

Page 1

LT VALVE TECHNICAL MANUAL
MSI is a division of Dixie Iron Works, Ltd.
300 West Main St.
Alice, Texas 78332
Phone: 1-800-242-0059
Phone: 1-361-664-6597
Fax: 1-361-664-4840
Email: sales@diwmsi.com
Revision D April 03, 2014
Page 2

MSI LT VALVE TECHNICAL MANUAL
2
TABLE OF CONTENTS
1.0 FEATURES ............................................................................................................. 3
1.1 SAFE-TAP™ GREASE FITTING ............................................................... 4
1.2 GREASEAL™ PLUG ....................................................................................... 5
2.0 EXPLODED VIEW .............................................................................................. 6
2.1 PARTS LIST ...................................................................................................... 7
3.0 ASSEMBLY PROCEDURE – UNISERT™ TYPE ..................................... 8
3.1 ASSEMBLY PROCEDURE – UNISERT™ TYPE (TEXT) .............. 19
3.2 ASSEMBLY PROCEDURE – SPLIT INSERT TYPE ....................... 21
3.3 ASSEMBLY PROCEDURE – SPLIT INSERT TYPE (TEXT) ...... 31
4.0 EXPLODED VIEW (5 INCH ) ..................................................................... 33
4.1 PARTS LIST .................................................................................................... 34
5.0 ASSEMBLY PROCEDURE – UNISERT™ TYPE (5 INCH) ............ 35
5.1 ASSEMBLY PROCEDURE – UNISERT™ TYPE (5 INCH)
(TEXT) ....................................................................................................................... 44
5.2 ASSEMBLY PROCEDURE –SPLIT INSERT TYPE (5 INCH) ... 46
5.3 ASSEMBLY PROCEDURE –SPLIT INSERT TYPE (5 INCH)
(TEXT) ....................................................................................................................... 55
6.0 DISASSEMBLY PROCEDURE ..................................................................... 57
7.0 MAINTENANCE ................................................................................................. 58
8.0 REPAIR AND INSPECTION ........................................................................ 59
8.1 DISASSEMBLY TIPS .................................................................................. 61
8.2 SANDING TIPS ............................................................................................ 62
8.3 ASSEMBLY TIPS .......................................................................................... 63
9.0 STORAGE ............................................................................................................. 64
9.1 SHELF LIFE .................................................................................................... 65
10.0 ACCESSORIES ................................................................................................ 66
10.1 GREASES ....................................................................................................... 67
10.2 GREASE REQUIREMENTS .................................................................... 68
10.3 ACTUATORS ................................................................................................ 69
10.4 RUBBER PRODUCTS ............................................................................... 70
Revision D April 03, 2014
Page 3

