes.
Remove any nicks or burrs which
may have occurred during disassembly. Reclean parts as necessary.
4D Reassembly
1. Soft plastic or wooden mallet.
2. Arbor press or vise.
3. 3/4” X 6” piece of water pipe for
P3, 1-1/4” X 6” for P15.
4. Internal snap ring plier.
5. Penetrating oil.
When installing or removing bearings
from the shaft, the use of an arbor
press is strongly recommended.
To disassemble the pedestal:
Refer to Figures 4-19 and 4-20 for
reference to the numbered parts in
the procedures below.
Figure 4-21
If an arbor press is not available, a
bench vise may be substituted using
the following instructions.
1. Remove the pedestal and close
the jaws to approximately 1-1/8”
for model P3 and 1-3/8” for model
P15.
2. Place the shaft with either bearing
resting on top of the jaws and
gently tap on the end of the shaft
All parts should be visually inspected
and cleaned or replaced as outlined
in 4C above. It is recommended that
the bearings be replaced any time
the bearing pedestal is disassembled
for service.
1. Using an arbor press, install the
bearings on the shaft prior to installing the shaft into the pedestal.
A steel “donut” with the proper
inside diameter and outside diameter, refer to Chart 1, should be
used between the arbor face plate
and the lower bearing to insure
proper installation and to prevent
bearing damage. The bearings
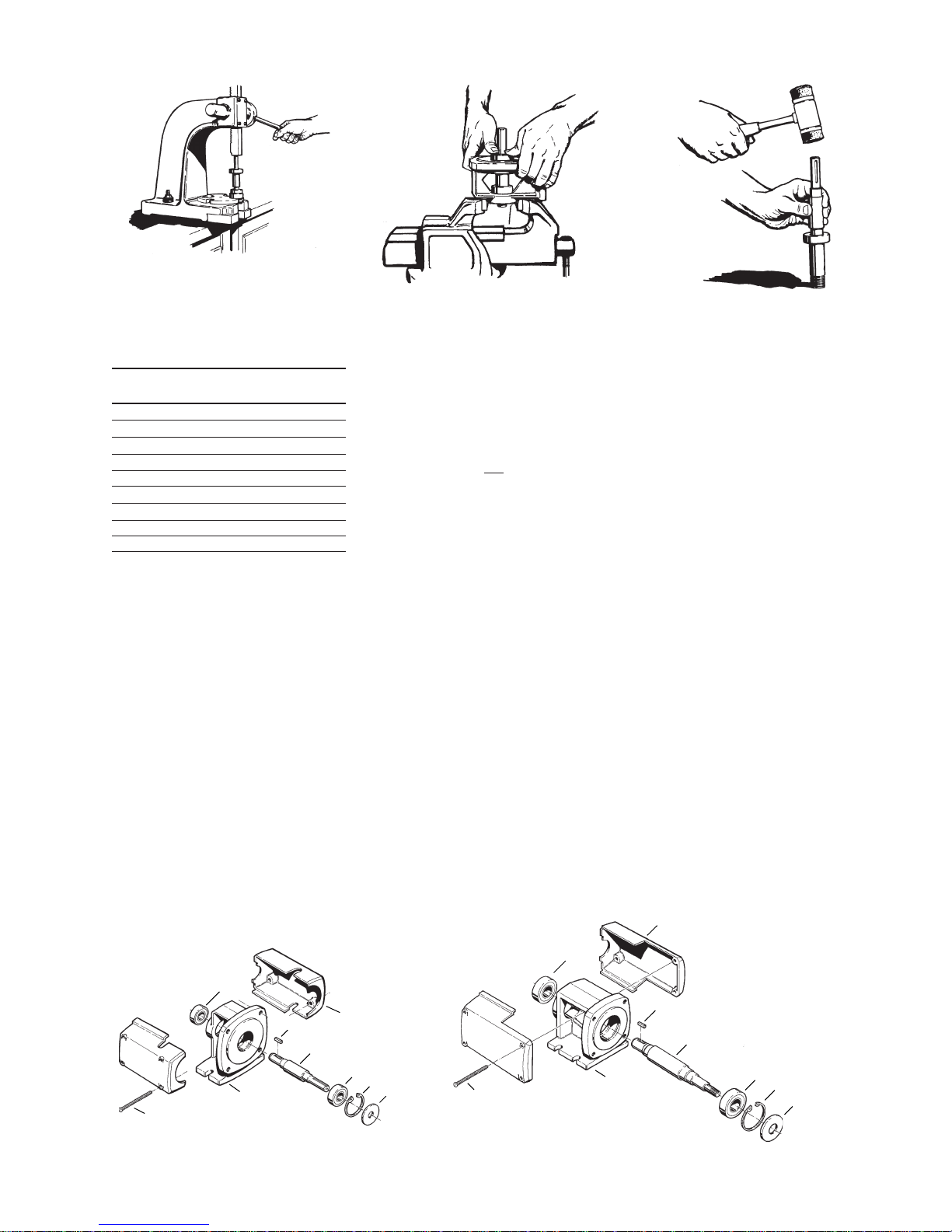
Figure 4-23
must seat against the shoulder for
proper alignment. Refer to Figure
4-23. *Also refer to Alternate
bearing installation procedures.
CHART 1
NAME/DESCRIPTION
PART
NO.
QTY.
Bearing Pedestal 3 1
Snap Ring/Bearing Retainer 4 1
Shaft 17 1
Flinger 21 1
Key Coupling 23 1
Ball Bearing/Inboard 24 1
Ball Bearing/Outboard 24A 1
Coupling Guard/Halves 30 2
Capscrew 33 4
2. Place the pedestal, pump mounting surface up, in a vise or suitable
xture and insert the bearing
assembly. It should be possible to
install the shaft assembly with rm
thumb pressure. Refer to Figure
4-24. If more force is required, the
butt end of a hammer handle or
