

mori seiki NMV1500 DCG, NMV3000 DCG, NMV5000 DCG, NMV8000 DCG/40, NMV8000 DCG/50 Programming Manual
Page 1
PŘÍRUČKA PROGRAMOVÁNÍ
PROGRAMMING MANUAL
Model stroje
Applicable Model
NMV1500 DCG
NMV3000 DCG
NMV5000 DCG
NMV8000 DCG/40 NMV8000 DCG/50
Použitý NC systém
Applicable NC Unit
MSX-701IV MSX-711IV
Dříve než začnete stroj používat, provádět na něm údržbu nebo
programování, pozorně si prostudujte příručky dodané společností Mori Seiki,
výrobcem řídícího systému a výrobci zařízení tak, abyste plně pochopili
informace, které tyto příručky obsahují.
Uchovejte si tyto příručky na bezpečném místě, aby se nemohly ztratit.
Before starting operation, maintenance, or programming, carefully read the
manuals supplied by Mori Seiki, the NC unit manufacturer, and equipment
manufacturers so that you fully understand the information they contain.
Keep the manuals carefully so that they will not be lost.
PX-NMV_4-D3CZEN
2011.01.Y
Page 2
• Tato originální příručka s pokyny byla oficiálně vydána
společností Mori Seiki.
• Obsah této příručky podléhá změnám bez předchozího
upozornění v důsledku vylepšení stroje nebo samotné
příručky. Proto mějte na paměti, že mezi obsahem příručky a
skutečným strojem se mohou vyskytovat drobné odlišnosti.
Změny v provozní příručce jsou prováděny prostřednictvím
revidovaných vydání, která jsou navzájem odlišena
změněným číslem provozní příručky.
• Pokud byste objevili nějakou nesrovnalost mezi obsahem
této příručky a skutečným strojem, nebo pokud vám bude
některá část příručky nejasná, kontaktujte společnost Mori
Seiki a před použitím stroje si nejasnosti nechte vysvětlit.
Společnost Mori Seiki nebude odpovědná za jakékoliv škody,
které vzniknou v přím
ém nebo nepřímém důsledku použití
stroje, aniž by se uživatel pokusil o objasnění nejasných
skutečností.
• Všechna práva vyhrazena: reprodukce této provozní
příručky v jakékoliv formě, ať už kompletní nebo částečná,
není povolena bez písemného souhlasu firmy Mori Seiki.
• This is an original instruction manual officially issued by Mori
Seiki.
• The contents of this manual are subject to change without
notice due to improvements to the machine or in order to
improve the manual. Consequently, please bear in mind that
there may be slight discrepancies between the contents of
the manual and the actual machine. Changes to the
instruction manual are made in revised editions which are
distinguished from each other by updating the instruction
manual number.
• Should you discover any discrepancies between the
contents of the manual and the actual machine, or if any part
of the manual is unclear, please contact Mori Seiki and clarify
these points before using the machine. Mori Seiki will not be
liable for any damages occurring as a direct or indirect
consequence of using the machine without clarifying these
points.
• All rights reserved: reproduction of this instruction manual in
any form, in whole or in part, is not permitted without the
written consent of Mori Seiki.
Výrobek, který vám bylo dodán (stroj a příslušenství),
byl vyroben v souladu se zákony a normami, které jsou
platné v dané zemi nebo oblasti. Proto jej není možné
exportovat, prodat nebo přestěhovat na místo v jiné
zemi, kde platí odlišné zákony nebo normy.
Export tohoto výrobku podléhá vystavení povolení
vládou exportující země. Povolení získáte u příslušné
vládní agentury.
Copyright © 2010 MORI SEIKI CO., LTD. All rights reserved.
The product shipped to you (the machine and accessory
equipment) has been manufactured in accordance with
the laws and standards that prevail in the relevant
country or region. Consequently it cannot be exported,
sold, or relocated, to a destination in a country with
different laws or standards.
The export of this product is subject to an authorization
from the government of the exporting country. Check
with the government agency for authorization.
990730
Page 3

Ostroji
About Machine
<Prohlášení o shodě se směrnicemi EC> <Declaration of EC Conformity>
Společnost Mori Seiki prohlašuje, že tento produkt dodávaný
do Evropy je navržen a zhotoven v souladu s následujícími
požadavky.
1. Směrnice EC 1. EC directive
Aktuální směrnice 2006/42/EC pro strojní zařízení Latest Machinery Directive 2006/42/EC
Aktuální směrnice 2004/108/EC pro elektromagnetickou
kompatibilitu
Aktuální směrnice 2006/95/EC pro nízkonapěťová zařízení Latest Low Voltage Directive 2006/95/EC
2. Standardy EN 2. EN standards
EN ISO 12100-1 EN ISO 12100-1
EN ISO 12100-2 EN ISO 12100-2
EN 50370-1 EN 50370-1
EN 50307-2 EN 50307-2
EN 60204-1 EN 60204-1
EN 12417 EN 12417
<Obecně><Basis>
Tento stroj byl navržen a vyroben s pomocí nejmodernějších
technologií za účelem obrábění obrobků pomocí obráběcích
nástrojů. Tento stroj je v souladu s obecně uznávanými
bezpečnostními předpisy, normami a technickými parametry
platnými v okamžiku výroby. Tento stroj je vhodný pro manuální
a automatický provoz.
<Nástroje> <Tools>
Tento stroj je schopen používat běžné nástroje jako jsou frézy,
vrtáky, závitníky a vyvrtávací tyče, případně i soustružnické
nože (ve volitelném provedení). Před použitím brusných
nástrojů nebo speciálních nástrojů kontaktujte firmu Mori Seiki.
<Materiály> <Materials>
Tento stroj je určený pro obrábění
zamýšlen pro obrábění takových materiálů jako je hořčík, uhlík,
keramika a dřevo. Před použitím těchto materiálů kontaktujte
firmu Mori Seiki.
kovů, pryže a plastů. Nebyl
Mori Seiki declares that the product shipped to Europe is
designed and manufactured in conformity with the following
requirements.
Latest EMC Directive 2004/108/EC
This machine was designed and built using state-of-the-art
technology for the purpose of machining workpieces with
cutting tools. This machine complies with generally recognized
safety regulations, standards and specifications at the time of
manufacture. This machine is suitable for manual and
automatic operation.
This machine is capable of using common tools such as milling
cutters, drills, taps, and boring bars, and turning tools (option).
Contact Mori Seiki before using grinding tools or special tools.
This machine is designed for machining metal, resin, and
plastics. It was not intended for the machining of materials
such as magnesium, carbon, ceramics, and wood. Contact
Mori Seiki before using these materials.
Page 4

O této příručce About this Manual
• Uchovávejte tuto příručku na zřetelně označeném místě, aby
kní byl vpřípadě potřeby snadný přístup.
• Pokud by vám některá z částí příručky nebyla jasná,
kontaktujte servisní oddělení společnosti Mori Seiki.
•Vpřípadě ztráty nebo poškození příručky kontaktujte
servisní oddělení společnost Mori Seiki nebo svého
distributora.
• Obsah této příručky se může měnit bez předchozího
upozornění na základě vylepšení stroje.
• Všechna práva vyhrazena: reprodukování této příručky s
pokyny v jakékoli formě není povoleno bez písemného
souhlasu společnosti Mori Seiki.
• Se strojem jsou kromě této příručky dodávány další různé
y a dokumenty. Uložte je v blízkosti stroje, aby byly k
příručk
dispozici k rychlému nahlédnutí.
•Důležitá bezpečnostní opatření jsou uvedena v části “PRO
BEZPEČNÝ PROVOZ STROJE”. Než začnete dělat
jakékoliv úkony související se strojem, přečtěte si tuto
kapitolu.
•V příručce se používá následující formátování čísel: • The following number formatting is used in this manual:
Oddělovač tisíců: “,” (čárka) Thousand separator: “,” (comma)
Desetinný oddělovač: “.” (tečka) Decimal separator: “.” (period)
• Keep this manual in a clearly marked location to ensure easy
access when necessary.
• Contact the Mori Seiki Service Department if any part of the
manual is unclear.
• Contact the Mori Seiki Service Department or your distributor
if this manual is lost or damaged.
• The contents of this manual are subject to change without
prior notification due to improvements to the machine.
• All rights reserved: reproduction of this instruction manual in
any form is not permitted without the written consent of Mori
Seiki.
• Various manuals and documents are supplied with the
machine in addition to this manual. Keep them close to the
machine to enable easy reference.
• The important precautions are compiled in the “FOR SAFE
MACHINE OPERATION” section. You must read this section
before performing any operations relating to the machine.
Page 5
Definice signálových slov
Signal Word Definition
8 NEBEZPEČÍ 8 DANGER
Označuje bezprostředně hrozící nebezpečnou situaci,
která povede k úmrtí nebo těžkému zranění, pokud se jí
nevyhnete.
Indicates an imminently hazardous situation which, if not
avoided, will result in death or serious injury.
8 VÝSTRAHA 8 WARNING
Označuje potenciálně hrozící nebezpečnou situaci, která
by mohla vést k úmrtí nebo těžkému zranění, pokud se jí
nevyhnete.
Indicates a potentially hazardous situation which, if not
avoided, could result in death or serious injury.
7 UPOZORNĚNÍ 7 CAUTION
Označuje potenciálně hrozící nebezpečnou situaci, která
může vést k lehkému zranění nebo poškození stroje,
pokud se jí nevyhnete.
[ ] Nedodržování bezpečnostních opatření (výstrah,
varování a upozornění) povede k nebezpečím
uvedeným v lomených závorkách [ ], ke zraněním
nebo poruše stroje.
2 POZNÁMKA 2 NOTE
Označuje položky, které musí být vzaty v úvahu. Indicates items that must be taken into consideration.
1 Označuje položky, které by měly být použity jako referenční
odkazy.
Indicates a potentially hazardous situation which, if not
avoided, may result in minor injury or damage to the
machine.
[ ] Failure to observe the precautions (hazards, warnings
and cautions) will lead to the hazards indicated in
square brackets [ ], injuries or machine trouble.
1 Indicates items to be referred to.
5Označuje tipy. 5Indicates hints.
Příklad: Example:
Označuje příklady použité v programu. Indicates program-applied examples.
Page 6

Page 7
OBSAH
CONTENTS
PRO BEZPEČNÝ PROVOZ STROJE
FOR SAFE MACHINE OPERATION
FUNKCE G
G FUNCTIONS
FUNKCE M
M FUNCTIONS
FUNKCE T, S, F
T, S, F FUNCTIONS
KOREKCE NÁSTROJE
TOOL OFFSET
PŘEDEM NASTAVENÝ CYKLUS
CANNED CYCLE
VZOROVÉ PROGRAMY
EXAMPLE PROGRAMS
DALŠÍ FUNKCE
OTHER FUNCTIONS
REJSTŘÍK
INDEX
Page 8

Page 9

OBSAH CONTENTS
PRO BEZPEČNÝ PROVOZ STROJE
FOR SAFE MACHINE OPERATION
1 PRO UŽIVATELE A NADŘÍZENÉ PRACOVNÍKY ............................................................3
FOR USERS AND SUPERVISORS
2 BEZPEČNOSTNÍ UPOZORNĚNÍ PRO OPERÁTORY...................................................... 4
PRECAUTIONS FOR OPERATORS
3 OCHRANA PŘED VZNIKEM POŽÁRU ............................................................................5
FIRE PREVENTION
4 BEZPEČNOSTNÍ ZAŘÍZENÍ ............................................................................................. 8
SAFETY DEVICES
5 VÝSTRAŽNÉ ŠTÍTKY......................................................................................................10
CAUTION LABELS
5-1 Bezpečnostní opatření.............................................................................................................................10
Safety Precautions
5-2 Zapnutí a vypnutí napájení...................................................................................................................... 11
Turning ON/OFF Power
5-3 Funkce blokování dveří............................................................................................................................12
Door Interlock Function
5-4 Bezpečnost během provozu stroje (1).....................................................................................................13
Safety During Machine Operation (1)
5-5 Bezpečnost během provozu stroje (2).....................................................................................................14
Safety During Machine Operation (2)
5-6 Nástrojové vybavení a ATC .....................................................................................................................14
Tooling and ATC
5-7 Příprava obrobku a APC (Specifikace APC)............................................................................................15
Workpiece Setting and APC (APC Specifications)
5-8 Klíč bránící uzamknutí uvnitř stroje..........................................................................................................15
Locked-In Prevention Key
5-9 Dopravník třísek (specifikace dopravníku třísek).....................................................................................16
Chip Conveyor (Chip Conveyor Specifications)
5-10 Zákonné závazky.....................................................................................................................................16
Legal Obligation
i
6 PRACOVNÍ PROSTŘEDÍ ................................................................................................ 17
WORKING ENVIRONMENT
7 OPERACE NASTAVENÍ ..................................................................................................18
SETUP OPERATION
8 UPÍNÁNÍ OBROBKŮ A OBRÁBĚCÍCH NÁSTROJŮ .....................................................20
MOUNTING WORKPIECES AND CUTTING TOOLS
9 OBSLUHA STROJE........................................................................................................21
MACHINE OPERATION
9-1 Vzájemné blokování ................................................................................................................................26
Interlock
9-2 Data.........................................................................................................................................................27
Data
9-3 Bezpečnostní opatření při provozu stroje se zvláštními technickými parametry .....................................27
Precautions when Operating Special Specification Machines
Page 10

ii
10 NC PROGRAM................................................................................................................ 28
NC PROGRAM
10-1 Před vytvořením programu ......................................................................................................................28
Before Creating Program
10-2 Řezné podmínky......................................................................................................................................28
Cutting Conditions
11 ÚDRŽBA A KONTROLY................................................................................................. 30
MAINTENANCE AND INSPECTION
11-1 Pracovní prostředí ...................................................................................................................................31
Work Environment
12 USPOŘÁDÁNÍ STROJŮ................................................................................................. 32
DISPOSITION OF MACHINES
KAPITOLA 1 FUNKCE G
CHAPTER 1 G FUNCTIONS
1 OVLÁDÁNÍ A SMĚR POHYBU OSY.............................................................................. 35
AXIS CONTROL AND MOVEMENT DIRECTION
1-1 Posun osy při obrábění a programování..................................................................................................36
Axis Movement in Machine and Program
2 FUNKCE G...................................................................................................................... 37
G FUNCTIONS
2-1 Seznam kódů G .......................................................................................................................................37
G Code List
2-2 G00 Polohování obráběcího nástroje rychloposuvem.............................................................................47
G00 Positioning Cutting Tool at Rapid Traverse Rate
2-3 G01 Pohyb obráběcího nástroje po rovné dráze řezným posuvem.........................................................48
G01 Moving Cutting Tool along Straight Path at Cutting Feedrate
2-4 G02 Kruhová interpolace (ve směru hodinových ruček), G03 Kruhová interpolace (proti směru
hodinových ruček)....................................................................................................................................48
G02 Circular Interpolation (Clockwise), G03 Circular Interpolation (Counterclockwise)
2-5 G02 Interpolace po šroubovici (ve směru hodinových ruček), G03 Interpolace po šroubovici (proti směru
hodinových ruček)....................................................................................................................................51
G02 Helical Interpolation (Clockwise), G03 Helical Interpolation (Counterclockwise)
2-6 G02 Spirálová interpolace/kónická interpolace (ve směru hodinových ruček), G03 Spirálová interpolace/
kónická interpolace (proti směru hodinových ruček)................................................................................55
G02 Spiral Interpolation/Conical Interpolation (Clockwise), G03 Spiral Interpolation/Conical Interpolation
(Counterclockwise)
2-7 G02.2 Evolventní interpolace (ve směru hodinových ruček), G03.2 Evolventní interpolace (proti směru
hodinových ruček) (volitelná)................................................................................................................... 59
G02.2 Involute Interpolation (Clockwise), G03.2 Involute Interpolation (Counterclockwise) (Option)
2-8 G02.3 Exponenciální interpolace (ve směru hodinových ruček), G03.3 Exponenciální interpolace (proti
směru hodinových ruček) (volitelná) ........................................................................................................60
G02.3 Exponential Interpolation (Clockwise), G03.3 Exponential Interpolation (Counterclockwise)
(Option)
2-9 G04 Pozastavení vykonávání programu (Prodleva)................................................................................64
G04 Suspending Program Execution (Dwell)
2-10 G06.2 Interpolace NURBS.......................................................................................................................65
G06.2 NURBS Interpolation
2-11 G07 Interpolace s hypotetickou osou ......................................................................................................68
G07 Hypothetical Axis Interpolation
2-12 G10 Změna souřadnicového systému obrobku naprogramovaným příkazem ........................................69
G10 Changing Work Coordinate System by Programmed Command
Page 11