MSI LT VALVE TECHNICAL MANUAL
3
1.0 FEATURES
The MSI LT Plug Valve is a lubricated, tapered pocket, quarter-turn plug valve
for rapid full open or close operation. The valve cavity is tapered to ensure uniform
seating of the sealing inserts, providing a reliable seal at the full range of pressures.
The MSI LT Plug Valve and replacement parts are engineered to provide low
operating toque and resistance to the toughest abrasive and corrosive conditions.
MSI offers more end connection choices than any other plug valve
manufacturer in the industry. Connection types such as Hammer Unions, Line Pipe,
API Flanged, Tool Joint, Clamp Hub, and our own metal-to-metal WingSeal (WS20
and WS30) are just a few of the available choices. All sizes of MSI valves can be
outfitted with your choice of end connections or combinations to suit your specific
application. Custom end-to-end lengths are also available on some valves.
Compact Design
Lightweight
Longer lasting internals
Ease of repair
Interchangeability
SafeTap™ grease fitting
UNIsert™ integral insert
GreaSeal™ plug for full 360° greasing
Widest range of end connections in the industry
o Hammer union (all sizes of 602, 1002, 1502, 2002, 2202)
o API Flange & Studded (all sizes and working pressures)
o WingSeal 20 (2.00”ID) & 30 (3.00”ID) *metal-to-metal
o Clamp Hub (all sizes such as B20, GR14, GR31, plus API clamp hubs)
o Threaded Ends (all sizes of Line Pipe, EU, NU, and premium threads)
o Tool Joint (All sizes of IF and ACME unions)
Revision D April 03, 2014
Page 4
MSI LT VALVE TECHNICAL MANUAL
4
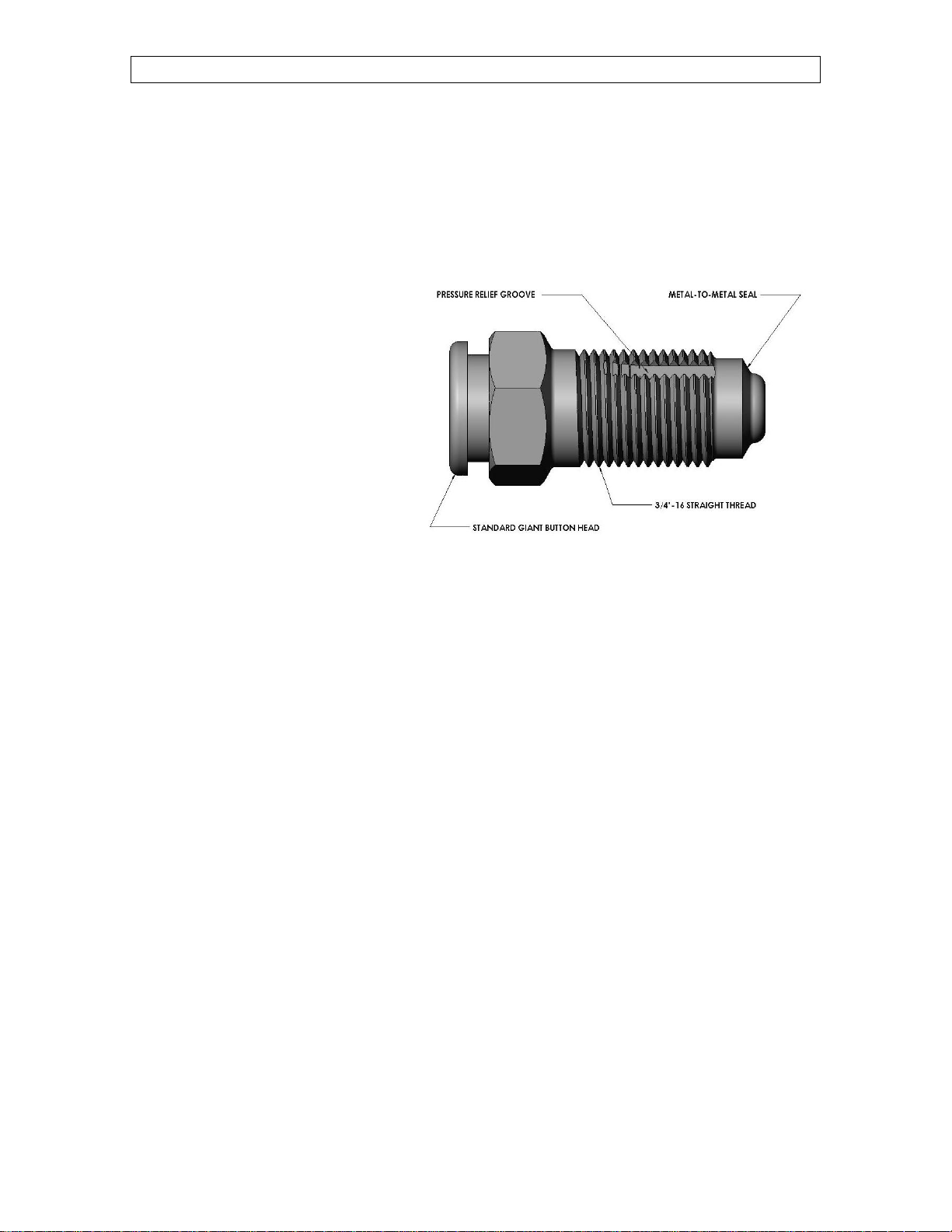
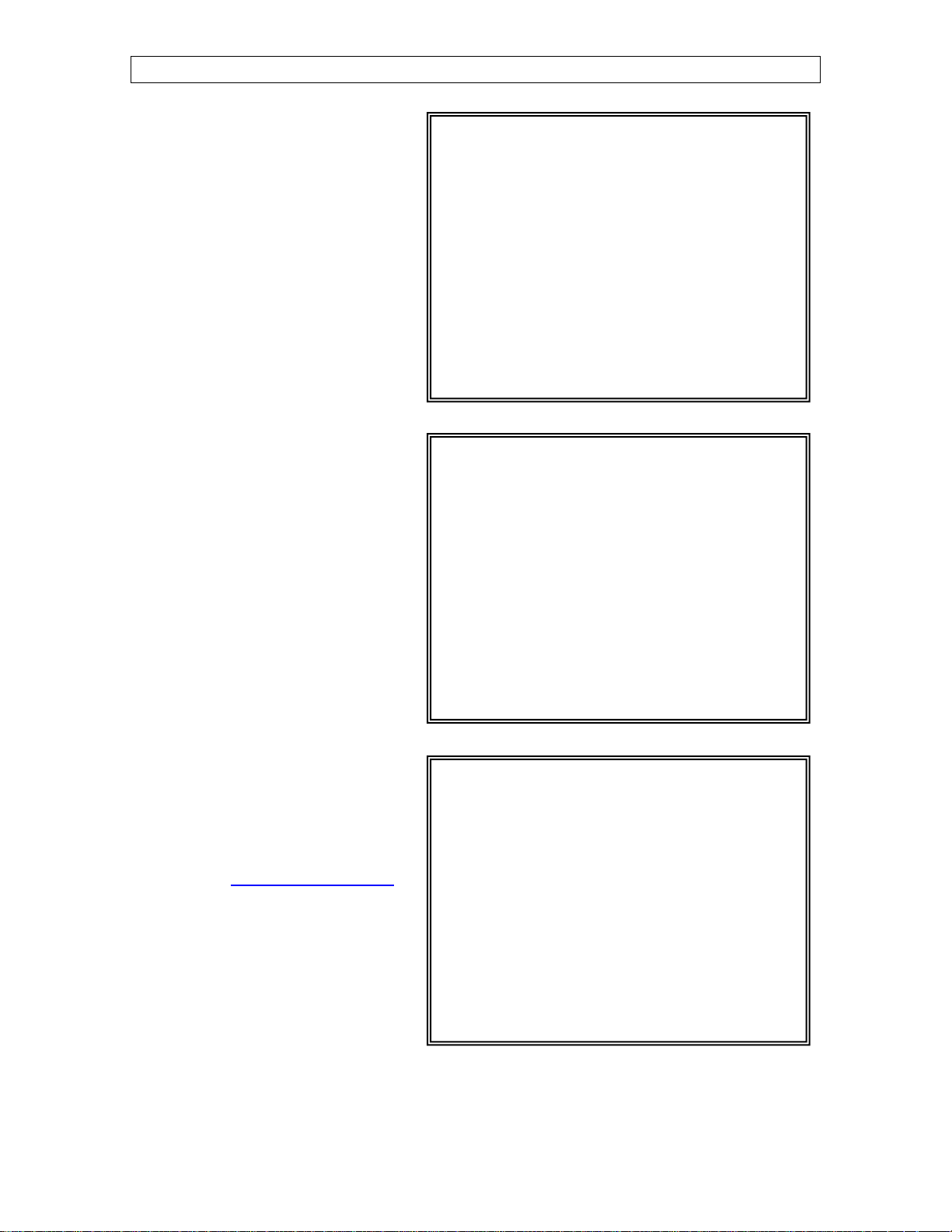
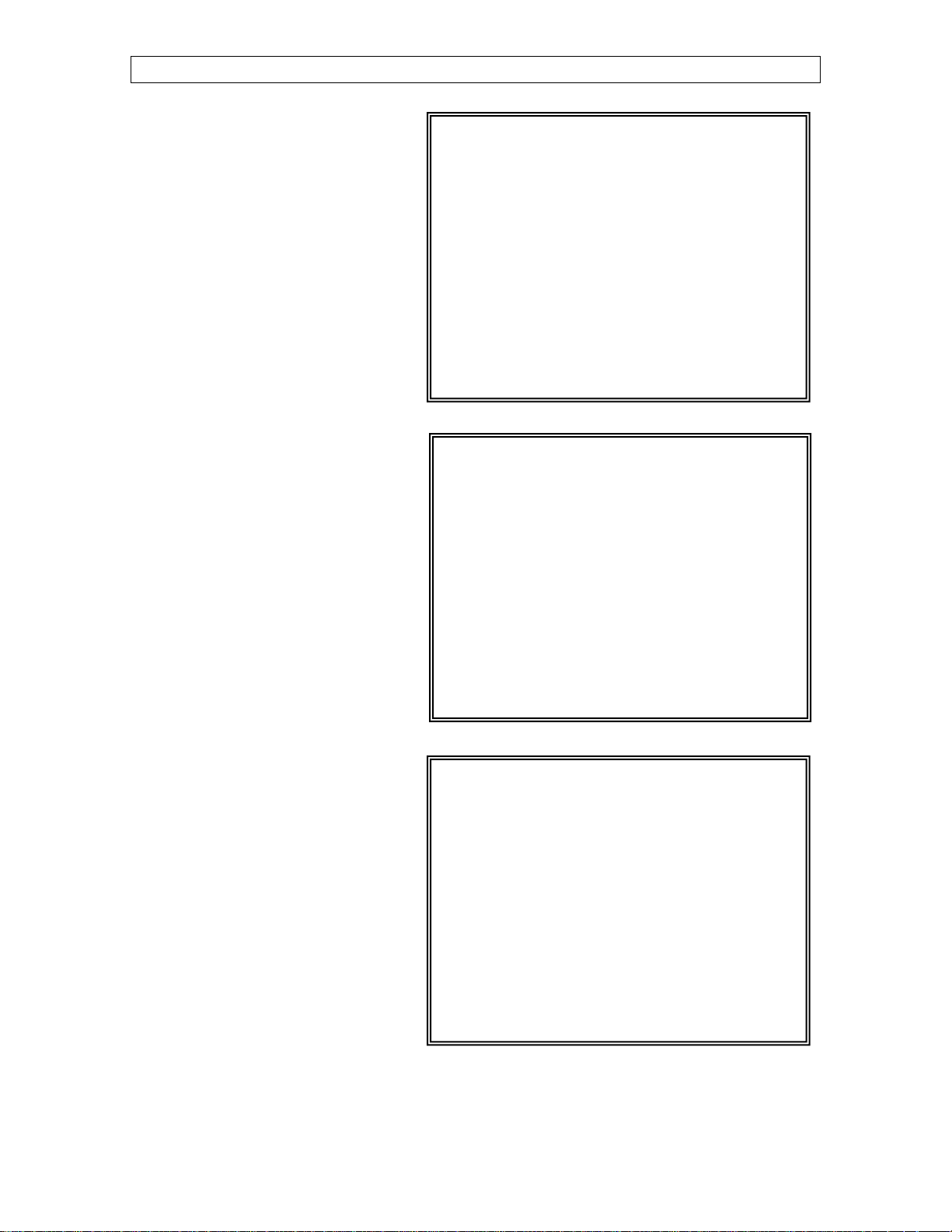
SafeTap™ grease fittings are designed to provide maximum safe operation in the
field. These fittings are standard in all new LT valves. Key features include:
The unique metal-to-
metal seal eliminates
wetted threads and pipe
taps. Since the threads
do not perform a sealing
function they do not
require Teflon tape or
other sealing aids.
The heavier cross section
stands up better to
impacts.
Each fitting has a slot
machined through the
threads which serves as a
pressure relief path in the
event of a leak.
The metal-to-metal seal and the pressure relief slot of the SafeTap™ grease
fitting also allow a means to safely bleed any residual internal pressure.
1.1 SAFETAP™ GREASE FITTING
Revision D April 03, 2014
Page 5
MSI LT VALVE TECHNICAL MANUAL
5
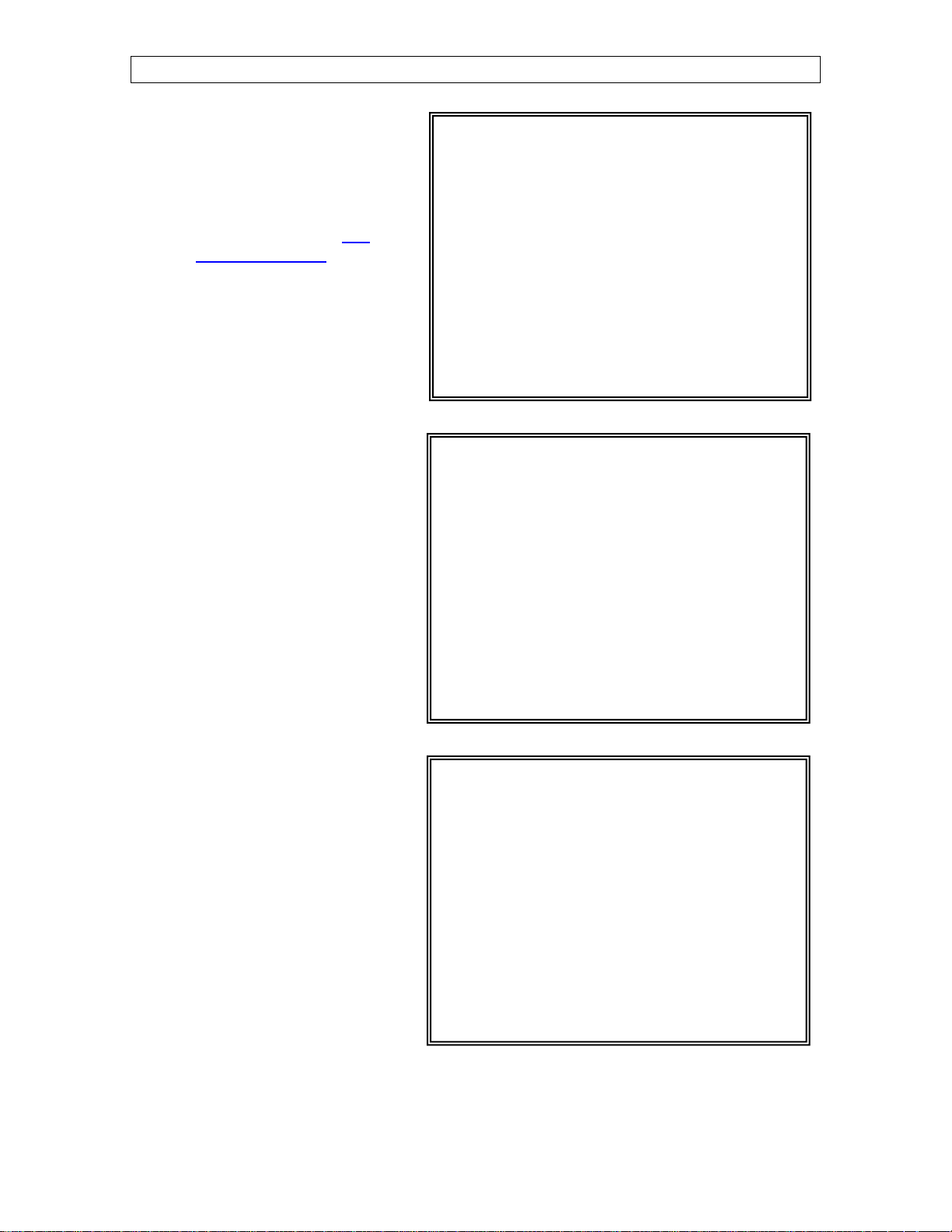
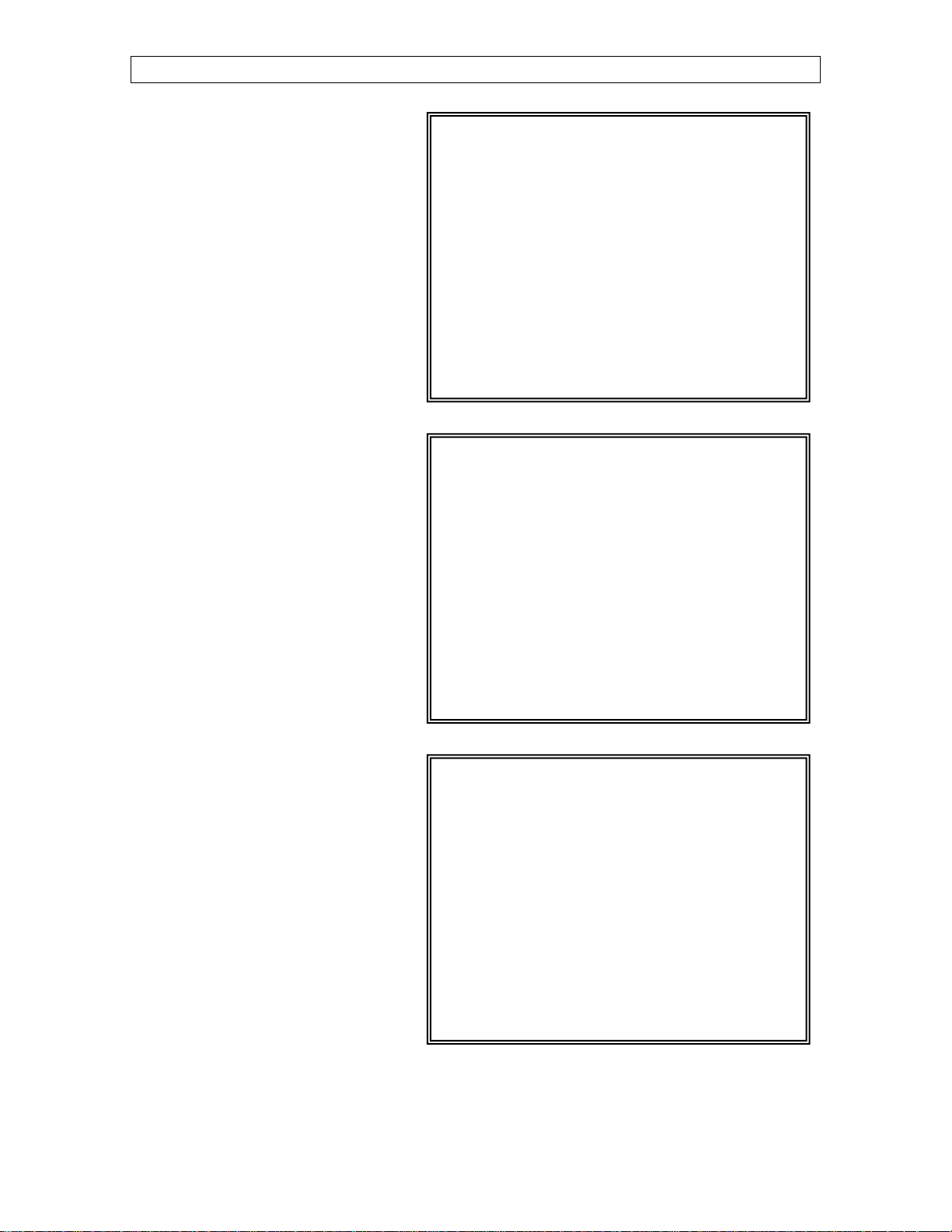
The patented GreaSeal™ plug is designed to provide maximum lubrication in the
harshest field conditions. Key features include:
The only plug that
allows greasing in the
opened or closed
position while in
service.
Dual 360°grease
channels.
Forces grease into 360°
of the seal area when
closed.
Allows for complete
distribution of lubricant
immediately prior to
opening a valve when
exposure to high
temperatures and well
fluids may have
compromised the
existing grease.
Greasing in the closed
position can stop or
significantly slow leaks
in valves with worn or
damaged parts.
Grease fitting installs
from the bottom of the
plug for added
protection from
impacts.
1.2 GREASEAL™ PLUG
Revision D April 03, 2014
Page 6