plastic mallet may be helpful. The
shaft assembly should never be
forced or driven in.
3. Install the snap ring (#4) in the
pump end of the pedestal. Be
sure the snap ring is seated properly in the groove. The beveled
edge of the ring should face away
from the bearing.
ready for pump and motor instal-
Figure 4-24
lation.
*Alternate bearing installation
procedures.
If an arbor press is not available,
the bearings may be installed on the
shaft using the following procedure:
This procedure is not recommended
and should only be used in an emergency situation.
1. Stand a piece of 3/4” pipe for P3
or a 1-1/4” piece of pipe for P15,
with the threads cut off, on a work-
bench or similar at surface, with
the bearing placed on the correct
shaft end.
2. Insert the shaft into the pipe so the
bearing is between the pipe and
the shoulder of the shaft. Refer to
Figure 4-25.
3. Using extreme caution, gently tap
on the end of the shaft until the
bearing rests against the shoulder.
Never attempt to install the bearings by striking the outer race.
4. Repeat step 3 for the other bearing.
Section T51 • E51 Page 517
Dated February 2014
Figure 4-25
4E Testing and Final Adjustments
1. Check to be sure that the rotating
assembly turns freely. Turn the
shaft by hand. If it is tight or rough
spots are encountered, it is likely
that at least one of the bearings
was damaged during disassembly/
assembly operations and will have
to be replaced.
2. Look to make sure that the lip
seals on the bearings are positioned properly in their grooves.
Correct if necessary. As the
bearings are turned, the grooves
should appear wet with oil but
have no visible grease present.
3. Recheck the snap ring on the
large bearing end. It should be
rmly in place, and no axial motion
should result from gentle tapping
on either end of the shaft. (Use a
soft mallet so shaft surfaces are
not damaged.)
4. No adjustments are possible or
required. Proceed with the appropriate pump end assembly
operations. Refer to Section 4
SERVICE - PUMP ENDS (Final
testing is done after the pump end
is in place.)
