

Page 1
DSP 2x400 PSX
884129003 - GB0 4 0 8
USE AND MAINTENANCE MANUAL
28/11/05 88412M00
preparato da UPT
approvato da DITE
SPARE PARTS CATALOG
Page 2

© MOSA 1.2-05/03
Quality system GE_, MS_, TS_, EAS_
M
01
UNI EN ISO 9001 : 2000
MOSA has certified its quality system according to
UNI EN ISO 9001:2000 to ensure a constant, high
quality of its products. This certification covers the
design, production and servicing of engine driven
welders and generating sets.
The certifying institute, ICIM, which is a member of
the International Certification Network IQNet,
awarded the official approval to MOSA after an
examination of its operations at the head office and
plant in Cusago (MI), Italy.
This certification is not a point of arrival but a pledge
on the part of the entire company to maintain a level
of quality of both its products and services which
will continue to satisfy the needs of its clients, as
well as to improve the transparency and the
communications regarding all the company’s actives
in accordance with the official procedures and in
harmony with the MOSA Manual of Quality.
The advantages for MOSA clients are:
· Constant quality of products and services at the
high level which the client expects;
· Continuous efforts to improve the products and
their performance at competitive conditions;
· Competent support in the solution of problems;
· Information and training in the correct application
and use of the products to assure the security of
the operator and protect the environment;
· Regular inspections by ICIM to confirm that the
requirements of the company’s quality system
and ISO 9001 are being respected.
All these advantages are guaranteed by the
CERTIFICATE OF QUALITY SYSTEM No.0192
issued by ICIM S.p.A. - Milano (Italy ) -
www.icim.it
10/10/02 M01-GB
Page 3

INDEX DSP 2x400 PSX
© MOSA REV.1-04/08
M 01 QUALITY SYSTEM
M 1.01 COPYRIGHT
M 1.1 NOTES
M 1.4 CE MARK
M 1.5 TECHNICAL DATA
M 2 .... SYMBOLS AND SAFETY PRECAUTIONS
M 2.3 -…. ABBREVIATIONS LEGEND
M 2.5 -…. INSTALLATION AND ADVICE BEFORE USE
M 2.6 INSTALLATION AND ADVICE
M 3 UNPACKING
M 4.2 TRANSPORT AND DISPLACEMENTS COVERED UNITS
M 6.8 ASSEMBLY CTL
M 20.... PREPARING THE UNIT
M 21 START-UP
M 22 SHUTTING DOWN THE MOTOR
M 31 CONTROLS
M 32 USE AS A WELDER
M 33... WELDER DSP (USE)
M 37 USING THE GENERATOR
M 38.9 REMOTE CONTROL
M 40.1 TROUBLESHOOTING
M 43… MAINTENANCE
M 45 STORAGE
M 46 CUST OFF
M 52 TECHNICAL DATA
M 55 RECOMMENDED ELECTRODES
M 60 ELECTRICAL SYSTEM LEGENDE
M 61-….. ELECTRICAL SYSTEM
M
1
ED... SPARE PARTS
28/11/05 88412-GB
Page 4
Copyright GE_, MS_, TS_, EAS
© MOSA 1.0-10/02
ATTENTION
This use and maintenance manual is an important
part of the machines in question.
The assistance and maintenance personel must
keep said manual at disposal, as well as that for
the engine and alternator (if the machine is
synchronous) and all other documentation about the
machine.
We advise you to pay attention to the pages
concerning the security (see page M1.1).
© All rights are reserved to said Company.
It is a property logo of MOSA division of B.C.S.
S.p.A. All other possible logos contained in the
documentation are registered by the respective
owners.
M
1.01
The reproduction and total or partial use, in
➠
any form and/or with any means, of the
documentation is allowed to nobody without a
written permission by MOSA division of B.C.S.
S.p.A.
To this aim is reminded the protection of the author’s
right and the rights connected to the creation and
design for communication, as provided by the laws
in force in the matter.
In no case MOSA division of B.C.S. S.p.A. will be
held responsible for any damaga, direct or indirect,
in relation with the use of the given information.
MOSA division of B.C.S. S.p.A. does not take any
responsibility about the shown information on firms
or individuals, but keeps the right to refuse services
or information publication which it judges discutible,
unright or illegal.
10/10/02 M1-01-GB
Page 5