MSI LT VALVE TECHNICAL MANUAL
6
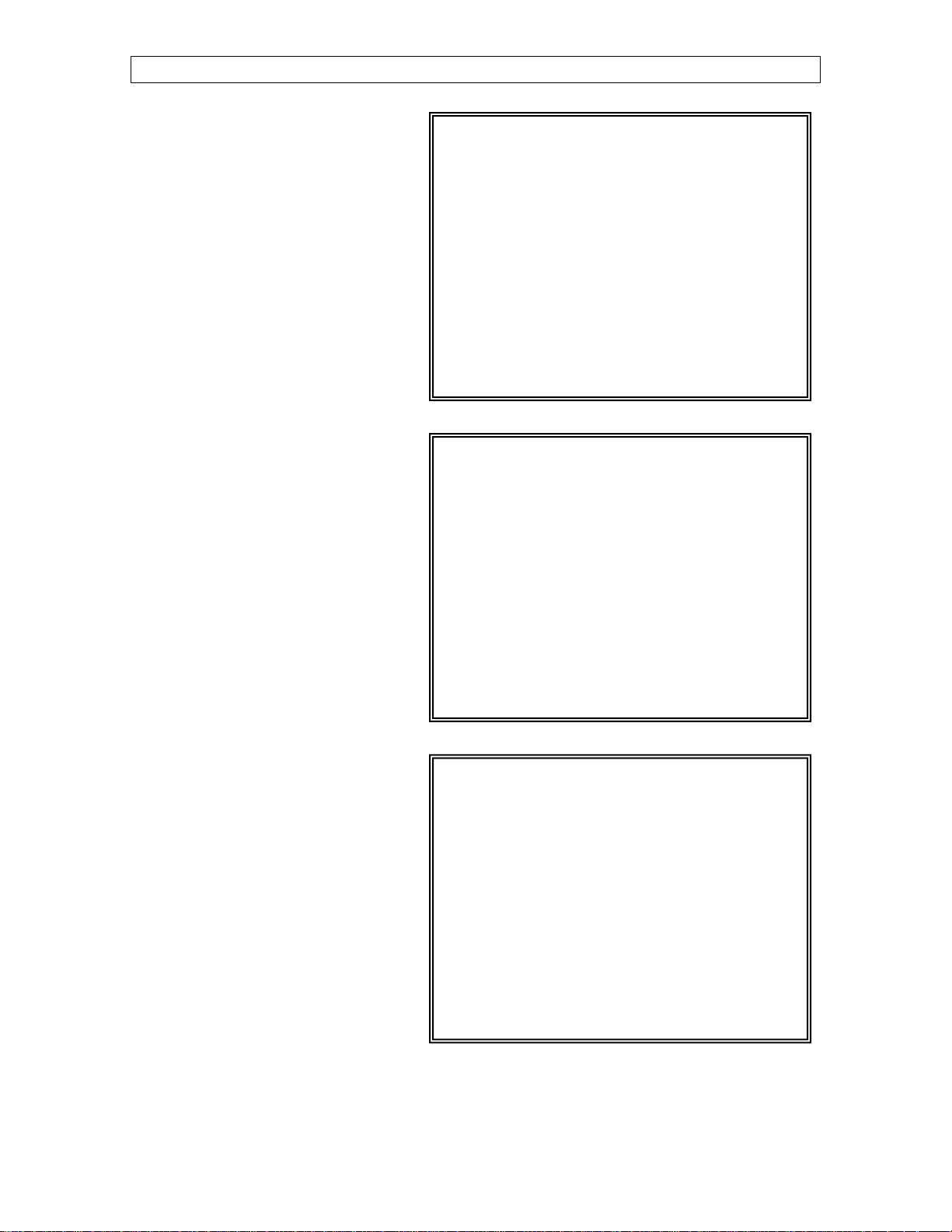
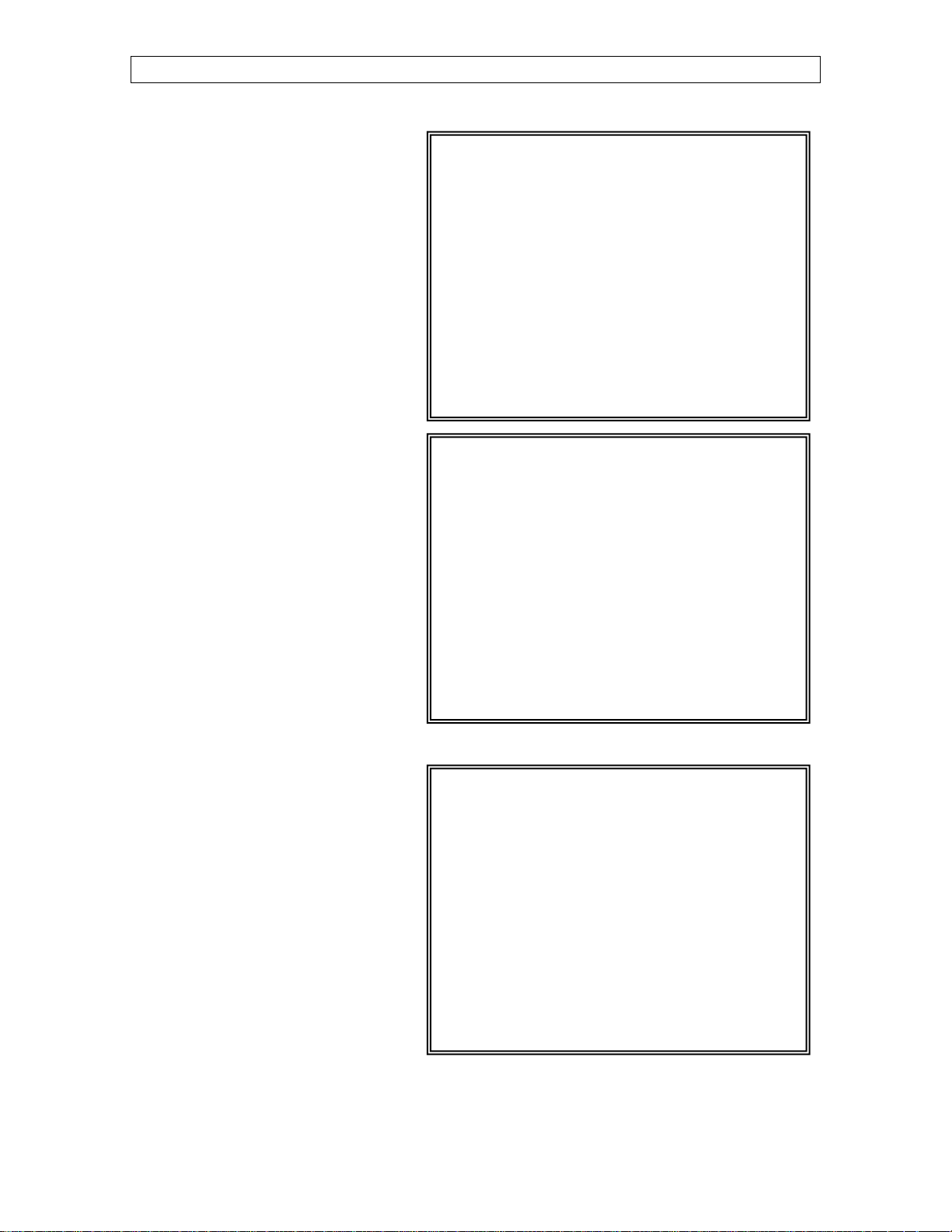
2.0 EXPLODED VIEW
Revision D April 03, 2014
Page 7
7
2.1 PARTS LIST
NO.
QTY REQ’D
DESCRIPTION
1 2 PLUG BOLT
2 2 WASHER (SMALL)
3 2 WASHER (LARGE)
4 1 HANDLE ADAPTER
5 1 STOP COLLAR
6 1 RESILIENT SEAL
7 1 SAFETAP™ GREASE FITTING
8 1 VALVE BODY
9 2 PLUG SEAL
10a
1
PLUG
10b
1
GreaSeal™ PLUG
11 2 INSERT O-RING
12a
1
UNIsert™
12b
1
INSERT SET (SPLIT)
13 1 ADJUSTING NUT O-RING
14 1 ADJUSTING NUT
15 2 ROLL PIN (OUTER) (LG)
16 2 ROLL PIN (INNER) (SM)
17 1 WING NUT
18 1 NUT RETAINER SET
19 1 SPIRAL RETAINER RING
20 1 STOP BOLT
MSI LT VALVE TECHNICAL MANUAL
Revision D April 03, 2014
Page 8
MSI LT VALVE TECHNICAL MANUAL
8
3.0 ASSEMBLY PROCEDURE – UNISERT™ TYPE
NOTE: It is imperative that the workstation being used to assemble the
valve be clean and free of anything that could possibly contaminate the
grease such as metal shavings, dirt, rust, old paint, etc. Do not sand or
deburr near the workstation.
o Check surfaces around the
valve bore inside the valve
pocket for sharp edges
that could cause cutting of
the insert o-rings. Then
screw the clean adjusting
nut (14) all the way into
the valve body to make
sure the threads are not
damaged.
o After inspection, remove
the adjusting nut (14),
grease the sealing groove
and install the adjusting
nut o ring (13) in the
groove.
o Check the roll pins (15 &
16) in the valve body by
gently sliding a UNIsert™
(12) into the valve. The
UNIsert™ (12) should
move freely up and down
the length of the roll pin
slots without interference.
Revision D April 03, 2014
Page 9
MSI LT VALVE TECHNICAL MANUAL
9
o Apply a thin film of
lubricant to the recess in
the valve body (8) and
install the plug seal (9)
with the metal back
towards the recess facing
away from the pressure.
o Apply a thin film of
lubricant to the recess in
the adjusting nut (14)
and install the plug seal
(9) with the metal back
towards the recess facing
away from the pressure.
o Check the plug (10)
outside diameter for
surface defects such as
scratches, dings, nicks, or
sharp edges that could
affect the sealing area.
See 8.2 SANDING TIPS
for repair.
Revision D April 03, 2014
Page 10
MSI LT VALVE TECHNICAL MANUAL
10
o Check the surface finish of
the UNIsert™ (12)
making sure it does not
have any scratches, dings,
nicks or sharp edges that
could also affect the
sealing area. See 8.2
SANDING TIPS for repair.
o Inspect the adjusting nut
o-ring (13) for any
possible non-conformity.
o Pack the adjusting nut
(14) plug seal (9) with
valve grease.
Revision D April 03, 2014
Page 11
MSI LT VALVE TECHNICAL MANUAL
11
o Place the UNIsert™ (12)
on the adjusting nut
(14).
o Apply a thin film of grease
to the entire O.D. of the
plug (10).
o Install the lower end of the
plug (10) (opposite the
hex) in the UNIsert™
(12) and adjusting nut
(14) and push down until
the plug shoulders on the
adjusting nut.
Revision D April 03, 2014
Page 12
MSI LT VALVE TECHNICAL MANUAL
12
o Place the insert o-rings
(11) in to the grooves on
the UNIsert™ (12) and
pack with grease to retain
the rings and thoroughly
grease the sealing
surfaces.
o Secure the plug (10) to
the adjusting nut (14)
with the plug bolt (1) and
two washers (2 & 3).
o Lubricate the valve pocket
with valve grease.
Revision D April 03, 2014
Page 13