4. Install the inger over the snap
ring. The bearing pedestal is now
P3 & P15 BEARING PEDESTAL
24A
23
17
3
33
Figure 4-19 P3 Bearing Pedestal Figure 4-20 P15 Bearing Pedestal
30
30
24A
23
17
24
4
21
33
3
24
4
21

T51 • E51 SERIES
5.
Troubleshooting
Section T51 • E51 Page 518
Dated February 2014
FLEXIBLE COUPLED PUMPS
CLOSE COUPLED PUMPS
VERTICAL FLANGE MOUNTED
PUMPS
A. Failure to Pump
B. Reduced Capacity
C. Reduced Pressure
D. Pump Loses Prime After
Starting
E. Excessive Power Consumption
F. Pump Vibrates or is Noisy
G. Mechanical Problems
H. Seal Leakage
5A Failure to Pump
1. Pump not up to speed — Use tachometer to determine actual RPM.
Check voltage and wiring connections.
2. Pump not primed — Conrm that
pump and all inlet piping is lled with
uid.
3. Discharge head too high — Install
a pressure gauge at the pump
discharge to determine the actual
operating pressure. Compare readings with pump performance curve.
A larger pump may be necessary.
4. Excessive suction lift — Relocate
pump, supply tank, or both to minimize suction lift.
5. Wrong direction of rotation — Compare pump rotation with arrow on
pump. Standard pumps rotate in a
clockwise direction when looking at
the shaft extension end or from the
motor end on close coupled pumps.
Reverse two leads on a three phase
motor to change rotation. Check
motor nameplate for single phase
operation.
6. Clogged suction line, strainer or
valve — Inspect and clean out if
necessary.
7. Air pocket in suction line — Look
for high spots in inlet piping system.
Evacuate the system with a vacuum
pump if necessary.
5B Reduced Capacity
1. Pump not up to speed — Use a
tachometer to determine actual
RPM. Check voltage and wiring
connections.
2. Excessive suction lift — Relocate
pump, supply tank or both to minimize suction lift.
3. Insufcient NPSH — Relocate
pump, supply tank or both to improve NPSH available if possible.
Increase suction pressure. Reduce
uid temperature. Select a pump
with lower NPSH requirements.
4. Mechanical damage — Rotate the
pump by hand to determine if there
are tight spots. Broken or bent
impeller vanes can some-times be
detected in this manner. If there is
a suspicion of damage, remove the
pump from service and disassemble
for inspection.
5. Air leak in the suction line — Fill the
system with uid and hydrostatically
test. Tighten connections or replace
leaky components.
6. Air pockets in the suction piping —
Operating the system at maximum
ow conditions will usually clear the
lines. Evacuate the system with a
vacuum pump if necessary.
7. Suction lines, strainer, or foot valve
too small or clogged — Inspect and
clean out as necessary. Fittings
and lines should be at least equal to
the pump suction size.
8. Discharge head too high — Install
a pressure gauge at the pump
discharge to determine the actual
operating pressure. Compare readings with pump performance curve.
A larger pump may be necessary.
9. Excessive wear — If a pump had
previously performed satisfactorily
and now gives evidence of reduced
performance, it should be disassembled and examined for wear
after the simpler possible problems
have been investigated.
5C Reduced Pressure:
1. Pump not up to speed — Use a
tachometer to determine actual
RPM. Check voltage and wiring
connections.
2. Air or vapor in liquid — Install a separator in the suction line. Check the
seal on the inlet end of the pump to
determine if air is being drawn in.
Hydrostatically test the system to
insure that there are no leaks.
3. Mechanical wear or damage — Rotate the pump by hand to determine
if there are tight spots. Broken or
bent impeller vanes can sometimes
be detected in this manner. If there
is a suspicion of damage or wear,
remove the pump from service and
disassemble for inspection. Look
for wear on the impeller, suction
cover, and motor bracket.