© MOSA 1.0-10/02
Notes GE_, MS_, TS_, EAS_
M
1-1
INFORMATION
Dear Customer,
We wish to thank you for having bought from
MOSA a high quality set.
Our sections for Technical Service and Spare
Parts will work at best to help you if it were
necessary.
To this purpose we advise you, for all control and
overhaul operations, to turn to the nearest
authorized Service Centre, where you will obtain
a prompt and specialized intervention.
In case you do not profit on these Services and
☞
some parts are replaced, please ask and be
sure that are used exclusively original MOSA
parts; this to guarantee that the performances
and the initial safety prescribed by the norms in
force are re-established.
The use of non original spare parts will cancel
☞
immediately any guarantee and Technical Service obligation from MOSA.
INFORMATION OF GENERAL TYPE
In the envelope given together with the machine
and/or set you will find: the manual for Use
Maintenance and Spare Parts, the manual for
use of the engine and the tools (if included in the
equipment), the guarantee (in the countries where
it is prescribed by law).
Our products have been designed for the use of
generation for welding, electric and hydraulic
system; ANY OTHER DIFFERENT USE NOT
INCLUDED IN THE ONE INDICATED, relieves
MOSA from the risks which could happen or,
anyway, from that which was agreed when selling
the machine; MOSA excludes any responsibility
for damages to the machine, to the things or to
persons in this case.
Our products are made in conformity with the
safety norms in force, for which it is advisable to
use all these devices or information so that the
use does not bring damage to persons or things.
NOTES ABOUT THE MANUAL
Before actioning the machine please read this
manual attentively. Follow the instructions
contained in it, in this way you will avoid
inconveniences due to negligence, mistakes or
incorrect maintenance. The manual is for qualified
personnel, who knows the rules: about safety and
health, installation and use of sets movable as
well as fixed.
You must remember that, in case you have
difficulties for use or installation or others, our
Technical Service is always at your disposal for
explanations or interventions.
The manual for Use Maintenance and Spare Parts
is an integrant part of the product. It must be kept
with care during all the life of the product.
In case the machine and/or the set should be
yielded to another user, this manual must also
given to him.
Do not damage it, do not take parts away, do not
tear pages and keep it in places protected from
dampness and heat.
While working it is advisable to keep to the
personal safety norms in force in the countries to
which the product is destined (clothing, work tools,
etc.).
Do not modify for any motive parts of the machine
(fastenings, holes, electric or mechanical devices,
others..) if not duly authorized in writing by MOSA:
the responsibility coming from any potential
intervention will fall on the executioner as in fact
he becomes maker of the machine.
Notice: this manual does not engage MOSA,
☞
who keeps the faculty, apart the essential
characteristics of the model here described and
illustrated, to bring betterments and modifications
to parts and accessories, without putting this
manual uptodate immediately.
You must take into account that some figures
contained in it want only to identify the described
parts and therefore might not correspond to the
machine in your possession.
10/10/02 M 1-1 GB
Page 6
M
CE MARK
© MOSA REV.4-10/07
1.4
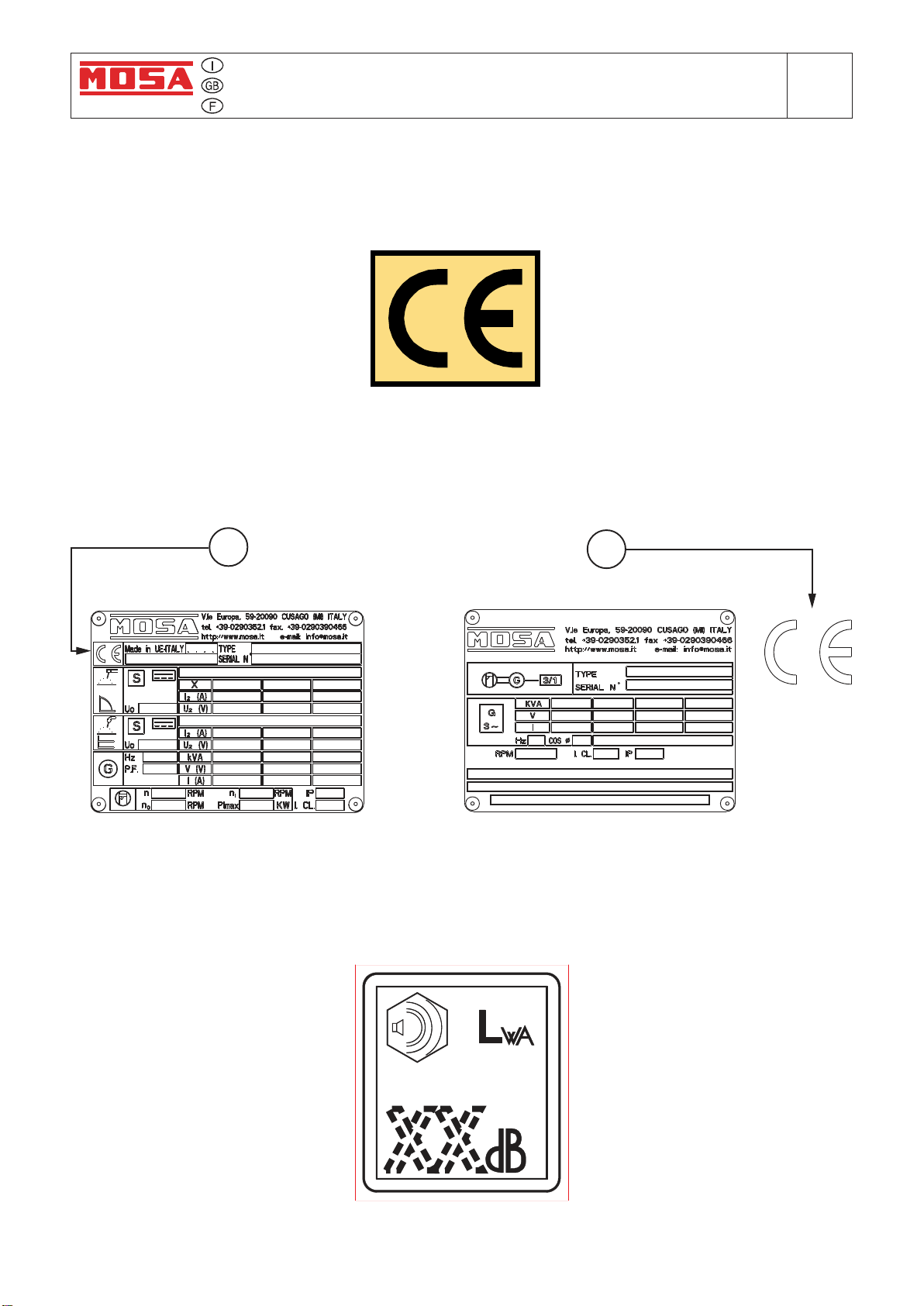
Any of our product is labelled with CE marking attesting its conformity to appliable directives
and also the fulfillment of safety requirements of the product itself; the list of these directives is
part of the declaration of conformity included in any machine standard equipment.
Here below the adopted symbol:
CE marking is clearly readable and unerasable and it can be either part of the data-plate (A) or
placed as a sticker near the data-plate (B)
A
B
Furthermore, on each model it is shown the noise level value; the symbol used is the following:
The indication is shown in a clear, readable and indeleble way on a sticker.
10/10/02 M1-4 GB
Page 7
M
DSP 2x400 PSX
© MOSA REV.1-04/08
The DSP 2x400 engine driven welder ia a unit which ensures the function as:
a) a current source for arc welding
b) a current source for the auxiliary power generation
It is meant for industrial and professional use, powered by an endothermic engine; it is composed of
various main parts such as: engine, alternator, electric and electronic controls, the fairing or a protective structure.
The assembling is made on a steel structure, on which are provided elastic support which must damp the vibrations and also
eliminate sounds which would produce noise.
TECHNICAL DATA
1.5
Technical data DSP 2x400 PS
GENERATOR
Output three-phase 40 kVA / 400 V / 58 A
Output single-phase 20 kVA / 230 V / 87 A
Output single-phase 5 kVA / 48 V / 104 A
Frequency 50 Hz
ϕϕ
Cos
ϕ 0.8
ϕϕ
ALTERNATOR Self-excited, self-regulated, brushless
Type three-phase, asynchronous
Insulating class H
ENGINE
Mark PERKINS
Model 1103A-33TG1
Type 4-Stroke
Displacement 3300 cm
Cylinders 3
Output max 45.6 kW (62.1 HP)
Speed 1500 rpm
Fuel consumption 215 g/kWh
Cooling system water
Cooling system capacity 10.2 l
Engine oil capacity 7.9 l
Starter Electric
Fuel Diesel
GENERAL SPECIFICATIONS
Battery 12V - 100Ah
Tank capacity 102 l
Running time (at duty cycle 60%) 13 h
Protection IP 44
Dimensions Lxwxh (mm) * 2490x1030x1300 (1480)
Weight * 1300 Kg
Noise level 94 LWA (69 dB(A))
* Dimensions and weight are inclusive of all parts without wheels and towbar.
3
OUTPUT
Declared power according to ISO 8528-1 (temperature 25°C, 30% relative hummidity, altitude 100 m above sea level).
(*Stand-by) = maximum available power for use at variable loads for a yearly number of hours limited at 500 h. No overload is
admitted.
(**Prime power P.R.P.) = maximum available power for use at variable loads for a yearly illimited number of hours. The average
power to be taken during a period of 24 h must not be over 80% of the P.R.P.
It’s admitted overload of 10% each hour every 12 h.
In an approximative way one reduces: of 1% every 100 m altitude and of 2.5% for every 5°C above 25°C.
ACOUSTIC POWER LEVEL
ATTENTION: The concrete risk due to the machine depends on the conditions in which it is used. Therefore, it is up to the end-
user and under his direct responsibility to make a correct evaluation of the same risk and to adopt specific precautions (for
instance, adopting a I.P.D. -Individual Protection Device)
Acoustic Noise Level (LWA) - Measure Unit dB(A): it stands for acoustic noise released in a certain delay of time. This is not
submitted to the distance of measurement.
Acoustic Pressure (Lp) - Measure Unit dB(A): it measures the pressure originated by sound waves emission. Its value
changes in proportion to the distance of measurement.
The here below table shows examples of acoustic pressure (Lp) at different distances from a machine with Acoustic Noise
Level (LWA) of 95 dB(A)
Lp a 1 meter = 95 dB(A) - 8 dB(A) = 87 dB(A) Lp a 7 meters = 95 dB(A) - 25 dB(A) = 70 dB(A)
Lp a 4 meters = 95 dB(A) - 20 dB(A) = 75 dB(A) Lp a 10 meters = 95 dB(A) - 28 dB(A) = 67 dB(A)
PLEASE NOTE: the symbol when with acoustic noise values, indicates that the device respects noise emission limits
2000/ 14 / CE
according to 2000/14/CE directive.
28/11/05 88412-GB
Page 8
© MOSA 1.0-11/05
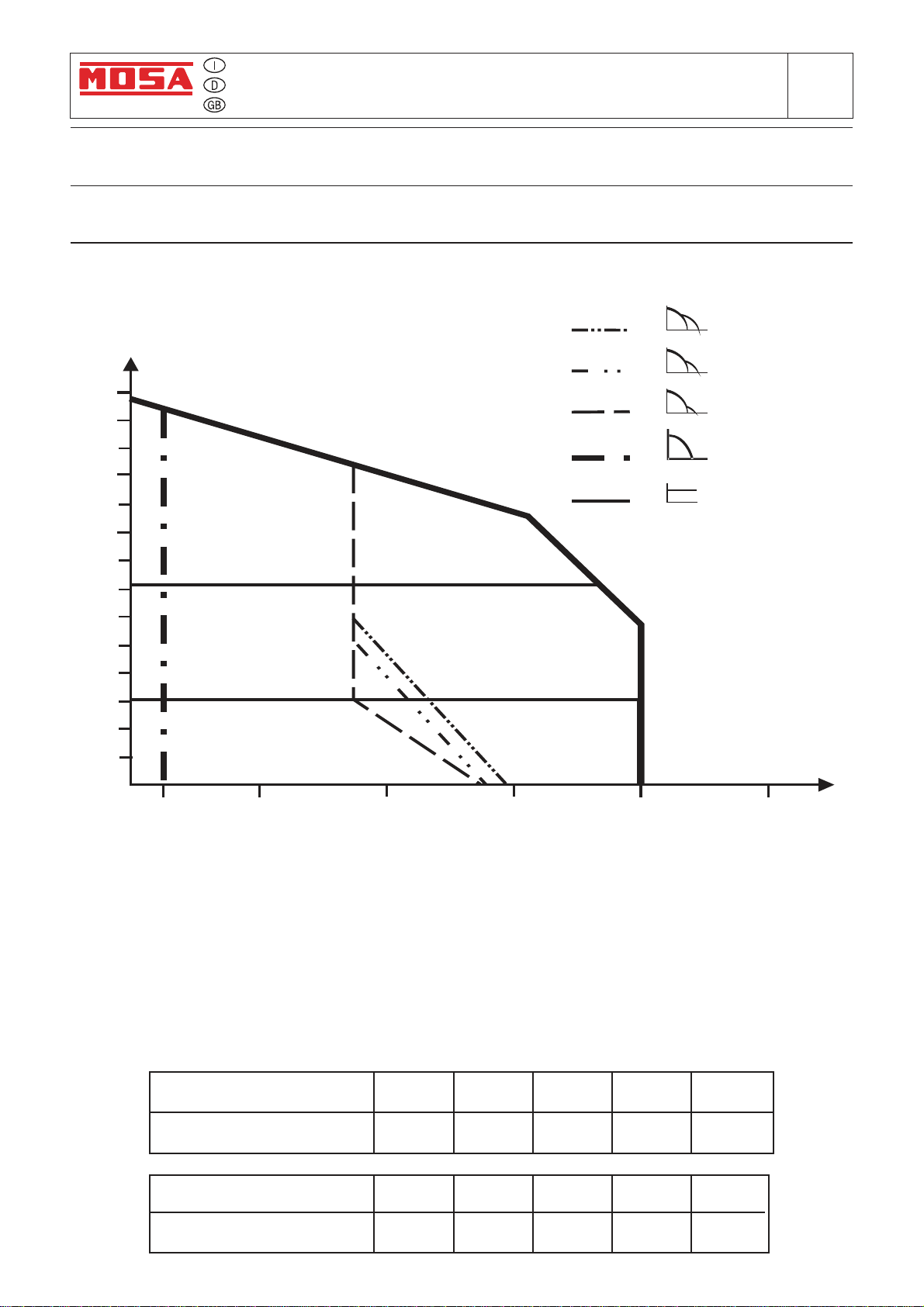
C.C. WELDING
Welding current 2x400A/35% - 2x360A/60% - 2x330A/100%
Starting voltage 68V
C.V. WELDING
Welding current 2x360A/60% - 2x330A/100%
Welding voltage 16 - 36V
TECHNICAL DATA
DSP 2x400 PSX
C.C.
M
1.5.1
70
60
50
40
30
20
10
STATIC CHARACTERISTIC
V
C.C.
C.C.
C.C. TIG
C.V.
max
min.
A
10
100 200
300 400 500
SIMULTANEOUS UTILIZATION FACTORS
In case Welding and Generation can be used simultaneously, however, the engine cannot be overloaded.
The table below gives the maximum limits to be respected:
WELDING CURRENT
SINGLE POSITION
AUXILIARY POWER
WELDING CURRENT
DOUBLE POSITION
AUXILIARY POWER
300A400A
35 kVA30kVA25kVA
40 kVA 40 kVA
2x300A2x400A 02x200A 2x100A
30 kVA20 kVA10kVA 40 kVA 40 kVA
0200A 100A
28/11/05 88412-GB
Page 9
© MOSA 1.0-11/99
SYMBOLS AND SAFETY PRECAUTIONS GE_, MS_, TS_
M
2
SYMBOLS IN THIS MANUAL
- The symbols used in this manual are designed to call
your attention to important aspects of the operation of
the machine as well as potential hazards and dangers
for persons and things.
IMPORTANT ADVICE
- Advice to the User about the safety:
N.B.: The information contained in the manual can
☞
be changed without notice.
Potential damages caused in relation to the use of
these instructions will not be considered because
these are only indicative.
Remember that the non observance of the
indications reported by us might cause damage to
persons or things.
It is understood, that local dispositions and/or laws
must be respected.
SAFETY PRECAUTIONS
DANGEROUS
This heading warns of an immediate danger for persons
as well for things. Not following the advice can result in
serious injury or death.
WARNING
This heading warns of situations which could result in
injury for persons or damage to things.
CAUTION
To this advice can appear a danger for persons as well as
for things, for which can appear situations bringing material damage to things.
IMPORTANT
WARNING
Situations of danger - no harm to persons
or things
Do not use without protective devices provided
Removing or disabling protective devices on the
machine is prohibited.
Do not use the machine if it is not in good technical
condition
The machine must be in good working order before
being used. Defects, especially those which regard
the safety of the machine, must be repaired before
using the machine.
NOTE
ATTENTION
These headings refer to information which will assis you
in the correct use of the machine and/or accessories.
26/11/99 M2GB
Page 10
© MOSA 1.1-04/03
SYMBOLS AND SAFETY PRECAUTIONS GE_, MS_, TS_
M
2-1
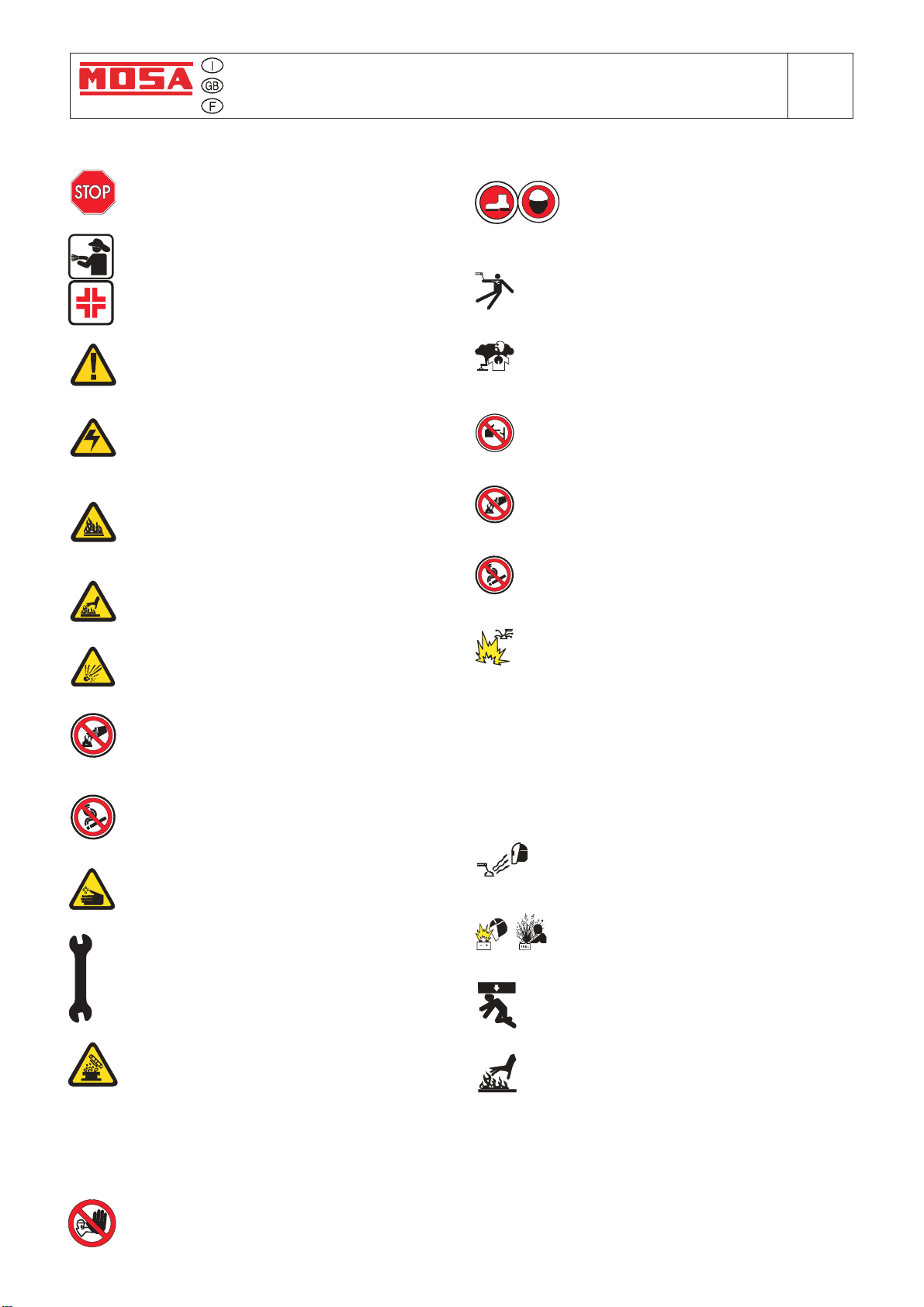
SYMBOLS (for all MOSA models)
STOP - Read absolutely and be duly attentive
Read and pay due attention
GENERAL ADVICE - If the advice is not
respected damage can happen to persons or
things.
HIGH VOLTAGE - Attention High Voltage.There
can be parts in voltage, dangerous to touch.
The non observance of the advice implies life
danger.
FIRE - Danger of flame or fire. If the advice is
not respected fires can happen.
HEAT - Hot surfaces. If the advice is not
respected burns or damage to things can be
caused.
EXPLOSION - Explosive material or danger of
explosion. in general. If the advice is not
respected there can be explosions.
WATER - Danger of shortcircuit. If the advice
is not respected fires or damage to persons
can be caused.
SMOKING - The cigarette can cause fire or
explosion. If the advice is not respected fires
or explosions can be caused.
ACIDS - Danger of corrosion. If the advice is
not respected the acids can cause corrosions
with damage to persons or things.
PROHIBITIONS No harm for persons
Use only with safety clothing -
It is compulsory to use the personal
protection means given in equipment.
Use only with safety clothing -
It is compulsory to use the personal protection
means given in equipment.
Use only with safety protections -
It is a must to use protection means suitable for
the different welding works.
Use with only safety material -
It is prohibited to use water to quench fires on
the electric machines.
Use only with non inserted voltage -
It is prohibited to make interventions before
having disinserted the voltage.
No smoking -
It is prohibited to smoke while filling the tank
with fuel.
No welding -
It is forbidden to weld in rooms containing
explosive gases.
ADVICE No harm for persons and things
Use only with safety tools, adapted to the specific
use -
It is advisable to use tools adapted to the various
maintenance works.
Use only with safety protections, specifically suitable
It is advisable to use protections suitable for
the different welding works.
Use only with safety protections -
It is advisable to use protections suitable
for the different daily checking works.
WRENCH - Use of the tools. If the advice is
not respected damage can be caused to things
and even to persons.
PRESSION - Danger of burns caused by the
expulsion of hot liquids under pressure.
ACCES FORBIDDEN to non authorizad peaple.
Use only with safety protections -
It is advisable to use all protections while
shifting the machine.
Use only with safety protections -
It is advisable to use protections suitable for
the different daily checking works.and/or of
maintenance.
26/11/99 M2-1GB
Page 11
INSTALLATION AND ADVICE BEFORE USE GE_, MS_, TS_
© MOSA 1.0-06/00
The installation and the general advice concerning the operations, are finalized to the correct use of the
machine, in the place where it is used as generator group and/or welder.
M
2-5
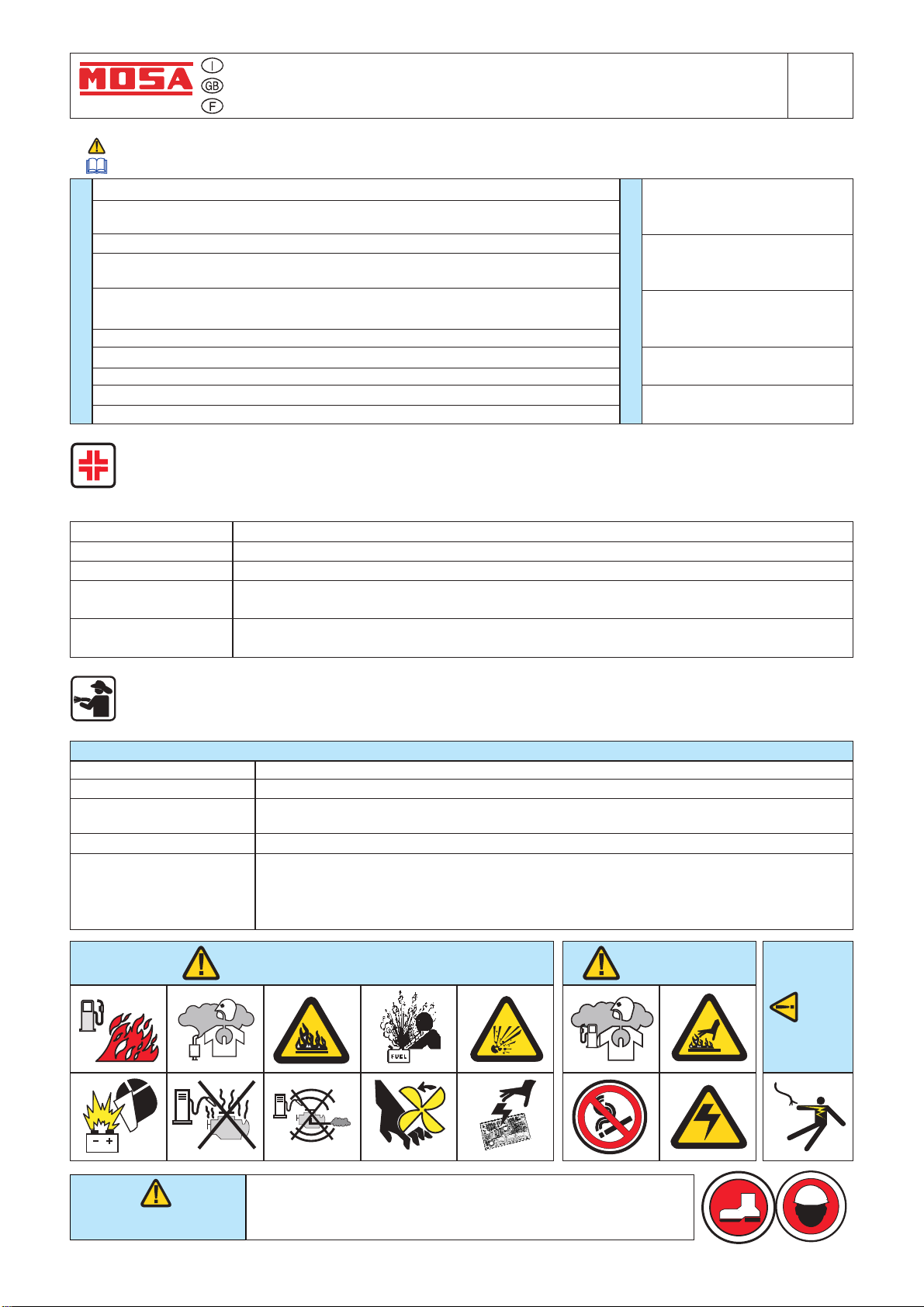
Stop engine when fueling
Do not smoke, avoid flames, sparks or electric tools when fueling.
Unscrew the cap slowly to let out the fuel vapours.
Slowly unscrew the cooling liquid tap if the liquid must be topped up.
The vapor and the heated cooling liquid under pressure can burn face, eyes, skin.
ENGINE
Do not fill tank completely.
Wipe up spilled fuel before starting engine.
Shut off fuel of tank when moving machine (where it is assembled).
Avoid spilling fuel on hot engine.
Sparks may cause the explosion of battery vapours
FIRST AID. In case the operator shold be sprayed by accident, from corrosive liquids a/o hot toxic gas
☞
or whatever event which may cause serious injuries or death, predispose the first aid in accordance with
the ruling labour accident standards or of local instructions.
Skin contact
Eyes contact
Ingestion
Suction of liquids from
lungs
Inhalation
Wash with water and soap
Irrigate with plenty of water, if the irritation persists contact a specialist
Do not induce vomit as to avoid the intake of vomit into the lungs, send for a doctor
If you suppose that vomit has entered the lungs (as in case of spontaneous vomit) take the
subject to the hospital with the utmost urgency
In case of exposure to high concentration of vapours take immediately to a non polluted zone
the person involved
Do not touch electric devices if you
are barefoot or with wet clothes.
Always keep off leaning surfaces
during work operations
Static electricity can demage the
parts on the circuit.
CHECKING BOARD
An electric shock can kill
FIRE PREVENTION. In case the working zone,for whatsoever cause goes on fire with flames liable to
☞
cause severe wounds or death, follow the first aid as described by the ruling norms or local ones.
Appropriated
Not to be used
Other indications
Particular protection
Useful warnings
EXTINCTION MEANS
Carbonate anhydride (or carbon dioxyde) powder, foam, nebulized water
Avoid the use of water jets
Cover eventual shedding not on fire with foam or sand, use water jets to cool off the
surfaces close to the fire
Wear an autorespiratory mask when heavy smoke is present
Avoid, by appropriate means to have oil sprays over metallic hot surfaces or over electric
contacts (switches,plugs,etc.). In case of oil sprinkling from pressure circuits, keep in
mind that the inflamability point is very low.
WARNING
CAUTION
DANGEROUS
WARNING
THE MACHINE MUST NOT BE USED IN AREAS WITH
EXPLOSIVE ATMOSPHERE
10/06/00 M2-5I
Page 12
M
PRECAUTION (ENGINE DRIVEN WELDER) GE_, MS_, TS_
© MOSA 1.0-03/00
INSTALLATION AND ADVICE BEFORE USE
The operator of the welder is responsible for the security of the people who work with the welder and for those in the
vicinity.
The security measures must satisfy the rules and regulations for engine driven welders.
The information given below is in addition to the local security norms.
Estimate possible electromagnetic problems in the work area taking into account the following indications.
1. Telephonic wirings and/or of communication, check wirings and so on, in the immediate vicinity.
2. Radio and television receptors and transmettors.
3. Computer and other checking devices.
4. Critical devices for safety and/or for industrial checks.
5. Peapol who, for instance, use pace-maker, hearing-aid for deaf or something and else.
6. Devices used for rating and measuring.
7. The immunity of other devices in the operation area of the welder. Make sure that other used devices are
compatible. If it is the case, provide other additional measures of protection.
8. The daily duration of the welding time.
2-5-1
ATTENTION
Make sure that the area is safe before starting any welding operation.
Do not touch any bare wires, leads or contacts as they may be live and there is danger of electric shock
➠
which can cause death or serious burns. The electrode and welding cables, etc. are live when the unit is
operating.
Do not touch any electrical parts or the electrode while standing in water or with wet hands, feet or clothes.
➠
Insulate yourself from the work surface while welding. Use carpets or other insulating materials to avoid
➠
physical contact with the work surface and the floor.
Always wear dry, insulating glovers, without holes, and body protection.
➠
Do not wind cables around the body.
➠
Use ear protections if the noise level is high.
➠
Keep flamable material away from the welding area.
➠
Do not weld on containers which contain flamable material.
➠
Do not weld near refuelling areas.
➠
Do not weld on easily flamable surfaces.
➠
Do not use the welder to defrost (thaw) pipes.
➠
Remove the electrode from the electrode holder, when not welding.
➠
Avoid inhaling fumes by providing a ventilation system or, if not possible, use an approved air breather.
➠
Do not work in closed areas where there is no fresh air flow.
➠
Protect face and eyes (protective mask with suitable dark lens and side screens), ears and body (non-
➠
flamable protective clothers).
30/03/00 M2-5GB
Page 13
© MOSA 1.0-11/99
INSTALLATION AND ADVICE GE_, MS_, TS_
M
2.6
INSTALLATION AND ADVICE BEFORE USE
GASOLINE ENGINES
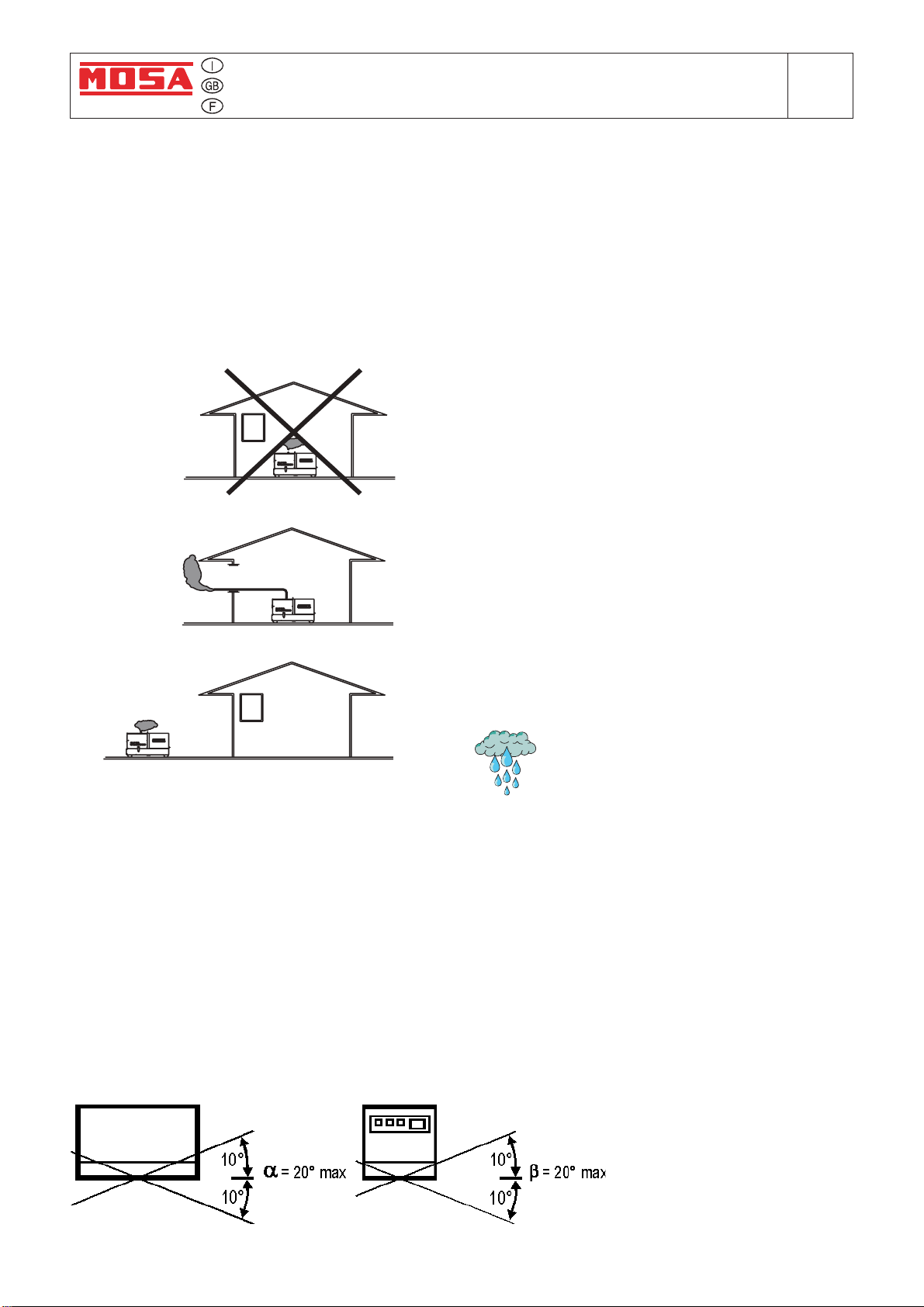
■ Use in open space, air swept or vent exhaust gases,
which contain the deathly carbone oxyde, far from
the work area.
DIESEL ENGINES
■ Use in open space, air swept or vent exhaust gases
far from the work area.
Check that the air gets changed completely and the hot
air sent out does not come back inside the set so as to
cause a dangerous increase of the temperature.
1,5 m
1,5 m
1,5 m
GAS DI SCARICO
EXHAUST OUTPUT
Make sure that the machine does not move during
☞
the work: block it possibly with tools and/or devices
made to this purpose.
MOVES OF THE MACHINE
At any move check that the engine is off, that there
☞
are no connections with cables which impede the
moves.
POSITION
Place the machine on a level surface at a distance of at
least 1,5 m from buildings or other plants.
Maximum leaning of the machine (in case of dislevel)
PLACE OF THE MACHINE
In spots where it often rains and/or there are
flooded areas, do
■ in the bad weather
■ in flooded places.
not put the machine:
Protect all the electric parts at risk, because water
infiltrations could cause short circuits with damages
at persons and/or things.
The protection degree of the machine is put on the data
plate and in this manual at page "Technical Data".
26/11/99 M2-6GB
Page 14
© MOSA 1.0-11/05
Installazione
Installation
Installation
Luftzirkulation M
DSP 2x400 PSX
2.7
18/11/05 88412-I
Page 15
© MOSA 1.1-02/04
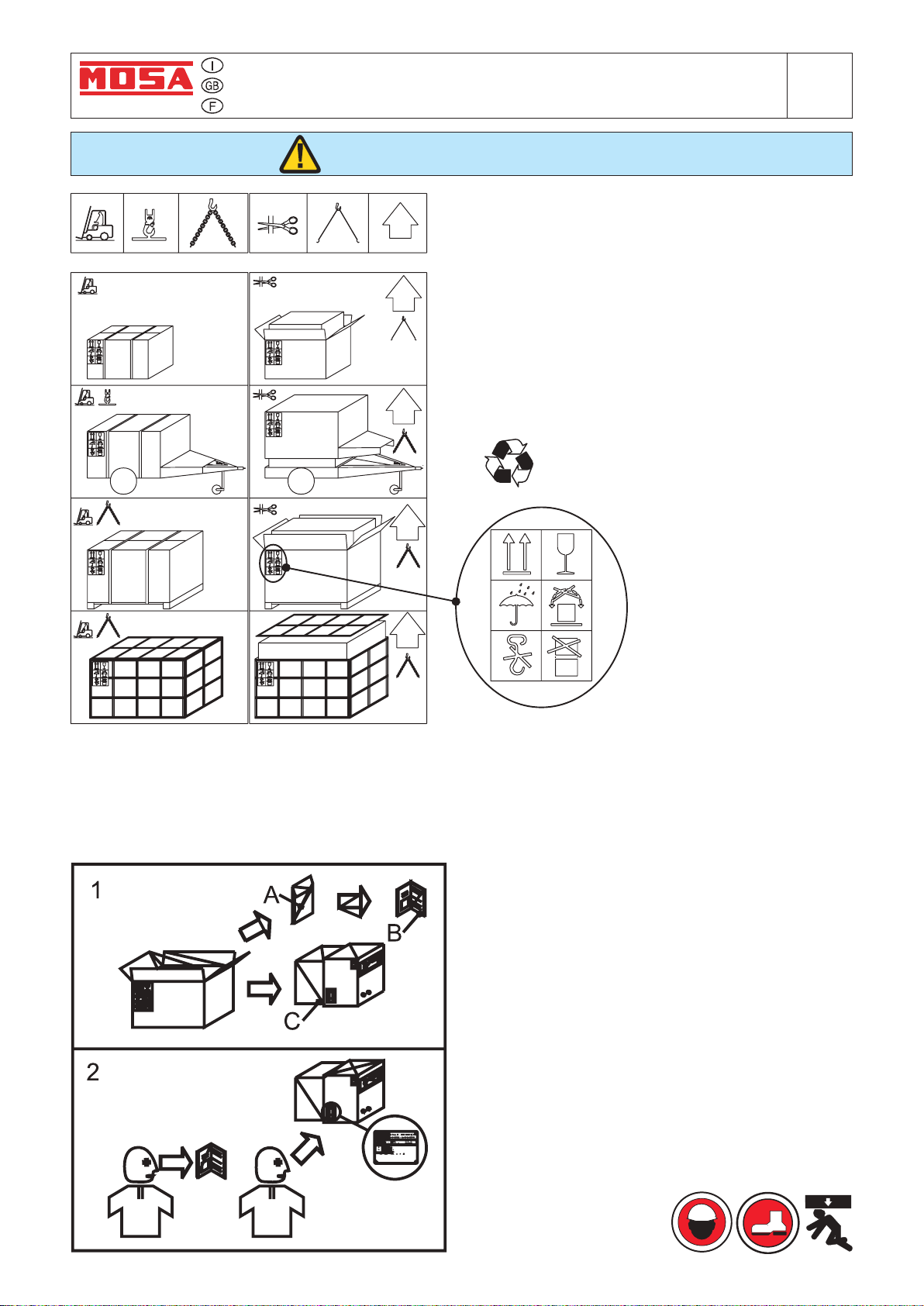
UNPACKING GE_, MS_, TS_
NOTE
Be sure that the lifting devices are: correctly mounted,
☞
adequate for the weight of the machine with it’s
packaging, and conforms to local rules and regulations.
When receiving the goods make sure that the product has not suffered damage during the transport,
that there has not been rough handling or taking
away of parts contained inside the packing or in the
set.
In case you find damages, rough handling or absence of parts (envelopes, manuals, etc.), we advise you to inform immediately our Technical Service.
For eliminating the packing materials, the User
must keep to the norms in force in his country.
M
3
1) Take the machine (C) out of the shipment packing.
Take out of the envelope (A) the user’s manual (B).
2) Read: the user’s manual (B), the plates fixed on the
machine, the data plate.
30/03/00 M3GB
Page 16
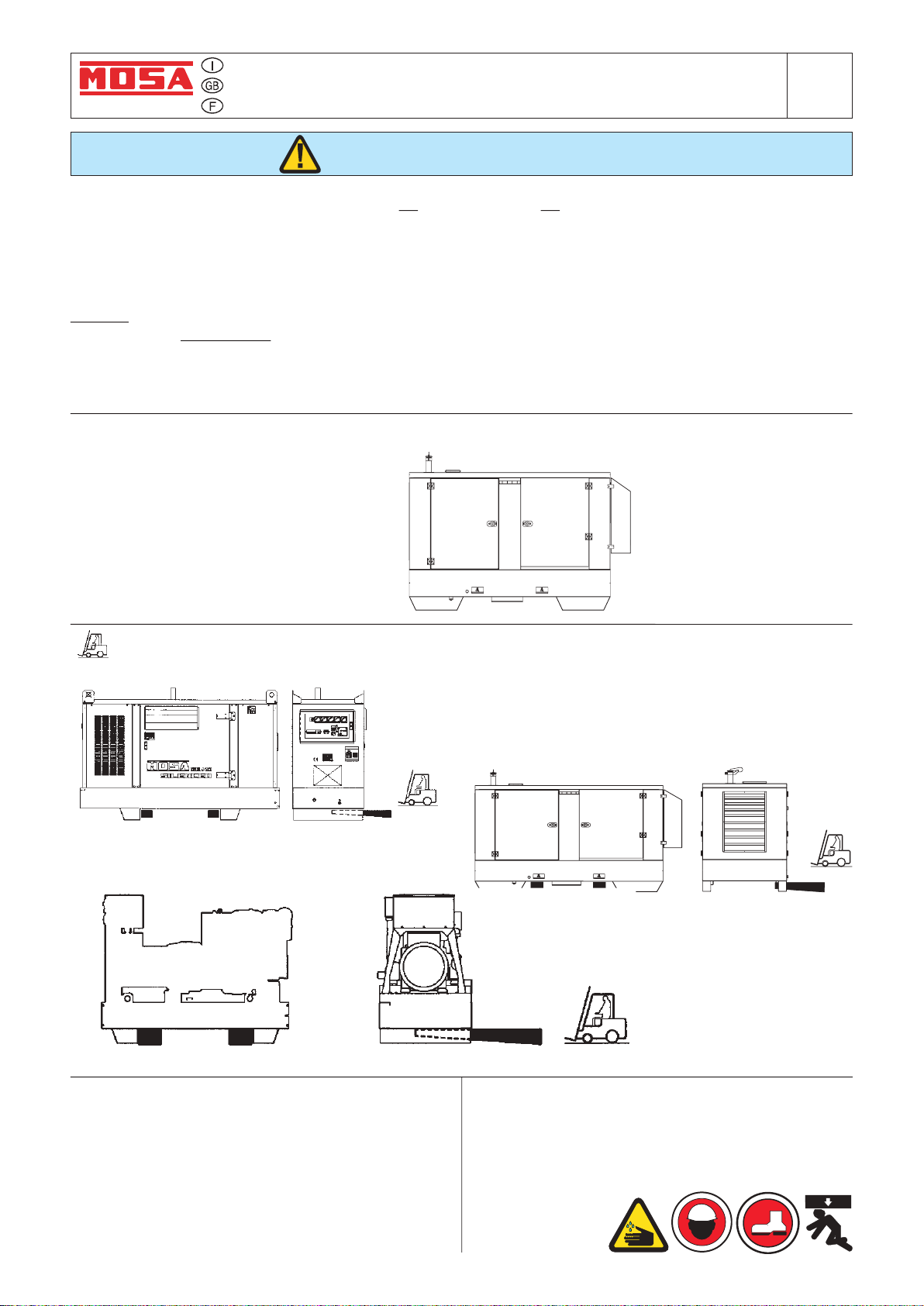
TRANSPORT AND DISPLACEMENTS COVERED UNITS AND SKID GE_, MS_, TS_M4-2
© MOSA 1.0-03/00
NOTE
In case you should transport or move the machine, keep to the instructions as per the figures.
Make the transportation when the machine has
battery.
Be sure that the lifting devices are: correctly mounted, adequate for the weight of the machine with it’s packaging, and
conform to local rules and regulations.
Only authorized persons involved in the transport of the machine should be in the area of movement.
DO NOT LOAD OTHER PARTS WHICH CAN MODIFY WEIGHT AND BARICENTER POSITION.
IT IS STRICTLY
CTL accessory).
If you did not keep to the instructions, you could damage the structure of the machine.
FORBIDDEN TO DRAG THE MACHINE MANUALLY OR TOW IT BY ANY VEHICLE (model with no
no
petrol in its tank,
no
oil in the engine and and electrolyte in the
30/03/00 M4GB
Page 17
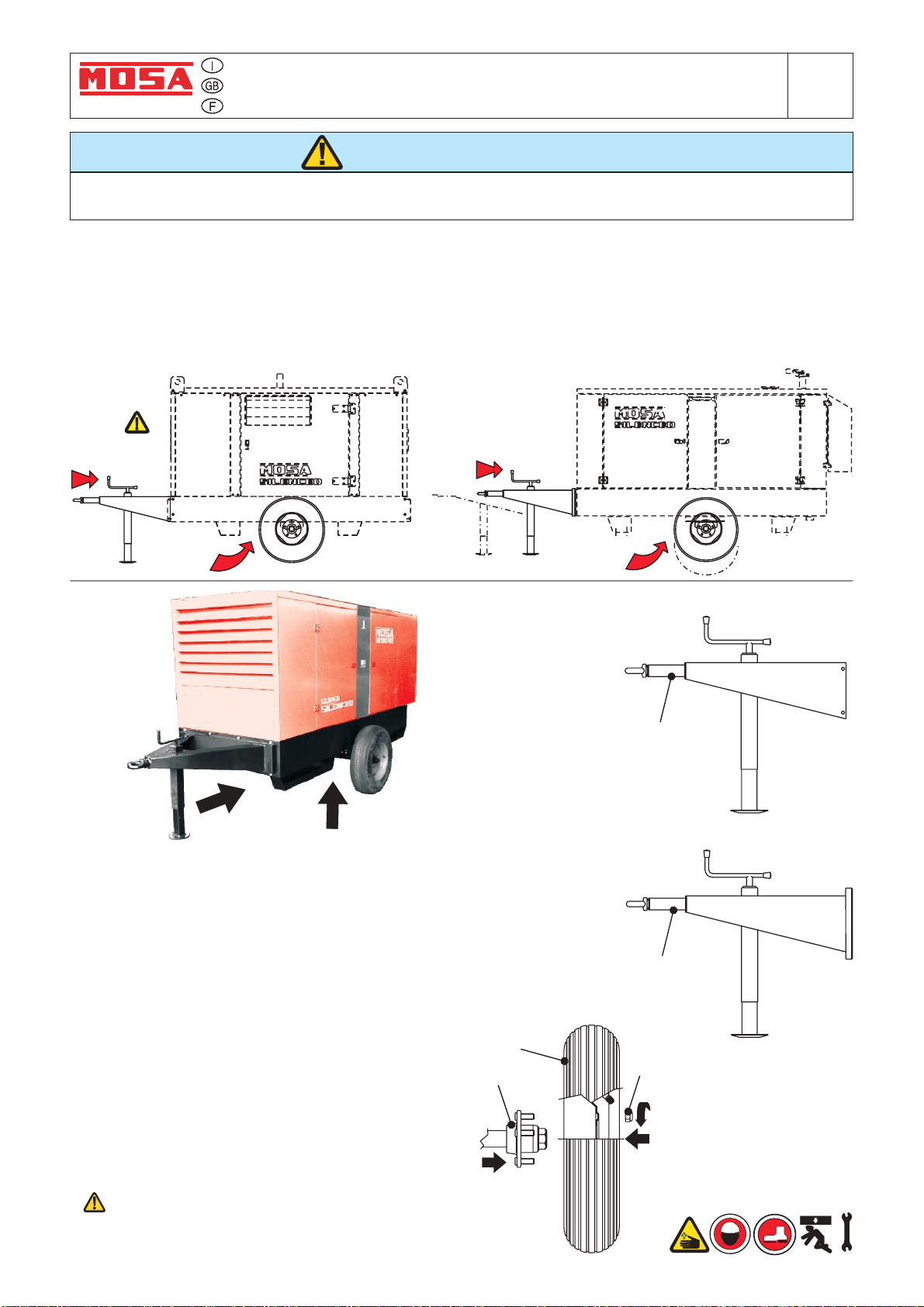
CTL 35 -45 - 50 - 95
5
5
ASSEMBLY
© MOSA 1.1-04/06
M
6.8
ATTENTION
The CTL accessory cannot be removed from the machine and used separately (actioned manually or
following vehicles) for the transport of loads or anyway for used different from the machine movements.
TRAILERS
The machines provided for assembling the CTL accessory (slow towing trolley) can be towed up to a maximum speed
of 40 Kms/hour on asphalted surfaces.
Towing on public roads or turnpikes of any type IS EXCLUDED, because not in possesion of the requirements by
national and foreign traffic norms.
Nota: Lift the machine and assemble the parts as shown in the drawing
CTL 35-50
COMANDS
CTL 95
CTL 45
CTL 35-50
For assembling the generating set on the trolley CTL 35-45 50 - 95 please keep to following instructions:
1) - Lift thr generating set (by means of suitable hook)
6) - Assemble on the machine the towbar (5) complete of
foot with the M10x20 screws,nuts and washers.
7) - Assemble the axle (7) to the base of the machine with
the M10x20 screws and relative washers (two per
part) so that their supports coincide.
8) - Insert the wheel (9) on the axle then twist the
selfblocking nut (8).
9) - Pump the tyre (9) bringing the pressure to 4 atms for
the CTL 35-45-50 and 5/6 for the CTL 95.
10) - Lower the machine to the ground and place the parking
foot definitively (regulating at the best height).
ATTENTION
Do not substituite the original tires with other types.
CTL 45-95
9
7
8
30/03/04 M6GB
Page 18

