

Page 1
MANUAL
DE
PROGRAMACION
de
Antes
manuales
los
equipo
del
Guarde
empezar
entregados
asegurese
y
los
manuales
Modelo
TORNO
Unidades
MSC-516
MSC-518
operation,
con
la
Mori
entendido
lugar
Seiki,
seguro
en
de
por
haber
un
Aplicable
DE
CNC
NC
de
mantenimiento
el
fabricante
toda
para
aplicables
MSD-516
MSD-518
MSD-516II
la
information
perderlos,
no
o
programacion,
de
unidades
de
lea
cuidadosamente
los
y
NC
de
estos.
fabricantes
MOM
SEIKI
PM-CEF1
6T.TT.
1
8T-01S
Page 2
El
•
contenido
destinadas
consecuencia,
discrepancias
ediciones
cambios,
numero
este
por
entre
manual
favor
el
de
de
mejoras
a
revisadasdelos
distinguiendose
manual
de
sujeto
est£
mbquina
de
la
presente
tenga
contenido
del
a
modificaciones
para
o
manual
que
mejorar
puede
y
maquina
la
el
manual.
haber
manualesdeinstruccionesseintroducen
dichas
ediciones
por
la
actualization
instrucciones.
previo
sin
ligeras
real.
En
En
del
aviso
las
Si
•
•
observase
maquina
en
maquina.
produzca
maquina
real
contacto
Mori
como
sin
Reservados
manual
este
sinelconsentimiento
El
producto
se
ha
fabricado
regibn
o
exportation,
relevante.
diferentes
La
exportacidn
por
la
Administracibn
Consulte
responsabie
cualquier
o
existe
si
con
Mori
no
Seiki
consecuencia
aclarar
todos
de
leyes
al
estos
los
instrucciones
que
lehasido
de
venta
normas.
o
de
este
Ministerio
de
tales
discrepancia
cualquier
y
Seiki
aclare
responsabie
sera
entre
parte
estos
directaoindirecta
puntos.
derechos:noestb
en
ninguna
por
escrito
enviado
acuerdo
consecuencia,
En
o
recirculacibn
producto
pals
del
departamento
o
Mori
de
(la
con
las
a
puede
exportador.
autorizaciones.
el
del
detalles
de
permitida
forma,
Seiki.
maquina
leyes
no
un
destino
estar
de
contenido
manual
ningun
y
normas
esta
sujeta
la
Administracion
del
poco
antes
dafto
ia
de
utilizacidn
reproduced
la
Integra
y
equipos
vigentes
permitida
un
de
a
manualyla
pongase
clara,
utilizar
de
que
se
de
parcialmente,
o
accesorios)
en
el
su
pals
con
una
autorizacidn
la
la
de
pals
9611
20S
Page 3
Descripcion
Nombre
del
Informacion
maquina:
la
de
modelo:
de
la
maquina
Torno-CNC
Numero
Fecha
serie
de
de
fabrication:
de
la
maquina:
•5
Representante:
de
Horario
trabajo:
8:30-17:30
Page 4
Page 5
DEFINICION
Para
indicar
DE
LOS
diferentes
SIGNOS
tipos
informacidn
de
de
aviso
y
consejos
se
usan
varios
simbolos.
Aprenda
garantizar
<Simbolos
La
informacion
PRECAUCION.
Para
indicar
A
ATENCION
A
PRECAUCION
A
significado
el
un
funcionamento
relacionados
aviso
de
nivel
el
Indica
provocard
informacidn
La
estrictamente.
Indica
podria
informacidn
La
estrictamente.
una
Indica
provocar
informacidn
La
cumplirse
de
simbolosylea
estos
seguro
con
avisos>
se
clasifica
peligro
de
una
una
provocar
situacidn
lesiones
estrictamente.
se
usan
situacidn
muerte
situacidn
o
descritaenlos
muerte
descrita
potencialmente
menores
descritaacontinuacion
cuidadosamente
mientras
en
tres
los
de
lesiones
potencialmente
o
usa
categorfas,
simbolos
riesgo
graves.
graves
o
en
los
dafios
inminente
cuadros
cuadros
peligrosa
moderadosenla
este
manual.
PELIGRO,
siguientes:
de
peligrosa
lesiones.
de
que,
del
sfmbolo
las
que,
si
PELIGRO
que,
AVISO
no
si
maquina.
de
PRECAUCION
explicaciones
se
si
debe
evita,
se
y
evita,
debe
no
se
cumplirse
cumplirse
puede
AVISO
no
para
evita,
debe
•5
<Otros
6
simbolos>
ORDRES
Indica
\i/
Indica
formato
El
los
una
Indica
El
numero
identificado
entre
que
de
parentesis
aspectos
recomendacion
numero
el
por
deben
util
pagina
este
sfmbolodainformacidn
en
tenerse
relacionada
o
manual
( )
indica
consideracion.
con
las
que
debe
numero
el
para
operaciones.
consultarse.
de
seccidn.
programar.
Page 6