MSI LT VALVE TECHNICAL MANUAL
13
o Apply thread compound
(Never-Seez) to the
adjusting nut threads and
adjusting nut sealing
surfaces.
o Support the valve so that
the plug (10) hex can
pass through
unobstructed.
o Install the plug (10),
UNIsert™ (12) and
adjusting nut (14)
assembly into the valve
body.
Revision D April 03, 2014
Page 14
MSI LT VALVE TECHNICAL MANUAL
14
o Screw in the adjusting nut
until proper alignment is
obtained between the
valve bore, the UNIsert™
and plug. Do not tighten
beyond proper alignment
as actuating an over
tightened valve could
damage internal parts. If
sight through the bore is
not possible, then screw in
the adjusting nut until ½
or no thread is visible.
o Apply thread compound
(never Seez) to the
threads on the SafeTap™
grease fitting (7).
NOTE: Do not use Teflon
tape on the grease fitting.
o Install SafeTap™ grease
fitting (7) and torque to
80 ft-lbs.
Revision D April 03, 2014
Page 15
MSI LT VALVE TECHNICAL MANUAL
15
o Place spiral retainer ring
(19) on male end (if
required).
o Then place wing nut (17)
on male end and install the
nut retainer set (18) (if
required).
o Secure the retainers with
spiral retainer ring (if
required)
Revision D April 03, 2014
Page 16
MSI LT VALVE TECHNICAL MANUAL
16
o Install stop bolt (20).
o Install stop collar (5).
NOTE: Valves with bores
smaller than 2” do not use
a stop collar, the detent is
integral to the handle
adapter.
o Install the handle
adapter (4).
Revision D April 03, 2014
Page 17
MSI LT VALVE TECHNICAL MANUAL
17
o Secure handle adapter (4) with the plug bolt (1) and washers (2 & 3).
o Remove excess grease from
valve bore.
o Inspect plug alignment and
adjust as necessary with
adjusting nut (14).
Revision D April 03, 2014
Page 18
MSI LT VALVE TECHNICAL MANUAL
18
o Grease the counter bore of the valve body female end and press the resilient
seal (19) lip end towards
the valve in until the lip on
the OD of the seal snaps
into the groove in the back
of the counter bore.
Revision D April 03, 2014
Page 19
MSI LT VALVE TECHNICAL MANUAL
19
3.1 ASSEMBLY PROCEDURE – UNISERT™ TYPE (TEXT)
NOTE: It is imperative that the workstation being used to assemble the
valve be clean and free of anything that could possibly contaminate the
grease such as metal shavings, dirt, rust, old paint, etc. Do not sand or
deburr near the workstation.
1. Check surfaces around the valve bore inside the valve pocket for sharp edges
that could cause cutting of the insert o-rings. Then screw the clean
adjusting nut (14) all the way into the valve body to make sure the threads
are not damaged.
2. After inspection, remove the adjusting nut (14), grease the sealing groove
and install the adjusting nut o ring (13) in the groove.
3. Check the roll pins (15 & 16) in the valve body by gently sliding a
UNIsert™ (12) into the valve. The UNIsert™ (12) should move freely up
and down the length of the roll pin slots without interference.
4. Apply a thin film of lubricant to the recess in the valve body (8) and install
the plug seal (9) with the metal back towards the recess facing away from
the pressure.
5. Apply a thin film of lubricant to the recess in the adjusting nut (14) and
install the plug seal (9) with the metal back towards the recess facing away
from the pressure.
6. Check the plug (10) outside diameter for surface defects such as scratches,
dings, nicks, or sharp edges that could affect the sealing area. See 8.2
SANDING TIPS for repair.
7. Check the surface finish of the UNIsert™ (12) making sure it does not have
any scratches, dings, nicks or sharp edges that could also affect the sealing
area. See 8.2 SANDING TIPS for repair.
8. Inspect the adjusting nut o-ring (13) for any possible non-conformity.
9. Pack the adjusting nut (14) plug seal (9) with valve grease.
10. Place the UNIsert™ (12) on the adjusting nut (14).
11. Apply a thin film of grease to the entire O.D. of the plug (10).
12. Install the lower end of the plug (10) (opposite the hex/keyway) in the
UNIsert™ (12) and adjusting nut (14) and push down until the plug
shoulders on the adjusting nut.
13. Place the insert o-rings (11) in to the grooves on the UNIsert™ (12) and
pack with grease to thoroughly grease the sealing surfaces.
14. Secure the plug (10) to the adjusting nut (14) with the plug bolt (1) and
two washers (2 & 3).
Revision D April 03, 2014
Page 20

MSI LT VALVE TECHNICAL MANUAL
20
15. Lubricate the valve pocket with valve grease.
16. Apply thread compound (Never-Seez) to the adjusting nut threads and
adjusting nut sealing surfaces.
17. Support the valve so that the plug (10) hex can pass through unobstructed.
18. Install the plug (10), UNIsert™ (12) and adjusting nut (14) assembly
into the valve body.
19. Screw in the adjusting nut until proper alignment is obtained between the
valve bore, the UNIsert™ and plug. Do not tighten beyond proper alignment
as actuating an over tightened valve could damage internal parts. If sight
through the bore is not possible, then screw in the adjusting nut until ½ or no
thread is visible.
20. Apply thread compound (Never-Seez) to the threads on the SafeTap™
grease fitting (7). NOTE: Do not use Teflon tape on the grease fitting.
21. Install SafeTap™ grease fitting (7) and torque to 80 ft-lbs.
22. Place spiral retainer ring (19) on male end (if required).
23. Then place wing nut (17) on male end and install the nut retainer set
(18) (if required).
24. Secure the retainers with spiral retainer ring (if required).
25. Install stop bolt (20).
26. Install stop collar (5). NOTE: Valves with bores smaller than 2” do not
use a stop collar, the detent is integral to the handle adapter.
27. Install the handle adapter (4).
28. Secure handle adapter (4) with the plug bolt (1) and washers (2 & 3).
29. Remove excess grease from valve bore.
30. Inspect plug alignment and adjust as necessary with adjusting nut (14).
31. Grease the counter bore of the valve body female end and press the resilient
seal (19) lip end towards the valve in until the lip on the OD of the seal
snaps into the groove in the back of the counter bore.
Revision D April 03, 2014
Page 21
MSI LT VALVE TECHNICAL MANUAL
21
3.2 ASSEMBLY PROCEDURE – SPLIT INSERT TYPE
NOTE: It is imperative that the workstation being used to assemble the
valve be clean and free of anything that could possibly contaminate the
grease such as metal shavings, dirt, rust, old paint, etc. Do not sand or
deburr near the workstation.
o Check surfaces around the
valve bore inside the valve
pocket for sharp edges that
could cause cutting of the
insert o-rings. Then screw
the clean adjusting nut
(14) all the way into the
valve body to make sure
the threads are not
damaged.
o After inspection, remove
the adjusting nut (14),
grease the sealing groove
and install the adjusting
nut o ring (13) in the
groove.
o Check the roll pins (15 &
16) in the valve body by
gently sliding a set of
inserts (12) into the
valve. The inserts (12)
should move freely up and
down the length of the roll
pin slots without
interference.
Revision D April 03, 2014
Page 22

22
o Apply a thin film of
lubricant to the recess in
the valve body (8) and
install the plug seal (9)
with the metal back
towards the recess facing
away from the pressure.
o Apply a thin film of
lubricant to the recess in
the adjusting nut (14)
and install the plug seal
(9) with the metal back
towards the recess facing
away from the pressure.
o Check the plug (10)
outside diameter for
surface defects such as
scratches, dings, nicks, or
sharp edges that could
affect the sealing area.
See 8.2 SANDING TIPS
for repair.
MSI LT VALVE TECHNICAL MANUAL
Revision D April 03, 2014
Page 23