© MOSA 1.1-09/05
Set-up for operation TS_,DSP_,GE
Water cooled systems
M
20
BATTERY WITHOUT MAINTENANCE
Connect the cable + (positive)
to the pole + (positive) of the
battery (after having taken
away the protection), by
properly tightening the clamp.
Check the state of the battery
from the colour of the warning light which is in the
upper part.
- Green colour: battery OK
- Black colour: battery to be recharged
- White colour: battery to be replaced
DO NOT OPEN THE BATTERY.
LUBRICANT
RECOMMENDED OIL
MOSA recommends selecting AGIP engine oil.
Refer to the label on the motor for the recommended
products.
AIR FILTER
Check that the dry air filter is correctly installed and
that there are no leaks around the filter which could
lead to infiltrations of non-filtered air to the inside of
the motor.
FUEL
ATTENTION
Do not smoke or use open flames during
refuelling operations, in order to avoid
explosions or fire hazards.
Fuel fumes are highly toxic; carry out
operations outdoors only, or in a wellventilated environment.
Avoid accidentally spilling fuel. Clean
any eventual leaks before starting up
motor.
Please refer to the motor operating manual for the
recommended viscosity.
REFUELLING AND CONTROL:
Carry out refuelling and controls with motor at level
position.
Remove the oil-fill tap (24)
1.
2. Pour oil and replace the tap
3. Check the oil level using the dipstick (23); the oil
level must be comprised between the minimum
and maximum indicators.
Refill the tank with good quality diesel fuel, such as
automobile type diesel fuel, for example.
For further details on the type of diesel fuel to use,
see the motor operating manual supplied.
Do not fill the tank completely; leave a space of
approx. 10 mm between the fuel level and the wall
of the tank to allow for expansion.
In rigid environmental temperature conditions, use
special winterized diesel fuels or specific additives
in order to avoid the formation of paraffin.
ATTENTION
It is dangerous to fill the motor with too much oil,
as its combustion can provoke a sudden increase
in rotation speed.
12/06/03 M20-R-HO2-GB
Page 19