i,
Page 7
PREFACIO
Para
mecanizar
manual
y
varios
Al
este
leer
ATENCION
A
describe
ejemplos
manual,
0
0
pieza
una
information
la
programas.
de
recuerde
exige
Se
siga
modo
funcionamento.
crear
al
trabajo
de
siempre
al
las
precauciones
se
que
programa,
un
inseperada
ocasiones
explicaciones
Las
los
parametros.
acuerdo
sin
haber
los
parametros
manera
lesionesodanos
graves
con
consultado
inesperada
en
un
betsica
programador
al
que
los
garantice
Si
se
ejecutar
lesiones
siguientes
ignoran
la
para
Los
parametros
las
especificaciones
previamente
sin
consultar,
causando
en
la
CNC
torno
debe
asimilarse
lea
que
que
contiene
la
seguridad
maquina
programa,
el
danos
o
programas
los
maquina.
debe
puntos.
manual
este
al
crear
del
las
precauciones
puede
produciendo
en
estan
de
la
a
Mori
la
maquina
accidentes
crearse
de
antes
programas,
operador
actuar
la
maquina.
inciuiran
fijados
maquina;
Seiki.
puede
que
programa.
un
empezar
cuidadosamente
durante
de
este
una
de
accidentes
el
estudio
de
fabrica
no
los
se
cambian
Si
actuar
ocasionen
Este
programar
a
de
el
manual
manera
sobre
de
cambie
de
graves
y
que
PRECAUCION
A
Hay
dos
0
comando
normalmente
contrario,
incrementalesesdistinto
puede
anadiran
Los
“Especificacion
Las
@
indicarlaorientation
modelo
Asegurese
de
(husillo)
Los
0
cumpien
]T~Y3
metodos
absoluto
el
programa
usarse
algunas
comandos
ilustraciones
maquina.
de
de
la
herramienta
al
escribir
contenidos
con
Para
para
para
especificar
y
un
comando
se
describeelcomando
tambien
de
alguno
absolutoseincrementales
de
de
establecerlarelation
de
normas
las
tornos
eje
el
los
de
precaucion
de
notas
dimensiones”.
las
las
herramientas
ajuste
de
de
un
este
y
corte
programa.
manual
JIS.
CNC
de
X,
consulte
los
incremental.
puede
uno
usadno
comandos,
dos
correcta,
correcta
directionderotation
la
aplican
se
que
tienen
pagina
la
valores
absoluto.
de
crearse
comandos
absoluto
en
esos
explican
se
de
corte
puesto
entre
maquinas
a
una
P
-
coordenadas;
En
A
usando
puntos.
de
que
manual
este
no
ser
comandos
absolutos,
incremental,
o
con
manual
este
esta
position
la
la
de
que
detalle
diferira
pieza
herramientas
especificacion
.6).
(1
21
un
indique
se
o
si
en
pueden
segun
de
montaje
de
invertida
JIS
no
se
1
.4,
no
el
trabajo
que
lo
Page 8
PRECAUCfON
A
Este
@
trabajo
(2.13,
M35,
operation
denominado
despues
denominado
de
manual
desde
“G38
M36
torsion,
incluye
el
Comprobacion
activar/desactivar
transferencia,
de
explication
la
husillo1al
mandril1)suelta
haya
que
de
mandril
produciendo
sido
2),
los
sobre
husillo2mientras
empuje
del
operation
la
mandril
si
el
pieza
la
sujetada
pieza
la
siguientes
de
por
trabajo
la
transferencia
los
pieza
de
la
sincronizacidn”).
de
del
husillo
trabajo
de
el
mandril
puede
problemas:
piezas
de
trabajo”
(de
1
husillo
est£n
aquf
sujeta
rotando
2.23,
y
En
en
(en
2
a
adelante
una
husillos
de
(materialdebarra)
del
estar
de
“M34,
esta
adelante
fuerza
1
2)
En
trabajo
el
tiempo
En
problema.
tipos
Los
maquinas.
QQ
)
Precision
acabados,
proceso
el
mandril
pieza
La
Si
mandril1al
puesto
este
mientras
problema
de
programacion
la
de
indicadoresyconmutadores
Para
mas
Para
pobre
error
y
1
2.
trabajo
de
pieza
la
que
manual,
las
la
los
que
se
mas
ciclo
explicaciones
detalles,
variacionesenla
-
en
la
proceso
el
se
trabajo
de
mandril
no
es
programacion,
husillos
acaba
corto.
real
debe
consultarelMANUAL
concentricidad
y
2,
estrias
escapa
2
necesario
estan
de
en
del
es
un
material
mientras
un
inclueyndo
rotando,
citar,
a
tenerse
varian
manual
este
fin
longitud
entre
las
debido
mandril
los
proceso
de
en
2.
de
corte,
husillos
de
la
se
explica
mostrar
consideration
dependiendo
se
considerara
DE
FUNCIONAMENTO.
totaldelos
porciones
agarre
al
aun
troceado.
transferencia
un
por
no
se
transfiere
estan
sin
tener
programa
este
de
los
un
productos
acabadas
parte
del
del
girando,
piezas
de
en
cuenta
con
un
posible
modelos
panel
piano.
en
de
de
Page 9
CONTENIDOS
Antes
.
1
1.1
1.2
1.3
1.4
1.5
1.6
programar
de
Proceso
Terminos
Control
.3.1
1
1.3.2
1.3.3
1.3.4
1.3.5
1
.3.6
para
para
y
directiondelos
Especificacion
1
.4.1
1
.4.2
.4.3
1
Modelo
b£sico
1.5.1
1.5.2
1.5.3
Especificacion
del
ejes
CL,
producto
Modelos
finalizacion
la
programacion
Series
SL,
TL,
SerieZL
ZL-15S
Serie
DL-15
Serie
Serie
DL-20,
25
SL-25SY
de
las
dimensiones
Comandos
Comandos
Resumen
de
Programaciondetrabajos
Programacion
absolutos
incrementales
programs
de
—
trabajos
Programaciondetrabajos
y
especificacion
JIS
MT-25,
..
de
centrales
de
JIS
inversa
mandril
ambos
y
SFL-1
centros
0
p-i
P-1
P-4
P-5
P-5
P-7
P-9
P-10
P-12
P-14
P-16
P-16
P-16
P-17
P-18
P-18
P-19
P-20
P-21
2.
Funciones
2.1
2.2
Lista
Lista
2.2.1
2.2.2
2.3
2.4
2.5
GOO
G01
camino
G02,
arcos
2.6
2.7
2.8
2.9
G50
G96
de
G97
G04
M
G
y
codigos
de
codigos
de
G
M
Series
Series
Posicionamento
Movimientodela
recto
G03
a
velocidad
Ajuste
Control
velocidad
Control
Suspensidn
delaherramienta
a
una
Movimiento
limite
del
de
la
superficie
de
delavelocidad
SL,
TL,
ZL,
DL,
herramienta
velocidad
de
avance
de
de
velocidad
ejecucion
de
la
Modelos
CL,
y
SL-25SY
de
corte
avance
de
herramienta
la
corte
de
velocidad
del
husillo
constante
husillo
del
de
velocidad
a
de
del
un
MT-25,
desplazamiento
de
a
de
de
lo
corte
corte
corte
husillo
para
mantener
constante
programs
y
SFL-1
largo
0
rSpido
de
largo
a
lo
el
(Pausa)
.
.
un
de
control
—
P-23
P-23
P-25
P-25
P-28
P
—
P-35
P-36
P-36
P-38
P-39
P-40
33
Page 10
2.10
2.11
2.12
2.13
2.14
2.15
2.16
2.17
2.18
2.19
2.20
2.21
2.22
2.23
2.24
G32,
G92
de
corte
G40,
G41,G42
G70-G76
Comprobacion
G38
2.13.1
2.13.2
G23
G22,
entradadela
la
a
MOO,
M01
Fin
M30
M03,M04,
M08,
M09
M23,
M24
M44
M40
-
M10,
M11
to
M100
M35,
M34,
M320,
M321
Corte
roscas)
de
Compensaci6n
Ciclo
Series
Series
Ajuste
Paro
programa
del
M05
Descarga
Chaflanado
Selection
Sujetar
M199
M36
roscas
de
autom&tica
repeticiones
de
empuje
del
ZL-15SyDL-1
DL-20,
de
la
frontera
herramienta
programa
del
y
Arranque
del
ON/OFF
del
/
Soltar
Sincronizacion
Operacion
Bloqueo/Desbloqueo
(corte
de
radio
del
multiple
de
la
5
y
SL-25SY
25
para
y
paro
rebobinado
y
paro
del
refrigerante
margen
el
de
de
mandril
operaciones
de
sincronizacion
roscas
la
punta
de
pieza
definir
opcional
husillo
ON/OFF
velocidad
del
eje
continuoyciclo
delaherramienta
trabajo
de
la
zona
del
—
inhibida
husillo
ON/OFF
Y
...
—
P-41
P
—
P-51
P-53
P-53
P-55
P-57
P-59
P-61
P-61
P-63
P-64
P
-
P-66
P-67
P-68
P-70
49
64
3.
FUNCION
3.1
Codigos
3.1
3.1
3.1
3.1
3.2
Ciclos
3.2.1
3.2.2
3.2.3
3.2.4
3.2.5
3.2.6
3.2.7
3.2.8
3.2.9
3.2.1
(TIPO
MC
.1
.2
.3
.4
grabados
0
MC,
para
M
M13,
M45,
M68,
M90,
la
M14
M46
M69
M91
ON/OFF
de
G80,
G83
mecanizado
Cancelar
G80
G83
G85
-
G83
Ciclo
G83
Ciclo
G83
Ciclo
G83
Ciclo
Ciclo
G84
Ciclo
G85
G87-G89
TIPO
EJE
funcion
MC
Rotation
Conexion
Sujetar
Modo
mecanizado
G85,
-
agujeros
de
el
Mecanizado
de
taladrado
taladrado
de
taladrado
de
taladrado
de
de
roscado
mandrinado
de
Mecanizado
Y)
delaherramienta
y
eje
del
y
soltar
operacion
de
de
G87
ciclo
de
de
de
C
freno
el
agujeros
G89
-
grabado
de
agujeros
agujeros
agujeros
(Pausa)
agujeros
sfncrona
Ciclos
cancelation
husillo
del
grabados
cara
la
en
profundos
profundos
drcunferenda
en
la
—
—
final
(Tipo
(Tipo
de
A)
B)
...
.
.
.
.
P-72
P-72
P-72
P-74
P-76
P-77
P-79
P-79
P-84
P
-
P
-
-
P
P-89
P-90
P-91
P-93
P
-
84
86
87
94
Page 11
3.3
3.2.11
3.2.12
3.2.13
3.2.14
3.2.15
3.2.16
3.2.1
G87
G87
G87
G87
G88
G89
7
mecanizado
Mecanizado
3.3.1
G1
cilfndricas
3.3.2
G112,
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
taladrado
de
de
taladrado
de
de
deroscado
de
Precauciones
de
entallado
cilindrico
07
y
Ranuradoenla
(interpolation
G113
(interpolacion
de
de
taladrado
taladrado
mandrinado
generates
agujeros
circunferenciadeformas
Entallado
coordenadas
de
agujeros
agujeros
(Pausa)
el
sobre
cilfndrica)
polares)
profundos
profundos
grabado
ciclo
(Tipo
(Tipo
A)
B)
de
.
P-96
.P-98
P-100
P-101
P-102
P-104
P-105
P-108
P-108
P-113
4.
FUNCIONES
4.1
4.2
4.3
4.4
Compensacion
5.
5.1
5.2
5.3
y
S,
T,
Funcion
4.1.1
4.1.2
4.1.3
Funcibn
4.2.1
4.2.2
4.2.3
F
T
...
Numerosdeherramientas
Compensacion
Compensation
S
Especificacion
Especificacion
Especificacion
funcionamento
Funcion
4.3.1
4.3.2
4.3.3
Resumen
F
Avance
Avance
Tabladevelocidades
manual
General
Compensacion
5.2.1
5.2.2
5.2.3
Desviacibn
5.3.1
5.3.2
Metododedesviacion
Calculo
Tabla
en
Arco
Arco
de
del
delavelocidad
de
del
automatico
por
revolution
por
minuto
de
radio
del
para
corte
de
de
datosdedesviacion
interpolacion
convexo
los
la
inclinado
datos
circular
concavo
geometrfa
la
desgaste
la
velocidad
de
Ifmite
husillo
del
F_
(G98
de
desplazamiento
de
punta
y
desviacion
de
herramienta
de
la
delaherramienta
(G96S_)
del
)
F_)
(G97
husillo
husillo
del
de
corte
velocidad
S_
(G50
(G99
)
rapido
la
herramienta
chaflanado
—
—
S_
.
.
)
..
para
...
P-116
P-116
P-117
P-117
P
118
-
P
-120
P
120
-
P
121
-
P-122
P-123
P-123
P-124
-
P
126
P
-128
P-133
P-133
P-134
P-134
P-135
P-136
P-139
P-139
P-139
Page 12
5.4
5.3.3
Programacion
Calculo
especificarse
para
de
una
ios
pieza
valoresdelas
programa
en
un
trabajo
de
coordenadas
muestra
de
que
deben
P-139
P-140
Programas
6.
6.1
6.2
6.3
6.4
6.5
6.6
APENDICE
APENDICE
2.1
2.2
2.3
2.4
2.5
2.6
ejemplo
Pasos
Programa
6.2.1
6.2.2
Programas
6.3.1
6.3.2
6.3.3
Tipo
SL-25Y,
DL-15Y
1
PROGRAMACION
programacion
de
ejemplo
Primer
Segundo
parciales
Ranurado
Taladrado
Corte
MC
SY,
TL-40Y
CENTRALES
GESTlCN
2
DELAVIDA
General
Ajuste
2.2.1
de
Ajuste
Ios
datosdela
mediante
2.2.2
2.2.3
Especificacion
2.3.1
2.3.2
2.3.3
Conteo
Comando
Comando
estado
Ajuste
programa
por
Registro
de
E/S
Comando
Comando
Codigo
delavidadela
de
salto
de
borradodeIos
proceso
proceso
inclinado
de
Ios
operation
Ios
de
de
ios
externo
programas
en
T
de
M
de
.
.
varios
de
.
agujeros
SEGURA
LAS
DE
vida
de
datos
datosdela
datos
(F-25R)
la
de
manual
usando
de
grupo
conteo
herramienta
delavida
indicadores
de
las
un
dispositivo
de
D.l.
herramientas
herramientas
profundos
TRABAJOS
DE
HERRAMIENTAS
herramientas
las
vida
vidadelas
mecanizado
APENDICE
APENDICE
.
APENDICE
.
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
P-148
P-
149
P-149
P-150
P-153
P-157
P-157
P-159
P-160
P-161
P-171
P-173
P-
176
178
P-
P-
178
P
178
-
178
P-
P-
184
P-
185
P-
187
P-
187
P-
187
P-
187
P-
188
P-
188
P-
189
(,
Page 13
2.7
Indicador
vida
de
2.7.1
2.7.2
Lecturadela
2.8
las
2.9
Lectura
Tabladealarmas
2.10
2.11
Parametros
de
selectiondeherramienta
agotada
Indicador
nueva
Indicador
information
herramientas
direction
la
de
de
las
de
vida
herramientas
selection
agotada
de
de
de
gestion
PMC
nueva
herramienta
herramientas
las
delavida
e
indicador
de
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
APENDICE
P-
P-
P
P-
P-
P-
P-
-
189
189
1
89
190
192
193
194
Page 14
>
Page 15
1.
Antes
programar
de
P-1
1.1
--3
S3
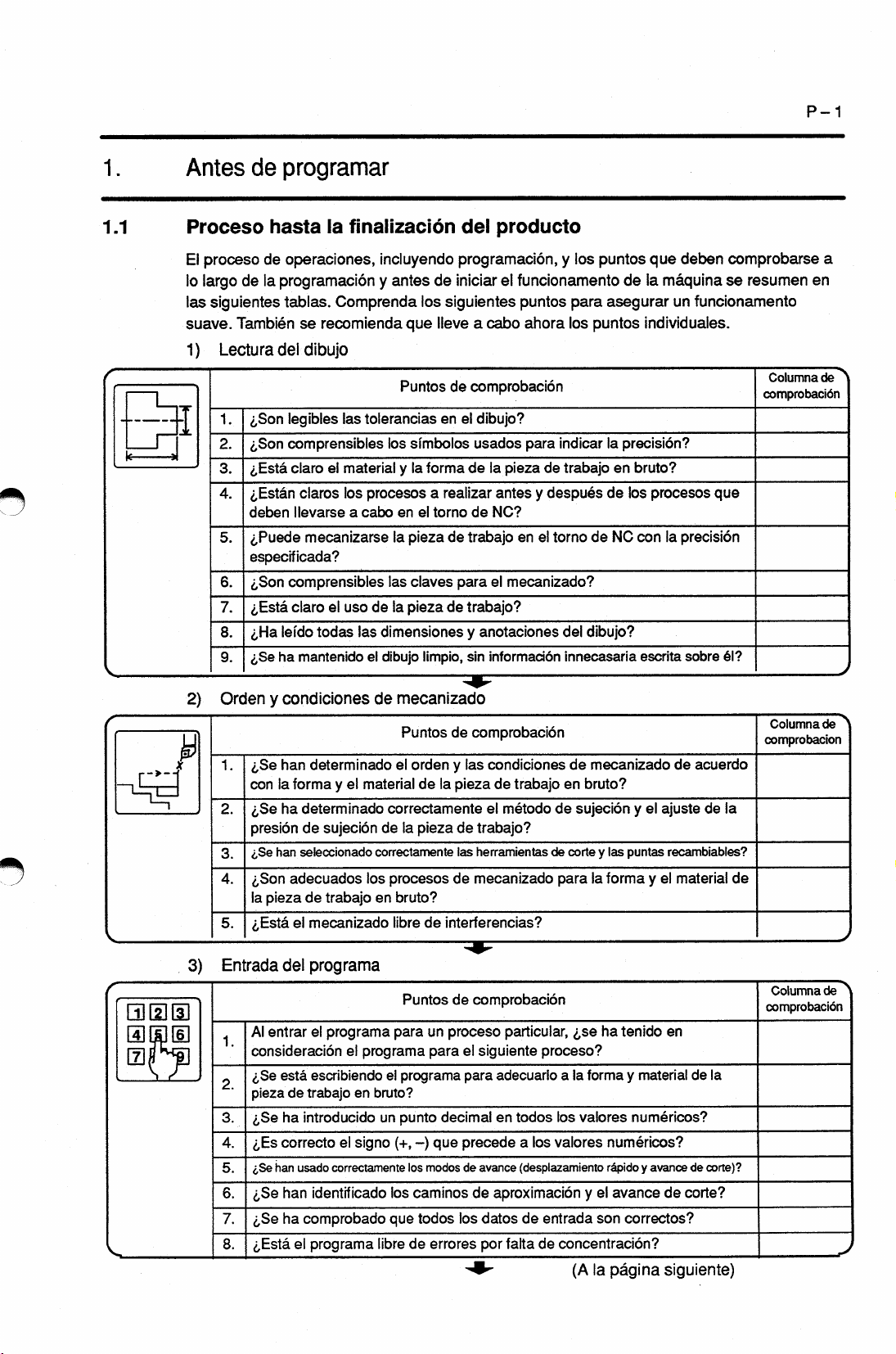
Proceso
proceso
El
lo
largo
las
siguientes
suave.
1)
Tambien
Lectura
1.
2.
3.
4.
5.
6.
7.
8.
9.
2)
Orden
y
1.
2.
3.
4.
5.
finalization
hasta
de
de
la
iSon
iEsta
deben
4,Puede
la
operaciones,
programacion
tablas.
del
Comprenda
se
recomienda
dibujo
las
legibles
comprensibles
claro
claros
llevarse
mecanizarse
toleranciasenel
el
materialyla
los
procesos
cabo
a
incluyendo
antes
y
los
la
especificada?
comprensibles
iSon
claro
i,Esta
i,Ha
ha
iSe
y
iSe
con
la
i,Se
presion
han
4,Se
<,Son
la
pieza
el
todas
lefdo
mantenido
condicionesdemecanizado
determinadoelordenylas
han
forma
y
ha
determinado
sujecion
de
seleccionado
adecuados
de
trabajo
mecanizado
el
de
uso
las
dimensiones
el
dibujo
el
material
de
correctamente
los
en
las
la
correctamente
procesos
bruto?
libre
de
los
que
Puntos
simbolos
forma
a
el
en
torno
pieza
claves
pieza
limpio,
Puntos
de
la
pieza
de
lleveacabo
la
del
producto
los
programacion,
iniciar
el
siguientes
comprobacion
de
dibujo?
usados
pieza
de
la
realizar
de
interferencias?
antes
NC?
de
trabajo
de
el
para
de
pieza
de
las
de
mecanizado?
trabajo?
anotaciones
y
information
sin
comprobacion
condicionesdemecanizadodeacuerdo
de
el
metodo
trabajo?
herramientas
mecanizado
y
puntos
funcionamento
ahora
para
de
despues
y
el
torno
de
para
los
puntos
indicar
trabajo
de
dibujo?
del
innecasaria
bruto?
en
de
sujecion
code
y
la
para
puntos
en
trabajo
que
de
la
asegurar
individuales.
precision?
la
en
bruto?
de
procesos
los
NC
con
escrita
el
y
las
puntas
y
forma
deben
maquina
un
funcionamento
que
la
precision
sobre
de
ajuste
recambiables?
material
el
comprobarse
resumen
se
Columnade
comprobacidn
6I?
Columnade
comprobacion
la
de
a
en
A
alas]
m
3)
Entrada
entrar
Al
1.
consideration
£Se
2.
pieza
3.
iSe
4.
4,Es
5.
iSe
6.
iSe
7.
i,Se
8.
i,Esta
programa
del
el
escribiendo
esta
de
trabajo
introducido
ha
correcto
usado
han
han
identificado
ha
comprobado
programa
el
programa
el
programa
en
bruto?
un
el
signo
correctamente
libre
Puntos
para
programa
el
punto
-)
(+,
los
los
caminos
todos
que
de
de
comprobacion
proceso
un
para
decimalentodos
que
modos
errores
particular,
el
siguiente
adecuarlo
para
precede
de
avance
de
aproximacion
los
datos
falta
por
i,se
proceso?
la
forma
a
los
valores
los
valores
a
(desplazamiento
y
de
entrada
de
concentracion?
(A
la
ha
tenido
y
material
numericos?
numericos?
r&pido
y
avanoe
el
avance
correctos?
son
pagina
en
de
la
corte)?
de
de
corte?
siguiente)
Columns
comprobacion
de
>
Page 16
P
-
2
FUNCION
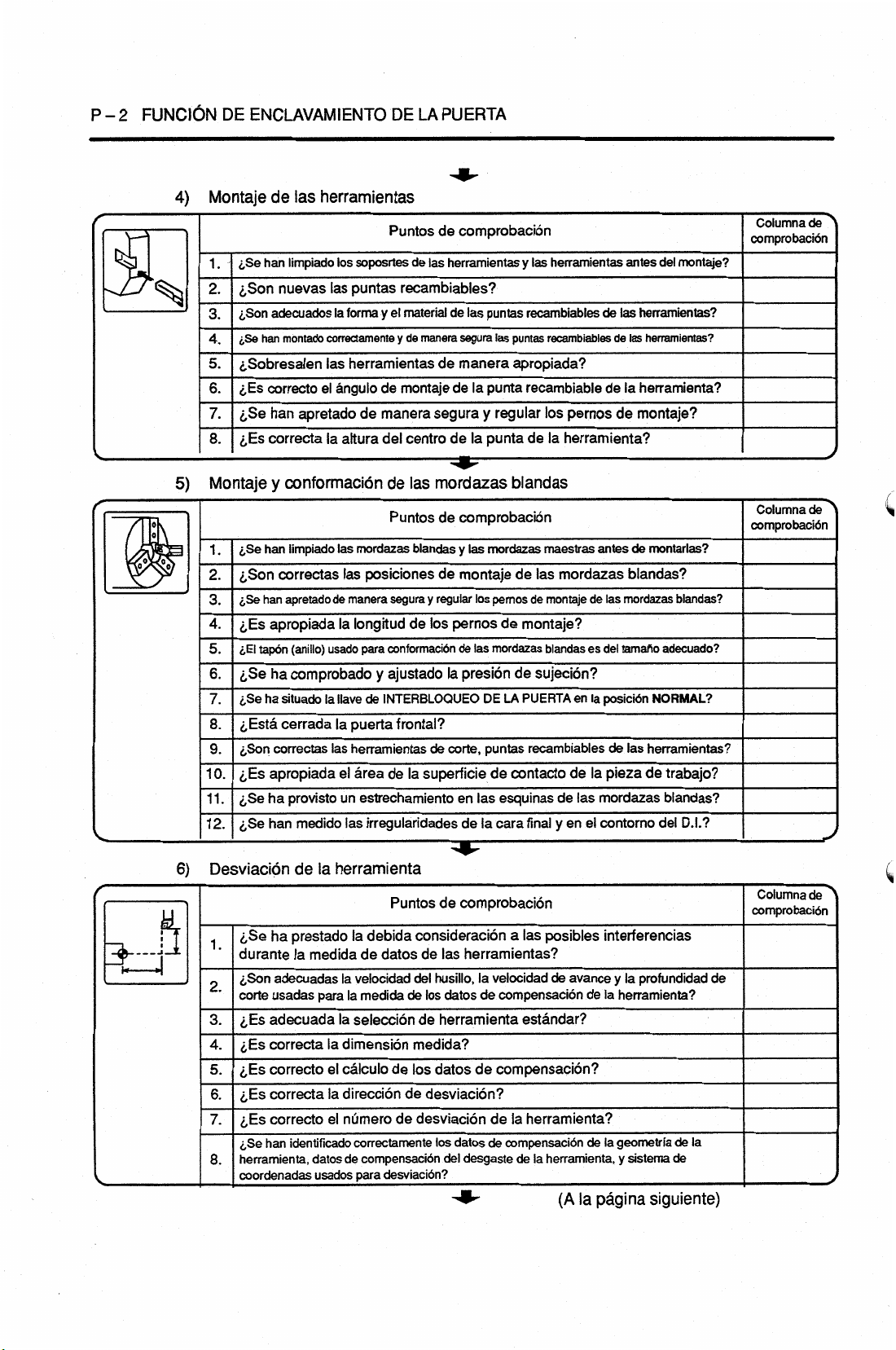
4)
DE
ENCLAVAMIENTO
de
Montaje
1.
iSe
2.
iSon
3.
iSon
4.
cSe
5.
<j,Sobresalen
6.
i,Es
7.
i,Se
8.
i,Es
las
han
limpiado
nuevas
adecuados
han
montado
correcto
apretado
han
correcta
DE
herramientas
Puntos
los
soposrtes
puntas
las
forma
la
correctamente
las
herramientas
angulo
el
de
altura
la
de
recambiables?
y
el
materialdelas
y
de
montaje
de
manera
del
centra
PUERTA
LA
de
comprobacibn
las
herramientasylas
segura
manera
de
manera
de
la
segura
de
la
puntas
recambiablesdelas
puntas
las
apropiada?
recambiabledela
punta
regular
y
de
punta
herramientas
recambiables
los
pemos
la
herramienta?
del
antes
herramientas?
herramientas?
de
las
herramienta?
montaje?
de
montaje?
Columns
comprobacibn
de
>
5)
6)
.ft
Montaje
Se
I
i,Son
<,Se
cEs
tapbn
iEI
i,Se
iSe
i,Esta
iSon
cEs
<>,Se
iSe
han
han
apropiada
ha
apropiada
ha
han
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
Desviacion
iSe
1.
durante
i,Son
2.
corte
3.
4.
5.
6.
7.
8.
adecuada
iEs
correcta
correcto
<j,Es
correcta
i,Es
correcto
i,Es
han
i,Se
herramienta,
coordenadas
y
conformacion
las
limpiado
correctas
apretado
(anillo)
comprobado
ha
situadolaHave
cerrada
correctas
provisto
medido
mordazas
las
manera
de
longitud
la
para
usado
la
puerta
las
herramientas
area
el
un
estrechamiento
las
delaherramienta
prestado
ha
la
adecuadas
usadas
identificado
la
medidadedatos
velocidad
la
la
medidadelos
para
la
selectiondeherramienta
la
dimension
el
calculodelos
direction
la
el
numero
correctamente
compensacibn
datos
de
para
usados
mordazas
de
las
Puntos
de
blandasylas
posiciones
conformacibn
ajustado
y
INTERBLOQUEO
de
segura
de
de
regular
y
los
la
frontal?
corte,
de
de
la
superficie
irregularidades
Puntos
debida
de
considerationalas
las
de
husillo,
del
datos
medida?
datos
desviacion?
de
desviacion
de
los
desviacibn?
del
blandas
comprobacion
mordazas
los
pemos
las
mordazas
DE
puntas
de
las
cara
la
de
de
de
montaje?
de
LA
PUERTA
recambiables
contacto
esquinas
final
montaje
pemos
de
presion
en
de
comprobacion
herramientas?
la
velocidad
de
compensacibn
estandar?
de
compensacion?
de
herramienta?
la
de
desgaste
compensacibn
de
datos
_
maestras
las
mordazas
montaje
blandasesdel
sujecion?
en
de
de
las
en
y
posibles
de
avance
herramienta,
la
(A
la
de
antes
blandas?
de
las
mordazas
tamafto
la
posicibn
de
las
herramientas?
la
pieza
de
mordazas
el
contorno
interferencias
y
la
profundidad
de
la
herramienta?
de
la
geometria
y
sistema
pagina
montarlas?
blandas?
adecuado?
NORMAL?
trabajo?
blandas?
del
D.I.?
de
de
la
de
siguiente)
Columnade'
comprobacibn
Columnade
comprobacibn
S
(
Page 17
P-3
TEST
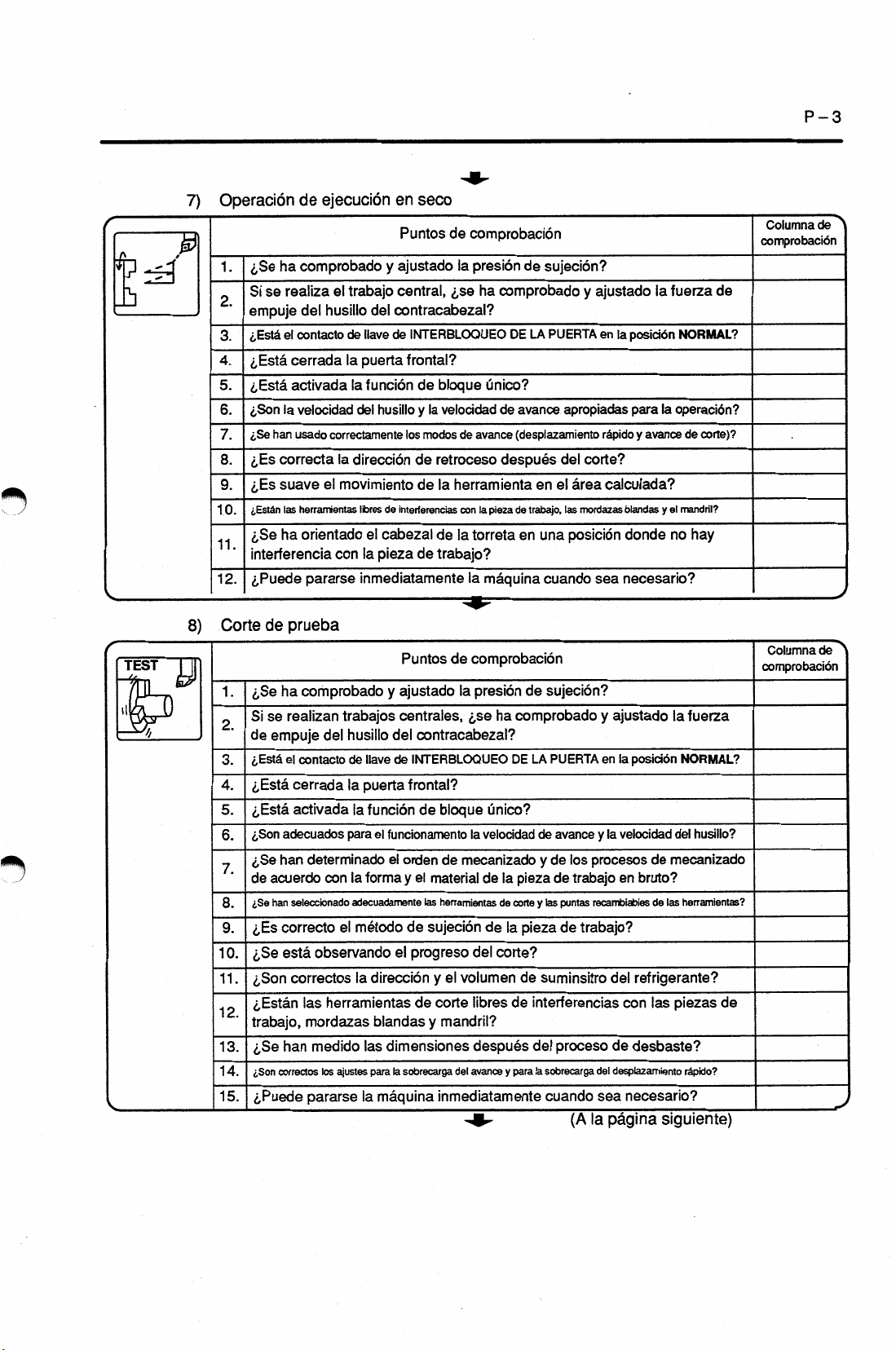
Operaci6n
7)
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
11.
12.
8)
Corte
1.
2.
3.
5.
7.
10.
11.
12.
13.
14.
15.
i,Se
se
Si
empuje
iEstS
i,Esta
i,Esta
{.Son
i,Se
i,Es
i,Es
i,Se
interferencia
iPuede
de
i,Se
Si
se
de
iEstb
4.
iEsta
iEsta
6.
iSon
<j,Se
de
8.
iSe
9.
i,Es
Se
I
iSon
i,Estan
trabajo,
i,Se
iSon
iPuede
ejecucion
de
ha
comprobado
realiza
el
trabajo
del
husillo
el
contacto
cerrada
activada
la
velocidad
han
usado
correcta
suave
las
herramientas
ha
de
la
puerta
la
del
correctamente
la
direccion
el
movimientodela
Ibres
orientadoelcabezal
con
pararse
inmediatamente
prueba
ha
comprobado
realizan
empuje
el
cerrada
activada
adecuados
han
acuerdo
han
seleccionado
correcto
esta
correctos
trabajos
del
husillo
contacto
de
la
la
para
determinado
con
la
adecuadamente
el
metodo
observando
la
las
herramientas
mordazas
han
medido
los
correctos
ajustes
pararse
la
en
seco
Puntos
ajustado
y
central,
del
contracabezal?
INTERBLOQUEO
Have
de
frontal?
funcion
husillo
los
de
y
la
modos
de
de
interferencias
la
pieza
de
Puntos
y
ajustado
centrales,
del
contracabezal?
INTERBLOQUEO
Have
de
puerta
frontal?
funcion
forma
de
el
funcionamento
el
orden
el
y
las
sujecion
de
progreso
el
direccionyel
de
blandas
las
para
y
dimensiones
la
sobrecarga
maquina
de
comprobacion
la
presion
bloque
veloddad
de
avance
retroceso
herramienta
con
de
la
torreta
de
ha
comprobado
DE
unico?
avance
de
(desplazamiento
despues
la
pieza
de
trabajo,
en
LA
enelarea
una
trabajo?
la
maquina
de
comprobacion
la
presion
(,se
bloque
la
de
mecanizadoyde
material
herrainientas
del
de
ha
comprobado
DE
unico?
velocidad
de
la
pieza
de
corte
de
pieza
la
corte?
LA
de
y
volumendesuminsitro
libres
de
corte
interferencias
mandril?
y
para
del
la
despues
avance
del
inmediatamente
sujecion?
y
PUERTA
apropiadas
del
corte?
las
mordazas
position
cuando
sujecion?
PUERTA
avance
los
procesos
de
trabajo
puntas
las
recambiablesdelas
trabajo?
de
proceso
sobrecarga
cuando
(A
la
ajustado
posidbn
en
la
para
rbpido
y
avance
calculada?
blandas
donde
sea
necesario?
y
ajustado
en
la
posidbn
y
velocidad
la
en
bruto?
del
refrigerante?
con
de
desbaste?
desplazamiento
del
necesario?
sea
pagina
la
fuerza
NORMAL?
la
operacibn?
de
y
el
mandril?
no
hay
la
fuerza
NORMAL?
del
husillo?
de
mecanizado
herramientas?
piezas
las
rApido?
siguiente)
Coiurnnade
comprobacibn
de
corte)?
Coiurnnade'
comprobacion
de
Page 18
4
P
FUNCION
-
;=ÿ
ill
DE
9)
Medida
1.
2.
3.
4.
5.
6.
7.
8.
10)
Produccion
1.
2.
3.
4.
5.
6.
7.
8.
ENCLAVAMIENTO
funcionando
i,Esta
la
correcta
i,Es
correcto
i,Es
apropiado
4,Es
i,Esta
iEsta
han
i,Se
i,Esta
claramente
el
fria
seleccion
el
orden
el
area
que
medido
la
herramienta
metodo
las
masiva
el
contacto
iEsta
cerrada
iEsta
i,Estan
programa
ha
Se
i,
han
<,Se
rebasamientoenel
tiempo
el
iEstb
ha
Se
i
han
i,Se
de
Have
la
puerta
desactivadas
tales
corno
comprobado
medido
observado
medido
de
las
trabajo
las
DE
LA
Puntos
correctamente
del
Instrumento
de
medida?
de
medida?
indicada
debe
D.l.
el
el
area
medirse
dimensiones
cuando
Puntos
INTERBLOQUEO
de
frontal?
todas
las
funciones
las
la
variacion
irregularidades
y
D.E.?
segun
estimado
desgaste
dimensiones
PUERTA
comprobacion
de
el
instrumento
de
debe
que
libre
despues
miden
se
de
comprobacion
funcionesdeNC
de
dimensional?
de
tlempo
el
de
la
punta
despues
de
virutas
DE
bloque
la
superficie
de
medirse?
del
las
LA
mecanizado
de
del
de
medida?
medida?
y
refrigerante?
proceso
dimensiones?
PUERTA
unico?
la
proceso
de
en
usadas
de
para
la
para
herramienta?
de
desbaste?
la
posictbn
comprobar
final
cara
pleza
una
desbaste?
NORMAL?
el
y
trabajo?
de
comprobacibn
el
Columna
comprobacibn
Columns
de
de''
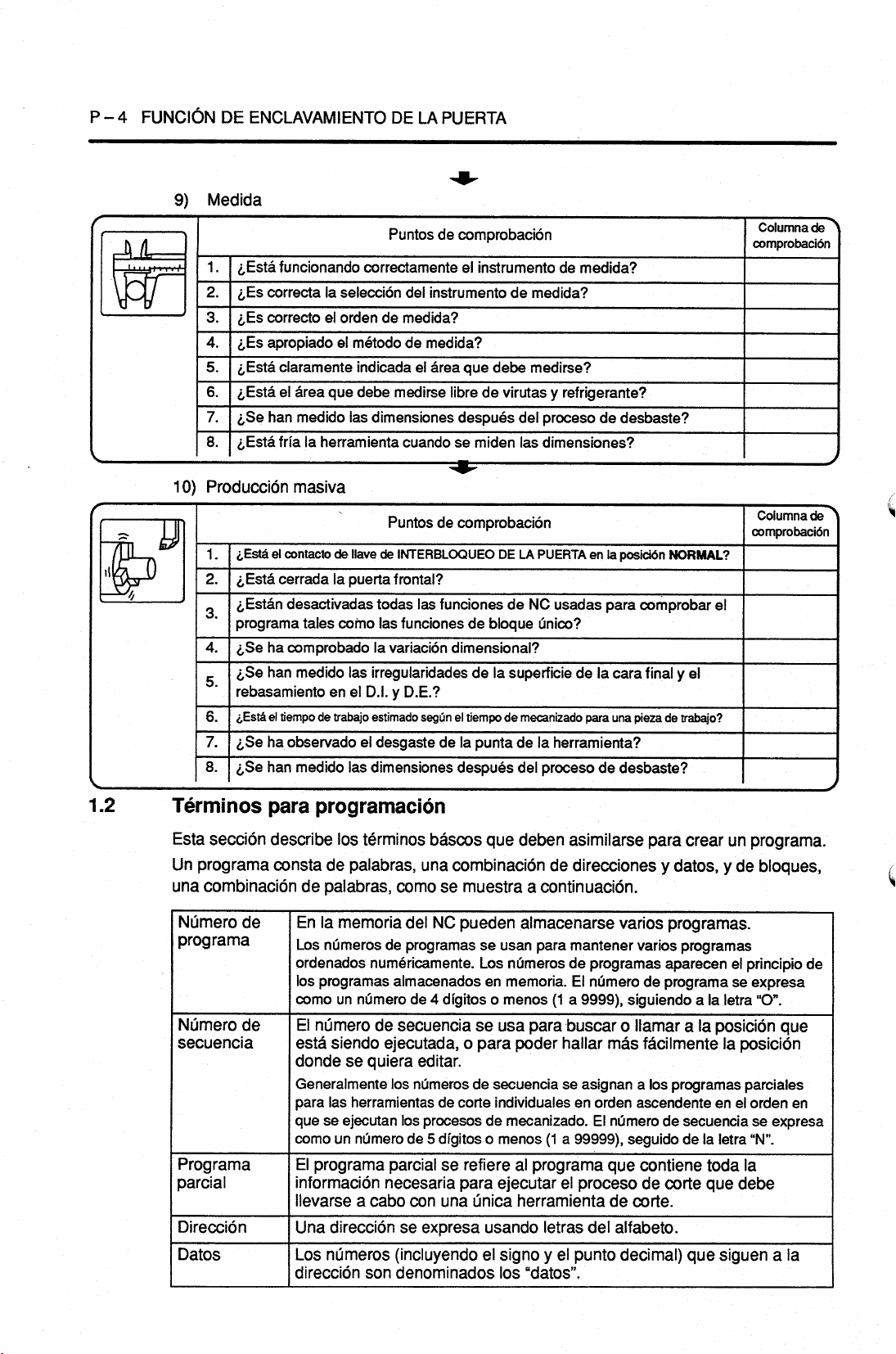
1.2
Terminos
Esta
seccion
programa
Un
una
combinacion
NOmero
programa
Numero
secuencia
Programa
parcial
Direccion
Datos
de
de
para
programacion
describe
consta
los
de
de
palabras,
En
la
memoria
Los
numeros
ordenados
programas
los
comounnumero
numero
El
siendo
esta
donde
Generalmente
las
para
que
se
comounnumero
El
programa
informacion
llevarse
direccion
Una
numeros
Los
direccion
terminos
palabras,
como
del
de
programas
numericamente.
almacenados
de
de
secuencia
ejecutada,
se
quiera
herramientas
ejecutan
numeros
los
los
de
editar.
parcial
necesaria
a
cabo
con
se
(incluyendo
son
denominados
bascos
una
combinacion
se
muestra
pueden
NC
digitos
4
o
de
de
corte
procesos
5
digitos
se
refiere
para
una
unica
expresa
que
deben
a
almacenarse
usan
se
Los
nOmeros
memoria.
en
o
menos(1a
se
para
para
usa
poder
secuencia
individuates
de
mecanizado.
o
menos(1a
al
ejecutar
herramienta
usando
el
signo
los
“datos”.
asimilarse
de
direcciones
continuation.
para
mantener
de
programas
El
numero
9999),
buscarollamar
haliar
mas
se
asignan
en
orden
numero
El
99999),
programa
proceso
el
que
de
letras
del
el
y
punto
para
crear
y
datos,
programas.
varios
programas
varios
aparecen
de
programa
siguiendo
a
facilmente
a
los
programas
ascendenteenel
de
secuencia
seguido
corte.
alfabeto.
decimal)
de
contiene
de
corte
que
y
la
letra
a
posicion
la
la
la
letra
toda
que
siguen
programa.
un
bloques,
de
el
principio
se
expresa
“O”.
posicion
parciales
orden
se
expresa
“N”.
la
debe
a
de
que
en
la
Page 19
P-5
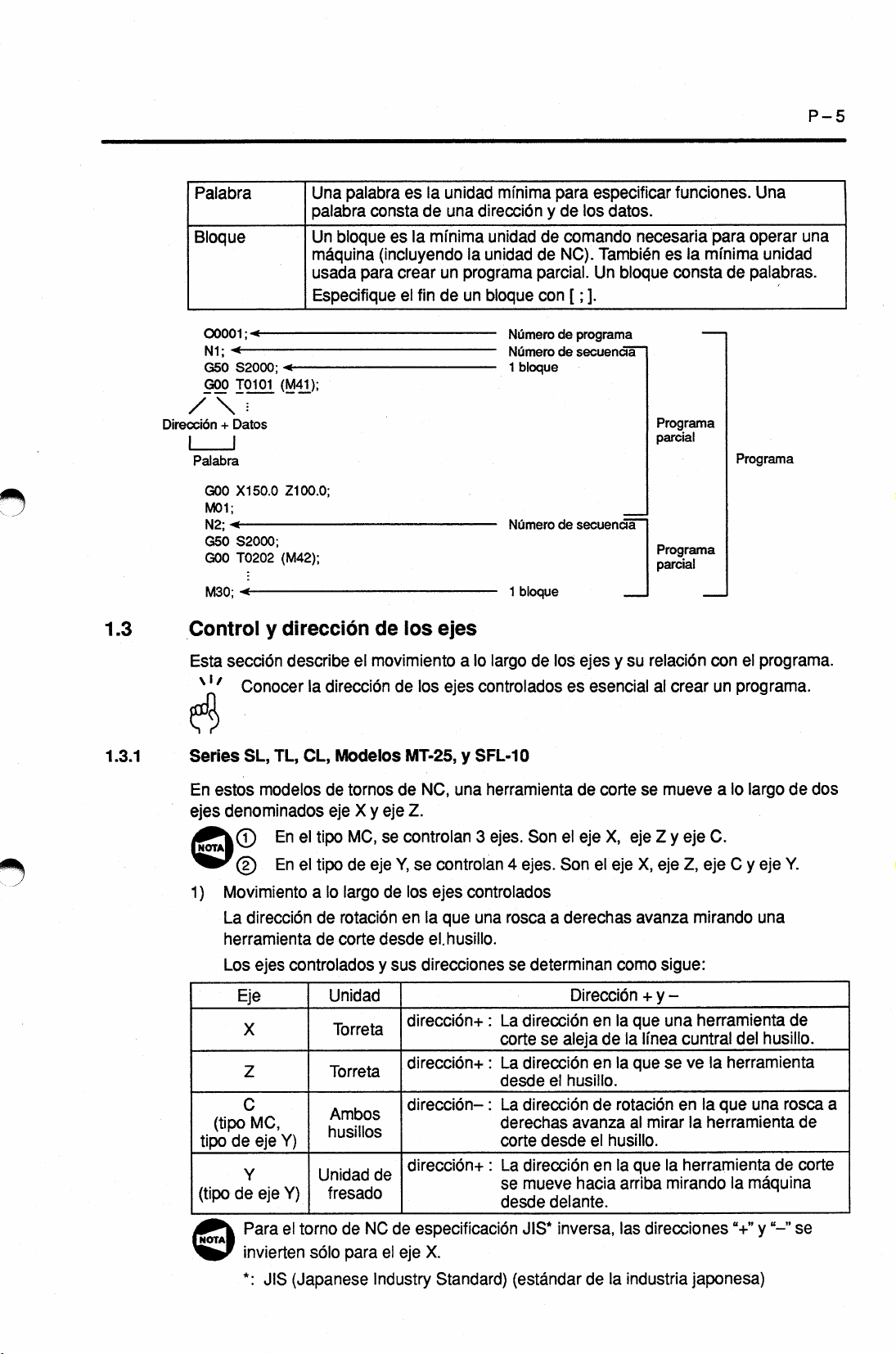
1.3
Palabra
Bloque
00001
N1;
G50
GOO
/
Direccibn
\
Palabra
GOO
M01;
G50
GOO
M30;
Control
Esta seccion
\i/
;
S2000;
T0101
5
Datos
+
X150.0
-
S2000;
T0202
:
Conocer
palabra
Una
palabra
bloque
Un
maquina
usada
Especifique
es
consta
es
la
(incluyendo
crear
para
el
la
de
minima
fin
-
(M41);
Z100.0;
(M42);
y
direccion
describeelmovimientoalo
la
direcciondelos
de
los
unidad
una
direccionyde
la
unidad
programa
un
un
de
bloque
minima
unidad
para
de
de
parcial.Unbloque
con
Numero
de
Numero
1
bloque
Numero
1
bloque
ejes
largo
de
los
ejes
controladosesesencial
especificar
los
datos.
comando
NC).
Tambien
[;].
programa
secuenda-
de
secuencia
de
ejes
necesaria
y
su
relacidn
al
funciones.
es
la
consta
Programa
parcial
Programa
parcial
crear
para
minima
de
Programa
con
el
programa.
un
Una
operar
una
unidad
palabras.
programa.
1.3.1
6
Series
estos
En
ejes
denominados
4P\©
(D
)
1
Movimiento
La
herramienta
Los
Eje
C
(tipo
tipo
de
(tipo
de
Para
invieden
*:
TL,
SL,
modelos
En
el
En
el
direccion
ejes
controlados
X
Z
MC,
Y)
eje
Y
eje
Y)
el
torno
JIS
(Japanese
Modelos
CL,
tornos
de
eje
MC,
tipo
tipo
de
largo
a
lo
rotacionenla
de
de
code
Unidad
Torreta
Torreta
Ambos
husillos
Unidad
fresado
de
para
solo
y
eje
X
se
eje
de
desde
y
de
NC
el
Industry
NC,
y
una
MT-25,
de
Z.
controlan
Y,
se
controlan
ejes
los
controlados
que
el.husillo.
sus
direcciones
direccion+:La
_
direccion+
direccion-
direccion+:La
especificacion
de
eje
X.
Standard)
SFL-10
herramienta
ejes.
3
una
Son
ejes.
4
rosea
a
se
determinan
el
Son
derechas
direccion
aleja
se
code
La
direccionenla
:
el
desde
:
direccionderotacion
La
derechas
code
desde
direccion
se
mueve
delante.
desde
inversa,
JIS*
(estandarde
de
code
ejeX,eje
eje
el
como
Direccion
la
en
de
la
husillo.
avanza
husillo.
el
en
la
arriba
hacia
las
industria
la
se
mueve
y
eje
Z
Z,
eje
X,
sigue:
y
-
una
cuntral
se
mirando
ve
avanza
+
que
linea
que
en
mirar
al
que
la
herramienta
la
mirando
direcciones
japonesa)
largo
a
lo
C.
y
eje
C
eje
una
herramienta
husillo.
del
herramienta
la
que
la
una
herramienta
de
la
maquina
y
“+”
de
dos
Y.
de
rosea
de
code
se
a
Page 20
FUNCI6N
6
P
-
DE
ENCLAVAMIENTO
m
-z
+Y'
DE
+C
LA
-Y
PUERTA
+X
-X
Torreta
iiiiiiih
r~
7
TTI
LJ
/
Q
Cabezal
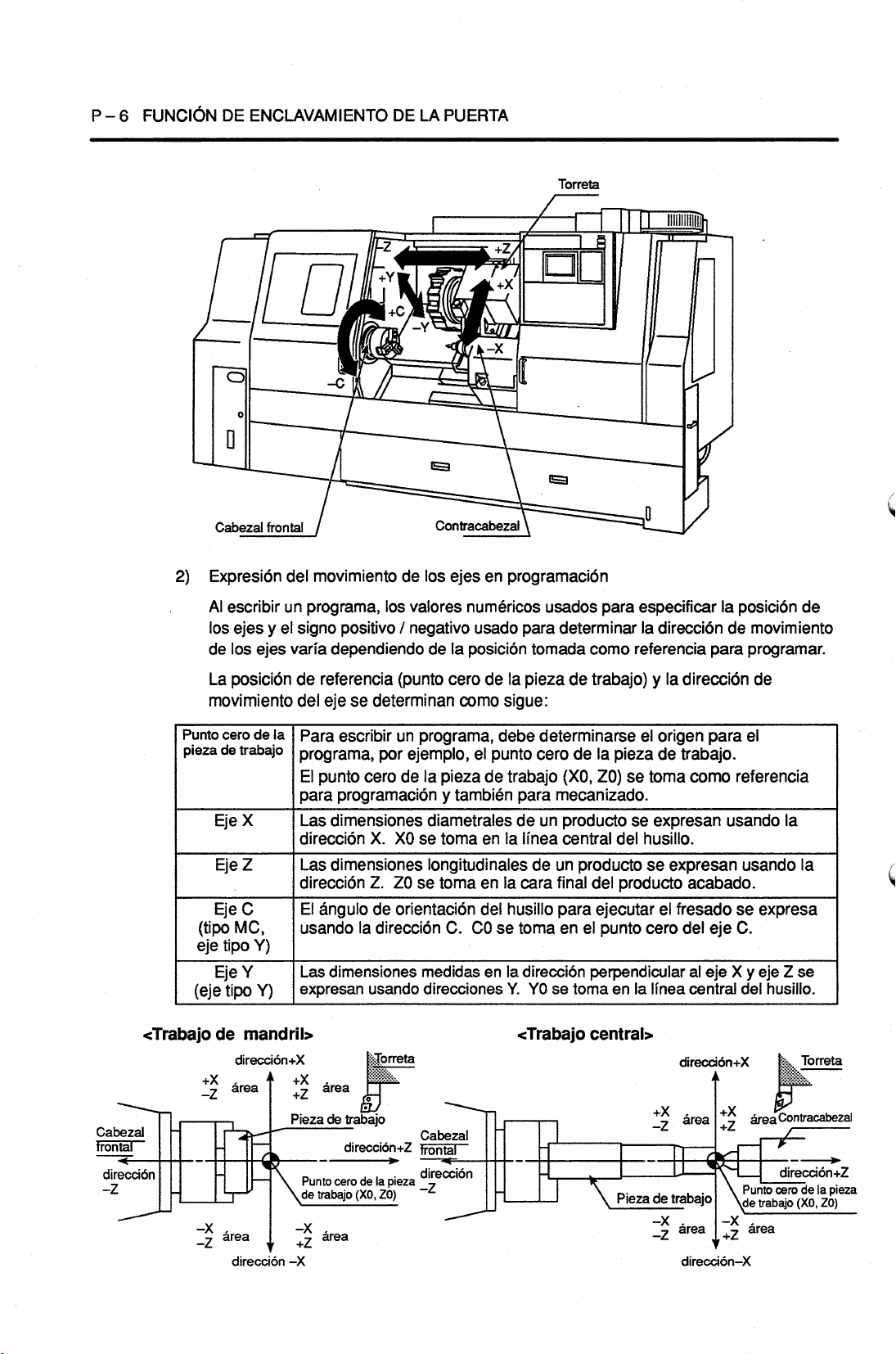
2)
Expresion
Al
los
de
La
movimiento
Punto
de
pieza
Eje
EjeZ
Eje
(tipo
eje
Eje
(eje
Ol
o
escribir
ejes
ejes
los
posicion
cero
de
trabajo
X
C
MC,
Y)
tipo
Y
Y)
tipo
-c
frontal
del
movimientodelos
un
programa,
signo
y
el
varia
la
positivo
dependiendo
de
referencia
eje
del
Para
se
escribir
programa,
El
punto
cero
programacion
para
Las
dimensiones
direccion
Las
dimensiones
direccion
angulo
El
usandoladireccion
Las
dimensiones
expresan
IS
Contracabezal
los
valores
negativo
/
de
(punto
determinan
programa,
un
por
ejemplo,
pieza
de
la
y
diametrales
X.
se
toma
XO
longitudinals
se
ZO
Z.
de
usando
toma
orientacion
medidasenla
direcciones
ejes
en
numericos
usado
la
posicion
cero
de
como
el
de
tambien
en
enlacara
del
C.
CO
IS
programacion
usados
para
determinarladireccidn
tomada
pieza
la
sigue:
debe
determinate
cero
punto
para
mecanizado.
un
de
linea
un
de
(XO,
producto
central
trabajo
la
final
husillo
se
Y.
para
en
toma
direccion
se
YO
para
como
referencia
trabajo)
de
pieza
de
la
ZO)
se
se
del
producto
producto
del
ejecutar
el
punto
perpendicular
en
toma
la
V
especificar
la
direccion
y
origen
el
trabajo.
de
como
toma
expresan
husillo.
expresan
se
acabado.
el
fresado
del
cero
al
eje
linea
central
posicion
la
de
para
para
referencia
usando
usando
se
eje
C.
X
del
de
movimiento
programar.
de
el
la
la
expresa
se
Z
eje
y
husillo.
Cabezal
frontal
direccion
-Z
<Trabajode
+X +X
_z
-X
_z
mandril>
direcci6n+X
area
area
direccion
+z
Pieza
Punto
tde
-X
+z
-X
area
trabajo
de
direccion+Z
cero
trabajo
area
de
(XO,
jorreta
pieza
la
ZO)
Cabezal
frontal
direccion
7
“
*
<Trabajo
r\
central>
Pieza
direcd6n+X
.
+X
area
_z
trabajo
de
-X
area
_z
direcdon-X
+Z
area
_
Punto
trabajo
yde
*rea
Torreta
Contracabezal
direccion+Z
de
(XO,
la
ZO)
pieza
cero
Page 21
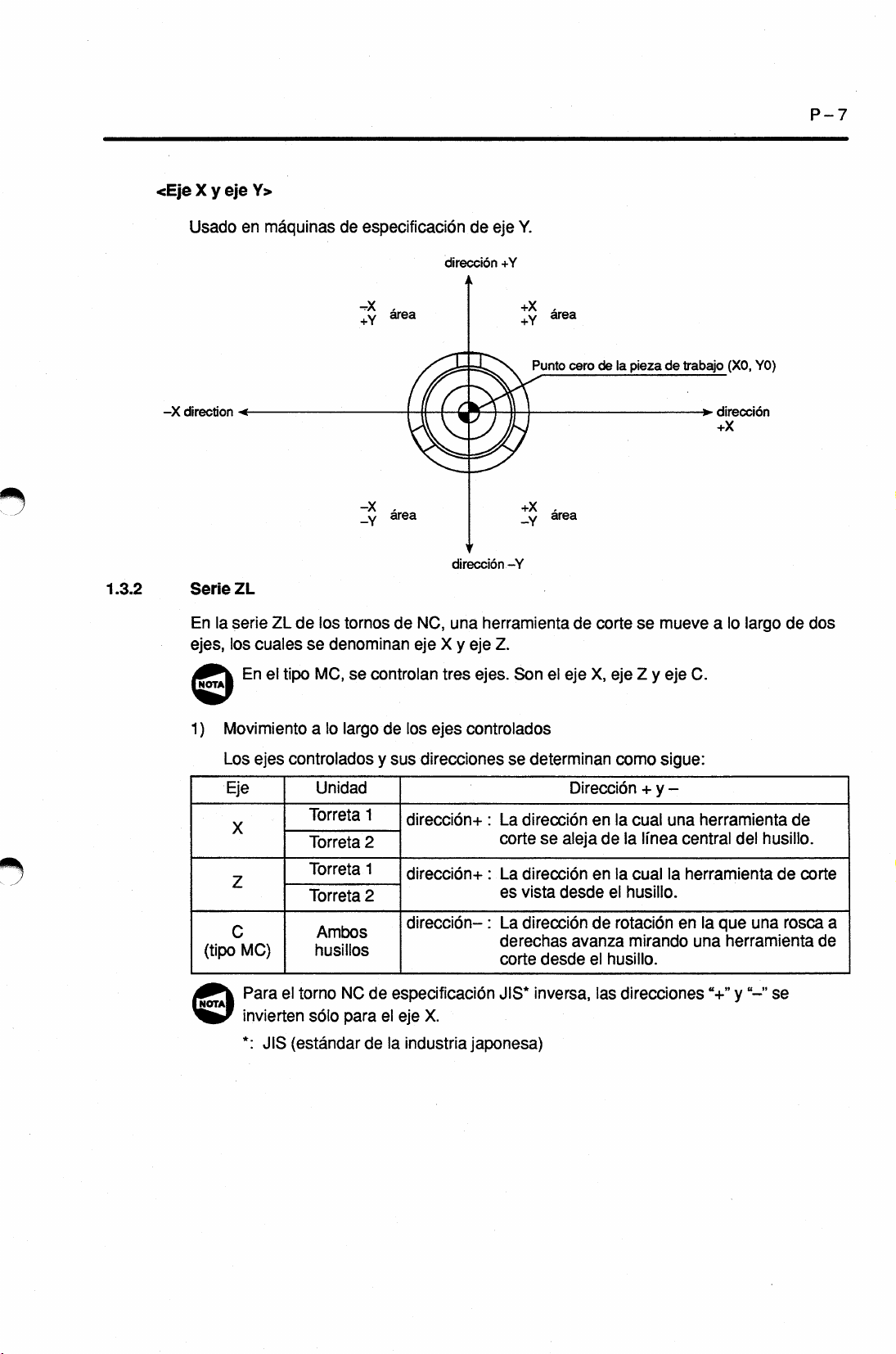
<Eje
P-7
y
eje
X
Y>
1.3.2
-X
Usado
direction
Serie
En
la
ejes,
maquinas
en
ZL
serieZLde
cuales
los
En
el
tipo
de
-X
+Y
-X
-Y
los
tornos
se
denominan
MC,
se
especificacion
direccion
area
area
direccion-Y
NC,
eje
una
X
tres
de
controlan
eje
de
+Y
herramienta
y
eje
Z.
ejes.
Y.
+X
+Y
+x
-Y
Son
area
Punto
area
el
cero
de
la
de
corte
ejeX,eje
pieza
se
Z
trabajo
de
mueve
y
eje
C.
(XO,
YO)
direccion
+X
largo
a
lo
de
dos
•>
)
1
Movimientoalo
ejes
Los
Eje
X
z
C
MC)
(tipo
Para
invierten
*:
controlados
Unidad
Torreta
Torreta
Torreta
Torreta
husillos
el
torno
solo
(estandar
JIS
largo
Ambos
NC
para
de
los
y
sus
direccionessedeterminan
1
direccion+:La
2
1
direccion+
2
direccion-:La
especificacion
de
eje
el
X.
de
la
industria
ejes
controlados
japonesa)
Direccion
direccion
se
:
corte
La
es
aleja
direccionenla
vista
desde
direccionderotation
derechas
corte
JIS*
avanza
desdeelhusillo.
inversa,
sigue:
como
y
-
+
en
la
de
cual
la
Ifnea
una
central
cuallaherramienta
el
husillo.
en
mirando
las
direcciones
herramienta
del
husillo.
que
la
una
una
herramienta
y
“+”
de
de
rosea
se
corte
a
de
Page 22
DE
Torreta
LA
PUERTA
1
P
8
-
FUNCI6N
ENCLAVAMIENTO
DE
Cabezal
frontal
direcdon
-Z
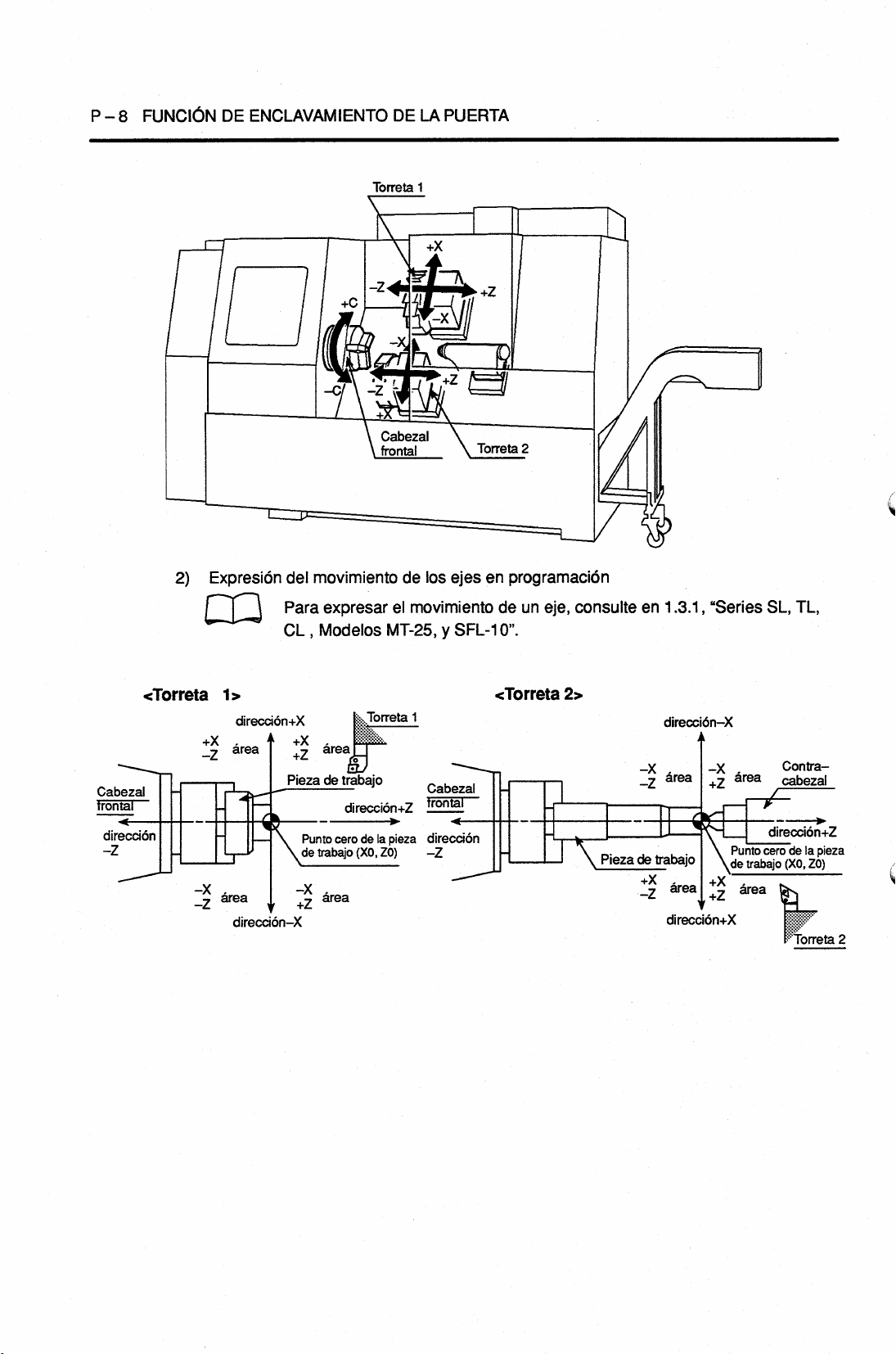
2)
<Torreta
-X
_2
Expresion
m
1>
direcdon+X
+X
area
_2
1
T
area
direcdon-X
LUnr
|
\
'
'
1
del
movimiento
expresar
Para
,
Modelos
CL
+X
area
+2
Pieza
de
Punto
trabajo
de
-X
area
+Z
+c
+,
Cabezal
frontal
MT-25,
Torreta
W
trabajo
direccion+Z
de
la
cero
ZO)
(XO,
+x
II
-X
IbvC
de
los
movimiento
el
y
1
Cabezal
frontal
pieza
direcdon
-Z
+z
Torreta
ejes
SFL-1
B
2
programacion
en
eje,
un
de
0".
<Torreta
n
consulte
2>
Pieza
1
en
direcci6n-X
-X
area
_2
trabajo
de
+X
area
-z
direccion+X
.3.1
,
“Series
1
1
-X
+2
+X
l+z
area
_
Punto
trabajo
de
area
SL,
TL,
Contra-
cabezal
>
direccion+Z
de
la
Z0)
(XO,
Torreta
pieza
cero
r
s
2
Page 23
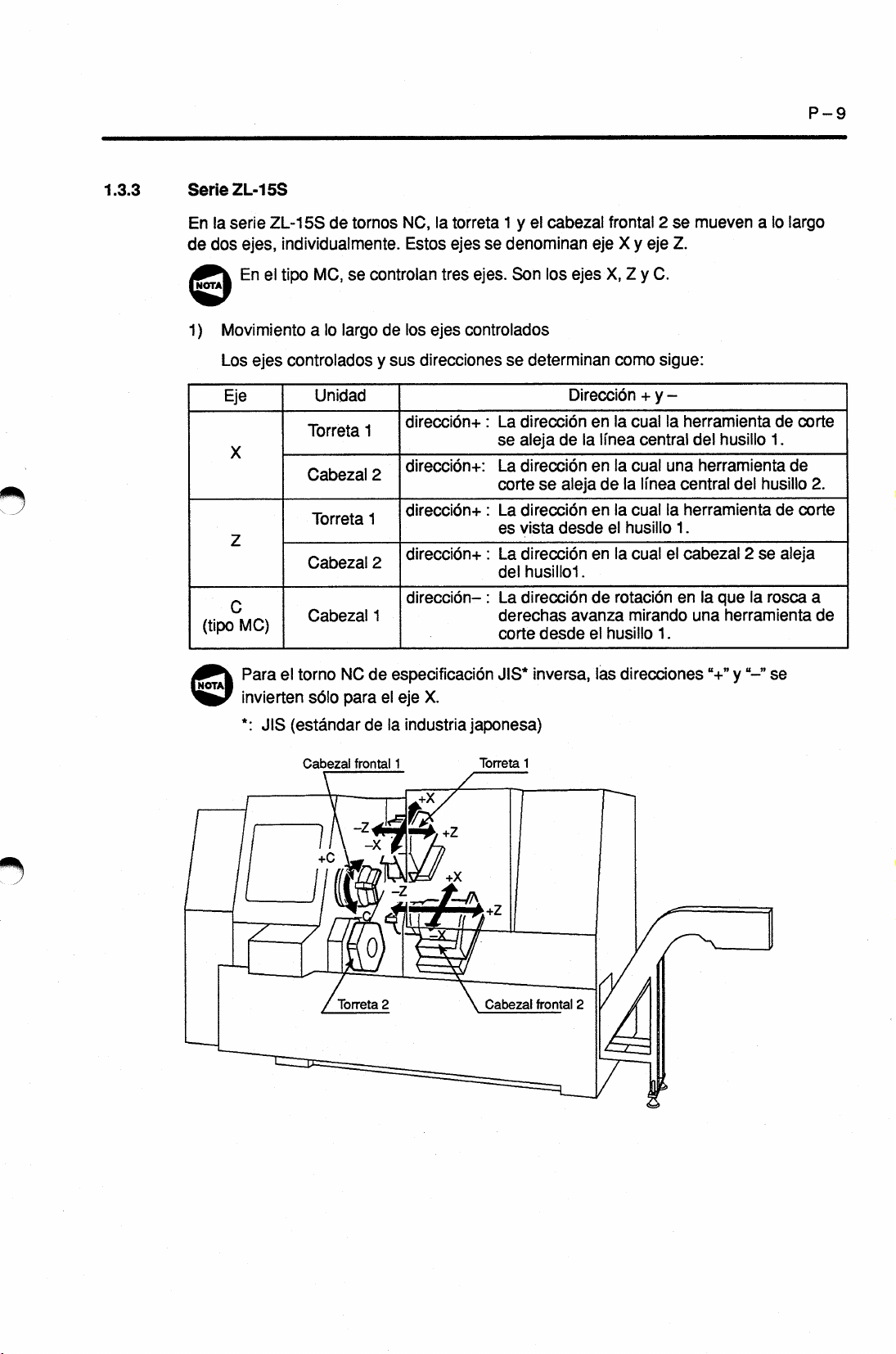
1.3.3
Serie
En
la
dos
de
©
ZL-15S
serie
ZL-15S
ejes,
En
el
de
tornos
individualmente.
MC,
tipo
se
controlan
NC,
Estos
torreta
la
ejes
tres
y
1
se
denominan
ejes.
Son
cabezal
el
los
ejes
frontal
eje
X,
P-9
largo
a
2
se
mueven
y
eje
X
Z.
y
Z
C.
lo
)
Movimiento
1
Los
Eje
X
Z
C
(tipo
ejes
controlados
MC)
Para
el
invierten
*:
JIS
largo
a
lo
Unidad
Torreta
Cabezal
Torreta
Cabezal
Cabezal
NC
torno
para
solo
(estandar
Cabezal
ejes
de
los
y
direcciones
sus
direccion+:La
1
direccion+:
2
direccion+:La
1
direccion+
2
direccion-
1
de
especificacion
el
eje
X.
delaindustria
1
frontal
controlados
se
determinan
direccionenla
aleja
se
direccion
La
se
corte
direccionenla
vista
es
direccionenla
:
La
del
husillol.
:
direccionderotacion
La
derechas
desdeelhusillo
corte
inversa,
JIS*
japonesa)
Torreta
1
Direccion
linea
de
la
en
de
aleja
desde
el
avanza
las
sigue:
como
y
-
+
la
central
una
linea
1
el
en
1.
herramienta
husillo
del
herramienta
central
.
cabezal
que
la
una
herramienta
“+”
cual
la
cual
la
cuallaherramienta
husillo
cual
mirando
direcciones
del
y
husillo
se
2
la
corte
de
.
1
de
de
aleja
rosea
se
2.
corte
a
de
Z
+C
m:
0
Torreta
2
Cabezal
frontal
2
5
Page 24
1
P
0
-
FUNClbN
DE
ENCLAVAMIENTO
DE
LA
PUERTA
Husillo
direccion
-Z
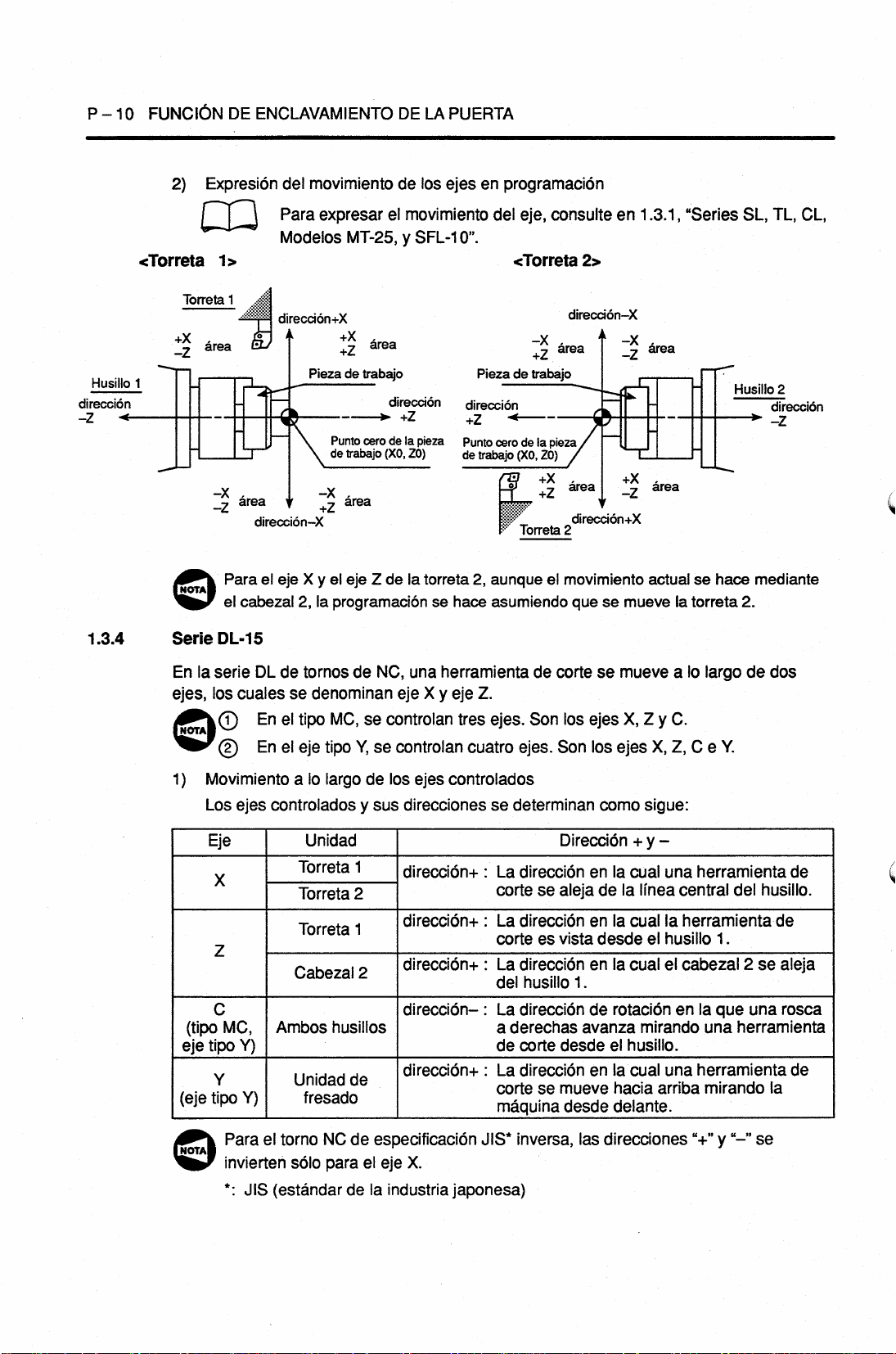
1.3.4
2)
<Torreta
+X
_2
1
Serie
Expresion
1>
Torreta
area
-X
_Z
DL-15
1
area
Para
el
cabezal
del
movimientodelos
Para
Modelos
direcdon+X
Pieza
direccion-X
X
eje
el
2,
expresar
MT-25,
+X
area
+Z
de
trabajo
cero
Punto
trabajo
area
eje
(X0,Z0)
de
Z
de
-X
+z
y
el
la
programacion
ejesenprogramacion
el
movimiento
y
SFL-1
direcdon
+Z
de
la
pieza
la
torreta
se
0”.
Pieza
direccion
+z
Punto
trabajo
de
2,
hace
eje,
del
consulte
<Torreta
-X
area
+Z
trabajo
de
de
(X0,
la
+X
Z0)
pieza
cero
+z
r
Torreta
aunque
asumiendo
el
en
2>
direcdon-X
-X
-Z
se
X
+X
_z
mueve
/
area
direcdon+X
2
movimiento
que
1
.3.1
area
area
actual
,
“Series
se
torreta
la
Husillo
hace
SL,
TL,
2
direcdon
-z
mediante
2.
CL,
V*
V*
la
serieDLde
En
cualessedenominan
los
ejes,
'W
©
1
)
Movimientoalo
ejes
Los
Eje
X
Z
C
MC,
(tipo
eje
(eje
tipo
Y
tipo
Y)
Y)
Para
©
invierten
*:
En
el
el
En
controlados
Cabezal
Ambos
Unidad
el
torno
solo
(estandar
JIS
tornos
MC,
tipo
eje
tipo
largo
Unidad
Torreta
Torreta
Torreta
husillos
fresado
NC
para
NC,
de
Y,
1
2
1
2
una
eje
se
controlan
se
controlan
de
los
y
sus
direcciones
direccidn+
direccion+:La
direccion+
direccidn-
de
direccion+
_
de
especificacion
eje
X.
el
de
la
industria
herramienta
y
eje
X
tres
cuatro
ejes
controlados
japonesa)
de
corte
Z.
Son
ejes.
los
Son
ejes.
se
determinan
Direccion
:
direccidn
La
aleja
se
corte
direccion
es
corte
:
La
del
:
La
a
de
:
La
corte
maquina
JIS*
vista
direccionenla
husillo
1.
direccionderotacion
derechas
desdeelhusillo.
corte
direccion
se
mueve
desde
inversa,
las
se
mueve
ejes
X,
ejes
los
como
+
en
cual
la
de
la
en
la
cual
desde
cualelcabezal
avanza
en
la
cual
hacia
delante.
direcciones
a
lo
y
Z
C.
X,
Z,
sigue:
y
-
una
linea
central
herramienta
la
el
husillo
en
mirando
una
arriba
_
de
C
largo
Y.
e
dos
herramienta
del
husillo.
1
.
se
2
que
la
una
una
herramienta
herramienta
mirando
y
“+”
la
se
de
de
aleja
rosea
de
\
\
Page 25
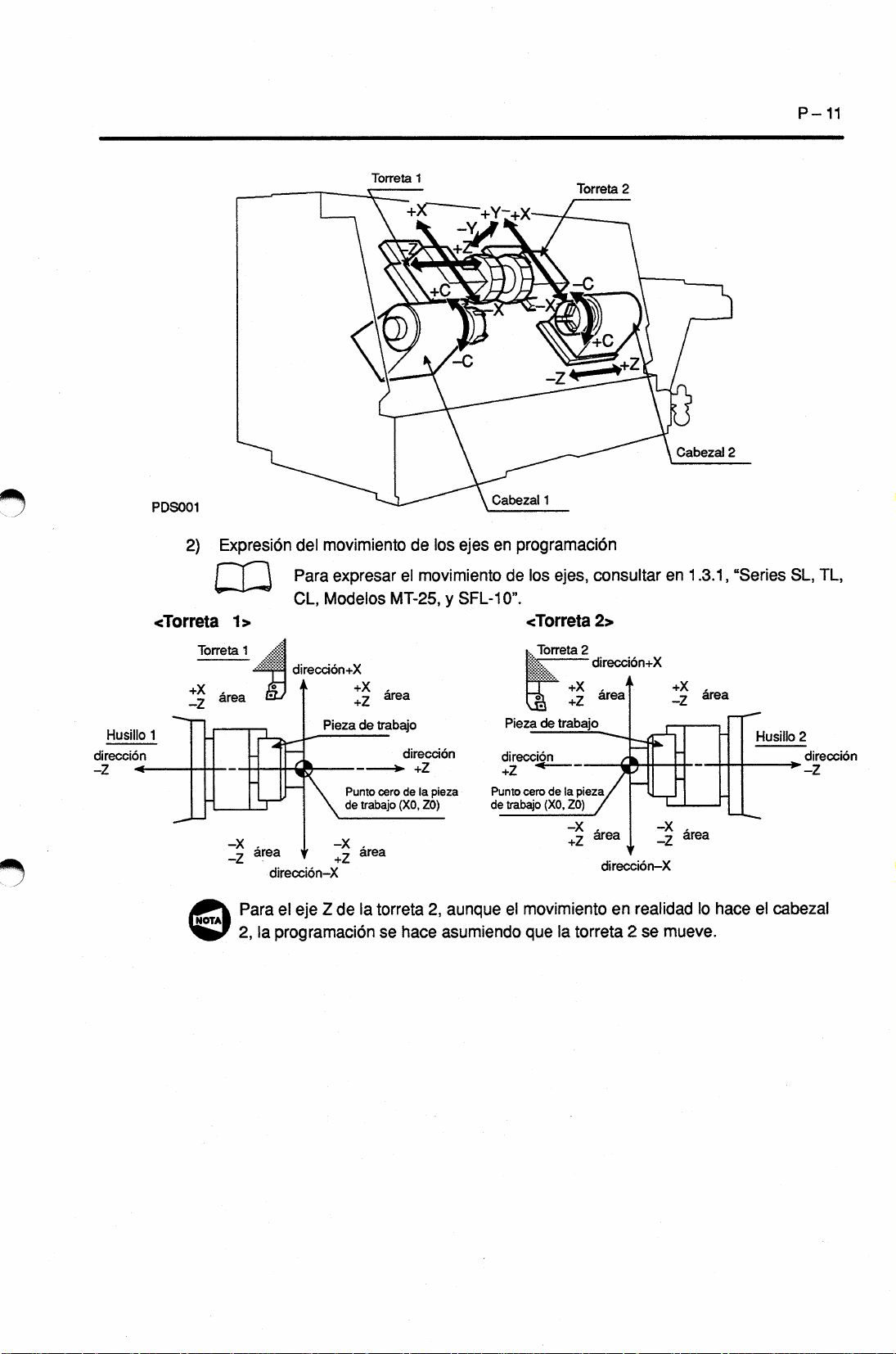
Torreta
P-11
1
+.
+Y-+X
Torreta
2
M
Husillo
direccion
-Z
PDS001
2)
<Torreta
Torreta
+X
_2
1
Expresion
PH
1>
1
area
1
J
irea
_2
del
movimientodelos
Para
CL,
Modelos
direcdon+X
Pieza
direccion-X
expresar
MT-25,
+X
.
area
+2
de
trabajo
cero
Punto
trabajo
de
-X-X
area
+2
,+c
-c
el
movimiento
y
direcdon
+Z
de
la
pieza
(X0,
Z0)
-c
I
+c
-z
Cabezal
ejesenprogramacion
SFL-1
Punto
de
1
los
de
0”.
<Torreta
Torreta
Pieza
de
direccion
+Z
cero
trabajo
(X0,
ejes,
trabajo
de
la
Z0)
-X
+2
+2
consultar
2>
2
direccion+X
area
pieza
/
area
direccion-X
,+Z
u
'
B
Cabezai
en
+X
_2
I
T
-X
_2
'
1
.3.1
area
area
2
,
“Series
Husillo
SL,
2
direction
TL,
Para
el
programacion
2,
la
eje
aunque
se
2,
hace
asumiendo
Z
de
torreta
la
movimiento
el
que
la
torreta
realidadlohaceelcabezal
en
2
se
mueve.
Page 26
DE
-
12
P
FUNCION
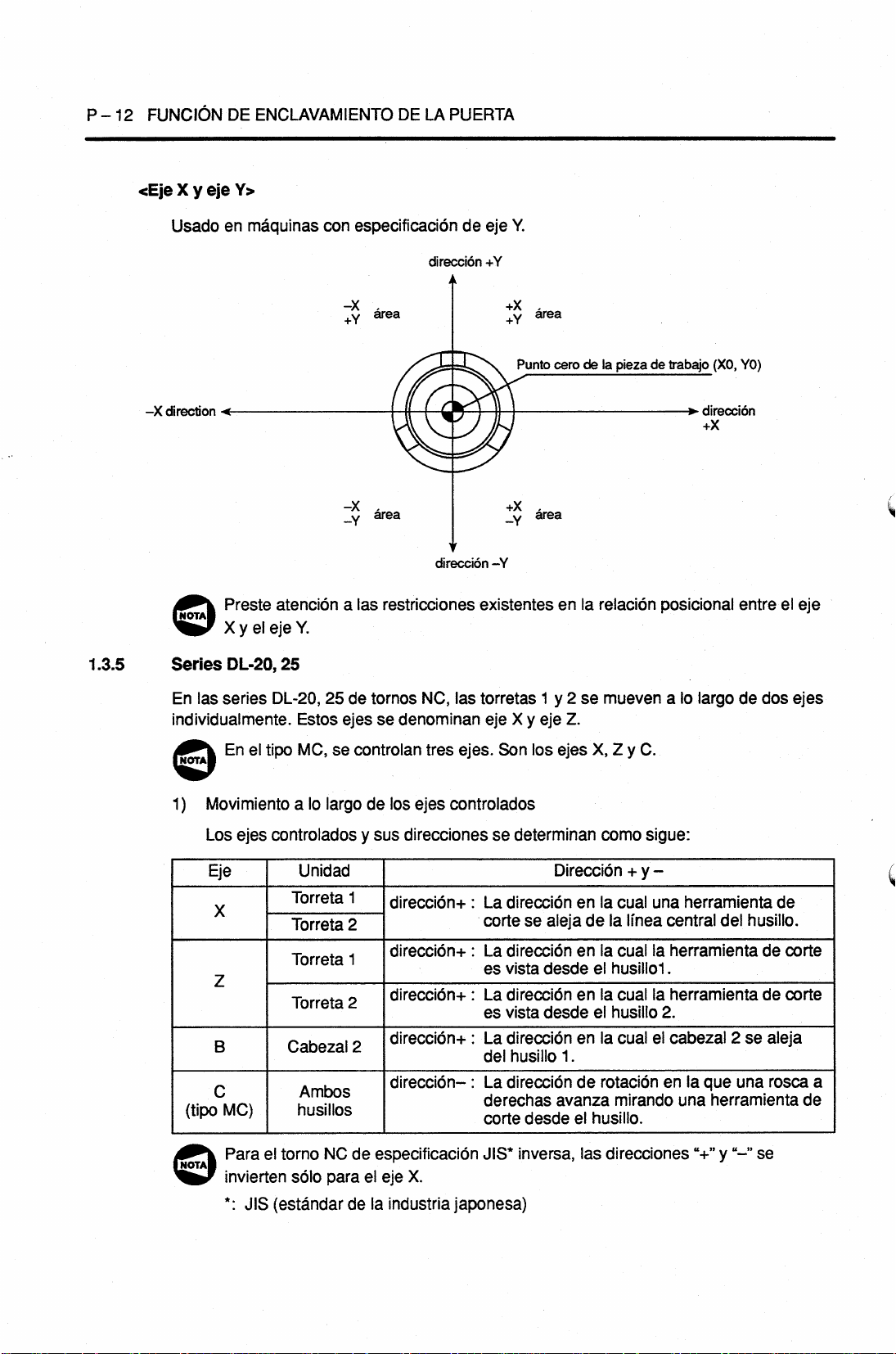
<Eje
y
X
Usado
ENCLAVAMIENTO
eje
Y>
maquinas
en
con
DE
especificacion
PUERTA
LA
de
eje
Y.
1.3.5
direction
-X
Preste
X
las
DL-20,
series
Series
En
individualmente.
atencionalas
y
eje
el
25
DL-20,
Y.
25
Estos
-X
.
area
+y
-X
area
-Y
restricciones
tornos
de
ejes
se
direccion
r
1
direccion
las
NC,
denominan
+V
+X
area
+Y
cero
Punto
+X
area
_y
-Y
existentesenla
torretas
eje
1y2
eje
y
X
Z.
de
la
relacion
se
mueven
pieza
trabajo
de
direccion
+X
posicional
largo
a
lo
(XO,
YO)
entre
de
dos
el
eje
ejes
En
)
Movimientoalo
1
ejes
Los
Eje
X
Z
B
C
MC)
(tipo
Para
invieden
*:
tipo
el
controlados
Torreta
Torreta
Torreta
Torreta
Cabezal
el
torno
solo
(estandar
JIS
MC,
se
largo
Unidad
Ambos
husillos
NC
para
controlan
de
los
sus
y
direcciones
1
direccion+:La
2
direccion+
1
direccidn+:La
2
direccion+:La
2
direccion-:La
especificacion
de
X.
eje
el
la
industria
de
ejes.
tres
ejes
controlados
japonesa)
Son
se
determinan
direccion
se
code
:
La
direccionenla
es
vista
direccion
es
vista
direccionenla
del
husillo
direccion
derechas
desdeelhusillo.
code
inversa,
JIS*
ejes
los
Direccion
aleja
desde
desde
1
.
avanza
X,
y
Z
C.
sigue:
como
y
-
+
en
la
delaImea
cual
una
central
cuallaherramienta
cual
.
la
2.
el
en
el
en
la
el
rotacion
de
husillol
cual
husillo
mirando
direcciones
las
herramienta
del
husillo.
herramienta
se
cabezal
una
2
que
la
una
herramienta
y
“+”
de
de
de
aleja
rosea
se
code
code
de
i.
i.
a
Page 27
Torreta
X
P-13
1
Torreta
2
+J
+X
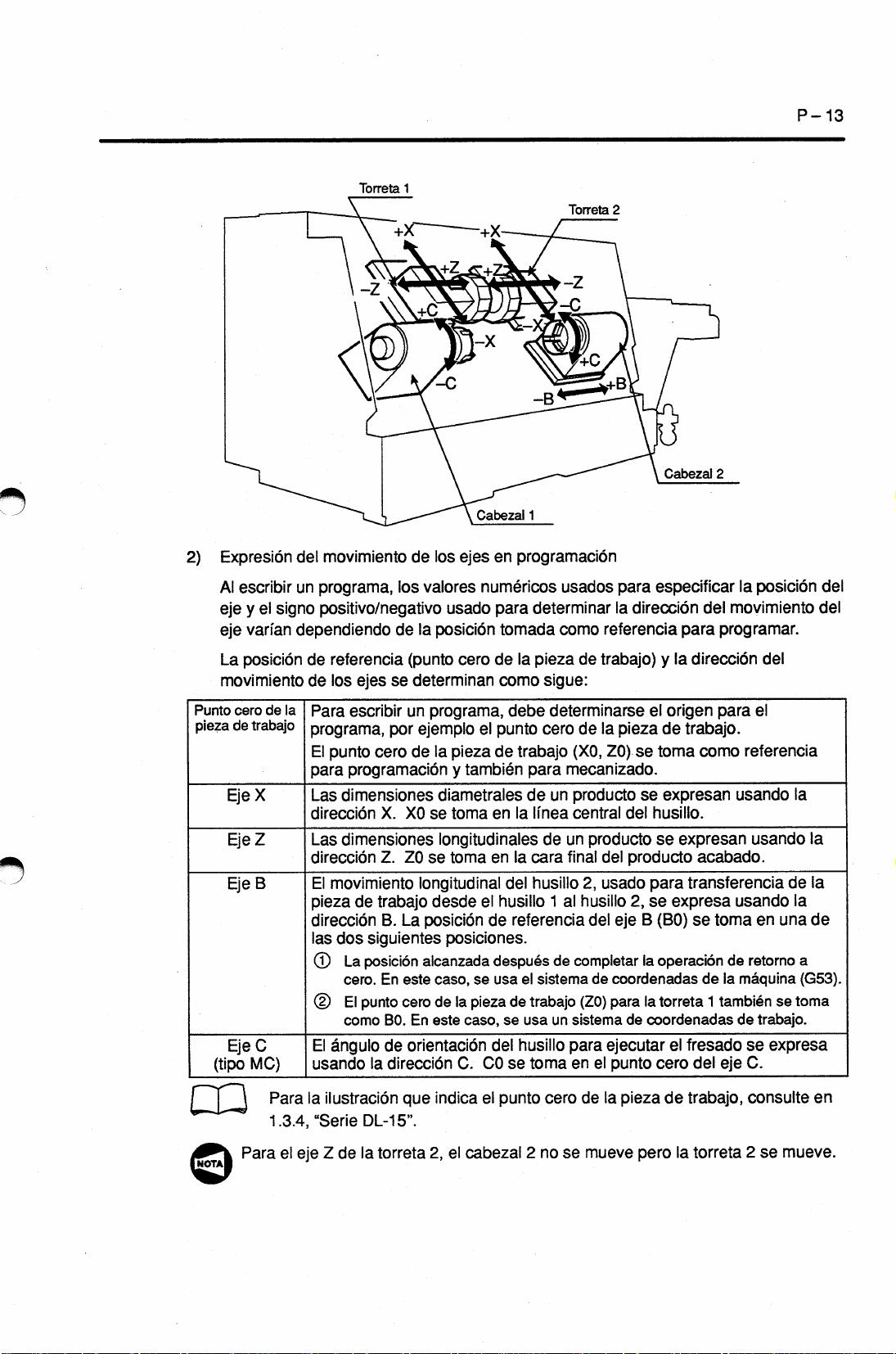
2)
Expresion
Al
escribir
y
eje
el
eje
varfan
posicion
La
movimientodelos
Punto
pieza
de
Eje
trabajo
X
de
cero
EjeZ
B
Eje
EjeC
MC)
(tipo
del
movimientodelos
programa,
un
positivo/negativo
signo
dependiendo
referenda
de
la
Para
programa,
El
punto
para
programacion
Las
dimensiones
direccion
dimensiones
Las
direccion
El
movimiento
pieza
direccionB.La
las
dos
La
©
cero.
(D
El
como
angulo
El
usando
1
-z
los
de
ejes
se
escribir
por
cero
X.
Z.
trabajo
de
siguientes
posicion
En
punto
BO.
de
direccidn
la
v+Zg+;
+c
i-x
<-c
ejes
valores
usado
la
posicion
(punto
un
XO
ZO
este
cero
orientacion
cero
determinan
programa,
ejemplo
pieza
la
de
y
tambien
diametrales
se
toma
longitudinales
toma
se
longitudinal
desde
posicion
posiciones.
alcanzada
caso,
pieza
de
la
caso,
este
En
C.
-z
-C
*+c
Cabezal
se
1
programacion
en
numericos
para
tomada
de
como
debe
el
punto
de
en
en
del
el
husillo
referencia
de
despuesdecompletar
usa
de
se
del
se
CO
usados
determinar
como
de
pieza
la
sigue:
determinarse
cero
de
trabajo
la
la
(XO,
para
mecanizado.
producto
un
de
central
Ifnea
un
de
cara
final
producto
husillo2,usado
1
husillo
al
del
el
sistemadecoordenadas
trabajo
usa
husillo
toma
(ZO)
sistemadecoordenadas
un
para
en
para
direccion
la
referenda
trabajo)
pieza
la
ZO)
se
se
del
producto
del
2,
eje
B
la
la
para
ejecutar
el
punto
Cabezal
especificar
del
para
y
direccion
la
origen
el
trabajo.
de
como
toma
expresan
husillo.
expresan
se
acabado.
para
transferencia
expresa
se
(BO)
se
operation
de
torreta
1
el
fresado
cero
del
2
posicion
la
movimiento
programar.
del
para
el
referencia
usando
usando
usando
una
en
toma
de
retorno
maquina
la
tambien
eje
de
se
C.
se
trabajo.
expresa
la
de
la
a
(G53).
toma
del
del
la
la
de
en
mueve.
pero
de
la
trabajo,
torreta
que
indica
cabezal
el
el
jj
I
Paralailustracion
.3.4,
“Serie
1
eje
Z
el
Para
de
DL-1
la
torreta
5”.
2,
punto
nosemueve
2
cero
de
la
pieza
consulte
2
se
Page 28
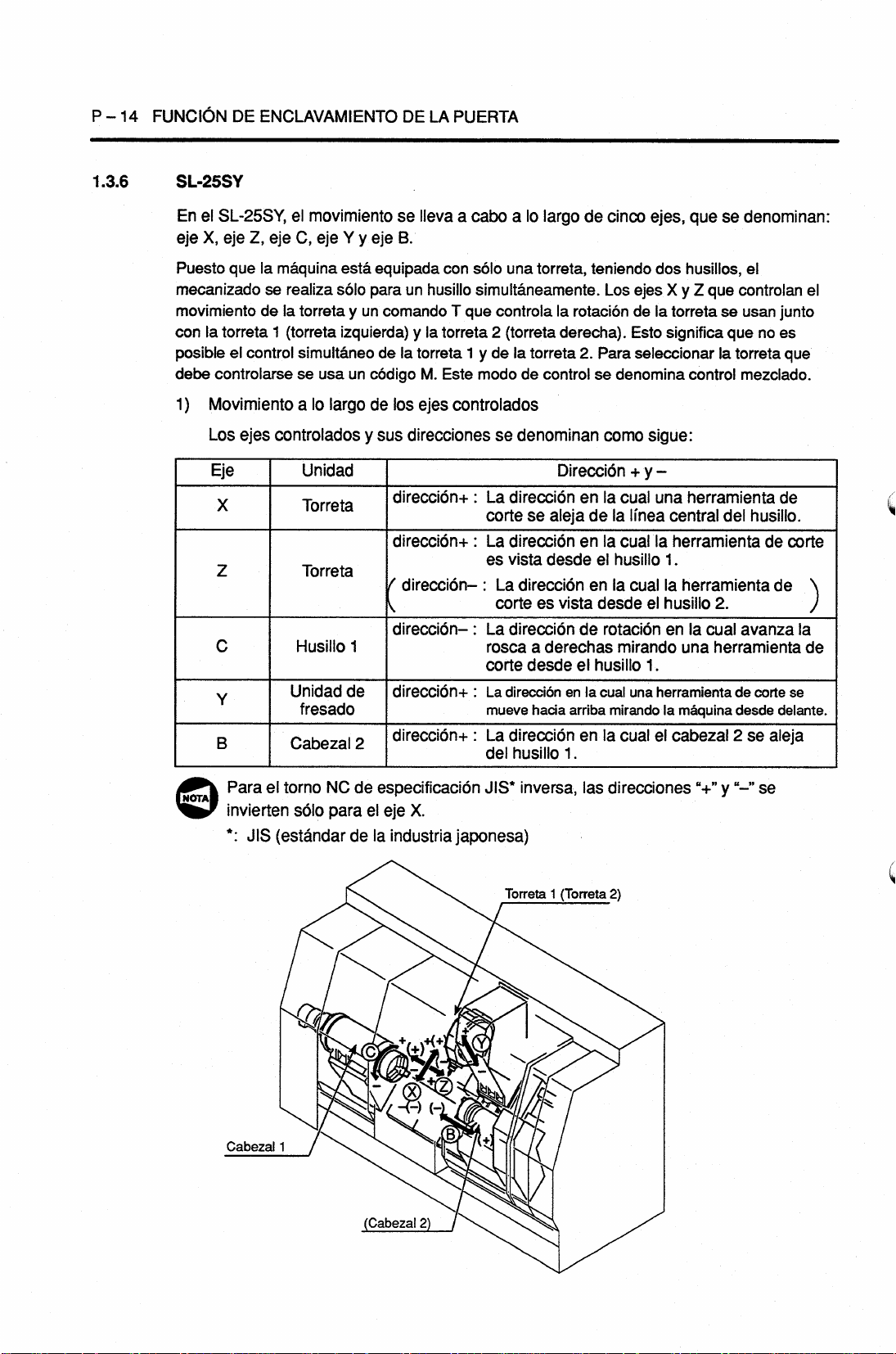
4
1
P
FUNCIONDEENCLAVAMIENTO
-
DE
LA
PUERTA
1.3.6
SL-25SY
el
SL-25SY,
En
X,
eje
ejeZ,eje
Puesto
mecanizadoserealiza
movimiento
con
posible
debe
1
que
la
torreta
el
controlarse
)
Movimientoalo
ejes
Los
Eje
X
Z
C
Y
B
el
C,
la
maquina
de
la
torreta
(torreta
1
control
simultaneo
se
controlados
Husillo
Unidad
fresado
Cabezal
movimiento
eje
usa
Unidad
Torreta
Torreta
y
eje
Y
esta
equipada
solo
para
y
un
izquierda)
de
un
codigo
largo
de
y
sus
1
de
2
se
Neva
a
caboalo
B.
con
husillo
un
comando
la
los
la
y
torreta
M.
ejes
T
torreta
Este
que
1
controlados
direcciones
direccion+
direccion+:La
direccion-
f
direccion-
direccion+
direccion+
:
:
:
largo
de
solo
una
torreta,
teniendo
simultaneamente.
controla
2
de
y
modo
se
(torreta
la
rotaciondela
derecha).
la
torreta
de
2.
controlsedenomina
denominan
Direccion
La
:
direccionenla
aleja
se
corte
de
direccionenla
es
vista
desde
:
La
direccionenla
es
corte
La
direccionderotacion
rosea
corte
La
direccionenla
mueve
direccion
La
del
vista
a
derechas
desdeelhusillo
hacia
arriba
en
1
husillo
.
ejes,
cinco
Los
Para
como
cual
la
cual
el
husillo
ejes
Esto
seleccionar
+
linea
cual
que
dos
husillos,
XyZ
torreta
significa
control
sigue:
y
-
una
herramienta
central
la
herramienta
.
1
la
herramienta
desdeelhusillo
en
la
mirando
una
cual
mirando
la
cualelcabezal
una
1.
herramienta
la
maquina
se
denominan:
el
controlan
que
se
usan
no
que
la
torreta
mezclado.
del
husillo.
de
de
2.
avanza
cual
herramienta
de
corte
desde
2
aleja
se
el
junto
es
que
de
corte
)
la
de
se
delante.
Para
el
invierten
*:
(estandar
JIS
Cabezal
1
torno
solo
NC
para
de
de
especificacion
eje
X.
el
la
industria
m
(Cabezal
2)
JIS*
japonesa)
Torreta
+ÿ
i+3
inversa,
1
(Torreta
JK
las
direcciones
2)
“+”
y
se
Page 29
P-15
-5
La
0®
Expresibn
2)
Al
eje
eje
La
de
Mientras
©
escribir
el
y
varfan
posicion
movimientodelos
cero
Punto
pieza
de
EjeX
EjeZ
Eje
Eje
Eje
de
trabajo
C
Y
B
indication
ejes
los
del
programa,
un
positivo/negativo
signo
(+)y(-)
cuando
la
torreta
movimientodelos
dependiendo
referencia
de
ejes
la
Para
escribir
programa,
punto
El
referencia
Las
dimensiones
direction
dimensiones
Las
direccion
angulo
El
usandoladireccion
Las
dimensiones
expresan
se
husillo.
El
movimiento
pieza
de
direccionB.La
las
(D
(D
siguientes
dos
La
posicion
este
En
El
punto
toma
trabajo.
de
se
2
los
de
(punto
se
un
por
cero
de
para
X.
XO
Z.
ZO
de
orientation
usando
trabajo
caso,
cero
como
en
usan
se
valores
posicion
la
determinan
programa,
ejemplo
la
programacion
diametrales
se
longitudinales
se
medidas
longitudinal
ilustracidn,
esta
para
la
controls,
ejesenprogramacion
no
numericos
para
usado
tomada
cero
de
como
debe
punto
el
pieza
de
en
toma
enlacara
toma
del
se
CO
C.
en
la
direccion
del
desdeelhusillo
posicion
de
referencia
posiciones.
alcanzada
se
BO.
despuesdecompletarlaoperation
sistemadecoordenadasdela
usa
el
pieza
de
la
En
este
la
para
direccion
los
especificar
torreta
pueden
usados
muestra
2.
usarse
determinarladireccion
como
referencia
de
de
(XO,
producto
central
producto
un
final
para
en
YO
2,
al
husillo
del
trabajo
usa
se
trabajo)
el
pieza
la
YO,
ZO)
para
mecanizado.
se
del
husillo
producto
del
ejecutar
punto
el
se
usado
cero
perpendicular
toma
para
2,
se
eje
B
para
(ZO)
un
sistema
pieza
la
sigue:
determinarse
cero
trabajo
y
tambien
un
de
I’inea
la
de
husillo
toma
la
direccion
Y.
husillo
1
de
caso,
ejes
C
del
para
y
la
direccion
origen
trabajo.
de
se
toma
expresan
expresan
se
acabado.
el
fresado
del
en
la
Imea
transferencia
express
(BO)
se
m&qquina
la
torreta
de
del
movimiento
Y.
e
posicion
la
movimiento
programar.
del
para
el
como
usando
usando
se
express
eje
C.
ejes
a
los
central
de
usando
en
retorno
(G53).
1
tambien
una
a
toma
de
coordenadas
la
X
del
la
cero.
la
y
la
de
del
del
Z
se
rTj
Paralailustracion
1.3.4,
“Serie
eje
Z
el
Para
de
que
DL-15”.
la
torreta
indica
2,
el
el
punto
cabezal
cero
de
nosemueve
2
la
pieza
pero
de
la
trabajo,
torreta
consulte
se
2
mueve.
en
Page 30
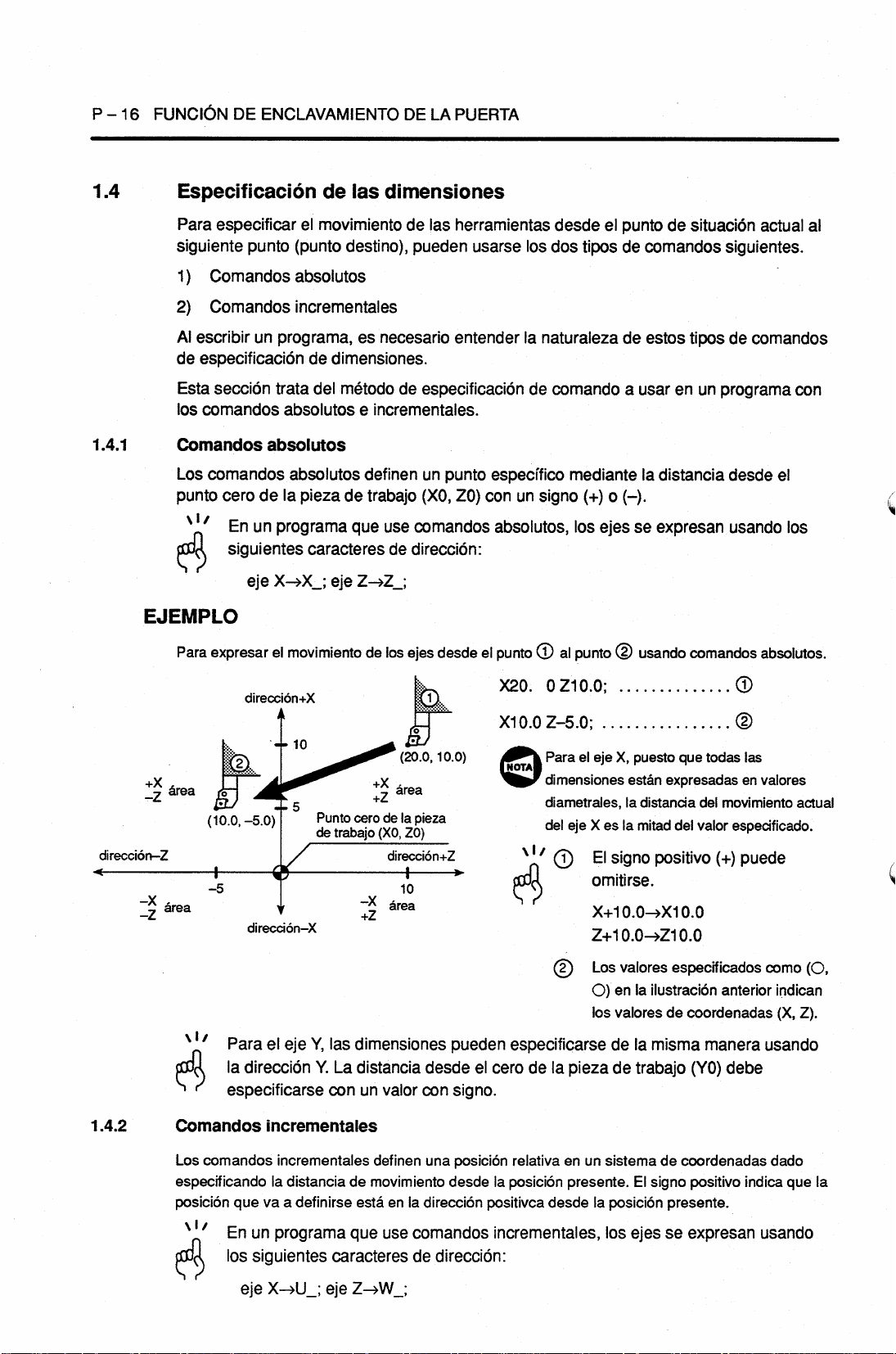
1
P
6
-
FUNCI6N
DE
ENCLAVAMIENTO
DE
PUERTA
LA
1.4
1.4.1
Especificacion
especificar
Para
siguiente
1)
Comandos
2)
Comandos
Al
escribir
especificacion
de
Esta
section
los
comandos
Comandos
Los
comandos
cero
punto
\i/
6
EJEMPLO
Para
expresar
punto
programa,
un
trata
absolutes
absolutos
absolutos
de
la
programa
En
un
siguientes
eje
X—
el
movimientodelos
de
las
dimensiones
el
movimiento
(punto
destino),
absolutos
incrementales
es
necesario
de
dimensiones.
del
metodo
e
incrementales.
definen
pieza
caracteres
>X_;
eje
de
que
Z->Z_;
trabajo
use
de
de
las
herramientas
pueden
entenderlanaturaleza
especificacion
de
punto
un
(XO,
ZO)
comandos
direccion:
ejes
desde
usarse
especi'fico
con
un
absolutos,
el
punto
desde
los
dos
de
comando
signo
©
el
punto
tipos
de
de
a
medianteladistancia
(+)
(-).
o
ejes
los
al
punto
©
de
comandos
tipos
estos
usar
en
expresan
se
usando
comandos
situation
siguientes.
de
programa
un
desde
usando
actual
al
comandos
con
el
los
absolutos.
direccion-Z
1.4.2
+X
area
_z
_X
area
-Z
6
Comandos
Los
especificando
posicion
6
(10.0.
+
-5
\l/
Para
la
especificarse
comandos
\i/
En
los
direccion+X
10
--
--5
eje
Punto
de
Y,
-5.0)
direcdon-X
el
direccionY.La
incrementales
incrementales
la
distanciademovimiento
que
a
definirse
va
programa
un
siguientes
X->U_;
eje
+x
+Z
de
cero
(X0,Z0)
trabajo
-X
+z
las
dimensiones
distancia
con
un
valor
definen
esta
que
use
caracteres
ZÿW_;
eje
1
(20.0.10.0)
area
la
pieza
direccion+Z
+
10
area
desde
con
una
desde
la
direccion
en
comandos
direccion:
de
X20.
X10.0
©
pueden
cero
el
signo.
posicion
la
positivca
incrementales,
0Z10.0;
Z-5.0;
Para
el
dimensiones
diametrales,
del
eje
X
\l/
(©
©
O)
especificarse
pieza
de
la
relativa
posicion
en
presente.
desde
un
eje
El
X,
la
es
signo
puesto
estan
distancia
la
mitad
positivo
todas
que
expresadas
del
movimiento
del
valor
(+)
espedficado.
omitirse.
X+10.0->X10.0
Z+10.0->Z10.0
Los
valores
en
los
valoresdecoordenadas
de
de
sistemadecoordenadas
la
posicion
los
la
ilustracion
la
misma
trabajo
signo
El
presente.
ejes
se
especificados
anterior
manera
(YO)
debe
positivo
expresan
©
©
las
en
valores
puede
como
usando
indica
usando
actual
indican
(X,
Z).
dado
que
(O,
la
Page 31