2-13 G15, G16 Příkaz polárních souřadnic (volitelný) .....................................................................................71
G15, G16 Polar Coordinate Command (Option)
2-14 G17, G18, G19 Výběr roviny pro obrábění..............................................................................................72
G17, G18, G19 Selecting Plane for Machining
2-15 G22 Zapnutí funkce kontroly uloženého zdvihu, G23 Vypnutí funkce kontroly uloženého zdvihu ..........74
G22 Stored Stroke Check Function ON, G23 Stored Stroke Check Function OFF
2-16 G28 Návrat stroje do nulového bodu, G30 Druhý (třetí nebo čtvrtý) návrat do nulového bodu...............76
G28 Machine Zero Return, G30 Second (Third or Fourth) Zero Return
2-17 G30.1 Návrat do plovoucího referenčního bodu (volitelný) .....................................................................77
G30.1 Floating Reference Point Return (Option)
2-18 G31 Funkce vynechání............................................................................................................................78
G31 Skip Function
2-19 G33 Řezání závitu (volitelné)...................................................................................................................79
G33 Thread Cutting (Option)
2-20 G40.1, G41.1, G42.1 Normální směrové řízení (volitelné) ......................................................................86
G40.1, G41.1, G42.1 Normal Direction Control (Option)
2-21 G45 až G48 Korekce polohy nástroje......................................................................................................88
G45 to G48 Tool Position Offset
2-22 G51 Změna měřítka, G50 Zrušení změny měřítka (zmenšení a zvětšení tvaru) (volitelné)....................91
G51 Scaling, G50 Scaling Cancel (Reducing and Enlarging the Shape) (Option)
2-23 G51 Změna měřítka každé osy/Programovatelný zrcadlový obraz (záporné zvětšení),
G50 Zrušení změny měřítka každé osy/programovatelného zrcadlového obrazu (záporného zvětšení)
(volitelné) .................................................................................................................................................92
G51 Each Axis Scaling/Programmable Mirror Image (Negative Magnification),
G50 Each Axis Scaling/Programmable Mirror Image (Negative Magnification) Cancel (Option)
2-24 G51.1 Programovatelný zrcadlový obraz, G50.1 Zrušení programovatelného zrcadlového obrazu
(volitelné) .................................................................................................................................................95
G51.1 Programmable Mirror Image, G50.1 Programmable Mirror Image Cancel (Option)
2-25 G52 Nastavení místního souřadnicového systému.................................................................................97
G52 Setting Local Coordinate System
2-26 G53 Výběr souřadnicového systému stroje.............................................................................................98
G53 Selecting Machine Coordinate System
2-27 G54 až G59 Výběr souřadnicového systému obrobku ............................................................................98
G54 to G59 Selecting Work Coordinate System
2-28 G54, G54.1 Výběr přídavného souřadnicového systému obrobku (volitelný)........................................100
G54, G54.1 Selecting Additional Work Coordinate System (Option)
2-29 G60 Jednosměrné pol
G60 Uni-Directional Positioning
2-30 G65, G66, G66.1, G67 Použití makroprogramů ....................................................................................103
G65, G66, G66.1, G67 Using Macro Programs
2-31 G68 Otočení souřadnic, G69 Zrušení otočení souřadnic (volitelné)......................................................108
G68 Coordinate Rotation, G69 Coordinate Rotation Cancel (Option)
2-32 G68 Převod 3D souřadnic, G69 Zrušení převodu 3D souřadnic (volitelné)...........................................110
G68 3D Coordinate Conversion, G69 3D Coordinate Conversion Cancel (Option)
2-33 G72.1 Kopie otočením, G72.2 Kopie posunutím (volitelná)................................................................... 112
G72.1 Copy by Rotation, G72.2 Copy by Shift (Option)
2-34 G81.1 Režim sekání zapnut, G80 Režim sekání vypnut (volitelně)....................................................... 116
G81.1 Chopping Mode ON, G80 Chopping Mode OFF (Option)
Určení funkce sekání (programování).............................................................................................117
Specifying Chopping Function (Programming)
Určení funkce sekání (nastavení parametru)..................................................................................117
Specifying Chopping Function (Parameter Setting)
2-35 G90 Absolutní příkaz, G91 Přírůstkový příkaz....................................................................................... 118
G90 Absolute Command, G91 Incremental Command
2-36 G92.1 Předvolba souřadnicového systému obrobku (volitelná) ............................................................ 119
G92.1 Work Coordinate System Preset (Option)
ohování...............................................................................................................101
iii
Page 12

iv
2-37 G93, G94, G95 Nastavení jednotek rychlosti posuvu............................................................................119
G93, G94, G95 Setting Feedrate Units
2-38 Řízení řezného posuvu..........................................................................................................................120
Cutting Feedrate Control
G09 Přesné zastavení ....................................................................................................................121
G09 Exact Stop
G61 Režim přesného zastavení......................................................................................................123
G61 Exact Stop Mode
G64 Režim obrábění.......................................................................................................................123
G64 Cutting Mode
G63 Režim závitování.....................................................................................................................123
G63 Tapping Mode
G62 Automatické vyřazení rohů (volitelné).....................................................................................124
G62 Automatic Corner Override (Option)
KAPITOLA 2 FUNKCE M
CHAPTER 2 M FUNCTIONS
1 FUNKCE M.................................................................................................................... 127
M FUNCTIONS
1-1 Seznam kódů M .....................................................................................................................................127
M Code List
1-2 M00 Zastavení programu, M01 Volitelné zastavení...............................................................................136
M00 Program Stop, M01 Optional Stop
1-3 M02 Konec programu, M30 Konec programu a přetočení na začátek..................................................136
M02 Program End, M30 Program End and Rewind
1-4 M03 Spuštění vřetena (normální směr), M04 Spuštění vřetena (obrácený směr), M05 Zastavení
vřetena...................................................................................................................................................137
M03 Spindle Start (Normal), M04 Spindle Start (Reverse), M05 Spindle Stop
1-5 M06 Výměna nástroje............................................................................................................................137
M06 Tool Change
1-6 M08 Zapnutí přívodu řezné kapaliny, M09 Vypnutí přívodu řezné kapaliny ..........................................138
M08 Coolant Discharge ON, M09 Coolant Discharge OFF
1-7 M19 Orientace vřetena ..........................................................................................................................138
M19 Spindle Orientation
1-8 M20 Automatické vypnutí napájení........................................................................................................139
M20 Automatic Power Shutoff
1-9 M33 Cyklus uložení nástroje..................................................................................................................139
M33 Tool Storing Cycle
1-10 M48 Zrušení vyřazení posuvu VYPNUTO, M49 Zrušení vyřazení posuvu ZAPNUTO..........................140
M48 Feedrate Override Cancel OFF, M49 Feedrate Override Cancel ON
1-11 M51 Spuštění profukování vzduchem, M59 Zastavení profukování vzduchem ....................................141
M51 Air Blow Start, M59 Air Blow Stop
1-12 M53 Spuštění profukování snímače vzduchem, M58 Zastavení profukování snímače vzduchem
(volitelné) ...............................................................................................................................................141
M53 Sensor Air Blow Start, M58 Sensor Air Blow Stop (Option)
1-13 M55 Vypouštění olejové mlhy zapnuto, M09 Vypouštění olejové mlhy vypnuto (volitelné) ...................142
M55 Oil Mist Discharge ON, M09 Oil Mist Discharge OFF (Option)
1-14 M70 Udává stav počítadla obrobků a celkového počítadla (volitelně)...................................................142
M70 Specifies Counting of Work Counter and Total Counter (Option)
1-15 M73, M74, M75, M76 Zapnutí/vypnutí zrcadlového obrazu...................................................................143
M73, M74, M75, M76 Mirror Image ON/OFF
1-16 M80 Přívod řez
(volitelné) ...............................................................................................................................................147
M80 Shower Coolant Supply, M81 Shower Coolant Supply Stop (Option)
né kapaliny pro sprchování, M81 Zastavení přívodu řezné kapaliny pro sprchování
Page 13
1-17 M88 Přívod řezné kapaliny vřetenem ZAPNUTÝ, M89 Přívod řezné kapaliny vřetenem VYPNUTÝ
(volitelné) ...............................................................................................................................................147
M88 Through-Spindle Coolant ON, M89 Through-Spindle Coolant OFF (Option)
Změna výstupního tlaku přívodu řezné kapaliny vřetenem (Pouze specifikace Knoll) ...................147
Changing the Discharge Pressure of the Through-Spindle Coolant (Knoll Specifications Only)
1-18 M90 Režim současného provozu nástrojového vřetena/soustružnického vřetena ZAPNUTÝ,
M91 Režim současného provozu nástrojového vřetena/soustružnického vřetena VYPNUTÝ..............148
M90 Tool-Spindle/Turning Spindle Simultaneous Operation Mode ON,
M91 Tool-Spindle/Turning Spindle Simultaneous Operation Mode OFF
1-19 M98/M198 Volání podprogramu, M99 Konec volání podprogramu .......................................................150
M98/M198 Sub-Program Call, M99 Sub-Program End
Použití příkazů M98 a M99 .............................................................................................................150
Using M98 and M99 Commands
Vnořování a opakování volání podprogramu..................................................................................151
Nesting and Repeating Sub-Program Calls
Použití příkazů M198 a M99 ...........................................................................................................155
Using M198 and M99 Commands
1-20 M119 Orientace (druhého) vřetena........................................................................................................156
M119 Spindle (Second) Orientation
1-21 M166, M167 Řízení obrysu Cs (volitelné)..............................................................................................156
M166, M167 Cs Contouring Control (Option)
1-22 M264 Cyklus zahřátí vřetena .................................................................................................................157
M264 Spindle Warm Up Cycle
1-23 M258 Otevření automatického chrániče otevírání/zavírání, M259 Zavření automatického chrániče
otevírání/zavírání...................................................................................................................................158
M258 Automatic Opening/Closing Protector Open, M259 Automatic Opening/Closing Protector Close
1-24 M2000 až M2020 Funkce zobrazení univerzálního počítadla (volitelná)...............................................158
M2000 to M2020 Multi Counter Display Function (Option)
v
KAPITOLA 3 FUNKCE T, S, F
CHAPTER 3 T, S, F FUNCTIONS
1 FUNKCE T.....................................................................................................................163
T FUNCTION
1-1 Programování pro metodu přístupu kratší cestou s pevnou adresou....................................................163
Programming for Fixed Address Shorter Route Access Method
2 FUNKCE S.....................................................................................................................165
S FUNCTION
3 FUNKCE F.....................................................................................................................167
F FUNCTION
KAPITOLA 4 KOREKCE NÁSTROJE
CHAPTER 4 TOOL OFFSET
1 KOREKCE NÁSTROJEKOREKCE NÁSTROJE ..........................................................173
TOOL OFFSET
1-1 Zadání hodnoty korekce nástroje ..........................................................................................................173
Inputting Tool Offset Amount
Provádění nastavení a změn na obrazovce korekce nástroje........................................................173
Making Settings and Changes on the Tool Offset Screen
G10 Nastavení a změna velikosti korekce nástroje pomocí příkazů programu..............................173
G10 Setting and Changing Tool Offset Amount with Program Commands
1-2 Korekce délky nástrojeKorekce délky nástroje......................................................................................174
Tool Length Offset
Page 14

vi
Metody pro nastavení dat korekce délky nástroje...........................................................................174
Methods for Setting Tool Length Offset Data
G43 Korekce délky nástroje, G49 Zrušení korekce délky nástroje.................................................176
G43 Tool Length Offset, G49 Tool Length Offset Cancel
1-3 G41, G42 Korekce poloměru nástroje, G40 Zrušení korekce poloměru nástroje..................................178
G41, G42 Tool Radius Offset, G40 Tool Radius Offset Cancel
Termíny pro korekci poloměru nástroje ..........................................................................................180
Terms for Tool Radius Offset
1-4 Obecná upozornění pro funkci korekce .................................................................................................183
General Cautions on the Offset Function
Pokud stěna leží v koncovém bodu řezu ........................................................................................183
If Wall Lies at Endpoint of Cutting
Změna velikosti korekce poloměru nástroje....................................................................................185
Changing the Tool Radius Offset Amount
Kladné (+) a záporné(−) Označení pro velikost korekce poloměru nástroje a drah nástroje..........186
Positive (+) and Negative (−) Designation for Tool Radius Offset Amount and Tool Paths
Nadměrné obrobení v režimu korekce poloměru nástroje..............................................................186
Overcut in Tool Radius Offset Mode
1-5 Vzorové programy .................................................................................................................................189
Example Programs
KAPITOLA 5 PŘEDEM NASTAVENÝ CYKLUS
CHAPTER 5 CANNED CYCLE
1PŘEDEM NASTAVENÝ CYKLUS PRO OBRÁBĚNÍ OTVORŮ ................................... 199
HOLE MACHINING CANNED CYCLE
1-1 G81 Cyklus bodového vrtání .................................................................................................................203
G81 Spot Drilling Cycle
1-2 Cyklus vyvrtávání...................................................................................................................................204
Boring Cycle
G82 Cyklus zahlubování.................................................................................................................204
G82 Counter Boring Cycle
G85 Cyklus vyvrtávání....................................................................................................................205
G85 Boring Cycle
G86 Cyklus vyvrtávání....................................................................................................................205
G86 Boring Cycle
G88 Cyklus vyvrtávání (ruční vyjímání nástroje) ............................................................................206
G88 Boring Cycle (Manual Tool Extraction)
G89 Cyklus vyvrtávání (prodleva)...................................................................................................207
G89 Boring Cycle (Dwell)
1-3 Cyklus vrtání hlubokých otvorů..............................................................................................................207
Deep Hole Drilling Cycle
G73 Cyklus vysokorychlostního vrtání hlubokých otvorů................................................................207
G73 High-Speed Deep Hole Drilling Cycle
G83 Cyklus vrtání hlubokých otvorů ...............................................................................................208
G83 Deep Hole Drilling Cycle
M237 G83 Cyklus vrtání hlubokých otvorů malého průměru (volitelný)..........................................209
M237 G83 Small-Diameter Deep Hole Drilling Cycle (Option)
1-4 Cyklus řezání závitu...............................................................................................................................211
Tap p ing Cyc l e
G84 Cyklus řezání závitů (pravý závit), G74 Cyklus reverzního řezání závitů (levý závit) .............212
G84 Tapping Cycle (Right-Hand Thread), G74 Reverse Tapping Cycle (Left-Hand Thread)
M29 G84 (G84.2) Synchronizovaný cyklus řezání závitu (pravý závit),
M29 G74 (G84.3) Cyklus synchronizovaného reverzního závitování (levý závit)...........................216
M29 G84 (G84.2) Synchronized Tapping Cycle (Right-Hand Thread),
M29 G74 (G84.3) Reverse Synchronized Tapping Cycle (Left-Hand Thread)
Page 15

M29 G84 (G84.2) Vysokorychlostní synchronizovaný cyklus řezání závitu hlubokých otvorů (pravý
závit),
M29 G74 (G84.3) Cyklus vysokorychlostního synchronizovaného reverzního závitování v hlubokých
otvorech (levý závit)........................................................................................................................217
M29 G84 (G84.2) High-Speed Deep Hole Synchronized Tapping Cycle (Right-Hand Thread),
M29 G74 (G84.3) High-Speed Deep Hole Reverse Synchronized Tapping Cycle (Left-Hand Thread)
M29 G84 (G84.2) Synchronizovaný cyklus řezání závitu v hlubokých otvorech (pravý závit),
M29 G74 (G84.3) Cyklus synchronizovaného reverzního závitování v hlubokých otvorech (levý
závit) ...............................................................................................................................................219
M29 G84 (G84.2) Deep Hole Synchronized Tapping Cycle (Right-Hand Thread),
M29 G74 (G84.3) Deep Hole Reverse Synchronized Tapping Cycle (Left-Hand Thread)
1-5 G76 Cyklus dokončovacího vyvrtávání, G87 Cyklus zpětného vyvrtávání............................................220
G76 Fine Boring Cycle, G87 Back Boring Cycle
1-6 Vzorové cyklyVzorové cykly ..................................................................................................................224
Pattern Cycles
G300 Oblouk (rovnoměrné intervaly)..............................................................................................225
G300 Arc (Equal Intervals)
G301 Oblouk (náhodné intervaly)...................................................................................................227
G301 Arc (Random Intervals)
G302 Přímka pod úhlem (rovnoměrné intervaly)............................................................................228
G302 Line-at-Angle (Equal Intervals)
G303 Přímka pod úhlem (náhodné intervaly) .................................................................................230
G303 Line-at-Angle (Random Intervals)
G304 Obdélník/mřížka....................................................................................................................231
G304 Rectangle/Grid
G305 Rovnoměrná mřížka..............................................................................................................233
G305 Staggered Grid
Bezpečnostní opatření při používání příkazů G300 až G305 .........................................................234
Precautions on Using G300 to G305 Commands
G306 Vnitřní obrábění po kružnici (dokončovací)...........................................................................235
G306 Circle Cutting Inside (Finishing)
G307 Vnější obrábění po kružnici (dokončovací) ...........................................................................237
G307 Circle Cutting Outside (Finishing)
G308 Vnitřní obrábění rámu (dokončovací)....................................................................................240
G308 Frame Cutting Inside (Finishing)
G309 Vnější obrábění rámu (dokončovací)....................................................................................242
G309 Frame Cutting Outside (Finishing)
1-7 Maximální rychlost vřetena během synchronizovaného řezání závitu...................................................244
M
aximum Spindle Speed during Synchronized Tapping
vii
KAPITOLA 6 VZOROVÉ PROGRAMY
CHAPTER 6 EXAMPLE PROGRAMS
1 VZOROVÉ PROGRAMY ...............................................................................................249
EXAMPLE PROGRAMS
1-1 Program s pevným cyklem obrábění otvorů (G81, G76, G84) a podprogram (M98, M99)....................250
Hole Machining Canned Cycle Program (G81, G76, G84) and Sub-Program (M98, M99)
1-2 Obrábění přesné kružnice (Korekce poloměru nástroje).......................................................................255
Accurate Circle Cutting (Tool Radius Offset)
1-3 Vícenásobný proces obrábění...............................................................................................................259
Machining Multiple Workpieces
1-4 Čelní obrábění, stranové obrábění (G41), pevný cyklus obrábění otvorů (G81, G73, G76) .................262
Facing, Side Cutting (G41), Hole Machining Canned Cycle (G81, G73, G76)
Page 16