Set-up for operation TS_,DSP_,GE
© MOSA 1.0-06/03
COOLING LIQUID
ATTENTION
Do not remove the radiator tap with the
motor in operation or still hot, as the liquid
coolant may spurt out and cause serious
burns. Remove the tap very carefully.
Remove the tap and pour the liquid coolant into the
radiator; the quantity and composition of the liquid
coolant are indicated in the motor operating manual.
Replace the tap, ensuring it is perfectly closed.
After refilling operations, allow the motor to run for
a brief time and check the level, as it may have
diminished due to air bubbles present in the cooling
circuit; restore the level with water.
To replace the liquid coolant, follow the operations
described in the motor operating manual.
Water cooled systems
M
20.
1
GROUNDING CONNECTION
The grounding connection to an earthed installation
is obligatory for all models equipped with a
differential switch (circuit breaker). In these groups
the generator star point is generally connected to
the machine’s earthing; by employing the TN or TT
distribution system, the differential switch
guarantees protection against indirect contacts.
In the case of powering complex installations
requiring or employing additional electrical protection
devices, the coordination between the protection
devices must be verified.
For the grounding connection, use the terminal
(12); comply to local and/or current regulations in
force for electrical installations and safety.
12/06/03 M20-R-HO2-GB
Page 20

© MOSA 1.0-11/05
ENGINE STARTING AND USE
DSP 2x400 PSX
DSP 600 PS/PSX
M
21
Check daily
NOTE
Do not alter the factory adjustment of the
engine and do not touch the sealed parts.
1500 / 1800 RPM ENGINES
These engines start their normal operating speed.
IGNITION KEY
OFF
ON
START
STARTING THE ENGINE
Introduce the key (Q1), turn it clockwise completely,
leaving it as soon as the engine starts.
for safety reason the key must be kept by
NB.:
qualified personel.
Let the engine run for some minutes before drawing
the load.
ENGINE PROTECTION (EP5)
The EP5 device monitors the engine oil pressure,
the engine water temperature and the rpm of the
engine. If the oil pressure is too low, the water
temperature too high or the speed too high, the
device shuts-down the engine. For a few seconds
after the engine is started the shut-down function is
inhibited to allow the engine to start.
The ingnition key is a part of the EP5
engine protection device and has
three positions.
M5.1 (yellow) Fuel
reserve
M5.2 (yellow)
M5.3
c
M5.2
M5.1
Battery charge
M5.3 (red)
Overspeed
M5.4 (red) High
temperature
M5.5 (red) Low oil
M5.6
M5.5
OFF
M5.4
a
b
M
pressure
STOP
M5.6 (green)
Protection unit on
LOW OIL PRESSURE (M5.5)
In the event of low oil pressure the LED lights and
the engine is shut-down.
HIGH TEMPERATURE (M5.4)
If the water temperature is too high the LED lights
and the engine is shut-down.
OVERSPEED (M5.3)
If the engine speed goes over the preset value the
LED lights and the engine is shutdown. The nominal
frequency (50 or 60 Hz) is monitored .
FUEL RESERVE (M5.1)
If the fuel level reaches the reserve level the LED
lights and the sirene sounds and the engine is shutdown.
BATTERY CHARGE (M5.2)
It the battery is not being charged the LED light but
the engine does not stop.The visual signal will stay
on until until the charging system is repaired.
STOP BUTTON
The stop button can be used to stop the engine at
any time. Push and hold the button until the engine
stops.
CAUTION
RUNNING-IN
During the first 50 hours of operation, do not use
more than 60% of the maximum output power of
the unit and check the oil level frequently, in any
case please stick to the rules given in the engine
use manual.
28/11/05 88412-GB
Page 21

© MOSA 1.0-11/05
STOPPING THE ENGINE
Before stopping the engine it is compulsory to:
- disconnect or shut off any loads which are
connected to the unit auxiliary outputs.
- stop welding
DSP 2x400 PSX
DSP 600 PS/PSX
M
22
To stop the engine:
OFF
ON
START
Turn the starter key to the off position.
28/11/05 88412-GB
Page 22