*5
EJEMPLO
+x
_z
direccion-Z
-X
-Z
expresar
Para
comandos
area
(10.0,
+
-5
area
\l/
6
el
movimiento
incrementales.
direcci6n+X
10
--
2
-.5
-5.0)
direccion-X
Para
el
eje
embargo,
respecto
a
Punto
trabajo
de
Y,
las
en
el
los
comandos
de
la
m
ST
(20.0,
+X
area
+Z
cero
de
la
pieza
(XO,
ZO)
direccion+Z
+
10
-X
area
+z
dimensiones
modo
incremental
absolutos.
herramienta
X20.
U-10.0
10.0)
\l/
6
pueden
la
direccion
desde
el
punto
0
Z10.0;
W-15.0
Para
el
todas
las
expresadas
distancia
es
la
mitad
El
0
U+10.0-»U10.0
W+15.0-»W15.0
Los
0
O)
valoresdelas
especificarse
V
se
al
©
;
(comando
eje
X
dimensiones
en
valores
de
movimiento
del
valor
signo
(+)
puede
valores
en
usa
ilustracion
la
de
la
para
especificados
misma
punto
©
usando
©
©
U),
puesto
estan
diametrales,
eje
del
especificado.
omitirse.
anterior
coordenadas
manera.
distinguir
el
X
como
indican
(X,
Sin
valor
P-17
que
la
actual
(O,
los
Z).
-5
1.4.3
Resumen
A
continuacion
programacidn
Caracteres
Significado
signo
Significado
valores
Punto
de
los
\i/
6
de
(+/-)
numericos
de
referenda
comandos
Generalmente,
0
Los
herramienta
Los
0
bloque
Si
0
incrementales
caracter
resumen
se
incremental.
direccion
del
de
los
comandos
comandos
que
en
el
mismo
de
las
diferencias
Programacidn
X_(Y_,Z_);
El
area
donde
especificado.
Valores
(distancia
de
Punto
trabajo
u
“X_
direccion
de
coordenadas
desde
pieza
la
cero
(XO,
programs
un
incrementales
operaciones
absolutos
W_;”
bloque
que
“U_
y
se
representen
especificado
entre
absoluta
existe
punto
el
trabajo)
de
pieza
de
la
YO,
ZO)
se
escribe
se
de
chaflanado.
e
incrementales
Z_;”.
especifican
el
programacidn
la
punto
el
cero
de
usan
normalmente
comandos
mismo
despues.
La
la
Distancia
herramienta
Posiciondela
actual
usando
pueden
eje
(X
absolutayla
Programacidn
U_
(V_,
para
y
Z
del
en
movimiento
absolutos.
retraccion
y
W),
direccidn
herramienta
comandos
especificarse
absolutos
y
U,
incremental
W_
);
avanza
cual
la
de
corte.
herramienta
de
en
el
mismo
comandos
valida
el
se
de
la
la
Ejemplo:
X10.0
U-20.0;
U-20.0
es
valido.
Page 32
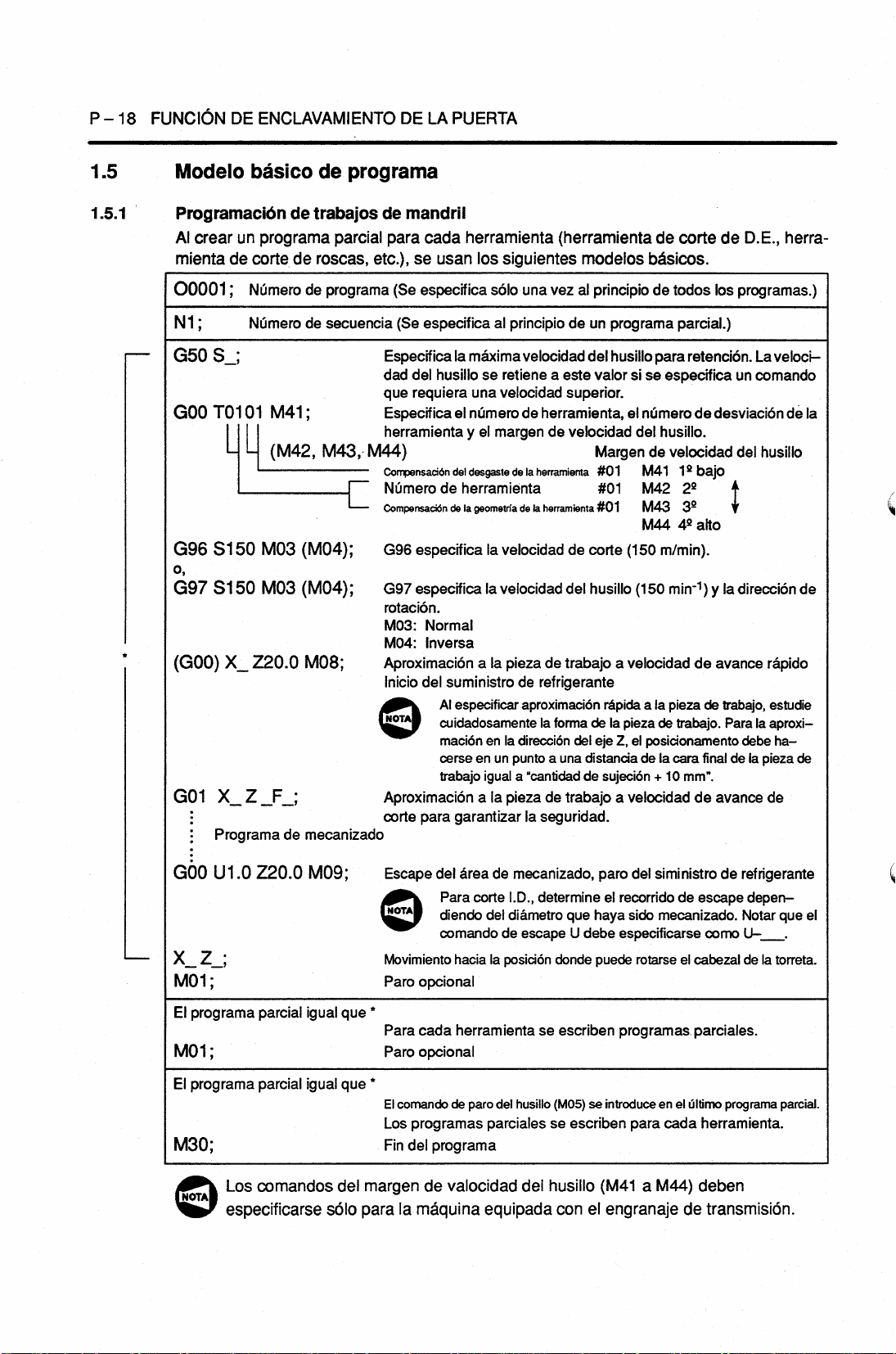
P
1
FUNCION
8
-
DE
ENCLAVAMIENTO
DE
LA
PUERTA
1.5
1.5.1
Modelo
basico
Programacibn
Al
crear
mienta
00001
N1;
G50
programa
un
de
corte
Numero
;
Numerodesecuencia
S_;
G00T0101
UL
G96
o,
G97
(GOO)
G01
M03
S150
S150
M03
X_
Z20.0
X_Z_F_;
Programa
de
de
de
;
M41
(M42,
(M04);
(M04);
M08;
de
mecanizado
programs
de
trabajos
parcial
roscas,
programa
M43,
C
de
mandril
para
cada
herramienta
etc.),
se
usan
los
(Se
especifica
(Se
especifica
Especifica
dad
del
husilloseretiene
requiera
que
Especifica
herramienta
la
maxima
una
el
numero
y
el
solo
al
margen
M44)
Compensacton
Ntimerodeherramienta
CompensackSn
G96
G97
rotation.
M03:
M04:
Aproximacion
Inicio
©
Aproximacion
corte
del
desgaste
geometrfa
de
la
especifica
especifica
Normal
Inversa
a
del
suministro
especificar
Al
cuidadosamente
macidnenla
cerseenun
trabajo
a
garantizar
para
la
la
la
igual
la
(herramienta
siguientes
una
vez
principio
velocidad
a
velocidad
herramienta,
de
de
la
herramienta
de
delaherramienta
velocidad
velocidad
de
pieza
refrigerante
de
aproximacion
la
forma
direccion
punto
a
una
“cantidad
a
de
pieza
la
seguridad.
modelos
al
principio
programa
de
un
del
husillo
valor
este
superior.
velocidad
Margen
#01
#01
#01
de
corte
del
husillo
trabajo
r&pida
de
la
del
eje
distanda
de
sujecion
trabajo
de
bbsicos.
de
para
si
especifica
se
el
numero
del
husillo.
de
velocidad
M41
M42
M43
M44
m/min).
50
(1
50
(1
min’1
a
velocidad
a
la
pieza
pieza
de
posicionamento
Z,
el
de
la
10
+
velocidad
a
D.E.,
de
corte
todos
los
programas.)
parcial.)
retention.
un
dedesviacionde
del
12bajO
2s
3s
I
42
alto
)
y
la
direccion
avance
de
trabajo,
de
trabajo.
Para
debe
final
de
cara
mm".
de
la
avance
herra-
La
veloci-
comando
husillo
de
rapido
estudie
aproxi-
la
ha-
pieza
de
de
la
GOO
X_Z_;
M01;
programa
El
M01;
programa
El
M30;
U
1.0
Z20.0
parcial
parcial
Los
comandos
especificarse
M09;
igual
igual
solo
que
que
del
Escape
©
Movimiento
Paro
*
Para
Paro
*
comando
El
Los
Fin
margen
para
la
area
del
Para
diendo
comando
hacia
opcional
cada
herramienta
opcional
de
programas
programa
del
de
valocidad
maquina
de
I.D.,
corte
del
diametro
de
la
posicion
paro
del
parciaies
equipada
mecanizado,
determine
que
U
donde
escriben
se
(M05)
se
husillo
con
debe
escriben
el
escape
husillo
del
del
paro
recorrido
el
sido
haya
especificarse
rotarse
puede
programas
se
introduce
para
(M41
engranaje
siministro
escape
de
mecanizado.
el
cabezal
parciaies.
el
en
Ultimo
cada
M44)
a
deben
de
refrigerante
de
depen-
Notar
U-
como
la
de
torreta.
programa
herramienta.
transmision.
que
el
parcial.
Page 33
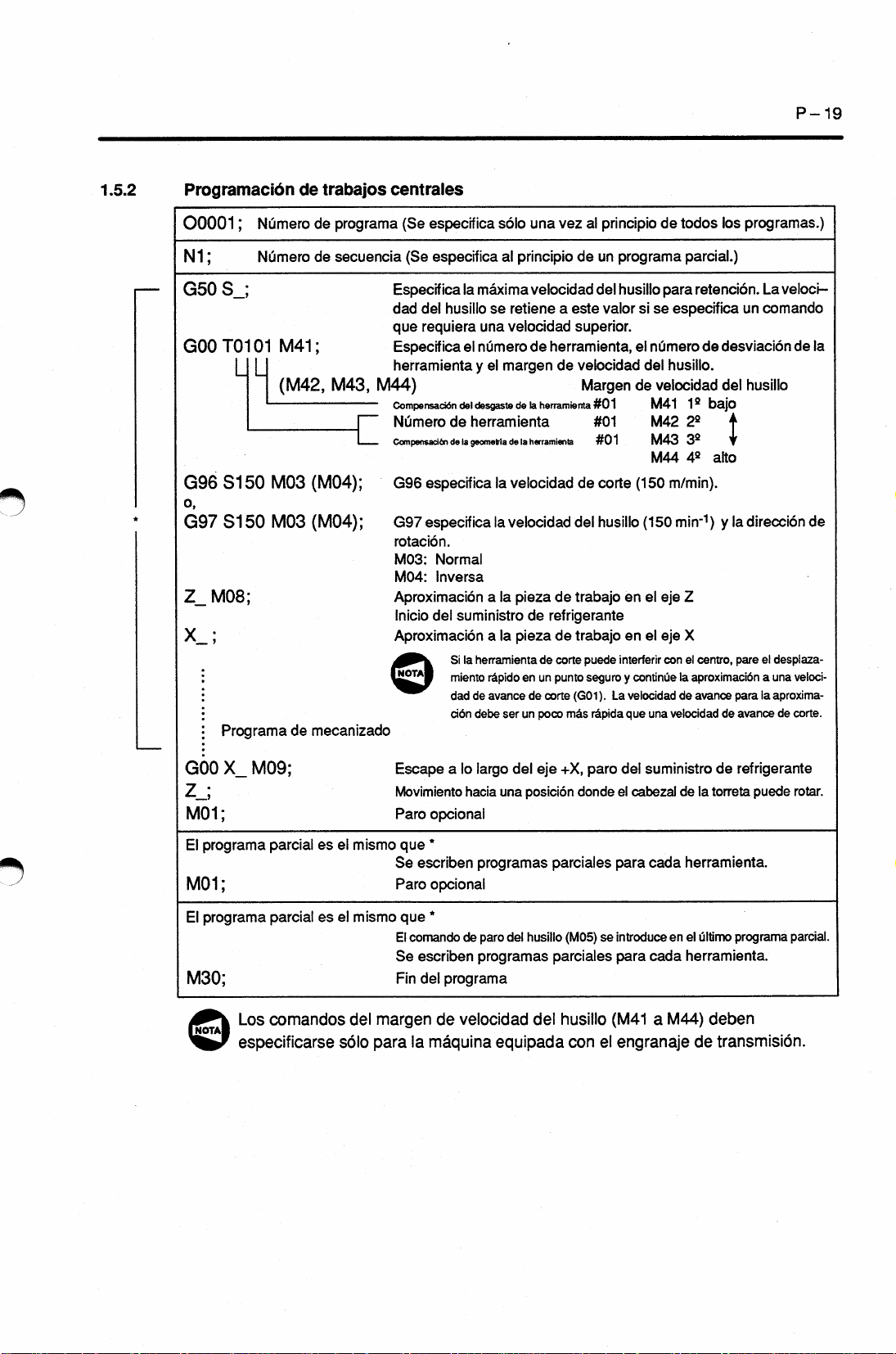
P-19
1.5.2
Programacibn
Numero
00001
N1;
G50
;
Numero
S_;
G0QT0101
UL
G96
o,
G97
Z_
x_;
M08;
M03
S150
M03
S150
Programa
trabajos
de
de
de
;
M41
(M42,
(M04);
(M04);
de
mecanizado
programa
secuencia
M43,
M44)
c
centrales
una
la
maxima
una
numero
el
y
desgaste
del
solo
al
principio
velocidad
el
margen
delaherramienta
velocidad
de
(Se
especifica
(Se
especifica
Especifica
dad
que
Especifica
herramienta
Compensation
husilloseretiene
del
requiera
Numerodeherramienta
de
la
de
la
Compensaddn
especifica
G96
G97
especifica
geomefrla
herramienta
la
velocidad
la
velocidad
rotacion.
Normal
M03:
Inversa
M04:
la
Aproximacion
Inicio
del
Aproximacion
a
suministro
la
a
herramienta
Si
la
miento
r&pido
avance
dad
de
d6n
debe
pieza
pieza
ser
de
en
de
un
vez
al
de
un
del
a
este
superior.
herramienta,
velocidad
de
Margen
#0
#01
#01
de
corte
del
husillo
de
trabajo
refrigerante
de
trabajo
puede
de
corte
seguro
punto
un
(G01).
corte
rapida
m£s
poco
principio
programa
husillo
valor
si
el
del
de
1
(150
(150
en
el
el
en
interferir
y
continue
La
velocidad
que
de
todos
parcial.)
para
retencion.
se
especifica
numero
husillo.
velocidad
1fi
M41
2°
M42
M43
3s
4a
M44
m/min).
min-1)
Z
eje
eje
X
centra,
el
con
aproximaci6n
la
avance
de
velocidad
una
programas.)
los
La
comando
un
dedesviacion
del
husillo
bajo
1
alto
ladireccion
y
el
desplaza-
pare
a
una
laaproxima-
para
de
avance
de
veloci-
de
la
de
veloci¬
corte.
-5
GOO
z_;
M01;
programa
El
M01;
programa
El
M30;
©
X_
M09;
parcial
parcial
comandos
Los
especificarse
es
es
el
mismo
el
mismo
del
solo
Escape
Movimiento
Paro
que
Se
Paro
que
comando
El
Se
Fin
margen
para
la
lo
a
opcional
*
escriben
opcional
*
de
escriben
programa
del
de
velocidad
maquina
del
largo
una
hacia
programas
del
paro
programas
equipada
+X,
eje
posicion
parciales
husillo
(M05)
parciales
husillo
del
del
para
se
introduce
para
(M41
engranaje
el
suministro
cada
en
cada
M44)
a
paro
dondeelcabezaldela
con
refrigerante
de
torreta
puede
herramienta.
programa
ultimo
el
herramienta.
deben
transmisibn.
de
rotar.
parcial.
Page 34
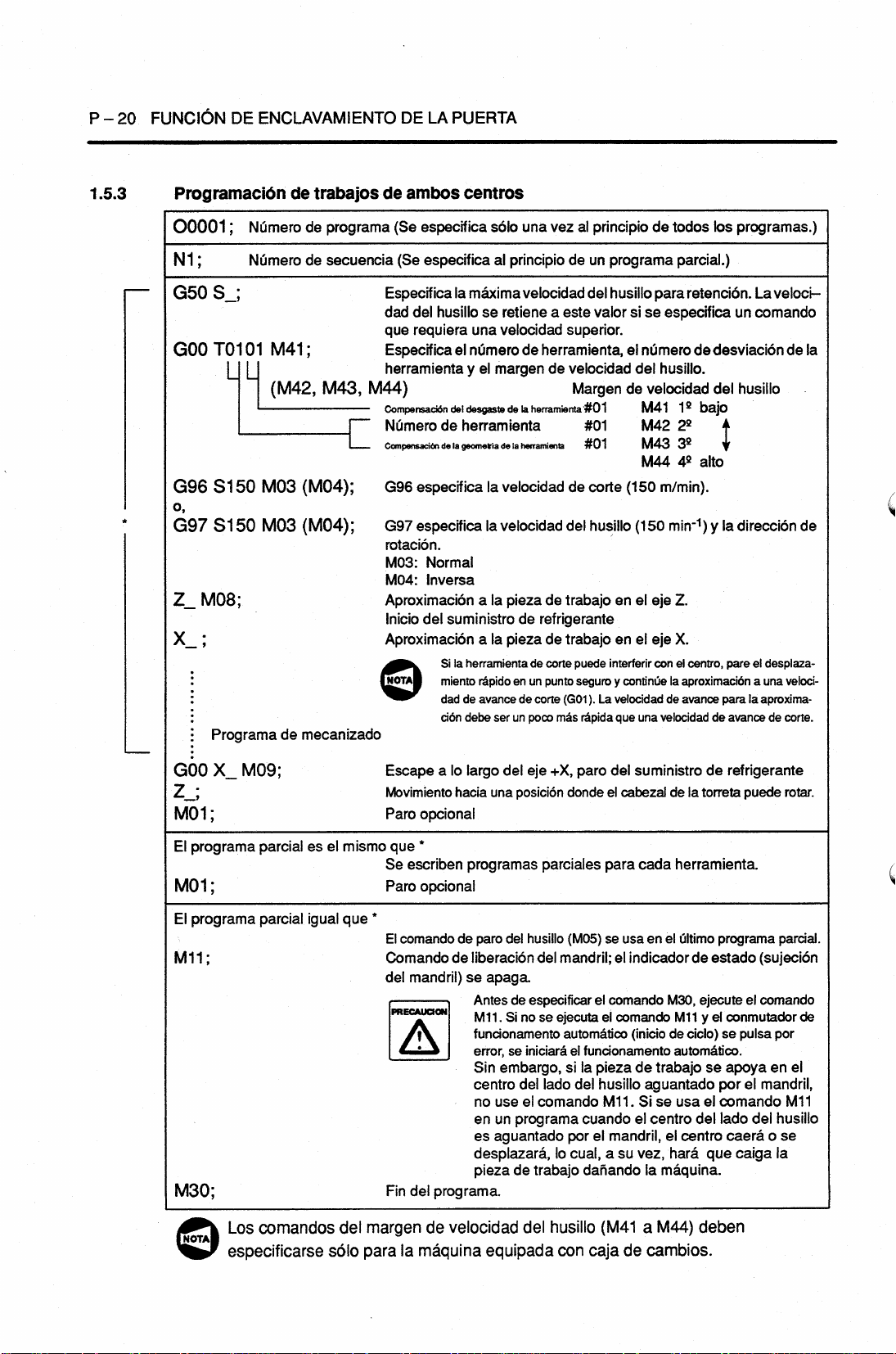
DE
LA
ENCLAVAMIENTO
P
20
-
FUNCION
DE
PUERTA
1.5.3
Programacibn
Numero
00001
N1
G50
;
;
Numerodesecuencia
S_;
G00T0101
UL
S150
S150
M03
M03
G96
o.
G97
Z_
X_;
M08;
Programa
de
de
M41
;
(M42,
(M04);
(M04);
mecanizado
de
trabajos
programa
M43,
c
de
ambos
(Se
especifica
(Se
especifica
Especifica
husillo
del
dad
requiera
que
Especifica
herramientayel
M44)
CompensadCn
Numero
Compensacibn
G96
G97
rotation.
M03:
M04:
Aproximacion
Inicio
Aproximacion
de
de
especifica
especifica
Normal
Inversa
del
Si
miento
dad
d6n
centros
solo
al
maxima
la
retiene
se
velocidad
una
el
numero
margen
desgaste
del
herramienta
la
geometia
de
velocidad
la
la
velocidad
la
a
pieza
suministro
la
a
la
herramienta
rapid
oenun
avance
de
ser
debe
una
vez
principio
de
velocidad
a
este
superior.
herramienta,
de
de
velocidad
Margen
delaherramienta
la
herramienta
de
del
trabajo
de
de
refrigerante
de
de
de
corte
poco
trabajo
corte
punto
(G01
mas
pieza
un
principio
al
un
del
valor
#01
#01
#01
code
husillo
puede
seguro
La
).
r£pida
de
programa
husillo
para
si
se
el
numero
husillo.
del
velocidad
de
M41
M42
M43
M44
m/min).
(150
(1
50
eje
el
en
el
en
eje
interferir
con
y
continue
velocidad
que
una
velocidad
los
todos
parcial.)
retention.
especifica
de
desviacion
del
1s
bajo
2s
3s
t
alto
42
min-1)
y
la
Z.
X.
centra,
el
la
aproximacidn
avance
de
para
de
programas.)
veloci-
La
comando
un
de
husillo
direction
el
desplaza-
pare
veloci¬
a
una
la
aproxima-
avance
de
corte.
la
de
GOO
Z_;
;
M01
programa
El
;
M01
programa
El
;
M11
M30;
X_
M09;
parcial
parcial
Los
comandos
especificarse
el
es
igual
mismo
que
del
solo
Escape
Movimiento
Paro
que
Se
escriben
Paro
*
comando
El
Comando
del
PRECAUCTON
A
Fin
margen
para
la
a
lo
opcional
*
opcional
mandril)
programa.
del
de
velocidad
maquina
largo
hacia
una
programas
paro
de
de
liberation
se
apaga
Antes
.
M11
funtionamento
error,
Sin
embargo,
centro
no
use
en
un
es
aguantado
desplazara,
pieza
equipada
eje
del
position
parciales
del
husillo
del
especificar
de
se
Si
no
iniciara
se
del
lado
el
comando
programa
de
trabajo
del
paro
+X,
mandril;
ejecuta
lo
husillo
con
del
suministro
dondeelcabezaldela
para
cada
(M05)
se
usa
en
el
indicador
el
comando
comando
el
automatic®
el
si
la
del
por
cual,
(iniciodeciclo)
fundonamento
de
pieza
cuando
el
danando
caja
husillo
M11.
mandril,
a
su
(M41
de
aguantado
Si
el
centro
vez,
la
a
cambios.
de
torreta
herramienta.
el
M30,
trabajo
se
programa
ultimo
estado
de
ejecute
y
el
M11
automatico.
se
por
el
usa
del
el
centro
hara
que
maquina.
M44)
deben
refrigerante
puede
(sujecion
comando
el
conmutador
se
pulsa
apoya
el
por
en
mandril,
comando
del
caiga
husillo
la
lado
caeraose
rotar.
parcial.
de
el
M11
Page 35
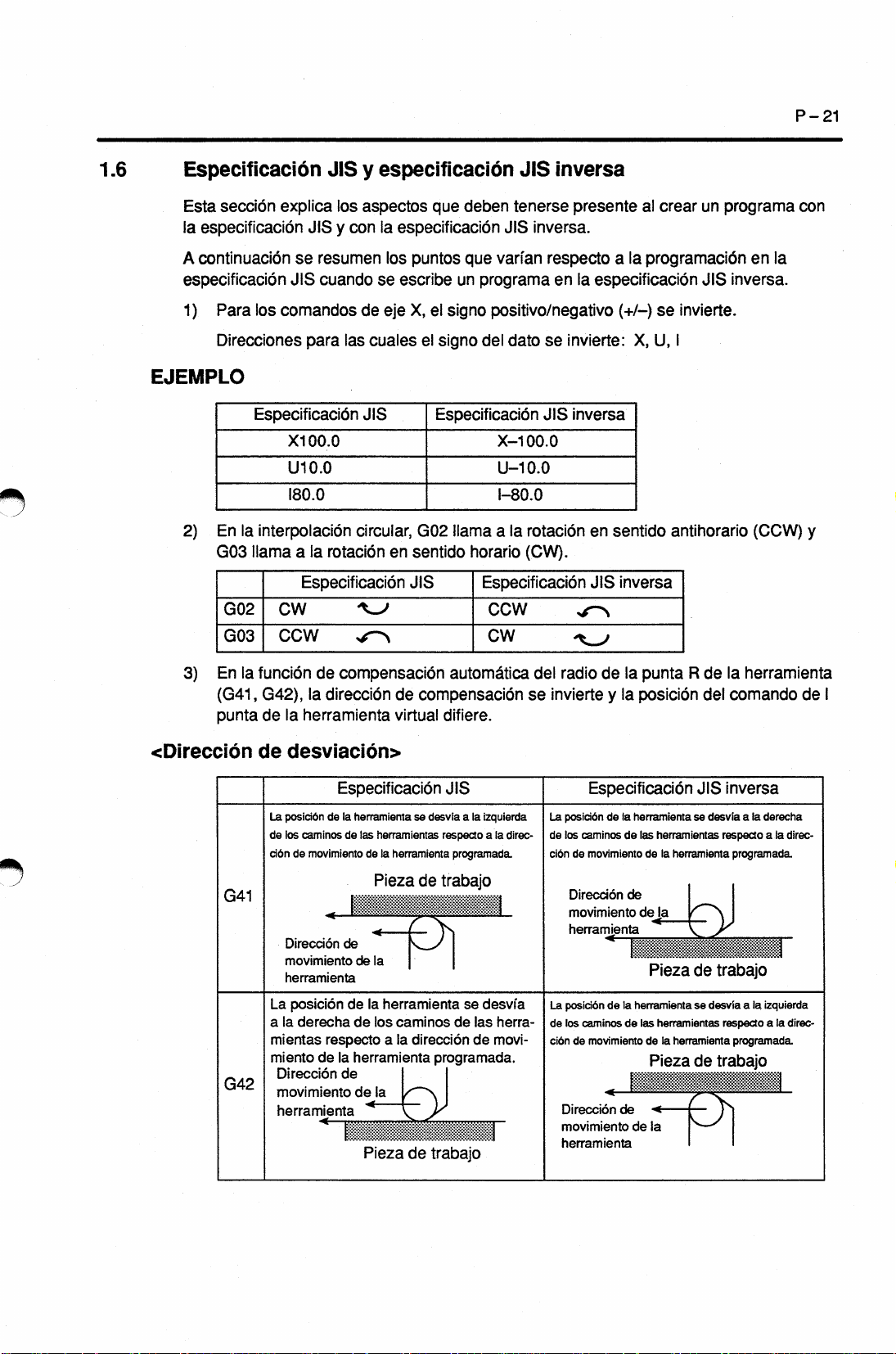
P-21
1.6
Especificacion
seccion
Esta
especificacion
la
continuation
A
especificacion
Para
)
1
Direcciones
EJEMPLO
En
2)
G03
G02
G03
explica
JIS
se
resumen
JIS
cuandoseescribe
los
comandos
para
Especificacidn
X100.0
U10.0
I80.0
interpolation
la
llamaala
Especificacion
CW
CCW
y
JIS
los
aspectos
y
con
de
las
cuales
JIS
circular,
rotacion
especificacion
que
deben
especificacion
la
los
eje
en
puntos
X,
sentido
JIS
que
programa
un
signo
positivo/negativo
del
el
el
signo
Especificacion
G02
llama
horario
Especificacion
CCW
CW
varfan
U-10.0
a
inversa
JiS
tenerse
JIS
presente
inversa.
respecto
especificacion
en
la
dataseinvierte:
JIS
inversa
X-100.0
I-80.0
la
rotation
en
(CW).
JIS
crear
al
programacidn
a
la
(+/-)
se
X,
U,
sentido
antihorario
inversa
un
JIS
invierte.
I
programa
en
la
inversa.
(CCW)
con
y
En
3)
(G41,G42),
punta
<Direccion
G41
G42
la
funcion
de
la
de
desviacion>
La
posid6n
de
los
caminosdelas
ci6n
de
Direccion
movimientodela
herramienta
posicion
La
la
derechadelos
a
mientas
mientodela
Direccion
movimientodela
herramienta
de
compensation
la
direccion
herramienta
compensacion
de
virtual
Especificacion
delaherramienta
movimientodela
de
delaherramientasedesvia
respecto
herramienta
de
se
herramientas
herramienta
de
Pieza
caminosdelas
la
direcciondemovi¬
a
1
de
Pieza
autom£tica
difiere.
JIS
a
la
respecto
programada
izquierda
a
desvla
trabajo
programada.
trabajo
la
direc-
herra¬
del
radio
de
se
invierteyla
Especificacion
de
posid6n
La
los
caminos
de
tiondemovimientodela
Direccion
movimiento
herramienta
posiddn
La
de
tion
de
los
caminosdelas
de
movimiento
Direccion
movimientodela
herramienta
la
punta
R
posicion
JIS
la
henamientasedesvla
de
las
herramientas
herramienta
de
dela
y
Pieza
de
herramientas
la
herramienta
de
Pieza
se
de
herramienta
la
de
Pi
la
de
del
comando
inversa
respecto
programada
J
s'
trabajo
desvia
respecto
programada
trabajo
a
herramienta
de
la
derecha
a
la
direc¬
M
la
izquierda
a
a
la
direc¬
I
Page 36
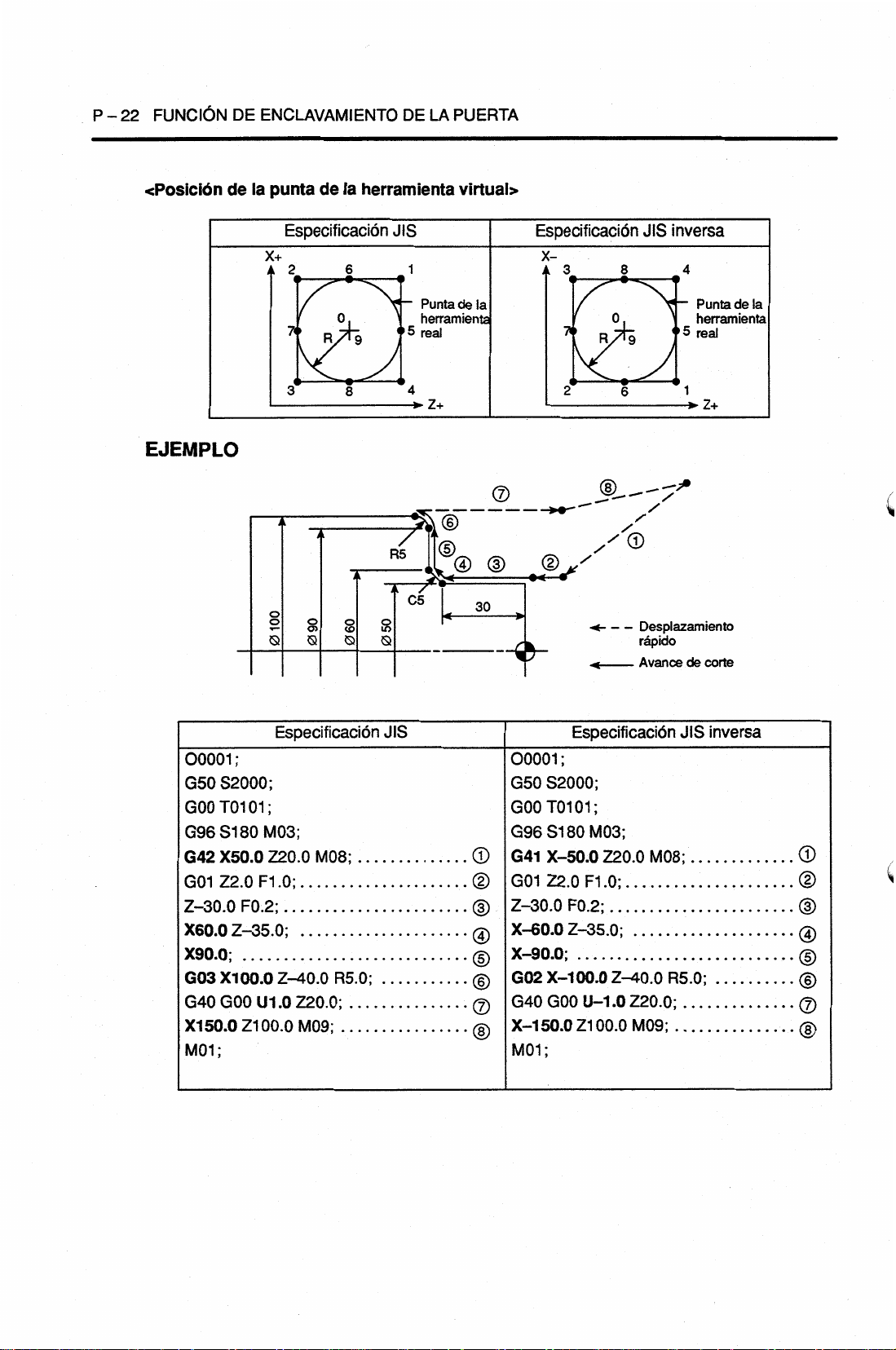
22
P
-
FUNCION
DE
ENCLAVAMIENTO
DE
LA
PUERTA
<Posici6n
EJEMPLO
de
la
punta
Especificacion
x+
2
7*
'
o
8
8
8
de
la
_6
0
R7>9
T
8
8 8
herramienta
JIS
1
Punta
herramienta
5
real
4
/
©
R5
C5
8
virtual>
de
la
©
©
30
Especificacion
x-
®
©ÿ
JIS
inversa
3
7
2
'
/
0
R/Ti
T
/
'
8
/
/
©
—
4
Punta
herramienta
5
real
1
/
Desplazamiento
rapido
vance
A
de
corte
de
la
00001
G50
G00T0101;
G96
G42
G01
Z-30.0
X60.0
X90.0;
G03
G40
M01;
;
S2000;
S180
X50.0
Z2.0
F0.2;
Z-35.0;
X100.0Z—40.0
GOO
50.0
Z1
X1
F1
U1.0
Especificacion
M03;
M08;
Z20.0
.0;
Z20.0;
M09;
00.0
.
R5.0;
...
JIS
00001
G50
G00T0101;
G96
.
©
©
©
©
©
©
©
G41
G01
Z-30.0
X-60.0
X-90.0;
G02
G40
X-150.0
M01
Especificacidn
;
S2000;
M03;
S180
X-50.0
Z2.0
X-100.0
GOO
;
Z20.0
F1.0;
F0.2;
Z-35.0;
U-1.0Z20.0;
Z1
00.0
Z-40.0
M09;
M08;
R5.0;
JIS
..
inversa
,
©
©
©
©
©
©
©
©
Page 37
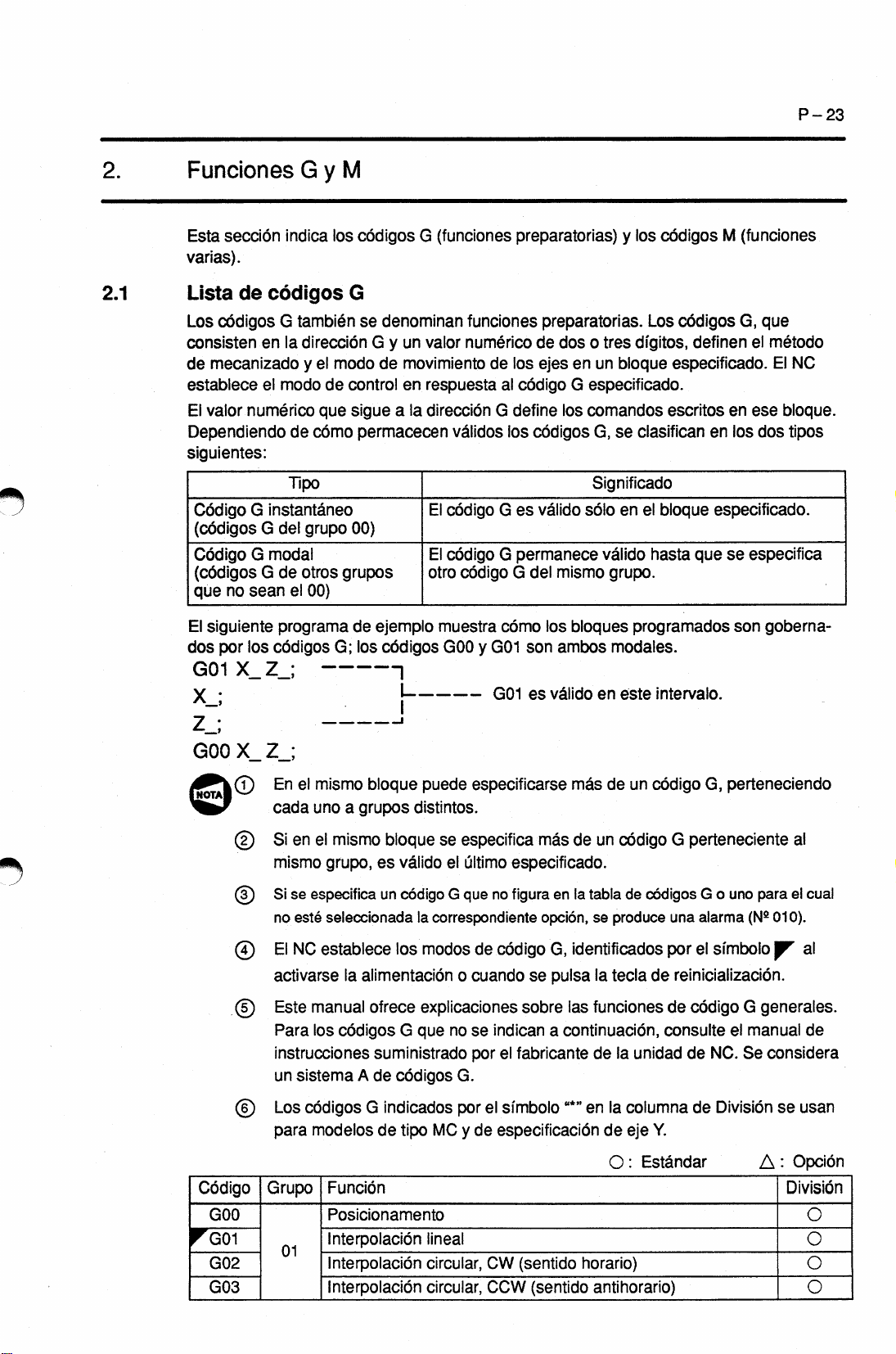
2.
Funciones
G
P-23
y
M
2.1
Esta seccion
varias).
codigos
Lista
Los
consisten
de
establece
El
Dependiendo
siguientes:
El
dos
de
codigos
mecanizado
numerico
valor
Codigo
(codigos
Codigo
(codigos
que
G01
G
G
sean
no
siguiente
por
los
X_Z_;
en
el
instantaneo
G
modal
G
codigos
X_;
Z
Z_;
X_
GOO
indica
los
tambien
G
la
direccion
y
modo
el
de
modo
que
como
de
Tipo
grupo
del
de
otros
00)
el
programa
G;
codigos
G
se
denominan
y
un
G
de
movimiento
control
sigue
00)
en
a
la
permacecen
grupos
ejemplo
de
codigos
los
1
l
I
-----
(funciones
G
funciones
valor
numericodedos
respuesta
direccion
validos
codigo
El
codigo
El
otro
codigo
muestra
y
GOO
preparatorias)
preparatorias.
de
ejes
los
codigo
al
G
define
codigos
los
valido
es
G
permanece
G
del
G
como
los
son
G01
es
G01
valido
o
tres
un
en
especificado.
G
los
comandos
G,
Significado
soloenel
valido
mismo
ambos
grupo.
bloques
modales.
en
codigos
y
ios
codigos
Los
dfgitos,
bloque
se
este
especificado.
escritos
clasifican
bloque
hasta
programados
intervalo.
(funciones
M
G,
que
definen
que
el
en
ese
en
los
dos
especificado.
especifica
se
son
metodo
NC
El
bloque.
tipos
goberna-
@©
©
©
©
©
©
Codigo
GOO
rGOi
G02
G03
En
el
mismo
uno
cada
en
Si
mismo
Si
se
no
este
El
NC
activarse
Este
Para
instrucciones
un
sistemaAde
Los
para
Grupo
01
a
el
mismo
grupo,
especifica
seleccionada
establece
la
manual
codigos
los
codigos
modelos
Funcion
Posicionamento
Interpolacion
Interpolacion
Interpolacion
bloque
grupos
alimentacion
ofrece
G
puede
distintos.
bloque
es
un
suministrado
indicados
de
se
v&lido
codigo
la
correspondiente
los
modos
explicaciones
que
G
codigos
MC
tipo
lineal
circular,
circular,
especificarse
especifica
el
ultimo
G
no
que
codigo
de
o
cuando
no
indican
se
por
el
G.
por
sfmbolo
el
de
y
especificacion
CW
CCW
mas
mas
especificado.
figura
opcion,
se
sobre
fabricante
un
de
tabla
la
en
se
G,
identificados
pulsa
la
las
funciones
continuation,
a
delaunidad
en
(sentido
(sentido
horario)
anti
un
de
codigo
codigo
de
codigos
produce
tecla
de
columnadeDivision
la
eje
:
O
horario)
Y.
Estandar
de
G,
G
perteneciente
G
una
alarma
por
el
sfmbolo
reinitialization.
codigo
de
consulte
NC.
de
perteneciendo
al
o
uno
el
el
para
(N2
010).
|
JT
G
generales.
manual
Se
considera
se
:
Opcion
A
al
usan
Division
cual
de
O
O
O
O
Page 38