viii
KAPITOLA 7 DALŠÍ FUNKCE
CHAPTER 7 OTHER FUNCTIONS
1 FUNKCE B, C ............................................................................................................... 271
B, C FUNCTIONS
1-1 Upozornění pro stanovování rychlosti posuvu.......................................................................................272
Cautions on Determining Feedrate
Nezávislé řízení rotační osy............................................................................................................273
Independent Control of Rotary Axis
Současné řízení rotační osy s jinými osami....................................................................................273
Simultaneous Control of Rotary Axis with Other Axes
2 FUNKCE SOUSTRUŽENÍ (VOLITELNÉ) ..................................................................... 275
TURNING FUNCTION (OPTION)
2-1 Nastavení dat korekce geometrie soustružnického nástroje (bez funkce měření korekce geometrie
nástroje).................................................................................................................................................275
Tool Geometry Offset Data Setting for Turning Tools (Without Tool Geometry Offset Measuring Function)
2-2 Nastavení dat korekce geometrie soustružnického nástroje (s funkcí měření korekce geometrie
nástroje).................................................................................................................................................278
Tool Geometry Offset Data Setting for Turning Tool (With Tool Geometry Offset Measuring Function)
2-3 Použití snímače instalovaného na stůl ..................................................................................................282
Using Table Mount Sensor
Volání programu kódu G a číslo programu.....................................................................................284
Program Call G code and Program No.
Kódy G a M.....................................................................................................................................284
G and M Codes
Parametry .......................................................................................................................................285
Parameters
Kontrola snímače............................................................................................................................285
Checking Sensor
Nastavení dat snímače instalovaného na stůl ................................................................................286
Setting Table-Mount Sensor Data
Měření výšky snímače instalovaného na stůl .................................................................................288
Measuring Table-mount Sensor Height
Měření hodnoty souřadnic polohy osy X snímače instalovaného na stůl .......................................290
Measuring X-axis Coordinate Position of the Table-mount Sensor
Automatické měření délky nástroje.................................................................................................292
Automatic Tool Length Measurement
Funkce automatické detekce poškození nástroje...........................................................................298
Automatic Tool Breakage Detection Function
2-4 Specifikace funkce soustružení .............................................................................................................306
Specifying Turning Function
2-5 Automatická korekce poloměru špičky nástroje.....................................................................................307
Automatic Tool Nose Radius Offset
Nastavení nutná k používání funkce automatické korekce poloměru špičky nástroje (G40, G41,
G42)................................................................................................................................................310
Set to Use Automatic Tool Nose Radius Offset Function (G40, G41, G42)
Technické pojmy používané při vysvětlení funkce automatické korekce poloměru špičky nástroje
........................................................................................................................................................313
Technical Terms Used in Explanation of Automatic Tool Nose Radius Offset Function
Obecná upozornění týkající se funkce automatické korekce poloměru špičky nástroje .................319
General Cautions on Automatic Tool Nose Radius Offset Function
Příklady programů (Automatická korekce poloměru hrotu nástroje)...............................................326
Exa
mple Programs (Automatic Tool Nose Radius Offset)
2-6 Ruční korekce poloměru špičky nástroje ...............................................................................................343
Manual Tool Nose Radius Offset
Page 17
Korekce při obrábění kužele a srážení ...........................................................................................344
Offset for Taper Cutting and Chamfering
Korekce v kruhové interpolaci.........................................................................................................363
Offset in Circular Interpolation
2-7 G92 Nastavení maximálních otáček soustružnického vřetena (volitelné), G96 Řízení konstantní řezné
rychlosti (povrchová rychlost) (volitelné)................................................................................................368
G92 Setting Maximum Turning Spindle Speed (Option), G96 Controlling Constant Cutting Speed
(Surface Speed) (Option)
2-8 G97 Řízení soustružnického vřetena při konstantní rychlosti (volitelné) ...............................................370
G97 Controlling Turning Spindle Speed at Constant Speed (Option)
2-9 G43.7 Korekce délky nástroje pro soustružení......................................................................................371
G43.7 Tool Length Offset for Turning
2-10 Programy funkce soustružení................................................................................................................372
Turning Function Programs
Řezání závitu.................................................................................................................................. 373
Thread Cutting
3 PROGRAM PRO PŘEVOD SOUŘADNIC OBROBKU ................................................. 376
WORKPIECE COORDINATE CONVERSION PROGRAM
3-1 Seznam společných proměnných..........................................................................................................378
Common Variable List
3-2 Seznam alarmů......................................................................................................................................378
Alarm List
3-3 Parametry související s O9681..............................................................................................................378
Parameters Related to O9681
Vzorový program.............................................................................................................................380
Example Program
ix
4 FUNKCE DYNAMICKÉ KOREKCE UPÍNACÍHO PŘÍPRAVKU OTOČNÉHO STOLU
(VOLITELNÁ) ................................................................................................................ 384
ROTARY TABLE DYNAMIC FIXTURE OFFSET FUNCTION (OPTION)
4-1 Nastavení hodnot souřadnic středu otáčení otočného stolu..................................................................385
Setting Coordinate Values of Rotational Center of Rotary Table
4-2 Nastavení velikosti korekce upínacího přípravku ..................................................................................385
Setting Fixture Offset Amount
Nastavení na obrazovce Korekce upínacího přípravku ..................................................................385
Setting on Fixture Offset Screen
Nastavení v programu obrábění .....................................................................................................385
Setting in Machining Program
4-3 Funkce zadávání dynamické korekce upínacího obrobku otočného stolu ............................................386
Specifying Rotary Table Dynamic Fixture Offset Function
5 FUNKCE 5OSÉHO OBRÁBĚNÍ ....................................................................................388
5-AXIS MACHINING FUNCTION
5-1 G43.4 Řízení středního bodu nástroje (TCP) ........................................................................................388
G43.4 Tool Center Point Control (TCP)
G43.4 Programování pomocí řízení středního bodu nástroje.........................................................388
G43.4 Programming Using Tool Center Point Control
5-2 G43.8 Řízení bodu obrábění .................................................................................................................390
G43.8 Cutting Point Control
Příkazy řízení bodu obrábění (G43.8).............................................................................................391
Cutting Point Control Commands (G43.8)
Nastavení hodnoty korekce rohu R.................................................................................................391
Setting Corner R Offset Amount
5-3 Řízení postavení nástroje......................................................................................................................392
Tool Posture Control
Page 18

x
5-4 Korekce chyby nastavení obrobku.........................................................................................................394
Work Setting Error Offset
Nastavení chyby nastavení obrobku se systémovými proměnnými uživatelského makra..............397
Setting Work Setting Error with Custom Macro System Variables
Kódy G, které lze specifikovat v režimu korekce chyby nastavení obrobku ...................................397
G Codes that Can Be Specified in the Work Setting Error Offset Mode
Modální kódy G, které umožňují specifikaci režimu korekce chyby nastavení obrobku .................398
Modal G Codes that Allow Specification of the Work Setting Error Offset Mode
Parametry související s korekcí chyby nastavení obrobku .............................................................400
Parameters Related to Work Setting Error Offset
5-5 Příkaz nakloněné pracovní roviny..........................................................................................................400
Tilted Working Plane Command
Příkaz nakloněné pracovní roviny založený na klopení-klonění-stáčení ........................................401
Tilted Working Plane Command Based on Roll-Pitch-Yaw
Příkaz nakloněné pracovní roviny založený na Eulerově úhlu........................................................403
Tilted Working Plane Command Based on Euler Angle
Kódy G, které lze specifikovat v režimu příkazu nakloněné pracovní roviny ..................................405
G Codes that Can Be Specified in the Tilted Working Plane Command Mode
5-6 Korekce poloměru nástroje pro 5osé obrábění......................................................................................406
Tool Radius Offset for 5-Axis Machining
Programování korekce poloměru nástroje pro 5osé obrábění........................................................406
Programming for Tool Radius Offset for 5-Axis Machining
6 FUNKCE SVC ............................................................................................................... 407
SVC FUNCTION
6-1 G05.1 Řízení obrysu AI ........................................................................................................................407
G05.1 AI Contour Control
6-2 G05.1 Nano vyhlazování .......................................................................................................................410
G05.1 Nano Smoothing
Podmínky pro povolení nano vyhlazování......................................................................................411
Conditions to Enable Nano Smoothing
Parametry související s nano vyhlazováním...................................................................................412
Parameters Related to Nano Smoothing
6-3 G43.4 Plynulé řízení rychlosti................................................................................................................413
G43.4 Smooth Velocity Control
6-4 G332 Výběr režimu obrábění.................................................................................................................417
G332 Cutting Mode Selection
Použití G332 ...................................................................................................................................418
Using G332
Nastavení režimu obrábění s parametrem MAPPS........................................................................419
Setting Cutting Mode with MAPPS Parameter
6-5 G332 Určení tolerancí............................................................................................................................420
G332 Specifying Tolerances
7 FUNKCE SPRÁVY ŽIVOTNOSTI NÁSTROJŮ(VOLBA) ............................................. 421
TOOL LIFE MANAGEMENT FUNCTION (OPTION)
7-1 Nastavení údajů o životnosti nástrojů ručně..........................................................................................422
Setting Tool Life Data by Manual Operation
Obrazovka Správa životnosti nástrojů ............................................................................................422
Tool Life Management Screen
Zápis skupiny..................................................................................................................................424
Group Registration
Změna čísla nástroje.......................................................................................................................424
Changing Tool Number
Změna stavu ...................................................................................................................................424
Change of Status
Page 19

Přeregistrování údajů o životnosti nástrojů včetně vymazání všech skupin...................................425
Reregistration of Tool Life Data Involving All Groups Deletion
7-2 Specifikace v obráběcím programu .......................................................................................................425
Specification in Machining Program
Skupinové zadávání........................................................................................................................425
Group Specification
Příkaz korekce nástroje ..................................................................................................................426
Tool Offset Command
Měření životnosti.............................................................................................................................427
Life Count
Příkaz vynechání ............................................................................................................................428
Skip Command
7-3 Signál výběru nového nástroje, Signál vypršení doby životnosti a Vynechání nástrojů s monitorovanou
zátěží .....................................................................................................................................................428
New Tool Selection Signal, Tool Life Expiration Signal and Skipping Load Monitored Tools
Signál výběru nového nástroje........................................................................................................428
New Tool Selection Signal
Signál upozorňující na uplynutí životnosti nástroje.........................................................................428
Tool Life Expiration Signal
Vynechání nástrojů s monitorovanou zátěží...................................................................................429
Skipping Load Monitored Tools
7-4 Signál upozorňující na uplynutí doby životnosti nástroje.......................................................................429
Tool Life-Expiration Warning Signal
7-5 Vyřazení měření životnosti nástroje.......................................................................................................429
Tool Life Count Override
xi
8 FUNKCE SLEDOVÁNÍ ZATÍŽENÍ.................................................................................431
LOAD MONITORING FUNCTION
8-1 Postup operací.......................................................................................................................................431
Operation Flow
8-2 Postup nastavení parametrů monitoru zatížení.....................................................................................432
Setting Procedure of Load Monitor Parameters
8-3 Vytvoření programů pro monitor zatížení ..............................................................................................436
Creating Load Monitor Programs
Formát programů pro monitor zatížení ...........................................................................................436
Format for the Load Monitor Programs
M85 Učení/sledování VYPNUTO....................................................................................................436
M85 Teaching/Monitoring-OFF
M86 Režim adaptivního ovládání (volitelné)...................................................................................436
M86 Adaptive Control Mode (Option)
Vlastní makro U03 (#1103) (Volitelně)............................................................................................437
Custom Macro U03 (#1103) (Option)
Vzorový program.............................................................................................................................437
Example Program
8-4 Obrazovka Poučení (‘MONIT TEACHING’)...........................................................................................437
The Teaching Screen (‘MONIT TEACHING’)
8-5 Obrazovka Nastavení dat (NASTAVENÍ MONITORU) ..........................................................................438
The Data Setting Screen (MONIT SETTING)
8-6 Obrazovka Měřič Zatížení......................................................................................................................439
The Load Meter Screen
8-7 Obrazovka Seznam varování ................................................................................................................440
The Warning List Screen
8-8 Obrazovka Vstup/Výstup .......................................................................................................................440
The Input/Output Screen
8-9 Obsah hlášení........................................................................................................................................441
Contents of the Messages
Page 20

xii
8-10 Zobrazení alarmů...................................................................................................................................442
Alarm Displays
Alarm makra (Obrazovka Alarmy NC) ............................................................................................442
Macro Alarm (NC Alarm Screen)
Podrobné informace o ALARMU PARAMETRŮ MONITORU ........................................................442
Detailed Information on MONITOR PARAMETER ALARM
Page 21

PRO BEZPEČNÝ PROVOZ
STROJE
FOR SAFE MACHINE
OPERATION
Page 22

1 PRO UŽIVATELE A NADŘÍZENÉ PRACOVNÍKY............................................................ 3
FOR USERS AND SUPERVISORS
2 BEZPEČNOSTNÍ UPOZORNĚNÍ PRO OPERÁTORY..................................................... 4
PRECAUTIONS FOR OPERATORS
3 OCHRANA PŘED VZNIKEM POŽÁRU............................................................................ 5
FIRE PREVENTION
4 BEZPEČNOSTNÍ ZAŘÍZENÍ............................................................................................. 8
SAFETY DEVICES
5 VÝSTRAŽNÉ ŠTÍTKY..................................................................................................... 10
CAUTION LABELS
6 PRACOVNÍ PROSTŘEDÍ................................................................................................ 17
WORKING ENVIRONMENT
7 OPERACE NASTAVENÍ ................................................................................................. 18
SETUP OPERATION
8 UPÍNÁNÍ OBROBKŮ A OBRÁBĚCÍCH NÁSTROJŮ .................................................... 20
MOUNTING WORKPIECES AND CUTTING TOOLS
9 OBSLUHA STROJE ....................................................................................................... 21
MACHINE OPERATION
10 NC PROGRAM................................................................................................................ 28
NC PROGRAM
11 ÚDRŽBA A KONTROLY................................................................................................. 30
MAINTENANCE AND INSPECTION
12 USPOŘÁDÁNÍ STROJŮ................................................................................................. 32
DISPOSITION OF MACHINES
Page 23

PRO UŽIVATELE A NADŘÍZENÉ PRACOVNÍKY
1 PRO UŽIVATELE A NADŘÍZENÉ PRACOVNÍKY
FOR USERS AND SUPERVISORS
FOR USERS AND SUPERVISORS
3
1. Obsahu této příručky musí dokonale porozumět jak
operátor stroje, tak i jeho nadřízený. Uložte si tuto příručku
v blízkosti stroje, aby byla vždy snadno k dispozici.
2. Zabraňte obsluze stroje osobami, které nemají dostatečnou
základní znalost obráběcích strojů, jejich údržby nebo
programování. Společnost Mori Seiki nebude odpovědná
za případné nehody.
3. Stanovte nejvhodnější nastavení. 3. Determine the most appropriate settings.
4. Operátoři nesmí měnit nebo modifikovat stroj bez
předchozí konzultace se společností Mori Seiki.
Společnost Mori Seiki nebude odpovědná za případné
nehody.
5. Zajistěte odpovídající bezpečnostní opatření jak s ohledem
na stroj, tak i provozní personál.
6. Personál pracující s obráběcím strojem musí být
dostatečně vyškolen ještě před započetím obsluhy. Vstup
do blízkosti stroje musí být znemožněn všem, kteří ne
dostatečné bezpečnostní školení.
7. Tento stroj by měl být používán osobami s normálním
senzorickým vnímáním a bez tělesného postižení. Není
schválen k použití osobami s implantovaným
zdravotnickými zařízeními, jako jsou kardiostimulátory.
Vlastní provoz stroje je na výhradní odpovědnosti uživatele.
8. Stroj není možné exportovat, prodat nebo přestěhovat na
místo v jiné zemi, kde platí odlišné zákony nebo normy.
mají
1. Understand the contents of this manual thoroughly. Store
this manual close to the machine to enable easy reference
whenever necessary.
2. Do not allow persons who lack basic knowledge of the
machine or sufficient training to perform operation,
maintenance or programming of the machine. Mori Seiki is
not liable for accidents.
4. Do not change or modify the machine without prior
consultation with Mori Seiki. Mori Seiki is not liable for
accidents.
5. Take adequate safety measures for both machine and
operators.
6. Provide operators with sufficient training and education
prior to operation. Prohibit anyone without sufficient safety
training from entering the plant and vicinity of the machine.
7. This machine is manufactured for use by persons with
normal senses and not-physically-challenged. Not
compliant for use by persons with implanted medical device
directives such as pacemakers. Actual machine operations
are the sole responsibility of the user.
8. Do not export, resell or relocate to a destination with
different laws or standards.
Page 24

BEZPEČNOSTNÍ UPOZORNĚNÍ PRO OPERÁTORY
4
PRECAUTIONS FOR OPERATORS
2 BEZPEČNOSTNÍ UPOZORNĚNÍ PRO OPERÁTORY
PRECAUTIONS FOR OPERATORS
1. Před používáním nebo programováním stroje, nebo před
prováděním údržby si důkladně prostudujte příručky pro
obsluhu a dokonale pochopte jejich obsah.
2. Tento stroj by měl být používán osobami s normálním
senzorickým vnímáním a bez tělesného postižení. Není
schválen k použití osobami s implantovaným
zdravotnickými zařízeními, jako jsou kardiostimulátory.
Vlastní provoz stroje je na výhradní odpovědnosti uživatele.
3. Před uvedením stroje do chodu musíte podstoupit potřebné
školení a výcvik.
4. Proto předpokládejte, že některé úkony jsou nemožné,
pokud není v příručce uvedené, že je provést lze.
5. Operátoři by nikdy neměli spouštět, provádět údržbu nebo
programovat stroj pod vlivem alkoholu nebo drog. Nikdy
neprovozujte, neprovádějte údržbu nebo programování
stroje pod vlivem léků, které mohou způsobovat ospalost
nebo sníženou koncentraci.
6. Upravte si bezpečným způsobem oděv a vlasy. 6. Trim clothing and hair.
[Zachycení] [Entanglement]
7. Operátoři m
zraku a bezpečnostní přilbu.
usí neustále používat ochrannou obuv, ochranu
1. Before operating or programming the machine, or
performing maintenance procedures, read and understand
the instruction manuals thoroughly.
2. This machine is manufactured for use by persons with
normal senses and not-physically-challenged. Not
compliant for use by persons with implanted medical device
directives such as pacemakers. Actual machine operations
are the sole responsibility of the user.
3. Prior to machine operation, take necessary training and
education.
4. Assume that something is impossible unless the manual
specifically states that it can be done.
5. Never operate, maintain, or program the machine while
under the influence of alcohol or drugs. Never operate,
maintain, or program the machine while taking medicines
which may induce sleep or reduce concentration
7. Wear safety shoes, eye protectors and a hardhat at all
times.
Page 25