© MOSA 1.0-11/05
Comandi
Controls
Commandes
Bedienelemente
DSP 2x400 PSX
M
31
Pos. Descrizione Description Description Referenzliste
Presa di saldatura (+)
9
Presa di saldatura (-)
10
Presa di messa a terra
12
Presa di corrente in c.a.
15
Protezione termica motore
59A
Protezione termica corrente aux
59B
Prot. termica alim. 42V trainafilo
59C
Protezione termica elettropompa
59F
Indicatore livello combustibile
C2
Interruttore differenziale (30mA)
D
Presa di corrente 48V (c.a.)
I2
Contaore
M
Unità controllo motore EP5
M5
Voltmetro
N
Selettore modalità saldatura
Q7
Amperometro di saldatura
S
Regolatore corrente di saldatura
T
Voltmetro tensione saldatura
V
Comando invertitore di polarità
V4
Presa per comando a distanza
X1
Welding socket ( + )
Welding socket ( - )
Earth terminal
A.C. socket
Engine thermal switch
Aux current thermal switch
Supply thermal switch wire
feeder-42V
Fuel injection pump thermal
switch
Fuel level light
G.F.I.
48V A.C. socket
Hour counter
Engine control unit EP5
Voltmete
Welding selector mode
Welding ammeter
Welding current regulator
Welding voltage voltmeter
Polarity inverter control
Remote control socket
Prise de soudage ( + )
Prise de soudage ( - )
Prise de mise à terre
Prises de courant en c.a.
Protection thermique moteur
Protection thermique courant aux.
Protection thermique alimentation 42V fil
Protection thermique électro-pompe
Indicateur niveau carburant
lnterrupteur différentiel
Prise de soudage 48V (c.a.)
Compte-heures
Protection moteur EP5
Voltmètre
Sélecteur madalité soudage
Ampéromètre de soudage
Régulateur courant soudage
Voltmètre tension soudage
Commande inverseur polarité
Prise pour télécommande
Schweißbuchse (+)
Schweißbuchse (-)
Erdanschluß
Steckdose AC
Thermoschutz Motor
Thermoschutz Hilfsstrom
Thermoschutz Drahtvorschub
Thermoschutz elektropumpe
Anzeige Kraftstoffpegel
FI-Schalter (GFI)
Steckdose 48V AC
Stundenzähler
Motorschutz EP5
Voltmeter
Schweissschalter
Amperemeter Schweißstrom
Schweißstromregler
Voltmeter Schweißspannung
Polwendeschalter
Steckdose Fernbedienung
18/11/05 88412-I
Page 23

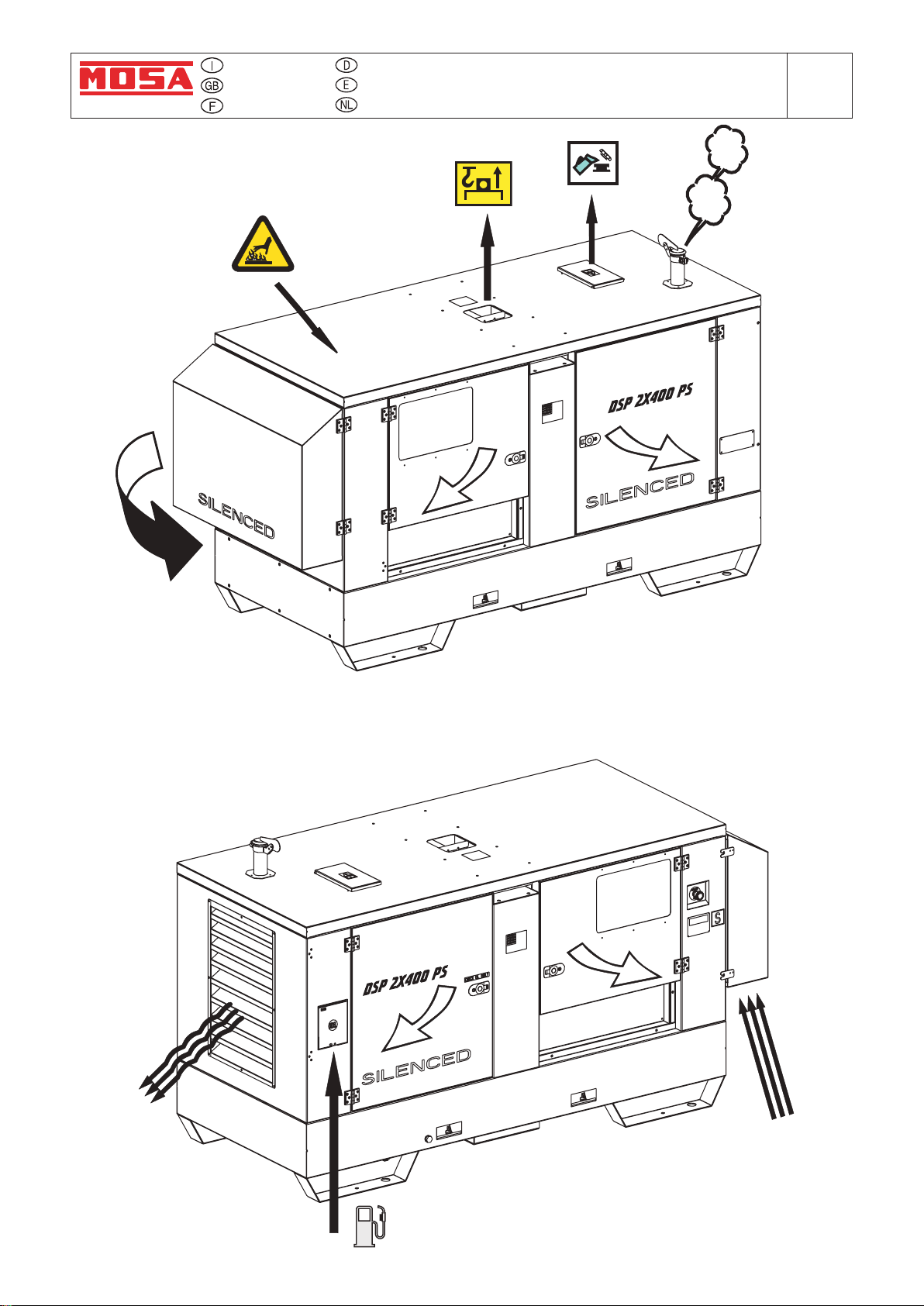
USE AS A WELDER DSP
© MOSA 1.0-04/02
ATTENTION
Access to non qualified personnel is prohibited
in proximity of these areas:
- the control panel (front-end) - the engine exhaust
fumes - the welding process.
This symbol (regulation EN 60974-1 on safety
requirements for arc welding apparatus)
indicates that the engine driven welder is
suitable for use in environments with an
increased risk of electrical shock.
WELDING CABLE CONNECTION
Fully insert the welding cable plugs into the
corresponding sockets turning them clockwise to
lock them in position.
M
32
PUSH AND
TWIST
Make sure that the ground clamp, whose cable
☞
must be connected to the + or - terminal,
depending on the type of electrode, makes a
good connection and is near to the welding
posítion.
Pay attention to the two polarities of the welding
circuit, which must not come in electric contact
between themselves.
21/04/04 M32_DSP_GB
Page 24

© MOSA 1.0-04/02
USE WELDING DIGITAL CONTROLM33.1
GETTING STARTED
1) After having prepared the machine (charged the
battery, put in oil and fuel) the machine is ready
for operation.
Before starting the engine please note the following:
- The welder should only be operated by qualified
personnel with experience in working with engine
driven welders.
- Check the oil level daily. Fuel should be put in
before starting the engine.
- Before using the welder or the auxiliary power let
the engine warm up and before stopping the engine
let it run without load to cool down.
Refer to the following instructions regarding the
function of the various controls on the front panel.
OFF
ON
START
Start the engine of the welder
2)
3) Turn the welding current/voltage
adjusting knob to the minimum
setting.
SETTING THE WELDING PROCESS
There is a manual switch for selecting the various
welding processes on the welding control panel.
There are 5 processes to choose from:
1 for TIG welding
3 for STICK welding (electrode)
1 for MIG/MAG welding (continuous wire).
The switch can also be set to “stand-by” (first
position). In this position there is no current at the
welding connections; led “ON” off.
The process can be selected either before or after
starting the motor powered welder.
After selecting the mode, the “ON” LED lights up
except for the MIG/MAG mode which can only be
selected when the button on the torch is pressed.
11/10/04 M33_WDC_GB
Page 25

USE WELDING DIGITAL CONTROLM33.2
© MOSA 1.0-10/04
TIG MODE
Contact starting TIG
This position is specifically for TIG welding. To create the arc simply place the tip of the TIG electrode
on the piece that requires welding then gently move
the tip away. The arc starts automatically and at the
same time the welding current rises to the preset
value, first using the welding current adjustment
knob which is on the lower part of the control panel.
The welding current can be adjusted continuously
from a minimum of 10 A to a maximum which
depends on the power of the machine 400 A, 500 A,
600 A.
Inversion of polarity (Optional, available on
request)
In order to invert polarity, press the switch on the
remote control unit.
By selecting “inversion” the “ON” LED switches off
and the voltage at the welding socket becomes
zero. The power contactor is witched inside the
electrical box and the voltage reappears at the
welding sockets. The “ON” LED switches back on
at the same time.
The “Invert polarity” LED on the front panel near the
welding current adjuster switches on .
You cannot invert polarity in “MIG/MAG” mode.
WARNING
For EP1 version it is compulsory to accelerate
the engine manually.
STICK MODE (Electrode)
Features C.C. (Constant Current)
There are three stick modes which feature
increasing “arc forces” so that the arc has different
levels of penetration according to the electrode
and/or welding position.
MIG/MAG MODE (continuous wire)
Features C.V. (Constant Voltage)
All wire type welding processes can be carried out,
naked or coated.
The voltage can be adjusted using the same knob
which adjusts the current in STICK mode.
Adjustment is continuous and goes from a minimum
of 15 V to a maximum of 36V, 40 V.
Optional remote control
The welding current can also be set from a distance
using the optional remote control. Once the remote
control is connected to the connector (X1), the
current is controlled by the remote control. To return
to front panel control remove the connector.
Optional VRD program (Voltage Reduction Device
VRD)
When you choose the program stick or stick arc
force the Open Circuit Voltage (OCV) go up bat
only for about 3”, than the OCV go down about 11V
and stop there, until the welder start welding.
When you make a short circuit with the stick the
OCV immediately go up, so you can start to welding.
VRD don’t work with the program MIG-MAG.
PROTECTIONS
The Welding Digital Control features 3 protections
for the control and chopper.
1) “ON” LED blinking
When the engine of the welder is
started the control unit automatically
goes to the stand by mode for few istants (stand-by
LED on) and performs a self-diagnosis of the current
sensor connector and power source voltage + 15V;
than the last process is loaded (on led turned ON).
In case of malfunction the “ON” LED blinks.
2) Red LED blinking
The chopper has a thermal protection,
which intervenes in case the operating
temperature exceeds 85°C.
If the protection intervenes, the red LED begins to
flash and the welding current/voltage goes to zero.
In this case do not switch off the welder, since the
alternator fan will help cool down the chopper more
quickly.
After a few minutes, the LED will automatically
switch itself off and the welding voltage/current will
once again be available at the plugs.
3) Red LED continuously lit
If an anomalous current is detected in
the chopper, the control blocks the
conversion immediately, the output
welding current/voltage goes to zero and the red
LED lights up. To reset everything, it is necessary
to switch off the machine.
If the protections 1) and 3) should intervene, it is
best to immediately contact the nearest authorised
Service Centre.
11/10/04 M33_WDC_GB
Page 26

USE WELDING DIGITAL CONTROLM33.3
© MOSA 1.0-10/04
WIRE WELDING with constant voltage (C.V.)
“Wire welding” can be performed in two modes:
”short arc” or “spray arc.”
TERMS
1) “Short” refers to the way of transferring the
material (wire) to the work piece.
In this case, each time a drop of molten material
is formed at the tip of the wire, assuming that the
rod continues to advance, the tip touches the
molten weld pool and is combined with it,
provoking a very brief short circuit - hence the
term “Short” is commonly used.
“Spray” refers to the transfer of material in the
2)
form of tiny molten droplets which, by means of
the arc itself, pass into the molten weld pool as if
they were sprayed by the arc.
“Short arc” welding requires a much lower arc
voltage than “spray arc,” on the order of 25% less.
The passage from “short arc” to “spray arc” occurs
automatically by setting a higher operating voltage,
if using inert gases or a mixture of gases, but not
with pure CO
. With pure CO2 the “spray arc” occurs
2
only in part and, in any case, over a wide area
resulting in excessive splatter.
“Short arc” welding can be performed with low
currents, in relation to the diameter of the wire and
is, therefore, especially suitable when working with
thin material or in cases where the welding heat
could create warping problems.
“Spray arc” welding requires higher arc voltages,
which also imply higher currents for an equal size
of wire in respect to “short arc” and is used with
medium/high sheet thicknesses.
For high currents with thick materials, it is preferred
with respect to “short arc”.
“Spray arc” welding is ideal for welding aluminium
or magnesium.
11/10/04 M33_WDC_GB
Page 27

USE WELDING DIGITAL CONTROLM33.4
© MOSA 1.0-10/04
WIRE FEEDER CONNECTION
Model WF4
Connect the wire feeder to the welder with the
welder turned off:
- Welding cable between the machine’s (9) welding
plug (+) and the wire feeder.
- Welding cable between the machine’s (10) welding
plug (-) and the piece to be welded.
- Control/power cable between the machine’s
connector (X1) and the corresponding connector
on the wire feeder.
Start the machine welder
The “ON” LED will be off and will turn on only when
there is voltage at the welding plugs (and therefore
at the wire).
The voltage is only present when the welding torch
button is pressed.
The setting of the welding voltage is done using the
knob on the wire feeder.
The adjusting knob on the welder is automatically
inhibited.
WARNING
The connection of other brands of 42V AC wire
feeders to the front panel connection can be
done ONLY if wire feeder connector has the
same configuration as showed below.
NAME OF
CONTACT
A (electric ground)
B
C (5 V d.c.)
D
E
F (5 V d.c.)
G
H (welding ground)
I (44 - 48V a.c.)
J (44 - 48V a.c.)
DESCRIPTION
To potentiometer RC1 "terminal
a"
To potentiometer RC1"central b"
To potentiometer RC1 "terminal
c"
short circuit with contact "C"
To switch "Polarity Inverter"
(Close for negative polarity)
Return from switch on CV welding
gun, 1-phase (44 - 48V a.c.)
Welding ground for d.c. voltmeter
on wire feeder
Voltage supply for wire feeder
11/10/04 M33_WDC_GB
Page 28

USE AS A GENERATOR
© MOSA 1.0-04/02
WARNING
It is strictly forbidden to connect the group to
the public mains and/or to any other source
of electric power.
GENERATION IN AC (ALTERNATING CURRENT)
Make certain of the efficiency of the ground
connection (12) - See page M20 -.
Position the G.F.I. switch to ON.
Voltage is now immediately available to the AC
☞
sockets.
Verify that the voltmeter displays the nominal voltage
value + 10%.
Connect the electric devices to be powered to the
AC sockets, using suitable plugs and cables in
good condition.
Verify that the electrical characteristics (voltage/
☞
frequency/power) of the device being powered are
compatible with those of the generator.
Low frequency and/or voltage can irreparably
damage some electrical devices.
Verify that the ground lead of the electrical appliance/
tool to be powered is correctly connected to the
terminal of the plug.
For double insulation devices with the symbol
☞
, the plug’s ground terminal does not need
to be grounded.
THERMAL PROTECTION
The monophase outputs are protected against
overloads by the thermal protection (59B).
When the rated current is exceeded, the protection
intervenes to cut off the voltage to the AC socket.
. Note: the intervention of the thermal protection is
not instantaneous, but reacts according
to an overcurrent/time characteristic, whereby the
greater the overcurrent the quicker the intervention.
In case of intervention by the protection device,
verify that the total power for the loads connected
does not exceed the declared rating and decrease
if necessary. Disconnect the loads and wait a few
minutes to allow the thermal protection to cool down.
WELDING DIGITAL CONTROL
DSP
M
37
Before resetting by pressing
the central button and then
PUSH TO
RESET
connect the load again.
If the protection should
intervene again, replace it with another one with
matching intervention current specifications and/or
contact the Service Department.
. Note: do not forcibly hold the central button of the
thermal protection device to prevent its intervention,
as this could irreparably
damage the unit’s
alternator.
Note: the three phase output does not require
☞
any protection against overcurrents, since it uses
a self-protecting asynchronous type alternator.
GROUND FAULT INTERRUPTOR SWITCH
The high-sensitivity ground fault interruptor switch
[G.F.I.] (30mA) (D), guarantees protection against
indirect contacts due to faulty ground currents .
When the G.F.I. switch picks up a faulty ground
current that is higher than 30mA, it intervenes by
immediately cutting off voltage to the AC sockets.
In case of intervention by this protection
device, reset the G.F.I. switch by moving
the lever to the ON position. In case of
another intervention, verify that there are
no faults in the tools connected, or
replace the G.F.I. switch with another
one of matching specifications and/or contact the
Service Department.
Notes: Verify the operation of the G.F.I. switch
☞
at least once a month by pressing the TEST button.
The generator must be running and the G.F.I. lever
in the ON position.
SIMULTANEOUS USE
The welder’s alternator permits the simultaneous
use of auxiliary power and welding current. The
auxiliary power available to the AC plugs (15)
diminishes as the welding current drawn increases.
The table on page M52 TECHNICAL
SPECIFICATIONS shows the amount of auxiliary
power available as the welding current varies.
COMBINED USE
The output available from the various auxiliary power
sockets is limited, not only by the declared output of
the unit but also by the capacity of each individual
socket.
09/04/02 M37DSP-GB
Page 29