DE
LA
ENCLAVAMIENTO
C6digo
G04
G10
G20
G21
G23
G27
G28
G30
G30.1
G31
G32
G34
G40
G41
G42
G50
G52
G53
G55
G56
G57
G58
G59
G65
G66
V
G67
G68
G70
G71
G72
G73
G74
G75
G76
rG80
G83
G84
G85
G87
G88
G89
DE
Grupo
00
06
09
00
01
07
00
14
00
12
04
00
10
Funcion
Pausa
Ajuste
de
datos
Entrada
Entrada
Activation
datosensistema
de
datosensistema
de
de
Desactivaciondela
Comprobacion
Retorno
Retorno
Retorno
Funcion
Corte
Corte
Cancelar
Compensacion
Compensacion
Ajuste
Ajuste
Seleccion
Seleccion
Seleccion
Seleccion
Seleccion
Seleccion
Seleccion
Llamada
Llamada
Cancelar
Modo
primer
al
2a
al
punto
al
salto
rosea
de
rosea
de
compensacion
la
del
sistema
sistemadecoordenadas
del
del
del
del
del
del
del
del
un
a
modal
llamada
de
corte
Desactivacion
de
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
Cancelar
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
acabado
de
desbaste
de
desbaste
de
torneado
troceado
de
troceado
de
de
corte
ciclo
taladrado
de
roscado
de
mandrinado
de
taladrado
de
de
roscado
mandrinado
de
FUNCI6N
24
P
-
V
rG54
rG69
PUERTA
comprobacion
la
comprobacion
del
retorno
punto
de
referncia
de
punto
referencia
de
avance
de
radiodela
del
del
radio
coordenadas/Ajuste
de
sistema
sistema
sistema
sistema
sistema
sistema
sistema
variable
del
de
coordenadasdela
de
coordenadas
de
de
coordenadas
coordenadas
de
coordenadas
de
coordenadas
de
coordenadas
de
macro
a
macro
modal
equilibrado
modo
de
rosea
grabado
de
lateral
A
a
de
corte
D.E./D.I./Ahuecado
refrentado/Ahuecado
de
de
lazo-cerrado
cara
de
la
D.E./D.I.
de
multiple/Modo
de
de
dara
final
cara
cara
de
lateral
lateral
pulgadas
de
metrico
recorrido
del
del
al
referenda
punta
la
macro
de
punto
flotante
radiodela
herramienta,
de
la
de
punta
equilibrado
la
del
limitedevelocidad
local
A/B
de
mecanizado
final
final
Estandar
O:
almacenado
recorrido
referenda
de
punta
herramienta,
m&quina
trabajo
de
trabajo
de
trabajo
de
trabajo
de
trabajo
de
trabajo
de
penetration
agujeros
de
A
almacenado
cuchilla
la
izquierda
derecha
husillo
del
1
2
3
4
5
6
en
zigzag
_
Opci6n
:
Divisidn
O
A
O
O
A
A
O
O
O
A
O
O
A
O
O
O
o
o
O
O
o
O
o
O
O
A
A
A
A
A
o
O/A
O/A
O
O
O
O/A
O*
o*
O*
O*
O*
O*
O*
Page 39
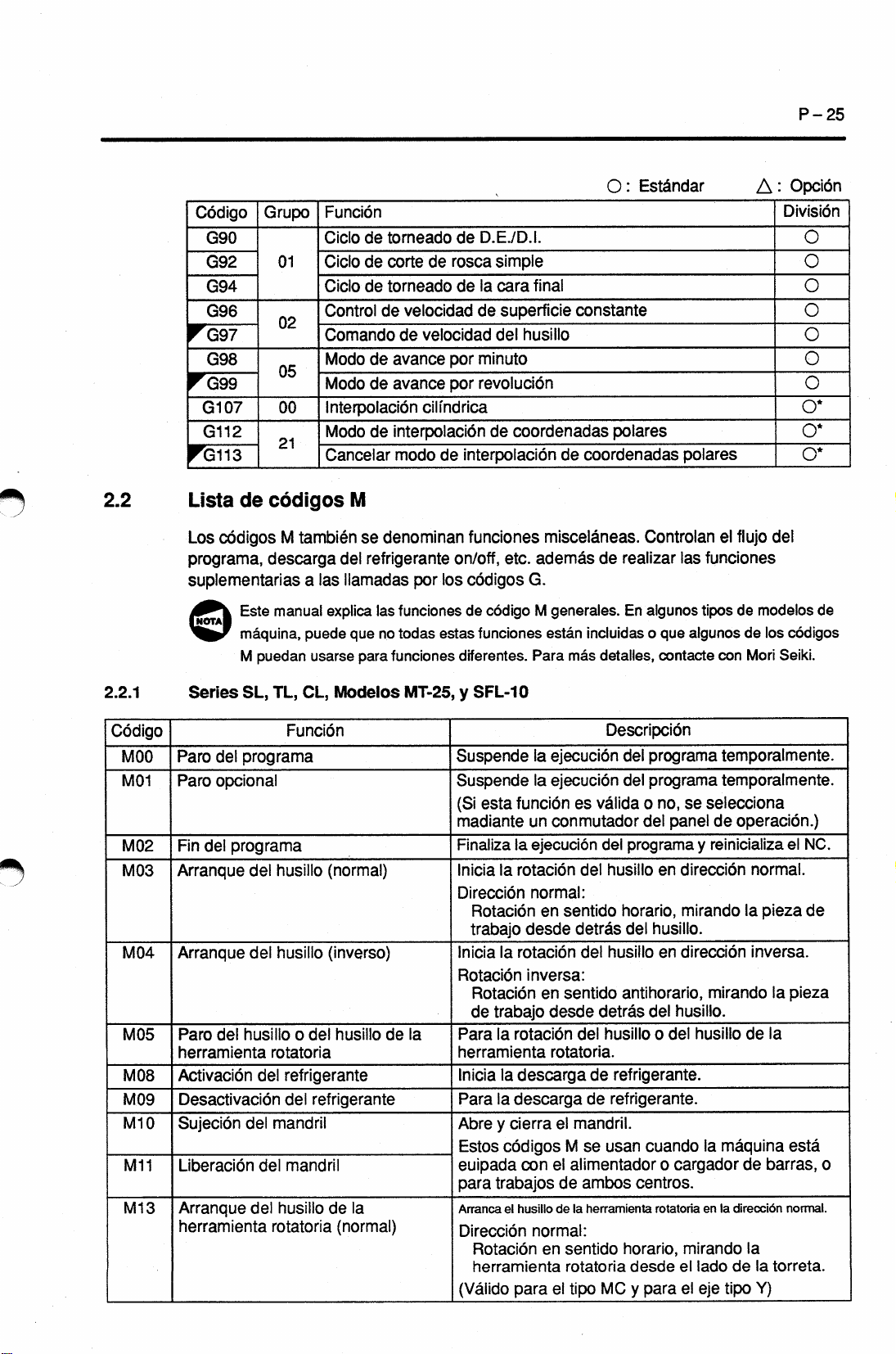
P-25
2.2
Codigo
Grupo
G90
G92
01
G94
G96
rG97
G98
PG99
G107
G112
FG113
Lista
codigos
Los
programa,
codigos
de
descarga
02
05
00
21
M
suplementarias
Este
manual
maquina,
puedan
M
Funcion
Ciclo
de
torneado
Ciclo
de
corte
Ciclo
Control
Comando
Modo
Modo
Interpolacion
Modo
Cancelar
torneadodela
de
velocidad
de
de
avance
de
avance
de
interpolacion
de
modo
de
rosea
de
velocidad
por
por
cilindrica
de
M
tambiensedenominan
a
las
explica
puede
usarse
refrigerante
del
llamadas
las
no
que
funciones
para
funciones
todas
por
on/off,
los
estas
diferentes.
D.E./D.I.
simple
final
cara
superficie
de
del
husillo
minuto
revolution
de
coordenadas
interpolacion
funciones
etc.
codigos
codigoMgenerales.
de
funciones
de
miscelaneas.
ademas
G.
estan
Para
mas
Est£ndar
O:
constante
polares
coordenadas
Controlan
realizar
de
algunos
En
incluidas
o
detalles,
polares
las
algunos
que
contacte
A:
flujo
el
funciones
modelos
de
tipos
de
Mori
con
Opci6n
Division
del
codigos
los
Seiki.
O
O
O
O
O
O
O
O*
O*
O*
de
2.2.1
Codigo
MOO
M01
M02
M03
M04
M05
M08
M09
M10
M11
M13
Series
Paro
Paro
Fin
Arranque
Arranque
Paro
herramienta
Activation
SL,
programa
del
opcional
programa
del
del
del
del
husilloodel
del
Desactivacion
Sujecion
Liberation
Arranque
del
del
del
herramienta
TL,
CL,
Funcion
husillo
husillo
rotatoria
refrigerante
refrigerante
del
mandril
mandril
husillo
rotatoria
Modelos
(normal)
(inverso)
husillo
de
la
(normal)
MT-25,
de
la
y
SFL-10
Suspende
Suspende
(Si
esta
madiante
Finaliza
Inicia
la
Direccion
Rotacion
trabajo
la
Inicia
Rotacion
ejecucion
la
ejecucion
la
funcion
un
conmutador
la
ejecucion
rotacion
normal:
en
sentido
desde
rotacion
inversa:
es
detras
Rotacionensentido
de
trabajo
desde
Paralarotacion
herramienta
Inicia
la
la
Para
Abreycierra
Estos
euipada
trabajos
para
Arranca
Direccion
Rotacion
herramienta
(Vaiido
rotatoria.
descarga
descarga
codigos
con
husillo
el
normal:
en
para
mandril.
el
M
alimentador
el
de
delaherramienta
sentido
rotatoria
tipo
el
Description
programa
del
programa
del
no,
o
valida
panel
del
del
programa
del
husilloendireccion
horario,
del
husillo.
del
husillo
detras
husilloodel
del
de
de
se
usan
ambos
MC
en
antihorario,
del
husillo.
refrigerante.
refrigerante.
cuando
cargador
o
centros.
rotatoria
horario,
desde
para
y
temporalmente.
temporalmente.
selecciona
se
operation.)
de
reinicializa
y
mirando
la
_
direccidn
mirando
_
husillo
mirando
el
el
m&quina
la
en
la
lado
tipo
eje
de
de
direccidn
la
de
el
normal.
pieza
inversa.
pieza
la
la
esta
barras,
normal.
la
torreta.
Y)
_
NC.
de
o
Page 40
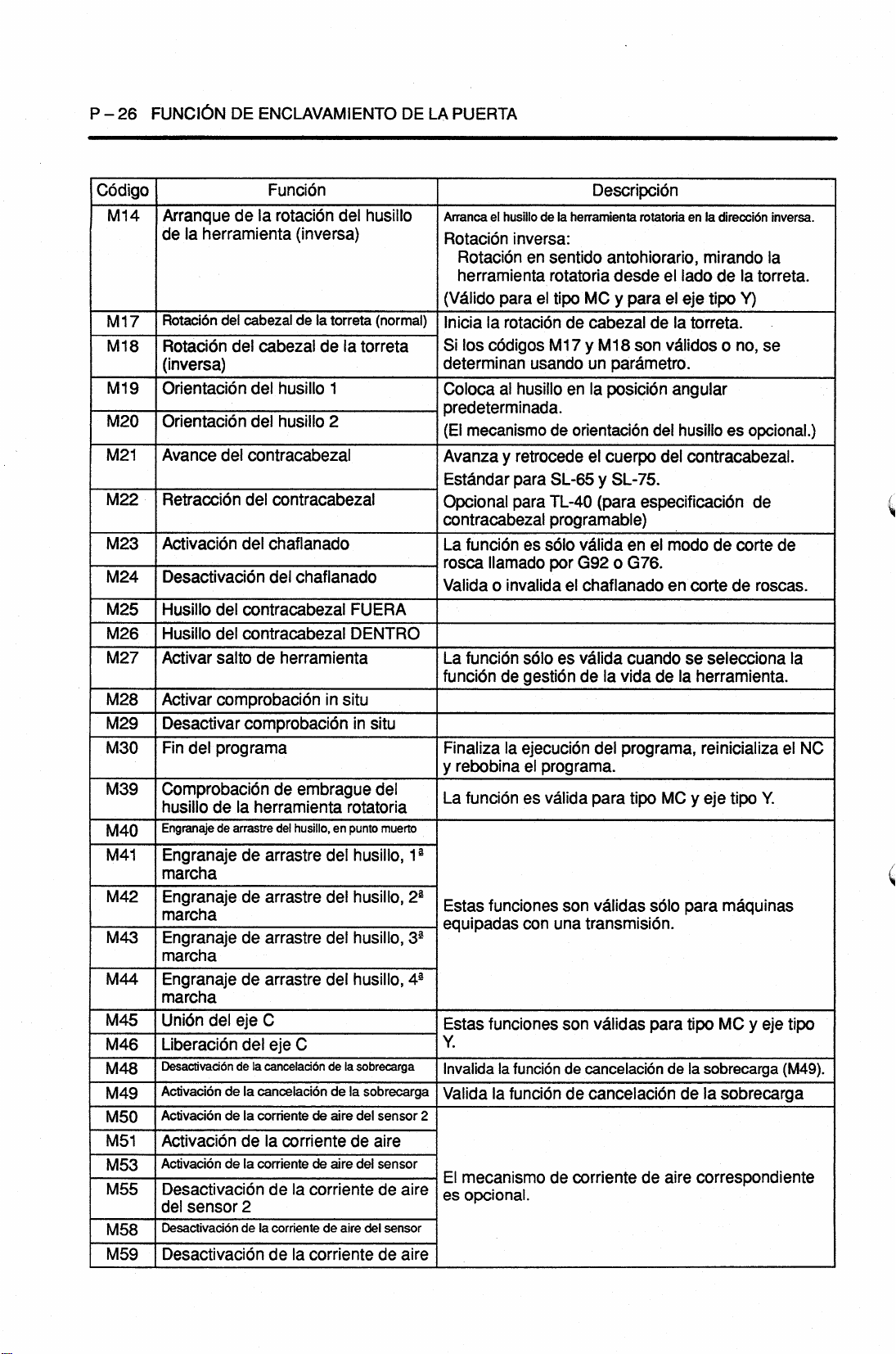
P
26
-
FUNCI6N
DE
ENCLAVAMIENTO
DE
LA
PUERTA
Codigo
M14
M17
M18
M19
M20
M21
M22
M23
M24
M25
M26
M27
M28
M29
M30
M39
M40
M41
M42
M43
M44
M45
M46
M48
M49
M50
M51
M53
M55
M58
M59
Funcion
Arranque
de
la
Rotacion
Rotacion
delarotacion
herramienta
del
cabezal
del
cabezaldela
(inversa)
Orientacion
Orientacion
Avance
Retraccion
Activacion
Desactivacion
Husillo
Husillo
Activar
Activar
Desactivar
Fin
del
Comprobacion
husillo
Engranaje
Engranaje
del
husillo
del
husillo
del
contracabezal
contracabezal
del
del
chaflanado
del
del
contracabezal
del
contracabezal
saltodeherramienta
comprobacion
comprobacion
programs
de
de
la
herramienta
arrastre
de
del
arrastre
de
marcha
Engranaje
marcha
Engranaje
de
arrastre
de
arrastre
marcha
Engranaje
de
arrastre
marcha
del
de
sensor
eje
C
eje
del
delacancelacion
la
cancelaciondela
corrientedeaire
corrientedeaire
corrientedeaire
2
delacorrientedeaire
de
Unidn
Liberacion
Desacdvaddn
Activacion
Activaciondela
Activaciondela
Activaciondela
Desactivaciondela
del
Desactivacion
Desactivacion
del
husillo
(inversa)
de
la
torreta
1
(normal)
torreta
2
chaflanado
FUERA
DENTRO
in
situ
in
situ
embrague
del
rotatoria
husillo,
en
punto
husillo,
del
husillo,
del
husillo,
del
husillo,
del
C
sobrecarga
de
la
sobrecarga
del
sensor
del
sensor
corrientedeaire
del
corriente
la
de
muerto
sensor
aire
Descripcidn
Arrancaelhusillodela
Rotacion
inversa:
herramienta
Rotacionensentido
herramienta
(V3lido
para
rotatoria
el
tipo
MC
Inicialarotaciondecabezaldela
codigos
los
Si
determinan
al
Coloca
husilloenla
M17
usando
M18
y
un
posicion
predeterminada.
(El
mecanismodeorientacion
Avanzayretrocede
Estandar
Opcional
contracabezal
funcidn
La
rosea
llamado
Valida0invalida
La
funcion
1
2s
3
funcion
Finaliza
y
La
Estas
equipadas
de
la
rebobina
funcion
funciones
para
SL-65ySL-75.
para
TL-40
programable)
es
solo
por
soloesvalida
gestion
ejecucion
programs.
el
es
valida
con
una
cuerpo
el
(para
valida
G92oG76.
el
chaflanado
delavida
del
para
son
validas
transmision.
3®
4®
funcion
son
validas
de
cancelaciondela
de
cancelaciondela
Estas
funciones
Invalida
Valida
2
El
es
la
la
funcion
mecanismodecorriente
opcional.
rotatoriaenla
antohiorario,
direccidn
mirando
desdeelladodela
y
para
parametro.
son
eje
tipo
el
torreta.
v&lidos
no,
o
angular
del
husillo
del
es
contracabezal.
especificacidn
en
modo
el
en
de
corte
corte
de
cuandoseselecciona
delaherramienta.
programs,
tipo
sdlo
para
de
reinicializa
eje
tipo
y
MC
maquinas
para
tipo
MC
sobrecarga
sobrecarga
correspondiente
aire
inversa.
la
torreta.
Y)
se
opcional.)
de
de
roscas.
la
el
Y.
y
eje
tipo
(M49).
i
NC
Page 41
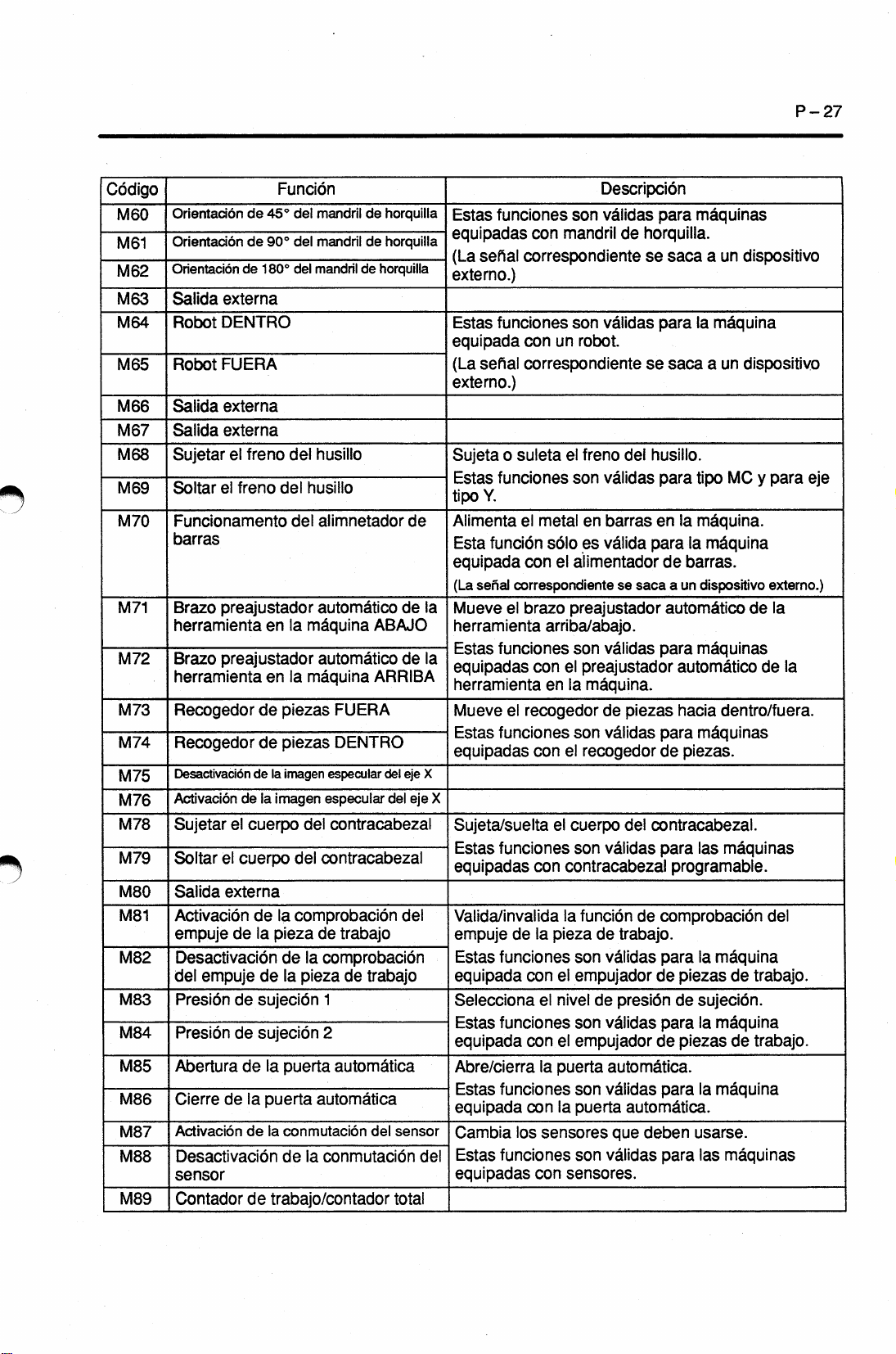
P-27
Codigo
M60
M61
M62
M63
M64
M65
M66
M67
M68
M69
M70
M71
M72
M73
M74
M75
M76
M78
M79
M80
M81
M82
M83
M84
M85
M86
M87
M88
M89
Funcion
del
Orientadon
Orientadon
Orientadon
Salida
Robot
Robot
Salida
Salida
Sujetar
Soltar
Funcionamento
de
45°
de
90°
de
180°
externa
DENTRO
FUERA
externa
externa
el
freno
el
freno
del
del
del
del
del
barras
preajustador
Brazo
en
herramienta
preajustador
Brazo
herramienta
Recogedor
Recogedor
Desactivacion
Aetivaciondela
Sujetar
Soltar
Salida
el
el
cuerpo
externa
Activationdela
empuje
de
la
la
en
piezas
de
piezas
de
de
la
imagen
imagen
cuerpo
pieza
la
del
comprobacion
Desactivaciondela
del
empuje
Presion
Presion
Aberturadela
Cierre
Aetivaciondela
de
Desactivacion
la
de
sujecion
de
sujecion
de
puerta
puerta
la
conmutacion
delaconmutacion
sensor
Contador
trabajo/contador
de
mandril
de
mandril
de
mandril
de
horquilla
husillo
husillo
alimnetador
automatico
maquina
ABAJO
automatico
maquina
ARRIBA
FUERA
DENTRO
especular
especular
contracabezal
del
contracabezal
trabajo
de
comprobacion
pieza
trabajo
de
1
2
automatica
automatica
del
horquilla
horquilla
de
de
la
de
la
del
X
eje
eje
del
del
sensor
del
total
funciones
Estas
equipadas
correspondiente
sefial
(La
externo.)
Estas
funciones
equipada
(La
externo.)
Sujeta
Estas
tipo
Alimenta
Esta
equipada
(La
Mueveelbrazo
con
correspondiente
sefial
o
suleta
funciones
Y.
el
funcion
con
sefial
correspondiente
herramienta
Estas
funciones
equipadas
herramientaenla
Mueve
Estas
recogedor
el
funciones
equipadas
X
Sujeta/suelta
Estas
funciones
equipadas
Valida/invalida
empuje
Estas
de
funciones
equipada
Selections
funciones
Estas
equipada
Abre/cierra
Estas
funciones
equipada
Cambia
Estas
los
funciones
equipadas
Description
son
validas
con
mandril
son
validas
un
robot.
freno
el
son
validas
metalenbarras
es
solo
arriba/abajo.
con
valida
el
alimentador
preajustador
son
validas
preajustador
el
maquina.
de
son
validas
recogedor
el
con
cuerpo
el
son
validas
con
contracabezal
la
funcion
pieza
la
con
el
con
la
con
sensores
con
de
son
validas
empujador
el
nivel
de
son
validas
empujador
el
puerta
son
la
puerta
automatica.
validas
que
son
validas
sensores.
para
horquilla.
de
se
saca
para
se
saca
husillo.
del
para
en
la
para
de
se
sacaaun
automatico
para
automatico
piezas
hacia
para
de
del
contracabezal.
para
programable.
comprobacion
de
trabajo.
para
piezas
de
presion
de
para
piezas
de
para
automatica.
deben
para
maquinas
un
a
maquina
la
un
a
tipo
MC
maquina.
maquina
la
barras.
dispositivo
maquinas
dentro/fuera.
mdquinas
piezas.
maquinas
las
maquina
la
de
sujecion.
maquina
la
de
maquina
la
usarse.
maquinas
las
dispositivo
dispositivo
y
de
trabajo.
para
externo.)
la
de
la
del
eje
trabajo.
Page 42

P
FUNCIONDEENCLAVAMIENTO
28
-
DE
LA
PUERTA
Codigo
M90
M91
M92
M93
M96
M97
M98
M99
M319
M320
M321
M329
2.2.2
Activacion
simultaneo
herramienta
Desactivacion
funcionamento
husillo/husillo
del
modo
del
giratoria
del
de
Monitorizacion
(aprendizaje,
Monitorizacion
(aprendizaje,
Modo
de
Cancelar
Llamada
Fin
del
Orientacibn
Bloqueo
Desbloqueo
Activacion
Series
monitorizacion)
interrupcion
de
modo
a
sub-programa
sub-programa
del
husillodela
eje
del
del
del
ZL,
DL,
Funcion
de
funcionamento
husillo/husillo
modo
simultaneo
la
herramienta
de
la
monitorizacion)
de
la
interrupcion
de
de
del
carga
carga
de
macro
herramienta
de
Y
Y
eje
modo
de
roscado
y
modelo
la
giratoria
valido
invalido
macro
rotatoria
rfgido
SL-25SY
Validaoinvalida
simultaneo
la
herramienta
Etas
eje
el
Especificacion
Activa
usando
funciones
Y.
tipo
el
modo
rotatoria.
son
de
de
Desactivaelmodo
Llama
Retorna
sub-programa
Estas
especificacion
al
sub-programa
el
flujo
del
actual
funciones
de
son
Descripcion
el
modo
de
funcionamento
el
husillo
v£lidas
principal
para
monitorizacion
interrupcion
de
interrupcion
especificado.
programa
programa
al
eje
validas
Y
para
el
de
de
macro.
de
desde
principal.
m£quinas
y
tipo
carga
la
macro.
el
el
husillo
MC
para
y
con
de
Codigo
MOO
M01
M02
M03
M04
M05
M08
M09
M10
M11
Funcion
Para
Para
Fin
Arranque
Arranque
Para
la
Activacion
programa
del
opcional
programa
del
del
del
husillo
del
herramienta
del
Desactivacion
Sujetar
Soltar
mandril
el
mandril
el
o
del
(normal)
(inverso)
husillo
husillo
husillo
rotatoria
refrigerante
refrigerante
del
O
Suspende
temporal
Suspende
temporalmente.
(Si
esta
selecciona
panel
Finaliza
reinicializa
Inida
Direccion
Rotacion
pieza
Inicialarotacion
inversa.
Direccion
Rotacion
pieza
de
Paralarotacion
la
de
Inicia
Desactivacion
:
Estandar
Descripcion
la
ejecucion
mente.
ejecucion
la
funcion
mediante
operacion.)
de
ejecucion
la
NC.
el
la
rotacion
del
normal:
en
sentido
de
trabajo
inversa:
en
sentido
de
trabajo
herramienta
descarga
la
de
Opcion
:
A
del
programa
programa
del
es
valida
husilloendireccion
desde
husillo
del
antihorario,
desde
del
husilloodel
no,
o
un
conmutador
del
programa
horario,
detras
en
detras
mirando
del
rotatoria.
de
refrigerante.
refrigerante.
se
del
y
normal.
la
del
husillo.
direccion
mirando
husillo
husillo
x
la
:
No
Torreta
1
O
O
O
O O
O
O
O
O
O O
O
disponible
Torreta
2
O
O
O
O
o
O
O
o
Page 43
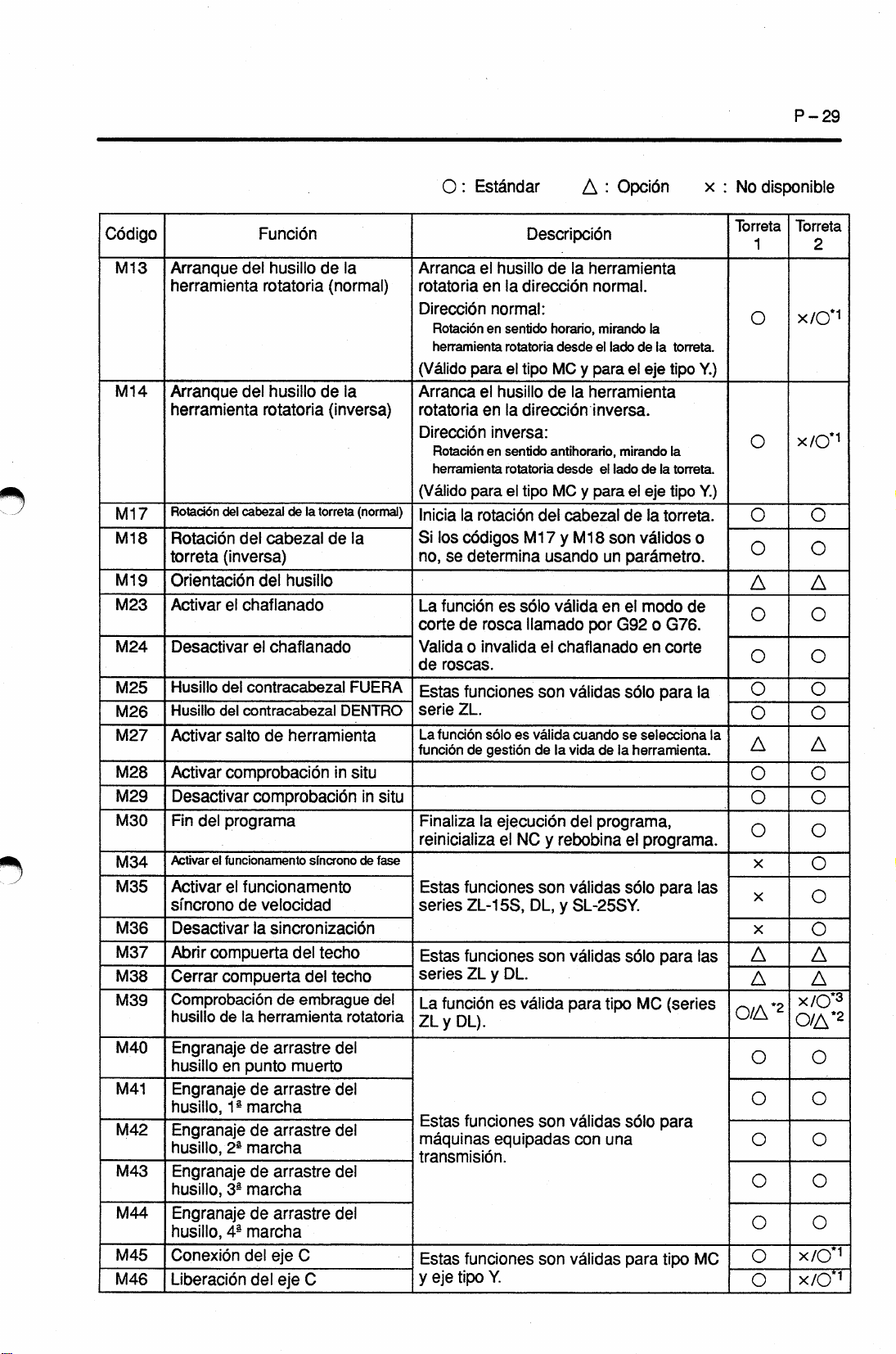
P-29
Codigo
M13
M14
M17
M18
M19
M23
M24
M25
M26
M27
M28
M29
M30
M34
M35
M36
M37
M38
M39
M40
M41
M42
M43
M44
M45
M46
Funcion
Arranque
herramienta
Arranque
herramienta
Rotacion
Rotacion
torreta
Orientation
Activar
Desactivar
Husillo
Husillo
Activar
Activar
Desactivar
Fin
Activar
Activar
sincrono
Desactivar
Abrir
Cerrar
Comprobacion
husillodela
Engranaje
husillo
Engranaje
husillo,
Engranaje
husillo,
Engranaje
husillo,
Engranaje
husillo,
Conexion
Liberation
del
rotatoria
del
rotatoria
cabezaldela
del
del
(inversa)
del
el
chaflanado
el
del
contracabezal
contracabezal
del
salto
de
comprobacion
comprobacion
del
programa
el
funcionamento
el
funcionamento
de
velocidad
la
compuerta
compuerta
herramienta
de
punto
en
de
1s
marcha
de
2®
marcha
de
39
marcha
de
A-
marcha
del
del
de
husillo
husillo
cabezaldela
husillo
chaflanado
la
(normal)
de
la
(inversa)
torreta
(normal)
FUERA
DENTRO
herramienta
in
situ
in
sincrono
de
sincronizacion
del
techo
del
techo
embrague
de
rotatoria
arrastre
arrastre
arrastre
arrastre
arrastre
eje
eje
del
muerto
del
del
del
del
C
C
situ
fase
del
Estandar
:
O
Arranca
rotatoria
Direction
(Valido
Arranca
rotatoria
Direction
(Valido
Inicia
Si
no,
La
corte
Valida
de
Estas
serie
La
funcion
Finaliza
reinicializa
Estas
series
Estas
series
La
ZLy
Estas
maquinas
transmision.
Estas
y
el
husillo
en
la
normal:
Rotacionensentido
herramienta
para
el
en
rotatoria
el
husillo
la
inversa:
Rotacionensentido
herramienta
los
se
funcion
rotatoria
el
para
la
rotacion
codigos
determina
es
rosea
de
o
invalida
roscas.
funciones
ZL.
solo
funcion
de
gestion
ejecucion
la
el
funciones
ZL-15S,
funciones
y
ZL
DL.
funcion
eje
es
DL).
funciones
equipadas
funciones
Y.
tipo
Description
de
la
direction
horario,
desdeelladodela
tipo
MC
de
la
direction
antihorario,
desdeelladodela
MC
tipo
del
cabezaldela
M17
y
M18
usando
solo
valida
llamado
el
chaflanado
son
validas
es
valida
cuando
de
la
vidadela
del
y
NC
rebobina
son
validas
DL,
y
SL-25SY.
son
validas
para
valida
son
validas
con
son
validas
Option
:
A
herramienta
normal.
mirando
y
para
la
el
eje
herramienta
inversa.
mirando
y
el
para
por
eje
son
validos
pardmetro.
un
en
el
modo
G92oG76.
en
solo
se
selecciona
herramienta.
programa,
programa.
el
solo
sdlo
tipo
MC
solo
una
para
torreta.
tipo
la
torreta.
tipo
torreta.
de
corte
para
para
para
(series
para
tipo
x
:
No
Torreta Torreta
o
Y.)
O
Y.)
O
o
la
las
las
MC
la
O
A A
O O
O
O
O
A
O
O
O
O/A*2
disponible
1
x/O*1
X/O*1
x
x
x
A
A
x/O*3
O/A*2
O
O
O
O
O
X/O*1
O
"x/O*1"
O
2
O
O
O
o
o
A
O
o
O
o
O
O
A
A
O
O
o
O
O
Page 44

P
30
-
FUNCI6N
DE
ENCLAVAMIENTO
DE
PUERTA
LA
Codigo
M47
M48
M49
M50
M51
M52
M53
M54
M55
M56
M57
M58
M59
M60
M61
M62
M63
M64
M65
M66
M67
M68
M69
M70
M71
M72
Funcion
pieza
de
Empujador
trabajo
Desactivar
Activar
Activarlacorrientedeaire
Activar
corrientedeaire
la
FUERA/DENTRO
cancelacion
la
la
corrientedeaire
Activaciondela
aire
trabajo/Activacion
de
corriente
Activarlacorriente
Activarlacorrientedeairedela
Desactivarlacorrientedeaire
Desactivar
la
de
torreta
Desactivarlacorriente
la
corrientedeaire
Desactivar
Desactivar
la
corriente
corrientedeairedel
la
Orientacion
OrientaciOn
Orientacion
horquilla
de
Salida
de
Llamada
Salida
Salida
Salida
el
Sujetar
Soltar
de
de
mododecontrol
el
codigo
de
modo
de
el
el
Funcionamento
de
barras
preajustador
Brazo
herramienta
Brazo
preajustador
herramienta
la
la
cancelaci6n
corriente
del
de
husillo
del
corriente
de
aire
del
de
la
corrientedeaire
de
aire
del
husillo
corriente
la
corriente
la
de
de
de
codigo
a
codigo
codigo
control
freno
freno
de
husillo
del
aire
mandril
mandril
45°
del
del
mandril
90°
de
180°
_
M
servicio
M
M
mezclado
extemo/Desactivar
M
mezclado
del
del
del
automatico
la
en
maquina
automaticodela
en
la
maquina
de
de
la
sobrecarga
de
la
del
aire/Activar
mandril
husillo
aire
del
del
de
trabajo/Desactivar
2
de
airedel
aire/Desactivar
2/Desactivar
de
de
del
externo
del
robot
externo
externo/Activar
husillo
husillo
alimentador
ABAJO
ARRIBA
sobrecarga
2
sensor
la
2/Activar
de
la
de
2
sensor
torreta
sensor
sensor
horquilla
horquilla
mandril
de
la
:
Estandar
O
funciones
Estas
DL-15/ZL-15SySL-25SY.
serie
Estas
funciones
y
ZL
serie
DL.
Estas
serie
La
funcion
2
La
funcion
Estas
serie
Estas
y
ZL
Estas
equipadas
(La
dispositivo
Salida
Esta
equipada
(La
dispositivo
Salida
sefial
sefial
SL-25SY/serie
funciones
ZL/seire
soloesvalida
solo
funciones
ZL/serie
funciones
SL-25SY/serie
funciones
con
correspondiente
externo.)
independiente
funcion
con
correspondiente
externo.)
independiente
Activarelmodo
SL-25SY
Desactivarelmodo
SL-25SY
Estas
funciones
eje
para
y
MC
el
Alimenta
funcion
La
equipada
(La
sefial
dispositivo
Estas
equipadas
herramienta
la
metal
solo
con
correspondiente
externo.)
funciones
con
Opcion
:
A
Descripcidn
son
solo
vdlidas
son
sdlo
validas
ZL-15S/serie
son
DL
es
DL
sdlo
y
valida
solo
y
son
validas
SL-25SY.
para
para
son
validas
SL-25SY.
vdlidas
la
la
para
ZL-15S/serie
validas
son
mandril
es
valida
un
robot.
mezclado:
de
horquilla.
para
para
se
la
se
sdlo
saca
sacaaun
mezclado:
validas
son
tipo
Y.
barrasenla
en
valida
es
el
alimentadordebarras.
validas
son
preajustador
el
maquina.
en
la
para
la
para
se
para
automatico
sacaaun
para
_
para
para
serie
ZL.
serie
ZL.
para
la
serie
DL.
maquinas
a
un
maquina
para
para
sdlo
tipo
maquina.
maquina
maquinas
x
la
la
la
la
de
:
disponible
No
Torreta
1
X
o
O
A
A/x/A
A*4/X
A
A
A
A A
A*4/X
A
A/x/A
A
A
A
A
A
A
A/O
A/O
O
O
A
A
A
Torreta
2
A/O
o
O
A
A/O/O
A/O
A
A
A
A/O
A
A/O/O
A
A
A
A
A
A
A/O
A/O
07
O*1
A*5
*4
A
*5
A
'i
i.
Page 45

O
:
Estandar
A
:
Opcibn
P-31
x
:
disponible
No
Codigo
M73
M74
M75
M76
M77
M78
M79
M80
M81
M82
M83
M84
M85
M86
M87
M88
M89
M90
M91
Funcion
de
de
la
de
de
la
imagen
imagen
Recogedor
Recogedor
Desactivaribn
Activacibn
Comprobacion
la
pieza
de
Sujetar
de
el
cuerpo
contracabezal
cuerpo
el
Soltar
contracabezal
troceado
Detection
Activar
empuje
Desactivar
empuje
Presibn
Presion
Apertura
Cierre
Activaciondela
Desactivadbn
Contador
Activacion
simultaneo
herramienta
Desactivacion
funcionamento
husillo/husilio
de
comprobacion
la
pieza
la
de
comprobacion
la
pieza
de
la
sujecion
de
sujecibn
de
de
la
puerta
de
la
conmutadon
de
la
trabajo/contador
de
del
modo
husillo/husilio
del
rotatoria
del
simultaneo
de
la
especular
especular
la
de
del
FUERA
DENTRO
sujecion
piezas
piezas
trabajo
del
de
de
1
2
puerta
automatica
automatica
conmutacibn
funcionamento
de
modo
de
del
herramienta
eje
del
eje
del
del
trabajo
trabajo
del
sensor
del
sensor
total
la
de
rotatoria
Estas
maquinas
de
X
X
Estas
ZL-15S,
Sujeta/suelta
Estas
equipadas
(solo
Esta
serie
Estas
ZL-15S,
del
Estas
mbquinas
presibn
Estas
maquinas
presion
Estas
maquinas
Estas
MC
funciones
piezas.
funciones
serie
funciones
para
funcion
DLy
funciones
funciones
alta/baja
funciones
alta/baja
funciones
funciones
y
para
Descripcion
son
equipadas
son
DL
el
cuerpo
son
con
contracabezal
seire
la
valida
es
SL-25SY.
DL
serie
equipadas
equipadas
equipadas
eje
el
validas
con
validas
y
SL-25SY.
del
validas
ZL)
para
_
son
validas
y
SL-25SY.
son
validas
con
sujecion.
de
son
validas
con
sujecion.
de
son
validas
con
son
validas
Y.
tipo
para
recogedor
el
para
solo
_
contracabezal.
las
para
maquinas
programable.
ZL-15S,
solo
para
para
las
sistema
sistema
los
de
para
las
de
para
las
sensores.
para
el
tipo
Torreta
1
A4
A*4
o
O
o
x
x
O
x
x
A
A
A
A
A
A
O
o
o
Torreta
2
A
A
o
o
x
O
O
x
O
O
A
A
A
A
A
A
O
O’1
o*1
M92
M93
M98
M99
M100
a
M199
M206
_
M207
M270
Monitorizacion
(aprendizaje,
Monitorizacion
(aprendizaje,
Llamada
del
Fin
de
monitorizacion)
de
monitorizacion)
sub-programa
a
subprograma
Sincronizacion
funcionamiento
Activacion
_
Desactivacibn
Tirador
del
de
modo
del
modo
barras
carga
la
la
carga
del
de
roscado
de
DENTRO
invalids
roscado
valida
rigido
rigido
Especificacion
de
carga
sub-programa
Llama
Retorna
subprograma
al
el
programa
en
Si
el
torreta
especifica
M199,
1
la
del
flujo
actual
programa
y
codigo
un
ejecucion
sincronizaenlos
Estas
funciones
funcion
y
DL-15Y.
valida
es
DL-15MC
Esta
monitorizacion
especificado.
programa
al
(programa
de
M
de
bloques
son
validas
solo
desde
programa
la
torreta
M100
de
programas
los
especificados.
solo
para
de
el
principal.
de
la
2)
a
para
la
serie
la
se
se
DL.
A
A
O
O
O
o
o
x
|
A
A
O
o
O
o
o
A
Page 46

ENCLAVAMIENTO
32
-
FUNCION
P
DE
DE
PUERTA
LA
Codigo
M312
M313
M314
M315
M319
M320
M321
M329
M360
M361
M362
M368
M369
M378
M379
M380
M381
M382
M383
M384
M385
M386
M387
M388
Funcidn
Brazo
DesactivaciOn
sensor
sensor
Brazo
sobrecarga
de
Activacidn
Orientacion
herramienta
Bloqueo
Desbloqueo
Activacion
Expulsor
Expulsor
Activacidn
la
sobrecarga
de
la
del
rotatoria
eje
del
del
mododeroscado
del
pieza
de
la
de
la
pieza
del
comprobacion
de
pieza
la
de
Sujetar
Soltar
Sujetar
preparado)
Soltar
Activacion
sincronizacion,
Desactivacion
sincronizacion,
Activacion
Desactivacion
Orientacion
de
la
Abrir
Cerrar
Activacidn
dispersor
eje
el
eje
B
el
eje
el
eje
B
el
del
del
refrigerante
del
del
compuerta
compuerta
la
compuerta
la
del
de
Desactivacion
dispersor
de
FUERA
DENTRO
para
fija
la
torreta
fija
para
la
torreta
husillo
de
la
Y
eje
Y
FUERA
trabajo
de
de
modo
de
trabajo
B
(modo
B
(mododecorte)
control
incluyendoeleje
del
control
incluyendoeleje
refrigerante
husillo
del
ventilador
DENTRO
trabajo
no
de
expulsion
la
de
de
de
y
apertura
techo
del
techo
del
ducha
de
techo
virutas
ventilador
del
virutas
_
1
1
rigido
C
C
ducha
:
Estandar
O
funcion
La
Estas
serie
Esta
DL-15MC/
Estas
mdquinas
(solo
Estas
series
Expulsor
funcidn
La
DL-20,
Incluye
funcidn
La
DL-20,
Transferencia
La
funcion
Designacion
es
funciones
ZL.
funcion
DL-1
funciones
con
SL-25SY).
para
funciones
DL-20,
la
pieza
de
es
25.
movimiento
es
25.
es
valida
movimiento
funcidn
posible
funcidn
funciones
series
funciones
series
funcidn
funcidn
funciones
es
valida
valida
es
DL-20,
DL-1
es
es
La
Corte
La
Estas
las
Estas
las
La
La
DL.
Estas
ZL-15S.
A
Descripcion
valida
solo
validas
son
es
valida
solo
5Y/SL-25SY.
son
validas
especificacidn
validas
son
25.
trabajo
de
vdlida
solo
del
sdlo
valida
pieza
de
la
para
sdlo
simultanea
eje
sdlo
el
con
sdlo
son
25.
son
5.
valida
valida
son
posible
para
eje
para
vdlidas
validas
sdlo
sdlo
validas
del
:
Opcion
para
solo
para
para
para
acdonado
para
eje
B
para
trabajo
de
las
series
de
comando
las
series
B
suelto
las
series
sdlo
sdlo
para
para
para
ZL-45W.
para
eje
de
las
muelle
por
series
las
las
series
posible
DL-20,
DL-20,
DL-20,
para
para
DL-1
5.
la
serie
la
x
la
Y
25.
de
25.
25.
serie
No
:
Torreta
1
o
O
O
o o
0/0
O
O
O
x
x
x
x
x
x
x
O
O
A
A
A
A
A
x
x
disponible
Torreta
2
x
x
O
O/x
x
x
x
O
o
O
o
o
O
O
O
o
i,
A
A
A
A
A
O
O
Solo
<3-!
*3:
*4:
*5:
*6:
Sdlo
Sdlo
No
No
No
para
la
serie
para
la
serie
para
utilizable
utilizable
las
series
la
en
en
la
utilizableenla
DL
DL-1
DL-20,
serie
serie
serie
5
25
5S
ZL-1
SL-25SY
DL
Page 47