MSI LT VALVE TECHNICAL MANUAL
23
o Apply grease to the plug
seal (9) in the adjusting
nut (14).
o Install the lower end of the
plug (10) (opposite the
hex) in the adjusting nut
(14) and push down until
the plug shoulders on the
adjusting nut.
NOTE: For the 0.38” and 1”
valves, do not push the plug
(10) all the way down yet.
o Apply a thin film of grease
to the entire O.D. of the
plug (10).
Revision D April 03, 2014
Page 24

MSI LT VALVE TECHNICAL MANUAL
24
o Check the surface finish of
the inserts (12) making
sure they do not have any
scratches, dings, nicks or
sharp edges that could
affect the sealing area.
See 8.2 SANDING TIPS
for repair.
o Inspect the insert o-rings
(11) for any possible non-
conformity.
o Place the inserts (12)
around the plug (10).
NOTE: For the 0.38” and
1” valves, push the plug
(10) all the way down
now.
Revision D April 03, 2014
Page 25

MSI LT VALVE TECHNICAL MANUAL
25
o Install the insert o-rings
(11) into the insert (12)
grooves and coat with
grease to retain the rings.
o Make sure the entire
sealing surface is
thoroughly greased.
o Secure the plug to the
adjusting nut with the plug
bolt (1) and washers (2
& 3).
Revision D April 03, 2014
Page 26

MSI LT VALVE TECHNICAL MANUAL
26
o Lubricate the valve pocket
with valve grease.
o Apply thread compound
(Never-Seez) to the
adjusting nut threads and
adjusting nut sealing
surfaces.
o Install the plug (10),
inserts (12) and
adjusting nut (14)
assembly into the valve
body.
Revision D April 03, 2014
Page 27

MSI LT VALVE TECHNICAL MANUAL
27
o Support the valve so that
the plug (10) hex can
pass through unobstructed.
o Tighten the adjusting nut
(14) until snug and back
off ¼ turn from snug
position.
o Apply thread compound
(Never Seez) to the
threads on the SafeTap™
grease fitting (7). Install
grease fitting and torque to
80 ft-lbs.
NOTE: Do not use Teflon
tape on the grease
fitting.
Revision D April 03, 2014
Page 28

MSI LT VALVE TECHNICAL MANUAL
28
o Place spiral retainer ring
(19) on male end (if
required).
o Then place wing nut (17)
on male end and install the
nut retainer set (18) (if
required).
o Secure the retainers with
spiral retainer ring (if
required)
Revision D April 03, 2014
Page 29

MSI LT VALVE TECHNICAL MANUAL
29
o Install stop bolt (20).
o Install stop collar (5) and
handle adapter (4).
NOTE: Valves with bores
smaller than 2” do not use
a stop collar, the detent is
integral to the handle
adapter.
o Secure handle adapter
(4) with the plug bolt (1)
and washers (2 & 3).
Revision D April 03, 2014
Page 30

MSI LT VALVE TECHNICAL MANUAL
30
o Remove excess grease from valve bore.
o Inspect plug alignment and
adjust as necessary with
adjusting nut (14).
o Grease the counter bore of
the valve body female end
and press the resilient
seal (19) in until the lip
on the OD of the seal
snaps into the groove in
the back of the counter
bore.
Revision D April 03, 2014
Page 31

MSI LT VALVE TECHNICAL MANUAL
31
3.3 ASSEMBLY PROCEDURE – SPLIT INSERT TYPE (TEXT)
NOTE: It is imperative that the workstation being used to assemble the
valve be clean and free of anything that could possibly contaminate the
grease such as metal shavings, dirt, rust, old paint, etc. Do not sand or
deburr near the workstation.
1. Check surfaces around the valve bore inside the valve pocket for sharp edges
that could cause cutting of the insert o-rings. Then screw the clean
adjusting nut (14) all the way into the valve body to make sure the threads
are not damaged.
2. After inspection, remove the adjusting nut (14), grease the sealing groove
and install the adjusting nut o ring (13) in the groove.
3. Check the roll pins (15 & 16) in the valve body by gently sliding a set of
insert (12) into the valve. The inserts (12) should move freely up and
down the length of the roll pin slots without interference.
4. Apply a thin film of lubricant to the recess in the valve body (8) and install
the plug seal (9) with the metal back towards the recess facing away from
the pressure.
5. Apply a thin film of lubricant to the recess in the adjusting nut (14) and
install the plug seal (9) with the metal back towards the recess facing away
from the pressure.
6. Check the plug (10) outside diameter for surface defects such as scratches,
dings, nicks, or sharp edges that could affect the sealing area. See 8.2
SANDING TIPS for repair.
7. Apply grease to the plug seal (9) in the adjusting nut (14).
8. Install the lower end of the plug (10) (opposite the hex/keyway) in the
adjusting nut (14) and push down until the plug shoulders on the adjusting
nut. NOTE: For the 0.38” and 1” valves, do not push the plug (10) all
the way down yet.
9. Apply a thin film of grease to the entire O.D. of the plug (10).
10. Check the surface finish of the inserts (12) making sure they do not have
any scratches, dings, nicks or sharp edges that could affect the sealing area.
See 8.2 SANDING TIPS for repair.
11. Inspect the insert o-rings (11) for any possible non-conformity.
12. Place the inserts (12) around the plug (10). NOTE: For the 0.38” and 1”
valves, push the plug (10) all the way down now.
13. Install the insert o-rings (11) into the insert (12) grooves and coat with
grease.
Revision D April 03, 2014
Page 32

MSI LT VALVE TECHNICAL MANUAL
32
14. Make sure the entire sealing surface is thoroughly greased.
15. Secure the plug to the adjusting nut with the plug bolt (1) and washers (2
& 3).
16. Lubricate the valve pocket with valve grease.
17. Apply thread compound (Never-Seez) to the adjusting nut threads and
adjusting nut sealing surfaces.
18. Install the plug (10), inserts (12) and adjusting nut (14) assembly into
the valve body.
19. Support the valve so that the plug (10) hex can pass through unobstructed.
20. Tighten the adjusting nut (14) until snug and back off ¼ turn from snug
position.
21. Apply thread compound (Never Seez) to the threads on the SafeTap™ grease
fitting (7). Install grease fitting and torque to 80 ft-lbs. NOTE: Do not use
Teflon tape on the grease fitting.
22. Place spiral retainer ring (19) on male end (if required).
23. Then place wing nut (17) on male end and install the nut retainer set
(18) (if required).
24. Secure the retainers with spiral retainer ring (if required)
25. Install stop bolt (20).
26. Install stop collar (5) and handle adapter (4). NOTE: Valves with bores
smaller than 2” do not use a stop collar, the detent is integral to the
handle adapter.
27. Secure handle adapter (4) with the plug bolt (1) and washers (2 & 3).
28. Remove excess grease from valve bore.
29. Inspect plug alignment and adjust as necessary with adjusting nut (14).
30. Grease the counter bore of the valve body female end and press the resilient
seal (19) in until the lip on the OD of the seal snaps into the groove in the
back of the counter bore.
Revision D April 03, 2014
Page 33