© MOSA 1.0-04/02
RC1 REMOTE CONTROL
DSP
M
38.9
Is it possible to connect the RC1, to all DSP engine driven
welders.
The remote control RC1, which regulates the welding current
in the CC mode and the welding voltage in the CV mode, is
connected to the front panel by means of a multipole connector.
When the remote control is connected to the remote control
connector (8), it is functional and automatically excludes the
front panel regulation. The remote control can also be
connected to the connector on the wire feeder front panel but
in this case it is necessary to switch the wire feeder commutator
so it can operate.
The polarity inverter (64A), if installed, can be operated from
the remote control.
PUSH AND
SCREW TIGHT
Adjust the welding current control knob to the correct current
for the diameter and type of electrode being welded.
ATTENTION
When the RC1 is not used, it is necessary to disconnect
the multipole connector
09/04/02 M38GB
Page 30

TROUBLE SHOOTING DSP - EP5
© MOSA 1.0-05/05
PROBLEM POSSIBLE CAUSE WHAT TO DO
WELDING
P1 All functions performed
by the WDC are regular,
but there is no tension
on the welding sockets
selection of welding
processes or in their
confirmation on other
functions performed
by the WDC
1) Position of regulation potentiometer incorrect knob
1) Adjust the position of the WDC regulation knob on the
potentiometer spindle so that the potentiometer is not
completely at the end of its travel when the knob reaches its
minimum position. Idem for the RC1 remote control knob.
1) Replace the WDC.1) WDC defectiveP2 Malfunction in the
M
40.1
Blinking “ON” LED 1) Current sensor connector
P3
P3
2)Aux power voltage value
(±15V) too high or too low
P4 Blinking red LED 1) The chopper thermic
protection is intervening
2) Temperature sensor situated
on chopper (NTC resistor)
short circuited or open.
3) WDC defective
P5 Red LED always on
1) WDC defective
2) Chopper defective
3) Current sensor defective
1) Connector P3 not inserted or defective - see drawing 5
2) Check the aux trasformer, see drawing 1
1) The output is inhibited automatically; let the motor continue
to run to cool down the chopper, and after a few minutes the
LED will automatically switch off and there will be current/
voltage once again at the welding sockets.
2) Check chopper connector, drawing 2, from pin 1-2. The
resistor must be bigger than 1800 Ω and less than 25 KΩ,
otherwise the led blinking.
Replace the chopper.
In the meantime you can work cutting the wire which arrives
to pin 1 - pin 2 and put on it one resistor 10 KΩ.
In this case the thermic protection don’t work but you can
use the machine.
3) Replace the WDC.
1) Switch off the machine and start it up again; if the LED remains
off try to weld, verifying that the welding is regular; if the LED
lights up again. Replace the WDC.
2) Check the chopper as shown on drawing 2.
3) Replace the sensor.
P6 PHG1 remote does not
operate.
P7 The welding current
is always at max or
always at minimum
P8 No voltage at the
welding sockets in
CV mode
P9
No welding or
generation output
1) Remote control (or cable)
defective.
2) WDC defective.
1)Potentiometer on WDC
defective
2) WDC defective
3)Welding current sensor
defective
1) Defective wire feeder cable
2) Defective wire feeder
3) Defective WDC
1) Short circuit of chopper.
2) Short circuit of generation
unit.
3) Alternator defective.
1) Check the remote control as drawing 4
2) Replace the WDC
1) Check from pin 1-12 connector P4 (pin 1 - ground see
drawing 3)
2) Replace the WDC
3) Replace the current sensor
1) Check the connections pin to pin of the wire
2) Check the wire feeder
3) Without wire feeder cable put the pin I in short circuit with G
on remote control connector, the led ON must be light - WDC
ok otherwise change WDC
1) Disconnect the chopper and re-start the machine; if there is
now an output present, replace the chopper
2) Disconnect the auxiliary output circuit and re-start the machine;
if there is now an output present, there is a short circuit in the
auxiliary output circuit or in one of the components
3) Disconnect all outputs on the alternator (welding and
12/05/05 M40DSP/EP5-GB
Page 31

© MOSA 1.1-11/05
TROUBLE SHOOTING DSP - EP5
M
40.2
PROBLEMS
P10The welding tension after
3 sec isn’t less enough
(plus in 12V dc)
P1 Voltmeter shows no voltage
or low voltage but actual
voltage at the sockets is OK.
P2 No three-phase voltage
present at the socket(s).
P3 No single phase voltage one
socket but voltmeter reading
is normal and there is
voltage on the other sockets.
POSSIBLE CAUSE WHAT TO DO
generation unless the output going to the condensers)
and check the capacity of the condensers. Restart the
machine, if there is still no output, replace the alternator.
WELDING WITH V.R.D.
1)Net R.C. defective or
1) Check the net R.C. Check the connections.
disconnected from + or welding socket
2) WDC defective.
2) Replace the WDC.
GENERETING
1) Voltmeter malfunction 1) Replace the voltmeter.
1)Differential switch not
1)Turn on the switch.
inserted
2)Differential switch
2)Replace the switch.
malfunction
1)Intervention of thermal
1)Push in the thermal switch.
switch due to excessive
current.
2) Thermal switch malfunction.
2) Replace the thermal switch.
P4 No voltage present.
(See problem P9)
1) Short circuit present on the
generator outputs.
MOTOR
P1 The engine does not start
or stops immediately after
startup.
1) Low battery voltage, battery
dead or defective.
2) Presence of air in the fuel
supply circuit.
3)Starting system thermal
switch
4) Fuel injection pump thermal
switch
5) Engine solenoid
P2 Engine stops due to
intervention of EP5/ES.
1) Engine temperature too high
or insufficient oil pressure.
2) High temperature sensor or
oil pressure defective.
3) EP5/ES protection defective.
P3 The battery is not charged. 1) Battery charger alternator
defective.
2) Battery charger warning light
defective.
1)Disconnect all outputs on the generator except for
those on the condensers and re-start machine; check
for voltage on condensers.
1) Check the level of the electrolyte. Fill or replace the
battery.
2) Carry out de-aeration on the fuel system. See engine
operating manual.
3) Push in the thermal switch. In case the problem persists,
check the electrical circuit and eliminate the problem.
Call an authorised service centre.
4) Push in the thermal switch. In case the problem persists,
check the electrical circuit and eliminate the problem.
Call an authorised service centre.
5) See engine manual
1)Check oil level.
2)Replace the malfunctioning sensor.
3)Replace the protection.
1)Replace
2)Replace
P4 For other problems, refer to
the attached engine manual
18/11/05 M40DSP/EP5-GB
Page 32

© MOSA 1.0-05/05
TROUBLE SHOOTING DSP - EP5
CHECK THE CHOPPER FROM THE
CONNECTOR
CHOPPER CONNECTOR
CHECK MOSFET ON CHOPPER
M
40.3
OUTPUT
OUTPUT
OUTPUT
Check the transformer in this way:
18 Vca
18 Vca
25 Vca
input: 220 Vac
output: 18 Vac, 25 Vac, 10 Vac
10 Vca
OUTPUT
2
4
6
8
10
12
14
FOR THE CHECK HOLD THE CONNECTOR AS SHOWED ABOVE
WITH A TESTER CHECK THERE ARE
Pin 1-2 1,8 ÷ 25 KΩ
Pin 3-4 (open)
Pin 5-6 (open) (open) 3,3 KΩ
Pin 7-8 (open) 3,3 KΩ 3,3 KΩ
Pin 9-10 3,3 KΩ 3,3 KΩ 3,3 KΩ
Pin 11-12 3,3 KΩ 3,3 KΩ 3,3 KΩ
Pin 13-14 3,3 KΩ 3,3 KΩ 3,3 KΩ
DSP 400 - 415
1
3
5
7
9
11
13
DSP 2x400 - 500
DSP 600-615
DRAWING 1
DRAWING 2
How to check the potentiometer put on WDC
1)Start the welding without load (at max RPM)
2)Take the voltage from pin 1 - pin 12 on
connector P4
3)
Position
Knob
Minimum
Max
Voltage
from pin 1 - pin 12
on P4
0 Vdc
4,5 - 4,7 Vdc
DRAWING 3
12/05/05 M40DSP/EP5-GB
Page 33

© MOSA 1.0-05/05
TROUBLE SHOOTING DSP - EP5
Put the knob on RC1 at minimum/max, put one ohmmeter
from pin A - B and measure the resistance.
M
40.4
P1 Supply connector
P2 Chopper connector
P3 Current sensor connector
P4 - P5 Free
DRAWING 4
Knob
Minimum
Max
Resistance
50 ÷ 100 Ω
4,5 - 4,7 KΩ
P1
P2
P5
P3
P4
DRAWING 5
12/05/05 M40DSP/EP5-GB
Page 34

© MOSA 1.0-09/05
MOVING
PARTS
can injure
MAINTENANCE
WARNING
● Have qualified personnel do maintenance and troubleshooting work.
● Stop the engine before doing any work inside the machine. If for any
reason the machine must be operated while working inside, pay
attention moving parts, hot parts (exhaust manifold and muffler,
etc.) electrical parts which may be unprotected when the machine
is open.
● Remove guards only when necessary to perform maintenance, and
replace them when the maintenance requiring their removal is
complete.
● Use suitable tools and clothes.
● Do not modify the components if not authorized.
- See pag. M1.1 -
M
43
HOT surface
can
hurt you
NOTE
By maintenance at care of the utilizer we intend all the
operatios concerning the verification of mechanical parts,
electrical parts and of the fluids subject to use or
consumption during the normal operation of the machine.
For what concerns the fluids we must consider as
maintenance even the periodical change and or the refills
eventually necessary.
Maintenance operations also include machine cleaning
operations when carried out on a periodic basis outside
of the normal work cycle.
The repairs cannot be considered among the
maintenance activities, i.e. the replacement of parts
subject to occasional damages and the replacement of
electric and mechanic components consumed in normal
use, by the Assistance Authorized Center as well as by
MOSA.
The replacement of tires (for machines equipped with
trolleys) must be considered as repair since it is not
delivered as standard equipment any lifting system.
The periodic maintenance should be performed according
to the schedule shown in the engine manual. An optional
hour counter (M) is available to simplify the determination
of the working hours.
ENGINE and ALTERNATOR
PLEASE REFER TO THE SPECIFIC MANUALS
PROVIDED.
VENTILATION
Make certain there are no obstructions (rags, leaves or
other) in the air inlet and outlet openings on the machine,
alternator and motor.
ELECTRICAL PANELS
Check condition of cables and connections daily.
Clean periodically using a vacuum cleaner, DO NOT
USE COMPRESSED AIR.
DECALS AND LABELS
All warning and decals should be checked once a year
and replaced if missing or unreadable.
STRENUOUS OPERA TING CONDITIONS
Under extreme operating conditions (frequent stops and
starts, dusty environment, cold weather,extended periods
of no load operation, fuel with over 0.5% sulphur content)
do maintenance more frequently.
BATTERY WITHOUT MAINTENANCE
DO NOT OPEN THE BATTERY
The battery is charged automatically from the battery
charger circuit suppplied with the engine.
IMPORTANT
In the maintenance operations avoid that
polluting substances, liquids, exhausted oils,
etc. bring damage to people or things or can
cause negative effects to surroindings, health
or safety respecting completely the laws and/
or dispositions in force in the place.
Check the state of the battery from the colour of the
warning light which is in the upper part.
- Green colour: battery OK
- Black colour: battery to be recharged
- White colour: battery to be replaced
NOTE
THE ENGINE PROTECTION NOT WORK WHEN THE
OIL IS OF LOW QUALITY BECAUSE NOT CHARGED
REGULARLY AT INTERVALS AS PRESCRIBED IN
THE OWNER’S ENGINE MANUAL.
05/09/05 M43GB
Page 35

STORAGE GE_, MS_, TS_
© MOSA 1.0-06/00
In case the machine should not be used for more than 30
days, make sure that the room in which it is stored
presents a suitable shelter from heat sources, weather
changes or anything which can cause rust, corrosion or
damages to the machine.
Have qualified personnel prepare the machine for
☞
storage.
GASOLINE ENGINE
M
45
In case of necessity for first aid and of fire prevention,
see page. M2.5.
Start the engine: lt will run until it stops due to the lack of
fuel.
Drain the oil from the engine sump and fill it with new oil
(see page M25).
Pour about 10 cc of oil into the spark plug hole and screw
the spark plug, after having rotated the crankshaft several
times.
Rotate the crankshaft slowly until you feel a certain
compression, then leave it.
In case the battery, for the electric start, is assembled,
disconnect it.
Clean the covers and all the other parts of the machine
carefully.
Protect the machine with a plastic hood and store it in o
dry place.
DIESEL ENGINE
For short periods of time it is advisable, about every 10
days, to make the machine work with load for 15-30
minutes, for a correct distribution of the lubricant, to
recharge the battery and to prevent any possible bloking
of the injection system.
IMPORTANT
In the storage operations avoid that
polluting substances, liquids, exhausted
oils, etc. bring damage to people or
things or can cause negative effects to
surroindings, health or safety respecting
completely the laws and/or dispositions
in force in the place.
For long periods of inactivity, turn to the after soles
service of the engine manufacturer.
Clean the covers and all the other parts of the machine
carefully.
Protect the machine with a plastic hood and store it in a
dry place.
30/00/00 M45GB
Page 36