P-33
2.3
GOO
Posicionamento
desplazamiento
Especificando
velocidad
en
el
punto
El
modo
1
Al
)
inicio
Para
2)
Duranteelmecanizado:
Para
punto
PRECAUCSON
A
Al
3)
PRECAUaON
final
Para
A
ORDRES
el
comando
de
desplazamiento
destino
se
GOO
usa
del
mecanizado:
situarlaherramienta
situar
la
destino.
Al
mover
durante
de
la
herramienta.
del
mecanizado:
alejar
la
ajustar
Al
los
caminos
de
pieza
“tolerancia
Cuando
mandril,
pieza
de
punto
Si
el
"tolerancia
herramienta
desplazamiento
gran
cantidad
GOO
GOO,
rapido.
programado
usualmente
herramienta
la
herramienta
mecanizado,
el
herramienta
aproximacion
de
aproximacion,
trabajo.
el
de
sujecion
husillo
El
punto
est£
reduciendo
trabajo
se
de
aproximacion
sujecion
de
de
corte
rapido
de
material
X(U)_
de
la
rapido
todos
los
En
a
velocidad
para
las
de
corte
corte,
de
de
corte
asegurese
de
corte
en
modo
teniendo
de
aproximacion
10
mm"
+
rotando,
la
fuerza
escape
del
no
mm"
10
+
podria
si
rayar
pieza
la
a
extraer.
Z(W)_
herramienta
comandos
palabras,
otras
desplazamiento
de
siguientes
cerca
de
retirada
a
velocidad
de
pieza
de
la
a
GOO
de
la
cara
la
fuerza
agarre
de
mandril.
esta
de
la
de
operaciones:
pieza
la
de
la
que
de
pieza
la
en
cuenta
en
la
final
centrifuga
del
al
menosauna
cara
la
pieza
de
trabajo
podria
Esto
;
de
corte
de
movimiento
la
herramienta
trabajo.
de
pieza
de
desplazamiento
de
hay
no
obst£culos
trabajo.
de
trabajo,
la
forma
direccion
de
la
pieza
mandril.
final
de
la
trabajo
escapa
se
causar
a
velocidad
de
rapido.
trabajo,
determine
y
la
tolerancia
del
eje
Z
de
trabajo.
en
actua
puede
Esto
distancia
pieza
de
al
moverse
mandril,
del
danos
ejes
de
en
se
corte
siguiente
el
ejecutan
se
rapido
en
los
caminos
cuidadosamente
de
corte
debe
las
igual
trabajo,
a
en
a
estar
mordazas
producir
a
la
la
velocidad
hay
o
si
la
maquina.
de
sitiia
de
mas
que
una
a
la
de
del
la
de
0©
<©
GOO
•
X,z
•
u,
•
vez
Una
hasta
ejemplos
codigos
Los
del
mismo
La
velocidad
w
que
que
de
Para
Consulte
especificado
se
ha
se
especifica
codigos
los
que
permanecen
G
grupo
se
grupos
los
de
desplazamiento
en
Llama
al
posicionamiento
Especifica
Las
coordenadas
Especifica
Las
coordenadas
respecto
otro
G
a
codigo
que
denominan
de
codigos
rapido
4.3.3,
“Tabla
el
punto
destino
se
el
punto
destino
se
posicion
la
el
comando
G
del
pertenecen
v£lidos
codigos
G,
maxima
de
velocidades
a
velocidad
del
especifican
del
especifican
presente.
GOO,
grupo
01
grupo
al
que
hasta
G
modales.
varia
en
entre
consulte
de
desplazamiento
posicionamiento.
en
valores
posicionamiento.
en
valores
permanece
este
,
.
G01
.
01
especifica
se
,
2.1
“Lista
los
modelos
desplazamiento
de
absolutos.
incrementales
G02,
y
otro
de
G03
codigos
de
rapido.
valido
son
codigo
maquina.
rapido”.
G
G”.
Page 48
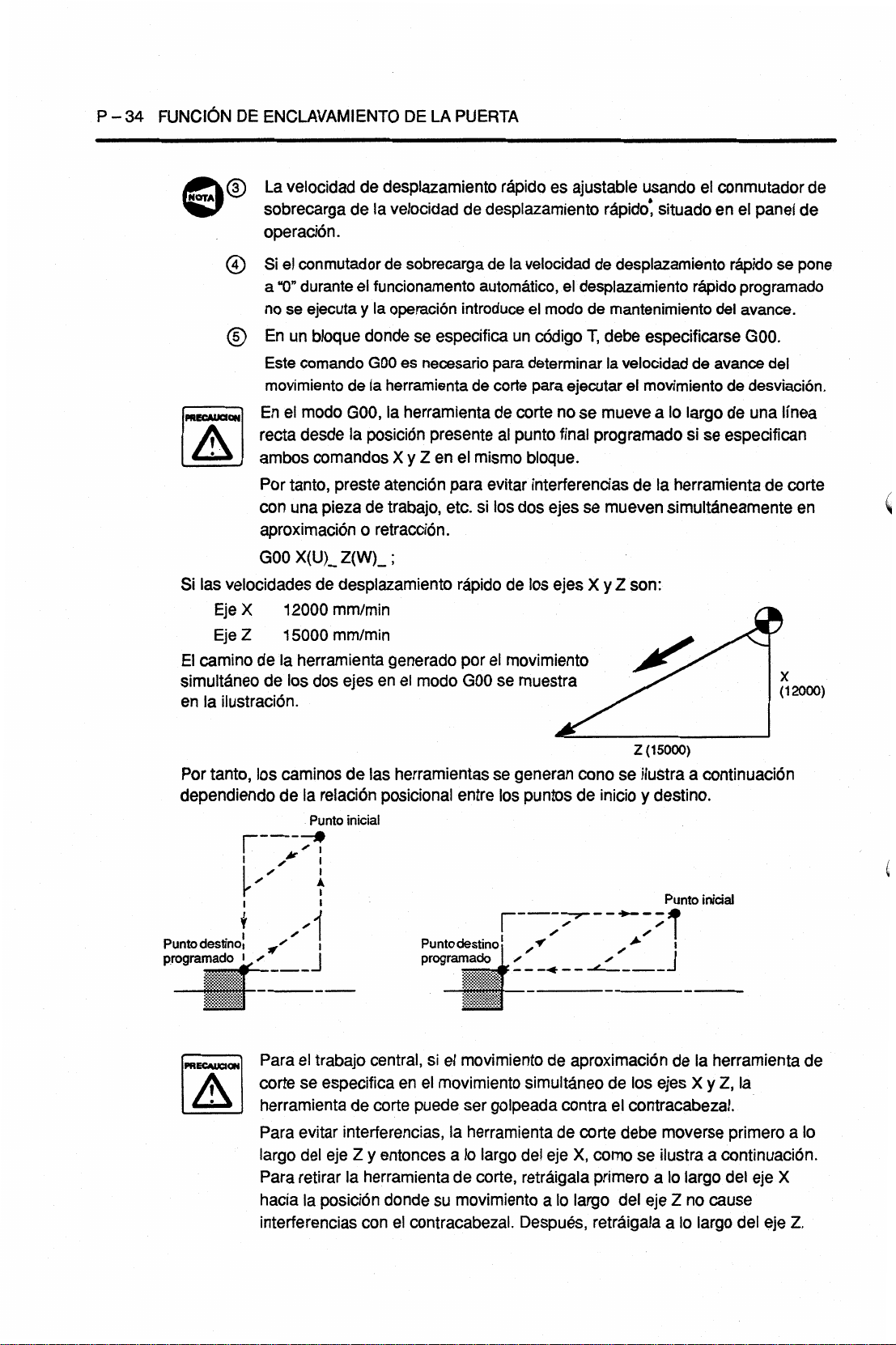
DE
LA
ENCLAVAMIENTO
P
34
-
FUNCI6N
DE
PUERTA
(0®
©
©
PRECAUCION
A
velocidades
las
Si
X
Eje
Z
Eje
El
camino
simult£neo
en
la
ilustracion.
La
velocidad
sobrecarga
operacion.
el
conmutador
Si
durante
a
“0”
ejecuta
no
se
bloque
En
un
Este
comando
movimiento
el
En
modo
desde
recta
ambos
tanto,
Por
con
una
aproximacion
GOO
X(U)_Z(W)_;
2000
1
1
5000
delaherramienta
los
de
de
delavelocidad
el
funcionamento
la
y
donde
GOO
delaherramienta
GOO,
posicion
la
comandos
preste
de
pieza
o
retraccion.
desplazamiento
de
mm/min
mm/min
ejes
dos
en
desplazamiento
desplazamiento
de
automatico,
introduce
de
el
mismo
para
si
etc.
rapido
por
GOO
de
para
evitar
el
de
sobrecarga
operacion
especifica
se
necesario
es
la
herramienta
presentealpunto
en
XyZ
atencion
trabajo,
generado
el
modo
rapido
ajustable
es
rapido*
la
velocidad
el
modo
un
codigo
determinarlavelocidad
corte
para
de
corte
bloque.
interferencias
dos
los
de
los
movimiento
se
muestra
de
el
desplazamiento
de
mantenimiento
T,
debe
ejecutar
no
se
mueve
programado
final
ejes
se
mueven
ejes
XyZ
usandoelconmutador
situado
desplazamiento
especificarse
el
movimiento
a
de
la
en
el
r&pido
rapido
programado
avance.
del
de
avance
de
largo
lo
herramienta
simulteneamente
se
si
de
especifican
son:
de
de
panel
pone
se
GOO.
del
desviacion.
linea
una
de
corte
en
X
(12000)
s
tanto,
Por
dependiendo
los
—
i
caminos
de
:
Z
Puntodestino!
programado
PRECAUCION
A
i
*
Para
el
corte
herramienta
Para
largo
Para
retirar
hacia
interferencias
de
la
relation
inicial
Punto
i
"
i
I
i
'1
I
trabajo
especifica
se
interferencias,
evitar
eje
del
la
posicidn
la
las
herramientas
posicional
central,
en
puede
corte
de
y
entonces
Z
herramienta
donde
con
el
contracabezal.
entre
Puntodestino
programado
el
movimiento
si
movimiento
el
ser
la
herramienta
largo
a
lo
corte,
de
movimientoalo
su
generan
se
puntos
los
—
i
.
aproximacion
de
simultaneodelos
golpeada
contra
de
eje
del
retraigala
Despues,
(15000)
Z
cono
se
ilustra
de
inicioydestino.
zi
contracabezal.
el
debe
corte
X,
como
se
primero
del
eje
largo
retraigala
a
continuacion
Punto
inicial
de
la
X
ejes
moverse
ilustra
largo
lo
a
Z
no
largo
a
lo
herramienta
y
Z,
la
primero
a
continuacion.
eje
del
X
cause
eje
del
a
Z.
de
lo
Page 49
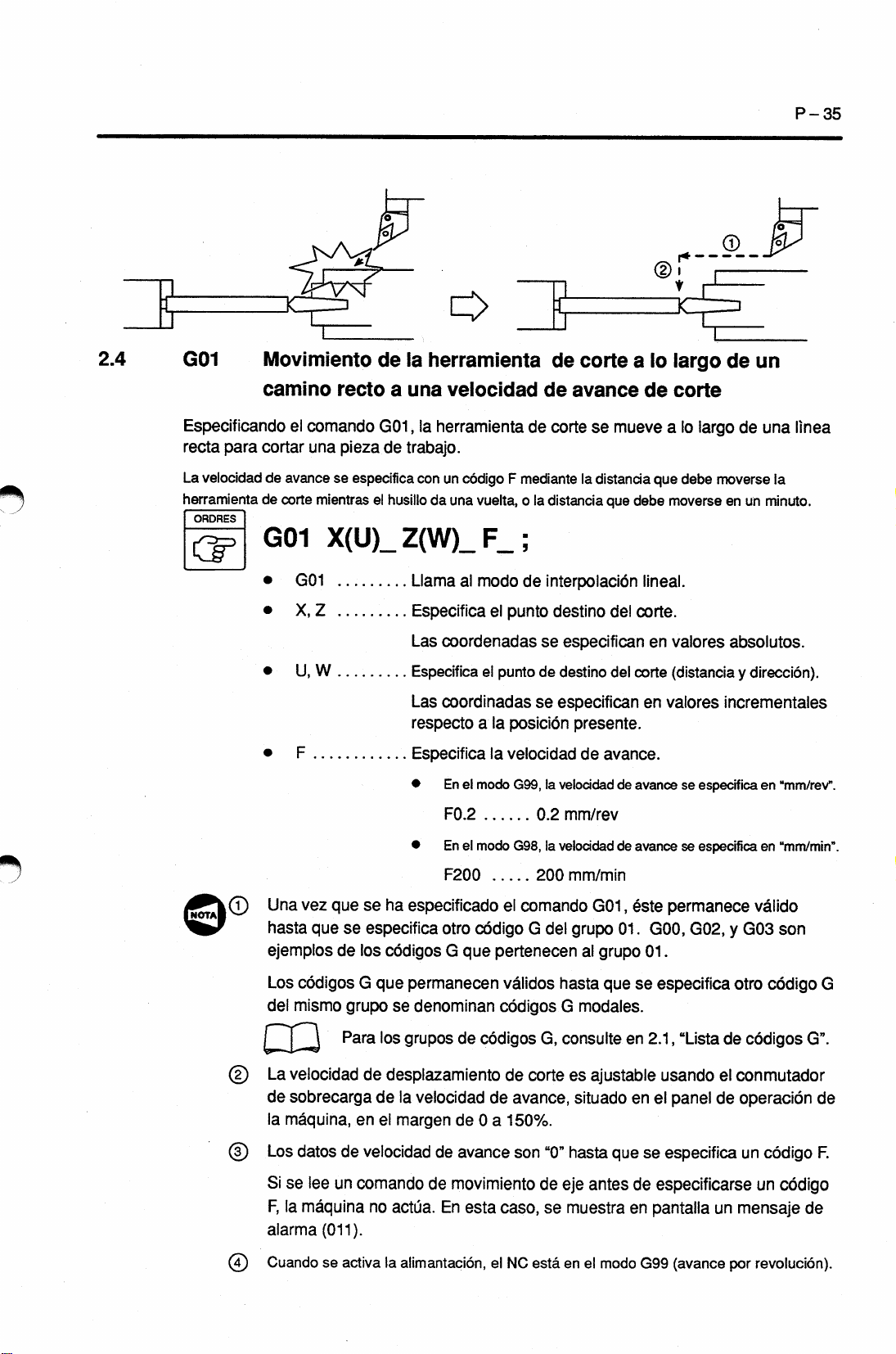
P-35
to
2.4
G01
Movimiento
camino
Especificando
para
recta
La
velocidad
herramienta
ORDRES
cortar
de
de
G01
•
•
•
>;
vxf
I
de
la
a
G01
de
el
husillo
una
,
trabajo.
Llama
Especifica
Las
Especifica
Las
respecto
recto
el
comando
pieza
una
avance
se
especifica
corte
mientras
X(U)_Z(W)_F_;
G01
X,
z
U,W
o
herramienta
velocidad
la
herramienta
con
un
una
da
coordenadas
coordinadas
codigo
vuelta,
al
modo
el
a
F
el
punto
punto
la
posicion
se
que
del
del
a
mueve
debe
corte.
corte
de
corte
avance
de
de
corte
medianteladistancia
o
la
distancia
interpolation
de
destino
especifican
se
de
destino
especifican
se
presente.
®r
t
X
largo
lo
de
corte
a
que
moverse
lineal.
en
valores
(distancia
en
valores
©
I
de
largo
lo
debe
moverse
en
absolutos.
y
incrementales
un
una
de
la
un
minuto.
direction).
linea
•>
(0©
©
©
F
•
vez
Una
hasta
ejemplos
Los
codigos
del
mismo
La
velocidad
sobrecarga
de
la
maquina,
Los
datos
se
Si
lee
la
F,
maquina
alarma
que
que
(011).
se
se
especifica
de
los
G
grupo
Para
de
en
de
velocidad
un
comando
no
Especifica
el
En
•
F0.2
el
En
•
F200
ha
especificado
otro
codigos
que
permanecen
se
grupos
los
desplazamiento
de
la
margen
el
actua.
que
G
denominan
de
velocidad
de
de
avance
de
movimiento
En
esta
la
velocidad
modo
G99,
modo
G98,
el
comando
codigo
pertenecen
validos
codigos
codigos
de
avance,
de
a
0
150%.
son
caso,
la
0.2
la
200
G
del
G,
corte
“0”
de
se
avance.
de
velocidad
mm/rev
velocidad
mm/min
G01
grupo
grupo
al
que
hasta
G
modales.
consulte
ajustable
es
situado
hasta
eje
antes
muestra
de
avance
se
especifica
de
,
01
en
que
avance
este
.
01
se
2.1
en
se
de
en
especifica
se
permanece
GOO,
G02,
.
especifica
,
“Lista
usandoelconmutador
paneldeoperation
el
especifica
especificarse
pantalla
un
valido
G03
y
otro
codigos
de
un
un
mensaje
en
“mm/rev".
en
“mm/min”.
son
codigo
codigo
codigo
G
G”.
de
F.
de
©
Cuando
se
activa
la
alimantacion,
el
NC
esta
en
el
modo
G99
(avance
revolution).
por
Page 50
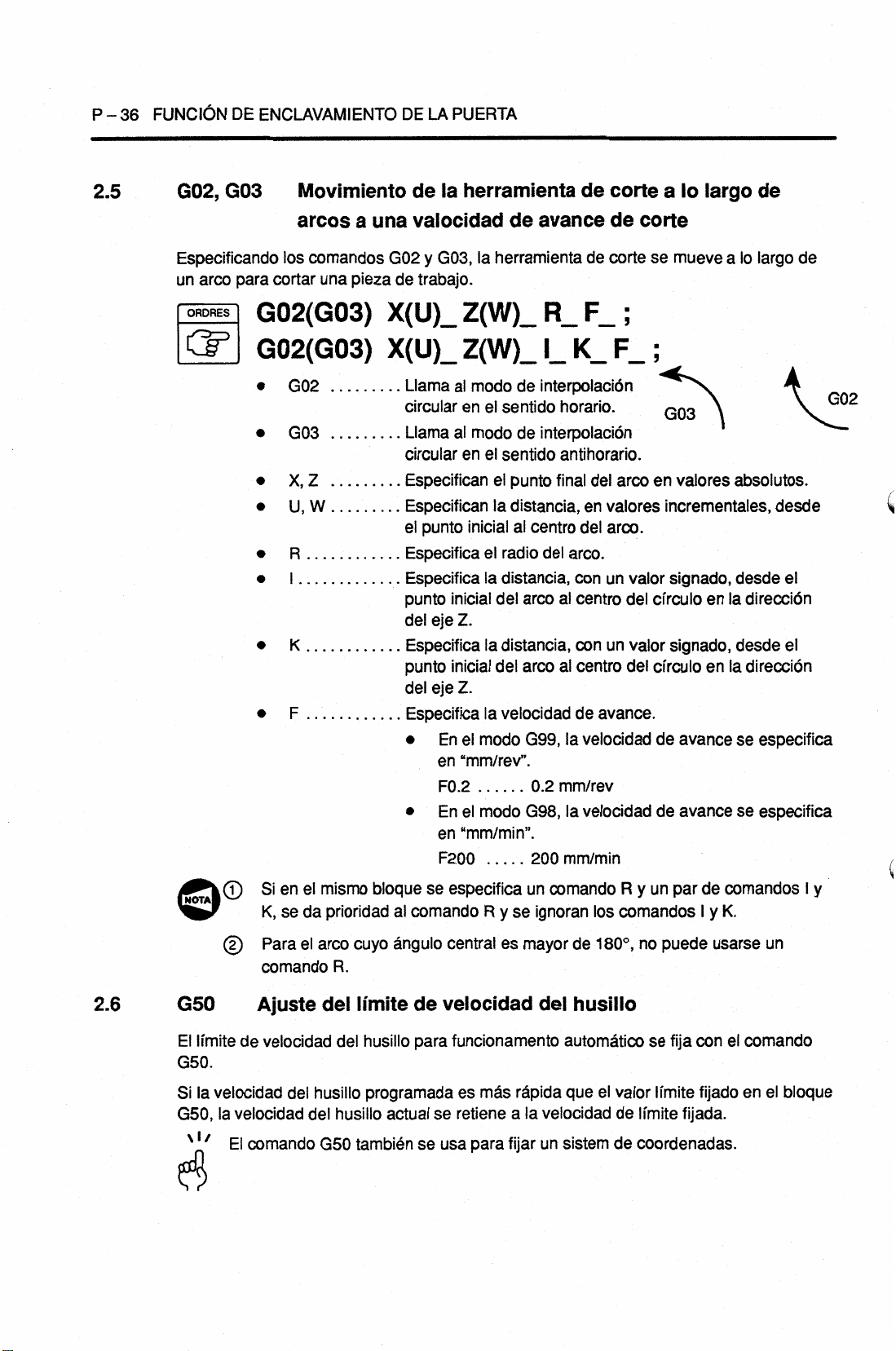
P
36
-
FUNCION
DE
ENCLAVAMIENTO
DE
LA
PUERTA
2.5
G02,
Especificando
un
G03
para
arco
ORDRES
GPj
G02(G03)
G02(G03)
•
•
•
•
•
•
•
•
Movimiento
arcos
los
comandos
una
cortar
G02
G03
X,
Z
u,
w
R
I
K
F
una
a
pieza
de
la
herramienta
valocidad
y
G02
X(U)_
X(U)_
G03,
de
trabajo.
Z(W)_
Z(W)_
Llamaalmodo
punto
inicial
eje
inicial
eje
En
en
F0.2
En
en
F200
en
al
en
Z.
Z.
el
“mm/rev”.
el
“mm/mi
circular
Llama
circular
Especifican
Especifican
el
Especifica
Especifica
punto
del
Especifica
punto
del
Especifica
•
•
de
la
herramienta
de
el
sentido
de
modo
el
sentido
punto
el
distancia,
la
inicial
al
el
radio
distancia,
la
del
distancia,
la
del
la
velocidad
modo
modo
n”.
de
avance
de
R_
F_
l_
K_
interpolacidn
horario.
interpolation
antihorario.
del
final
en
del
al
al
la
mm/rev
la
mm/min
del
arco.
con
centra
con
centra
de
velocidad
velocidad
centra
arco
arco
G99,
0.2
G98,
200
corte
de
corte
se
corte
;
F_
;
arco
valores
arco.
un
valor
del
un
valor
del
avance.
a
lo
largo
mueve
G03
en
valores
incrementales,
signado,
circulo
signado,
cfrculo
de
de
a
en
en
avance
avance
absolutes.
desde
la
desde
la
se
se
de
largo
lo
desde
el
direccidn
el
direccidn
especifica
especifica
de
G02
2.6
0©
©
G50
Ifmite
El
G50.
Si
velocidad
la
G50,
la
\i/
El
6
en
Si
K,
se
Para
comando
Ajuste
de
velocidad
del
velocidad
comando
el
mismo
prioridad
da
el
arco
del
husillo
del
G50
bloque
cuyo
R.
li'mite
husillo
del
programada
husillo
tambien
al
comando
angulo
de
para
actual
se
especifica
se
y
R
central
es
velocidad
funcionamento
es
mds
se
retiene
para
usa
un
se
mayor
rapida
a
la
fijar
comando
ignoran
de
del
husillo
automatico
que
velocidad
un
sistem
y
R
los
comandos
80°,
1
no
el
valor
Ifmite
de
de
coordenadas.
un
puede
se
Ifmite
par
fija
fijada.
de
comandos
IyK.
usarse
con
el
fijado
un
comando
bloque
en
el
y
I
Page 51

P-37
FRECAUaON
A
ORDRES
El
©
menor
mecanismo
pieza
En
(D
velocidad
se
Cerca
velocidad
del
para
la
maquina.
El
programs
bioque
especificada.
G50
de
li'mite
de
trabajo
de
el
modo
aproxima
del
mandril,
mantener
pieza
de
Ifmite
de
G96,
S_
velocidad
los
I’imites
de
G96
del
husilloseincrementa
al
centra
tolerabledela
fuerza
trabajo
velocidad
parcial
a
de
sujecion
escapara
se
(control
centra
husillo,
del
de
pieza
la
se
usando
fin
de
retener
del
husillo
velocidad
y
cilindro.
de
del
husillo.
maquina.
corte,
de
escapara
husillo
del
el
;
usando
del
mandril
velocidad
velocidad
la
y
fuerza
la
trabajo
del
debe
comando
la
velocidad
G50
tolerable
se
Si
fija
causando
superficie
de
a
medida
del
A
segura
velocidad,
esta
centrifuga
en
mandril,
especificarse
G50
del
no
debe
individuales
una
velocidad
dafios
constante),
que
la
herramienta
husillo
alcanzarS
la
no
el
mandril.
produciendo
siempre
bloque
en
un
husillo
a
superior
ser
para
superior,
en
fuerza
podr6n
Como
dafios
que
la
velocidad
que
mandril,
el
la
maquina.
la
la
de
corte
la
maxima
agarre
de
equilibrarse
resultado,
en
la
en
un
preceda
al
el
PRECAUQON
A
G50
•
S
•
ajuste
El
0
hay)
usando
Si
el
husillo
produce
tolerable
escapara
se
maquina.
tanto,
Por
100%o
a
Cuando
@
especificaciones
ignoradas.
comando
valores
sujecion
de
escapara
se
Llama
husillo
Especifica
del
conmutador
es
conmutador
programada
valido
G50.
que
la
mandril,
del
del
el
conmutador
aun
velocidad
menos.
se
usa
un
tanto,
Por
G97,
especifique
Ifmite
el
entre
y
cilindro.
del
al
modo
para
de
cuandoseha
fija
se
al
se
sobrecargara
actual
mecanismo
mandril
de
mandril,
durante
de
comando
velocidad
especificar
al
de
velocidad
se
Si
produciendo
especificar
para
funcionamiento
Ifmite
el
110%
una
fija
de
sobrecarga
fijado
120%,
o
de
del
husillo
sujecion
de
mecanizado,
el
sobrecarga
de
velocidad
maxima
velocidad
la
velocidad
tolerable
una
velocidad
velocidad
un
mediante
dafios
I’imite
el
automatico.
del
husillo
velocidad
de
la
Ifmite
de
por
ejemplo,
acuerdo
delavelocidad
con
excedalavelocidad
cilindro,
o
produciendo
en
G97
comandos
del
superior
no
para
superior,
en
la
del
velocidad
la
este
la
del
programa,
un
husillo
al
mandril,
el
la
mSquina.
velocidad
de
(min-1).
husillo
del
velocidad
ajuste.
maxima
pieza
de
dafios
husillo
las
seran
G50
con
un
menor
de
mecanismo
pieza
de
del
(si
lo
husillo
del
Si
esto
trabajo
en
fijara
se
los
trabajo
la
Page 52
38
P
-
FUNCION
DE
ENCLAVAMIENTO
DE
LA
PUERTA
2.7
G96
El
comando
el
velor
velocidad
La
herramienta
(periferia)
Cuando
husillosecontrols
constante
constantes
ejemplo.
Por
trabajo
de
indica
tanto,
Por
Generalmente,
pieza
la
de
sujecion.
Control
velocidad
de
G96
especificado.
superficie
de
de
corte
por
minuto.Launidad
especifica
se
a
medida
condiciones
las
silavelocidad
del
diametro
a
como
se
N
=
el
husillo
la
trabajo
de
delavelocidad
de
superficie
para
usa
se
se
la
automaticamente
que
indica
1000V
3T*D
rota
velocidad
y
la
mantener
tambiensellama
desplaza
se
velocidad
varia
el
diametro
de
corte.
de
corte
mm
30
de
a
continuacidn.
N
1061
de
min-L
corte
a
herramienta
del
husillo
constante
el
controldevelocidad
velocidad
largo
a
lo
expresa
de
superficie
para
mantener
de
(V)
se
(D),
la
velocidad
1000x100
=
3.14
estandarsedetermina
corte,
de
superficie
de
la
usando
con
el
Este
corte.
especifica
del
x
30
forma
la
m/min.
el
para
mantener
superficie
de
de
comando
controldevelocidad
modo
a
100
husillo
1061
=
de
la
Indicaladistancia
corte.
pieza
de
la
G96,
se
usa
para
m/min
(N)
se
min-i
de
acuerdo
pieza
de
la
para
calcula
trabajo
el
constante
trabajo
de
velocidad
de
mantener
cortar
como
con
el
y
el
control
que
del
superficie
pieza
una
se
material
metodo
en
la
de
ORDRES
PRECAUCION
A
G96
G96
•
S
•
M03(M04)
•
el
En
modo
husillo
del
En
maxima
medida
caso,
la
segura
producir
Fije
entre
usando
el
cambiaamedida
eje
operaciones
la
pieza
limitedevelocidad
el
la
bloque
M03(M04);
S_
____
(control
G96
X.
de
velocidad
que
la
herramienta
trabajo
el
mandril.
dados
G96.
de
en
S_;"
fuerza
de
en
velocidad
“G50
Llamaalmodo
constante.
Especifica
Especifica
(inversa).
de
velocidad
que
refrentado,
del
pueden
pieza
La
del
bloque
un
para
de
del
tolerable
agarre
no
maquina.
la
tolerable
en
de
velocidad
la
rotacion
mueve
se
la
velocidad
mantener
se
corte
mandril,
equilibrarse
de
husillo,
fuerza
trabajo
que
mandril,
antes
control
del
superficie
de
la
herramienta
aproxima
para
puede
sea
cilindro
especificar
de
velocidad
de
de
corte
husilloendireccion
del
husillo
constante
al
centra
corte
de
mantener
escaparse
menor
y
del
de
(m/min).
constante),
de
corte
aumenta
la
velocidad
del
y
fuerza
la
pieza
la
del
que
el
valor
mecanismo
la
velocidad
superficie
normal
la
velocidad
en
direccion
la
y
alcanza
de
husillo.
centrffuga
de
mandril
menor
sujecion,
de
del
la
corte,
En
este
trabajo
y
de
husillo
del
a
de
en
Page 53

P-39
2.8
G97
El
comando
husillo
Durante
El
de
Durante
dtemetro
inicialdela
inicial
punta
El
trabajo
constante.
el
N
comando
taladrado
la
de
cambiaencada
delaherramienta.
comando
tipo
ORDRES
QP
Control
G97
funcionamento
=
G97
torneado.
operation
code
rosea.
G97
barra
G97
•
•
•
de
se
usa
1000V
re-
D
debe
de
para
Por
tambien
recta.
S_
G97
S
M03(M04)
especificarse
cada
tanto,
ciclo
la
velocidad
para
llamarelmodoenel
automatico,
de
code
camino
silavelocidad
de
code
especifica
se
el
para
roscas,
de
de
M03(M04)
Llamaalmodo
constante.
husillo
del
husillo
N:
V:
D:
re:
code
rosea
para
rota
Velocidad
Velocidad
Diametro
Constante
operaciones
rosea
la
de
del
husillo
haciendo
llevar
;
de
rosea
constante
se
a
la
velocidad
del
husillo
de
code
de
code
circular
de
coda
mientras
se
no
el
cabo
mantiene
code
gradual
mantiene
code
copias
cual
se
a
comandodevelocidad
una
programada.
(min-1)
(m/min)
(mm)
roscas
de
mente
se
mantiene
imposible
torneando
constante,
velocidad
operaciones
y
cambiando
el
punto
el
golpeando
o
pieza
una
del
husillo
del
el
punto
la
de
____
Especifica
Especifica
(inversa).
la
velocidad
la
rotation
del
del
husillo
husillo
(min-1).
en
direccidn
normal
PRECAUCION
A
Cuando
©
modo
usa
bloque
Por
velocidad
de
negativamente
Cuando
especifique
programa
Cuando
especificacion
especificar
velocidad
del
de
la
tanto,
corte
en
un
de
velocidad
la
velocidad
que
no
mandril,
trabajo
el
G97,
velocidad
G97
en
cambieelmododecontroldela
mecanismo
escapara
se
mododecontrol
no
se
si
del
como
velocidad
no
especifica
se
si
husillo
del
bloque
el
a
la
simepre
superior
sea
del
especifica
husillo
precision
obtenida
para
el
precedente
una
velocidad
usa
se
maxima
del
husillo
sujecion
de
mandril
la
velocidad
de
ninguna
del
husillo
ninguna
modo
al
mecanizado
del
un
comando
con
con
al
inferior
y
produciendo
velocidad
el
en
para
velocidad
dependera
G97
bloque
velocidad
del
husillo.
de
un
comando
un
comando
de
los
cilindro.
del
bloque
G97,
Si
husillo
del
inmediatamente
el
funcionamento
del
y
y
acortar
velocidad
G50.
G97,
limites
de
esto
del
de
valor
fija
un
dafios
husilloenel
en
se
cambia
husillo
posicidn
la
podria
vida
la
husilloalmodo
G97,
se
tanto,
Por
especifique
velocidad
superior,
maquina.
la
del
modo
bloque
el
en
precedente
en
modo
bloque
la
de
afectar
herramienta.
de
la
ignorara
la
al
una
tolerable
pieza
la
al
G96
G97,
se
al
G97.
G97,
la
herramienta
G97,
Page 54
ENCLAVAMIENTO
P
40
-
FUNCI6N
DE
DE
LA
PUERTA
2.9
G04
El
comando
funcionamento
Esta
Especificando
El
husillo
Rotandoelhusillo
ranura,
la
cortadas.
mOquina
©
ORDRES
GPj
Suspension
G04
funcion
se
la
se
mantiene
la
precision
La
funcion
equipada
est£
ejecutar
Al
mantiene
una
ranura
herramienta
periodo
El
husilloendar
G04
G04
automatico
denomina
se
usa
funcion
girando
una
en
de
pausa
una
en
contacto
durante
y
afectara
pausa
de
una
X_
U_;
de
para
durante
funcion
pausa
vuelta
el
pausa
con
un
vuelta.
ejecucion
la
suspender
el
pausa,
en
el
se
si
mientras
prefil
de
tambien
el
ventilador
usandoelcomando
con
la
tiempo
negativamente
debe
corresponder
;
ejecucion
la
periodo
y
se
de
fondo
para
la
pieza
movimiento
el
se
mantiene
ranura
se
usa
aire,
de
trabajo
de
prolongado,
un
de
especificado
usa
la
mejora
para
a
la
al
programa
programa
del
programa.
en
el
operaciones
en
ranura,
la
abrir
el
alimentadordebarrasoel
G04,
en
se
acrotara
precision
tiempo
para
se
eje.
del
herramienta
y
se
eliminan
y
cerrar
si
la
herramienta
position
una
la
del
mecanizado.
que
tarda
vidadela
(pausa)
durante
tales
el
movimiento
de
las
el
mandril
tal
aproximadamente
el
como
en
corte
porciones
cuando
de
corte
como
punta
ranurado.
del
el
cargador.
el
eje.
fondo
menos
una
se
fondo
de
la
el
de
de
0©
(D
0
0
G04
G04
•
X,
•
P
•
Cuando
Pausa
margen
El
La
funcion
tiempo
El
(seg)
t
P_
;
U
se
usa
1
.5
de
programable
de
de
pausa
=
Velocidad
Llama
Especifica
ejecucion
en
(Con
segundo
1
Especifica
ejecucion
especificarse
decimal.
segundo
1
una
direction
segundos
pausa
para
60
del
solo
(seg)
a
la
del
unidades
“U”,
son
del
P,
del
periodo
es
valida
una
sola
_
(min'1)
husillo
funcidn
periodo
el
programa.
de
posibles
.
...
periodo
el
programa.
en
____
no
G04P1500;
de
rotationsecalcula
pausa.
de
durante
segundos
designaciones
X1
.0U1.0
durante
unidades
P1
000
puede
para
pausa
el
usarse
bloque
el
cual
periodo
El
con
un
punto
(U1
000)
el
cual
periodo
El
de
0.001
punto
de
0.001a99999.999
es
especificado.
usando
suspende
se
pausa
de
decimal.
punto
sin
suspende
se
pausa
de
segundos
decimal.
siguiente
la
la
especifica
se
decimal.)
la
debe
punto
sin
segundos.
ecuacion:
0
Si
en
bloque
el
G04
se
especifica
un
comando
T
se
genera
una
alarma.
Page 55
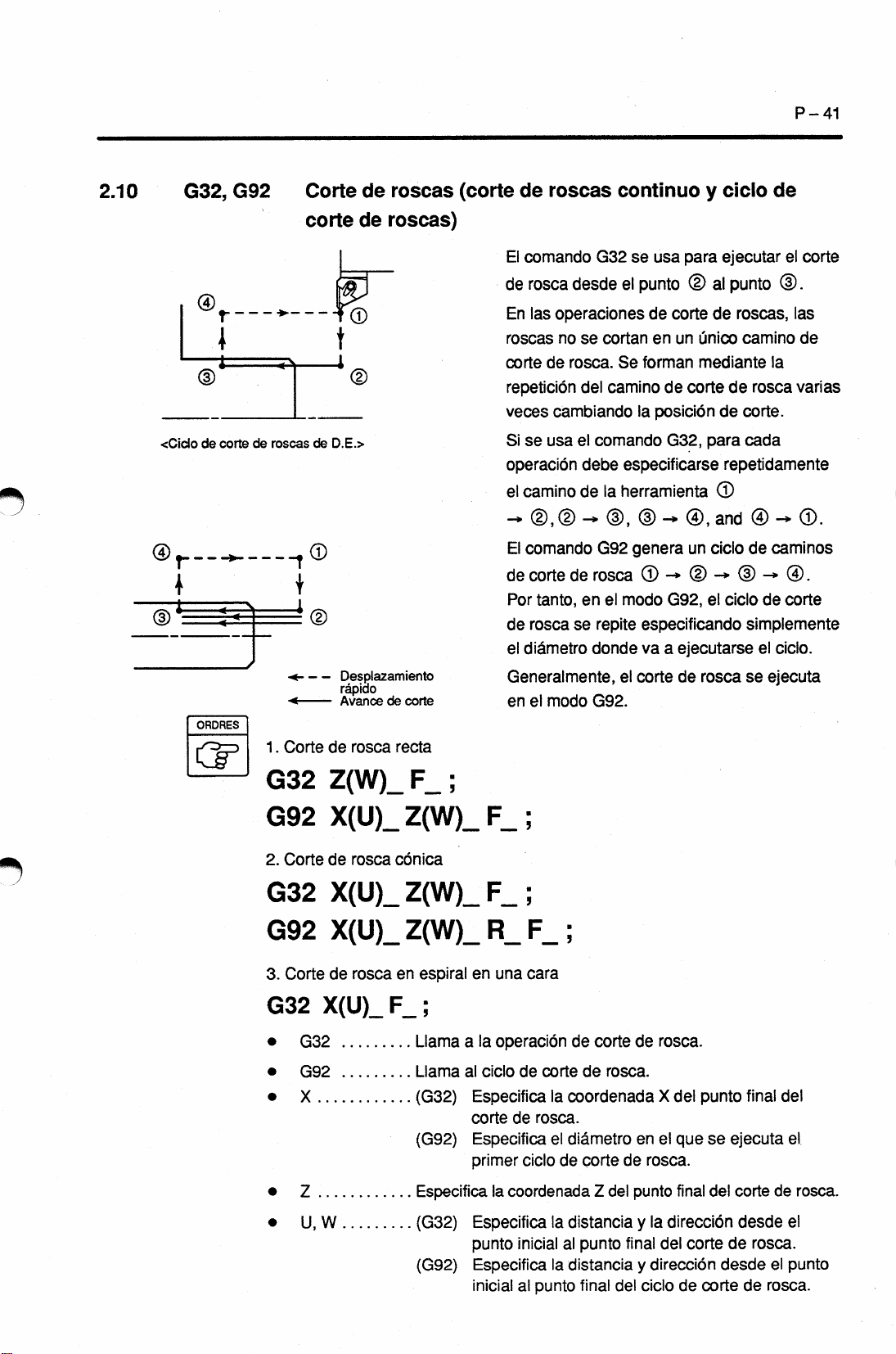
P-41
2.10
G32,
©
<D
de
<Cido
®r—
*
©
ORDRES
<CF
r--
corte
G92
de
—
Corte
corte
t
de
roscas
D.E.>
r®
©
Desplazamiento
rapido
Avance
---
.
1
Corte
de
G32
Z(W)_
de
de
©
©
rosea
roscas
roscas)
de
corte
recta
F_
(corte
;
roscas
de
El
comando
rosea
de
las
En
roscas
de
corte
repeticion
veces
se
usa
Si
operacion
el
camino
G32
desde
operaciones
no
se
rosea.
del
cambiando
el
comando
debe
de
(D,(D
-
El
comando
de
corte
tanto,
Por
rosea
de
diametro
el
Generalmente,
en
modo
el
de
en
se
G92
rosea
repite
donde
G92.
continuoyciclo
usa
punto
de
en
forman
de
la
posicion
G32,
->*
d>
para
©
corte
un
unico
mediante
corte
para
©,
un
al
de
and
ciclo
se
el
cortan
Se
camino
especificarse
la
herramienta
(D,
genera
©-*©-*
el
el
G92,
modo
especificando
ejecutarse
va
a
el
corte
de
rosea
de
ejecutar
punto
roscas,
de
de
repetidamente
(D.
camino
la
rosea
corte.
cada
el
corte
las
de
varias
©
-*
©.
®
caminos
de
-*ÿ
.
<D
ciclo
©
de
corte
simplemente
el
ciclo.
ejecuta
se
G92
Corte
2.
G32
G92
Corte
3.
G32
G32
•
G92
•
X
•
Z
•
u,
•
X(U)_
rosea
de
Z(W)_
conica
F_
X(U)_Z(W)_F_;
X(U)_Z(W)_R_F_;
rosea
de
X(U)_F_;
..
w
espiral
en
Llama
Llama
(G32)
(G92)
Especifica
(G32)
(G92)
una
en
operacion
la
a
al
ciclo
Especifica
de
corte
Especifica
primer
la
coordenada
Especifica
punto
Especifica
inicial
;
cara
de
corte
rosea.
ciclo
inicial
al
punto
corte
rosea.
del
Z
del
de
de
punto
y
final
ciclo
X
rosea.
direccion
la
del
de
de
coordenada
la
diametroenel
el
de
corte
la
distancia
punto
al
la
distanciaydireccion
final
rosea.
del
que
final
corte
de
punto
se
del
desde
corte
final
ejecuta
corte
desde
rosea.
de
rosea.
de
del
de
el
el
rosea.
el
punto
Page 56
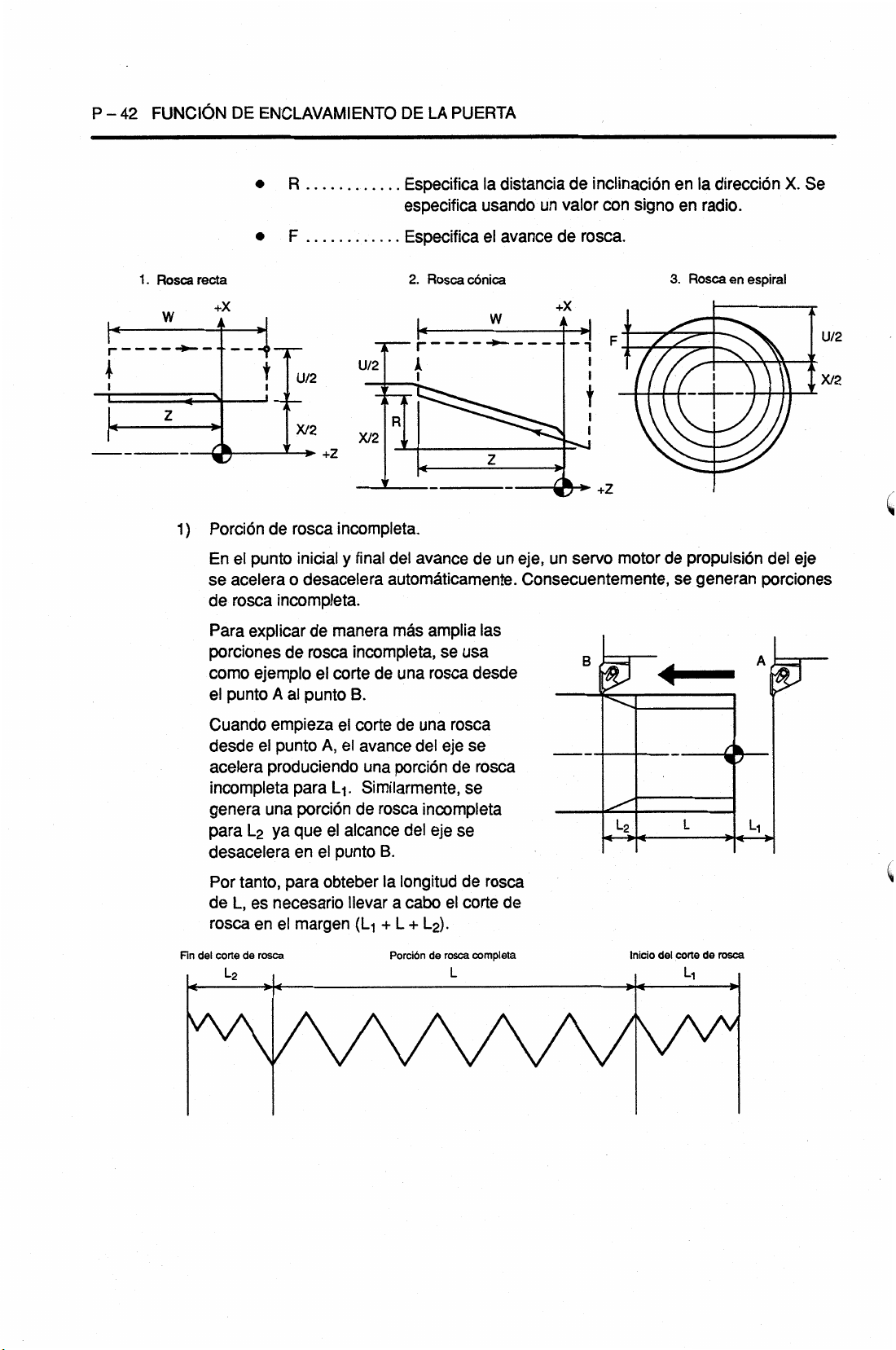
P
42
FUNCIONDEENCLAVAMIENTO
-
DE
PUERTA
LA
R
•
F
•
Rosea
w
recta
+X
t
U/2
1.
i
I
i
U/2
Especifica
especifica
Especifica
Rosea
cdnica
2.
A
I
la
distancia
de
usandounvalor
el
avancederosea.
w
+X
-1
I
inclination
signo
con
7
«=
i
en
en
3.
la
direction
radio.
Rosea
en
espiral
X.
Se
U/2
X/2
t
Z
1
)
Portion
En
se
de
Para
de
el
punto
aceleraodesacelera
incompleta.
rosea
explicar
porciones
ejemplo
como
punto
A
el
X/2
rosea
initial
de
de
rosea
al
punto
X/2
incompleta.
y
final
manera
incompleta,
el
corte
B.
R
del
avancedeun
automaticamente.
amplia
de
mas
una
rosea
se
las
usa
desde
Z
eje,
Consecuentemente,
un
I
I
+Z
servo
B
motor
de
propulsion
generan
se
eje
del
porciones
A
Cuando
desde
acelera
incompleta
genera
para
L2
desaceleraenel
tanto,
Por
L,
es
de
en
rosea
corte
de
rosea
Fin
del
t*2
empieza
punto
A,
el
produciendo
para
portion
una
ya
que
el
para
obteber
necesario
margen
el
el
corte
avance
el
una
Similarmente,
Li.
rosea
de
alcance
B.
punto
la
llevar
(L-)
+
Porcibn
una
de
del
portion
incompleta
eje
del
longitud
a
cabo
L2).
L
+
de
rosea
eje
se
de
se
se
de
el
corte
rosea
L
rosea
rosea
de
completa
l“2
Inicio
del
L
corte
Lt
de
L|
rosea
Page 57

P-43
2)
Calculo
Las
Li>
Li
L2
L2>
(lnir-1>
programacion
En
la
mayores
y
code
de
porciones
Formula
N•P
60
N•P
60
a
1
que
las
pieza
la
porcion
la
de
rosea
aproximada
(In
K
K
real,
longitudes
trabajo
de
rosea
de
incompletas
1
-1)
—
1/50
2.91
porciones
las
calculadas
y
para
incompleta
se
Lf:
In:
1/100
3.61
de
para
un
dejar
calculan
Porcion
(en
Porcion
L2:
(al
N:
Velocidad
P:
Avance
K:
Constants
constante
(-):
a
Logaritmo
1/150
4.01
rosea
evitar
margen
usando
Descripcibn
rosea
de
el
inicio
del
code
rosea
de
del
final
Precisiondela
AIT
code
del
(mm)
(normal
es
—
husillo
30.)
L
natural
1/200
4.29
incompleta
deben
intederencias
seguridad.
de
siguiente
la
incompleta
de
incompleta
rosea)
de
(min-’)
mente,
rosea
(error
en
e)
(log
1/250
4.52
tomarse
entre
fbrmula.
rosea)
(mm)
(mm)
la
avance)
1/300
4.70
un
la
herramienta
poco
de
PftECAUdON
A
usa
el
Si
cuidado
contracabezal,
contracabezal
de
evitar
contracabezal.
para
intederencias
el
husillo
del
mecanizar
entre
contracabezalyel
pieza
una
la
herramienta
de
centra
trabajo,
de
code
del
husillo
tebga
y
el
del
suficiente
cuerpo
del
Page 58

DE
-
44
P
FUNCION
ENCLAVAMIENTO
DE
LA
PUERTA
EJEMPLO
recta:
de
de
Avance
Material
rosea
rosea
AIS1
1045
M30
mm
2
(Acero
del
carton)
©
r
©
i
Corte
Tamaflo
<Determinaci6n
)
1
Lfmites
_
2)
R
—
M
P
(La
velocidad
dependiendo
varfa
Pueden
nosde
Lfmites
1000V
N
=
la
velocidad
de
debidos
-
=
cortarse
6000
debidosala
jt-D
12000
2
6000
de
min-1.
al
(min-1)
=
husillo>
del
superior
Ifmite
desplazamiento
del
roscas
pieza
1000
3.14
1274
modelo
x
(min-1)
con
120
x
un
de
30
de
avance
trabajo
I
velocidad
de
la
rapido
de
maquina.)
de
y
a
la
§
$
50
de
corte
N:
Velocidad
Velocidad
R:
Avance
P:
2000
mm
mm/min
una
a
1
2
herramienta
V:
K:
P:
&
Li
husillo
del
de
desplazamiento
(mm)
velocidad
de
Velocidad
Constante
Diametrodela
del
corte
de
circular
s
<a
(min-’)
rapido
husillo
corte
rosea
Desplazamien
<
(m/min)
Desplazamien
rapido
---
Avance
(mm/min)
me-
de
(mm)
de
coi
coi
cCdlculo
\i/
6
El
corte
Los
valores
de
corte
una
larma
de
las
N•P
>
Li
L2
60
N
>
60
Si
“a
Al
escribir
calculados.
rosea
de
numericos
seleccionadas,
servo,
del
porciones
(In
K
•
P
K
1/100”
=
programa,
un
Por
se
llevaacabo
cambie
rosea
de
1
_1)
1200
x
60
tanto,
L1
a
anteriores
carga
la
las
incompleta>
1200
=
60
x
2.0
Li
y
y
L2
=
L2
deben
30
min-1.
1200
son
solo
corte
2.0
30
mm
ser
fijarse
puede
de
condiciones
x
x
1
.3
deben
orientacion.
una
resultar
de
corte.
x
3.61
mayores
1
mm
a
0
=
que
4.8
y
Segun
excesiva.
mm
los
valores
mm,
2
condiciones
las
se
produce
Si
teoricos
respectivamente.
Page 59
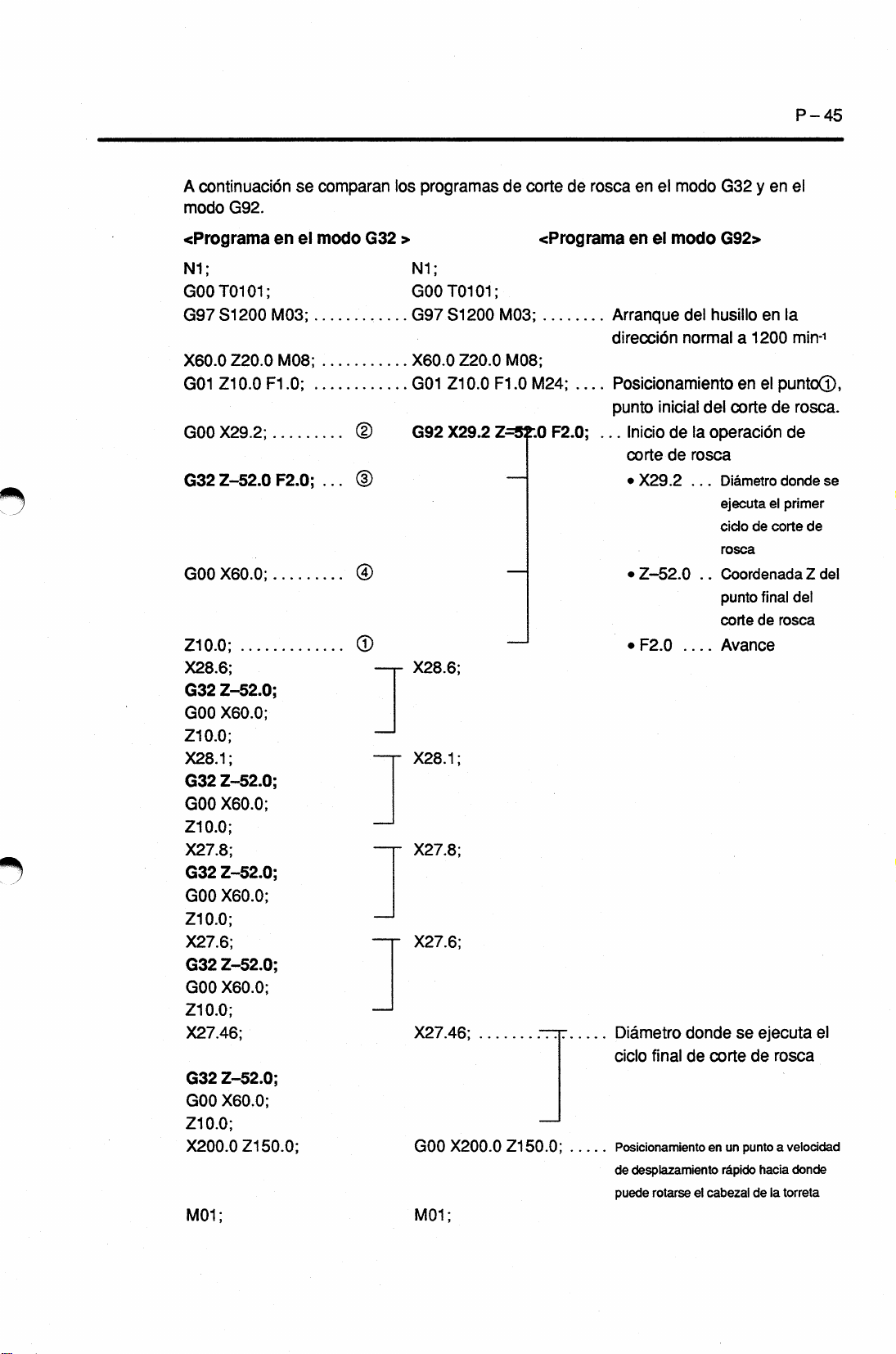
P-45
A
continuacion
G92.
modo
<Programa
N1;
T0101
GOO
G97S1200
X60.0
Z20.0
Z10.0F1.0;
G01
X29.2;
GOO
Z-52.0
G32
X60.0;
GOO
Z10.0;
X28.6;
G32
Z-52.0;
X60.0;
GOO
Z10.0;
;
X28.1
Z-52.0;
G32
X60.0;
GOO
Z10.0;
X27.8;
G32
Z-52.0;
X60.0;
GOO
Z10.0;
X27.6;
Z-52.0;
G32
X60.0;
GOO
Z10.0;
X27.46;
G32
Z-52.0;
X60.0;
GOO
Z10.0;
X200.0
M01;
Z150.0;
en
;
M03;
M08;
F2.0;
comparan
se
el
modo
.
...
(D
®
©
G32
—
—
—
—
r-
r
r
r
programas
los
>
N1;
G00T0101;
G97S1200
X60.0
G01
Z10.0
G92
X29.2
X28.6;
X28.1
X27.8;
X27.6;
X27.46;
X200.0
GOO
M01;
Z20.0
;
de
corte
M03;
M08;
M24;
F1.0
Z=32:0
Z150.0;
y
rosea
en
de
<Programa
____
F2.0;
..
.
el
en
el
modo
Arranque
direccidn
Posicionamientoenel
punto
inicial
Iniciodela
de
corte
X29.2
•
Z-52.0
•
F2.0
•
Diametro
ciclo
final
Posicionamiento
desplazamiento
de
puede
rotarse
G32
modo
del
husilloenla
normal
del
operacion
rosea
...
cido
.
.
____
donde
de
corte
en
el
cabezaldela
en
el
G92>
1200
punto©,
de
donde
el
primer
de
corte
final
de
rosea
ejecuta
rosea
de
a
hacia
torreta
min-1
de
del
velocidad
donde
a
corte
Diametro
ejecuta
rosea
Coordenada
punto
corte
Avance
se
un
punto
rapido
rosea.
se
de
del
Z
el
Page 60

P
46
-
FUNCI6N
DE
I
/
\
Q
ENCLAVAM
programa
El
los
comandos
I
ENTO
escrito
en
DE
en
una
LA
cuatro
Ifnea
PUERTA
Ifneas,
en
modo
el
en
el
G92.
modo
G32,
se
expresa
mediante
6
(D
En
el
ciclo
los
comandos
G92,
si
M23
el
chaflanado
y
M24.
se
ejecuta
no,
puede
0
seleccionarse
usando
PRECAUCION
A
La
©
en
referencia.
Para
mecanizado
3)
Precauciones
PRECAUCION
A
[
Para
|
J
2.19,
Generalmente,
un
punto
mas
ejemplo,
en
Para
cuando
En
profundidad
P
la
programar,
Cuando
paro
ejes
trabajo
posicion
una
corte
el
este
caso,
45.
-
actual.
en
durante
de
emergencia
despues
o
se
toma
rosea
de
D.l.
determine
de
Observe
estos
la
en
mas
detalles
“Chaflanado
el
punto
paso
un
de
en
una
de
30
de
D.I.,
es
pequeno
y
corte
que
valores
rosea
La
operacion
una
0
comprobar
de
la
herramienta
sobre
ON/OFF”.
inicial
mas
posicion
mm
de
la
herramienta
si
el
punto
el
inicial
punto
el
numero
los
valores
deben
acabada
de
corte
operacidn
la
tecla
cuidadosamente
de
X)
para
de
M23
de
corte
diametro
los
comandos
(coordenada
all£
del
diametro
mm
de
60
diametro.
de
corte
se
Inicial
de
determinarsedeacuerdo
debe
de
de
de
reinicializacion,
toma
no
donde
se
pasadas
en
dados
comprobarse
rosea
de
corte
interferir
puede
manera
de
la
produzca
especifican
se
tabla
esta
usandoelcalibrador
rosea
se
avance
posibles
los
corte.
y
M24,
consulte
de
de
rosea
rosea.
corte
para
con
la
que
se
interferenda.
en
son
sdlo
el
estado
con
haya
pulsado
cuidadosamente
dafios
se
cortar
pieza
indicado
ha
la
tabla
como
de
en
En
de
de
el
la
en
toma
este
rosea
la
trabajo
dada
roscas.
boton
pieza
en
antes.
*
de
los
de
(0©
PS
(2)
®
avanza
Si
de
corte
La
velocidad
valor
el
—
N
avance
El
mecanizado,
rosea
condiciones
Durante
los
pueden
calculado
calculado
la
no
pueda
de
operacion
la
delavelocidad
*
Sobrecarga
El
Por
corte
tanto,
rosea
de
especifique
ejes
sineldebido
interferirse
avance
de
en
la
N:
R:
P:
antes
resultara
carga
mecanizarse
mecanizado
avance
de
funcidn
La
:
cambiar
debe
el
entre
(avance)
siguiente
Velocidad
Velocidad
(Observe
varfa
dependiendo
Avance
de
la
comando
(mm)
es
como
solo
excesiva
de
manera
encontrar
para
corte
de
corte.
de
sobrecarga
velocidad
ejecutarse
cuidado,
la
ellas.
durante
formula.
del
husillo
de
desplazamiento
velocidad
la
que
del
referencia.
produciendo
precisa.
el
estadodemecanizado
rosea,
de
de
G97
se
velocidad
la
de
avance
mientras
hacer
para
pieza
el
corte
(min-1)
modelo
Dependiendo
una
Por
tanto,
ignoraelajuste
con
el
el
trabajo
de
de
rapido
avance
de
de
larma
es
de
avance
conmutador
husillo
constante
rota
roscas
necesario
(mm/min)
rapido
la
maquina.)
de
las
del
servo
actual.
de
de
del
a
una
la
velocidad
y
la
herramienta
esta
limitada
condiciones
o
que
determinar
sobrecarga*
la
se
corte
de
panel
velocidad
del
por
de
avance
el
las
usa
para
operacion.
fija.
husillo.
de
Page 61

P-47
En
©
chafianado
Durante
(D
rosea.
Si
entre
Si
©
automatico
pulsa
rosea
retrocede
pieza
camino
punto
eje
Esta
retraction.
Si
©
automatico
pulsa
rosea
del
avance
primer
de
continuacidn
modo
operation
la
de
operation
la
cambia
se
bloques.
los
interruptor
el
(mantener
durante
G92,
la
inmediatamente
trabajo
de
chafianado
de
initialenel
Z.
funcion
interruptor
el
(mantener
duranteelciclo
G32,
se
programa
despues
bloque
que
rosea
de
corte
del
corte
rosea.Sies
la
de
avance
el
de
funcionamento
avance)
el
ciclo
de
herramienta
largo
a
lo
y
orden
denomina
se
de
funcionamento
avance)
de
suspende
en
el
modo
ejecucidn
de
la
que
no
sea
aparezea
bloques
los
de
rosea
de
rosea
de
necesario
de
corte
rosea,
de
de
corte
de
corte
desde
del
vuelve
eje
de
funcion
de
corte
ejecucidn
la
mantener
de
corte
a
del
actuales.
ejecutada
rosea
se
se
la
al
y
X
de
se
del
chaflanado,
continuo,
genera
en
el
modo
seleccioneelmodo
no
cambie
una
rosea
Punto
de
herramienta
(la
pulsa
si
se
WvWwv-
final
Punto
Camino
-
Caminos
(despues
--
tener
G32,
el
incorrecta
paro
de
el
interruptor
*
interruptor
El
avance
mienta
de
la
de
de
avance)
posible
no
es
avance
la
en
se
para
corte
de
mantener
r
t
de
mantener
se
estaenesta
retraccidn
pulsar
cuando
pulsa
herramienta
interruptor
el
el
G92.
de
portion
en
posicidn
esta
avance)
Punto
inicial
la
herra¬
position
normal
delaherramienta
de
man¬
!
X29.21
Z-52.0
G32
X60.0;
GOO
Z10.0;
;
;
de
(mantener
bloque.
este
de
este
F2.0;
El
...
avance)
Mantener
bloque
interruptor
se
avance
de
funcionamiento
pulsa
durante
despues
ejecucidn
la
de
la
automatico
conclusion
Page 62

48
P
-
FUNCI6N
DE
ENCLAVAMIENTO
DE
LA
PUERTA
4)
Punta
ordinaria
\
f
draga
con
Punta
/\
t
/
Cara
proceso
\
/
acabadaeneldeacabado
precedents
Profundidad
Pitch
H
HO
R
0.5
0.38
0.32
0.06
Profundidad
plana
¥
Tolerancia
0.1-0.2
Punta
de
0.75
1.0
0.56 0.76
0.47
0.09
0.63
0.13
Punta
de
ordinaria
draga
con
corte
1.25
0.95
0.79
0.16
code
Radio
paso
/
Rosea
\7
Rad
corri
aJ
/
Rosea
y
i
y
numero
para
rrfnimo
lioque
esponde
paso
numero
1.5
1.14
0.95
0.19
Cresta
(cara
proceso
T
Cresta
(para
con
punta
roscas)
de
de
1.75
1.33
1.11
0.22
pasadas
de
de
las
roscas
acabadaenel
preoedente)
HO
roscas
de
las
ser
acabada
cone
de
pasadas
2.0
1.52
1.27
0.25
para
La
tolerancia
que
izquierda,
usarse
roscas
Puesto
draga
punta
seleccionar
H
code
pasadas
elasticadela
delamisma.
para
corte
2.5
1.89
1.58
0.31
de
code
profundidad
de
se
muestra
de
para
operaciones
usando
que
el
plana
es
ordinaria,
una
mientras
para
rosea
de
3.0
2.28
1.90
0.38
rosea
total
de
acabado
en
la
que
modo
la
punta
tamafio
menor
se
recomienda
profundidad
se
aumenta
la
evitar
punta
asf
ISO
O.D.
3.5
2.65
2.21
0.44
incluye
code
de
0.1a0.2
ilustracion
los
datos
de
code
draga
con
una
de
que
la
punta
de
menor
numero
el
deformacion
como
el
(referenda)
4.0
3.03
2.53
0.50
4.5
3.41
2.85
0.56
la
mm,
de
la
pueden
de
plana.
con
una
de
de
astillado
4.0
3.79
3.16
0.63
s
s
1
0.15
0.12 0.12
2
3
0.10
4
0.05
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
0.18
0.10
0.10
0.05
0.25
0.20
0.13
0.10
0.05
0.25
0.20
0.15
0.14
0.10
0.05
0.30 0.30
0.25 0.25
0.30
0.25
0.20 0.20 0.20
0.15
0.10
0.05
0.16
0.15
0.10
0.05
0.20 0.20
0.15
0.12
0.10
0.05
0.35
0.35
0.30 0.30
0.25
0.25
0.20
0.20
0.15
0.15
0.10
0.05
0.20
0.15
0.15
0.15
0.10
0.10
0.05
0.40
0.40
0.35 0.35
0.30 0.30
0.25
0.25
0.20 0.20
0.20 0.20
0.15
0.20
0.15 0.15
0.15
0.10
0.15 0.15
0.15
0.100.10
0.05
0.10
0.10
0.05
0.40
0.35
0.30
0.45
0.35
0.30
0.25 0.25
0.25
0.20
0.25
0.20
0.20 0.20
0.20
0.20
0.20
0.15
0.15
0.15 0.15
0.10
0.10
0.10
0.10
0.05
0.15
0.10
0.10
0.10
0.10
0.10
0.05
(i
(i
Page 63