3 OCHRANA PŘED VZNIKEM POŽÁRU
FIRE PREVENTION
OCHRANA PŘED VZNIKEM POŽÁRU
FIRE PREVENTION
5
Nedodržení některých následujících výstrah může způsobit
požár nebo poškození stroje. Společnost Mori Seiki nebude
odpovědná v žádném případě za požár zařízení, pokud
nebude důsledkem závady stroje.
1. Při obrábění pomocí řezné kapaliny 1. When machining using coolant
• Jako zákazník si vyžádejte bezpečnostní list materiálu
MSDS (MATERIAL SAFETY DATA SHEET) přímo od
výrobce řezné kapaliny a používejte řeznou kapalinu bez
jakýchkoliv účinků chemikálií na stroj. Velmi pečlivě si
prostudujte případné vlivy na lidské tělo a způsob
skladování, který je v MSDS popsán.
• Před započetím automatického provozu stroje
zkontrolujte objem řezné kapaliny v nádrži a v případě
potřeby ji doplňte. V případě nedostatečného přívodu
řezné kapaliny do místa obrábění se obráběná součás
zahřeje v důsledku nedostatečného chlazení a to může
způsobit požár.
2. Při obrábění s použitím hořlavé řezné kapaliny
(nedoporučeno)
• Nepoužívejte hořlavou řeznou kapalinu, například na
bázi oleje, protože představuje vysoké riziko požáru,
který se může rozšířit na celý stroj. Pokud je z nutných
příčin používána hořlavá řezná kapalina, případně
vzniklý požár nebo nehodu musí být považována za
odpovědnost uživatele.
• Vždy sledujte proces obrábění a neprovádějte žádné
operace bez dozoru. Nainstalujte vhodné automatické
hasicí zařízení, které dokáže rychle uhasit oheň již v
ranné fázi.
• Zkontrolujte teplotu vznícení a zápalnou teplotu řezné
kapaliny, kterou budete používat. Pečujte o materiál
nástrojů a obrobků, stejně ja
tak, aby teplota během obrábění nepřekročila tyto
hodnoty.
• Když se z řezné kapaliny stane mlha zaplňující vnitřek
stroje, může za neobvyklých tepelných podmínek dojít k
výbušnému hoření. Změňte způsob výstupu řezné
kapaliny tak, aby mlha vytvořená řeznou kapalinu nebyla
zachycována ve stroji, nebo nainstalujte zařízení pro
odlučování vytvořené mlhy.
• Používejte kolektor mlhy určený do výbušného prostředí. • Use an explosion-proof mist collector.
• Předem zkontrolujte pokyny pro použití řezné kapaliny v
dodané příručce a dodržujte je.
3. Při obrábění bez řezné kapaliny (včetně obrábění na sucho
a polosuché obrábění)
• Pečujte o materiál používaných nástrojů a obrobků tak,
aby nedošlo k požáru v důsledku horka generovaného
během procesu obrábění.
4. Při obrábění obrobků z hořlavých materiálů 4. When machining workpieces made of flammable material
• Vždy sledujte proces obrábění a neprovádějte žádné
operace bez dozoru. Nainstalujte vhodné automatické
hasicí zařízení, které dokáže rychle uhasit oheň již v
ranné fázi.
• Pečujte o použité nástroje a obráběcí podmínky tak, aby
teplota během procesu obrábění nepřekročila zápalnou
teplotu.
• Materiály, jako je hořčík, mohou výbušně hořet, pokud je
po zažehnuté vystavíte působení vody. Ověřte si
způsoby hašení a potřebné zařízení předem, v případě
potřeby nainstalujte do vhodných míst zařízení pro rychlé
uhašení požáru.
ko o opotřebování nástrojů
Failure to observe the following warnings may result in a fire or
machine damage. Mori Seiki is not liable for any fire whose
cause is other than a product defect.
• Obtain the MSDS (MATERIAL SAFETY DATA SHEET)
from the coolant manufacturer directly by yourself as the
customer and use coolant without any chemical effects
on the machine. Please be sure to pay careful attention
to the effects on the human body and the storage method
described in the MSDS.
• Before starting automatic operation, check the amount of
coolant in the coolant tank, and replenish coolant if
necessary. When insufficient coolant is applied to the
t
cutting point, the machined part will heat up due to
insufficient cooling, and this may result in a fire.
2. When machining using flammable coolant (not
recommended)
• Do not use a flammable coolant such as oil-based
coolant, as it has high risk of a fire which may spread to
the entire machine. If a flammable coolant is used out of
necessity, any consequent fire or accident must be dealt
with as the users' responsibility.
• Always monitor the machining process and do not carry
out unmanned operation. Install appropriate automatic
fire extinguishing equipment to quickly extinguish fire at
an early stage.
• Check the flash point and the ignition point of the coolant
to be used. Manage the material of the tools and
workpieces, and tool wear so that the temperature during
machining does not exceed these points.
• When coolant becomes a mist inside the machine, it may
burn explosively in abnormal temperature conditions.
Change the coolant discharge method so that no coolant
mist becomes suspended inside the machine, or install
equipment to collect the coolant mist generated.
• Check the instructions on coolant in the manuals in
advance, and follow them.
3. When machining without using coolant (including dry
cutting and semi-dry cutting)
• Check and manage the materials of the tools and
workpieces to be used to prevent fire due to heat
generated in the machining process.
• Always monitor the machining process and do not carry
out unmanned operation. Install appropriate automatic
fire extinguishing equipment to quickly extinguish fire at
an early stage.
• Check and manage the tools and machining conditions to
be used so that the temperature during machining does
not exceed the ignition point.
aterials such as magnesium may burn explosively
• M
when exposed to water while burning. Check the
fire-fighting methods and equipment in advance, and
install the equipment at suitable locations for quickly
extinguishing fire.
Page 26

OCHRANA PŘED VZNIKEM POŽÁRU
6
5. Při instalaci hasicího přístroje 5. When installing a fire extinguisher
6. Před započetím automatického provozu 6. Before starting automatic operation
7. Vpřípadě vzniku požáru 7. If a fire breaks out
FIRE PREVENTION
• Doporučuje se nainstalovat hasicí přístroj ve formě
automatického hasicího zařízení.
• O funkcích, výběru nebo záruce se poraďte s výrobcem
hasicího přístroje.
• Způsob instalace hasicího přístroje projednejte rovněž se
společností Mori Seiki.
Je-li nainstalován také kolektor mlhy, měl by se při
aktivaci hasicího přístroje vypínat. Jinak dojde ke
spotřebování hasiva a případný požár nebude možné
uhasit.
• Při zacházení s hasicím přístrojem se řiďte návodem
k obsluze dodaným výrobcem hasicího přístroje.
• Dodržujte pokyny výrobce hasicího přístroje a provádějte
pravidelné kontroly a předepsanou údržbu.
• Po aktivaci hasicího přístroje doplňte hasivo nebo hasicí
troj vyměňte v souladu s pokyny vydanými výrobcem
přís
hasicího přístroje.
• Stroj nepoužívejte, dokud nebude hasicí přístroj
připraven k aktivaci.
• Pokud automatické hasicí zařízení umožňuje přepínání
mezi automatickým a manuálním provozním režimem,
nastavte je do automatického režimu.
• Znovu si ověřte, zda jsou všechny součásti nástrojů a
nástrojové držáky bezpečně dotaženy. Nedostatečné
dotažení vede k nedostatečnému upnutí nástrojů a může
způsobit nehodu nebo požár v důsledku generovaného
horka.
• Znovu si ověřte bezpečné upnutí obrobku. Pokud
obrobek není řádně upnutý, může se posunout a dostat
se do styku s nástrojem a způsobit vznik požáru v
důsledku generovaného horka.
• Nepoužívejte opotřebované nebo poškozené nástroje.
Pokud použijete opotřeb
mohou je třísky ucpat a způsobit vznik požáru v důsledku
generovaného horka.
• Před započetím automatického provozu si znovu ověřte,
že nástroje a programy, které budete používat, jsou
správné. Pokud nepoužijete správné nástroje a
programy, může to způsobit nehodu nebo požár.
Obzvláště v přídě programu, ve kterém jsou opakovaně
obráběny stejné charaktery ploch si před započetím
druhé sady opakování po prvním obrábění ověřte, že je
správě navolen nástroj.
• Vytvořte program po potvrzení řezných podmínek tak,
aby generované teplo vytváření třením materiálu bylo
minimální. Vytváření programů bez takovýchto úvah
může způsobit požár nebo poškození stroje.
• Funkce dialogového programování vytváří NC programy
založené na obecných řezných podmínkách, ale
konečná odpovědnost za stanovení řezných podmínek
spočívá na uživateli. Společno
odpovědní za výsledek použití funkce dialogového
programování.
• V případě potřeby během obrábění a po něm zcela
odstraňte třísky. Pokud třísky zcela neodstraníte, může
to v závislosti na materiálu obrobku a řezných
podmínkách způsobit vznik požáru.
ované nebo poškozené nástroje,
st Mori Seiki není
• It is recommended to install the automatic fire
extinguishing equipment as the fire extinguisher.
• As for the capability, selection, or warranty, consult with
the manufacturer of the fire extinguisher.
• When installing the fire extinguisher, consult with Mori
Seiki as well.
If a mist collector is also installed, the mist collector should
be shut off when the fire extinguisher is activated. Otherwise, the fire extinguishing agent will be exhausted of and
the fire will not be extinguished.
• For handling of the fire extinguisher, refer to the
instruction manual of the fire extinguisher manufacturer.
• Follow the instructions of the fire extinguisher
manufacturer, and execute periodical inspection and
appropriate maintenance.
• After the fire extinguisher is activated, replenish the fire
extinguishing agent or exchange the fire extinguisher in
accordance to the instructions of the fire extinguisher
manufacturer.
• Do not use the machine before the fire extinguisher is
ready to be activated.
• If the automatic fire extinguishing equipment allows
switching between automatic/manual operations, set the
extinguisher to automatic mode.
• Reconfirm that all parts of the tools and tool holders are
securely tightened. Insufficient tightening leads to
insufficient tool clamping, and may result in an accident
or a fire caused by heat.
• Reconfirm that the workpiece is securely clamped. If a
workpiece is not clamped securely, it may shift and make
contact with a tool, resulting in a fire caused by heat.
• Do not use worn or damaged tools. If worn or damaged
tools are used, chips may clog them, resulting in a fire
caused by heat.
• Before starting automatic operation, reconfirm that the
tools and programs to be used are correct. Failure to use
the correct tools and programs may result in an accident
or a fire. Especially with a program in which the same
pattern is executed repeatedly, confirm that the tool is
selected correctly before starting the second set of
repetitions after the first machining.
• Create a program after confirming the machining
conditions so that the heat generated by rubbing is
minimal. Creating programs without this consideration
may result in a fire or machine damage.
• The conversational programming function creates NC
programs based on general machining conditions, but
the final responsibility for determining the machining
conditions rests with the user. Mori Seiki is not liable for
the machining outcome of the conversational
programming function.
• During and after machining, completely remove chips if
necessary. Failure to remove chips completely may
result in a fire, depending on the workpiece material and
machining conditions.
Page 27

OCHRANA PŘED VZNIKEM POŽÁRU
FIRE PREVENTION
7
• Pokud dojde jakoukoli shodou okolností ke vzniku
požáru, přestaňte stroj používat a obraťte se na servisní
oddělení společnosti Mori Seiki bez ohledu na to, zda jste
použili hasicí přístroj nebo zda bylo aktivováno
automatické hasicí zařízení. I když nebudou patrné
odchylky od normálního vnějšího vzhledu, mohou být
poškozena potrubí nebo elektrická vedení uvnitř stroje a
stroj může fungovat neočekávaným způsobem, což
může způsobit jeho poškození.
• If by any chance a fire occurs, stop usage of the machine
and contact the Mori Seiki Service Department
regardless of use of the fire extinguisher or the operation
of the fire extinguishing equipment. Although there are no
abnormalities in the external appearance, the wiring or
piping may be damaged inside the machine and the
machine may operate in an unexpected manner, causing
damage to the machine.
Page 28

BEZPEČNOSTNÍ ZAŘÍZENÍ
8
SAFETY DEVICES
4 BEZPEČNOSTNÍ ZAŘÍZENÍ
SAFETY DEVICES
Jako ochrana obsluhy před nebezpečím je stroj vybaven
bezpečnostními zařízeními, která jsou zobrazena níže.
To guard operators from danger, the machine is equipped with
safety devices as shown below.
8 VÝSTRAHA 8 WARNING
1. Buďte připraveni za chodu stroje stisknout tlačítko
[EMERGENCY STOP] (Nouzové zastavení).
2. Neumísťujte před tlačítko [EMERGENCY STOP]
(Nouzové zastavení) žádné překážky.
3. Než se přiblížíte k pohybujícím se částem stroje, i po
stisknutí tlačítka [EMERGENCY STOP] (Nouzové
zastavení) vždy ověřte, že se všechny operace stroje
zcela zastavily.
4. Neupravujte a nevyřazujte z činnosti bezpečnostní
zařízení. V případě výměny bezpečnostních zařízení se
před spuštěním stroje ujistěte, že fungují správně. Více
informací vám poskytne společnost Mori Seiki.
5. Neprovozujte stroj s demontovanými ochrannými kryty
nebo v případě, že další bezpečnostní zařízení jsou
nefunkční.
6. Nespoléhejte se příliš na samotná bezpečnostní
zařízení, dveře a ochranné kryty. Stroj není zhotoven v
provedení odolném proti výbuchu. Při procesech
obrábění je vždy vyžadována schopnost rozpoznání
souvisejícího nebezpečí. Některým nebezpečím,
například vymrštění velkého obrobku nebo unikání
škodlivého prachu, případně výbuchu způsobeného
obráběním kovů, jako je hořčík, nelze zabránit ani
vpřípadě, že jsou dveře uzavřeny.
1. Be ready to press the [EMERGENCY STOP]
(Emergency Stop) button during machine operation.
2. Do not place any obstacle in front of an [EMERGENCY
STOP] (Emergency Stop) button.
3. Even when the [EMERGENCY STOP] (Emergency Stop)
button is pressed, confirm all operations have come to
a complete stop before approaching moving parts.
4. Do not modify or remove safety-related devices on
your own. If the safety devices are replaced, be sure to
confirm whether they work properly before starting the
machine operation. Contact Mori Seiki for further
information.
5. Do not operate the machine with protective covers
removed or while other safety devices are in invalid
status.
6. Do not put too much confidence in safety devices,
protective covers and doors. This is not the
explosion-proof specification machine. Recognition of
the dangers involved in machining procedures is
required at all times. Dangers such as the ejection of a
large workpiece or harmful dust or an explosion
caused by the machining of metals such as
magnesium are not preventable even if the door is
closed.
Page 29
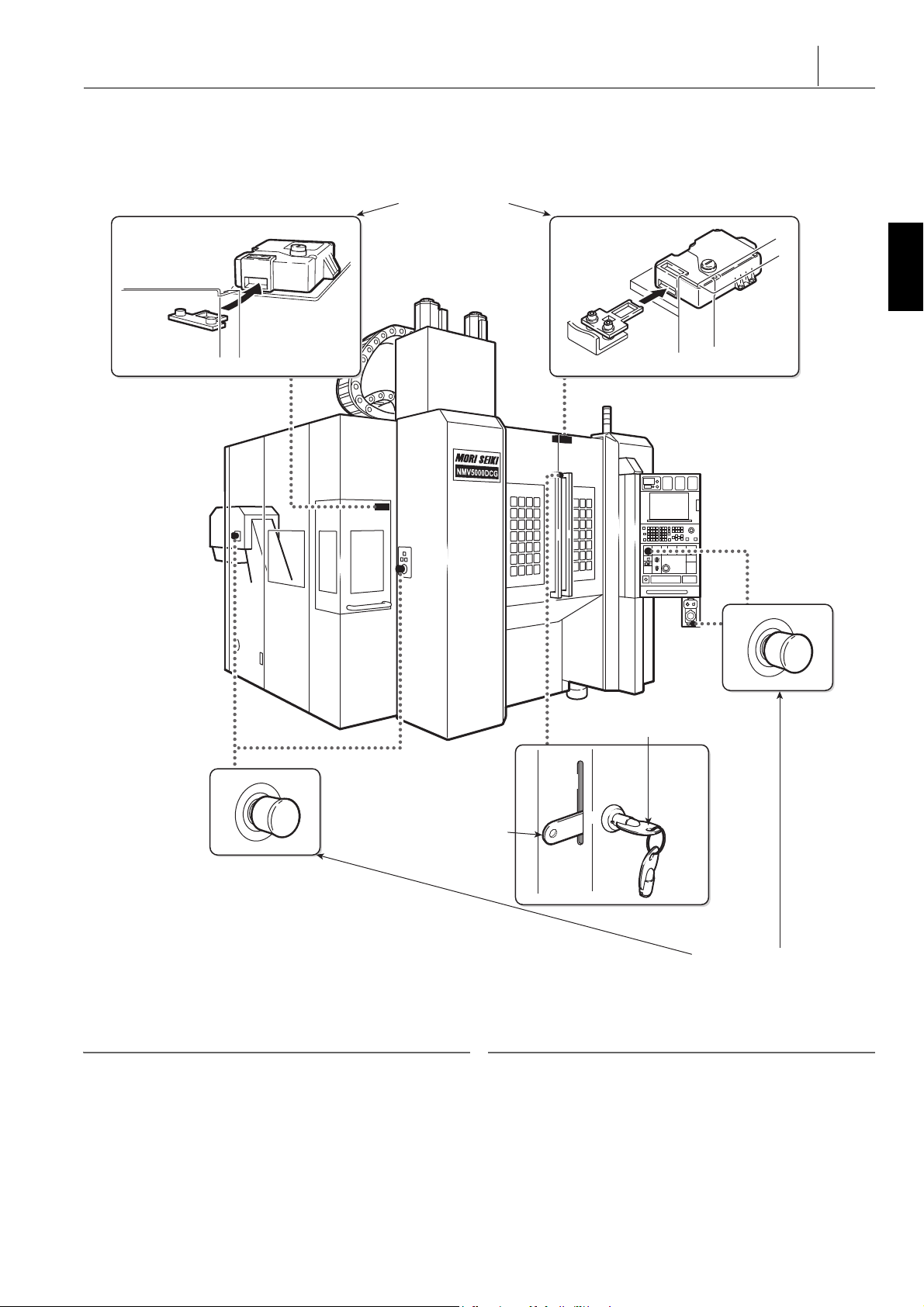
BEZPEČNOSTNÍ ZAŘÍZENÍ
[EMERGENCY STOP]
(Emergency Stop) Button
Door Lock Device
Locked-In Prevention Key
Coin Lock Lever
Tlačítko [EMERGENCY
STOP] (Nouzové zastavení)
Zámkové blokovací zařízení dvířek
Klíč bránící uzamknutí uvnitř stroje
Páka zámku na mince
SAFETY DEVICES
9
7. Pokud dojde k poškození ochranných krytů nebo
bezpečnostních zařízení, kontaktujte ihned servisní
oddělení společnosti Mori Seiki nebo výrobce zařízení.
7. If protective covers or safety devices are damaged,
contact the Mori Seiki Service Department.
2 POZNÁMKA 2 NOTE
Tvar a umístění jednotlivých zařízení nebo jednotek se v závislosti na
modelu stroje může lišit. Na obrázku je zobrazen model NMV5000
DCG.
The shape and location of each device or unit may differ depending on
the machine model. The figure shows the NMV5000 DCG.
Page 30
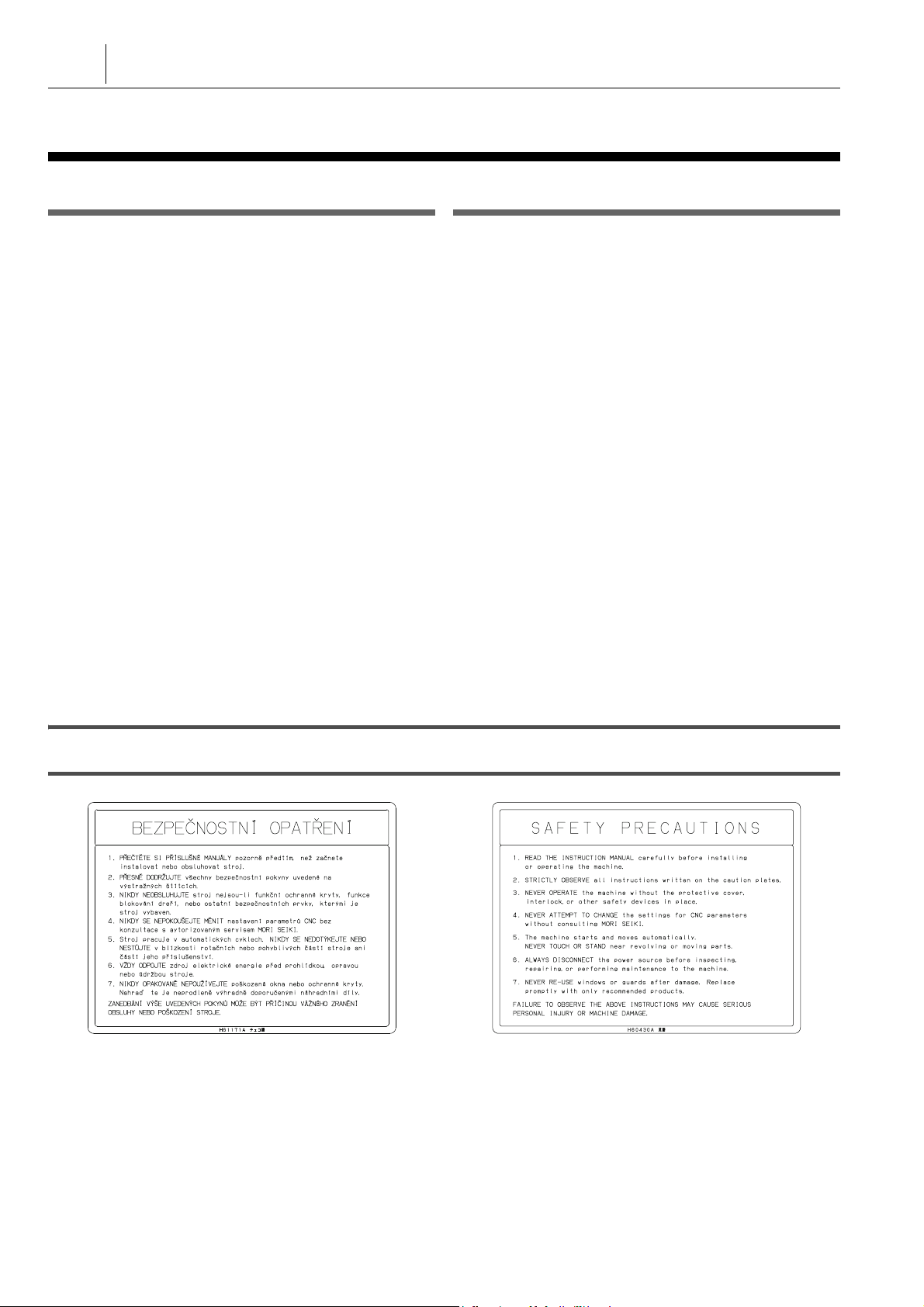
VÝSTRAŽNÉ ŠTÍTKY
10
CAUTION LABELS
5 VÝSTRAŽNÉ ŠTÍTKY
CAUTION LABELS
8 VÝSTRAHA 8 WARNING
1. Dodržujte informace uvedené na výstražných štítcích. 1. Observe the information on the caution labels.
2. Výstražné štítky jsou označeny podle následujících
úrovní výstrahy.
NEBEZPEČÍ:
Nedodržení těchto pokynů bude mít za následek těžký
nebo smrtelný úraz.
VÝSTRAHA:
Nedodržení těchto pokynů může mít za následek těžký
nebo smrtelný úraz.
UPOZORNĚNÍ:
Nedodržení těchto pokynů může mít za následek lehčí
úraz nebo poškození stroje.
3. Pokud dojde k odlepení výstražného informačního
štítku, nebo vymazání informace, či jej nebude možné
přečíst, případně se odloupne jeho část, zakupte si
náhradní a nalepte jej na původní místo.
4. Nepřipevňujte nic přes výstražné štítky, ani je
nenatírejte.
5. Ujistěte se, že výstražné štítky nalepené na stroji jsou
napsány v rodném jazyce operátora.
6. V případě potřeby zakoupení nových výstražných
štítků nebo jiných dotazů kontaktujte servisní oddělení
společnosti Mori Seiki.
1 Samostatný díl příručky, PŘÍRUČKA K INSTALACI Kapitola 3
DIAGRAMY “VÝSTRAŽNÉ ŠTÍTKY”
2. Caution labels are marked according to the following
warning levels.
DANGER:
Failure to follow the instructions will result in serious
injury or death.
WARNING:
Failure to follow the instructions could result in serious
injury or death.
CAUTION:
Failure to follow the instructions could result in minor
injury, or in damage to the machine.
3. Purchase a replacement caution label and re-affix in
original position when a label peels off, becomes
blurred and cannot be read, or a part with a label
attached is replaced.
4. Do not fix anything on top of a caution label or paint
over it.
5. Ensure caution labels attached to the machine are
written in the native language of the operator.
6. Contact the Mori Seiki Service Department on
purchasing new caution labels and other inquiries.
1 Separate volume, INSTALLATION MANUAL Chapter 3 DIA-
GRAMS “CAUTION LABELS”
5-1 Bezpečnostní opatření
Safety Precautions
Nezapomeňte dodržovat pokyny uvedené na výstražném
štítku. Nedodržení těchto pokynů by mohlo vést k
těžkému zranění osob, poškození stroje a poškození obrobků.
Be sure to follow the instructions on the caution label. Failure
to follow the instructions may result in serious injury, damage to
the machine, and damage to workpieces.
Page 31