CUST OFF GE_, MS_, TS_
© MOSA 1.0-03/00
Have qualified personnel disassemble the
☞
machine and dispose of the parts, including the
oil, fuel, etc., in a correct manner when it is to
be taken out of service.
M
46
As cust off we intend all operations to be made, at
utilizer’s care, at the end of the use of the machine.
This comprises the dismantling of the machine, the
subdivision of the several components for a further
reutilization or for getting rid of them, the eventual
packing and transportation of the eliminated parts
up to their delivery to the store, or to the bureau
encharged to the cust off or to the storage office,
etc.
The several operations concerning the cust off,
involve the manipulation of fluids potentially
dangerous such as: lubricating oil and battery
electrolyte.
The dismantling of metallic parts liable to cause
injuries or wounds, must be made wearing heavy
gloves and using suitable tools.
The getting rid of the various components of the
machine must be made accordingly to rules in force
of law a/o local rules.
Particular attention must be paid when getting
rid of:
lubricating oils, battery electrolyte, and
inflamable liquids such as fuel, cooling liquid.
In case of necessity for first aid and fire prevention,
see page M2.5.
IMPORTANT
In the cust-off operations avoid that
polluting substances, liquids, exhausted
oils, etc. bring damage to people or
things or can cause negative effects to
surroindings, health or safety respecting
completely the laws and/or dispositions
in force in the place.
The machine user is responsible for the observance
of the norms concerning the environment conditions
with regard to the elimination of the machine being
cust off and of all its components.
In case the machine should be cust off without any
previous disassembly it is however compulsory to
remove:
- tank fuel
- engine lubricating oil
- cooling liquid from the engine
- battery
NOTE: MOSA is involved with custing off the
machine
reparable.
This, of course, after authorization.
only for the second hand ones, when not
30/03/00 M45GB
Page 37

© MOSA 1.0-11/05
Dimensioni
Abmessungen
Dimension
DSP 2x400 PSX
M
53
18/11/05 88412-I
Page 38

© MOSA 1.4-02/06
ELECTRICAL SYSTEM LEGENDE GE_, MS_, TS_
M
60
A: Alternator
B: Wire connection unit
C: Capacitor
D: G.F.I.
E: Welding PCB transformer
F: Fuse
G: 400V 3-phase socket
H: 230V 1phase socket
I: 110V 1-phase socket
L: Socket warning light
M: Hour-counter
N: Voltmeter
P: Welding arc regulator
Q: 230V 3-phase socket
R: Welding control PCB
S: Welding current ammeter
T: Welding current regulator
U: Current transformer
V: Welding voltage voltmeter
Z: Welding sockets
X: Shunt
W: D.C. inductor
Y: Welding diode bridge
A1: Arc striking resistor
B1: Arc striking circuit
C1: 110V D.C./48V D.C. diode bridge
D1: E.P.1 engine protection
E1: Engine stop solenoid
F1: Acceleration solenoid
G1: Fuel level transmitter
H1: Oil or water thermostat
I1: 48V D.C. socket
L1 : Oil pressure switch
M1 : Fuel warning light
N1: Battery charge warning light
O1: Oil pressure warning light
P1: Fuse
Q1: Starter key
R1: Starter motor
S1: Battery
T1: Battery charge alternator
U1: Battery charge voltage regulator
V1: Solenoid valve control PCBT
Z1 : Solenoid valve
W1: Remote control switch
X1: Remote control and/or wire feeder
socket
Y1: Remote control plug
A3: Insulation moitoring
B3: E.A.S. connector
C3: E.A.S. PCB
D3: Booster socket
E3 : Open circuit voltage switch
F3: Stop push-button
G3: Ignition coil
H3: Spark plug
I3: Range switch
L3: Oil shut-down button
M3: Battery charge diode
N3: Relay
O3: Resistor
P3: Sparkler reactor
Q3: Output power unit
R3: Electric siren
S3: E.P.4 engine protection
T3 : Engine control PCB
U3: R.P.M. electronic regulator
V3: PTO HI control PCB
Z3 : PTO HI 20 l/min push-button
W3: PTO HI 30 l/min push-button
X3: PTO HI reset push-button
Y3: PTO HI 20 l/min indicator
A4: PTO HI 30 l/min indicator
B4: PTO HI reset indicator
C4: PTO HI 20 l/min solenoid valve
D4: PTO HI 30 l/ min solenoid valve
E4 : Hydraulic oil pressure switch
F4: Hycraulic oil level gauge
G4: Preheating glow plugs
H4: Preheating gearbox
I4: Preheating indicator
L4 : R.C. filter
M4: Heater with thermostat
N4: Choke solenoid
O4: Step relay
P4: Circuit breaker
Q4: Battery charge sockets
R4: Sensor, cooling liquid temperature
S4: Sensor, air filter clogging
T4 : Warning light, air filter clogging
U4: Polarity inverter remote control
V4: Polarity inverter switch
Z4: Transformer 230/48V
W4: Diode bridge, polarity change
X4: Base current diode bridge
Y4: PCB control unit, polarity inverter
A6: Commutator/switch
B6: Key switch, on/off
C6: QEA control unit
D6: Connector, PAC
E6: Frequency rpm regulator
F6: Arc-Force selector
G6: Device starting motor
H6: Fuel electro pump 12V c.c.
I6: Start Local/Remote selector
L6: Choke button
M6 : Switch CC/CV
N6: Connector – wire feeder
O6: 420V/110V 3-phase transformer
P6: Switch IDLE/RUN
Q6: Hz/V/A analogic instrument
R6: EMC filter
S6: Wire feeder supply switch
T6 : Wire feeder socket
U6: DSP chopper PCB
V6: Power chopper supply PCB
Z6 : Switch and leds PCB
W6: Hall sensor
X6: Water heather indicator
Y6: Battery charge indicator
A7: Transfer pump selector AUT-0-MAN
B7: Fuel transfer pump
C7: „GECO“ generating set test
D7: Flooting with level switches
E7: Voltmeter regulator
F7: WELD/AUX switch
G7: Reactor, 3-phase
H7: Switch disconnector
I7: Solenoid stop timer
L7: "VODIA" connector
M7: "F" EDC4 connector
N7: OFF-ON-DIAGN. selector
O7: DIAGNOSTIC push-button
P7: DIAGNOSTIC indicator
Q7: Welding selector mode
R7: R.C. net
S7: 230V 1-phase plug
T7: V/Hz analogic instrument
U7: Engine protection EP6
V7: G.F.I. relay supply switch
Z7 : Radio remote control receiver
W7: Radio remote control trasnsmitter
X7: Isometer test push-button
Y7: Remote start socket
A2: Remote control welding regulator
B2: E.P.2 engine protection
C2: Fuel level gauge
D2: Ammeter
E2: Frequency meter
F2: Battery charge trasformer
G2: Battery charge PCB
H2: Voltage selector switch
I2: 48V a.c. socket
L2: Thermal relay
M2: Contactor
N2: G.F.I. and circuit breaker
O2: 42V EEC socket
P2: G.F.I. resistor
Q2: T.E.P. engine protection
R2: Solenoid control PCBT
S2: Oil level transmitter
T2: Engine stop push-button T.C.1
U2: Engine start push-buttonT.C.1
V2: 24V c.a. socket
Z2 : Thermal magnetic circuit breaker
W2: S.C.R. protection unit
X2: Remote control socket
Y2: Remote control plug
A5: Base current switch
B5: Auxiliary push-button ON/OFF
C5: Accelerator electronic control
D5: Actuator
E5: Pick-up
F5: Warning light, high temperature
G5: Commutator auxiliary power
H5: 24V diode bridge
I5: Y/s commutator
L5: Emergency stop button
M5: Engine protection EP5
N5: Pre-heat push-button
O5: Accelerator solenoid PCB
P5: Oil pressure switch
Q5: Water temperature switch
R5: Water heater
S5: Engine connector 24 poles
T5 : Electronic GFI relais
U5: Release coil, circuit breaker
V5: Oil pressure indicator
Z5: Water temperature indicator
W5: Battery voltmeter
X5: Contactor, polarity change
Y5: Commutator/switch, series/parallel
A8: Transfer fuel pump control
B8: Ammeter selector switch
C8:
D8:
E8:
F8:
G8: Polarity inverter two way switch
H8:
I8:
L8:
M8:
N8:
O8:
P8:
Q8:
R8:
S8:
T8:
U8:
V8:
Z8:
W8:
X8:
Y8:
26/07/04 M60GB
Page 39

© MOSA REV.1-04/08
Schema elettrico
Stromlaufplan
Electric diagram
DSP 2x400 PSX
DSP 2x400 PS-PL
Desi.
di n°
of n°
Pag.n°
Page n°
M
61.1
7
Approvato:
Approved:
2
43
43
43
22 18
F3
(1)
(2)
P4
10A
1
11
(30)
K1
stop
(87) (87a)
12
12
N3
stop
K1
(86)
(85)
C2
-
8
105
10
5
68
68
a2
a1
16
nero/black
5
6
43
Progetto:
Project:
Data Dis. Appr.
(1)
12
1212
()
(2)
H1 L1
E8
2
1
()
H6
16.11.2007 N.L.
Date Appr.
78413.S.010-B
Dis. n°:
Dwg. n°:
20.10.2005
Data:
Date:
Leporace N.
Designer:
Disegnatore:
Z1
(2)
(1)
5
10
L5
con motore Perkins 1103C-33TG3 14.01.2007 N.L.
Modifica
Modification
Engine Perkins 1103C-33TG3 (EP5) 78413.prg
Denominazione:
68
White Red
G1
Denomination:
Da Pag.
From Page
DSP 2x400 PS
Macchina:
Machine:
Alla Pag.
To Page
+
ON
Q1
nero/black
http://www.mosa.it
20090-CUSAGO (MI)-ITALY
La MOSA si riserva a termini di legge la proprieta' del presente disegno con divieto di riprodurlo o comunicarlo a terzi senza sua autorizzazione.
M5
b1 21 25
pr.
K2
(1)
(86)
N3
K2
(30)
1
(2)
(85)
9
19
N5
(87)
F
F1
30A
20
18
18
OPTINAL: PRH 6
G4
pr.
Aggiunto optional PRH6.A
B Sostituito motore Perkins 1003A-33TG1
Esp.
Exp.
U1
24
7
7
7
7
1
T1
B+ D+
2
P4
15 b2
30
15 50
START
OFF
1
51
30A
1
52
2
1
2
R1
-
+
M
-
1
+
nero/black nero/black
S1
B
230V
50/60Hz
3
3
18/11/05 88412-I
Page 40

© MOSA 1.0-11/05
20090-CUSAGO
(MI)-ITALY
http://www.mosa.it
DSP 2x400 PSX
Aux.
(400Tx2/230Mx3/48Mx3) DT 88402.prg
88402.S.020
Leporace N.
3
Approvato:
Esp.
Data
Dis.
Appr.Modifica
Denominazione:
Macchina:
Data:
Progetto:
di n°
Pag.n°
7
Date
Appr.
Approved:
Project:Denomination:
Machine:
Modification
Date:
Da Pag.
Alla Pag.
To Page
From Page
Designer:
of n°
Desi.
Dis. n°:
Exp.
Page n°
Dwg. n°:
Disegnatore:
La MOSA si riserva a termini di legge la proprieta' del presente disegno con divieto di riprodurlo o comunicarlo a terzi senza sua autorizzazione.
08.04.2005
T1
S1
R1
Y
S2
R2
TSR
R S T R S T T
T S
S
7
7
T
S
R
53 54
S
S
6
6
N
N N N N N
A
2
2
51 52
51 52
230V/32A
H
400V/32A
G
400V/32A
G
230V/16A
H
230V/16A
H
P4
30A
P4
15A
Id
Id
Id
Id
N
N
D
V
N
P4
15A
h
M
C
RS2
SS2
TS2
TS1
SS1
RS1
48V/104A
I2
48V/32A
O2
48V/32A
I2
SS2 RS2 RS2 SS1 RS1
P4
30A
P4
30A
SS2
Schema elettrico
Stromlaufplan
Electric diagram
DSP 2x400 PSX
M
61.2
di n°
of n°
Page n°
Dis. n°:
Dwg. n°:
Leporace N.
Aux. (400Tx2/230Mx3/48Mx3) DT
Da Pag.
From Page
Alla Pag.
To Page
20090-CUSAGO (MI)-ITALY
DSP 2x400 PSX
La MOSA si riserva a termini di legge la proprieta' del presente disegno con divieto di riprodurlo o comunicarlo a terzi senza sua autorizzazione.
18/11/05 88412-I
Page 41

© MOSA 1.0-11/05
Schema elettrico
Stromlaufplan
Electric diagram
DSP 2x400 PSX
M
61.3
18/11/05 88412-I
Page 42

© MOSA 1.0-11/05
Schema elettrico
Stromlaufplan
Electric diagram
DSP 2x400 PSX
M
61.4
18/11/05 88412-I
Page 43

© MOSA REV.1-04/08
Schema elettrico
Stromlaufplan
Electric diagram
9 10111213141516
12345678
DSP 2x400 PSX
Data Dis. Appr.
di n°
Pag.n°
Desi.
Progetto:
Date Appr.
7
of n°
6
Page n°
Project:
M
61.5
Approvato:
Approved:
Dis. n°:
Dwg. n°:
88402.S.040-A
SS1
4
SS1
P4
10A
16 PIN MOLEX FEMAL CONNECTOR
Date:
Data:
08.05.2005
B
BROWN
SS1
SS1
TS1
13
14
14
52
51
TS1 TS1
14
52
13
4
4
51
4
3
3
WHITE
19412116
WHITE-BLACK
BLUE
Disegnatore:
Designer:
Leporace N.
WHITE-ORANGE
WHITE-YELLOW
BLACK
GREY
VIOLET
BLACK
16 107 14
BLACK
8
220V
E
26V
18V
18V
10V
RED
WHITE
GREEN
BLACK
YELLOW
BLUE
ORANGE
PINK
Modification
Modifica
Denomination:
Denominazione:
Da Pag.
From Page
Welding Control 88412.prg
Machine:
DSP 2x400 PSX
Macchina:
Alla Pag.
To Page
http://www.mosa.it
A Aggiunto commutatore di scala (I3) 01.06.2006 N.L.
Esp.
Exp.
20090-CUSAGO (MI)-ITALY
La MOSA si riserva a termini di legge la proprieta' del presente disegno con divieto di riprodurlo o comunicarlo a terzi senza sua autorizzazione.
4
4
P1
P2
T
TIG
R
Q7
ON
STAND BY
P3
P5
I3
50%
MAX
RANGE
CURRENT CC
F
G
I
H
X1
P4
J
A
DE
B
C
BLACK
WHITE
BLUE
18/11/05 88412-I
Page 44

© MOSA REV.1-04/08
Schema elettrico
Stromlaufplan
Electric diagram
9 10111213141516
12345678
DSP 2x400 PSX
Data Dis. Appr.
di n°
Pag.n°
Desi.
Progetto:
Date Appr.
7
of n°
7
Page n°
Project:
M
61.6
Approved:
Approvato:
88402.S.041-A
Dis. n°:
Dwg. n°:
SS2
5
SS2
P4
10A
16 PIN MOLEX FEMAL CONNECTOR
Date:
Data:
08.04.2005
B
SS2
19412116
SS2
TS2
13
14
14
TS2TS2
52
16 107 14
51
8
14
52
13
5
5
51
5
3
3
BROWN
WHITE
BLUE
BLACK
GREY
VIOLET
BLACK
BLACK
E
WHITE-BLACK
WHITE-ORANGE
WHITE-YELLOW
220V
26V
18V
RED
WHITE
BLACK
GREEN
YELLOW
18V
BLUE
10V
PINK
ORANGE
A Aggiunto commutatore di scala (I3) 01.06.2006 N.L.
Modifica
Esp.
Modification
Exp.
Disegnatore:
Designer:
Welding Control 88412.prg
Denomination:
Machine:
Denominazione:
Macchina:
Da Pag.
From Page
Alla Pag.
To Page
20090-CUSAGO (MI)-ITALY
Leporace N.
DSP 2x400 PSX
http://www.mosa.it
La MOSA si riserva a termini di legge la proprieta' del presente disegno con divieto di riprodurlo o comunicarlo a terzi senza sua autorizzazione.
5
5
P1
TIG
R
Q7
STAND BY
P2
P5
P3
I3
50%
MAX
RANGE
CURRENT CC
T
X1
ON
P4
F
G
I
H
J
A
DE
B
C
BLACK
WHITE
BLUE
18/11/05 88412-I
Page 45