MSI LT VALVE TECHNICAL MANUAL
33
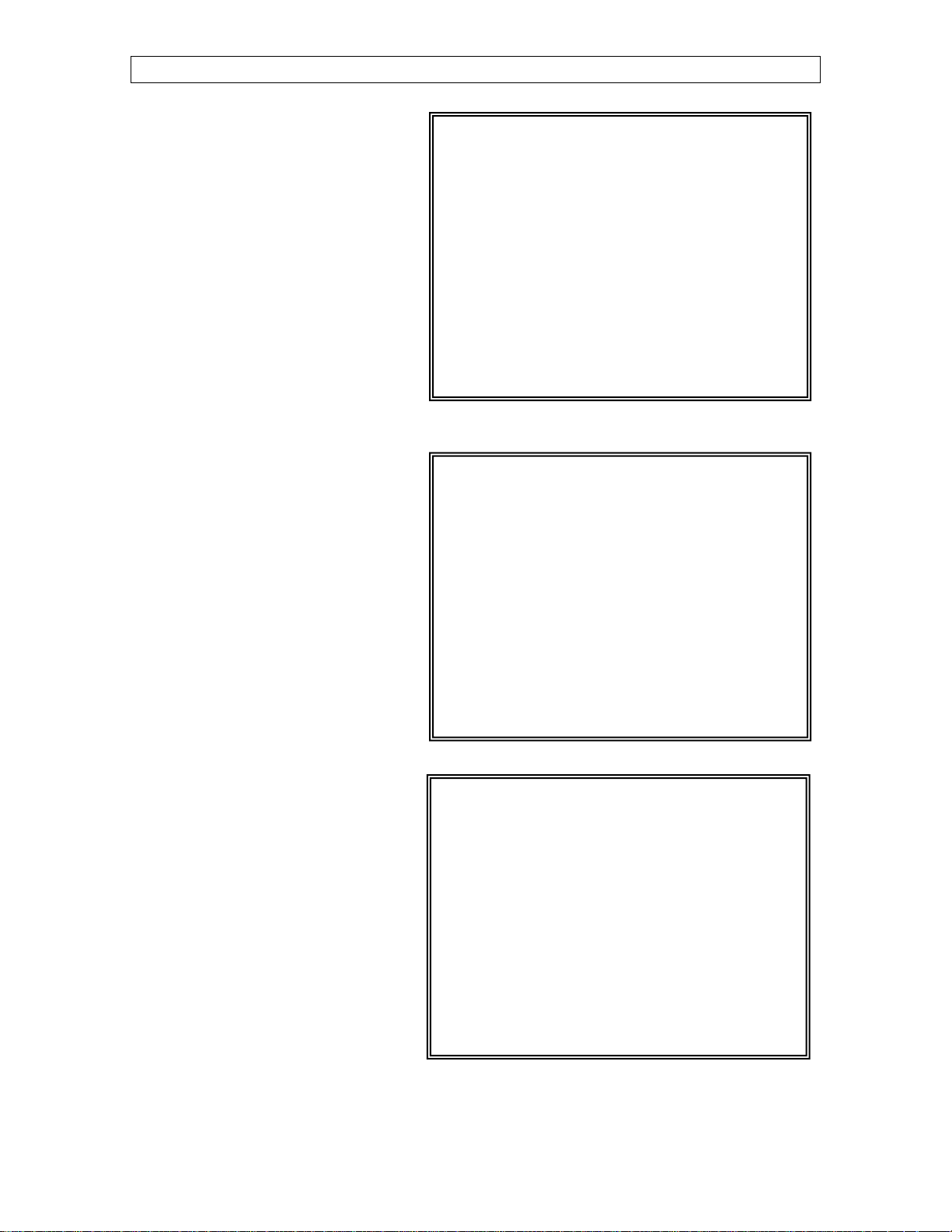
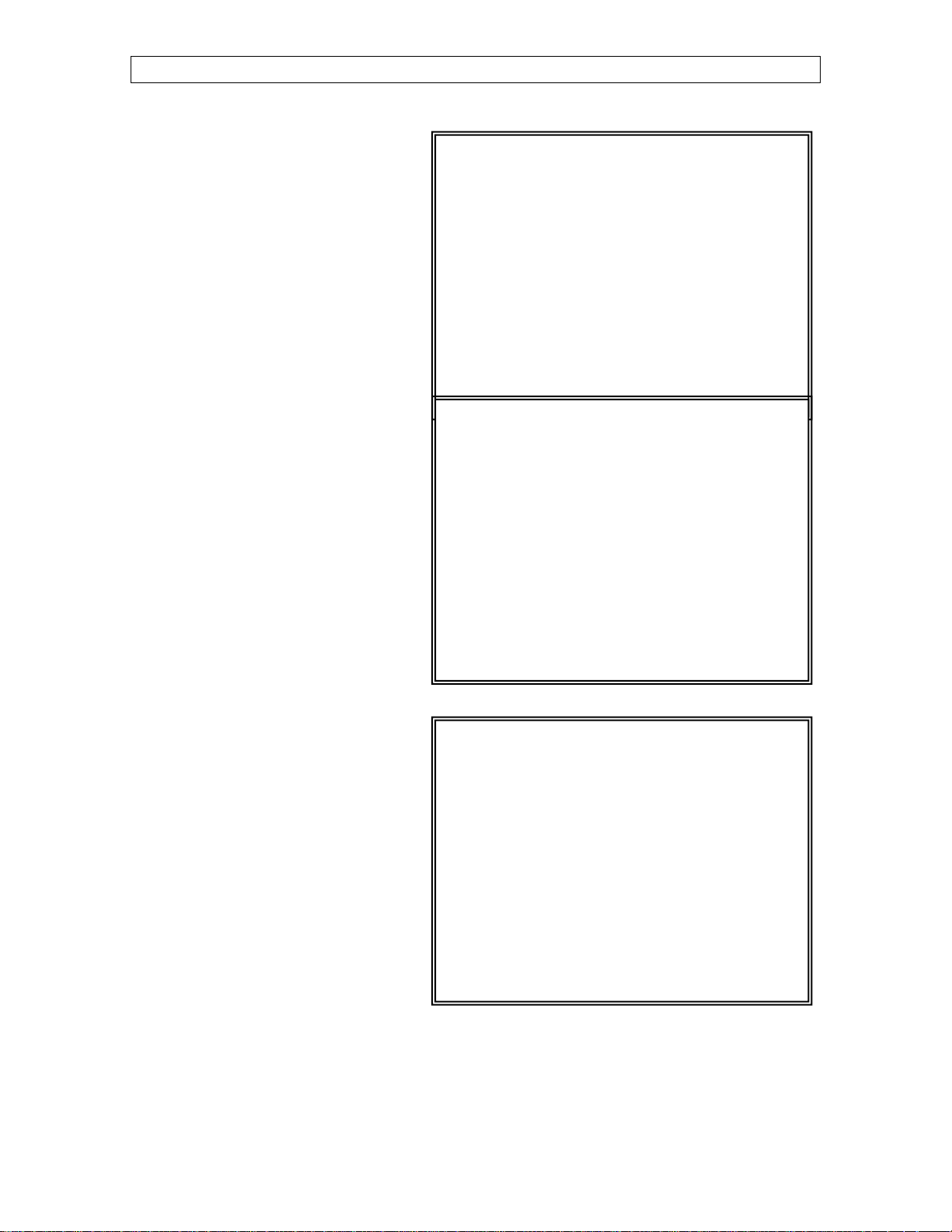
4.0 EXPLODED VIEW (5” VALVE)
Revision D April 03, 2014
Page 34

MSI LT VALVE TECHNICAL MANUAL
34
NO.
QTY REQ’D
DESCRIPTION
1 1 VALVE BODY
2 2 SAFETAP™ GREASE FITTING
3
12
STUDS 4 12
NUTS
5 2 PLUG SEAL
6a 1 PLUG
6b 1 GreaSeal™ PLUG
7a 1 UNIsert™
7b 1 INSERT SET (SPLIT)
8 2 INSERT O-RING
9 1 O RING, FACE SEAL RING
10 1 SEAL RING
11 1 O RING, ADJUSTING NUT
12 1 ADJUSTING NUT
13 1 FLAT WASHER
14 1 SOCKET HEAD BOLT
15 4 ROLL PIN (OUTER) (LG)
16 4 ROLL PIN (INNER) (SM)
4.1 PARTS LIST (5” VALVE)
Revision D April 03, 2014
Page 35

MSI LT VALVE TECHNICAL MANUAL
35
5.0 ASSEMBLY PROCEDURE – UNISERT™ TYPE (5” VALVE)
NOTE: It is imperative that the workstation being used to assemble the
valve be clean and free of anything that could possibly contaminate the
grease such as metal shavings, dirt, rust, old paint, etc. Do not sand or
deburr near the workstation.
All assembly steps must be done with the valve pocket in the vertical
position. Any attempt to screw the adjusting nut in with the valve pocket in
the horizontal position could result in damage to the adjusting nut and valve
sealing components.
o Check surfaces around the
valve bore inside the valve
pocket for sharp edges that
could cause cutting of the
insert o-rings. Then screw
the clean adjusting nut
(12) all the way into the
valve body to make sure
the threads are not
damaged.
o After inspection remove the
adjusting nut and check the
roll pins (15 & 16) in the
valve body by gently sliding
the insert (7) into the
valve. The insert (7)
should move freely up and
down the length of the roll
pin slots without
interference.
Revision D April 03, 2014
Page 36

MSI LT VALVE TECHNICAL MANUAL
36
o Apply a thin film of
lubricant to the recess in
the adjusting nut (12)
and install the plug seal
(5) with the metal back
towards the recess facing
away from the pressure.
o Apply grease to the plug
seal (5) in the adjusting
nut (12).
o Grease the sealing groove
and install the adjusting
nut o ring (11) in the
groove.
Revision D April 03, 2014
Page 37

MSI LT VALVE TECHNICAL MANUAL
37
o Apply a thin film of
lubricant to the pocket and
the recess in the valve
body (1) and install the
plug seal (5) with the
metal back towards the
recess facing away from
the pressure.
o Check the plug (6)
outside diameter for
surface defects such as
scratches, dings, nicks, or
sharp edges that could
affect the sealing area.
See 8.2 SANDING TIPS
for repair.
o Support the valve so that
the plug hex can pass
through unobstructed.
Revision D April 03, 2014
Page 38

MSI LT VALVE TECHNICAL MANUAL
38
o Install the plug (6) (hex
side down) in the valve
body.
o Check the surface finish of
the insert (7) making
sure they do not have any
scratches, dings, nicks or
sharp edges that could
affect the sealing area.
See 8.2 SANDING TIPS
for repair.
o Inspect the insert o-rings
(8) for any possible non-
conformity.
Revision D April 03, 2014
Page 39

MSI LT VALVE TECHNICAL MANUAL
39
o Install the insert o-rings
(8) into the insert (7)
grooves and coat with
grease to retain the rings.
o Make sure the entire
sealing surface is
thoroughly greased.
o Apply a thin film of grease
to the entire I.D. of the
insert (7).
Revision D April 03, 2014
Page 40

MSI LT VALVE TECHNICAL MANUAL
40
o Place the insert (7) around
the plug (6) in the valve
body making sure it slides
into the roll pins.
o Apply thread compound
(Never-Seez) to the
adjusting nut threads and
adjusting nut sealing
surfaces.
o Grease the seal ring (10)
groove and insert the o ring
(9) over it.
Revision D April 03, 2014
Page 41

MSI LT VALVE TECHNICAL MANUAL
41
o Place the seal ring (10) on
the top of the insert (7).
o Install the adjusting nut
(12) into the valve body and
tighten until snug and back
off ¼ turn from the snug
position.
o Apply thread compound
(Never Seez) grease to the
plug bolt (14) threads and
tighten it with the allen
wrench on the adjusting nut
side of the plug (6).
Revision D April 03, 2014
Page 42

MSI LT VALVE TECHNICAL MANUAL
42
o Apply thread compound
(Never Seez) to the threads
on the SafeTap™ grease
fitting (2). Install grease
fitting and torque to 80 ftlbs.
NOTE: Do not use Teflon tape
on the grease fitting.
o Remove excess grease from
valve bore.
o Inspect plug alignment and
adjust as necessary with
adjusting nut (12).
Revision D April 03, 2014
Page 43

MSI LT VALVE TECHNICAL MANUAL
43
o Apply Removable
Threadlocker (blue) in the
threads of the stud end and
screw the studs (3) until
tight. Screw the nuts (4)
on the studs (3).
Note: Do not use High
Strength (red) Threadlocker.
Revision D April 03, 2014
Page 44

MSI LT VALVE TECHNICAL MANUAL
44
5.1 ASSEMBLY PROCEDURE- UNISERT™ TYPE (5” VALVE)
(TEXT)
NOTE: It is imperative that the workstation being used to assemble the
valve be clean and free of anything that could possibly contaminate the
grease such as metal shavings, dirt, rust, old paint, etc. Do not sand or
deburr near the workstation.
All assembly steps must be done with the valve pocket in the vertical
position. Any attempt to screw the adjusting nut in with the valve pocket in
the horizontal position could result in damage to the adjusting nut and valve
sealing components.
1. Check surfaces around the valve bore inside the valve pocket for sharp edges
that could cause cutting of the insert o-rings. Then screw the clean
adjusting nut (12) all the way into the valve body to make sure the threads
are not damaged.
2. After inspection remove the adjusting nut and check the roll pins (15 & 16)
in the valve body by gently sliding the insert (7) into the valve. The insert
(7) should move freely up and down the length of the roll pin slots without
interference.
3. Apply a thin film of lubricant to the recess in the adjusting nut (12) and
install the plug seal (5) with the metal back towards the recess facing away
from the pressure.
4. Apply grease to the plug seal (5) in the adjusting nut (12).
5. Grease the sealing groove and install the adjusting nut o ring (11) in the
groove.
6. Apply a thin film of lubricant to the pocket and the recess in the valve body
(1) and install the plug seal (5) with the metal back towards the recess
facing away from the pressure.
7.
8. Check the plug (6) outside diameter for surface defects such as scratches,
dings, nicks, or sharp edges that could affect the sealing area. See 8.2
SANDING TIPS for repair.
9. Support the valve body (1) so that the plug hex can pass through
unobstructed.
10. Install the plug (6) (hex side down) in the valve body (1).
11. Check the surface finish of the inserts (7) making sure they do not have any
scratches, dings, nicks or sharp edges that could affect the sealing area. See
8.2 SANDING TIPS for repair.
12. Inspect the insert o-rings (8) for any possible non-conformity.
13. Install the insert o-rings (8) into the insert (7) grooves and coat with
grease to retain the rings.
Revision D April 03, 2014
Page 45