2.11
G40,
G41,
G42
Compensacidn
automitica
del
radio
de
la
delaherramienta
punta
P-49
Punta
programada
|T~j3
ORDRES
CFj
R.
7
Punto
Para
G01(G00)
G01
G01
•
•
•
•
•
•
de
code
Radio
R:
de
la
herramienta
detalles
mas
(GOO)
(GOO)
(GOO)
G01
G41
G42
G40
X,z
I,
K
F
real
de
la
punta
sobre
los
G41
G42
G40
....
X_Z_F_;
X_
X_
Llamaalmodo
de
compensacion
GOO
G01
Llama
la
de
herramienta
posicion
La
respecto
Llama
delaherramienta
La
posicion
respecto
Cancelslafuncion
Especifica
direcciondela
La
siguiente
el
valores
Especifica
punta
La
redondeada,
de
la
punta
punto
del
la
punta
dimensionales
se
Si
en
cuenta
producira
Los
comandos
eliminar
compensando
comandos
Z_
Z_l_K_
herramientanotieneunborde
de
la
como
delaherramienta
de
code
delaherramienta
programs
el
un
automaticamente
G40,
F_
ilustra
se
real.
La
producidos
code
radio
de
excesivo
code
G41yG42
el
radio
de
G41yG42
;
inclinado
la
F_
de
interpolacion
del
radiodela
Desplazamiento
a
la
Avance
funcion
de
corte
compensacion
de
(izquierda).
delaherramientasedesvia
a
a
la
funcion
la
direccion
de
(derecha).
avance
de
compensacion
delaherramienta
a
direccion
la
de
compensacion
los
valores
coordenadas
de
forma
bloque.
incrementales
la
velocidad
avance
de
del
de
la
Los
comandos
(I:enradio).
de
avance.
la
a
usado
funcidn
se
sua
esta
por
punta
se
especifican
exceso
este
la
punta
;
el
en
punta
rapido
se
desviaala
radio
del
radio
pieza
izquierda.
programacion
para
compensacion
de
eliminar
para
diferencia.
odeun
herramienta,
de
la
insuficiente.
o
en
de
la
herramienta.
de
,
consulte
se
cual
especifica
la
herramienta.
de
del
radio
a
herramienta.
la
de
del
radiodela
herramienta.
de
la
la
de
punta
de
la
punta
trabajo
de
y
K
I
se
agudo,
sino
Por
arrco
un
code
la
el
tanto,
del
los
errores
sin
programa
o
falta
al
manual
la
la
de
izquierda
derecha
delaherramienta.
delaherramienta.
definida
especifican
que
punto
difiere
radio
tener
se
para
code,
de
funcion
punta
punta
en
en
G42
es
de
.
Direccion
Direccion
de
delaherramienta
de
avance
la
herramienta
de
avance
V////////////A
Pieza
/////////////A
r
de
trabajo
G41
Page 64
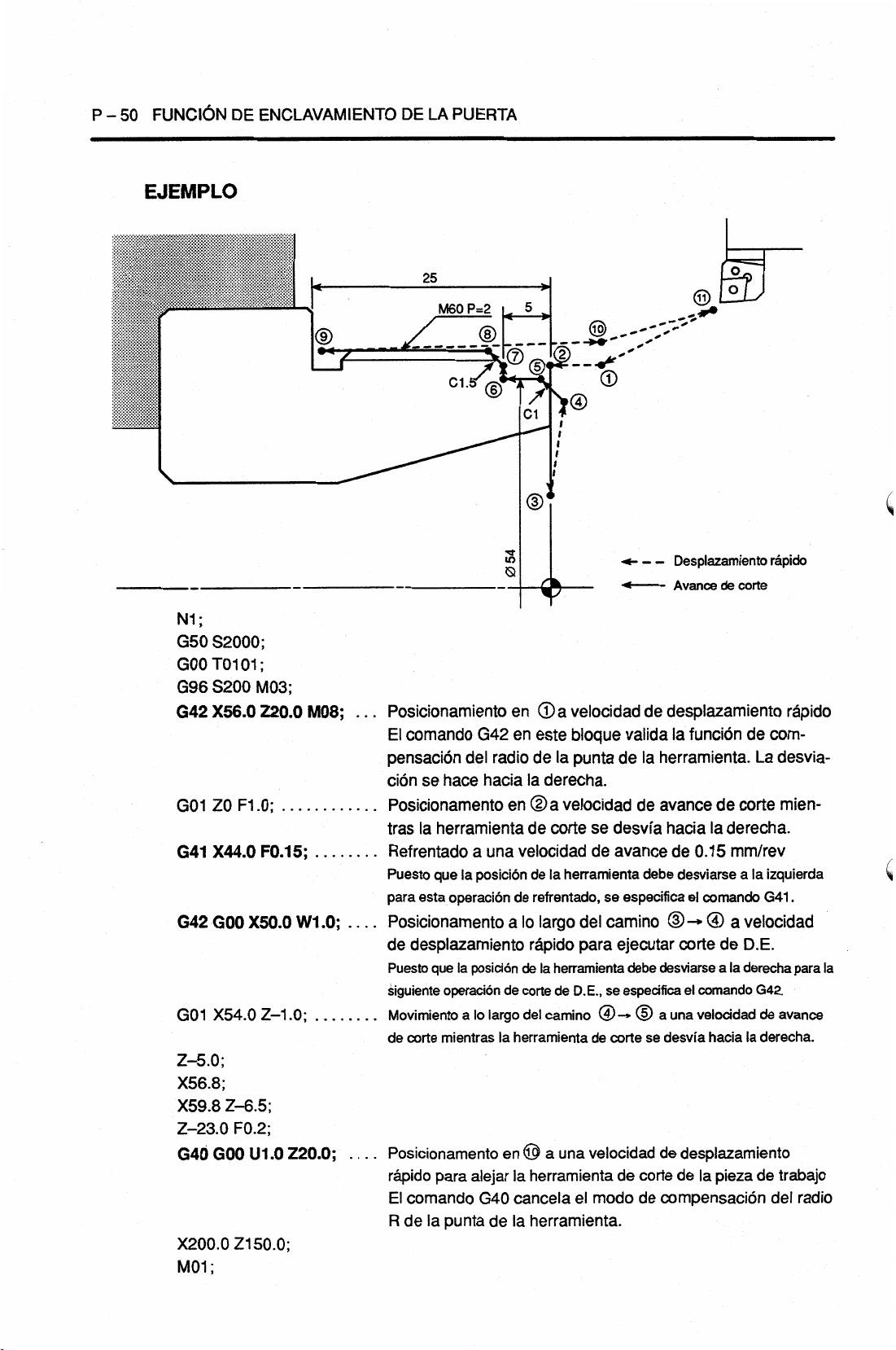
DE
LA
ENCLAVAMIENTO
P
50
-
FUNCI6N
DE
PUERTA
EJEMPLO
25
a
M60
P=2
5
©
©
©
>©
C1
I
<D*
N1;
S2000;
G50
T0101
GOO
G96
S200
X56.0
G42
Z0
G01
X44.0
G41
G42
GOO
X54.0
G01
Z-5.0;
X56.8;
X59.8
Z-23.0
G40
GOO
X200.0
;
M01
;
M03;
F1.0;
X50.0
Z-6.5;
F0.2;
U1.0
Z150.0;
Z20.0
F0.15;
W1.0;
Z-1.0;
Z20.0;
M08;
...
Posicionamiento
El
comando
pensacion
cionsehace
Posicionamento
la
tras
Refrentado
Puesto
para
esta
Posicionamento
—
desplazamiento
de
Puesto
siguiente
Movimientoalo
de
corte
s
Q
&
en
©a
en
G42
del
hacialaderecha.
herramienta
a
una
la
posicion
que
operacion
la
posicion
que
operacion
mientraslaherramienta
este
radiodela
en
©a
de
velocidad
de
refrentado,
de
largo
a
lo
rapido
de
la
de
corte
camino
del
largo
corte
la
herramienta
de
velocidadde
bloque
punta
velocidad
herramienta
D.E.,
-*
---
-
desplazamiento
valida
delaherramienta.Ladesvia-
avance
de
se
de
del
para
©-*
de
desvfa
avance
se
camino
se
corte
hacialaderecha.
de
debe
especifica
®~*
ejecutar
debe
desviarseala
especifica
a
una
©
desvia
se
____
Posicionamento
para
la
alejar
punta
G40
de
rapido
El
comando
R
de
en©a
herramienta
la
cancelaelmodo
herramienta.
la
una
velocidad
de
corte
de
de
compensacion
Desplazamiento
vance
de
A
la
funcion
desviarseala
el
corte
el
desplazamiento
de
corte
de
corte
0.15
mm/rev
comando
a
©
de
comando
velocidad
hacia
la
pieza
de
izquierda
G41
velocidad
D.E.
derecha
G42.
de
la
derecha.
de
rapido
rapido
com-
mien-
.
para
avance
trabajo
del
radio
la
Page 65

P-51
2.12
G70-G76
Los
ciclos
desbasteyacabado
ejemplo,
Por
herramienta
G70
G71
G72
G73
G74
G75
G76
ORDEN
Ciclo
repeticiones
de
definiendo
para
ejecutar
siguiente
La
mas
detalles
ciones
cante
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
Ciclo
(Ejemplo:
multiples,
de
de
de
de
de
de
troceado
de
de
de
multiples
D.E.
de
solo
operaciones
tabla
sobre
la
unidad
acabado
desbaste
desbaste
de
corte
de
ranurado
de
corte
Ciclo
de
repeticiones
simplifican
y
D.l.
la
forma
final
muestra
los
consulteelmanual
de
para
D.E./D.I./Ahuecado
de
lazo
la
de
roscas
desbaste
la
codigos
NC.
G71
refrentado/Ahuecado
cerrado
cara,
ciclo
D.E./D.I.,
multiples
de
de
desbaste
lista
G
G73
a
de
ciclo
G71
multiples
la
de
usados
taladrado
D.E./D.I.)
programas
los
pieza
de
generan
se
los
ciclos
para
de
instrucciones
de
de
troceado
para
trabajo,
automaticamente.
repeticiones
de
llamaralos
suministrado
agujeros
profundos
procesos
los
caminosdela
multiples.
ciclos
de
de
por
corte
Para
repeti¬
el
fabri-
de
CP
I
G71
G71
G71
•
U(1)
•
R
•
P
•
Q
•
U(2)
•
W
•
F
•
S
•
T
•
U(1)
P_
.
.
..
R_
Q_
;
(2)
U
W_
Llama
Especifica
Especifica
Especifica
bloques
Especifica
bloques
Especifica
Especifica
Especifica
Especifica
En
El
En
El
Especifica
desviacion
X
(en
valor
valor
al
diametro).
el
modo
el
modo
F_
ciclo
de
profundidad
la
la
distanciaderetraccion.
el
numero
que
definen
numero
el
que
defineniaforma
la
tolerancia
la
tolerancia
la
velocidad
la
velocidad
G96:
especifica
G97:
especifica
un
numero
en
un
T_
S_
desbaste
de
secuencia
la
forma
secuencia
de
de
de
de
del
la
velocidad
la
velocidad
de
numero
;
D.E./D.I.
de
corte
final
final
de
del
cuatro
(en
del
la
de
del
de
la
en
corte
husillo
digitos.
de
acabado
acabadoenla
avance.
husillo.
herramienta
de
radio).
primer
pieza
ultimo
pieza
la
direccion
direccion
(m/min)
(m/min-1).
numero
un
y
bloque
trabajo.
de
bloque
trabajo.
de
del
de
de
del
eje
de
los
los
eje
Z.
Si
no
bloque
especifica
se
G71.
F,
S
oT,es
v£lido
el
comando
especificado
precedente
del
Page 66
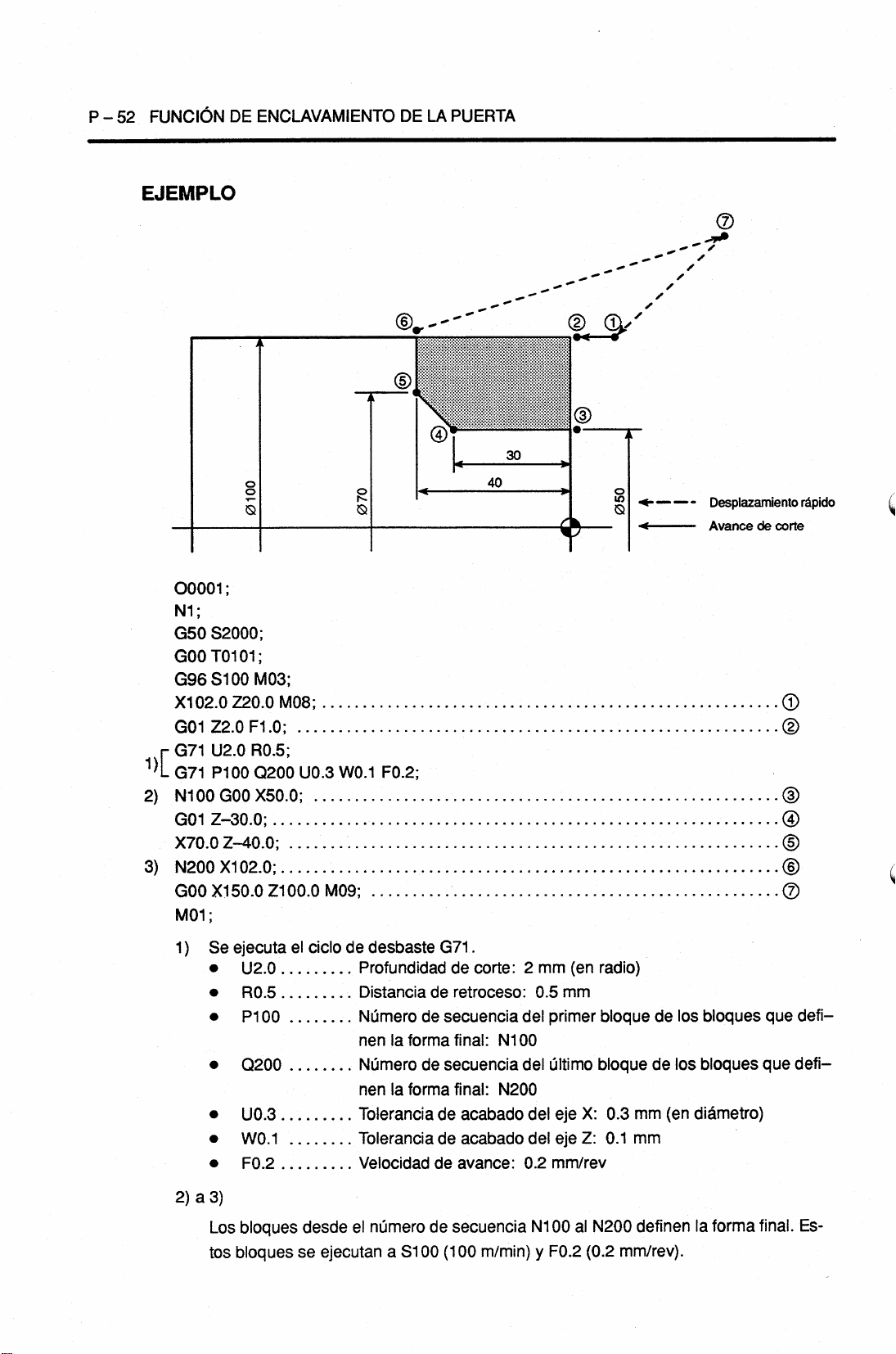
DE
LA
ENCLAVAMIENTO
52
-
FUNCION
P
DE
PUERTA
EJEMPLO
/
S
*
s
s
©
00001
N1;
G50
GOO
G96
X102.0
G01
G71
D[
G71
N100
2)
G01
X70.0
3)
N200X102.0;
GOO
M01
8
$
;
S2000;
T0101;
M03;
S100
Z20.0
F1
Z2.0
R0.5;
U2.0
Q200
P100
X50.0;
GOO
Z-30.0;
Z-40.0;
50.0Z100.0
XI
;
.0;
M08;
U0.3
W0.1
M09;
S
F0.2;
\
40
30
©
g
s
Desplazamiento
de
Avarice
corte
r£pido
©
©
©
©
©
©
©
)
1
2)3
Se
•
•
•
•
•
•
•
3)
Los
tos
ejecuta
U2.0
.
R0.5
P100
Q200
U0.3
W0.1
F0.2
bloques
bloques
el
.
ciclo
desde
se
ejecutan
.
la
la
S100
G71
de
de
forma
de
forma
de
de
de
de
corte:
retroceso:
secuencia
final:
secuencia
final:
acabado
avance:
secuencia
(100
m/min)
desbaste
de
Profundidad
Distancia
Numero
nen
Numero
nen
Tolerancia
Toleranciadeacabado
Velocidad
numero
el
a
mm
2
0.5
primer
del
N100
del
ultimo
N200
eje
del
del
eje
0.2
mm/rev
N100alN200
y
F0.2
(en
mm
radio)
bloque
bloque
X:
0.1
Z:
(0.2
mm
0.3
mm
definen
mm/rev).
de
de
(en
los
bloques
bloques
los
diametro)
forma
la
que
que
final.
defi—
defi—
Es-
Page 67
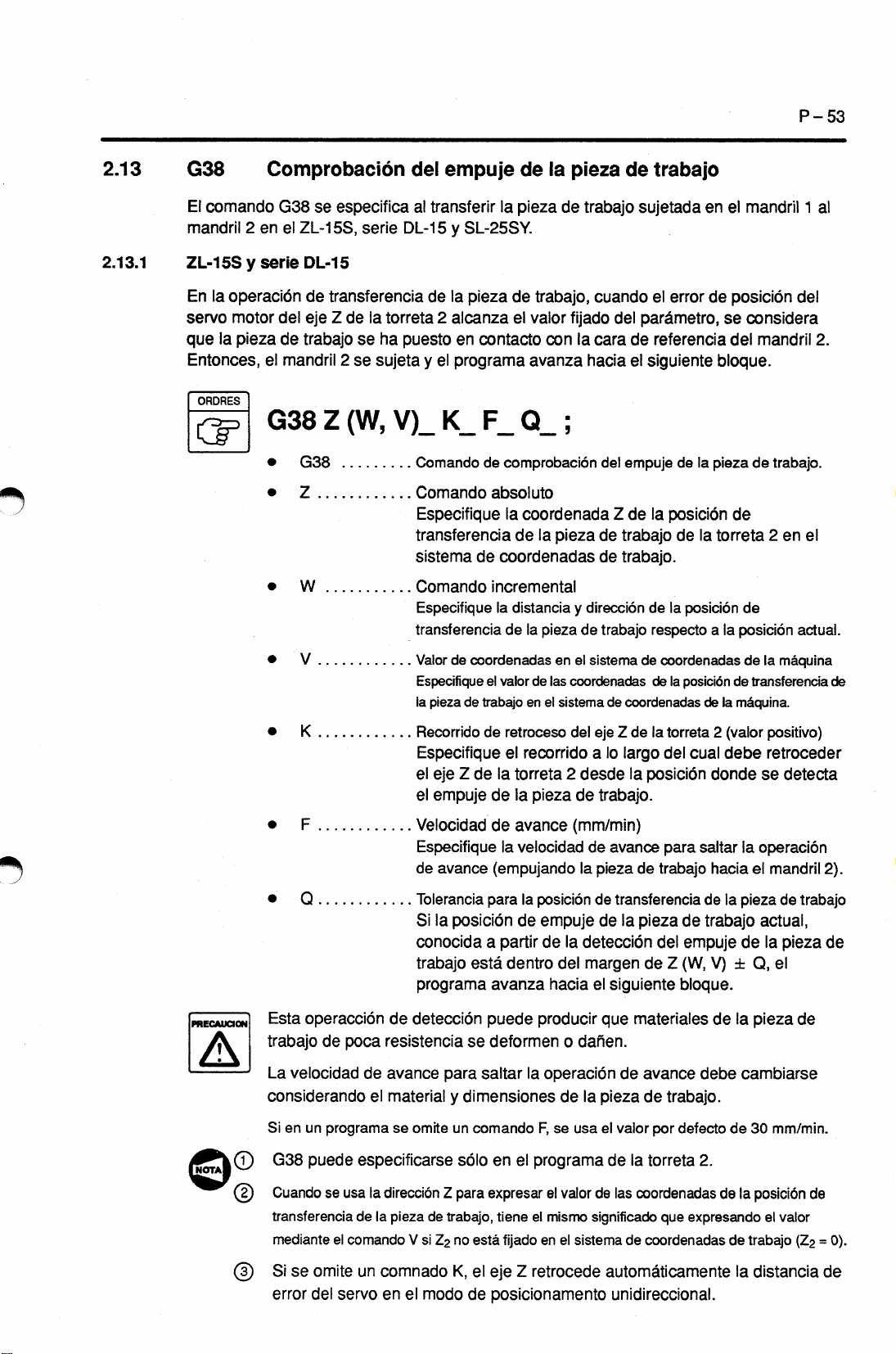
P-53
2.13
2.13.1
G38
El
comando
mandril
ZL-15S
En
servo
que
2
y
operacidn
la
motor
pieza
la
Entonces,
ORDRES
Qp
Comprobacion
G38
en
el
serie
del
de
el
mandril
G38
•
•
especifica
se
ZL-15S,
DL-15
de
transferencia
eje
Z
de
trabajo
2
se
(W,
Z
G38
Z
serie
la
se
sujeta
w
empuje
del
al
DL-15
de
torreta
ha
puesto
y
V)_
Comando
Comando
Especifique
transferencia
transferir
la
2
el
K_
la
y
SL-25SY.
de
pieza
alcanzaelvalor
en
contacto
programs
F_
de
comprobacion
absoluto
la
sistemadecoordenadas
Comando
Especifique
transferencia
incremental
la
distanciaydirecciondela
de
la
de
pieza
Q_
pieza
de
trabajo,
fijado
con
la
avanza
;
trabajo
cuando
del
cara
hacia
del
coordenadaZde
pieza
de
la
la
pieza
de
de
de
trabajo
trabajo
de
sujetada
error
el
parametro,
de
referenda
el
siguiente
empuje
posicion
la
trabajo
trabajo.
respecto
en
de
de
la
pieza
de
la
posicion
a
mandril
el
posicion
se
considers
del
mandril
bloque.
de
de
torreta
de
la
posicion
del
trabajo.
2
en
actual.
1
al
2.
el
PRECAUCION
A
•
•
V
K
Valor
Especifique
pieza
la
Recorrido
Especifique
el
el
•
•
F
Q
Velocidad
Especifique
de
Tolerancia
Si
conocida
trabajo
programs
Esta
operaccion
trabajo
La
considerandoelmaterial
Si
de
velocidad
en
un
programa
poca
de
de
deteccion
resistencia
avance
se
omiteuncomando
de
coordenadasenel
el
trabajo
de
de
eje
de
la
Z
empuje
de
de
avance
la
(empujando
para
posicion
a
esta
avanza
puede
se
deformen
para
saltar
y
dimensiones
valordelas
el
en
retroceso
el
recorrido
torreta
pieza
la
avance
la
velocidad
la
posicion
empuje
de
partir
de
dentro
hacia
producir
operacion
la
F,
sistema
coordenadasdela
sistema
de
coordenadasdela
eje
del
2
desde
de
(mm/min)
la
la
del
o
dafien.
de
Z
largo
a
lo
la
trabajo.
de
avance
pieza
de
transferencia
de
la
deteccion
margen
siguiente
el
que
materialesdela
de
de
la
pieza
el
se
usa
valor
de
coordenadas
la
torreta
del
posicion
para
de
trabajo
pieza
del
Z
de
bloque.
avance
trabajo.
de
por
defecto
posicidn
2
cual
donde
saltar
hacia
de
de
trabajo
empuje
(W,
V)
debe
de
la
de
transferencia
m&quina.
(valor
positivo)
debe
retroceder
se
la
operacion
el
mandril
pieza
la
actual,
de
la
Q,
±
el
pieza
cambiarse
30
mm/min.
de
maquina
detecta
de
trabajo
pieza
de
de
2).
de
(D
(D
puede
G38
se
el
omite
del
usa
servo
Cuando
transferencia
mediante
se
Si
error
especificarse
la
direccion
de
la
pieza
comando
un
V
comnado
en
el
Z
de
trabajo,
si
Z2
modo
soloenel
para
expresar
tieneelmismo
fijado
no
esta
K,
eje
Z
el
posicionamento
de
programa
el
en
retrocede
de
valor
de
las
significado
el
sistemadecoordenadas
automaticamenteladistancia
unidireccional.
la
torreta
coordenadas
que
expresando
2.
de
de
la
posicibn
el
trabajo
valor
(Z2
de
=
0).
de
Page 68
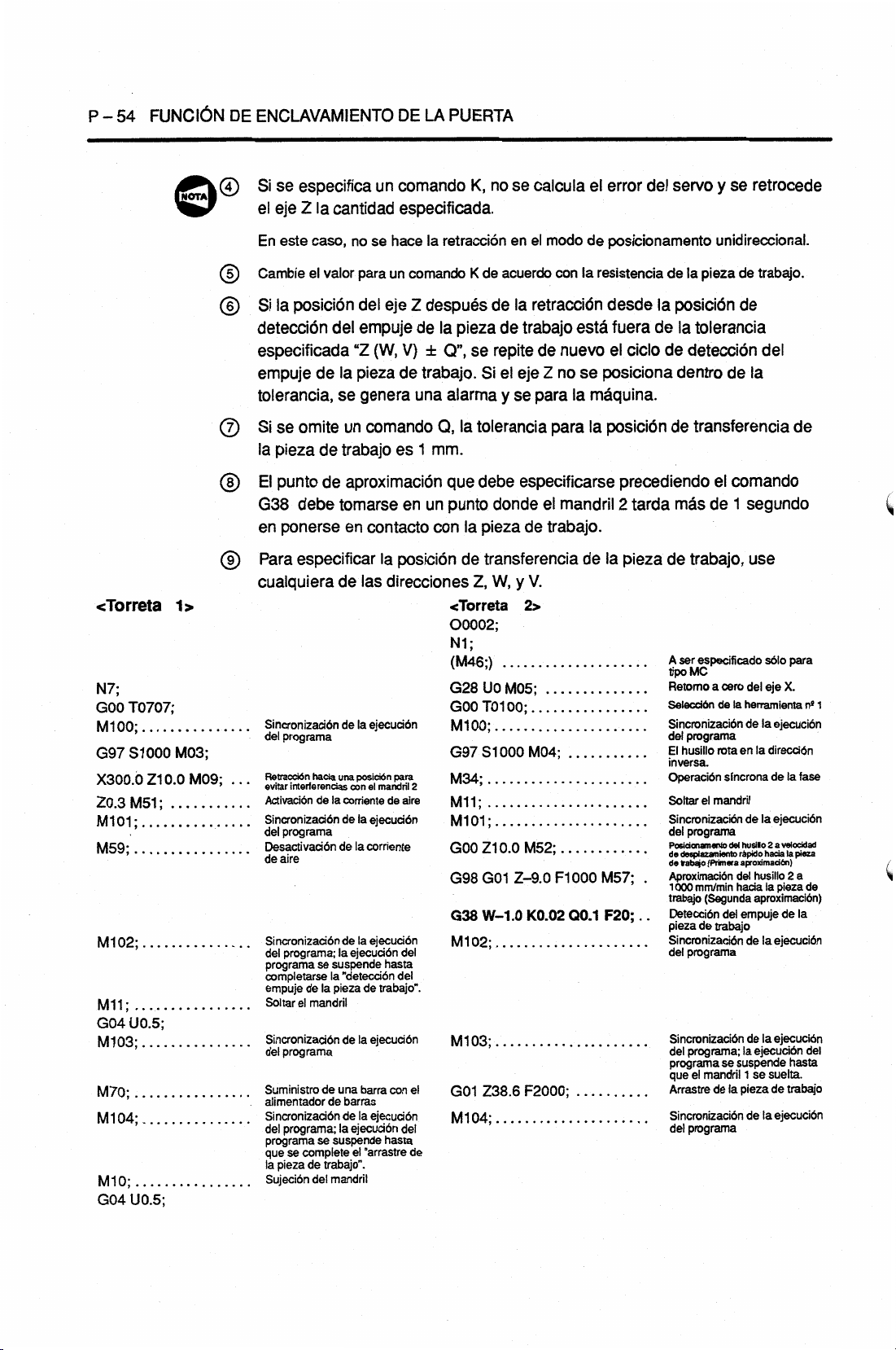
DE
P
54
-
FUNCI6N
ENCLAVAMIENTO
DE
LA
PUERTA
<0©
cTorreta
N7;
GOO
M100;
G97S1000
X300.0Z10.0
Z0.3M51;
M101;
M59;
M102;
;
M11
G04
M103;
M70;
M104;
M10;
G04
1>
T0707;
M03;
U0.5;
U0.5;
M09;
Si
el
En
Cambie
©
Si
©
deteccion
especificada
empuje
tolerancia,
Si
©
la
El
©
G38
en
Para
©
cualquiera
Sincronizacidn
del
Retra
...
evitar
Activacidn
Sincronizacidn
del
Desactivaddndela
de
Sincronizaddn
del
programa
completarse
empuje
Soltar
Sincronizaddn
del
Suministro
alimentadordebarras
Sincronizaddn
del
programa
que
la
Sujecidn
especifica
se
eje
Z
la
caso,
este
el
valor
posicion
la
de
se
omiteuncomando
pieza
de
de
punto
debe
ponerse
un
cantidad
no
se
para
del
empuje
del
(W,
“Z
pieza
la
genera
se
trabajo
aproximacion
tomarse
en
contacto
especificar
las
de
ejecuddn
de
programa
cc*5n
interferendas
programa
aire
programa;
de
el
programa
programa;
complete
se
de
pieza
la
unaposickSn
hada
delacorrientedeaire
se
mandril
se
del
de
de
la
suspende
"detecddn
la
pieza
la
de
de
una
de
la
suspende
trabajo”.
mandril
el
con
ejecuddn
la
corriente
la
ejecuddn
ejecuddn
de
ejecuddn
la
barra
ejecuddn
la
ejecuddn
"arrastre
el
comando
especificada.
la
hace
un
eje
retraccionenel
comando
despues
Z
la
de
V)
±
trabajo.
de
una
Q,
mm.
1
es
en
un
con
posicion
la
direcciones
para
mandril
2
del
hasta
del
trabajo’.
el
con
del
hasta
de
K,
no
de
K
acuerdo
delaretraccion
pieza
de
Q”,
repite
se
Si
el
alarma
que
punto
y
la
tolerancia
debe
dondeelmandril2tarda
pieza
la
de
transferencia
Z,
W,
<Torreta
00002;
N1;
(M46;)
G28U0M05;
G00T0100;
M100;
G97S1000
M34;
1
Ml
;
M101;
Z10.0
GOO
G98
G01
G38
W-1.0
M102;
M103;
G01
Z38.6
M104;
se
calcula
trabajo
de
eje
para
se
modo
con
nuevo
no
Z
para
el
de
la
esta
se
maquina.
la
la
especificarse
trabajo.
de
de
V.
y
2>
.
...
M04;
M52;
Z-9.0
F1
K0.02
F2000;
000
Q0.1
error
del
servo
posicionamento
resistencia
desde
fuera
el
posiciona
posicibn
de
posicibn
la
delatolerancia
de
ciclo
dentrodela
de
precediendo
mas
pieza
la
M57:
F20;
de
A
tipoMC
Retomo
Selecddn
Sincronizacidn
del
El
inversa.
Operacidn
Soltar
Sincronizacidn
del
Posidononanto
de
de
Aproximacidn
.
000
1
trabajo
Deteccidn
.
.
pieza
Sincronizacidn
del
Sincronizacidn
del
programa
que
Arrastredela
Sincronizacidn
del
ser
husillo
desplazamiento
tabaio
y
se
retrocede
unidireccional.
la
pieza
de
trabajo.
de
deteccion
del
transferencia
el
comando
segundo
1
de
trabajo,
especificado
programa
programa
mm/min
de
programa
programa;
el
programa
a
cero
de
la
rota
sfncrona
el
mandril
del
(Prim
era
(Segunda
del
trabajo
se
mandril
use
sdlo
eje
del
herramienta
la
de
en
la
direcddn
de
la
husilo
2
hada
ripido
aproximaadn)
husillo
del
hada
la
aproximacidn)
empuje
de
la
de
la
ejecuddn
la
suspende
se
suelta.
1
pieza
la
de
de
para
X.
n9
ejecuddn
de
la
fase
ejecuddn
a
vefoddad
la
pieza
a
2
pieza
la
de
ejecuci6n
ejecuddn
hasta
trabajo
de
ejecuddn
de
del
1
<*
Page 69
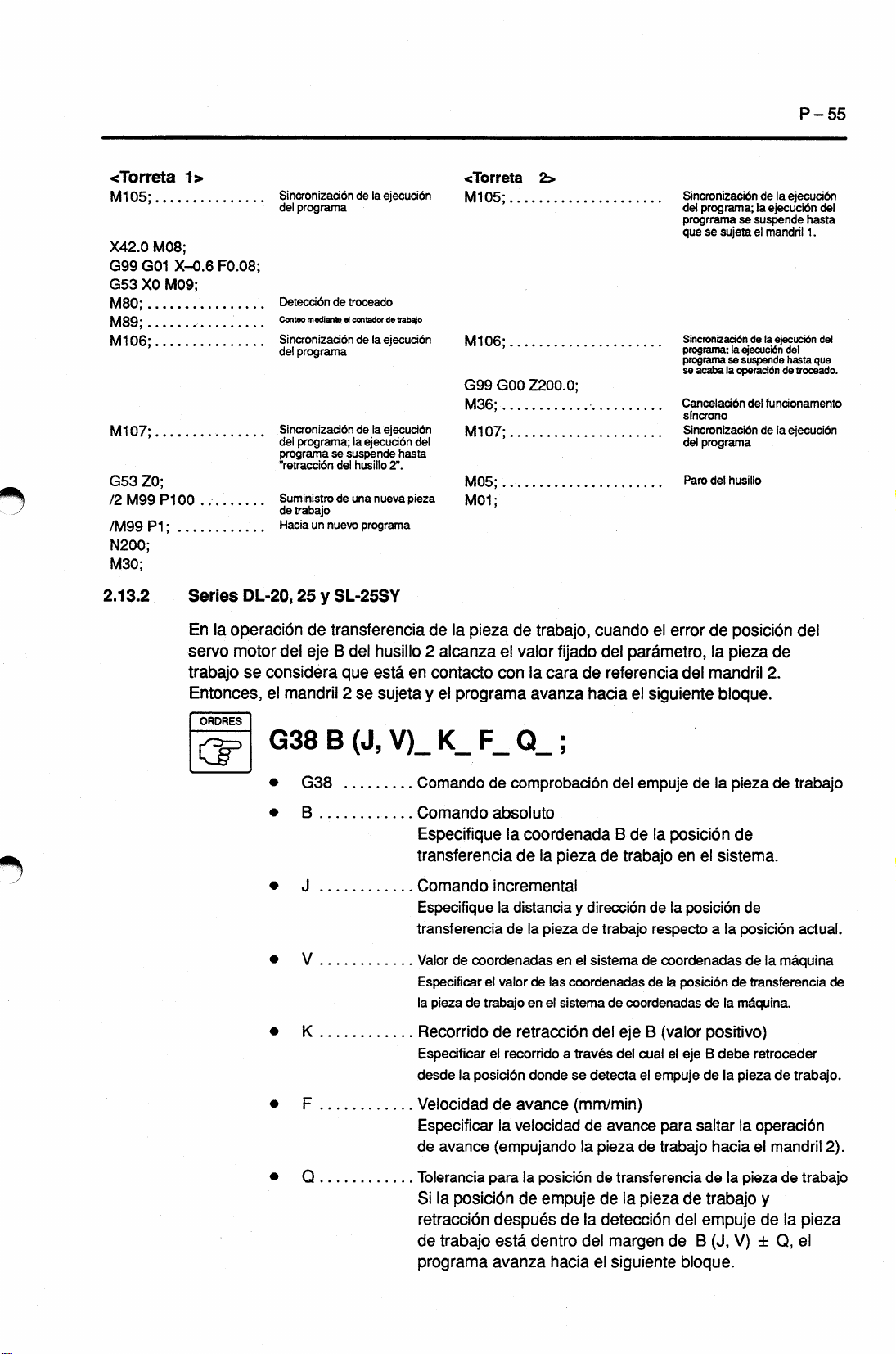
P-55
<Torreta
M105;
X42.0
G99
G01
G53
XO
M80;
M89;
M106;
M107;
G53
ZO;
12
M99
/M99
P1
N200;
M30;
2.13.2
M08;
X-0.6
M09;
P100
;
1>
F0.08;
..
Series
En
operacion
la
servo
motor
trabajo
Entonces,
ORDRES
Sincronizadbn
del
Detecdbn
Con
Sinaonizacibn
del
Sincronizadbn
del
programa
"retraccibn
Suministro
de
Hacia
DL-20,
del
se
considers
el
programa
modi
too
ante
programa
programa;
trabajo
un
nuevo
y
25
de
eje
mandril
de
se
SL-25SY
transferencia
B
de
troceado
el
con
de
de
ejecudbn
la
suspende
del
husillo
de
una
programa
del
que
2
se
ejecucibn
la
tadordo
ejecucibn
la
ejecudbn
la
2”.
nueva
husillo
esta
sujeta
trabajo
hasta
pieza
en
del
de
2
alcanza
contacto
y
el
la
programa
G38B(J,V)_K_F_Q_;
<Torreta
M105;
M106;
G99
GOO
M36;
M107;
M05;
M01;
pieza
el
conlacara
2>
Z200.0;
trabajo,
de
valor
avanza
fijado
de
cuando
parametro,
del
referenda
hacia
el
error
siguiente
el
Sincronizadbn
programa;
del
progrrama
que
Sincronizadbn
programa;
programa
se
Canceladbn
slncrono
Sincronizacibn
del
Paro
del
se
sujeta
la
se
acaba
la
programa
husillo
del
de
pieza
la
mandril
se
de
ejecucibn
suspende
operadbn
del
posicion
bloque.
ejecucibn
de
la
ejecucibn
la
suspende
el
hasta
mandril
1
la
ejecucibn
del
hasta
de
troceado.
fundonamento
ejecucibn
de
la
del
de
2.
del
.
del
que
•
•
•
•
•
•
•
G38
B
J
V
K
F
Q
Comando
Comando
Especifique
transferencia
Comando
Especifique
transferencia
Valor
Especificar
pieza
la
de
comprobacion
absoluto
la
coordenadaBde
de
incremental
la
distancia
de
la
de
coordenadasenel
el
valordelas
trabajo
de
en
pieza
la
y
pieza
coordenadasdela
el
sistema
Recorridoderetraccion
el
Especificar
desde
la
posicion
Velocidad
Especificar
de
avance
Tolerancia
Si
la
posicion
retraccion
de
trabajo
programa
recorrido
de
la
(empujando
para
despues
esta
avanza
a
traves
dondesedetecta
avance
(mm/min)
velocidad
la
posicion
de
empuje
deladeteccion
dentro
hacia
del
empuje
la
trabajo
de
direcciondela
de
trabajo
respecto
sistemadecoordenadas
de
coordenadas
(valor
eje
del
de
la
del
el
B
del
cual
el
empuje
avance
de
pieza
de
transferencia
la
pieza
de
margen
siguiente
para
trabajo
la
de
posicion
en
el
posicion
a
posicion
de
positivo)
el
B
eje
de
saltar
hacia
de
trabajo
de
empuje
del
B
(J,
de
bloque.
pieza
de
sistema.
de
posicion
la
de
la
de
transferencia
la
maquina.
debe
retroceder
la
pieza
la
operacion
mandril
el
pieza
la
y
de
±
V)
de
trabajo
actual.
maquina
de
trabajo.
trabajo
de
pieza
la
el
Q,
de
2).
Page 70
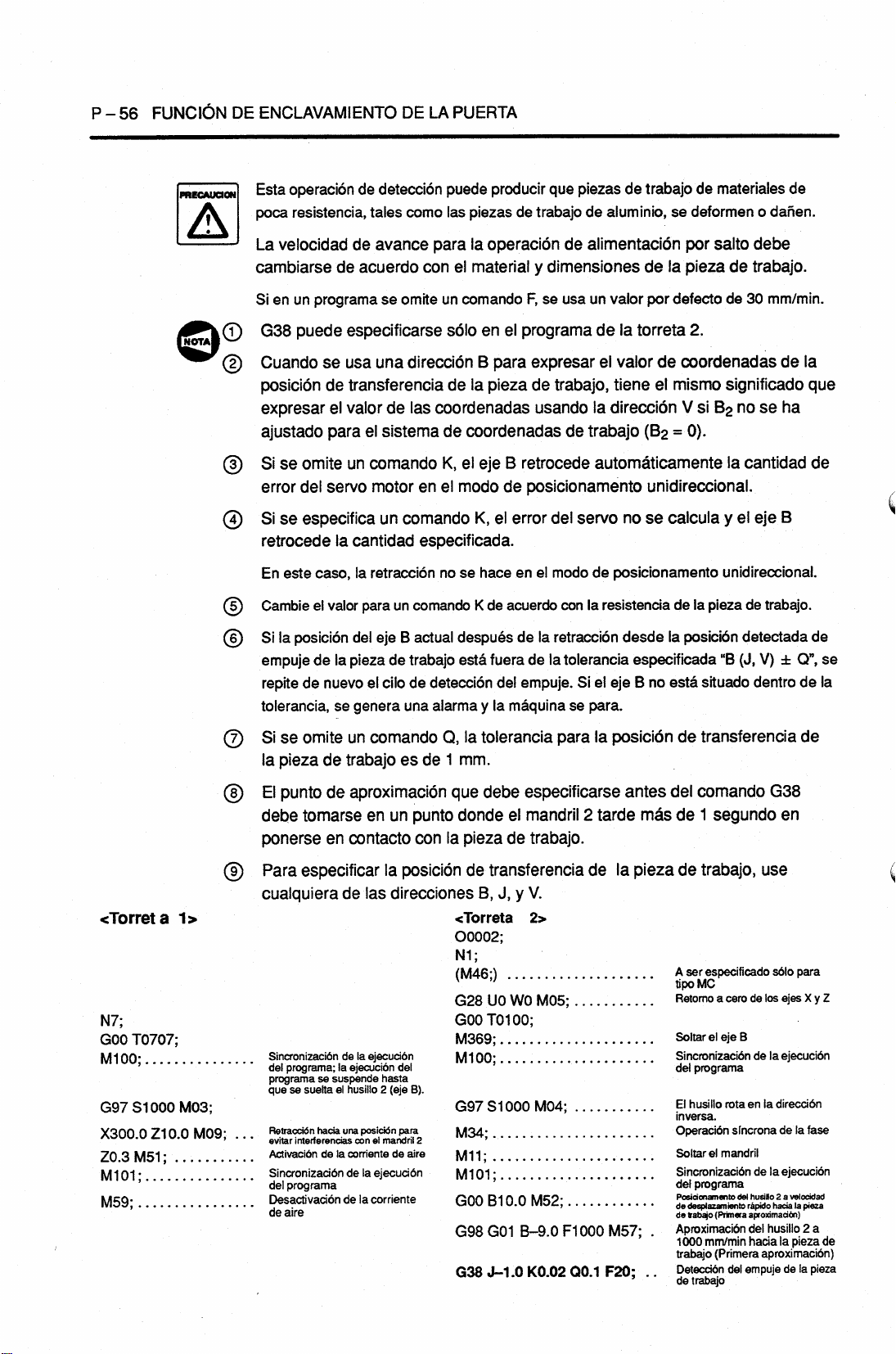
LA
DE
FUNC16N
-
P
56
ENCLAVAMIENTO
DE
PUERTA
PRECAUdON
A
©
(
@
(5)
(D
Esta
poca
La
cambiarse
Si
G38
Cuando
position
expresar
ajustado
3
)
Si
error
Si
retrocede
En
Cambie
Si
empuje
repite
tolerancia,
operation
resistencia,
velocidad
en
un
puede
se
omiteuncomando
del
especifica
se
este
position
la
de
de
de
de
acuerdo
programs
especificarse
usa
se
transferencia
de
el
valor
el
para
servo
cantidad
la
caso,
la
para
el
valor
del
de
la
pieza
nuevo
genera
se
tales
motor
retraction
el
detection
como
avance
con
omite
se
una
direction
de
las
sistema
en
un
comando
especificada.
un
comando
actual
eje
B
de
trabajo
cilo
de
una
producir
puede
las
piezas
operation
la
para
el
material
comando
un
en
B
la
el
para
pieza
solo
de
coordenadas
coordenadas
de
K,
eje
B
el
el
modo
de
K,
error
el
se
hace
no
de
acuerdo
K
despues
fuera
esta
detection
alarmayla
del
maquina
trabajo
de
piezas
que
de
trabajo
de
dimensionesdela
y
F,
se
programa
expresar
trabajo,
de
aluminio,
de
alimentation
valor
usa
un
de
el
tiene
por
torreta
la
valordecoordenadasdela
el
usandoladirectionVsi
trabajo
de
retrocede
automaticamentelacantidad
posicionamento
del
servo
el
modo
en
delaretraction
de
empuje.
de
con
la
latolerancia
el
Si
para.
se
(B2
unidirectional.
se
no
posicionamento
resistenciadela
desde
especificada
no
eje
B
de
deformen
se
por
pieza
defecto
2.
mismo
0).
=
calcula
pieza
posicibn
la
situado
esta
o
danen.
debe
trabajo.
mm/min.
30
de
materiales
salto
de
de
significado
no
se
B2
y
ha
B
eje
el
unidirectional.
trabajo.
de
detectada
V)
(J,
“B
±
dentrodela
Q”,
que
de
de
se
<Torreta
N7;
GOO
T0707;
M100;
G97
S1000
X300.0
Z0.3
M51
M101;
M59;
Z1
;
1>
M03;
0.0
M09;
©
©
©
.
..
se
Si
omiteuncomando
pieza
la
El
debe
ponerse
Para
cualquiera
Sincronizacidn
del
programa
que
Activacidndela
Sincronizacidn
del
Desactivaddn
de
de
de
punto
tomarse
en
especificar
programa;
se
se
suelta
programa
aire
de
de
la
suspends
el
de
trabajo
es
de
aproximacidn
punto
en
un
contacto
las
la
ejecucidn
husillo
corrientedeaire
de
la
la
con
position
la
direcciones
ejecucidn
del
hasta
B).
(eje
2
ejecucidn
corriente
Q,
la
tolerancia
1
mm.
que
debe
donde
pieza
la
de
transferencia
B,
J,
<Torreta
00002;
N1;
(M46;)
UO
G28
G00T0100;
M369;
M100;
G97S1000
M34;
M11;
;
M101
GOO
B10.0
G98G01
G38
J-1
para
especificarse
mandril2tarde
el
trabajo.
de
V.
y
2>
M05;
WO
M04;
M52;
F1000
9.0
B—
Q0.1
K0.02
.0
position
la
de
M57;
F20;
antes
la
pieza
de
G38
en
use
mas
de
transferencia
del
comando
de
segundo
1
trabajo,
de
____
s6lo
A
tipoMC
Retomo
Solar
Sincronizacidn
del
El
inversa.
Operacidn
Solar
Sincronizacidn
del
Posi
deb
de
Aproximacidn
.
1000
trabajo
Derecadn
.
.
especificado
:r
ser
a
cero
eje
el
programa
husillo
rota
slncrona
mandril
el
programa
icicnamflnto
despiazamiento
(Primera
frabajo
mm/min
(Primera
del
B
del
empuje
para
los
da
ejes
ejecucidn
la
de
la
direccidn
en
de
la
ejecucidn
de
la
a
veioddad
husiBo
2
hacia
la
r&pido
aproximacidn)
husillo
del
pieza
hacia
la
aproximacidn)
la
de
X
fase
pieza
2
pieza
y
Z
a
de
Page 71
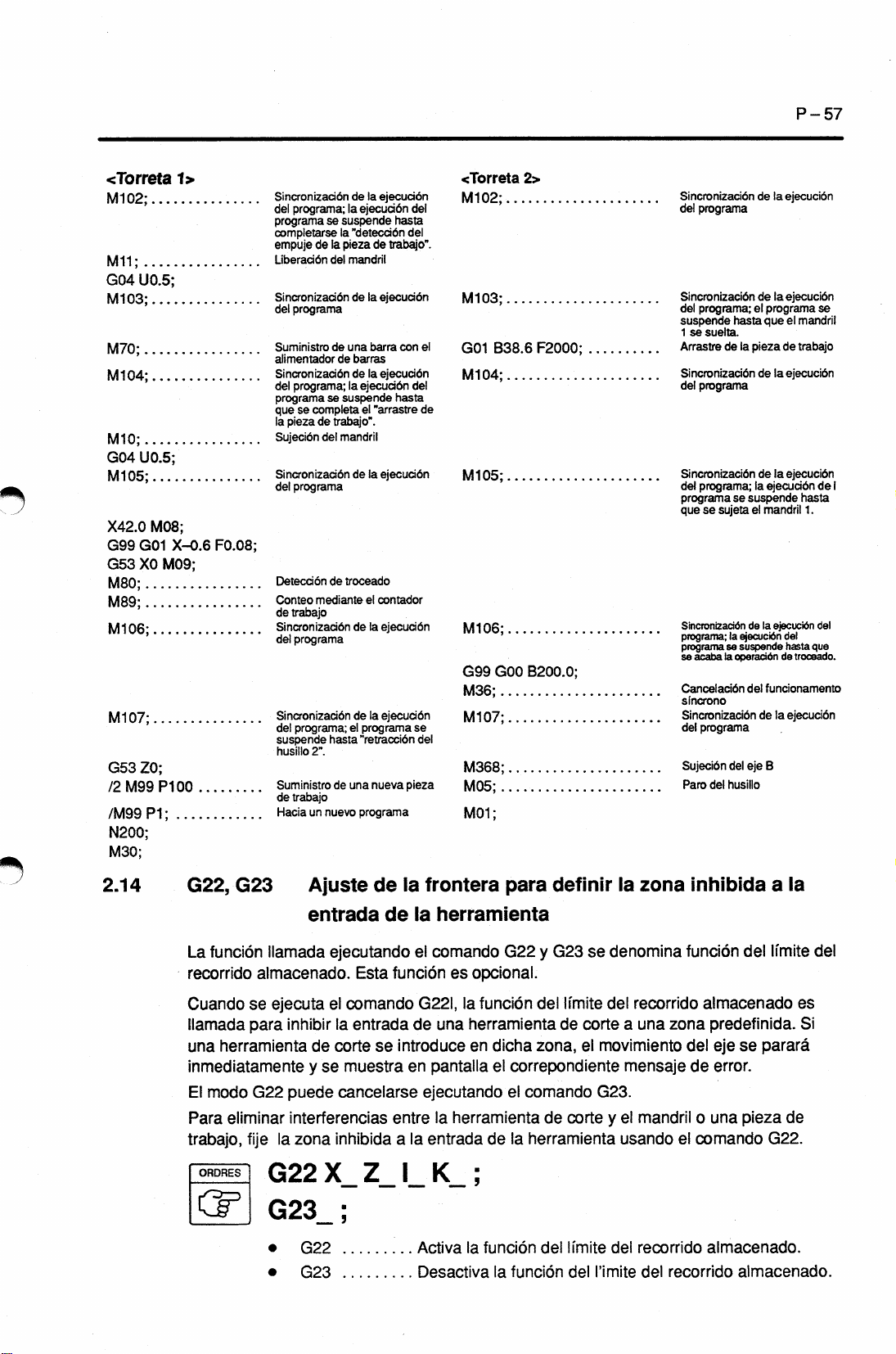
P-57
<Torreta
M102;
M11;
1)0.5;
G04
M103;
M70;
.
M104;
M10;
G04
U0.5;
M105;
M08;
X42.0
G99
G01
G53
X0
M80;
M89;
M106;
M107;
G53
Z0;
P100
/2M99
/M99
P1;
N200;
M30;
i>
X-0.6
M09;
F0.08;
Sincronizaddn
programa;
del
programa
completarse
empuje
Liberaddn
Sincronizacibn
del
Suministro
alimentador
Sincronizaddn
del
programa
que
la
Sujecidn
Sincronizaddn
del
Detecddn
Conteo
de
Sincronizaddn
del
Sincronizaddn
del
suspende
husillo
Suministro
de
Hacia
se
la
de
la
del
programa
de
de
programa;
se
completa
se
trabajo".
pieza
de
mandril
del
programa
de
medianteelcontador
trabajo
programa
programa;
hasta
2".
de
trabajo
un
nuevo
ejecuddn
de
la
ejecudbn
la
suspende
”detecd6n
pieza
de
mandril
ejecudbn
la
de
barra
una
barras
ejecuddn
de
la
ejecuddn
la
suspende
el
"arrastre
ejecuddn
de
la
troceado
ejecuddn
de
la
ejecuddn
de
la
programa
el
"retraccidn
nueva
una
programa
del
hasta
del
trabajo”.
el
con
del
hasta
de
se
del
pieza
cTorreta
M102;
M103;
B38.6
G01
M104;
M105;
M106;
G99
GOO
M36;
M107;
M368;
M05;
M01;
2>
F2000;
B200.0;
Sincronizacibn
programa
del
Sincronizacibn
programa;
del
suspende
1
Arrastredela
Sincronizaddn
del
Sincronizaddn
del
programa
que
Sincronizaddn
programa;
programa
se
Cancelacidn
sfncrono
Sincronizaddn
del
Sujecidn
Paro
suelta.
se
programa
programa;
sujeta
se
acaba
programa
del
hasta
se
la
ejecuddn
suspende
se
operaddn
la
del
husillo
ejecucibn
de
ia
laejecucidn
de
programa
el
que
el
de
pieza
ejecuddn
de
la
ejecuddn
de
la
ejecuddn
la
suspende
el
mandril
ejecuddn
de
la
del
hasta
de
del
funcionamento
ejecuddn
de
la
eje
B
se
mandril
trabajo
de
hasta
.
1
del
que
troceadc
I
2.14
G23
G22,
La
funcion
recorrido
Cuando
llamada
una
llamada
almacenado.
ejecuta
se
para
inhibir
herramienta
inmediatamente
G22
modo
El
Para
eliminar
trabajo,
ORDRES
Cgj
puede
interferencias
fije
zona
la
G22
G23_
•
•
Ajuste
entrada
ejecutando
el
comando
la
de
corte
y
se
muestra
canceiarse
inhibida
X_
;
G22
G23
de
de
Esta
funcion
entrada
se
entre
Z_
frontera
la
la
herramienta
comando
el
es
G22I,
una
de
introduce
pantalla
en
ejecutando
herramienta
la
a
entradadela
la
l_
K_
Activa
Desactiva
para
G22
opcional.
la
funcion
herramienta
en
dicha
correpondiente
el
el
comando
herramienta
;
funcion
la
la
funcion
definir
y
G23
Ifmite
del
de
zona,
de
del
denomina
se
del
corte
el
movimiento
G23.
y
corte
Ifmite
I’imite
del
zona
la
recorrido
a
una
mensaje
el
mandril
usando
del
recorrido
del
inhibidaala
funcion
zona
del
de
el
recorrido
del
almacenado
predefinida.
se
eje
error.
pieza
o
una
comando
almacenado.
almacenado.
Ifmite
es
parara
de
G22.
del
Si
Page 72
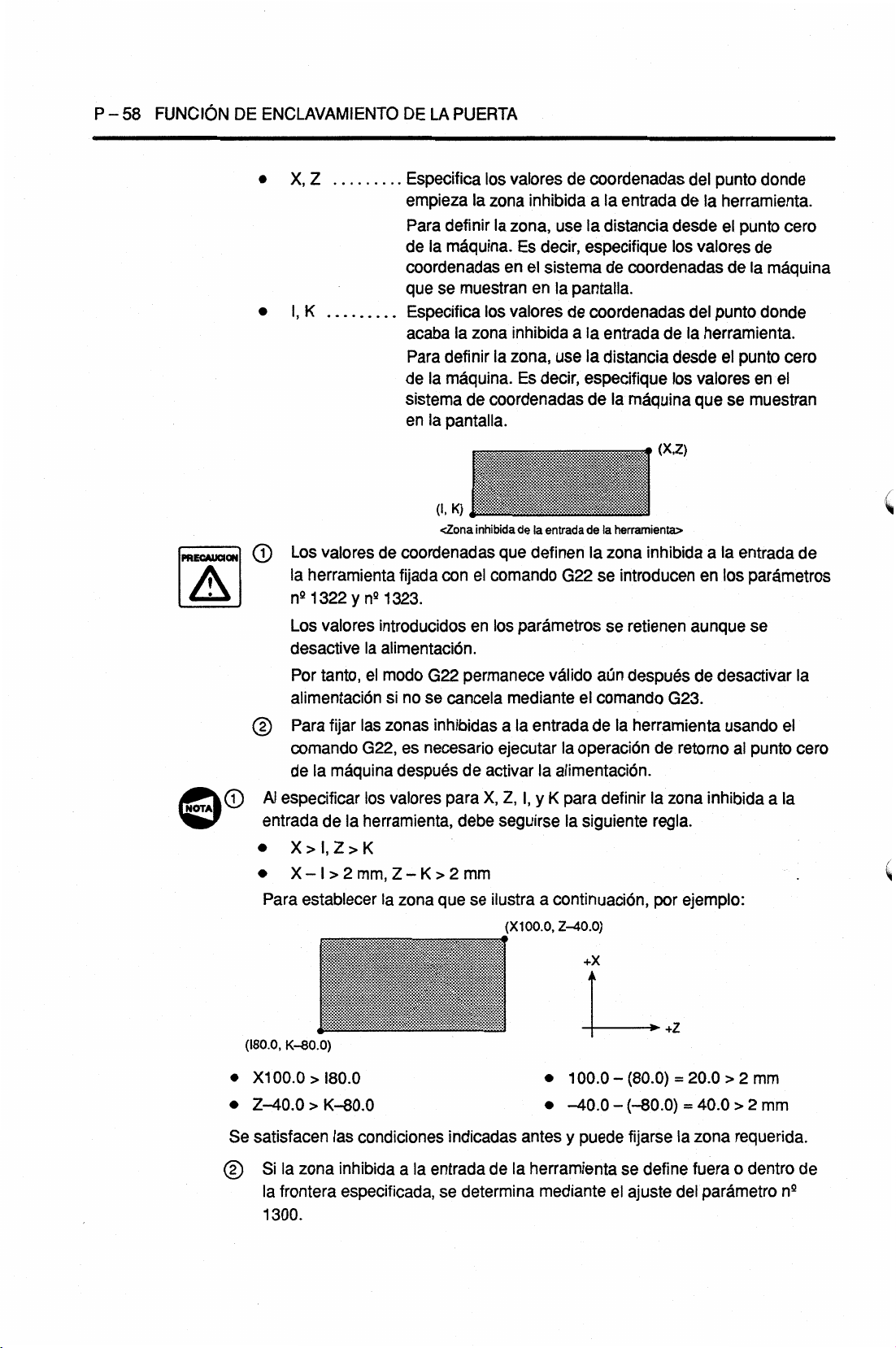
DE
LA
ENCLAVAMIENTO
58
P
-
FUNCION
DE
•
•
X,Z
K
I.
PUERTA
los
Especifica
empieza
Para
definir
maquina.
de
la
coordenadasenel
que
se
muestran
Especifica
acaba
la
definir
Para
maquina.
de
la
sistema
pantalla.
en
la
valoresdecoordenadas
zona
la
zona,
la
Es
los
valoresdecoordenadas
inhibida
zona
zona,
la
Es
coordenadas
de
inhibida
decir,
en
decir,
a
la
entrada
use
la
distancia
especifique
sistemadecoordenadas
pantalla.
la
entradadela
la
a
use
la
distancia
especifique
mdquina
la
de
de
desde
los
desde
los
(X.Z)
punto
del
la
valores
del
herramienta.
valores
que
donde
herramienta.
el
punto
de
la
de
donde
punto
punto
el
en
se
muestran
cero
maquina
cero
el
PRECAUCION
Q
A
(D
Al
<0©
entrada
•
•
Para
Los
valoresdecoordenadas
la
herramienta
n®
1322
Los
valores
desactive
tanto,
Por
alimentacidn
fijar
Para
comando
maquina
la
de
especificar
la
de
I,
X
Z>K
>
1
X
2
-
>
establecer
fijada
yn®
1323.
introducidos
alimentacidn.
la
el
modo
no
si
zonas
las
G22,
es
despues
los
valores
herramienta,
mm,
Z
-
zona
la
.
K)
(I.
<Zona
inhibida
con
el
comando
en
permanece
G22
se
cancela
inhibidasala
necesario
de
activar
X,Z,I,
para
debe
K
mm
2
>
que
se
ill
delaentrada
que
definen
los
parametros
medianteelcomando
entrada
ejecutar
seguirse
ilustra
(X100.0,
.
delaherramienta>
zona
la
se
G22
se
valido
aun
de
operaci6n
la
alimentacidn.
la
para
y
K
a
definir
siguiente
la
continuacidn,
40.0)
Z—
+x
introducenenlos
la
inhibida
G23.
de
retorno
zona
la
regia.
por
aunque
de
ejemplo:
retienen
despues
herramienta
la
a
entrada
parametros
se
desactivar
al
el
punto
usando
inhibidaala
*
de
la
cero
(180.0,
K-80.0)
X100.0
•
Z-40.0>K-80.0
•
Se
satisfacen
(?)
Si
la
la
frontera
1300.
zona
I80.0
>
las
condiciones
inhibida
especificada,
indicadas
a
entradadela
la
se
antes
determina
100.0
•
-ÿ0.0
•
y
puede
herramienta
mediante
-(80.0)
-(-80.0)
fijarse
se
define
ajuste
el
20.0
=
40.0
=
zona
la
fuera
del
parametro
>2
mm
mm
>2
requerida.
o
dentro
de
n®
Page 73