5-2 Zapnutí a vypnutí napájení
Turning ON/OFF Power
VÝSTRAŽNÉ ŠTÍTKY
CAUTION LABELS
11
1. Před provedením následujících kroků vždy VYPNĚTE
napájení.
[Úraz elektrickým proudem/Zachycení] [Electric shock/Entanglement]
• Před prováděním jakékoliv práce uvnitř stroje při údržbě
a čištění.
• Před prováděním jakékoliv práce uvnitř elektrické skříně
a jednotky NC.
• Před opuštěním stroje. • Before leaving the machine.
2. Neotevírejte dveře elektrické skříně, jednotky NC a
ovládacího panelu, pokud to není bezpodmínečně nutné.
Do zařízení by se mohl dostat prach, nečistoty a vlhkost.
[Porucha stroje]
3. Stroj nemůže pracovat správně, pokud do něj není řádně
přivedeno napájení. Pokud bude napájení krátkodobě
odpojeno za chodu stroje, například v důsledku výpadku
apájení nebo zásahu blesku, stroj se může chovat
n
neočekávaným způsobem. V těchto případech ihned
vypněte napájení.
1. Turn the power OFF before performing the followings.
• Before performing any work inside the machine for
maintenance and cleaning.
• Before performing any work inside the electrical cabinet
and the NC unit.
2. Do not open the doors of the electrical cabinet, the NC unit,
and the operation panel unless it is absolutely necessary.
Dust, foreign matter, and moisture may enter to the
devices.
[Machine malfunction]
3. The machine cannot operate correctly unless the power is
properly supplied. If the power supply is momentarily cut off
during machine operation due to a power failure or
lightening, the machine may operate unexpectedly. In these
cases, turn OFF the main power immediately.
Page 32

VÝSTRAŽNÉ ŠTÍTKY
12
CAUTION LABELS
5-3 Funkce blokování dveří
Door Interlock Function
Pamatujte, že přepnutí spínače blokování dveří s klíčem do
polohy [UVOLNEN], aby byl možný omezený provoz stroje s
otevřenými dveřmi, je velmi nebezpečné. Při běžném provozu
přepněte spínač blokování dveří s klíčem do polohy
[NORMAL], vytáhněte klíč ze spínače a uložte ho na
bezpečném místě.
Uvolňovat blokování dveří a provozovat stroj smí jen osoby
dostatečně kvalifikované v oblasti bezpečnosti a obsluhy
stroje.
Možné nehody, které vedou k těžkému zranění nebo úmrtí při
provozu stroje s otevřenými dveřmi, jsou popsány níže.
Note that setting the door interlock key-switch to [RELEASE]
to enable limited machine operations with the door open is
extremely dangerous. In daily operations, set the door interlock
key-switch to [NORMAL], remove the key from the switch, and
store it in a safe location.
Only persons who are trained sufficiently in safety and machine
operation are permitted to release the door interlock function
and operate the machine.
Possible accidents resulting in serious injury or death during
machine operation with the door open are described below.
1. Zachycení obsluhy vřetenem, spustí-li se vřeteno zatímco
se obsluha dotýká nástroje.
2. Zachycení obsluhy vřetenem, dotkne-li se obsluha nástroje,
když se vřeteno otáčí.
3. Obrobek a/nebo nástroj je odmrštěn, když nástroj narazí na
obrobek z důvodu chyby programu.
4. Obrobek je odmrštěn, jestliže se obrábění (automatický
provoz) spustí, zatímco obrobek není správně upnut.
5. Obrobek bude odmrštěn působením přílišné řezné síly. 5. A workpiece will fly out due to excessively heavy cutting
6. Během obrábění bude obsluha nebo osoba stojící poblíž
stroje zasažena třískami nebo řeznou kapalinou, což vede
ke zranění nebo zdravotním problémům (zvláště
dostanou-li se třísky nebo řezná kapalina do očí).
1. The operator will become entangled with the spindle if the
spindle starts while the operator is touching the tool.
e operator will become entangled with the spindle if the
2. Th
operator touches the tool while the spindle is rotating.
3. A workpiece and/or tool will fly out if the tool is hit against
the workpiece due to programming error.
4. A workpiece will fly out if machining (automatic operation) is
started while the workpiece is not clamped correctly.
force.
6. The operator or a person standing near the machine will be
splashed with chips and coolant during machining, resulting
in injury or health problems (particularly if chips or coolant
get into the eye).
Page 33

VÝSTRAŽNÉ ŠTÍTKY
CAUTION LABELS
13
7. Během posuvu osy bude obsluha zachycena stolem nebo
sloupem.
8. Obsluha bude zraněna dotykem nástroje nebo
nástrojového zásobníku během provozu ATC.
9. Zachycení obsluhy automatickým měničem palet, spustí-li
se operace APC zatímco probíhá provozní nastavení, např.
upínání obrobku.
10. Zachycení obsluhy automatickým měničem palet dotykem
palety, upínacího přípravku nebo obrobku během provozu
APC.
11. Operátor může být zachycen dopravníkem třísek, když se
jeho ruka nebo noha dostane do styku s dopravníkem
třísek během jeho provozu.
5-4 Bezpečnost během provozu stroje (1)
Safety During Machine Operation (1)
7. The operator will be caught in the table or the column
during axis feed.
8. The operator will be injured by touching the tool or tool
magazine while the ATC is operating.
9. The operator will become entangled with the APC if the
APC starts operations during setup operation, such as
mounting a workpiece.
10. The operator will become entangled with the APC by
touching the pallet, fixture, or workpiece while the APC is
operating.
11. The operator will become caught in the chip conveyor when
the operator’s hand or foot comes into contact with the chip
conveyor while it is operating.
1. Během provozu stroje udržujte všechny dveře uzavřené.
Oblast za předními dveřmi obsahuje mnoho zdrojů
potenciálního nebezpečí.
• Vřeteno otáčející se vysokou rychlostí s nástrojem
upnutým v něm
• Stůl, který se pohybuje mnoha směry s několika obrobky • The table which moves along many directions with a
• Rozstřikující se řezná kapalina a odlétávající třísky • Splashing coolant and flying chips
2. Během otáčení vřetena neotevírejte dveře pro odstranění
třísek ani se nedotýkejte obrobku a nástrojů.
[Těžké zranění] [Serious injury]
3. Nesnímejte kryty, pokud to není bezpodmínečně nutné. 3. Do not remove the covers unless absolutely necessary.
4. Nespouštějte stroj, pokud bezpečnostní zařízení nejsou na
svých místech.
é zranění] [Serious injury]
[Těžk
5. Otáčky vřetena musí být nižší než přípustné otáčky
nástroje. Přípustné otáčky nástroje zjistěte od jeho
výrobce.
[Vymrštění nástroje/vážné zranění/poškození stroje a
nástroje]
1. Keep all the doors closed while the machine is operating.
The area inside the front door contains many sources of
potential danger.
• The spindle rotating at a high speed with a tool clamped
in it
number of workpieces
2. While the spindle is rotating, do not open the doors to
remove chips, or touch the workpiece and tools.
4. Do not start machine operation without the safety devices
in place.
5. The spindle speed must be lower than the allowable speed
of the tool. For the allowable speed of the tool, contact the
tool manufacturer.
[Tool ejection/Serious injury/Damage to the machine and
tool]
Page 34

VÝSTRAŽNÉ ŠTÍTKY
14
CAUTION LABELS
5-5 Bezpečnost během provozu stroje (2)
Safety During Machine Operation (2)
1. Pokud je stroj v provozu, tak nestůjte v blízkosti
pohybujících se součástí stroje.
[Zachycení/Těžké zranění]
2. Věnujte pozornost pohybujícím se součástem v zadní části
stroje nebo na jeho boku a také v přední části stroje.
3. Nedotýkejte se žádné otáčející se součásti; než se součásti
dotknete, zkontrolujte, zda se přestala otáčet.
[Zachycení/Těžké zranění]
4. Nepokoušejte se odstranit třísky z obrobku a z nástroje,
dokud se vřeteno otáčí.
[Zachycení/Těžké zranění]
5. Zakryjte si vlasy a nemějte na sobě žádné volné oděvní
součásti nebo šperky, vyhnete se tak zachycení ve stroji.
Pokud pracujete se strojem, noste bezpečnostní obuv.
[Zachycení/Zranění]
6. Neponechávejte žádné nástroje nebo přístroje na
ovládacím panelu nebo na některé z pohybujících se částí
stroje.
7. Neopírejte se o stroj, pokud je v chodu. Opírání o kryty
může být velmi nebezpečné.
5-6 Nástrojové vybavení a ATC
Tooling and ATC
1. Do not stand near the moving parts of the machine while
the machine is operating.
[Entanglement/Serious injury]
2. Pay attention to moving parts of the rear and side of the
machine as well as the front of the machine.
3. Do not touch any rotating part; make sure that the part has
stopped rotating before touching it.
[Entanglement/Serious injury]
4. Do not try to remove chips from the workpiece and tool
while the spindle is rotating.
[Entanglement/Serious injury]
5. Cover your hair and do not wear loose clothing or jewelry to
avoid becoming entangled or caught in the machine.
Always wear safety shoes when operating the machine.
[Entanglement/Injury]
o not leave any tools or instruments on the operation
6. D
panel or on any moving part of the machine.
7. Do not lean against the machine while it is operating.
Leaning on the covers can be very dangerous.
1. Nedotýkejte se nástrojů v zásobníku, pokud je stroj v
provozu. Zdržujte se mimo dosah pohybujících se součástí.
[Úraz/Těžké zranění] [Injury/Serious injury]
2. Obrobky a nástroje upínejte bezpečně. 2. Clamp workpieces and tools securely.
[Upadnutí obrobků a nástrojů/poškození stroje a nástroje] [Falling of workpieces and tools/Damage to the machine
3. Hloubku řezu a řezný posuv musíte volit z menších hodnot. 3. Depth of cut and cutting feed must be selected from a
4. Používejte nástroje, které jsou určeny pouze pro každý
specifický model stroje.
[Narušení obrysu nástroje a obrobku, upínacího přípravku
a krytu]
1. Do not try to touch the tools in the magazine while the
machine is operating. Keep away from the other moving
parts as well.
and tool]
smaller value.
4. Use tools within the limit of each machine model only.
[Tool interference with the workpiece, fixture, and cover]
Page 35

VÝSTRAŽNÉ ŠTÍTKY
CAUTION LABELS
15
5. Před montáží nástroje do zásobníku vyčistěte kuželový
otvor v dříku kužele držáku nástroje a nádobu zásobníku
čistým hadrem, odstraňte tak třísky a prach.
[Chybná funkce stroje/poškození stroje]
5. Before mounting a tool in the magazine, clean the tapered
hole in the taper shank of the tool holder, and the magazine
pot with a clean cloth to remove chips and dust.
[Machine malfunction/Damage to the machine]
5-7 Příprava obrobku a APC (Specifikace APC)
Workpiece Setting and APC (APC Specifications)
1. Před uchycením obrobku vždy zkontrolujte, že nesvítí
kontrolka tlačítka přípravy nebo poslední kontrolka palety.
Když kontrolka přípravy svítí, je automaticky měněna
paleta. To může být nebezpečná situace.
2. Nevstupujte do APC nebo nosiče palet. Při vstupu do APC
nebo nosiče palet vždy zastavte stroj a odpojte je od
elektrické sítě.
[Těžké zranění] [Serious injury]
3. Když je paleta zakládána nebo vykládána, nedávejte ruce
do stroje.
[Zachycení/Těžké zranění] [Entanglement/Serious injury]
4. U strojů se specifikací s nosičem palet se nepokoušejte
dotknout palety v jiné poloze než v přípravné stanici.
[Zachycení/Těžké zranění] [Entanglement/Serious injury]
5. Při upevňování nebo vyjímání obrobku nebo upínacího
přípravku na nastavovací stanici nepoužívejte sílu ve
směrech, které by zvedly nebo naklonily paletu.
[Pád palety] [Falling of the pallet]
1. Before fixing a workpiece, always check that the setup
button lamp or the last pallet indicator is not illuminated.
When the setup indicator is illuminated, the pallet is
changed automatically. This can be a hazardous situation.
2. Do not enter the APC or pallet pool. When entering the
APC or pallet pool, always stop the machine and
disconnect the main power.
3. Do not put your hand inside the machine while a pallet is
being loaded or unloaded.
4. With pallet pool specification machines, do not try to touch
the pallet at a position other than the setup station.
5. When mounting or removing a fixture or workpiece at the
setup station, do not apply force in directions that will lift or
tilt the pallet.
5-8 Klíč bránící uzamknutí uvnitř stroje
Locked-In Prevention Key
Otočení klíče bránícího uzamknutí uvnitř stroje znemožní
úplné uzavření dveří. Pokud je nutné provést čištění nebo
údržbu uvnitř stroje, vypněte napájení, otočte klíčem a vyjměte
jej. Pokud vstupujete do stroje, vezměte si klíč s sebou.
Turning the locked-in prevention key makes it impossible to
fully close the door so the door cannot be closed. If it is
necessary to carry out cleaning or maintenance inside the
machine, turn the power OFF, turn the key, and remove it. Take
the key with you when you enter the machine.
Page 36

VÝSTRAŽNÉ ŠTÍTKY
16
CAUTION LABELS
5-9 Dopravník třísek (specifikace dopravníku třísek)
Chip Conveyor (Chip Conveyor Specifications)
1. Když je dopravník třísek v provozu, nesahejte na něj, ani si
na něj nestoupejte.
[Zachycení/Těžké zranění] [Entanglement/Serious injury]
2. Dopravník třísek musí být během automatického provozu
neustále spuštěný. Pokud se na dopravníku nashromáždí
třísky, nelze je odstranit z dopravníku, což způsobí
poškození dopravníku třísek.
3. Před položením hadrů na pás dopravníku třísek jej
zastavte.
[Zachycení/Závada a poškození stroje] [Entanglement/Machine malfunction and damage]
1. Do not attempt to reach inside the chip conveyor or put
your feet in it while it is operating.
2. Keep the chip conveyor operating all the time during
automatic operation. If chips accumulate on the conveyor,
they may not be removed from the chip conveyor, resulting
in damage to the chip conveyor.
3. Stop the chip conveyor before placing rags on the chip
conveyor belt.
5-10 Zákonné závazky
Legal Obligation
Výrobek, který vám bylo dodán (stroj a příslušenství), byl
vyroben v souladu se zákony a normami, které jsou platné
v dané zemi nebo oblasti. Proto jej není možné exportovat,
prodat nebo přestěhovat na místo v jiné zemi, kde platí odlišné
zákony nebo normy.
Export tohoto výrobku podléhá schválení vládou exportující
země. Ověřte si potřebu nutného povolení u vládní agentury,
která je za udělování vývozních povolení odpovědná.
The product shipped to you (the machine and accessory
equipment) has been manufactured in accordance with the
laws and standards that prevail in the relevant country or
region. Consequently it cannot be exported, sold, or relocated,
to a destination in a country with different laws or standards.
The export of this product is subject to authorization from the
government of the exporting country. Check with the
government agency for authorization.
Page 37