MSI LT VALVE TECHNICAL MANUAL
45
14. Make sure the entire sealing surface is thoroughly greased.
15. Apply a thin film of grease to the entire I.D. of the insert (7).
16. Place the insert (7) around the plug (6) in the valve body (1) making sure
it slides into the roll pins.
17. Apply thread compound (Never-Seez) to the adjusting nut threads and
adjusting nut sealing surfaces.
18. Grease the seal ring (10) groove and insert the o ring (9) over it.
19. Place the seal ring (10) on the top of the insert (7).
20. Install the adjusting nut (12) into the valve body (1) and tighten until
snug and back off ¼ turn from the snug position.
21. Apply thread compound (Never Seez) grease to the plug bolt (14) threads
and tighten it with the allen wrench on the adjusting nut side of the plug (6).
22. Apply thread compound (Never Seez) to the threads on the SafeTap™
grease fitting (2). Install grease fittings and torque to 80 ft-lbs.
NOTE: Do not use Teflon tape on the grease fitting.
23. Remove excess grease from valve bore.
24. Inspect plug alignment and adjust as necessary with adjusting nut (12).
25. Apply Removable Threadlocker (blue) in the threads of the stud end and
screw the studs (3) until tight. Screw the nuts (4) over the studs (3)
Note: Do not use Red High Strength Threadlocker.
Revision D April 03, 2014
Page 46

MSI LT VALVE TECHNICAL MANUAL
46
5.2 ASSEMBLY PROCEDURE- SPLIT INSERT TYPE (5” VALVE)
NOTE: It is imperative that the workstation being used to assemble the
valve be clean and free of anything that could possibly contaminate the
grease such as metal shavings, dirt, rust, old paint, etc. Do not sand or
deburr near the workstation.
All assembly steps must be done with the valve pocket in the vertical
position. Any attempt to screw the adjusting nut in with the valve pocket in
the horizontal position could result in damage to the adjusting nut and valve
sealing components.
o Check surfaces around the
valve bore inside the valve
pocket for sharp edges that
could cause cutting of the
insert o-rings. Then screw
the clean adjusting nut
(12) all the way into the
valve body to make sure
the threads are not
damaged.
o After inspection remove
the adjusting nut and
check the roll pins (15 &
16) in the valve body by
gently sliding a set of
inserts (7) into the valve.
The inserts (7) should
move freely up and down
the length of the roll pin
slots without interference.
Revision D April 03, 2014
Page 47

MSI LT VALVE TECHNICAL MANUAL
47
o Apply a thin film of
lubricant to the recess in
the adjusting nut (12)
and install the plug seal
(5) with the metal back
towards the recess facing
away from the pressure.
o Apply grease to the plug
seal (5) in the adjusting
nut (12).
o Grease the sealing groove
and install the adjusting
nut o ring (11) in the
groove.
Revision D April 03, 2014
Page 48

MSI LT VALVE TECHNICAL MANUAL
48
o Apply a thin film of
lubricant to the pocket and
the recess in the valve
body (1) and install the
plug seal (5) with the
metal back towards the
recess facing away from
the pressure.
o Check the plug (6)
outside diameter for
surface defects such as
scratches, dings, nicks, or
sharp edges that could
affect the sealing area.
See 8.2 SANDING TIPS
for repair.
o Support the valve so that
the plug hex can pass
through unobstructed.
Revision D April 03, 2014
Page 49

MSI LT VALVE TECHNICAL MANUAL
49
o Install the plug (6) (hex
side down) in the valve
body.
o Check the surface finish of
the inserts (7) making
sure they do not have any
scratches, dings, nicks or
sharp edges that could
affect the sealing area.
See 8.2 SANDING TIPS
for repair.
o Inspect the insert o-rings
(8) for any possible non-
conformity.
Revision D April 03, 2014
Page 50

MSI LT VALVE TECHNICAL MANUAL
50
o Install the insert o-rings
(8) into the insert (7)
grooves and coat with
grease to retain the rings.
o Make sure the entire
sealing surface is
thoroughly greased.
o Apply a thin film of grease
to the entire I.D. of the
insert set (7).
Revision D April 03, 2014
Page 51

MSI LT VALVE TECHNICAL MANUAL
51
o Place the inserts (7) around
the plug (6) in the valve
body making sure it slides
into the roll pins.
o Apply thread compound
(Never-Seez) to the
adjusting nut threads and
adjusting nut sealing
surfaces.
o Grease the seal ring (10)
groove and insert the o ring
(9) over it.
Revision D April 03, 2014
Page 52

MSI LT VALVE TECHNICAL MANUAL
52
o Place the seal ring (10) on
the top of the inserts.
o Install the adjusting nut
(12) into the valve body and
tighten until snug and back
off ¼ turn from the snug
position.
o Apply thread compound
(Never Seez) grease to the
plug bolt (14) threads and
tighten it with the allen
wrench on the adjusting nut
side of the plug (6).
Revision D April 03, 2014
Page 53

MSI LT VALVE TECHNICAL MANUAL
53
o Apply thread compound
(Never Seez) to the threads
on the SafeTap™ grease
fitting (2). Install grease
fitting and torque to 80 ftlbs.
NOTE: Do not use Teflon tape
on the grease fitting.
o Remove excess grease from
valve bore.
o Inspect plug alignment and
adjust as necessary with
adjusting nut (12).
Revision D April 03, 2014
Page 54

MSI LT VALVE TECHNICAL MANUAL
54
o Apply Removable
Threadlocker (blue) in the
threads of the stud end and
screw the studs (3) until
tight. Screw the nuts (4)
on the studs (3).
Note: Do not use Red High
Strength Threadlocker.
Revision D April 03, 2014
Page 55

MSI LT VALVE TECHNICAL MANUAL
55
5.3 ASSEMBLY PROCEDURE- SPLIT INSERT (5” VALVE) (TEXT)
NOTE: It is imperative that the workstation being used to assemble the
valve be clean and free of anything that could possibly contaminate the
grease such as metal shavings, dirt, rust, old paint, etc. Do not sand or
deburr near the workstation.
All assembly steps must be done with the valve pocket in the vertical
position. Any attempt to screw the adjusting nut in with the valve pocket in
the horizontal position could result in damage to the adjusting nut and valve
sealing components.
1. Check surfaces around the valve bore inside the valve pocket for sharp edges
that could cause cutting of the insert o-rings. Then screw the clean
adjusting nut (12) all the way into the valve body to make sure the threads
are not damaged.
2. After inspection remove the adjusting nut and check the roll pins (15 & 16)
in the valve body by gently sliding a set of inserts (7) into the valve. The
inserts (7) should move freely up and down the length of the roll pin slots
without interference.
3. Apply a thin film of lubricant to the recess in the adjusting nut (12) and
install the plug seal (5) with the metal back towards the recess facing away
from the pressure.
4. Apply grease to the plug seal (5) in the adjusting nut (12).
5. Grease the sealing groove and install the adjusting nut o ring (11) in the
groove.
6. Apply a thin film of lubricant to the pocket and the recess in the valve body
(1) and install the plug seal (5) with the metal back towards the recess
facing away from the pressure.
7.
8. Check the plug (6) outside diameter for surface defects such as scratches,
dings, nicks, or sharp edges that could affect the sealing area. See 8.2
SANDING TIPS for repair.
9. Support the valve body (1) so that the plug hex can pass through
unobstructed.
10. Install the plug (6) (hex side down) in the valve body (1).
11. Check the surface finish of the inserts (7) making sure they do not have any
scratches, dings, nicks or sharp edges that could affect the sealing area. See
8.2 SANDING TIPS for repair.
12. Inspect the insert o-rings (8) for any possible non-conformity.
Revision D April 03, 2014
Page 56

MSI LT VALVE TECHNICAL MANUAL
56
13. Install the insert o-rings (8) into the insert (7) grooves and coat with
grease to retain the rings.
14. Make sure the entire sealing surface is thoroughly greased.
15. Apply a thin film of grease to the entire I.D. of the insert set (7).
16. Place the inserts (7) around the plug (6) in the valve body (1) making
sure it slides into the roll pins.
17. Apply thread compound (Never-Seez) to the adjusting nut (12) threads and
adjusting nut (12) sealing surfaces.
18. Grease the seal ring (10) groove and insert the o ring (9).
19. Place the seal ring (10) on the top of the inserts (7).
20. Install the adjusting nut (12) into the valve body (1) and tighten until
snug and back off ¼ turn from the snug position.
21. Apply thread compound (Never Seez) grease to the plug bolt (14) threads
and tighten it with the allen wrench on the adjusting nut (12) side of the
plug (6).
22. Apply thread compound (Never Seez) to the threads on the SafeTap™
grease fitting (2). Install grease fittings and torque to 80 ft-lbs.
NOTE: Do not use Teflon tape on the grease fitting.
23. Remove excess grease from valve bore.
24. Inspect plug alignment and adjust as necessary with adjusting nut (12).
25. Apply Removable Threadlocker (blue) in the threads of the stud end and
screw the studs (3) until tight. Screw the nuts (4) over the studs (3)
Note: Do not use Red High Strength Threadlocker.
Revision D April 03, 2014
Page 57

MSI LT VALVE TECHNICAL MANUAL
57
6.0 DISASSEMBLY PROCEDURE
Note: If handle adapter (4) or adjusting nut (14) appears to be stuck or locked,
pressure may be trapped in the valve. This is also known as “pressure locking.” Do
not attempt to disassemble a “pressure locked” valve. See section 8.1
DISASSEMBLY TIPS for pressure relieving procedures.
o Remove the handle adapter (4) and stop collar (5). Turn valve over so
that the adjusting nut (14) is facing up. Leaving the bottom plug bolt (1)
in place, screw out (turning counter-clockwise) the adjusting nut (14). This
will allow the entire internal assembly (adjusting nut (14), plug (10) and
inserts (12)) to be removed from the valve pocket at once.
o Remove the plug bolt (1) that attaches the plug (10) to the adjusting nut
(14).
o Remove the plug (10) and inserts (12).
o Remove the insert o-rings (11), adjusting nut o-ring (13) and plug
seals (9).
o Clean all of the old lubricant and debris from the parts and valve body internal
profile.
Revision D April 03, 2014
Page 58