P-59
(0©
(4)
EJEMPLO
fijar
Para
+x
\
Si
herramienta
una
herramienta
para
se
Si
opuesta
Despues
entradadela
Los
una
(I80.0,
Punto
ocurre,
esto
de
comandos
zona
K-80.0)
de
cero
de
corte
se
que
establece
inmediatamente
la
herramienta
respecto
mover
herramienta,
como
la
a
direccion
la
manualmente
pulse
G23
y
G22
se
ilustraacontinuacion.
de
trabajo
pieza
se
introduce
usandoelcomando
y
se
muestra
de
corte
la
en
herramienta
la
la
tecla
RESET
[
deben
especificarse
(X100.0.Z-40.0)
en
puede
que
de
]
en
la
zona
pantalla
moverse
se
ha
introducidoenla
hacia
corte
del
panel
\
en
de
un
Punto
inhibidaala
G22,
el
mensaje
un
solo
de
afuera
operacion
bloque
de
cero
entradadela
movimiento
de
alarma.
direccion
en
la
zona.
inhibida
zona
la
para
borrarlaalarma.
sin
ia
maquina
otros
comandos.
del
a
eje
la
2.15
00001
;
N1;
G00G28U0W0;
G22
X100.0
S2000;
G50
T0101
:
Z-40.0
;
:
i
G23;
MOO,
para
M01
Cuando
Se
Introduzca
A
interruptor
interruptor,
se
rotacion
durante
incondicionalmente.
para
la
rotacion
el
comando
diferencia
del
de
comando
el
el
del
comando
husillo,
ejecuta
I80.0
Programa
Paro
ejecucion
la
del
comando
paro
opcional
el
K-80.0;
de
mecanizado
programa
del
de
husillo,
MOO
en
un
MOO,
del
tiene
M01
M01
mientras
movimiento
y
paro
programa
un
movimiento
el
programa
el
comando
paneldeoperacion.
mismo
el
es
eje
del
en
un
M01
efecto
valida
y
la
se
del
bloque
la
descarga
Retorno
Ajuste
la
herramienta
Si
la
herramienta
para
se
se
muestra
Cancelacttn
opcional
ejecuta
y
eje
la
donde
es
valido
En
el
que
el
funcion
de
a
cero
zona
de
la
como
de
su
movimiento
el
zona
de
la
el
comando
descarga
deba
suspenderse
solo
cuando
estado
comando
de
paro
refrigerante.
de
los
inhibidaala
se
ilustra
introduce
se
corte
mensaje
inhibidaala
MOO,
refrigerante.
de
se
que
en
MOO.
se
Es
opcional,
ejes
XyZ
en
y
de
alarma.
entrada
delaherramiema
maquina
la
la
pulsa
pulsa
decir,
se
para
entrada
arriba
la
operacion.
en
esta
pantalla
de
zona
el
este
cuando
la
Introduzca
ocasionalmente
programa
comando
el
para
M01
segun
mecanizar
se
en
un
requiera.
la
primera
programa,
Por
pieza
en
un
ejemplo,
de
trabajo
bloque
use
0
donde
el
para
deba
comando
ejecutar
suspenderse
cuando
M01
de
el
corte
prueba.
la
operacion
ejecute
el
Page 74

PUERTA
LA
M01>
y
DE
P
60
-
FUNCI6N
de
<Uso
ENCLAVAMIENTO
DE
comandos
los
MOO
comprobar
-
comprobar
-
extraer
-
extraer
-
ORDRES
GPl
PRECAUaQN
A
las
la
punta
las
virutas
montar
0
MOO;
MOI;
codigo
El
0
ejecutar
funcionamento
bloque
el
GOO
MOO;
N2;
G50
GOO
G96
X50.0
G01
dimensiones
herramienta,
de
la
durante
pieza
una
Llamaala
Llamaala
y
el
S
los
comandos
correcto,
siguiente
X200.0Z1
M01;
or
S2000;
T0202;
(G97)
Z20.0
Z10.0
50.0
S100
M08;
F1.0;
pieza
de
la
mecanizado,
el
trabajo.
de
funcion
funcion
codigo
F
MOO
se
bloque
al
M09;
M03;
trabajo
de
paro
de
paro
de
permanecen
Sin
M01
.
0
recomienda
que
contiene
mecanizada,
programa.
del
opcional.
en
memoria
la
embargo,
que
estos
el
comando
incluso
para
asegurar
codigos
MOO
despues
se
escriban
M01
0
de
un
en
.
JP\0
0
Especifique
El
0
0
indicador
MOO
programa
El
funcionamento
Cuando
husillo
cancelan.
posicion
o
M01
que
torreta
de
incorrecta,
de
llevar
y
manual.
funcionamento
el
trabajo,
de
Despues
MOO
tiene
la
operacion
reinicia
interferencia
pieza
dispone
corte
el
de
.
M01
0
se
se
ejecuta
M04)
(M03,
Por
donde
suspenderse
gire
,
los
el),
no
el
cabo
a
ejes
que
Despues
las
entre
mandril,
la
o
pieza
produciendo
comando
estado
ejecuta
(MO0/M01
automatico
el
comando
codigo
y
el
tanto,
estos
especificar
al
codigos
temporalmente
la
de
estas
sido
puede
restaurar
trabajo
la
rotura
M01
o
)
se
torreta
operaciones
accionados
reiniciarse
de
se
en
enciende
cabezal
de
una
hayan
sin
herramientas
mecanismo
de
MOO
continuamente
MOO
M
M
de
de
se
ciclo)
o
descarga
comando
el
introducen
(inicio
el
funcionamento
ni
mueva
al
el
el
estado
los
o
corte
de
sujecion,
mecanizara
herramienta
de
la
un
bloque
cuando
paneldeoperacion.
del
,
los
M01
del
mediante
eje
manualmente.
un
ambas,
o
estado
funcionamento
previo,
soportes
o
mediante
sin
cuando
se
pulsaelinterruptor
codigos
refrigerante
MOO
teniendo
devuelvaelcabezal
anterior
se
producira
de
el
contracabezal
una
de
corte.
comandos.
otros
se
ejecuta
de
M
,
determine
M01
o
esto
el
comando
de
antes
automatico.
una
las
herramientas
(si
se
herramienta
el
comando
de
arranque
se
(M08)
en
consideration.
la
Si
la
del
Si
se
se
de
de
y
la
reiniciar
Al
comando
se
Si
requiere
un
programa
MOO
descarga
o
M01
,
despues
especifique
de
refrigerante,
de
suspender
comando
el
su
M03
especifique
ejecucion
en
M04
o
asimismo
mediante
el
bloque
el
codigo
un
de
M08.
reinicio.
Page 75
P-61
2.16
M/
6
M30
Cuando
Se
)
1
-
-
-
El
2)
En
activa
A
continuaci6n
estado
con
el
mostrado
La
El
comando
del
La
El
comando
Fin
ejecuta
se
todas
para
Se
para
Se
para
Se
reinicializa.
se
el
estado
alimentation.
la
funcion
bloque
funcion
del
-
-
paran
NC
explica
se
interruptor
del
a
la
derecha
paro
de
M01
donde
paro
de
M01
programa
el
comando
operaciones
las
la
rotation
el
movimiento
descarga
la
reinitialization,
de
opcional
se
se
opcional
se
del
de
embargo,
Sin
ejecuta
ignora
M30,
husillo.
del
se
de
ejecuta
paro
como
es
y
el
encuentra
es
y
el
y
rebobinado
maquina.
de
la
eje.
refrigerante.
son
validos
los
el
opcional
valida:
programa
el
comando
invalids:
programa
los
modos
comando
panel
del
para
se
M01
.
ejecuta
se
codigos
G
G20oG21
en
M01
de
despu6s
relacidn
operaciones
de
la
continuamente.
que
son
validos
permanecen
“St
ejecucion
cuando
invariables.
se
-5
codigos
Los
3)
El
cursor
Estosellama
Puesto
automatico
cido)
de
DESBLOQUEO
|
O
ORDRES
(T
M30;
JPJVQ
©
y
codigos
S
vuelve
que
Para
PUERTA,
MANUAL
Especifique
El
indicadordeencima
ciclo)
el
indicadordeestado
funcion
la
maquina
no
la
si
puerta
detalles
se
al
inicio
puede
iniciarse
frontal
LA
DE
del
consulte
DE
FUNCIONAMENTO
el
comando
apaga
permanecen
F
programa.
del
de
rebobinado
esta
equipada
aunque
no
abre/cierra
se
PUERTA
fundonamento
Especifica
La
programa
y
se
en
FUNCION
ejecucion
M30
del
ejecuta
se
(M02/M30).
pulse
el
se
validos.
programa.
del
la
con
funcion
pulse
se
el
menos
al
despues
interruptor
del
DE
suministrado
programa
fin
del
programa
del
rebobina.
bloque
en
un
interruptor
el
comando
de
interbloqueo
interruptor
una
vezoa
de
concluir
INTERBLOQUEO
y
finaliza,
sin
de
funcionamento
M30.
de
fundonamento
de
menos
el
programa.
DESBLOQUEO
de
por
separado.
rebobinado
NC
el
comandos.
otros
mismo
Al
la
puerta,
automaatico
el
que
DE
LA
PUERTAenel
programa.
del
se
reinicializa
automatico
tiempo,
el
fundonamento
interruptor
DE
LA
y
(inicio
se
enciende
(inicio
de
el
de
2.17
M03,
Los
comandos
El
comando
M04,
M05
M03
M05
se
M04
y
usa
Arranque
se
para
para
usan
detenerlarotacicon
y
paro
arrancar
del
husillo
el
husillo.
del
husillo.
Page 76

-
P
62
FUNCION
DE
ENCLAVAMIENTO
DE
LA
PUERTA
ORDRES
3"
PRECAUaON
A
el
husillo
esta
el
maquina
la
aplicando
Especifica
Direccion
Rotacion
detras
Especifica
Direccion
Rotacion
desde
Especifica
Para
M03;
M04;
M05;
pare
No
0
corte
de
mientraslaherramienta
herramienta
la
Arranque
@
herramienta
herramienta
permanece
Para
©
el
husilloalcambiarlamarcha
embargo,
Sin
se
este
el
normal:
en
del
husillo
el
inversa:
en
detras
el
la
rotacion
especificando
en
contacto
se
astillara
no
corte
corte
que
se
a
ejecutando
antreencontacto
se
requiera
permite
herramienta
la
husillo
de
de
estacionaria,
arranque
sentido
arranque
sentido
del
paro
con
de
corte
o
pone
la
del
horario,
del
antihorario,
husillo
del
husillo.
husillo.
del
el
comando
pieza
la
estaencontacto
se
dafiara
comando
el
en
contacto
herramienta
seleccidn
usando
cambiarlamarcha
de
husilloenla
mirando
husillo
trabajo.
de
pieza
la
con
de
de
codigos
corte.
en
mirando
M05
de
M03
pieza
la
con
la
corte
marcha,
M
mientras
la
o
de
pieza
husillo
pieza
la
antes
trabajo.
trabajo
de
necesario
es
como
carga
la
normal.
trabajo
inversa.
de
de
desde
trabajo
para
se
trabajo,
de
que
la
Si
la
mientras
parar
M41yM42.
de
corte
direccion
pieza
la
direccidn
la
mientraslaherramienta
Si
el
con
trabajo.
M04
de
pieza
se
astillara.
no
tales
\i/
6
Antes
necesario
Antesdecambiar
©
normal,
Si
se
cambia
M05,
El
©
©
husillo
siguientes.
MOO
M01
M02
M05
M19
M30
El
husillo
El
-
El
-
La
-
La
-
arrancar
de
especificar
pare
genera
se
para
no
mandril
husillo
torreta
puerta
rotacion
la
la
velocidad
la
direccionderotacion
una
vez
el
husillo
direccionderotacion
la
una
de
puede
esta
esta
esta
frontal
rotar
arrancar
suelto.
en
rotando.
(EX0401)
larma
cuando
temporal
Paro
Paro
opcional
Fin
del
Paro
del
Orientacion
Reinicializacion
si
neutral.
esta
abierta
del
husillo
del
husillo
especificando
del
se
y
ejecuta
se
del
(activacion
programa
husillo
husillo
del
y
en
esta
los
(durante
con
el
comando
requerida
de
normalainversa
el
comando
husillo
sin
para
el
husillo.
cualquiera
programa
del
rebobinado
siguientes
el
funcionamento
M03
usando
M05.
especificar
codigos
de
los
interruptor
estados.
M04,
o
o
de
automatico).
codigo
un
de
inversa
el
comando
M
paro
es
opcional)
S.
a
Page 77

P-63
2.18
M08,
refrigerante
El
Cuando
ORDRES
GP
PRECAUaON
A
3
m
\»/
M09
se
Descarga
descarga
se
especifica
M08;
M09;
No
0
descargar
puede
maquina.
No
0
Ademas,
deben
los
husillo,
se
Si
que
de
A
continuacion
interruptores
el
comando
refrigerante
usa
el
tanque
Para
las
consulte
CIONAMIENTO
cuando
el
comando
Especifica
Especifica
intente
descargue
cojinetes
M08:
cambiar
refrigerante
quedar
cuando
tomarse
el
husillo
de
refrigerante
funciones
capitulo
el
suministrado
explica
se
refrigerante
de
refrigerante
de
se
M09
angulodeajuste
el
enredado
refrigerante
descargue
medidas
del
husillo.
dafiar£.
se
para
el
funcionamento
interruptores
de
los
A
"PANELES
el
controldela
(on)
ON/OFF
especifica
para
se
la
activacion
la
desactivaciondela
durante
atrapado
o
mientras
de
Si
se
tiene
por
y
(off)
el
comando
la
descarga
de
el
funcionamento
entre
el
refrigerante
manera
DE
que
introduce
automatico,
suficiente
del
OPERACION”
separado.
descarga
panel
del
M08.
refrigerante.
de
descarga
la
de
la
las
husillo
mientraselhusillo
refrigerante
el
refrigerante
volumen
refrigerante
de
de
de
descarga
boquilla
automatico.
partes
rotando.
este
en
es
necesario
de
del
del
MANUAL
refrigerante
operacion
refrigerante.
refrigerante.
de
refrigerante
de
Si
mdvilesdela
este
no
se
introduzca
cojinetes
los
refrigerante.
paneldeoperacion,
DE
usando
en
combinacion
o
lo
intenta,
rotando,
del
asegurarse
FUN-
los
en
con
[ON]
Cuando
ciende
se
namento
interruptor
camente
[OFF]
El
interruptor
Pulsando
refrigerante
se
En
comando
Esta
pulsa
se
y
se
suminsitra
codigo
lee
el
automatico
refrigerante
del
refrigerante.
el
refrigerante
valideelmodo
estas
que
de
desactivacion
el
interruptor
provoca
condiciones,
M08.
caracterfstica
interruptor,
este
refrigerante
de
activacion
(MDI,
se
esta
(off)
que
de
desactivacion
el
se
usa
el
a
refrigerante
del
memoria,
(on)
se
enciende
descargando,
del
refrigerante
del
refrigerante
el
indicador
refrigerante
al
comprobar
indicador
travas
o
modo
se
de
este
refrigerante.
del
descarga
no
se
programa,
un
del
conmutador
boquillas.
de
las
M08
durante
cinta),
y
se
suministra
para
cuando
(off).
mientras
interruptor
el
indicador
se
no
se
parpadee,
aun
cuando
etc.
se
en-
Cuando
el
funcio¬
del
automÿti-
pulsa
el
descarga
se
|
o
y
ejecute
A
A
el
Page 78

ENCLAVAMIENTO
P
-
FUNCION
64
DE
DE
PUERTA
LA
2.19
M23,
Activaci6n
(1)
3T
Desactivacion
(2)
I
I
I
M24
del
WIH
---
Chaflanado
chaflanado
chaflanado
del
Desplazamiento
Avance
(M23)
(M24)
de
t
t
corte
ON/OFF
rapido
Los
comandos
o
cabo
roscas
Si
ranura
se
refrigerante
Especifique
refrigerante
ranura
y
no
llamado
rosea
la
al
requiere
al
el
chaflanado
La
distancia
distancia
final,
final,
M23
chaflanado
el
por
el
que
debe
como
el
comando
(M23).
el
comandodedesactivacion
(M24)
cuando
como
no
sea
debe
U/2
de
chaflanado.
indican
en
el
comando
cortarse
se
ilustraala
de
activacion
la
ilustra
se
necesario.
mayor
ser
ciclo
G92
no
rosea
a
M24
y
siseNeva
de
code
G76.
o
una
tiene
izquierda,
del
tenga
izquierda,
la
que
la
de
del
una
,
a
S
2.20
ORDRES
PRECAUCSON
A
La
©
parametro
El
M40
-
Para
las
la
velocidad
siguientes
Los
CL-15,
45W,
Los
transmision.
M23;
M24;
Preste
corte
distancia
ilustracion
la
angulo
M44
m£quinas
requerida
20,
DL-15,
comandos
suficiente
la
y
pieza
de
chaflanado
puede
ne
5130.
de
chaflanado
Selection
equipadas
del
equipos
25,
SL-00,
25,
20,
M40
Especifica
Llamaalmodo
Especifica
Cancels
atencionalas
trabajo
de
(r),
mediante
fijarse
es
del
con
husillo
no
SL-25SY
especificando
disponen
20,
M44
25,
pueden
15,
a
activacidn
de
activacion
desactivacion
el
modo
de
posibles
cuando
como
siempre
margen
transmision,
de
60A,
lleve
en
el
45°
de
transmision:
SFL-10,
usarse
chaflanado
del
del
chaflanado
de
activacion
interferencias
a
cabo
45°,
.
velocidad
la
marcha
comandos
los
MT-25,
para
solo
(ON).
chaflanado.
(OFF).
del
chaflanado.
la
entre
chaflanado.
el
i
i
del
husillo
debe
cambiarsedeacuerdo
M44.
a
M40
ZL-15,
maquinas
las
15S,
20,25,
herramienta
35W,
equipadas
de
con
con
Page 79

P-65
*5
El
numero
SL-35,
•
65B,
TL-40,
•
ZL-35
•
SL-65A,
•
SL-45A,
•
60AMC,
ZL-45
•
ORDRES
(T
disponible
45C,
65C,
65MC,
40MC,
75A
45B,
60BMC
M40
M41
M42
M43
M44
de
Modelos
SL-60C,
75B,
40Y
45MC,
45M,
marchas
60E,
60D,
75C,
75MC
60B,
Engranaje
Selecciona
Engranaje
Selecciona
Engranaje
Selecciona
Engranaje
Selecciona
Engranaje
del
husillo
transmision
de
punto
de
transmision
la13marcha.
de
transmision
23
la
de
transmision
la33marcha.
de
transmision
para
cada
Codigos
M41
M40,
M40,
M41
M40,
M41
muerto.
del
del
marcha.
del
modeloseindicaacontinuation.
M
usados
,
M42
,
M42,
,
M42,
del
husillo,
husillo,
husillo,
marcha
M43
M43,
husillo
12
2a
3s
para
seleccionar
M44
en
punto
marcha
marcha
marcha
muerto
Baja
v
del
husillo,
4s
marcha
Alta
una
La
velocidad
del
husillo
ATENCION
A
PRECAUCION
A
0©
©
cambiar
Al
necesario
durante
acortando
durante
produciendo
de
y
al
En
cada
velocidad
embrague.
en
cuenta
ejecucion
La
manualmente
la
Si
marcha
Cuando
arranque
el
el
marcha
mecanismodetransmisiondela
marcha,
maxima.
Por
esta
marcha
tambien
el
husillo
del
Selecciona
de
marcha
parar
corte,
su
vida.
corte
dariosenla
mientras
se
tanto,
el
husillo.
la
carga
Esto
o
la
pieza
se
permite
Esta
restriction
especificar
al
usando
restriction.
del
comando
mientraselhusillo
seleccionada
es
posible
esta
es
unicamente
en
husillo.
la4smarcha.
un
codigo
Sin
embargo,
de
corte
tambien
maquina
aplique
al
trabajo
de
husillo
puede
una
es
el
(husillo
M40
esta
muerto,
punto
manualmente
punto
muerto,
como
M,
sisecambiademarcha
se
o
la
carga
rotar
debida
codigo
en
parado.
entonces
al
aplica
se
herramienta
pieza
punto
no
motor
producir
escape
de
hasta
al
M
se
que
del
corte
trabajo.
de
una
li'mite
de
cambio
muerto)
la
selection
mientras
permitelaoperation
el
a
y
M41
y
a
la
el
motor
mandril,
de
corte.
la
pieza
velocidad
trabajo
del
marcha,
de
solo
de
husillo
el
no
estalle
No
cambie
trabajo
80%
maximo
tenga
posible
parado.
esta
de
es
otra
M42,
transmision
de
del
es
cualquier
de
del
la
(§)
Cuando
valido
de
automaticamente
ejecuta
el
comando
el
M30,
margen
margen
el
anterior
presente
seleccionado.
se
cancela
y
se
hace
Page 80

DE
P
66
-
FUNCION
ENCLAVAMIENTO
DE
PUERTA
LA
2.21
fj
I
Para
ciondemarcha
procedimientodeoperacibn
el
CIONAMENTO
por
separado.
M10,
El
El
Estos
equipada
alimentadordebarras
centros.
M11
mandril
comando
codigos
con
ORDRES
Sujetar/soltar
sujeta
una
M11
se
M
se
un
sistemadesuminsitro
M10;
M11;
PRECAUCION
A
©
Cuando
ejecucion
la
(soltar
estado
maquina.
estado.
pieza
usa
usan
y
el
la
consuite
MANUAL”
de
para
la
para
cargador.
un
Especifica
El
mandril
Especifica
El
mandril
programa
un
del
mandril)
pieza
Preste
el
en
del
el
mandril
trabajo
mecanizar
cuando
operacibn
automatico
Se
sujetar
sujeta
soltarelmandril.
suelta
se
programa
debidoala
trabajo
de
suficiente
para
uso
capitulo
MANUAL
de
continuamente
usan
ejecuta
despues
puede
atencionsila
A
"PANELES
DE
especifica
se
soltarelmandril.
de
para
solo
el
mandril.
pieza
una
pieza
una
en
el
de
funcion
caer
de
los
conmutadores
DE
OPERACION
FUNCIONAMENTO
el
comando
trabajo
piezas
piezas
realizar
de
de
modo
ejecucion
la
interbloqueo
de
del
mandril
maquina
de
trabajo,
de
mecanizadosdeambos
trabajo
trabajo.
de
en
el.
bloque
del
del
causando
esta
unico,
comando
parada
de
suministrado
M10.
la
maquina
en
ejemplo,
por
suspende
se
M11
mandril.
dafios
en
selec-
Y
FUN-
En
este
en
la
tal
un
*
0©
©
©
Especifique
©
el
siguiente
el
mandril
Puesto
operaciones
presion
el
Ai
principio
Esto
mandril
La
direccion
usando
que
de
tiempo
de
es
debido
suelto
de
DIRECCI6N
la
OPERACI6N.
GQ
Debidoala
usando
Para
el
en
MANUAL
funcibn
el
comando
el
comando
bloque,
complete
el
de
sujecion,
sujecibn/liberacion
de
una
que
a
debidoala
sujecion
el
procedimiento
capiitulo
el
comando
correctamente
tiempo
operacion,
requerido
sujecibn
tiempo
el
puede
no
funcion
(sujecibn
DEL
"PANELES
A
FUNCIONAMENTO
DE
interbloqueo
de
M11
mientras
o
M10
M11
G04
para
o
liberacion
de
actual.
la
pieza
iniciarse
interbloqueo
de
de
MANDRIL
para
usado
DE
del
el
husillo
bloque
en
un
especificarse
debe
operacion
su
que
el
mandril
segun
varia
pausa
trabajo
de
el
funcionamento
D.E.,
de
la
cambiarladireccion
ser
debe
debe
del
sujecion
pantalla
sin
sujecibn
de
realice
tipo
el
un
sujetarse
mandril.
D.l.)
de
del
comandos.
otros
para
o
estas
de
mandril
poco
mas
manualmente.
automatico
puede
PANEL
sujecion,
de
OPERAClCNYOPERACION
suministrado
mandril,
esta
no
rotando.
por
es
separado.
posible
soltar
permitir
liberacion.
y
largo
que
con
cambiarse
DE
consuite
MANUAL”
el
mandril
En
que
l
el
del
Page 81
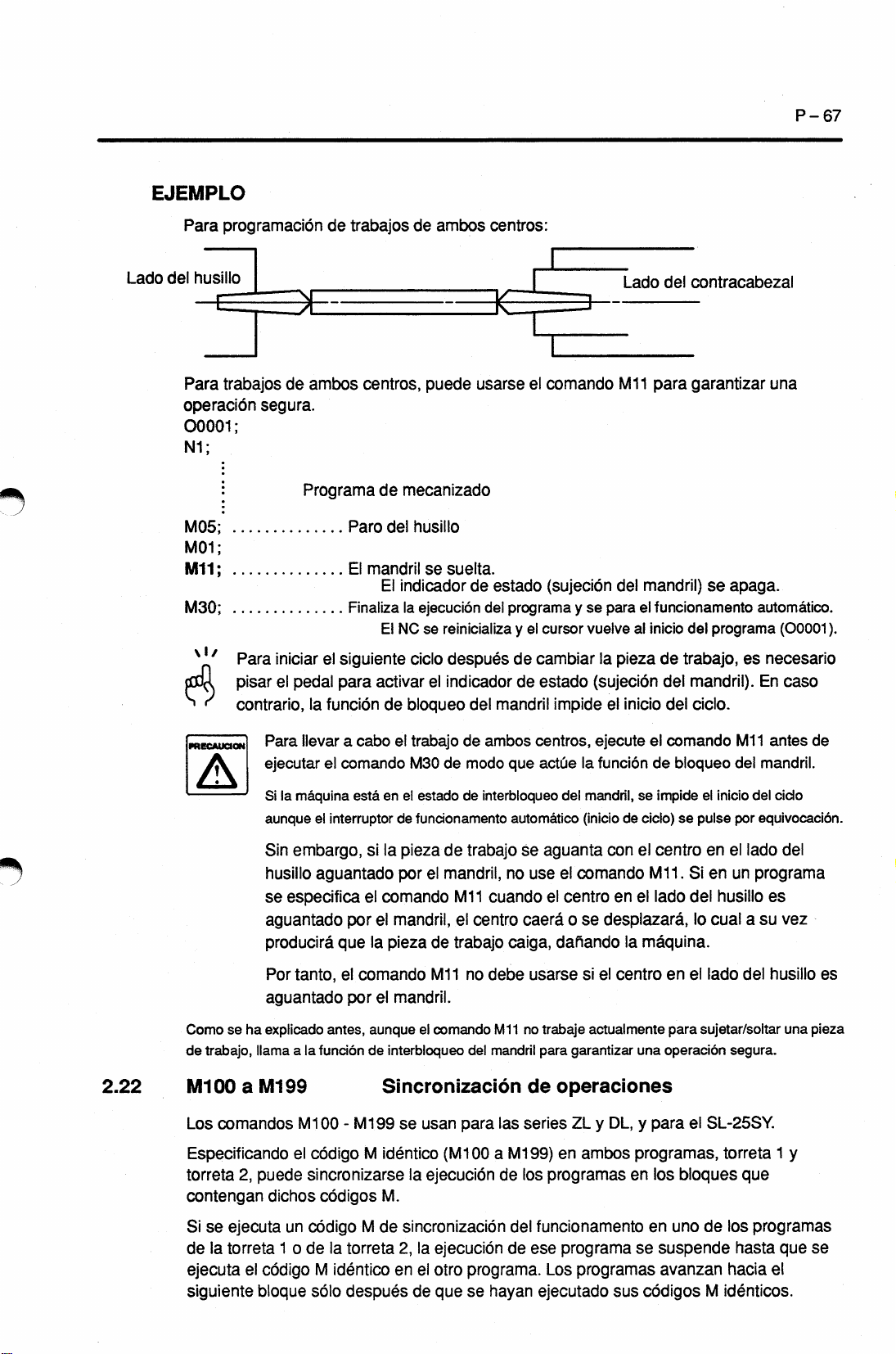
EJEMPLO
Para
del
Lado
Para
operacion
00001
N1;
programaciondetrabajos
husillo
trabajos
de
ambos
segura.
;
Programa
centros,
de
mecanizado
de
puede
ambos
centros:
usarse
el
comando
Lado
M11
del
contracabezal
garantizar
para
P-67
una
M05;
M01;
M11;
M30;
1
'
'
6
PREGAUCION
A
Para
iniciar
pisarelpedal
contrario,
la
Para
llevaracabo
ejecutar
Si
la
maquina
aunque
Sin
husillo
se
producira
el
embargo,
aguantado
especifica
aguantado
tanto,
Por
aguantado
Paro
del
mandrilsesuelta.
El
El
Finaliza
El
siguiente
el
para
activarelindicadordeestado
funcion
el
interruptor
de
comando
esta
en
si
la
el
comando
por
el
pieza
que
la
el
comando
por
el
el
mandril,
mandril.
husillo
indicadordeestado
la
ejecucion
reinicializa
se
NC
despues
ciclo
bloqueo
trabajo
M30
de
estado
el
de
fundonamento
pieza
de
mandril,
por
el
M11
el
trabajo
de
M11
programa
del
mandril
del
de
ambos
modo
que
de
interbloqueo
automatico
trabajo
no
cuando
centra
caiga,
no
debe
y
el
de
se
use
caera
usarse
(sujecion
y
cursor
cambiar
impide
centros,
la
actue
del
mandril,
(iniciodeciclo)
aguanta
el
comando
el
centra
se
o
dafiando
si
mandril)
del
se
vuelvealinicio
el
funcionamento
para
la
pieza
(sujecion
inicio
el
ejecute
funcion
el
de
se
con
el
centra
M11
en
lado
el
desplazara,
maquina.
la
el
centra
de
del
del
comando
impide
en
se
del
programa
trabajo,
mandril).
ciclo.
bloqueo
el
inicio
se
pulse
en
.
en
Si
del
husillo
lo
cual
el
lado
apaga.
automatico.
es
necesario
En
antes
M11
del
mandril.
del
equivocation.
por
el
lado
programa
un
es
asuvez
husillo
del
(00001
caso
cido
del
).
de
es
2.22
Como
de
trabajo,
M100
Los
Especificando
torreta
contengan
Si
se
la
de
explicado
llamaala
a
M199
comandos
2,
puede
dichos
ejecuta
torreta
1
el
un
o
ha
se
ejecutaelcodigo
siguiente
bloque
antes,
aunque
funcion
M1
codigo
00
-
M199
M
de
sincronizarse
codigos
codigo
de
solo
M
la
torreta
M
identicoenel
despues
el
comando
interbloqueo
del
M11
mandril
Sincronizacion
se
identico
la
M.
de
sincronizacion
2,
para
usan
(M100aM199)
ejecucion
ejecucion
la
programa.
otro
que
de
se
hayan
no
trabaje
para
operaciones
de
las
series
en
programas
de
los
del
funcionamento
ese
de
Los
ejecutado
actualmente
garantizar
y
DL,
ZL
ambos
programa
programas
sus
sujetar/soitar
para
una
operacion
para
el
y
programas,
bloques
en
los
en
uno
suspende
se
avanzan
codigos
segura.
SL-25SY.
torreta
que
programas
de
los
hasta
hacia
M
identicos.
1
que
el
una
y
pieza
se
Page 82

-
P
FUNCIONDEENCLAVAMIENTO
68
DE
LA
PUERTA
ORDRES
(T
(0®
(D
M100;
a
M199;
codigos
Los
especificarse
Cuando
de
operaciones,
numero
Para
codigos
se
la
torreta
distinto
ejecutar
M
<Torreta
00001
M100;
M101
Sincronizacibn
M
usados
en
bloque
un
suspende
2
mediante
ejecutauncodigo
se
si
en
el
otro
la
sincronizacibn
identicos
1>
;
;
en
para
sin
ejecucion
la
ejecucibn
la
programa,
dos
los
<Torreta
de
operaciones
llamar
a
otros
de
operaciones,
de
programas.
00002;
M100;
05;
M1
la
sincronizacion
comandos.
uno
de
los
de
codigo
un
M
sincronizacibn
de
genera
se
2>
de
operaciones
programas,
M
de
sincronizacion
una
alarma
deben
especificarse
Puesto
especifica
bloques
M100
Puesto
son
genera
que
se
que
distintos
una
de
la
operaciones
de
(nfi
160).
en
los
el
mismo
que
siguen
ejecutan
codigos
los
los
en
alarma
deben
torreta
de
1
o
de
los
dos
programas
c6digo
bloque
al
simuttaneamente.
especificados
M
dos
programas,
(n®160).
M,
los
de
se
codigo
se
2.23
M34,
Los
Los
comando
M35,
comandos
comandos
sincroniza
codigo
El
Para
transferir
rotando,
estan
velocidad)
mientras
hexaginal,
sea
M36
M34,
M35,
M34yM35
M34
sincroniza
las
fases
entre
M36
cancelaelmodo
una
pieza
es
necesario
especificando
transferida.
la
fase
de
estos
M34;
M35;
M36;
Operation
y
M36
se
sincronizan
las
velocidades
los
husillos
de
trabajo
de
rotar
estos
el
comando
la
Si
pieza
dos
husillos
Especifica
husillo
M34
puede
Especifica
husillo
puede
M35
Cancela
de
sincronizacion
para
usan
la
1
y
sincronizacibn
desdeelhusillo
husillos
M35.
de
trabajo
debe
la
operacion
1
y
el
husillo
especificarse
la
operacion
1
y
husillo
el
especificarse
el
mododesincronizacion
las
series
operacion
de
los
husillos
2.
de
1
a
misma
la
En
contrario,
caso
no
es
sincronizarse
2.
2.
al
circular,
de
de
ON/OFF
ZL-15S,
del
husillo
los
husillo
sincronizacibn
solo
sincronizacibn
solo
1
mientras
husillos.
mientras
2
velocidad
la
pieza
ejemplo,
por
tambien
en
la
torreta
en
la
torreta
entre
y
DL,
SL-25SY.
del
y
husillo
que
(sincronizacion
de
trabajo
usandoelcomando
de
2.
de
2.
el
husillo
2.
el
comando
ambos
se
una
varilla
fase
entre
velocidad
y
1
El
husillos
de
rayara
el
husillo
M35
la
M34.
el
entre
el
2.
Valido
en
el
para
ambos
programa
de
M34
la
torreta
y
M35.
2.
M36
puede
especificarse
solo
Page 83
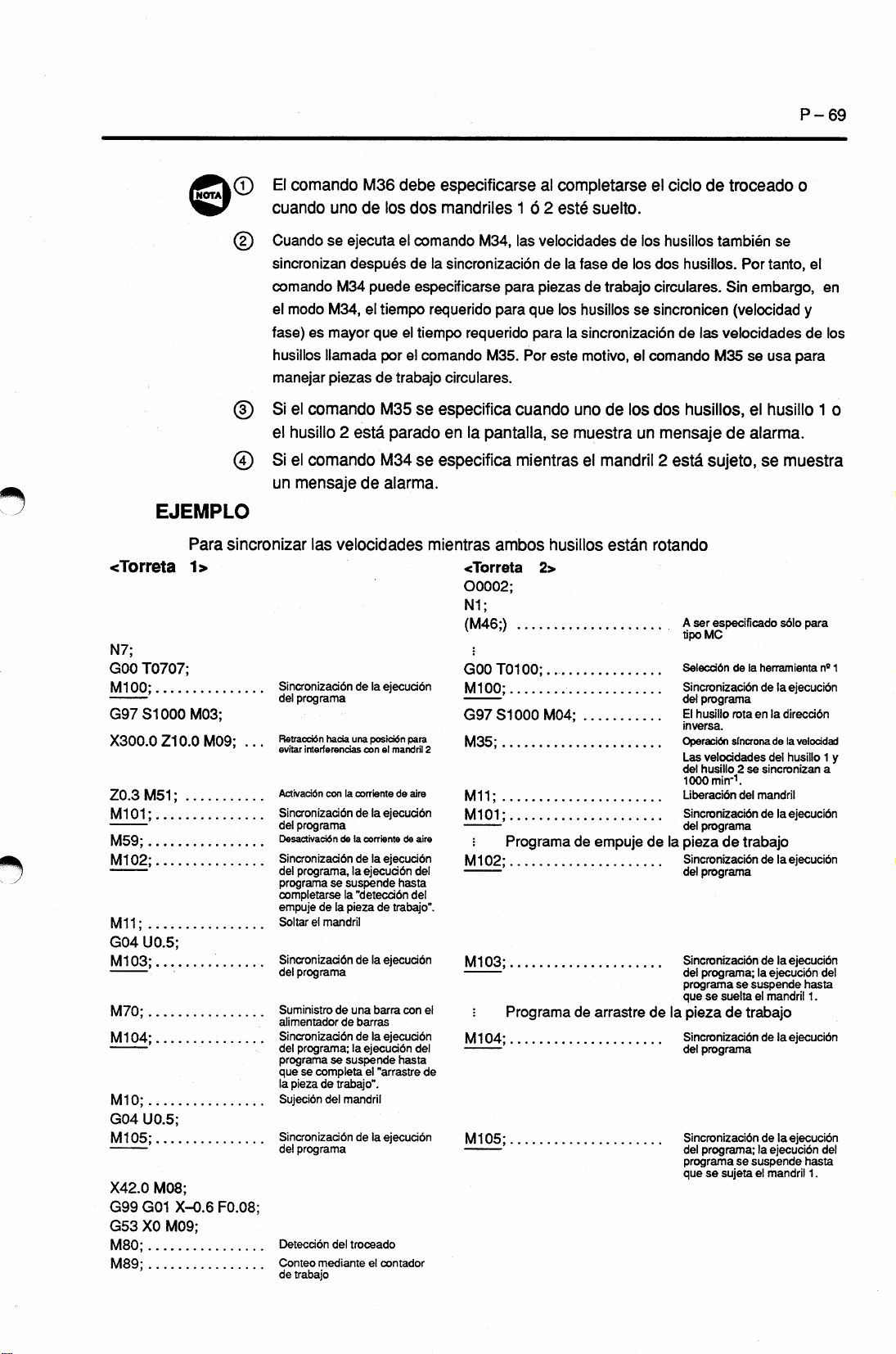
P-69
EJEMPLO
<Torreta
N7;
GOO
T0707;
M100;
G97
S1000
X300.0
Z0.3
M101;
M59;
M102;
M11;
G04
M103;
M70;
M104;
M10;
G04
M105;
X42.0
G99
G53
M80;
M89;
Z10.0
M51;
...
U0.5;
U0.5;
M08;
G01
XO
0©
Para
1>
M03;
X-0.6
M09;
(D
®
®
sincronizar
.
M09;
..
F0.08;
El
comando
cuando
Cuando
sincronizan
comando
el
modo
fase)
es
husillos
manejar
el
Si
comando
el
husillo
el
Si
comando
un
mensaje
las
Sincronizacibn
programa
del
RetracckSn
.
interferenaas
evitar
Actrvac;6n
Sincronizacibn
programa
del
Desactivacidn
Sincronizadbn
programa,
del
programa
completarse
empuje
el
Soltar
Sincronizadbn
del
programa
Suministro
alimentador
Sincronizadbn
programa;
del
programa
que
se
la
pieza
Sujecibn
Sincronizadbn
programa
del
Detecdbn
Conteo
de
trabajo
M36
uno
de
ejecuta
se
despues
M34
puede
M34,
el
mayor
que
llamada
piezas
de
2
esta
de
velocidades
de
la
haca
unaposickSn
con
la
con
corrientedeaire
de
la
delacorrientedeaire
de
la
ejecudbn
la
se
suspende
la
’detecdbn
pieza
de
la
mandril
de
la
una
de
barra
de
barras
de
la
la
ejecudbn
suspende
se
completa
trabajo".
de
del
mandril
del
troceado
mediante
de
el
la
el
debe
los
dos
el
comando
de
especificarse
tiempo
el
tiempo
el
por
trabajo
M35
se
parado
M34
se
alarma.
ejecucibn
para
el
mandril
ejecucibn
ejecucibn
del
hasta
del
trabajo".
de
ejecudbn
con
ejecudbn
del
hasta
"arrastre
ejecudbn
contador
especificarse
mandriles
M34,
la
sincronizacion
requerido
requerido
comando
circulares.
especifica
pantalla,
en
la
especifica
mientras
<Torreta
00002;
N1;
(M46;)
;
G00T0100;
M100;
G97S1000
M35;
2
M11;
M101
:
M102;
M103;
el
I
M104;
de
M105;
1
las
para
para
M35.
Por
cuando
mientras
ambos
;
Programa
Programa
al
completarse
2
6
este
suelto.
velocidadesdelos
de
la
de
fase
piezas
de
trabajo
los
para
este
se
husillos
la
husillos
sincronizacibn
motivo,
uno
de
los
muestra
mandril
el
estan
que
2>
M04;
de
empuje
de
arrastre
el
ciclo
husillos
los
dos
circulares.
se
sincronicen
de
comando
el
dos
mensaje
un
esta
2
rotando
Selecdbn
del
El
Operacidn
Las
1000
Liberacibn
de
la
pieza
de
la
de
troceado
tambien
husillos.
Por
embargo,
Sin
(velocidad
velocidades
las
M35
se
husillos,
de
el
alarma.
sujeto,
ser
especificado
A
tipoMC
delaherramienta
Sincronizacibn
programa
husillo
inversa.
velocidades
del
husillo
Sincronizacibn
programa
del
Sincronizacibn
programa
del
Sincronizacibn
programa;
del
programa
que
se
pieza
Sincronizacibn
programa
del
Sincronizacibn
programa;
del
programa
se
que
en
rota
sfncronade
se
2
min'1.
del
trabajo
de
suspende
se
sueltaelmandril
trabajo
de
suspende
se
el
sujeta
o
se
tanto,
para
usa
husillo
se
muestra
solo
ejecucibn
de
la
la
direccibn
la
velocidad
del
husillo
sincronizan
mandril
ejecucibn
de
la
de
ejecucibn
la
ejecucibn
la
de
ejecucibn
la
ejecucibn
de
la
ejecucibn
de
la
ejecucibn
la
mandril
el
y
de
1
para
n°
hasta
1
.
hasta
1
.
en
1
a
del
del
los
o
1
y
Page 84

DE
P
70
-
FUNCI6N
ENCLAVAMIENTO
DE
LA
PUERTA
<Torreta
M106;
M107;
G53
Z0;
P100
/2M99
/M99
P1;
N200;
M30;
1>
Sincronizadbn
del
Sincronizadbn
del
suspende
del
Suministro
de
Hacia
Los
Q
de
La
mediante
ejecucion
el
programa
programa;
hasta
husillo
2”.
de
trabajo
nuevo
un
codigos
programas.
ejecucion
mismo
la
de
la
de
programa
el
"retraccibn
la
una
nueva
programa
dichos
del
codigo
ejecuddn
ejecucion
se
pieza
M
subrayados
programas
de
los
codigos;
programa
M.
cTorreta
M106;
:
Programa
M36;
M107;
M05;
M01;
son
cuando
suspende
se
2>
codigos
torreta
de
la
lee
se
de
retraccion
M
un
hasta
del
de
sincronizacion
la
de
en
torreta
M
el
y
1
codigo
que
Sincronizad6n
la
se
operaddn
la
ejecuctfn
suspende
programa;
proarama
acaba
husillo
Cancelacibn
slncrono
Despuis
de
este
y
husiBo
el
y
programa
programa
del
2
(programa
husillo
1
especificada
individuates
1
Sincronizacibn
del
Paro
de
2
de
otro
tipo,
este
programa
de
la
ejecucttn
del
hasta
de
trocedado.
funcionamento
del
bloque,
a
la
rotan
en
los
programas
de
de
la
torreta
ejecuci6n
de
la
ejecucion
la
se
sincroniza
la
se
del
que
el
husillo
veloddad
la
torreta
2).
lee
2.24
(
)
2
M320,
Los
M321
comandos
Normalmente,
requiere
y
M321
Cuando
Cuando
ORDRES
Gn
movimiento
el
se
usan
ejecuta
se
ejecuta
se
M320
M321;
Especifique
@©
(D
sin
Mientras
codigos
lugar
en
Si
tambien
del
se
sincroniza
codigo
Bloqueo/Desbloqueo
y
M321
se
M320
eje
el
para
otros
Y
se
del
bloquearydesbloquear
comando
el
comando
el
\
—
...
los
comandos.
rotando
esta
M
no
deben
usan
Y,
es
M320,
para
bloquea
eje
M321
Bloquea
Desbloquea
comandos
el
especificarse.
”M35”
se
ademas
de
del
para
los
ejecutar
necesario
bloquea
se
eje
Y
el
eje
Y.
el
eje
el
M320yM321
husillooel
especifica
las
velocidades.
Y
eje
modelos
el
corte
desbloquear
eje
Y.
el
eje
el
desbloquea.
se
Y.
en
un
husillo
de
“M34”,
SL-25Y,
la
fase
SL-25SY,
controlando
Y.
eje
el
Y.
bloque
la
independientemente,
herramienta
de
ejes
los
comandos
Los
rotatoria,
husillos
los
TL-40Y.
y
X
y
Z.
M320
estos
Si
se
0
Antes
para
Antes
punto
especificar
de
parar
especificar
de
cero
husillo
el
o
hacia
comando
el
o
el
comando
el
el
segundo
M320
husillodela
M320
punto
,
M321
o
herramienta
,
M321
o
cero.
especifique
rotatoria.
devuelva
los
comando
el
ejes
XyZ
M05
al
Page 85