6 PRACOVNÍ PROSTŘEDÍ
WORKING ENVIRONMENT
8 NEBEZPEČÍ 8 DANGER
PRACOVNÍ PROSTŘEDÍ
WORKING ENVIRONMENT
17
Napájecí kabely na podlaze přikryjte tuhými izolačními
deskami.
[Úraz elektrickým proudem]
Cover power supply cables on the floor with rigid
insulated plates.
[Electric shock]
8 VÝSTRAHA 8 WARNING
Podlahu kolem stroje vždy udržujte čistou, aby na ní
nezůstávaly materiály nebo kapaliny jako voda či olej,
čímž zajistíte pracovní prostředí pro bezpečný provoz
stroje.
[Zakopnutí/Uklouznutí]
Always keep the floor area around the machine clean,
without material or fluid such as water and oil remained, to
ensure the work area for safe machine operations.
[Tripping/Slipping]
7 UPOZORNĚNÍ 7 CAUTION
1. V blízkosti stroje nepoužívejte mobilní telefony,
elektrická svařovací zařízení nebo jiná zařízení
vytvářející elektromagnetické vlny.
[Neočekávaný pohyb stroje]
2. Zajistěte, aby byl obrobek dostatečně osvětlený.
[Snížená pracovní výkonnost a bezpečnost]
3. Buďte opatrní, abyste nezakopli o nožní spínače.
[Zranění]
1. Do not use cellular phones, electrical welding
equipment, or other devices that generate
electromagnetic waves around the machine.
[Unexpected machine operation]
2. Ensure that the workplace is sufficiently illuminated.
[Reduced operating efficiency and safety]
3. Take care not to trip over the footswitch.
[Injury]
Page 38

OPERACE NASTAVENÍ
18
SETUP OPERATION
7 OPERACE NASTAVENÍ
SETUP OPERATION
8 VÝSTRAHA 8 WARNING
1. Během nastavování stroje zaveďte následující
bezpečnostní opatření.
<Zabránění automatickému spuštění chodu stroje> <To prevent automatic operation start>
• Stiskněte jedno z tlačítek výběru hodnoty posuvu
[×1],
<Zajištění bezpečnosti operátora v případě náhodného
uvedení stroje do chodu>
• Nastavte mezní spínače (rychloposuv, rychlost
řezného posuvu) na nejnižší hodnoty.
•Zapněte funkci jednotlivého bloku. • Turn the single block function ON.
•Zapněte funkci blokování stroje. • Turn the machine lock function ON.
• Aktivujte režim chladivo VYPNUTO stisknutím
tlačítka chladiva po dobu delší než jedna vteřina
[OFF] (Vypnout).
<Zabránění otáčení vřetena> <To prevent spindle rotation start>
•Otočte uzamykatelným spínačem výběru operace do
polohy
• Vložte “S0” pomocí operace MDI. • Enter “S0” by MDI operation.
<Zajištění bezpečnosti operátora v případě náhodného
uvedení vřetena do chodu>
• Nastavte mezní spínač otáček vřetena na nejnižší
možnou hodnotu.
[×10] a C [×100].
X
[VYPNOUT].
u
2. Když používáte ručně dotahovaný upínací přípravek,
odstraňte po dotažení upínací kliku nebo dotahovací
nástroj.
[Vážné zranění/Poškození stroje vymrštěním
dotahovacího nástroje]
3. Výchozí nastavení limitu otáček vřetena naleznete na
typovém štítku umístěném na dveřích.
4. Zadejte omezení rychlosti vřetena, která je nižší než
nejnižší z jednotlivých dovolených rotačních rychlostí
rotace pro držák nástroje a řezný nástroj.
[Vážné zranění/Poškození stroje vymrštěním obrobku
nebo nástroje]
5. Bezpečně upevněte obrobky a řezné nástroje.
[Vážné zranění/Poškození stroje vymrštěním obrobku
nebo nástroje]
6. Zvolte hloubku řezu a řeznou rychlost pro zkušební
obrábění, přičemž je první prioritou bezpečná operace.
Při určování těchto parametrů nedávejte prioritu
produktivitě.
[Vážné zranění/Poškození stroje vymrštěním obrobku
nebo nástroje]
7. Vyberte nejvhodnější obráběcí nástroj a držák podle
materiálu a tvaru obrobku, který má být opracován a
rovněž podle metody obrábění a ověřte si, že obrobek
může být opracován bez jakýchkoliv problémů.
[Vážné zranění/Poškození stroje vymrštěním obrobku
nebo nástroje, snížená přesnost obrábění]
8. Ujistěte se, že obráběcí nástroj, držák, upínací
přípravek a obrobek jsou bezpečně upevněny.
[Vážné zranění/Poškození stroje vymrštěním obrobku
nebo nástroje]
1. During setup, implement the following safety
measures.
• Press either of the axis feed amount selection
buttons Z [×1], X [×10], and C [×100].
<To ensure operator safety if automatic operation is
started by mistake>
• Set override switches (rapid traverse, cutting feed
rate) to the lowest setting.
• Activate the coolant OFF mode by pressing the
coolant button
second.
• Place the operation selection key-switch in the
[OFF] position.
<To ensure operator safety if the spindle is started by
mistake>
• Set the spindle speed override switch to the lowest
setting.
[OFF] (Off) for longer than one
8
8
Z
2. When using a manually tightened fixture, remove the
clamp handle or tightening tool from the fixture after
tightening.
[Serious injury/Machine damage by tightening tool
ejection]
3. For the default setting of the spindle speed limit, check
the rating plate on the door.
4. Specify a spindle speed limit that is lower than the
lowest of the individual permissible rotation speeds for
the tool holder and cutting tool.
[Serious injury/Machine damage by workpiece/Tool
ejection]
5. Clamp workpieces and cutting tools securely.
[Serious injury/Machine damage by workpiece/Tool
ejection]
6. Determine the depth of cut and cutting feedrate for test
cutting with safe operation as the first priority. Do not
give priority to productivity when making these
determinations.
[Serious injury/Machine damage by workpiece/Tool
ejection]
7. Select the most appropriate cutting tool and holder for
the material and shape of the workpiece to be
machined, as well as the cutting method, and check
that the workpiece can be machined without any
problems.
[Serious injury/Machine damage by workpiece/Tool
ejection, Impaired machining accuracy]
8. Make sure that the cutting tool, holder, workpiece
holding fixture and workpiece are all tightened
securely.
[Serious injury/Machine damage by workpiece/Tool
ejection]
u
Page 39

OPERACE NASTAVENÍ
SETUP OPERATION
19
9. Než spustíte vřeteno, pečlivě zkontrolujte, že obráběcí
nástroj je správně upevněn a že rychlost vřetena je
vhodná.
[Vážné zranění/Poškození stroje vymrštěním obrobku
nebo nástroje]
10.Při manipulaci (upevňování, vyjmutí nebo
přemisťování) těžkého předmětu použijte vhodné
zařízení jako jeřáb nebo zvedák.
[Těžké zranění]
9. Before starting the spindle, carefully check that the
cutting tool is mounted correctly and the spindle speed
is appropriate.
[Serious injury/Machine damage by workpiece/Tool
ejection]
10.When handling (mounting, removing, or moving) a
heavy object, use appropriate equipment such as a
crane or a hoist.
[Serious injury]
Page 40

UPÍNÁNÍ OBROBKŮ A OBRÁBĚCÍCH NÁSTROJŮ
20
MOUNTING WORKPIECES AND CUTTING TOOLS
8 UPÍNÁNÍ OBROBKŮ A OBRÁBĚCÍCH NÁSTROJŮ
MOUNTING WORKPIECES AND CUTTING TOOLS
8 VÝSTRAHA 8 WARNING
Nebude-li dbáno výstrah uvedených dále, může dojít k
vážnému zranění a poškození stroje.
1. Práci se zvedákem mohou provádět pouze
kvalifikovaní technici.
2. Jestliže je zvedání obrobků nebo upínacích přípravků
je prováděno dvěma nebo více osobami, je nutná jasná
komunikace a spolupráce.
3. Používejte pouze lana, třmeny a přípravky takových
parametrů, jak je uvedeno v příručce. Kromě toho
musí zvedací zařízení dostatečně pevné, aby uneslo
váhu zátěže.
4. Předtím, než zvedáte obrobek nebo upínací přípravek,
zkontrolujte, zda je bezpečně upevněn.
5. Ověřte si, že obrobek nebo upínací přípravek je dobře
vyvážen jak v příčném, tak v podélném směru poté, co
jej mírně zvednete nad podložku.
6. Při upevňování nebo vyjímání obrobku nebo upínacího
přípravku nepoužívejte sílu ve směrech, které by
zvedly nebo naklonily paletu.
7. Při nakládání palety po upevňování/vyjímání upínacího
přípravku nebo po výměně palety nezapomeňte při
umísťování palety do správné polohy zkontrolovat fáze
(relativní orientace) stolu a palety.
Disregard for the warnings below may lead to serious
injury and machine damage.
1. Only qualified technicians are to perform hoisting
work.
2. When two or more persons are involved in the lifting of
workpieces or fixtures, clear communication and
cooperation is necessary.
3. Use only wires, shackles and jigs of the dimensions
specified in the manual. Furthermore, lifting
equipment used must be strong enough to support the
weight of the load.
4. Before lifting the workpiece or fixture, check that it is
held securely.
5. Ensure the workpiece or fixture is well balanced in
both the crosswise and lengthwise directions when
raised slightly from the floor.
6. When mounting or removing a fixture or workpiece, do
not apply force in directions that will lift or tilt the
pallet.
7. When loading a pallet after mounting/removing fixtures
or after a pallet change, be sure to mount the pallet in
the correct position by checking the phases (relative
orientation) of the table and the pallet.
7 UPOZORNĚNÍ 7 CAUTION
Neuposlechnutí upozornění může způsobit fyzické
poškození, vážné zranění, poškození stroje, snížení
životnosti stroje a snížení přesnosti stroje.
1. Vpřípadě strojů vybavených APC nepokládejte na
paletu obrobky překračující povolenou hmotnost. Při
upevňování obrobku nebo upínacího přípravku
zajistěte vyváženou zátěž.
2. Při upínání nástroje, jako je čelní fréza, do držáku
nástroje, nedotahujte nástroj v držáku, pokud je držák
ve vřeteni. Vždycky dotahujte nástroj v držáku pomocí
speciální upínací základny držáku nástroje předtím,
než upevníte držák do vřetena.
3. Při ruční demontáži nástroje z vřetena se ujistěte, že je
dostatečně podepřený, než ho odepnete. Také
nezapomeňte zabránit tomu, aby nástroj upadl.
Disregard for the cautions below may lead to physical
damage, serious injury, machine damage, machine service
life reduction and impaired machining accuracy.
1. In the case of machines with an APC, do not place a
workpiece exceeding the allowable mass on the pallet.
Ensure a balanced load when mounting fixtures and
workpieces.
2. When clamping a tool such as an end mill in the tool
holder, do not tighten the tool in the holder while the
holder is in the spindle. Always tighten the tool in the
holder by using the special tool holder clamp base
before mounting the holder in the spindle.
3. When removing a tool from the spindle manually, make
sure that it is properly supported before unclamping.
Also take care to ensure the cutting tool does not fall.
Page 41

9 OBSLUHA STROJE
MACHINE OPERATION
8 NEBEZPEČÍ 8 DANGER
OBSLUHA STROJE
MACHINE OPERATION
21
1. Před provozem stroje se ujistěte, že všechny kabely
jsou náležitě izolovány.
[Úraz elektrickým proudem]
2. Nepracujte s mokrýma rukama.
[Úraz elektrickým proudem]
3. Před uvedením stroje do chodu si ověřte, že uvnitř
ochranných krytů stroje nezůstal žádný personál nebo
překážky a stejně tak v blízkosti otáčejících se nebo
pohybujících se součástí stroje.
[Zachycení/Kolize]
1. Confirm all cables are properly insulated prior to
machine operation.
[Electric shock]
2. Do not operate with wet hands.
[Electric shock]
3. Confirm no personnel or obstacles remain inside
protective covers or close to rotating or moving parts
before starting machine operation.
[Entanglement/Collision]
8 VÝSTRAHA 8 WARNING
1. Neměňte specifikace nebo parametry stroje ani
neupravujte stroj bez předchozí konzultace s Mori
Seiki.
[Snížený výkon stroje/Snížená životnost stroje]
2. Vzniká-li při provozu hluk, změňte řezné podmínky, aby
byl hluk snížen nebo zajistěte, aby operátor používal
ochranné pomůcky, aby se předešlo poškození zdraví
v důsledku nadměrné hladiny hluku.
[Poškození sluchu]
3. Stroj není zhotoven v provedení odolném proti
výbuchu. Některým nebezpečím, například vymrštění
velkého obrobku nebo unikání škodlivého prachu,
případně výbuchu způsobeného obráběním kovů, jako
je hořčík, nelze zabránit ani v případě, že jsou dveře
uzavřeny. Nespoléhejte se na samotné dveře a
ochranná zařízení. Při procesech obrábění je vždy
vyžadována schopnost rozpoznání souvisejícího
nebezpečí.
4. Operátoři musí po celou dobu používat ochranné brýle
(včetně operátorů používajících dioptrické brýle).
[Poškození zraku vymrštěným materiálem]
5. Při obsluze stroje nepoužívejte rukavice.
[Zachycení/Porucha stroje/Vážné zranění (úmrtí)]
6. Neobrušujte obrobky smirkovým plátnem. Mohlo by se
zachytit.
7. Pokud je stroj obsluhován více než jedním operátorem,
je nutné stanovit jasná pravidla spolupráce a
komunikace.
[Nehoda]
8. Udržujte bezpečnou vzdálenost od vřeten a ostatních
otáčejících se částí.
[Zachycení]
9. Během provozu nevkládejte ruce nebo nohy na
dopravník třísek.
[Zachycení]
10.Před odstraňováním třísek nebo nastavováním směru
nebo množství chladiva, zastavte stroj.
[Zachycení]
1. Do not change machine specifications, parameters or
modify the machine without prior consultation with
Mori Seiki.
[Impaired machine performance/Machine service life
reduction]
2. When operating noise may be produced, change
cutting conditions to limit the generation of noise or
ensure the operator wears protective gear to avoid
injury due to excessive noise levels.
[Impaired hearing]
3. This is not the explosion-proof specification machine.
Dangers such as the ejection of a large workpiece or
harmful dust or an explosion caused by the machining
of metals such as magnesium are not preventable even
if the door is closed. Do not rely on door and protective
devices alone. Recognition of the dangers involved in
machining procedures is required at all times.
4. Operators must wear safety glasses at all times,
(including operators wearing prescription glasses).
[Eye damage due to ejected foreign matter]
5. Do not wear gloves when operating the machine.
[Entanglement/Machine malfunction/Serious injury
(death)]
6. Do not grind workpieces with emery cloths. It may get
entangled.
7. When the machine is operated by more than one
operator, cooperation and communication between
them is required at all times.
[Accident]
8. Keep a safe distance away from spindles or other
rotating parts.
[Entanglement]
9. Do not place hands or feet inside the chip conveyor (if
installed) during operation.
[Entanglement]
10.Stop the machine before removing chips or adjusting
the direction or volume of coolant supply.
[Entanglement]
Page 42

22
OBSLUHA STROJE
MACHINE OPERATION
Nepohybujte ručně osami stroje během jeho
11.
dočasného zastavení, s výjimkou případů naprosté
nezbytnosti. Předtím, než budete pokračovat v
provozu, vždy nastavte osy do původní polohy.
[Kolize dílů]
12.Při ručním odstraňování otřepů na obrobku vyjměte
obrobek nejprve ze stroje.
[Zachycení/Zranění]
13.Vždy pracujte s bezpečnostní rezervou alespoň 20 cm
od okna. Okno odolné proti nárazu může být výrazně
deformováno, aby se při nárazu snížila energie
vymrštěného nástroje. Při dalším nárazu by okno
mohlo prasknout nebo být proraženo.
[Zranění]
14.Nikdy neprovádějte opakovaný start stroje poté, co jste
hledali provedený programový blok.
[Neočekávaný pohyb stroje]
15.V případě poruchy jakéhokoliv zařízení souvisejícího
s funkcí blokování zámku dveří okamžitě zastavte
provoz stroje a kontaktujte servisní oddělení
společnosti Mori Seiki.
[Zranění/Poškození stroje]
16.Během provozu stroje udržujte dveře uzavřené.
[Prasklé nástroje a vymrštění obrobku/Odlétání třísek a
řezné kapaliny]
17.V případě strojů s APC nikdy nepokládejte ruce ani
nohy dovnitř měniče palet ani stroje, pokud svítí
indikátor nastavení na ovládacím panelu APC.
[Zachycení]
18.Stroj je vybaven funkcí pro čtení dopředu běžícího
programu a při dočasném zastavení automatického
provozu si jej ukládá; tím jsou vyloučeny doby zdržení
při restartování stroje. Proto při dočasném zastavení
stroje zkontrolujte programové příkazy nebo současné
polohy os. V případech, jako je například přerušení
obrábění, stiskněte tlačítko
programové příkazy uložené v systému NC. Obzvláště
v případech, kdy měníte programové místo startu po
dočasném zastavení, může dojít k nehodě po
restartování stroje, protože jsou aktivovány
programové příkazy uložené v NC. Věnujte
mimořádnou pozornost rozdílu ve specifikacích strojů
jiných výrobců, protože u těchto strojů může být při
dočasném zastavení provedeno vymazání
programových dat.
[Neočekávaný pohyb stroje/interference]
(RESET) a vymažte tak
@
19.Při nedostatečném přívodu chladicího média
dosáhnou nástroje, obrobky a třísky krátce po výrobě
vysoké teploty. Nedotýkejte se jich, dokud se jejich
teplota nesníží.
11. Do not manually feed the axes during temporary
machine stops except when absolutely necessary.
Always return the axes to their original positions
before restarting operations.
[Component interference]
12.When removing burrs on a workpiece by hand, ensure
the workpiece is removed from the machine prior to
performing the deburring procedure.
[Entanglement/Injury]
13.Always work at a safety margin of at least 20 cm from
the window. This shock-absorbent window could be
substantially deformed to ease the impact of an ejected
tool. With further impact, the window could break or be
penetrated.
[Injury]
14.Never restart machining after searching for a block
executed in the program.
[Unexpected machine operation]
15.Stop machine operation immediately and contact the
Mori Seiki Service Department following malfunction of
any device related to the door interlock function.
[Injury/Machine damage]
16.Keep the doors closed during machine operation.
[Broken tools and workpiece ejection/Chips and
coolant scattered]
17.For machines with APC, never put your hands or feet
inside the pallet changer or machine while the setup
indicator on the APC operation panel is illuminated.
[Entanglement]
18.This machine is equipped with a read-ahead function
for the running program, and retains the read-ahead
program commands stored in the NC memory during a
temporary stop of automatic operation in order to
eliminate latency time when restarting. Therefore,
check the program commands or present positions of
the axes when stopping the machine temporarily. In
cases such as when discontinuing the machining,
press the
commands stored in the NC if necessary. Changing the
program start position after a temporary stop in
particular may cause accidents after the machining is
restarted since the program commands stored in the
NC are activated. Pay extra attention to the difference
in the specifications in relation to other manufacturers’
machines because the read-ahead program data may
be cleared at temporary stops on these machines.
[Unexpected machine motion/ Interference]
(RESET) key to clear the program
@
19.If the coolant supply is not sufficient, tools,
workpieces, and chips will reach high temperatures
shortly after the production. Do not touch them until
the temperature drops.
8 VÝSTRAHA 8 WARNING
<Otáčení soustružnického vřetena> <Turning Spindle Rotation>
1. Otáčky soustružnického vřetena nesmí překročit
povolené limitní hodnoty pro sklíčidlo, upínací
přípravky a válec.
[Vymrštění obrobku]
1. Turning spindle speeds must not exceed allowable
speed limits of chuck, fixture and cylinder.
[Workpiece ejection]
Page 43