4. System head less than expected —
Replace pump with higher capacity
unit or add a valve or orice to increase line resistance.
5D Pump Loses Prime After Starting
1. Leak in suction line — Fill the
system with uid and hydrostatically
test. Tighten connections or replace
leaky components.
2. Air entering pump through inlet
seal or “O” rings — Hydrostatically
test the pump and look for leaks.
Replace faulty seals or “O” rings.
3. Insufcient NPSH or too much suc-
tion lift — Relocate pump, supply
tank, or both to improve inlet conditions. Increase suction pressure.
Reduce uid temperature. Select
a pump with lower NPSH requirements.
5E Excessive Power Consumption
1. Speed too high — Check RPM with
tachometer.
2. Discharge head too high — Install
a pressure gauge at the discharge
to determine the actual operating
pressure. Compare readings with
pump performance curve. A different pump, motor, or both may be
necessary.
3. Specic gravity or viscosity too high
— Check uid involved. A different
motor may be necessary.
4. Mechanical damage — Turn pump
over by hand. After a few days run
in period, all models should turn
over by hand with no tight spots. An
exception to this is when the pump
has been idle for some time. In this
Section T51 • E51 Page 519
Dated February 2014
case, run the pump for a few hours
before checking for tight spots. If
there is a suspicion of damage,
remove the pump from service and
disassemble for inspection.
5. Pump not fully “broken in” — It is
normal for new pumps to consume
higher than normal current during
the break-in period. If high power
consumption persists beyond a
few weeks, it is unlikely that further
operation will reduce consumption.
6. Pump not properly adjusted —
Loosen all nuts on pump exactly
one turn. Follow the instructions in
4G Testing and Final Adjustments
for repositioning fasteners.
5F Pump Vibrates Or Is Noisy
1. Pump and motor are mis-aligned —
Follow the installation instructions
for proper alignment.
2. Insecure mounting — Follow
instructions in Section 2, 2B Foundation.
3. Piping load on pump — Install piping supports and check to see that
there is no strain on the pump.
4. Mechanical damage — If mechanical damage is suspected, check
rst to determine if the pump turns
freely. Disassemble for inspection if
tight spots are found.
5. Pump has a high pitched whine
— This is typical of a regenerative
turbine pump. The intensity should
increase as pressure increases.
Over a period of a few weeks the
noise level will diminish and will
become noticeably quieter as the
pump approaches a “run in” condition.
5G Mechanical Problems
1. Short bearing life — Bearings damaged due to leaky seals. Coupling
misalignment. Piping load on pump.
RPM or pump pressure too high.
2. Pump locked up — Pump dried out
and close clearance areas rusted. Follow installation instructions
for loosening the pump. Foreign
material in pump. Flush out. Disas-
semble if ushing is not successful.
3. Pump leaks — Seal or “O” rings are
usually the problem. Disassembly
and replacement is the solution if
tightening the through bolts has no
effect.
5H Seal Leakage
1. Worn seat or rotating element —
Seals will last many years operating
on cold clear water or other uids
with reasonable lubricity. Particles,
even microscopic, increase normal
wear rates. Temperatures near
the uid’s boiling point can reduce
lubricity, which, in turn, increases
wear. Some chemicals will erode
the seal faces or plate out on the
faces producing an abrasive effect.
Immediate seal replacement is
recommended when leaks become
evident, since bearings are quickly
ruined as a result of moisture.
Severe mechanical damage results
when the bearings fail.
2. Improperly installed seat or rotating
element — If a seal has recently
been replaced, look for a missing
“O” ring/cup around the seat, or a
seat that was installed cocked or
backwards. The smooth surface
should face the rotating element.
The rotating element may be in
backward or improperly positioned. Refer to the appropriate
seal diagrams and instructions to
conrm the correct seal orientation.
Rotating elements sometimes stick
in the wrong position if left partially
assembled for some time. Make
sure a rotating element can be
moved axially on the shaft before
closing up the pump, and then
make the nal adjustments as soon
as possible.