(0©
El
comando
eje
Y
este
desbloqueo
en
estado
eje
Y
el
desbloquee
no
bloqueo
de
el
en
estado
eje
del
bloqueo.
de
esta
completamente
el
eje
Y
eje
del
desbloqueo.
de
Y
(M321)
manualmente
Si
es
puede
necesario
(M320)
Y
Similarmente,
especificarse
especificar
bloqueado
antes
puede
de
especificarse
solo
estos
o
desbloqueado,
especificarlos.
el
comando
mientras
comandos
bloquee
solo
el
P-71
mientras
de
eje
Y
este
mientras
M
o
el
©
©
©
EJEMPLO
00001
N1;
G50
GOO
G96
G28
M05;
M45;
M321;
GOO
;
S1000;
T0101
S120
:
UO
G98
i
especifica
se
Si
maquina,
operaciondebloqueoodesbloqueo
Cuando
segundo
Para
requiera
ejecutando
;
M03;
WO;
se
cero
llevar
movimiento
Programa
...........
..........
..........
...........
G97
S2000
Programa
el
comando
ejecuta
y
a
cabo
el
comando
para
T0202;
para
el
comando
el
comando
entonces
una
del
la
Retorno
Parodela
Conexion
Desbloqueo
operacion
M320oM321
finaliza
operacion
operacion
inmediatamente
bloquea
se
Y,
eje
M320.
a
cero
rotacion
del
M320,
el
de
eje
del
de
actual.
alii.
de
torneado
Y
eje
de
torneado
los
del
para
C
Y
eje
fresado
en
el
eje
debe
ejes
husillo
operacion
usando
el
estado
y
la
sefialdefinal
Y
se
retorna
normal
mantenerse
XyZ.
o
de
el
eje
de
de
fresado
bloqueo
se
primero
fresado
bloqueado
Y
saca
al
que
de
la
punto
no
sin
la
del
M05;
G28
M320;
;
M01
UO
WO;
..........
..........
..........
Parodela
Retorno
Bloqueo
rotacion
cero
a
eje
del
de
Y
del
husillodela
ejes
los
herramienta
XyZ
rotatoria
Page 86
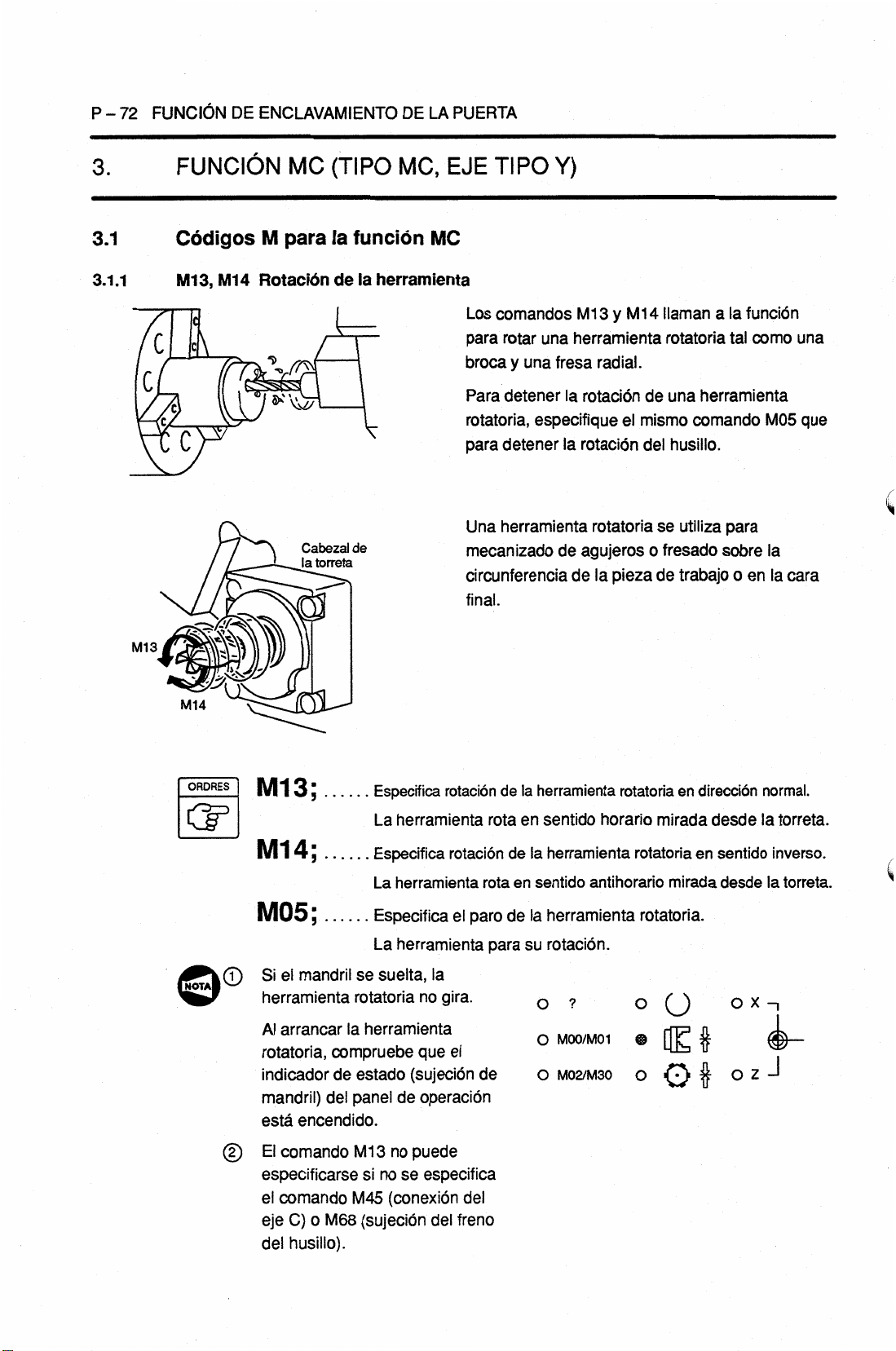
P
72
FUNCIONDEENCLAVAMIENTO
-
DE
LA
PUERTA
3.
3.1
3.1.1
FUNCION
Codigos
M13,
c
'Cj
M
M14
Rotacidndela
*5>
&
MC
para
\ÿ/
Cabezal
la
(TIPO
la
torreta
MC,
funcion
herramienta
de
TIPO
EJE
MC
Los
para
broca
Para
rotatoria,
para
Una
mecanizado
circunferencia
final.
Y)
comandos
una
rotar
y
una
fresa
detener
detener
herramienta
la
especifique
la
de
y
M14
el
mismo
del
llaman
rotatoria
de
o
fresado
de
M13
herramienta
radial.
rotacion
rotacion
rotatoriaseutiliza
agujeros
pieza
de
la
a
una
herramienta
comando
husillo.
trabajo
funcidn
la
como
tal
para
sobre
o
enlacara
M05
la
una
que
\
M13
a
M14
ORDRES
<3*
(0©
M13;
M14;
M05;
el
Si
mandril
herramienta
Al
arrancar
rotatoria,
indicador
mandril)
esta
del
encendido.
Especifica
La
herramienta
Especifica
La
herramienta
Especifica
La
herramienta
suelta,
se
rotatoria
la
herramienta
compruebe
de
estado
paneldeoperation
la
no
que
(sujecion
rotaciondela
rota
rotacion
el
gira.
el
rota
paro
para
de
de
en
de
herramienta
en
sentido
la
herramienta
sentido
la
herramienta
rotacion.
su
?
o
MOO/M0
o
M02/M30
O
rotatoriaendirection
horario
antihorario
mirada
rotatoria
mirada
rotatoria.
o
°
1
HE#
o
©*
desde
en
sentido
desde
OX-,
Z
O
normal.
la
torreta.
inverso.
la
torreta.
4-
J
El
©
especificarse
el
eje
del
comando
comando
C)
o
M68
husillo).
M1
no
3
no
si
(conexion
M45
(sujecion
puede
especifica
se
del
del
freno
Page 87

EJEMPLO
P-73
Mecanizado
§
ts
GOO
G98
G83
GOO
M46;
M01;
;
G28
;
X50.0
Z-10.0
G99
HO;
Z30.0
X200.0
00001
N1;
M45;
T0101
G97S100M13;
un
de
8
s
C90.0
R-27.0
Z100.0
agujero
S800;
F100;
enlacara
10
(Nivel
...
M05;
Z3.0
del
de
=
punto
la
=
=>
Z30.0
R)(Nivel
pieza
+z
del
punto
de
inicial)
trabajo
(C90)
I
«>
i
L
Angulo
(CO)
(D
<D
<D
©
©
©
©
inicial
Conexion
©
(D
Retorno
(D
Rotacion
Ffjese
del
•
(4)
en
comando
G97
Posicionamiento
mecanizado
herramienta
La
seguridad,
Por
velocidad
G98
•
Asegurese
rotatoria
Ejecucion
©
Retraceion
©
interferencia;
Liberacion
®
del
del
de
que
de
en
eje
la
M13.
de
rotacion
de
un
del
de
de
eje
con
C
el
punto
C
al
herramienta
comando
el
Llamaalcomando
desplazamiento
a
agujeros.
en
gira
arranque
especificar
avance
ciclo
la
herramienta
la
la
la
requerida.
Llama
de
grabado
torreta
conexion
hacia
husillo
cero
1
n2
en
se
M45
direccion
la
herramienta
modo
al
modo
el
corte.
mecanizado
de
una
rotatoria
eje
del
la
direccion
especifica
delavelocidad
rapido
normal
a
avance
de
(avance
G98
posicion
para.
se
C.
en
en
800
a
una
de
donde
la
normal
paso
el
posicion
min-'.
velocidad
por
minuto.
por
minuto)
agujeros
la
torreta
a
100
©,
rotacion.
de
donde
baja,
G83
min-’
antes
se
entonces
mover
al
pueda
velocidad)
(baja
especificacion
de
la
inicia
el
especifique
herramienta
la
rotarse
la
sin
Page 88

P-74
3.1.2
FUNCI6N
M45,
Cuando
controls
©
Cuando
y
DE
M46
Para
motor
conducido
es
ENCLAVAMIENTO
eje
por
C.
el
de
el
se
el
motor
comando
equipada
especifica
comando
Conexibn
especifica
se
como
la
cuando
especifica
se
el
maquina
eje
C
principal.
DE
LA
PUERTA
y
cancelacibn
M45,
con
un
codigo
el
M46,
husillo
el
motor
el
husillosedesconecta
se
conecta
incorporado,
M45.
al
el
servo
motor
del
motor
opera
servo
eje
y
del
C
comoelservo
eje
del
motor
se
C
la
Para
motor
Especificando
el
orientar
agujeros
En
el
el
movimientodela
ORDRES
OP
husilloenla
en
modo
M45;
M46;
Antes
el
comando
la
M45,
maquina
husillo
del
comando
el
circunferencia
especificar
de
equipada
cuando
posicion
tambien
herramienta
M05.
o
M05;
M46;
con
se
M45enel
angular
de
la
posible
es
para
Conexion
Cancelar
comando
el
motor
especifica
modo
requerida
pieza
de
controlar
cortar
eje
del
conexion
M46,
incorporado,
M46.
automatico
para
enlacara
rotacion
la
del
pare
o
o
eje
C.
la
herramienta
trabajo
muescas
C
X
I
I
I
M46;
M05;
el
o
en
llevaracabo
del
ranuras.
motor
el
modo
final.
husillo
funciona
rotatoria
comoelservo
MDI,
el
en
posible
es
mecanizado
sincronizacion
especificando
de
con
Page 89
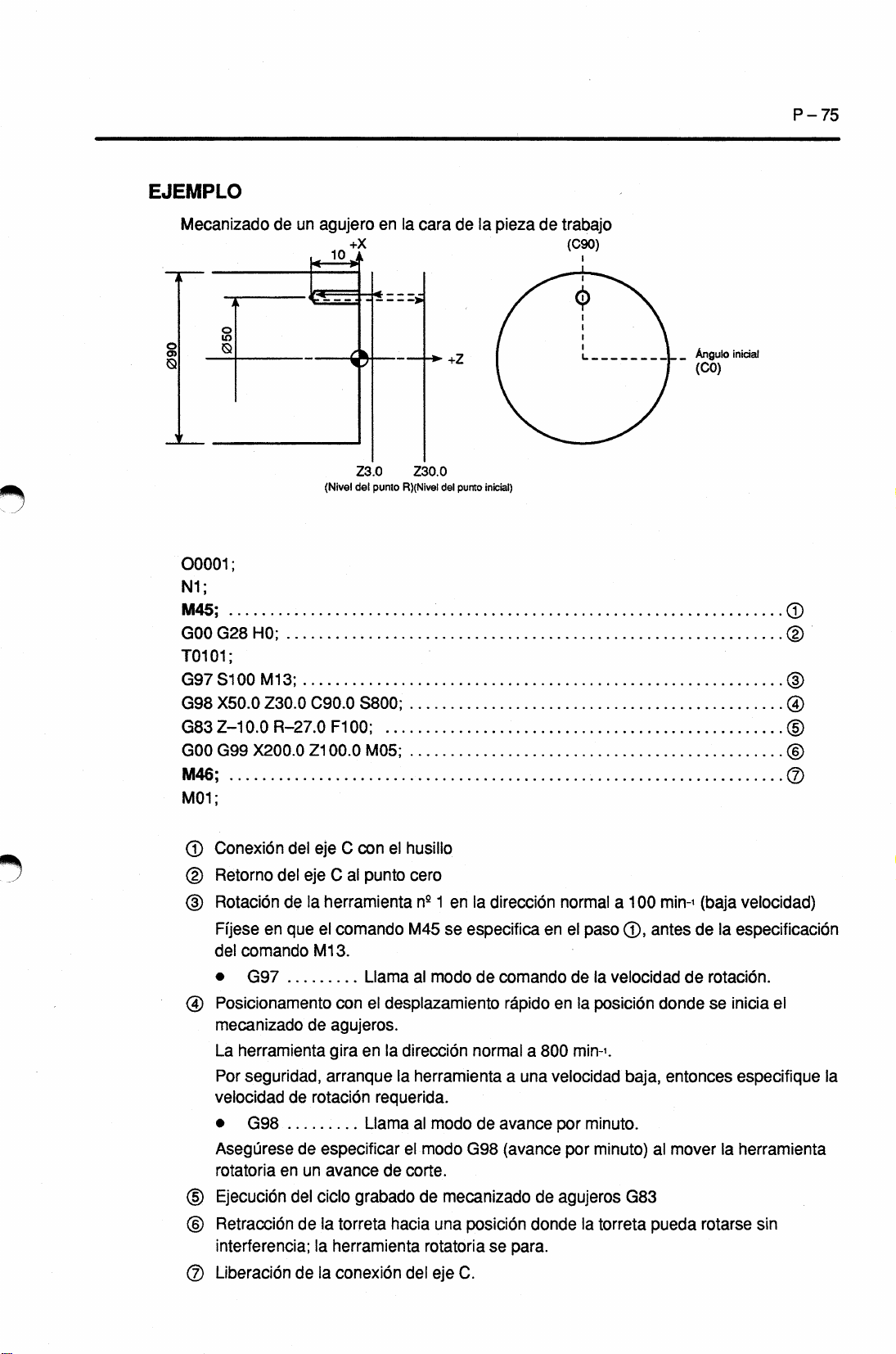
EJEMPLO
P-75
Mecanizado
§
o>
s
s
;
00001
N1;
M45;
GOO
G28
;
T0101
G97S100M13;
X50.0
G98
Z-1
G83
G99
GOO
M46;
;
M01
agujero
un
de
a
(Nivel
HO;
Z30.0
C90.0
0.0
R-27.0
X200.0Z100.0
F1
enlacara
+x
Z3.0
del
punto
S800;
00;
M05;
...
Z30.0
R)(Nivel
del
+Z
de
punto
la
inicial)
pieza
de
trabajo
(090)
4>
_
Angulo
(CO)
inidal
©
©
©
©
©
©
©
•?
Conexion
©
Retorno
©
Rotacion
©
Ffjese
del
•
Posicionamento
©
mecanizado
La
herramienta
Por
velocidadderotacion
•
Asegurese
rotatoria
Ejecucion
©
Retraccion
©
interferencia;
Liberacion
©
del
del
de
en
que
comando
G97
seguridad,
G98
de
en
del
de
de
eje
con
C
eje
la
M13.
de
punto
C
al
herramienta
el
comando
Llamaalmododecomando
con
agujeros.
gira
en
arranque
Llamaalmodo
especificar
un
avance
grabado
ciclo
la
torreta
la
herramienta
la
conexion
el
husillo
cero
ns
1
en
se
M45
el
desplazamiento
la
direccion
la
herramienta
requerida.
el
modo
de
corte.
de
mecanizado
una
hacia
rotatoria
eje
del
la
direccion
especifica
rapido
normal
a
avance
de
(avance
G98
posicion
para.
se
C.
en
a
800
una
de
donde
normal
en
velocidad
por
por
agujeros
a
100
paso
el
delavelocidadderotacion.
la
posicion
min-'.
minuto.
minuto)
la
torreta
©,
baja,
G83
antes
donde
entonces
al
pueda
de
se
mover
rotarse
la
la
(baja
min-'
velocidad)
especificacion
inicia
el
especifique
herramienta
sin
la
Page 90
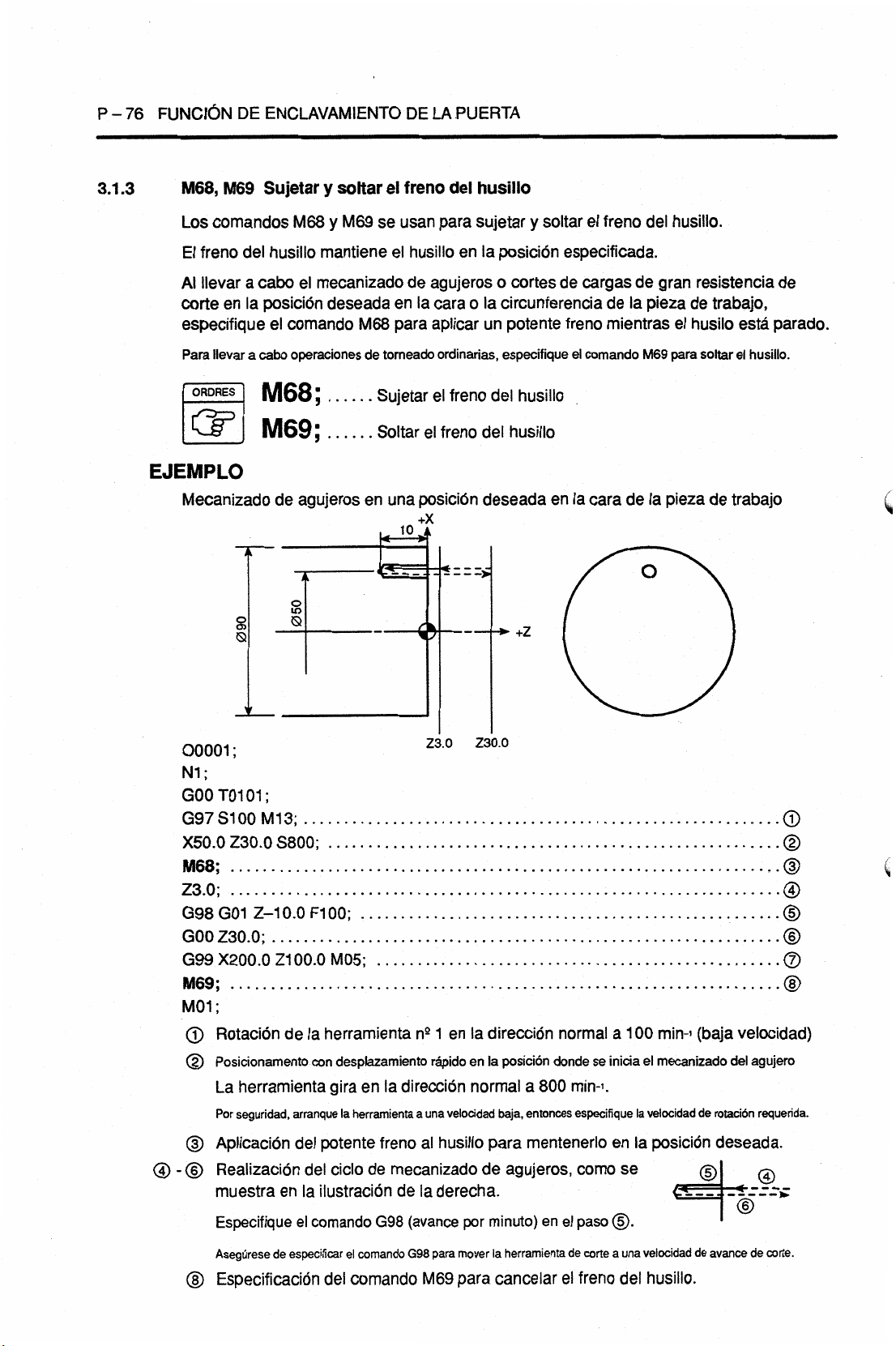
P
-
3.1.3
76
FUNCION
M68,
DE
ENCLAVAMIENTO
Sujetar
M69
y
soltar
el
DE
freno
LA
PUERTA
del
husillo
comandos
Los
freno
El
Al
llevaracabo
en
corte
especifique
Para
ilevaracabo
ORDRES
[3=>|
EJEMPLO
Mecanizado
s
a
del
la
M68yM69
husillo
el
posicion
el
comando
operaciones
M68;
M69;
de
agujeros
§
<a
se
mantiene
mecanizado
el
deseadaenla
para
M68
de
tomeado
Sujetar
Soltar
en
una
para
usan
husilloenla
agujeros
de
cara
aplicar
ordinarias,
el
freno
el
freno
posicion
+x
=
sujetar
posicidn
o
cortes
o
la
circunferencia
un
potente
especifique
del
husillo
husillo
del
deseada
=
=>
+z
y
soltar
especificada.
cargas
de
freno
el
comando
en
la
el
freno
de
mientras
cara
la
de
del
de
pieza
M69
la
O
husillo.
gran
el
para
pieza
de
husilo
resistencia
de
trabajo,
parado.
esta
soltarelhusillo.
trabajo
de
00001
N1
;
G00T0101;
G97S100M13;
X50.0
M68;
Z3.0;
G98G01
Z30.0;
GOO
G99X200.0
M69;
;
M01
Rotation
©
Posicionamento
©
La
Por
Aplicacion
©
(6)
Realizacion
-
©
muestra
Especifique
Asegurese
Especificacion
©
;
S800;
Z30.0
Z-10.0
Z100.0
de
herramienta
segurldad,
arranque
del
en
la
el
especificar
de
...
F100;
.
M05;
herramienta
la
desplazamiento
con
la
en
freno
G98
comando
direccion
(avance
G98
gira
la
herramienta
potente
del
ciclodemecanizado
ilustraciondela
comando
el
del
comando
Z3.0
1
n9
en
rapido
a
una
velocidad
husillo
al
derecha.
para
M69
Z30.0
la
en
normal
de
por
mover
para
direccion
la
posicion
a
800
baja,
entonces
para
mentenerlo
agujeros,
minuto)
la
en
herramienta
cancelar
normal
donde
min-’.
especifique
como
el
paso
de
corte
el
freno
se
a
inida
en
se
©.
a
una
del
1
min-’
00
el
mecanizado
la
velocidad
la
posicion
velocidad
husillo.
(baja
de
rotaci6n
deseada.
©
avance
de
©
©
©
©
©
©
©
©
velocidad)
del
agujero
requerida.
©
©
de
corte.
<ÿ
Page 91
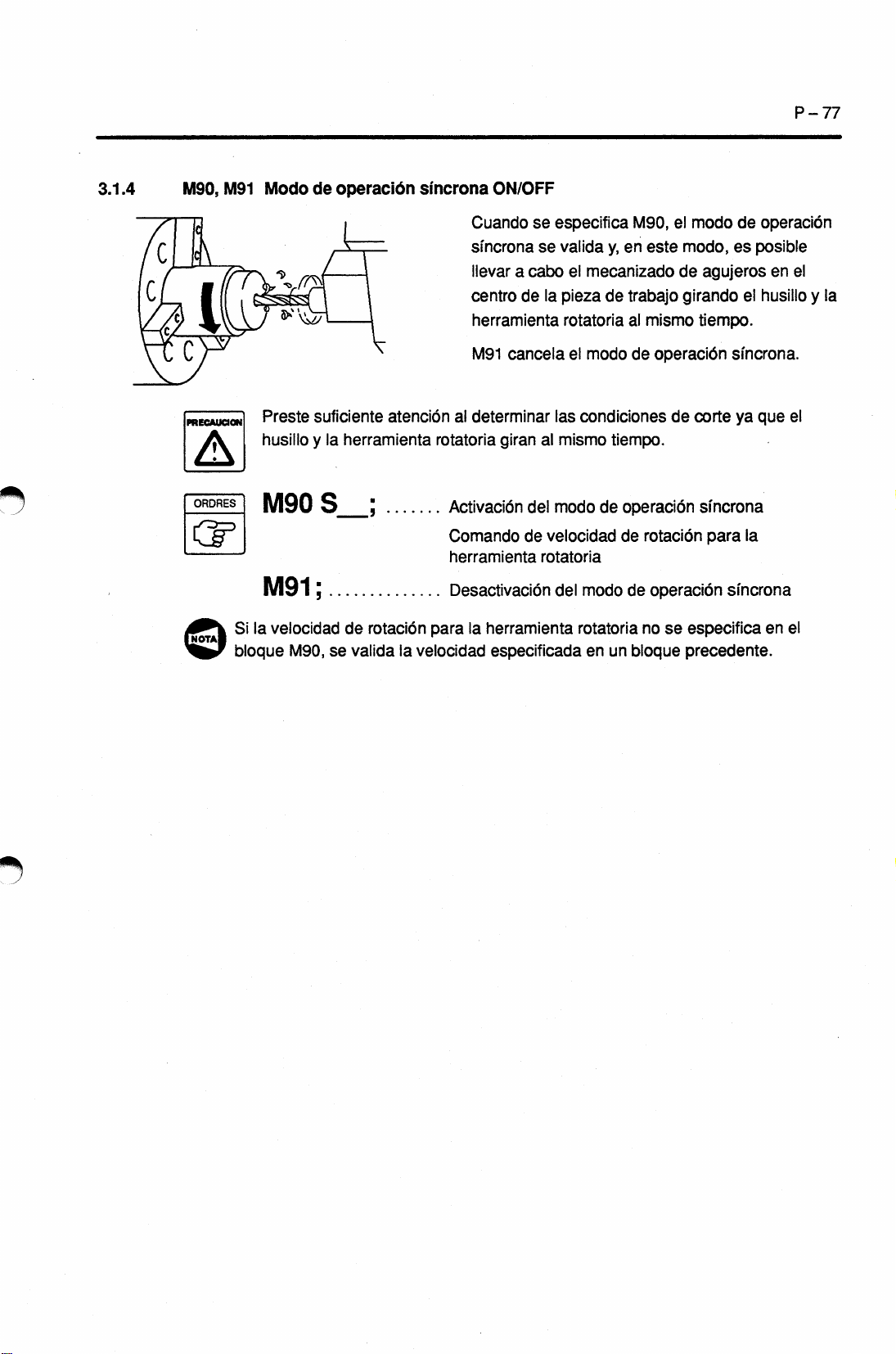
P-77
3.1.4
c
c
y
M91
M90,
PRECAUCJON
A
ORDRES
(F
©
Modo
*5>
Preste
husillo
M90S
M91
la
Si
velocidadderotacion
bloque
de
suficiente
y
;
M90,
operacibn
la
_
se
sincrona
atencionaldeterminar
herramienta
J
validalavelocidad
rotatoria
Activacion
Comando
herramienta
Desactivacion
para
ON/OFF
y,
de
modo
tiempo.
de
en
un
M90,
en
este
trabajo
al
mismo
operacidn
de
operacion
de
rotacion
operacidn
de
no
bloque
especifica
Cuando
sincrona
llevaracaboelmecanizado
centra
herramienta
M91
la
se
se
valida
pieza
de
la
rotatoria
cancela
las
giran
al
mismo
modo
del
de
velocidad
rotatoria
del
herramienta
especificada
el
condiciones
modo
rotatoria
modo
el
modo.
agujeros
de
girando
tiempo.
de
corte
sincrona
para
especifica
se
precedente.
operacion
de
es
posible
el
husillo
sincrona.
ya
que
la
sincrona
en
en
el
el
el
y
la
Page 92

I
ENCLAVAM
-
P
FUNCI6N
78
DE
ENTO
DE
PUERTA
LA
EJEMPLO
Mecanizado
8
8
;
00001
N1;
T0101
GOO
M90S300;
S300
G97
X0.0Z30.0;
Z3.0;
G98G01
GOO
G99X200.0
M91;
M01
Z-10.0
Z30.0;
;
de
;
....
M03;
...
Z100.0
agujeros
F100;
M05;
.
en
10
el
+x
centra
===>
de
la
pieza
+z
de
trabajo
O
(
\
©
©
©
©
©
©
©
©
©
Activacion
©
herramienta
(D
Especificacion
Arranque
(3)
Movimiento
Realization
-
©
muestra
Especifique
paso
Asegurese
velocidad
Desactivacion
©
©.
del
modo
rotatoria
de
del
husillo
de
la
del
cido
en
la
ilustraciondela
el
comando
especificar
de
avance
de
del
de
funcionamento
mm-'
300
a
velocidad
la
y
delaherramienta
herramienta
de
mecanizado
G98
comando
el
de
corte.
operation
de
modo
del
husillo
hacia
el
derecha.
(avance
sincrono
300
a
hacia
centra
agujeros,
de
minuto)
por
para
G98
sfncrona.
y
especificacion
mm-'
el
centra
pieza
de
la
como
en
el
mover
pieza
de
la
trabajo
de
se
—
herramienta
la
delavelocidad
trabajo.
de
©
-
©
rotatoria
a
de
una
la
i
Page 93

P-79
3.2
3.2.1
Ciclos
G80,
G83
codigos
Los
operation
una
codigos
Estos
G80,G83,
El
Modelos
El
<Movimiento>
Mecanizado
grabado
ciclo
basicos
formato
Movimiento4Movimiento
grabados
G87-G89
G85,
-
que
G
ciclo,
de
G
son:
G85,G87,
G84,
se
de
de
comando
agujeros
de
O-*-
de
mecnizado
llaman
cancela
a
normalmente
G88,
ciclos
basicoyel
enlacara
3
Nivel
cjÿljiunto
Ciclos
ciclo
G89
grabado
un
ejecutando
grabados
movimiento
final
R
Movimiento
R
O
de
agujeros
grabados
especificada
el
(G83aG85)
2
-O
de
de
comando
del
erramienta
decode
<
Movimiento
t
Posidonamento
mecanizado
mecanizado
mediante
G80.
grabado
ciclo
-
1
del
de
de
agujeros
varios
es
y
eje
X
agujeros
bloques
siguiente.
el
C
pueden
de
comandos.
ejecutar
Movimiento
Mecanizado
Movimiento3-
Movimiento4-
Pieza
de
trabajo
de
H<
Movimiento
R
*.
---
5
ZO
agujeros
Movimiento
en
la
circunferencia
6
Nivel
punto
del
inidal
(G87aG89)
Li
rramieilta
le
code
Movimiento
V-
2
------
Nivel
del
punto
R
Posidonamento
eje
del
1
Nivel
|
<!>
I
t
y
C
X
punto
del
Movimiento
Pieza
trabajo
inicial
6
de
---
ZO
Movimiento5
XO
—
Desplazamiento
Avance
de
Desplazamiento
o
de
avance
Desplazamiento
Avance
Desplazamiento
o
avance
+X
code
de
de
code
rdpido
corte
rapido
rdpido
corte
rdpido
Page 94
LA
de
PUERTA
ejes
los
Z)
X
(eje
y
C.
DE
FUNCI6N
80
P
-
Movimientol
ENCLAVAMIENTO
)
Posicionamento
DE
Desplazamiento
2)
3)
Mecanizado
Nevaacabo
Se
4)
Operation
es
Si
5)
Retorno
codigo
El
agujeros
desplazamiento
Retorno
6)
herramienta
La
desplazamiento
de
en
el
necesaria
nivel
al
usado
G
determina
nivel
al
rapido
agujeros
el
fondo
una
del
rapido
del
vuelve
rapido.
hacia
mecanizado
del
pausa
punto
para
llamraalciclo
la
herramienta
si
o
punto
al
el
del
agujero
en
el
R
a
velocidad
inicial
inicial
punto
nivel
del
punto
agujero.
fondo
del
grabado
de
corte
avance
de
desplazamiento
con
(nivel
R.
agujero
de
vuelve
de
punto
del
usa
P.
se
mecanizado
punto
del
corte.
rapido
inicial)
del
de
R
con
ciclo
con
Page 95

P-81
COMMAND
.
1
Para
G83
K_(M68);
G83
•
X(U)
•
C(H)
•
Z(W)
•
R
Q
•
P
•
mecanizado
G85
-
...
G85
-
agujero
un
de
X(U)_
grabado
Ciclo
Posicion
Posicion
La
absoluto
desde
La
punto
El
punto
Prof
El
Q4500
Tiempo
El
decimal.
P100
del
del
posicion
el
del
(Z)
nivel
distancia
especifica
R
se
posicionamiento
llevaacaboavelocidad
se
RR
undidad
de
code
debe
valor
4.5
=
paisa
de
debe
valor
sec.
0.1
=
enlacara
C(H)_
de
mecanizado
agujero
agujero
del
fondo
o
en
del
desdeelnivel
por
especificarse
mm
especificarse
incremental
valor
punto
en
desdeeinivel
en
pasada
en
el
fondo
Z(W)_
de
agujero
R
al
fondo
del
punto
incremental.
valor
del
el
ciclodetaladrado
con
un
valor
del
con
R_
agujeros
especifica
se
(W)
del
inicial
punto
de
desplazam
positivo
agujero
un
valor
_
Q
P_
en
como
la
distancia
agujero.
ai
nivel
inicialalnivel
lento
agujeros
de
sin
punto
positivo
F_
valor
del
del
rapido.
profundos
decimal.
punto
sin
G83
•>
F
•
K
•
M68
•
Movimiento4Movimiento
O-
Pieza
de
trabajo
Movimiento
Nivel
5
Z0
Velocidad
veces
Numero
Cuando
mecanizado
Si
se
Si
al
El
el
Este
3
Movimiento
gunto
ijjel
O
Movimiento6Nivel
de
no
especifica
se
llevaacabo
especifica
se
inicio
del
codigo
movimiento
comando
R
2
R
M
'*L
avance
de
se
que
se
especifica
de
agujeros
K0,
y
se
codigo
el
movimiento
de
liberacion
5.
se
usa
ienta
—/herram
de
corte
-
Movimiento
T
Posidonamento
del
punto
inicial
el
repite
el
almacenan
al
1
cidodemecanizado
K,
se
considers
se
llevaacabo
ciclodemecanizado
sus
datos.
sujecion
M
de
2.
se
del
eje
eje
C
y
X
-ÿ
—
cortes
C
Desplazam
Avance
Desplazamiento
o
del
llevaracabo
de
del
saca
avance
de
y
K=1
una
agujeros
de
C,
eje
completarse
al
gran
de
rapido
iento
de
corte
rdpido
de
corte
agujeros.
el
ciclo
vez.
se
carga.
de
no
saca
Page 96

DE
LA
ENCLAVAMIENTO
cr
DE
2.
•
•
•
•
•
•
•
•
•
Para
mecanizado
G87
K_
(M68);
G87
-
Z(W)
C(H)
X(U)
R
Q
P
F
K
M68
te
G89
-
..
G89
Movimiento
.
FUNCION
82
P
-
COMMAND
PUERTA
agujero
un
de
Z(W)_
grabado
Ciclo
Posicion
Posicidn
La
absoluto
desde
La
punto
El
El
punto
Profundidad
El
El
Q4500
Tiempo
El
P100=0.1
Velocidad
Numero
Cuando
mecanizado
Si
se
Si
al
c6digo
El
Este
1
del
del
posicion
(X)
nivel
el
distancia
R
se
valor
debe
posicionamento
Nevaacabo
se
R
de
corte
valor
debe
valor
debe
4.5
=
pausa
de
valor
debe
de
de
veces
no
especifica
se
Nevaacabo
especifica
se
inicio
del
de
M
comando
Posicionamento
eje
del
X
del
Nivel
|
circunferencia
la
en
C(H)_
mecanizado
de
agujero
agujero
del
o
en
del
desde
especifica
especificarse
por
especificarse
especificarse
mm
especificarse
sec.
avance
especifica
se
de
movimiento
liberacidn
se
y
C
punto
del
fondo
valor
punto
nivel
el
desdeelnivel
a
pasada
en
el
se
repite
que
agujeros
K0,
el
se
almacenan
y
codigo
el
del
para
usa
inicial
X(U)_
de
agujero
incremental
R
al
fondo
del
punto
valor
en
velocidad
en
fondo
ciclo
eje
incremental.
en
radio.
del
el
ciclodetaladrado
en
radio.
con
un
valor
del
un
valor
con
el
cido
K,
se
considers
Nevaacabo
se
mecanizado
de
sujecion
de
M
2.
se
saca
C
ilevaracabo
—
—
---
Q
R_
agujeros
especifica
se
(U)
como
agujero.
del
inicial
inicialalnivel
punto
desplazamiento
de
agujeros
de
positivo
agujero
positivo
mecanizado
de
K=1
de
sus
datos.
del
completarse
al
cortes
Desplazamiento
de
Avance
-
Desplazamiento
avance
de
o
_
P_
en
la
distancia
al
nivel
profundos
sin
punto
sin
punto
de
y
el
una
vez.
agujerosno
de
C,
eje
movimiento
el
de
gran
rApido
corte
rApido
cone
F_
valor
del
del
rapido.
G87
decimal.
decimal.
agujeros.
de
ciclo
saca
se
5.
carga.
Movimiento3-
Movimiento4-
Movimiento
R
2
------
6
Nivel
punto
del
6
R
I
I
Movimiento
Pieza
de
trabajo
6
zo
Movimiento5
XO
—
+X
Page 97

P-83
Repetition
Este
comando
repetidamente
X(U)_
G83
posicion
La
se
especifica
Si
repetidamente
Posici6nÿ10
actual
del
del
ciclo
se
usa
a
intervals
C(H)_
punto
con
en
la
10
10
10
grabado
para
regulares.
Z(W)_
inicial
_C_
X
misma
C90
ejecutar
R_
K_
se
especifica
(absolute),
posicion.
el
ciclo
F_;
con
el
K4
(U20.0,
U20.0
grabado
_
(U
ciclo
de
C90.0)
(Valor
de
mecanizado
)y(H_)
en
mecanizado
de
diametro)
de
valores
agujeros
de
agujeros
incrementales.
ejecuta
se
-e-
Lista
45°
45°
de
siguiente
La
45°
ciclos
45°
Posicic
actual
tabla
Codigo
G80
G83
G84
G85
G87
G88
G89
040
grabados
muestra
G
la
listadeciclos
Cancelar
Ciclo
de
Ciclo
de
Ciclo
de
Ciclo
de
Ciclo
de
Ciclo
de
K4
(X40.0,
ciclo
taladrado
roscado
mandrinado
taladrado
roscado
H45.0)
grabados.
grabado
de
de
de
de
mandrinado
Funcion
agujeros
Z
eje
eje
de
agujeros
eje
X
eje
de
profundos
Z
profundos
X
del
de
eje
eje
Z
X
Page 98
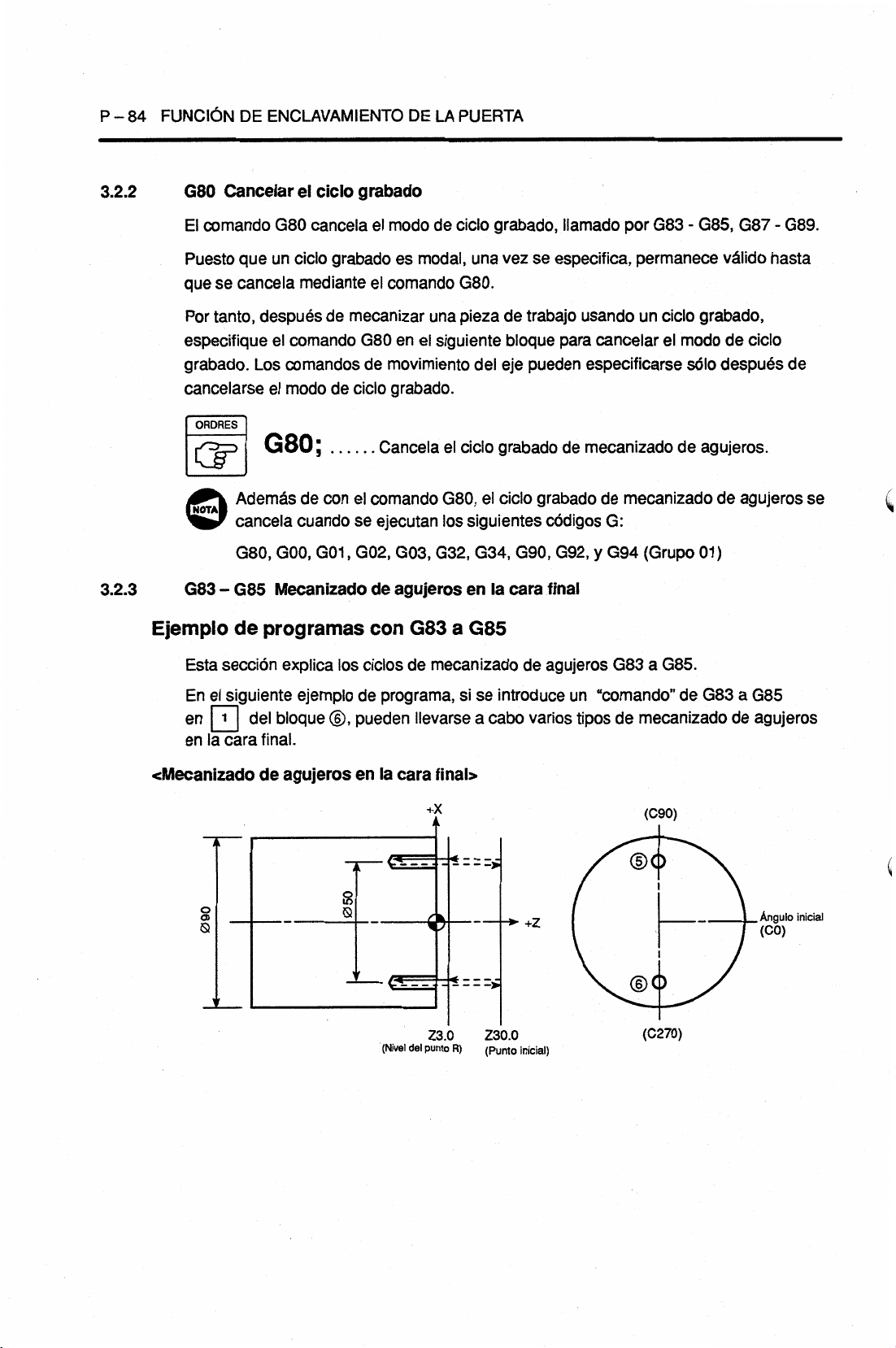
ENCLAVAMIENTO
P
84
-
FUNCION
DE
DE
PUERTA
LA
3.2.2
3.2.3
G80
El
comando
Puesto
que
Por
especifique
grabado.
cancelarse
ORDRES
(
T
G83
Ejemplo
Cancelar
que
se
cancela
despues
tanto,
Los
Ademas
cancela
G80,
G85
-
programas
de
grabado
ciclo
cancelaelmododeciclo
grabado
es
modal,
G80
un
el
ciclo
medianteelcomando
de
mecanizar
en
el
comando
G80
el
comandosdemovimiento
grabado.
el
modo
G80;
de
cuando
GOO,
Mecanizado
de
con
G01
ciclo
Cancela
el
comando
ejecutan
se
,
G02,
de
con
G03,
agujeros
G83
una
G80.
pieza
una
siguiente
del
el
ciclo
G80,
siguientes
los
G34,
G32,
enlacara
a
G85
grabado,
vez
trabajo
de
bloque
pueden
eje
grabado
el
ciclo
G90,
llamado
especifica,
se
para
de
grabado
codigos
G92,
final
por
G83
permanece
usando
especificarse
un
cancelar
mecanizado
de
mecanizado
G:
y
G94
(Grupo
-
G85,
v&lido
grabado,
ciclo
el
mododeciclo
despuSs
s6lo
agujeros.
de
de
01)
G87-G89.
hasta
de
agujeros
se
Esta
seccion
siguiente
el
En
en
[Tj
enlacara
<Mecanizado
§
Si
explica
bloque©,pueden
del
final.
agujeros
de
los
ejemplo
s
s
ciclosdemecanizado
programa,
de
en
la
(Nivel
cara
del
siseintroduce
llevarseacabo
final>
+x
=
=
=>
Z3.0
punto
Z30.0
R)
(Punto
de
varios
+Z
Initial)
agujeros
un
“comando”
tipos
G83
a
G85.
mecanizado
de
(C90)
(DO
©O
(C270)
de
G83
a
G85
agujeros
de
(CO)
Angulo
initial
Page 99
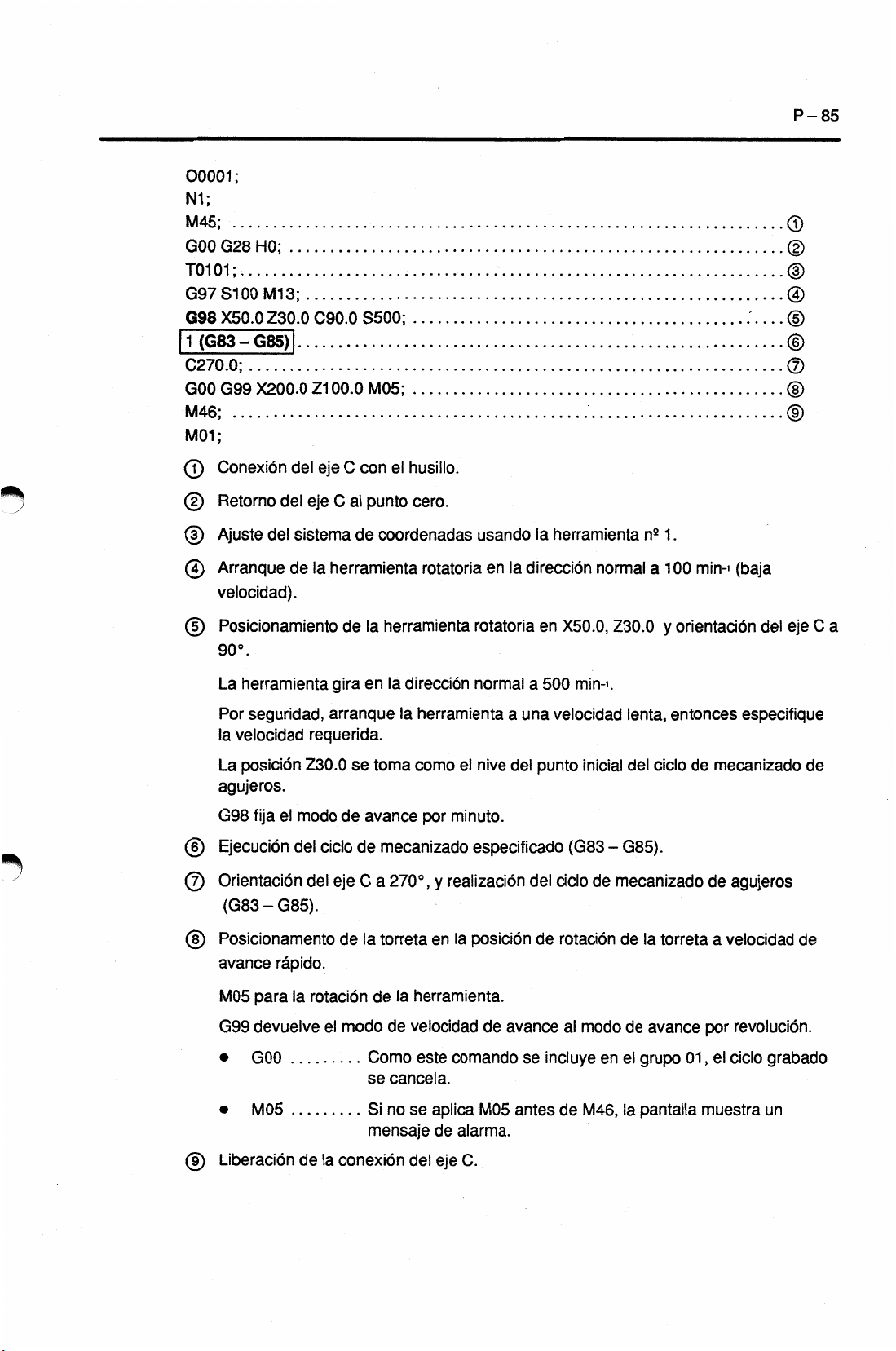
;
00001
N1;
M45;
HO;
G28
GOO
T0101;
G97S100M13;
G98
1
1
C270.0;
GOO
M46;
M01
0
.
X50.0
(G83-
G99
;
Conexion
Z30.0
G85)~]
X200.0Z100.0
del
C90.0
eje
C
S500;
M05;
con
el
husillo.
P-85
©
d>
<D
©
©
©
<D
©
©
5
Retorno
0
Ajuste
0
Arranque
@
velocidad).
Posicionamiento
0
90°.
La
herramienta
seguridad,
Por
la
velocidad
position
La
agujeros.
fija
G98
Ejecucion
0
Orientation
0
(G83-G85).
Posicionamento
0
avance
del
del
sistema
de
el
modo
del
rapido.
eje
la
requerida.
Z30.0
del
punto
C
al
de
herramienta
delaherramienta
gira
arranque
se
de
ciclodemecanizado
eje
C
la
de
cero.
coordenadas
rotatoriaenla
la
en
direction
la
herramienta
como
toma
270°,
a
torreta
por
en
avance
usando
rotatoria
normal
el
nive
minuto.
especificado
y
realization
la
position
herramienta
la
direction
en
a
a
una
del
punto
del
de
500
normal
X50.0,
min-'.
velocidad
initial
(G83-G85).
ciclodemecanizado
rotationdela
na
.
1
min-'
1
a
00
y
Z30.0
orientacidn
lenta,
entonces
del
ciclodemecanizado
de
torreta
(baja
del
especifique
agujeros
a
velocidad
eje
de
de
a
C
para
M05
G99
devuelveelmodo
GOO
•
M05
•
Liberationdela
0
la
rotation
de
de
Como
se
cancela.
no
Si
mensaje
conexion
la
herramienta.
velocidad
comando
este
aplica
se
alarma.
de
C.
eje
del
de
M05
avance
se
incluye
antes
al
de
modo
en
M46,
avance
de
grupo
el
pantalla
la
por
,
el
01
muestra
revolution.
grabado
ciclo
un
Page 100
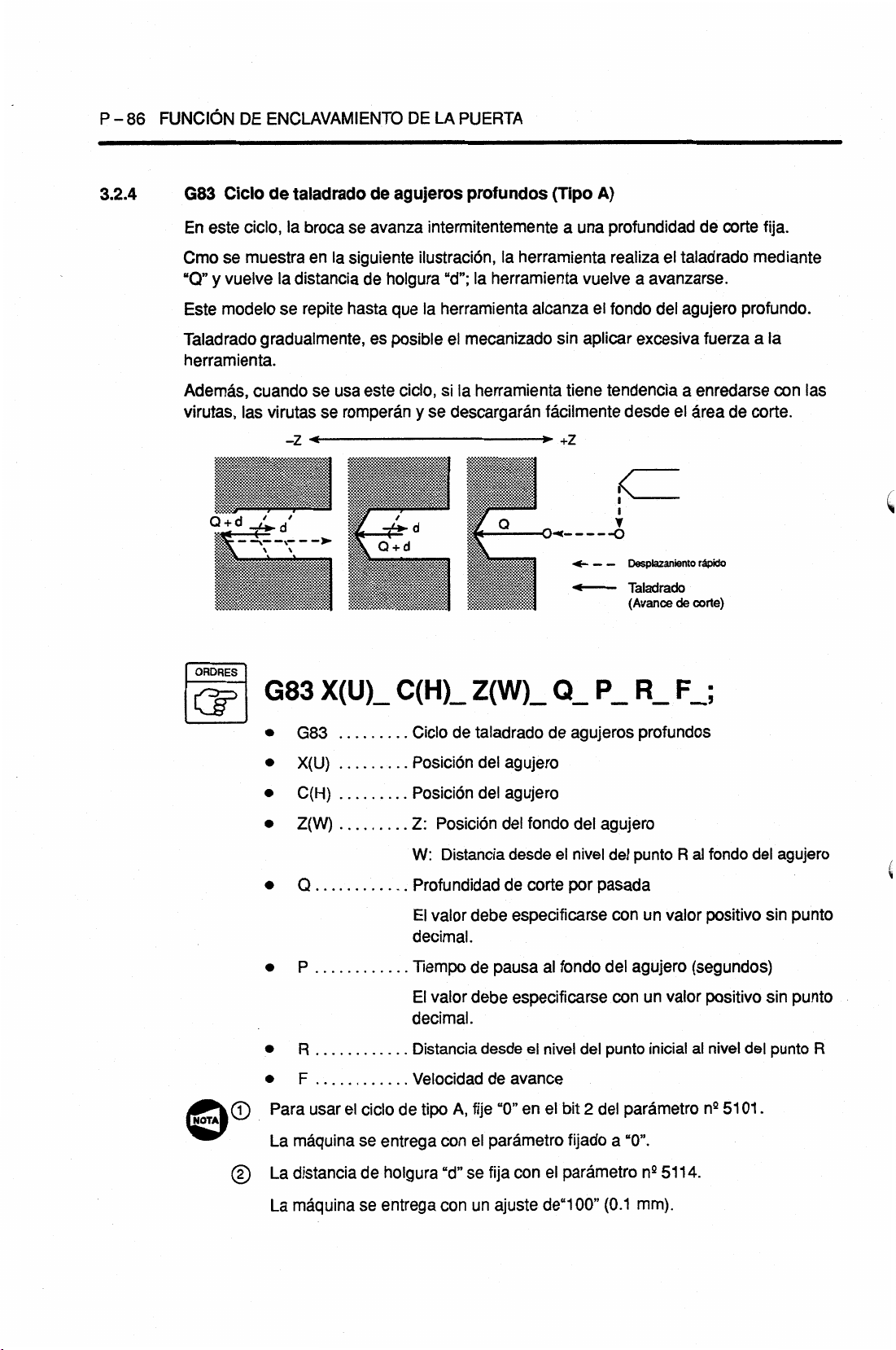
P
-
3.2.4
FUNCIONDEENCLAVAMIENTO
86
de
G83
Ciclo
taladrado
agujeros
de
DE
LA
PUERTA
profundos
(Tipo
A)
En
Cmo
“Q”
Este
Taladrado
herramienta.
Ademas,
virutas,
ORORES
ciclo,
este
se
muestra
y
vuelveladistancia
modelo
gradualmente,
cuando
las
virutas
Q
d
+
G83
la
se
d'
broca
en
la
repite
usa
se
se
X(U)_
se
avanza
siguiente
holgura
de
que
hasta
posible
es
ciclo,
este
romperan
C(H)_
intermitentemente
ilustracion,
“d”;
la
herramienta
el
silaherramienta
y
descargaran
se
la
herramienta
la
herramienta
alcanza
mecanizado
Z(W)_
profundidad
a
una
realizaeltaladrado
avanzarse.
vuelve
aplicar
sin
tiene
facilmente
a
el
fondo
excesiva
tendencia
desde
del
<
O-*
Q_
-O
----
Desplazaniento
Taladrado
(Avancedecode)
P_
R_
de
agujero
fuerza
a
enredarse
el
area
rSpido
F_;
code
mediante
profundo.
a
de
code.
fija.
la
con
las
0©
(D
•
•
•
•
•
•
•
Para
La
La
La
G83
X(U)
C(H)
Z(W)
Q
P
R
F
usar
el
maquina
distancia
maquina
ciclo
se
entrega
de
entrega
se
Ciclo
Posicion
Posicion
Z:
Posicion
W:
Profundidad
valor
El
decimal.
Tiempo
El
valor
decimal.
Distancia
Velocidad
tipo
de
holgura
taladrado
de
del
del
Distancia
debe
pausa
de
debe
desde
de
A,
fije
parametro
el
con
fija
se
“d”
con
un
de
agujero
agujero
del
fondo
desdeelnivel
de
code
especificarse
al
fondo
especificarse
nivel
el
avance
en
bit2del
el
“0”
parametro
el
con
ajuste
de“100”
agujeros
agujero
del
del
por
pasada
con
del
con
del
punto
fijado
a
(0.1
profundos
punto
R
valor
un
agujero
un
valor
inicial
parametro
“0”.
1
n2
51
mm).
al
fondo
del
positivo
(segundos)
positivo
al
nivel
del
ns
01
51
4.
agujero
sin
sin
punto
.
punto
punto
R
 Loading...
Loading...