OBSLUHA STROJE
MACHINE OPERATION
23
2. Před spuštěním soustružnického vřetena pečlivě
prověřte obráběcí podmínky.
[Vymrštění obrobku/Poškození upínacího přípravku]
3. Během otáčení soustružnického vřetena nebo
rotačního nástroje neotevírejte dveře operátora.
[Zachycení/Zranění]
4. Před spuštěním soustružnického vřetena v ručním
režimu nastavte otáčky soustružnického vřetena
tlačítkem na nejnižší hodnotu a pak je pomalu zvyšujte
na požadovanou hodnotu. Kromě toho otáčky
soustružnického vřetena při ručním zastavování
soustružnického vřetena plynule snižujte.
[Vymrštění obrobku]
5. Používáte-li upínací přípravek nebo sklíčidlo
s omezenými otáčkami soustružnického vřetena,
přizpůsobte omezené otáčky upínacího přípravku nebo
sklíčidla příslušnému parametru nastavení
maximálních přípustných otáček soustružnického
vřetena. Podrobné informace o nastavování parametrů
vám sdělí servisní oddělení společnosti Mori Seiki.
[Vymrštění obrobku/Poškození upínacího přípravku a
sklíčidla]
<Sklíčidla> <Chucks>
1. Před započetím pracovního postupu při upnutí
sklíčidla, válce sklíčidla nebo spojovací tyče do
soustružnického vřetena si prostudujte příručku pro
obsluhu dodanou společností Mori Seiki, výrobcem
sklíčidla a výrobcem válce sklíčidla.
[Poškození sklíčidla, válce sklíčidla nebo spojovací
tyče]
2. Při montáži nebo demontáži sklíčidla jednotku
zvedněte jeřábem za šrouby s oky a lana. Po provedení
práce se ujistěte, že šrouby s okem a lana jsou
odstraněny.
[Zachycení do soustružnického vřetena/vymrštění
šroubu s okem a lana]
3. Sklíčidlo nebo přípravek pro upnutí obrobku musí být
zajištěny ke stolu.
[Vymrštění sklíčidla a upínacího přípravku]
4. Viz také návod k obsluze dodaný výrobcem sklíčidla a
válce, kde jsou popsané povolené přítlačné síly
plunžru sklíčidla, povolené upínací tlaky sklíčidla a
válce a vztahy mezi výškou horní čelisti a povoleným
přítlakem válce, které musí být nastaveny do
povoleného rozsahu hodnot. Před výměnou okénka
kontaktujte servisní oddělení společnosti Mori Seiki.
[Poškození sklíčidla, válce/Vymrštění obrobku a čelisti]
5. Při upevňování obrobku nebo upínacího přípravku ke
stolu utáhněte šrouby specifikovaným momentem.
V pravidelných intervalech kontrolujte, zda jsou šrouby
řádně dotažené.
[Vymrštění obrobku/poškození sklíčidla]
6. Uživatel je odpovědný za nastavení otáček
soustružnického vřetena s plným uvážením
následujících záležitostí. Nenastavujte vyšší otáčky
vřetena než stanovují přípustné hodnoty za určitých
podmínek.
• Upínací síla pro obrobek • Gripping force to the workpiece
•Rozměry a tvar obrobku • Workpiece dimensions and shapes
• Řezné síly • Cutting force
2. Before starting the turning spindle, check the
machining conditions.
[Workpiece ejection/Fixture damage]
3. Do not open the door during turning spindle or tool
spindle rotation.
[Entanglement/Injury]
4. When starting the turning spindle manually, set the
turning spindle speed setting button to the lowest, and
then gradually increase the turning spindle speed. In
addition, decrease the turning spindle speed gradually
when stopping the turning spindle manually.
[Workpiece ejection]
5. When using the fixture or chuck with the turning
spindle speed limited, set the maximum turning
spindle speed matching the limited speed of the fixture
or chuck to the parameter. For details on setting the
parameters, contact the Mori Seiki Service Department.
[Workpiece ejection/Damage of fixture and chuck]
1. When mounting a chuck, chuck cylinder, or connecting
rod in the turning spindle, read the instruction manuals
of Mori Seiki, the chuck manufacturer, and the chuck
cylinder manufacturer prior to performing the
procedure.
[Chuck, chuck cylinder or connecting rod damage]
2. When mounting or removing a chuck, lift the unit with a
crane using eyebolts and cables. Ensure eyebolts and
cables are removed after the procedure.
[Entanglement to turning spindle/Eyebolt and cable
ejection]
3. The chuck or fixture clamping the workpiece must be
secured to the table.
[Chuck and fixture ejection]
4. Refer to the instruction manuals prepared by the chuck
and cylinder manufacturers for the allowable plunger
thrust of the chuck, allowable chucking and cylinder
pressures, and the relationship between the top jaw
height and allowable cylinder thrust, which must be set
to a value within the permissible value range. If difficult
to determine, contact the Mori Seiki Service
Department.
[Chuck and cylinder damage/Workpiece and jaw
ejection]
5. When mounting the workpiece or the fixture to the
table, tighten the bolts to the specified torque. Check at
regular intervals to ensure the bolts are securely
tightened.
[Workpiece ejection/Chuck damage]
6. The user is responsible for setting the speed of the
turning spindle by taking the following matters into
consideration. Rotate the spindle at a speed no faster
than allowable values under specified conditions.
Page 44

24
OBSLUHA STROJE
MACHINE OPERATION
• Údržba a kontroly sklíčidla
[Vymrštění obrobku]
7. Před upnutím obrobku do sklíčidla nebo upínacího
přípravku pomocí tlakoměru zkontrolujte správnost
hydraulického nebo vzdušného tlaku přiváděného
k válci, který pohání sklíčidlo nebo upínací přípravek.
[Vymrštění obrobku]
8. Pokud existuje mezera mezi zadní plochou obrobku a
ustavovací stranou sklíčidla nebo stranou čelisti, na
kterou má být obrobek usazen, osa otáčení obrobku je
nakloněná v poměru k ose otáčení sklíčidla nebo
pokud je obrobek odlitý nebo kovaný, proveďte
zkušební řezání s nízkými otáčkami soustružnického
vřetena, abyste zajistili bezpečnost.
[Řezná síla přesahující kapacitu upínání obrobku do
sklíčidla, což způsobí vymrštění obrobku]
9. Pokud je obrobek nesoustředný, nekulatý nebo těžiště
obrobku není ve středu otáčení, vyrovnejte jej pomocí
vyrovnávače s maximálním ohledem na dané
podmínky obrábění, jako jsou otáčky soustružnického
vřetena.
[Vymrštění obrobku]
10.Při používání vyrovnávače neotáčejte soustružnickým
vřetenem bez obrobku.
[Opotřebení ložiska soustružnického vřetena, zadření
komponentu]
11. Pokud používáte ručně dotažené sklíčidlo nebo upínací
přípravek, po dotáhnutí ze sklíčidla nebo upínacího
přípravku vždy sejměte držák svorky nebo utahovací
nástroj.
[Rukojeť upnutí, vymrštění utahovacího nástroje]
12.Před provedením demontáže/montáže sklíčidla,
kontroly nebo mazání vždy VYPNĚTE hlavní napájení.
[Zachycení]
• Chuck maintenance and inspections
[Workpiece ejection]
7. Before clamping a workpiece in the chuck or the
fixture, check using a pressure gage that the correct
hydraulic or air pressure is supplied to the cylinder
that actuates chuck or fixture operation.
[Workpiece ejection]
8. If a gap exists between the workpiece rear surface and
the chuck locator face or the jaw face on which the
workpiece is to be seated, the workpiece rotation
centerline is tilted in relation to the chuck rotation
centerline, or if the workpiece is cast or forged, carry
out test cutting at a low turning spindle speed to
ensure safety.
[Cutting force exceeds workpiece clamping capacity of
chuck, causing workpiece ejection]
9. When a workpiece is eccentric, not round or the center
of gravity of the workpiece is not at the center of the
rotation, balance using a balancer with full
consideration given to machining conditions such as
the turning spindle speed.
[Workpiece ejection]
10.Do not rotate the turning spindle without a workpiece
when using a balancer.
[Turning spindle bearing wear, component seizure]
11. When using a manually tightened chuck or fixture,
remove the clamp handle or tightening tool from the
chuck or fixture after tightening.
[Clamp handle, tightening tool ejection]
12.Always turn the main power switch OFF before
performing chuck mounting/removal, inspection and
lubrication procedures.
[Entanglement]
2 POZNÁMKA 2 NOTE
Podrobnosti o postupech údržby sklíčidla naleznete v pokynech
vypracovaných výrobci sklíčidla a válce.
<Zvedání obrobku> <Lifting Workpiece>
1. Zvedání obrobku mohou provádět pouze ti pracovníci,
kteří jsou vyškoleni k ovládání jeřábu.
[Poškození obrobku, stroje/Nehoda]
2. Pokud je pro zvedání vyžadována přítomnost více než
jednoho operátora, je nutné stanovit jasná pravidla
spolupráce a komunikace.
[Nehoda]
3. Používejte pouze lana, přezky a přípravky dostatečně
pevné k zvedání celkové hmotnosti obrobku.
[Upadnutí obrobku]
4. Před zvedáním obrobku se ujistěte, že je dokonale
zajištěn.
[Upadnutí obrobku]
5. Zvedněte obrobek o malou vzdálenost z podlahy a
ověřte si, že je dokonale vyvážen jak v podélném, tak i
vpříčném směru.
[Upadnutí obrobku]
<Bezpečnostní postupy při nastavení stroje> <Safety Practices During Setup>
For details on chuck maintenance procedures, refer to the
instruction manuals prepared by the chuck and cylinder
manufacturers.
1. Only technicians qualified to operate cranes are to
perform workpiece-lifting procedures.
[Workpiece, machine damage/Accident]
2. When two or more people are involved in lifting,
cooperation and clear communication is necessary at
all times.
[Accident]
3. Use only wires, shackles and jigs strong enough to
support the total weight of the workpiece.
[Dropped workpiece]
4. Before lifting a workpiece, check it is held securely.
[Dropped workpiece]
5. Raise the workpiece a short distance off the floor to
confirm it is well balanced in both crosswise and
lengthwise directions.
[Dropped workpiece]
1. Během nastavování stroje zaveďte následující
bezpečnostní opatření.
1. During setup, implement the following safety
measures.
Page 45

OBSLUHA STROJE
MACHINE OPERATION
<Zamezení spuštění automatického provozu> <To Prevent Automatic Operation Start>
•Vyberte ruční režim. • Select the handle mode.
•Uvolněte sklíčidlo. • Unclamp the chuck.
<Zajištění bezpečnosti operátora v případě náhodného
uvedení stroje do chodu>
• Nastavte spínače blokování (otáčky vřetena, rychlost
rychloposuvu, rychlost posuvu při obrábění) na
nejnižší hodnoty.
•Zapněte funkci jednotlivého bloku. • Turn the single block function ON.
•Zapněte funkci blokování stroje. • Turn the machine lock function ON.
• Podržte tlačítko řezné kapaliny
stisknuto déle než jednu sekundu a vypněte tak
režim přívodu řezné kapaliny.
<Zamezení spuštění otáčení soustružnického vřetena> <To Prevent Turning Spindle Rotation Start>
•Otočte spínačem výběru operace s klíčem do polohy
[VYPNOUT].
u
<Zajištění bezpečnosti operátora v případě náhodného
uvedení soustružnického vřetena do chodu>
• Nastavte tlačítko regulace otáček soustružnického
vřetena na nejnižší hodnotu.
[OFF] (Vypnout)
8
<To Ensure Operator Safety if Automatic Operation is
Started By Mistake>
• Set override switches (spindle speed, rapid traverse
rate, cutting feedrate) at the lowest setting.
• Establish the coolant OFF mode by pressing the
coolant button
second.
• Set the operation selection key-switch to the
[OFF].
<To Ensure Operator Safety if The Turning Spindle is
Started by Mistake>
• Set the turning spindle speed setting button to the
lowest setting.
[OFF] (Off) for longer than one
8
u
25
7 UPOZORNĚNÍ 7 CAUTION
1. Vznikne-li při provozu stroje mimořádný hluk nebo
vibrace, zjistěte příčinu a proveďte potřebné úkony.
[Poškození stroje/Snížená přesnost stroje]
2. Při opracování obrobků z keramiky nebo uhlíku
kontaktujte servisní oddělení společnosti Mori Seiki za
účelem zajištění příslušných protiopatření.
[Operátoři mohou vdechnout prachové částice nebo
tyto částice mohou vniknout do kluzných částí stroje
nebo do ložisek.]
3. Před obráběním proveďte zkušební běh vřetena a
ovládaných os.
[Tepelná roztažnost nepříznivě ovlivňuje přesnost
obrábění]
4. Nedotýkejte se světel, použitých k osvětlení vnitřku
stroje během provozu, nebo bezprostředně po vypnutí
stroje.
[Popáleniny]
5. Nezastavujte otáčení vřetena v okamžiku, kdy je řezný
nástroj ve styku s obrobkem.
[Poškození řezného nástroje a stroje]
6. Jestliže bylo stisknuto tlačítko [EMERGENCY STOP]
(Nouzové zastavení) nebo klávesa @ (RESET) pro
zastavení stroje během operace řezání závitu nebo při
opracování díry, obzvláště při vytváření vnitřního
závitu, opatrně posunujte osami poté, co jste si ověřili
stav obrobku a nástroje.
[Kolize mezi řezným nástrojem a obrobkem]
7. Při stisknutí tlačítka [EMERGENCY STOP] (Nouzové
zastavení) nebo tlačítka
zastavil během závitování, pečlivě zkontrolujte
obrobek a řezný nástroj zda nejsou poškozené a potom
opatrně pohybujte osami.
[Obrobek a obráběcí nástroj mohou vzájemně
kolidovat]
(RESET), aby se stroj
@
1. If abnormal noise or vibration is generated during
machine operation, determine the cause and take
appropriate action.
[Machine damage/Impaired machining accuracy]
2. When machining workpieces such as ceramics or
carbon, contact the Mori Seiki service department for
appropriate countermeasures.
[Operators could absorb powder-type chips or chips
may enter into the sliding part of the machine or
bearing gaps.]
3. Perform spindle and controlled axis test running
procedures prior to machining.
[Thermal displacement adversely affecting machining
accuracy]
4. Do not touch lamps used to illuminate the interior of
the machine during machine operation or immediately
following power OFF.
[Burns]
5. Do not stop spindle rotation while a tool is in contact
with the workpiece.
[Cutting tool and machine damage]
6. When the [EMERGENCY STOP] (Emergency Stop)
button or
machine during a threading operation or a hole
machining operation, especially a tapping operation,
carefully feed the axes after checking the condition of
the work and cutting tool.
[Collision or interference between workpiece and
cutting tool]
(RESET) key has been pressed to stop the
@
7. When the [EMERGENCY STOP] (Emergency Stop)
button or
machine while an APC cycle is in progress for the
machines with APC, carefully move the axes after
checking the workpiece and cutting tool for damage.
[Workpiece and cutting tool collide or interfere with
each other]
(RESET) key has been pressed to stop the
@
Page 46

26
OBSLUHA STROJE
MACHINE OPERATION
Musíte-li pracovat pod ovládacím panelem nebo se pod
8.
tento panel musíte při práci sklánět, buďte opatrní,
abyste se o panel neudeřili do hlavy.
[Zranění]
<Dotykový panel> <Touch Panel>
1. Panelu se dotýkejte pouze prstem, jelikož povrch
panelu se může snadno poškrábat. Používejte
dotykové pero, pokud bylo dodáno společně se
strojem.
2. Panelu se nedotýkejte žádnými předměty s pevným
hrotem, jako je například kuličkové pero, žádnými
ostrými předměty ani nehty prstů.
3. Nestiskněte více než jednu klávesu současně.
[Poškození stroje následkem jeho neočekávaného
uvedení v činnost]
4. Nepoužívejte běžně dostupnou ochrannou fólii na
displeje z tekutých krystalů.
[Nesprávná funkce dotykového panelu]
5. Nedotýkejte se panelu rukama v rukavicích.
[Nesprávná funkce dotykového panelu, poškrábání]
6. Jsou-li na povrchu panelu šmouhy, jemně je otřete
pomocí běžně dostupné čisticí tkaniny zlehka
přitlačované bříškem prstu, nikoli nehtem prstu.
7. Nepoužívejte tekuté čisticí prostředky obsahující
alkohol.
[Poškození povrchu dotykového panelu, chybná
funkce]
8. If you have to work or crouch under the operation
panel, be careful not to hit your head on it.
[Injury]
1. Use a finger to touch the panel as it can be easily
scratched. Use a touch-pen if one is supplied with the
machine.
2. Do not touch the panel with anything with a solid tip,
such as a ballpoint pen, anything sharp, or a fingernail.
3. Do not press more than one key at the same time.
[Machine damage by unexpected machine operation]
4. Do not use commercially available liquid crystal
protective film.
[Improper operation of touch panel]
5. Do not touch the panel while wearing gloves.
[Improper operation of touch panel, scratches]
6. If the touch panel is smudged, wipe the smudging off
gently with a commercially available cleaning cloth
using the ball of a finger; not a fingernail.
7. Do not use cleaning fluid containing alcohol.
[Deterioration of touch panel, malfunction]
9-1 Vzájemné blokování
Interlock
8 VÝSTRAHA 8 WARNING
1. Všechny blokovací funkce, včetně blokování dveří a
blokování ručního řízení ATC, musí být při provozu
stroje zapnuty. Pokud je nutné provozovat stroj
s funkcí vzájemného blokování vyřazenou, je nutné si
uvědomit všechna hrozící nebezpečí a věnovat
mimořádnou pozornost bezpečnosti během chodu
stroj v takovém stavu. Uvolňovat blokování dveří a
provozovat stroj smí jen osoby dostatečně
kvalifikované v oblasti bezpečnosti a obsluhy stroje.
Po ukončení operace zajistěte, že jsou blokování
okamžitě zapnuta.
[Neočekávaný pohyb stroje]
1 Podrobnosti o funkci blokování dveří naleznete
v samostatném dílu příručky “PROVOZNÍ PŘÍRUČKA”.
2. Funkci vzájemného blokování neupravujte ani
nevyřazujte z činnosti.
3. Nespoléhejte se příliš na samotnou funkci vzájemného
blokování dveří. Ujistěte se, že budete vždy postupovat
v souladu s bezpečnostní postupy.
1. All interlock functions, including door interlock and
ATC manual operating interlock, must be ON when
operating the machine. If necessary to operate the
machine with interlocks released, awareness of the
dangers involved and particular attention given to
safety during machine operation is essential. Only
persons who are trained sufficiently in safety and
machine operation are permitted to release the door
interlock function and operate the machine. Following
completion of operation, ensure interlocks are turned
back ON immediately.
[Unexpected machine operation]
1 Details for the door interlock function, refer to the separate
volume, “OPERATION MANUAL”.
2. Do not modify or remove the door interlock function.
3. Do not put too much confidence in door interlock
function. Ensure safety procedures are followed at all
times.
Page 47