R
TS
0000 GE
SPARE PARTS LIST
© MOSA 1.0-03/00
1
MOSA guarantees that any request for spare parts will be satisfied.
To keep the machine in full working order, when replacement of MOSA spare parts is required, always
ask for genuine parts only.
The requested data are to be found on the
data plate located on the machine structure,
quite visible and easy to consult. ✹
When ordering the spare parts, it is
recommended to indicate:
1) ✹ serial number
2) ✹ model of welder and/or generating set
3) ◆ n. table
4) ◆ n. position
5) quantity
V.le Europa,59 - 20090 CUSAGO (MI) ITALY
Tel. +39-02 90352.1 - fax +39-02 90390466
TYPE
SERIAL N°
TS 0000 GE
0987654321
ABBREVIATIONS AND SYMBOLS:
(EV) When ordering, specify the engine type and
the auxiliary voltage
(ER) Engine with recoil starter only
(ES) Engine with electric starter only
(VE) E.A.S version only.
(QM) When ordering, specify the length in meters
(VS) Special version only
(SR) By request only
22/03/00 R1GB
Page 46

© MOSA Rev.00-09/06
Ricambi
Spare parts
Piéces de rechanges
Ersatzteile
Tabla de recambios
DSP 2x400 PSX
ED
10
18/11/05 88412-I
Page 47

Tavola ricambi
Spare parts table
© MOSA REV.1-04/08
Pos. Rev. Cod. Descr. Note
1 107301390 ANELLO
2 107601470 VENTOLA COMPLETA
3 308306010 CONVOGLIATORE ARIA ALTERNATORE
4 784008222 COPERTURA ALTERNATORE
5 766703010 CARCASSA PER STATORE
6 784003020 STATORE
7 6050050 ANELLO SEEGER
8 1001050 CUSCINETTO
9 766703030 ALBERO CON ROTORE (COMPLETO)
10 740552200 MOTORE PERKINS 1103A-33TG1
11 765008224 STAFFA SUPPORTO COPERTURA ALT.
12 323003101 TRAVERSA ALTERNATORE (COMPL.) fino a REV. 04/08 Del. 252/07 del 14/11/07
12 884123101 TRAVERSA ALTERNATORE (COMPL.) da REV. 04/08 Del. 252/07 del 14/11/07
13 744508430 TRAVERSA UNIONE FIANCATE
14 744501060 TRAVERSA DI SOLLEVAMENTO
15 840768215 PARETE SCARICO ARIA MOTORE
16 784104126 LAMIERA PORTA REATTORE
22 209719882 STAFFA BOX CONDENSATORI
23 107509041 SBARRETTA BOX CONDENSATORI
24 282004100 REATTORE DI LIVELLO
25 307809880 BOX CONDENSATORI 3X80 UF
26 784109887 PIASTRA FISS.BOX COND.(COMPL.)
27 894004110 STAFFA SUPPORTO REATTORE
Pos. Rev. Cod. Descr. Note
1 107301390 RING FIXING FAN
2 107601470 FAN COMPLETE
3 308306010 ALTERNATOR AIR CONVEYOR
4 784008222 ALTERNATOR COVER
5 766703010 HOUSING
6 784003020 STATOR
7 6050050 RING, SEEGER
8 1001050 BEARING
9 766703030 SHAFT ROTOR (COMPL.)
10 740552200 ENGINE PERKINS 1103A-33TG1
11 765008224 ALTERNATOR COVER SUPPORT
12 323003101 ALTERNATOR BRACKET (COMPL.) Up to REV. 04/08 Del. 252/07 del 14/11/07
12 884123101 ALTERNATOR BRACKET (COMPL.) from REV. 04/08 Del. 252/07 del 14/11/07
13 744508430 COVERS BRACKET
14 744501060 BRACKET LIFT
15 840768215 ENGINE AIR EXHAUST SITE
16 784104126 REACTOR HOLDING STEEL SHEET
22 209719882 CAPACITOR BOX BRACKET
23 107509041 CONNECTING PLATE-CAPACITOR BOX
24 282004100 CAPACITOR BOX
25 307809880 CAPACITOR BOX 3X80 UF
26 784109887 SUPPORT BRACKET REACTOR
27 894004110 SUPPORT BRACKET REACTOR
Table piéces de rechange
Ersatzteile
Tabla de recambios
DSP 2x400 PSX
ED
10.1
18/11/05 88412-I
Page 48

© MOSA Rev.00-09/06
Ricambi
Spare parts
Piéces de rechanges
Ersatzteile
Tabla de recambios
DSP 2x400 PSX
ED
11
Page 49

Tavola ricambi
Spare parts table
© MOSA REV.1-11/06
Pos. Rev. Cod. Descr. Note
1 784017080 FRONTALE LATO MOTORE
2 306467109 PROTEZIONE TERMICA (C.B.)
3 884127425 FRONT.CONTR.SALD.(PROGRAMMATO)(WDC 400) Fino a REV.0 - 09/06 Del 193/06 del
4 744508103 CERNIERA X COPERCHIO FRONTALE
5 873407107 DISGIUNTORE TERMICO 30A/250V
6 1240020 MORSETTO 4mmq
7 1241010 PIASTRINA
8 306479199 RELE’ AVV. ELETTRICO
9 1243020 GUIDA PER MORSETTIERA
10 105111830 MORSETTIERA
11 218137280 PRESA CEE 48V 32A
12 884027085 PANNELLO PORTA PRESE LATO SALD
13 307017240 PRESA 220V 16A
14 105111520 PRESA CEE 220V MONOF. 2POLI+T
15 102301310 PRESA DI SALDATURA (+)
16 102044400 PRESA DI SALDATURA (-)
17 107509890 SHUNT DI MISURA
18 105111510 PRESA CEE 380V TRIFASE
19 305027105 INTERRUTTORE DIFFERENZIALE
20 305717300 VOLTMETRO
23 744508112 SERRATURA PER COPERCHIO FRONT.
24 744507057 CHIAVE SERRATURA QUADRO ELETT.
25 325507210 INDICATORE LIVELLO CARBURANTE
27 105511810 CONTAORE 230V 50Hz IP65
28 744509770 UNITA’CONTROLLO MOTORE
29 765007300 VOLTMETRO DI SALD.100V F.S. DC
30 765007305 AMPEROMETRO DI SALD.600A/90mV
31 784007010 SCATOLA ELETTRICA LATO MOTORE
32 784017020 FRONTALE LATO GENERAZIONE
33 784007090 SCATOLA ELETTR. LATO GENERAZ.
34 884027065 PANNELLO PORTA PRESE
35 282005107 SENSORE DI HALL 400A
36 282009869 TRASFORMATORE
37 101131220 PRESA DINSE
Pos. Rev. Cod. Descr. Note
1 784017080 ENGINE SIDE FRONT PANEL
2 306467109 THERMOPROTECTION (B.C.)
3 884127425 WDC FRONT Up to REV.0 - 09/06 Del 193/06 del
4 744508103 LATCH X FRONT COVER
5 873407107 CIRCUIT BREAKER 30A/250V
6 1240020 TERMINAL 4mmq
7 1241010 PLATE
8 306479199 RELAY, ELECTRIC START
9 1243020 TERMINAL GUIDE
10 105111830 TERMINAL BOARD
11 218137280 EEC SOCKET 48V 32A
12 884027085 SOCKET HOLDER PANEL, WELDING SIDE
13 307017240 EEC SOCKET 16A, 220V 2P+T
14 105111520 EEC SOCKET SINGLE-PH.220V 2P+
15 102301310 WELDING SOCKET (+)
16 102044400 WELDING SOCKET (-)
17 107509890 SHUNT
18 105111510 EEC SOCKET THREE-PHASE 380V
19 305027105 GROUNDFAULT INTERRUPTOR (GFI)
20 305717300 VOLTMETER
23 744508112 FRONT COVER LOCK
24 744507057 ELECTRICAL BOARD KEY
25 325507210 FUEL LEVEL GAUGE
27 105511810 HOURMETER 230V 50Hz IP65
28 744509770 PCB ENGINE CONTROL EP5
29 765007300 WELDING VOLTMETER 100V,DC RANGE BOTTOM
30 765007305 WELDING AMMETER 600 A/90mV
31 784007010 ELECTRICAL BOX ENGINE SIDE
32 784017020 FRONT PANEL GENERATION SIDE
33 784007090 ELECTRICAL BOX GENERATION SIDE
34 884027065 SOCKETS HOLDER FRONT PANEL
35 282005107 HALL SENSOR
36 282009869 TRANSFORMER
37 101131220 SOCKET
Table piéces de rechange
Ersatzteile
Tabla de recambios
DSP 2x400 PSX
13/11/06
13/11/06
ED
11.1
18/11/05 88412-I
Page 50

© MOSA Rev.00-09/06
Ricambi
Spare parts
Piéces de rechanges
Ersatzteile
Tabla de recambios
DSP 2x400 PSX
ED
12
Page 51

Tavola ricambi
Spare parts table
© MOSA Rev.00-09/06
Pos. Rev. Cod. Descr. Note
1 766708065 GRIGLIA PER CARENATURA
2 766708035 CARENATURA POSTERIORE
3 744501255 COPERCHIO VANO RIFORNIMENTO
4 6095030 TUBO GOMMA
5 305607032 COPERCHIO
6 342202026 TAPPO SERBATOIO
7 740558073 TIRANTE M5x175
8 840759975 SENSORE LIVELLO CARBURANTE(L=355)
9 105611550 ANTIVIBRANTE
10 840761050 BASAMENTO
11 764409150 BATTERIA 12V 100Ah(SENZA MANU)
12 400409154 STAFFA FISSAGGIO BATTERIA
13 840762020 SERBATOIO CARBURANTE(capacità 102lt.)
14 784102070 TUBO DI SCARICO
15 784102069 GUARNIZIONE SCARICO MOTORE
16 766702241 STAFFA SUPP.FILTRO GASOLIO
17 JJ0062025 RUBINETTO M-F 1/2" G
18 JJ0062292 NIPPLO OLEODINAMICO 1/2" G
19 744502212 TUBO SCARICO OLIO
Pos. Rev. Cod. Descr. Note
1 766708065 COVER GRATE
2 766708035 REAR COVER
3 744501255 FUEL COVER
4 6095030 PIPE
5 305607032 COVER
6 342202026 CAP, FUEL TANK
7 740558073 TIE-ROD
8 840759975 FUEL LEVEL SENSOR
9 105611550 VIBRATION DAMPER
10 840761050 BASE
11 764409150 BATTERY (WITHOUT MAINTENANCE)
12 400409154 BATTERY BRACKET
13 840762020 FUEL TANK
14 784102070 EXHAUST PIPE
15 784102069 GASKET
16 766702241 SUPPORT FILTER
17 JJ0062025 COCK
18 JJ0062292 OLEODYNAMIC NIPPLE
19 744502212 OIL EXHAUST TUBE
Table piéces de rechange
Ersatzteile
Tabla de recambios
DSP 2x400 PSX
ED
12.1
18/11/05 88412-I
Page 52

© MOSA Rev.00-09/06
Ricambi
Spare parts
Piéces de rechanges
Ersatzteile
Tabla de recambios
DSP 2x400 PSX
ED
13
Page 53

Tavola ricambi
Spare parts table
© MOSA REV.1-11/06
Pos. Rev. Cod. Descr. Note
1 766707070 FIANCATA DX COPERT.SCAT.ELETTR
2 785005400 PONTE CHOPPER SC.CH480.01(SCOMES)
3 ‘000089405A725 RETE R.C.(VRD)(RICAMBI) VRD Fino a REV.0 - 09/06 Del
4 766708160 CASSONETTO INT.ASPIRAZ.(COMPL)
5 744507219 PULSANTE STOP D’EMERGENZA
6 784008005 CARENATURA ANTERIORE (COMPL.)
7 784005091 STAFFA SUPPORTO PONTE DIODI
8 784007102 STAFFA SUPP. SCATOLA ELETTRICA
9 766707004 SCATOLA SUPP.APPARECC.ELETTR.
10 840768091 CARENATURA SUPERIORE
11 766708426 FIANCATA LATO STRUMEN. (COMPL)
12 744508090 SQUADR.FISS.SCHERMO PORTELLA
13 766708220 CASSONETTO ASPIRAZIONE ARIA
14 744508089 SCHERMO PER PORTELLA
15 744508426 FIANCATA LATO STRUMENTI
16 744508136 MANIGLIA A PULSANTE
17 744508428 FIANCATA INTERMEDIA
18 744508140 CERNIERA PER FIANCATA
19 325252069 GUARNIZIONE
20 840752050 SILENZIATORE DI SCARICO
21 766708070 COPERCHIO TAPPO RADIATORE
22 209718073 TIRANTE
23 766702068 FLANGIA PER TUBO SCARICO
24 305012053 COPERCHIETTO
25 766707203 SCATOLA PROTEZIONE PRESE
Pos. Rev. Cod. Descr. Note
1 766707070 RIGHT SIDE ELECTRICALBOX COVER
2 785005400 CHOPPER BRIDGE
3 ‘000089405A725
4
5 744507219 EMERGENCY PUSH BUTTON STOP
6 784008005 FRONT COVER (COMPL.)
7 784005091 SUPPORT BRACKET DIODE BRIDGE
8 784007102 SUPPPORT BRACKET ELECTRIC BOX
9 766707004 ELECTRICAL DEVICES HOLDING BOX
1
0 840768091 TOP COVER
11 766708426 INSTRUMENTS SIDE
1
2 744508090 FIXING BRACKET DOOR SCREEN
3 766708220 AIR INTAKE BOX
1
14 744508089 GLASS COVER
15 744508426 COVER COMMANDS SIDE
16 744508136 HANDLE
17 744508428 MIDDLE COVER
18 744508140 LATCH
19 325252069 GASKET
20 840752050 EXHAUST MUFFLER
21 766708070 RADIATOR COVER CAP
22 209718073 TIE-ROD
23 766702068 FLANGE FOR EXHAUST PIPE
24 305012053 CAP
25 766707203 PROTECTION SOCKETS BOX
766708160 INTAKE CASE (COMPLETE)
Table piéces de rechange
R.C. NET (VRD) VRD Fino a REV.0 - 09/06 Del
Ersatzteile
Tabla de recambios
DSP 2x400 PSX
193/06 del 13/11/06
193/06 del 13/11/06
ED
13.1
18/11/05 88412-I
Page 54

© MOSA 1.0-11/03
CTL 45
744500140
KA
12
Pos. Rev. Cod. Descr. Descr. Note
1 0000744500141 GR.TIMONE,PIEDE X TRAINO LENTO KIT SITE TOW
2 225101160 ASSALE AXLE
3 325501170 RUOTA WHEEL
4 0000225100142 GR. ASSALE, RUOTE TRAINO LENTO KIT WHEELS AND
HANDLES
13/11/03 KA
Page 55

R
REQUEST FOR ORDER SPARE PARTS
© MOSA 1.0-04/97
1.1
Dear Customer,
You can send us the request for order of MOSA original spare parts, filling in this form, with the new spare
parts tables as well as with the old ones, by FAX or mail.
Request from:...................................................... date:.............................. signature:.........................................
Please send use us following sapre parts for the machine below:
MOSA SPARE PARTS:
model type:.................................................................
serial nr:
NEW TABLES
ta b le n r. p o s itio n q .ty
OLD TABLES
code q.ty
ENGINE SPARE PARTS:
engine model: ............................................. engine serial nr.:.................................................
code and/or position description and/or table q.ty
SYNCHRONOUS ALTERNATOR SPARE PARTS:
alternator model:.......................................... alternator serial nr.:............................................
code and/or position description and/or table q.ty
18/04/97 R1-1
Page 56

 Loading...
Loading...