3. Seat broken during assembly —
Ceramic seats are particularly
vulnerable to damage. Carefully
follow reassembly instructions for
seals. Seals on ex-coupled units
can be damaged by excessive
hammering when installing the shaft
coupling onto the shaft extension.
4. Pitted shaft under the seal — Reusing a shaft or sleeve when repairing
a pump is the probable cause of this
problem. The seal rotating element
can produce a pitted surface underneath its elastomer portion during
normal use. This is normally not a
problem for the rst seal assembly
since the elastomer is conforming
as this action occurs. A new seal
can leak before it conforms if the
pits are large enough. If any pits
are visible to the unaided eye, shaft
or sleeve replacement is advised.
T51 • E51 SERIES
Parts and Repair Services
6.
A. Parts
B. Repair Service
C. Warranty Service
D. Motors, Mechanical Seals,
and Accessories
6A Parts
Repair parts may be obtained through
your local Authorized MTH Pumps
Representative or Distributor who can
be found in the yellow pages or by
contacting MTH Pumps at 401 W. Main
St. • Plano, IL 60545 Phone: 630-552-
4115
Fax: 630-552-3688.
6B Repair Services
Repair service for an MTH pump should
be obtained from the company through
which it was purchased.
In the event this is not possible, the
name and phone number of a nearby
MTH representative or distributor may
be obtained by contacting MTH Pumps.
In the event that it is necessary to return
the pump to the factory for repairs,
remove all accessories attached to the
pump. We cannot accept responsibility for their safe removal, storage, and
return.
6C Warranty Service
All requests for warranty claims should
be made through the company from
which the pump was purchased or
supplied. Complete details on what is
wrong with the pump must be provided
along with information on the system in
which it is installed. Refer to the MTH
Pumps Limited Warranty statement.
Return authorization must be obtained
prior to returning any equipment.
6D Motors, Mechanical Seals, and
Accessories
Repair or replacement service on

Section T51 • E51 Page 520
Dated February 2014
97-4623-01-588
motors, mechanical seals, relief valves,
or other accessories should be obtained
from the manufacturer of these components. MTH does not carry replacement
parts and is not authorized to render
repair service on these components.
Replacement mechanical seals are
stocked at MTH and are always available insofar as possible for immediate
shipment. Warranty service, as well as
expert application information can be
obtained from your local seal manufac-
turer’s sales ofce.
T51 • E51 SERIES
7.Limited Warranty
MTH makes good faith recommendations of Products, based on its experience and the application information provided by the Purchaser. However, the responsibility for testing
and approving a Product to be used for a particular purpose lies with the Purchaser.
The obligations of MTH Tool Company, Inc. (hereinafter referred to as “MTH”), with respect to a “Product” (dened below) are limited as set forth herein.
ALL IMPLIED WARRANTIES, including the “implied warranty of merchantability” and the “implied warranty of tness for a particular purpose” are HEREBY
There are no warranties which extend beyond the description on the face hereof.
MTH warrants that, during the “Warranty Period” (dened below), the “Product” (dened below) will not fail to meet the “Operational Specications” (dened below), within
applicable industry tolerances established by the Hydraulic Institute, due to defects in its materials and workmanship. MTH does not warrant that any Product will meet the
“Operational Specications” in conditions other than the Standard Operating Conditions, unless agreed to by MTH in a signed writing.
For all purposes of this Limited Warranty:
(a) The term “Warranty Period” shall mean the twelve (12) month period from the date of shipment from MTH to the Purchaser (the “Warranty Period”).
(b) The term “Product” shall mean: any item or assembly of items sold by MTH that are either manufactured or selected by MTH to meet the “Operational Speci cations”. The term “Product” does not include any item, assembly of items, or portion of such assembly that is selected or specied by any entity other than MTH,
or that MTH has identied as ineligible for warranty coverage.
(c) The term "Purchaser" shall mean the original person(s) or entity that issued the purchase order to MTH, for the Product.