MSI LT VALVE TECHNICAL MANUAL
58
Valves should be greased as part of a regular maintenance program. Regular
greasing will increase the service life of the internal valve parts. Routine
disassembly and cleaning as part of a maintenance program can prevent
unnecessary damage to the valve body. Dixie Iron Works, Ltd. recommends that
valves be greased after every job or every 5 actuations, whichever one comes first.
Valves should be greased according to the severity of use. Each operating company
should establish guidelines for a greasing and/or disassembly program. These
guidelines should be based on the operating conditions. Special consideration should
be given for conditions in which the following would be involved:
Abrasives in the fluid stream
High flow rates
Caustic or Acidic fluid streams
High Temperature
Fluid Streams that would act as solvents such as condensate
High number of valve actuations
Valves should not be greased while under pressure unless a Greaseal™ plug is being
used. In addition, valves should not be disassembled for repair while part of an
operating arrangement such as a manifold. This should not be attempted even
though the valve may be isolated from the fluid stream by other valves.
If the valve is NOT pressurized, MSI recommends greasing the valve to a minimum
of 3,000 psi greasing pressure. If the valve is pressurized (and a Greaseal™ plug is
being used), the greasing pressure needs to be greater than the internal pressure of
the valve, but always less than the rated working pressure of the valve. The
greasing pump must have pressure measuring capability.
Do not attempt to disassemble a “pressure locked” valve. See section 8.1
DISASSEMBLY TIPS for pressure relieving procedures.
7.0 MAINTENANCE
Revision D April 03, 2014
Page 59

MSI LT VALVE TECHNICAL MANUAL
59
When repairing a MSI plug valve, the following basic guidelines can help
you ensure a good hydrostatic test of the reassembled valve.
Disassemble the valve completely. See section 6.0 DISASSEMBLY PROCEDURES
for detailed instructions on valve disassembly. Remove old grease and debris from
valve pocket with a solvent and inspect for wear or damage such as:
In the adjusting nut seal bore of the pocket: Scratches could be caused by
previous installation of a damaged adjusting nut. Dings can also occur during
assembly. Pitting is usually caused by failure to disassemble and clean valves
after they are in service. Use your fingers to feel for any surface defects
which may either fail to seal against the o-ring or may even damage the oring during assembly.
On the adjusting nut o-ring groove area: Check for scratches, dings, or
pitting. Dings and scratches here are usually caused by careless use of sharp
metal objects when trying to remove old o-rings. Feel for any raised edges
that might scratch the internal seal bore of the valve body and sand or file as
necessary.
On the adjusting nut threads: Check for damaged threads, especially the lead
thread. Use your fingers to check for any raised edges and carefully sand as
needed. Severely damaged threads must be repaired at the factory.
On the pocket walls: Scratches, dings, or pitting, especially in the area
immediately surrounding the valve bore. Use your fingers to feel for any
surface defects which may either fail to seal against the o-ring or may even
damage the o-ring during assembly. Check for any sharp edges around the
valve bore that can cut the insert o-rings. These can be caused by using a
bar when swabbing excess grease or using a bar to carry the valve.
On the internal threads: Check for damaged threads, especially the lead
thread. Use your fingers to check for any raised edges and carefully sand as
needed. Severely damaged threads must be repaired at the factory.
On the plug seal area: Check for scratches, dings, or pitting. Dings and
scratches here are usually caused by careless use of sharp metal objects
when trying to remove old seals.
On the plug outside diameter: Check plug for washout, which will render the
part unusable. Hold part in a well illuminated area and inspect for slight
scratches in plug. If scratches are visible, use a 600 grit sandpaper to
remove them.
On the insert inside diameter: Check segments for washout, which will render the
parts unusable. Hold parts up to a well illuminated area and inspect for slight
scratches in outer and inner diameters of inserts. If scratches are visible, use a 600
grit sandpaper to remove them.
8.0 REPAIR AND INSPECTION
Revision D April 03, 2014
Page 60

MSI LT VALVE TECHNICAL MANUAL
60
If the flow bore is washed and eroded larger than when the bore I.D. was new, the
plug and segment set can only be used when the wear conforms to the guidelines
detailed below. Since the bore will no longer be a perfect circle, you must measure
the largest gap from one side of the bore to the other. If the bore tapers in either
direction, measure the largest dimension. Compare the measurement to the
following maximum acceptable dimensions:
1” Plugs and Inserts – 1.090” max
2” Plugs and Inserts – 2.120” max
3” Plugs and Inserts – 3.120” max
4” Plugs and Inserts – 4.120” max
5” Plugs and Inserts – 5.190” max
Plug valves seal on the downstream side or the side opposite the pressure. The oring in the segment is pressured inward, trying to collapse the inside wall toward the
bore. Dimensions larger than these guidelines will produce walls too thin to support
the working pressure of the valve and these parts should be scrapped.
Because the bore is larger than when new and because the eroded area tends to be
uneven, worn parts create a larger internal upset in the valve which increases
turbulence. This increased turbulence means that the rate of wear will increase
exponentially so special consideration should be given to the application of valves
with worn parts to minimize the possibility of failure during the course of the job.
Continued use of parts with eroded flow bores may reduce the life of the valve body.
MSI recommends that valves with working but washed parts within these guidelines
be used in locations of the rig-up that see less abrasive flow.
See the Minimum Wall Thickness Datasheet for wall thickness inspection
procedures and allowable erosion values.
Revision D April 03, 2014
Page 61

MSI LT VALVE TECHNICAL MANUAL
61
Note: If handle adapter (4) or adjusting nut (14) appears to be stuck or locked,
pressure may be trapped in the valve. This is also known as “pressure locking.” Do
not attempt to disassemble a “pressure locked” valve.
The SafeTap™ grease fitting allows for the safe relief of trapped pressure
within a valve. Extreme caution must be followed when attempting to relieve
a pressure locking situation. Slowly turn the grease fitting ¼ CCW turn to
relieve the pressure. Actuate the valve to ensure all pressure has been
relieved. After the removal of all trapped pressure, you may remove all
components. See section 1.1 SAFETAP™ GREASE FITTING for more
details on the SafeTap™ grease fitting
8.1 DISASSEMBLY TIPS
Revision D April 03, 2014
Page 62

MSI LT VALVE TECHNICAL MANUAL
62
When repairing a MSI plug valve, the following basic guidelines can help
you ensure a successful hydrostatic test of the reassembled valve.
Sanding is necessary to repair blemishes from the sealing surfaces of parts.
Sanding of scratches, dings, and pitting should always be done with 600 grit
sanding cloth that is well lubricated with water or solvent. When sanding
sealing surfaces, it is VERY important to avoid sanding in one spot
continuously; sand evenly across the entire sealing surface. Sand scratches
by moving the sandpaper around the plug, not up and down, along the
length of the plug. If scratches cannot be removed utilizing this technique,
replace the parts. If raised edges or dings in non-sealing areas are too large
to be sanded effectively, you may use a rotary flapper-type sanding wheel.
It is very important that you do not remove any material other than the
actual raised edge. Do not remove any of the base material or you may
permanently damage the valve and render it unsafe for use.
8.2 SANDING TIPS
Revision D April 03, 2014
Page 63

MSI LT VALVE TECHNICAL MANUAL
63
When repairing a MSI plug valve, the following basic guidelines can help
you ensure a good hydrostatic test of the reassembled valve.
If you choose to mix old and new parts, you must make absolutely sure that the old
part does not have any defects. Using 600 grit sanding cloth, wet sand any surface
blemishes as described in section 8.2 Sanding Tips.
See section 3.0 ASSEMBLY PROCEDURES for detailed assembly
instructions.
8.3 ASSEMBLY TIPS
Revision D April 03, 2014
Page 64

64
9.0 STORAGE
Disassemble the valve completely. See section 6.0 DISASSEMBLY PROCEDURES
for detailed instructions on valve disassembly. Remove old grease and debris from
valve pocket with a solvent and inspect for wear or damage per 8.0 REPAIR AND
INSPECTION.
Drain after testing. All equipment should be drained and lubricated after
testing and prior to storage.
All components and assemblies should be cleaned of dirt, rust, and other
contaminants.
Rust Prevention: Equipment should have exposed metallic surfaces protected
with a rust inhibitor which will not become fluid and run at a temperature less
than 125°F (52°C).
Sealing surface protection: Exposed sealing surfaces should be protected from
mechanical damage.
MSI LT VALVE TECHNICAL MANUAL
Revision D April 03, 2014
Page 65

65
9.1 SHELF LIFE
The following is recommended for maximum equipment shelf life:
# of Months in
Storage
Manufacturers Recommendations
0-3 months
Nothing required
3-6 months
Re-grease and operate. Operate by rotating the plug. Check to see
that rotation is smooth without grinding or scraping.
6+ months
Disassemble, rebuild & retest the valve. Replace all internal seals
MSI LT VALVE TECHNICAL MANUAL
Revision D April 03, 2014
Page 66

MSI LT VALVE TECHNICAL MANUAL
66
Use only MSI recommended accessories.
MSI Part Number
Description
VC0393
Valve Operating Bar
10.0 ACCESSORIES
Revision D April 03, 2014
Page 67

MSI LT VALVE TECHNICAL MANUAL
67
Use only MSI recommended greases. Greases intended for gate valves or other
applications may result in failure to achieve a good test and may actually damage
the new parts.
MSI Part Number
Description
Manufacturer's
Website
VC0012
#972 General Service (size K)
Val-Tex
VC0426
#972 General Service (size 5.5)
Val-Tex
VC0669
#972 General Service (size V)
Val-Tex
VC0527
#750 Low Temperature (size J)
Val-Tex
VC0402
#750 Low Temperature (size K)
Val-Tex
VC0357
#700 CO2 / Hi-Temp / Condensate (size J)
Val-Tex
GREASE002 *
1502-S-7 Low Pressure Testing (7 lb can)
Val-Tex
10.1 GREASES
*Val-Tex 1502 grease is for hand application only and not to be pumped. Therefore,
it is to be used only during the assembly process. Inject body grease prior to testing
and after each actuation.
Revision D April 03, 2014
Page 68

MSI LT VALVE TECHNICAL MANUAL
68
Valve Size
Approximate amount of grease “K” size stick
1” VALVE
⅓ STICK
2” VALVE
½ STICK
3” VALVE
1 STICK
4” VALVE
3 STICKS
5” VALVE
5 STICKS
10.2 GREASE REQUIREMENTS
Revision D April 03, 2014
Page 69

MSI LT VALVE TECHNICAL MANUAL
69
MSI uses the following brands of actuators. Information is available by clicking on
the hyperlinks.
Pneumatic
El-O-Matic
Hydraulic
Damcos
Gear Operated
Williams Machine
10.3 ACTUATORS
Revision D April 03, 2014
Page 70

MSI LT VALVE TECHNICAL MANUAL
70
MSI offers many 0-ring and plug seal materials for a variety of environmental and
operating conditions.
10.4 RUBBER PRODUCTS
Revision D April 03, 2014
 Loading...
Loading...