(d) The term “Operational Specications” shall mean the specied dimensions, material composition, and performance parameters of a Product, as pub lished by MTH, or as otherwise agreed in a signed writing between MTH and Purchaser. “Standard Operating Conditions”, for pumps, shall mean: operating with
clean water, at standard temperature and pressure. “Operational Specications” shall not include visual appearance or any other parameters not expressly agreed
to in writing.
If, within the Warranty Period, a Purchaser believes that a Product has failed to meet its Operational Specications, the Purchaser must request a Return Goods Authorization
(“RGA”) in the manner specied at http://www.mthpumps.com, and supply any additional information MTH might reasonably request. If the Product was purchased through
a distributor or any entity other than MTH, the RGA request must be made through that entity. Any Product returned without an RGA will be refused at the dock. Products
authorized for return must be properly packaged to prevent further damage, clearly marked with the Return Goods Authorization “RGA” number provided by MTH, and shipped
freight prepaid and allowed, F.O.B. the MTH factory at Plano, Illinois, USA.
MTH may, in its sole discretion, deny any warranty claim if shipping damage, any attempted disassembly, or any other action outside of MTH’s control impairs MTH’s determination of the existence of, or cause of a claimed failure.
Notwithstanding anything to the contrary in this Limited Warranty, MTH shall have no obligation to repair or replace any Product it determines to have any defects arising from
or attributable to: (1) abrasion, corrosion, or erosion arising after shipment from MTH; (2) improper handling, packaging, installation, storage, or maintenance, after it is shipped by
MTH; (3) repairs or alterations outside of MTH’s factory, in any manner, without MTH’s written authorization; (4) misuse, negligence, or accident after shipment from MTH; (5) use
in a manner inconsistent with MTH’s published instructions and Operational Specications, or other written specications agreed to by both Purchaser and MTH; or (6) incorrect
power supply or power quality. MTH’s determination with respect to the applicability of this Limited Warranty to any particular defect or Product shall be nal and conclusive.
If, after examination by an authorized representative of MTH, MTH determines that the Product failed to meet the “Operational Specications”, within applicable industry
tolerances established by the Hydraulic Institute, due to defects in its materials and workmanship, during the Warranty Period, then MTH will, at its option, ship a repaired or
replaced Product to the Purchaser, F.O.B. MTH’s factory in Plano, Illinois, U.S.A., freight prepaid and allowed. MTH will use a freight provider of its choosing, via a method no
faster than that used for shipping the Product to MTH. MTH may, at its sole discretion, issue a credit memo to Purchaser for some or all Purchaser’s shipping costs to return
a defective Product to MTH.
MTH accepts no responsibility for costs associated with removal and reinstallation of Products.
Under no circumstances shall MTH be liable for incidental or consequential damages.
MTH neither assumes responsibility for, nor authorizes any person to assume for it, any other obligation in connection with the sale of any Product or any enlargement of this
Limited Warranty.
Some States do not allow the exclusion or limitation of incidental or consequential damages. So, the above limitations or exclusions might not apply to you. This
warranty gives you specic legal rights, and you might, also, have other rights, which vary from State to State.
By using this Product, you agree that this Limited Warranty is governed by the laws of the State of Illinois; that this Limited Warranty shall be interpreted and en-
forced only in accordance with the laws of the State of Illinois (excluding its conicts of law provisions); and that you submit yourself to the jurisdiction of the 23rd
Judicial Circuit, Kendall County, Illinois, which shall have exclusive jurisdiction over any controversy or dispute arising under or with regard to this Limited Warranty.
DISCLAIMED.
Distributed in the UK by.....
Pump Engineering Limited. Unit B1, Riverside Industrial Estate,
Littlehampton, West Sussex, BN17 5DF, United Kingdom
Tel: 01903 730900 Fax: 01903 730234
email: sales@pumpeng.co.uk Web: www.pumpeng.co.uk
 Loading...
Loading...