9-2 Data
Data
7 UPOZORNĚNÍ 7 CAUTION
OBSLUHA STROJE
MACHINE OPERATION
27
1. Zálohujte uložené programy a nastavené parametry
před expedicí stroje a před korekcí dat.
[Zničení programů, ztráta údajů parametrů a korekcí]
1. Back up stored programs, parameters set before
shipping and offset data.
[Programs destroyed, parameter data and/or offset
data lost]
2 POZNÁMKA 2 NOTE
Společnost Mori Seiki nepřejímá odpovědnost za problémy
plynoucí ze zničených programů nebo dat ztracených proto, že
uživatel data nezálohoval.
2. V případě potřeby vymazání paměti kontaktujte
servisní oddělení společnosti Mori Seiki.
[Smazání dat]
3. Pokud je systém NC zaneprázdněn, data uložená ve
společných proměnných #148 (číslo nástroje ve
vřetenu) a #147 (číslo palety založené ve stroji) se
neaktualizují okamžitě. To znamená, že data uložená
vtěchto proměnných nemají při časové aktualizaci dat
zaručené hodnoty. Stav zaneprázdněnosti systému NC
bývá způsoben zpravidla zpracováváním vstupních/
výstupních dat přenášených prostřednictvím rozhraní
RS-232C na pozadí. Může však být způsoben
i zpracováním jiných dat.
Pokud jsou tedy při určitém zpracování používána data
uložená ve výše uvedených společných proměnných
a jde o velmi důležité zpracování, je třeba zkontrolovat,
zda tato data byla aktualizována na poslední platné
hodnoty (kontrola se provádí pomocí uživatelského
makra).
[Poškození stroje]
Mori Seiki is not liable for problems resulting from destroyed
programs or lost data that have not been backed up.
2. If necessary to perform a memory clear operation,
contact the Mori Seiki Service Department for
assistance.
[Data deleted]
3. The data stored in common variables #148 (spindle tool
number) and #147 (pallet number of machine loaded
pallet) are not updated immediately if the NC is busy.
This means data of these common variables are not
guaranteed in the timing of data updating. The NC
enters the busy state mainly caused by background
input/output processing through the RS-232C
interface. However, other processing could also make
the NC busy.
Therefore, if certain processing uses the data in the
common variables above and when such processing is
very important, it is necessary to check if the data in
them have been updated to the latest number using a
user macro.
[Machine damage]
9-3 Bezpečnostní opatření při provozu stroje se zvláštními technickými parametry
Precautions when Operating Special Specification Machines
8 VÝSTRAHA 8 WARNING
<Specifikace stroje vybaveného průmyslovým robotem> <Industrial Robot Specifications>
Průmyslového robota může ovládat pouze kvalifikovaný a
vyškolený personál, v souladu s místními zákony.
Neoprávněné osobou nesmí roboty ovládací za žádných
okolností, včetně učení pohybů robota nebo jeho kontroly.
Personál asistující činnosti robota musí být plně
kvalifikován.
<Specifikace stohovacího jeřábu> <Stacker Crane Specifications>
Stohovací jeřáb použitý u stroje má nosnost menší než 5
tun. Stohovací jeřáb mohou obsluhovat pouze
kvalifikované osoby.
Only qualified personnel trained and approved in
accordance with local regulations may operate robots.
Unauthorized personnel may not operate robots under any
circumstances, including teaching and inspection.
Personnel assisting robot operators must be fully
qualified.
The stacker crane used with the machine has a capacity of
less than 5 tons. Only qualified personnel may operate the
stacker crane.
Page 48

NC PROGRAM
28
NC PROGRAM
10 NC PROGRAM
NC PROGRAM
10-1 Před vytvořením programu
Before Creating Program
8 VÝSTRAHA 8 WARNING
1. Nastavte vhodnou rychlost otáček vřetena, rychlost
posuvu a hloubku řezu. Není-li možné nastavit vhodné
provozní podmínky, kontaktujte servisní oddělení firmy
Mori Seiki nebo výrobce řezného nástroje.
[Vymrštění nástroje/Poškození stroje]
2. Vezměte na vědomí, že podmínky obrábění se mění
podle stavu obrobku, řezných nástrojů a upínacího
přípravku. Podmínky nastavené automatickým
programováním nejsou nezbytně ty nejvhodnější pro
účely jednotlivých uživatelů.
Stanovení provozních podmínek je na výhradní
zodpovědnosti zákazníka.
[Vymrštění nástroje/Poškození stroje]
3. Programátor musí vytvořit snadno čitelný a důkladně
zkontrolovaný program, aby obsluha stroje
nechybovala při čtení hodnot a nezadávala chybné
hodnoty.
[Narušení obrysu součástí/Chybný provoz/Vymrštění
obrobku]
4. Při vkládání programu vždy zkontrolujte, zda je
správně vloženo desetinné místo.
[Kolize dílů/Vymrštění obrobku]
1. Select the appropriate spindle speed, cutting feedrate,
and cutting depth. If appropriate operating conditions
cannot be determined, contact the Mori Seiki Service
Department or the cutting tool manufacturer.
[Workpiece ejection/Machine damage]
2. Note that machining conditions vary in accordance
with the status of the work, cutting tools, or fixture.
Conditions determined by automatic programming are
not necessarily the most suitable for individual user's
purposes.
Determining operating conditions is the sole
responsibility of the customer.
[Workpiece ejection/Machine damage]
3. Programmer must create an easy to read and
thoroughly checked program in order to prevent the
machine operator from misreading or inputting
incorrect values.
[Component interference/Erroneous operation/
Workpiece ejection]
4. Always check that the decimal place is correctly
entered during program input.
[Component interference/Workpiece ejection]
7 UPOZORNĚNÍ 7 CAUTION
Při opracování kovaných nebo odlévaných obrobků
vytvořte program, který bere v úvahu rozdílné rozměry
obrobků nebo proveďte předzpracování, abyste stanovili
jednotný přídavek na obrábění.
[Vymrštění obrobku]
When machining forged or cast works, create a program
that takes workpiece shape variations into consideration
or perform pre-machining to determine a uniform cutting
allowance.
[Workpiece ejection]
10-2 Řezné podmínky
Cutting Conditions
8 VÝSTRAHA 8 WARNING
1. Pokud u stroje vybaveného vysokorychlostním
vřetenem (vnitřní průměr ložiska vřetena (mm) ×
rychlost vřetena (min
obrábění mimořádné vibrace nebo chvění v důsledku
nevhodné kombinace přípravku, řezného nástroje,
pracovního materiálu atd., změňte podmínky obrábění
na vhodné hodnoty.
[Poškozené ložisko a řezný nástroj/nepříznivé
ovlivnění přesnosti stroje]
−1
) ≥ 1.2 milionu) vznikají při
1. For machines equipped with a high-speed spindle
(spindle bearing I.D. (mm) × spindle speed (min
million), if abnormal vibration or chattering is
generated during machining due to improper
combination of jig, cutting tool, work material, etc.,
change the machining conditions to appropriate
values.
[Damaged bearing and cutting tool/Adversely affected
machining accuracy]
−1
) ≥ 1.2
Page 49

NC PROGRAM
NC PROGRAM
29
2. Pokud jsou pohyby v ose X, Y a Z specifikovány ve
stejném bloku v režimu G00, dráha nástroje z aktuální
polohy do naprogramovaného koncového bodu
nebude vždy přímá. Mějte na paměti rychlost
rychloposuvu v osách X, Y a Z a ujistěte se, že v dráze
nástroje nejsou žádné překážky.
[Střet obrobku nebo upínacího přípravku s nástrojem
nebo držákem nástroje]
3. Při nastavování souřadného systému pomocí funkce
nastavení souřadného systému stroje zadejte hodnoty
X, Y a Z v bloku G92 správně.
[Kolize dílů]
2. If X-, Y-, and Z-axis movements are specified in the
same block in the G00 mode, the tool path is not
always a straight line from the present position to the
programmed end point. Make sure that there are no
obstacles in the tool path, remembering the rapid
traverse rate of X-, Y-, and Z-axis movement.
[Workpiece or fixture interference with tool or tool
holder]
3. When setting the coordinate system using the machine
coordinate system setting function, specify the X, Y,
and Z values in the G92 block correctly.
[Component interference]
Page 50

ÚDRŽBA A KONTROLY
30
MAINTENANCE AND INSPECTION
11 ÚDRŽBA A KONTROLY
MAINTENANCE AND INSPECTION
8 NEBEZPEČÍ 8 DANGER
1. Před provedením kontroly nebo údržby vždy VYPNĚTE
napájení. Je-li naprosto nezbytné pracovat se
zapnutým síťovým napájením, dbejte mimořádné
opatrnosti.
[Úraz elektrickým proudem/Zachycení]
2. Pro připojení elektrických přístrojů používaných při
provádění kontroly nebo údržby je nutné používat
servisní zásuvku na ovládacím panelu (volitelné).
Nepřipojujte externí vstupní/výstupní zařízení
s proudovým zatížením přesahujícím dovolené
proudové zatížení.
[Vypadlý jistič]
3. Při provádění údržby, která se považuje za
nebezpečnou při zapnutém napájení, musí být hlavní
vypínač nastaven vždy v poloze [OFF] a být zajištěný.
1 Postup při zamykání hlavního vypínače naleznete
v samostatném dílu příručky “PROVOZNÍ PŘÍRUČKA”.
4. Zajistěte výrazné varování obsluhy o prováděné údržbě
a zákazu práce se strojem.
[Nehoda]
5. Elektrická kabeláž smí být prováděna pouze
kvalifikovaným elektrotechnikem.
[Úraz elektrickým proudem]
6. Před započetím údržby nebo kontroly uvnitř elektrické
rozvodné skříně nebo na motorech, transformátorech
nebo osvětlení stroje se ujistěte, že hlavní napájení je
VYPNUTO. Povšimněte si, že pokud hlavní spínač
napájení přepnete do vypnuté polohy, součásti mohou
být přesto pod zbytkovým napětím. Před prováděním
údržby si pomocí testeru ověřte, že součásti stroje
nejsou pod zbytkovým napětím. Jednotlivé postupy
údržby, vyžadující ZAPNUTÉ napájení, musí být
prováděny výhradně kvalifikovanými elektrotechniky.
[Úraz elektrickým proudem]
7. Neotevírejte dveře elektrického rozvaděče nebo
řídicího panelu s výjimkou provádění úkonů údržby
nebo kontroly.
[Přístup prachu a vlhkosti/Poškození stroje]
8. Neutahujte šrouby nadměrně.
[Deformace stroje/Poškození šroubů]
1. Turn the power OFF before performing maintenance
and inspection procedures. If absolutely necessary to
work with the power ON, exercise extreme caution.
[Electric shock/Entanglement]
2. The service outlet on the operation panel (option) must
not be used to connect electric apparatuses used
during maintenance and inspection procedures. Do
not connect external I/O devices with a current
capacity exceeding the permissible current.
[Breaker tripped]
3. Ensure the main power switch is turned [OFF] and
locked at all times when performing maintenance
procedures considered dangerous if the power is ON.
1 For locking the main power switch, refer to the separate
volume, “OPERATION MANUAL”.
4. Provide clear warning that the machine is being
maintained and operations cannot be performed.
[Accident]
5. Electrical wiring work is to be performed by qualified
electrical engineers only.
[Electric shock]
6. Before performing maintenance and inspection
procedures inside the electrical cabinet or on motors,
transformers or machine lighting, confirm the main
power is turned OFF. Note that when the main power
switch is turned OFF, parts may still contain residual
electrical energy. Using a tester, confirm parts are free
of residual energy prior to performing maintenance
procedures. Maintenance procedures undertaken with
the power turned ON must be performed by qualified
electrical engineers.
[Electric shock]
7. Do not open electrical cabinet doors or the operation
panel except to perform maintenance and inspection
procedures.
[Dust and moisture entry/Machine damage]
8. Do not overtighten bolts.
[Machine distortion/Bolt breakage]
8 VÝSTRAHA 8 WARNING
1. Před výměnou kontaktujte servisní oddělení
společnosti Mori Seiki. Vždy používejte pouze
doporučené součásti.
[Nepříznivě ovlivněný výkon a bezpečnost stroje]
2 POZNÁMKA 2 NOTE
Společnost Mori Seiki nenese odpovědnost za nehody vzniklé v
důsledku použití nespecifikovaných náhradních dílů nebo součástí
vyměněných bez předchozí konzultace.
2. Nešplhejte na vrchol stroje.
[Spadnutí]
1. Consult the Mori Seiki Service Department prior to
performing replacement procedures. Use specified
parts at all times.
[Impaired machine performance and safety]
Mori Seiki does not accept responsibility for accidents arising from
the use of non-specified replacement parts or parts replaced
without prior consultation.
2. Do not climb on top of the machine.
[Falling]
Page 51

ÚDRŽBA A KONTROLY
MAINTENANCE AND INSPECTION
31
3. Neponechávejte předměty jako jsou nástroje a hadry
uvnitř stroje.
[Zachycení do nástroje/Vymrštění ze stroje]
4. Šrouby použité pro upínací přípravky by měly být
pravidelně vyměňovány za šrouby definované firmou
Mori Seiki, které mají vhodnou pevnost.
[Přetržení šroubu/Vymrštění obrobku, upínacího
přípravku, řezného nástroje/Vážná zranění/Poškození
stroje]
3. Do not leave articles such as tools and rags inside the
machine.
[Entanglement in tool/Ejection from machine]
4. Bolts used for fixtures should be periodically replaced
with the bolts specified by Mori Seiki that have
appropriate strength.
[Bolt breakage/Workpiece, fixture, cutting tool ejection/
Serious injuries/Machine damage]
7 UPOZORNĚNÍ 7 CAUTION
Nedotýkejte se třísek nebo hrotů řezného nástroje bez
ochranných rukavic.
[Zranění]
11-1 Pracovní prostředí
Work Environment
Do not touch chips or tool cutting edges without wearing
protective gloves.
[Injury]
8 NEBEZPEČÍ 8 DANGER
Před instalací nebo převozem stroje si prostudujte a
následující příručky nebo výkresy dodané se strojem a
ujistěte se, že jim dostatečně rozumíte. Pokud je nutné
zvednou stroj pomocí zvedacího zařízení, například
hydraulického zvedáku, zvedejte jej na rovné ploše
odpovídající únosnosti a věnujte pozornost vyvážení
stroje, abyste zabránili jeho převržení.
[Převržení stroje/Zranění]
Before installing or transferring the machine, read and
make sure you understand the manuals or drawings
supplied with the machine. When it is necessary to lift the
machine using equipment such as a hydraulic jack, lift it
up on flat ground with adequate strength, paying due
attention to machine balance in order to prevent the
machine from toppling over.
[Machine toppling over/Injury]
1 PŘÍRUČKA K INSTALACI 1 INSTALLATION MANUAL
7 UPOZORNĚNÍ 7 CAUTION
1. Správa klíčů dodaných se strojem (ovládací panel,
elektrická rozvodná skříň, pomocná zařízení) je ve
výhradní odpovědnosti zákazníka.
2. Klíče, které nejsou používány pravidelně (klíč
elektrické rozvodné skříně) musí být vyjmuty ze zámku
a uloženy na bezpečném místě.
3. Likvidace průmyslového odpadu, jako je olej, řezná
kapalina, třísky a jiné musí být prováděna výhradně
v souladu se zákony na ochranu bezpečnosti a
životního prostředí, jak je stanoveno příslušnými
národními a místními orgány.
1. Management of keys supplied with the machine
(operation panel, electrical cabinet, auxiliary devices)
is the sole responsibility of the customer.
2. Keys not used on a regular basis (electrical cabinet
key) must be removed from the lock and stored in a
secure location.
3. Disposal of industrial waste such as oil, coolant, chips,
and refrigerants is to be performed in strict compliance
with safety and environmental protection laws as
stipulated by the proper national and local authorities.
Page 52

USPOŘÁDÁNÍ STROJŮ
32
DISPOSITION OF MACHINES
12 USPOŘÁDÁNÍ STROJŮ
DISPOSITION OF MACHINES
8 VÝSTRAHA 8 WARNING
1. Před demontáží stroje odpojte napájecí kabel a
vzduchovou hadici připojenou ke stroji.
2. Uvnitř rozvodné skříně a ovládacího panelu jsou části
pod napětím. Při postupu buďte opatrní.
[Úraz elektrickým proudem]
3. Demontáž vysokotlakých nádob na stlačený plyn, jako
je například plynový kompenzátor a pneumatický
válec, provádějte po odstranění tlaku.
[Výbuch/nehoda]
1. Before dismantling the machine, remove the power
cord and air hose connected to the machine.
2. There is a live part inside the electrical cabinet and the
operation panel. Be sure to pay sufficient attention
during the operation.
[Electric shock]
3. Dismantle high-pressure gas cylinders such as the gas
balancer and air cylinders after eliminating pressure.
[Bursting/accident]
7 UPOZORNĚNÍ 7 CAUTION
Za odpovídající likvidaci stroje je odpovědný jeho majitel.
Při likvidaci stroje nepoškozujte životní prostředí.
Dodržujte zákony vaší země a předpisy místní správy
týkající se ochrany životního prostředí a recyklace.
<Kapalina> <Liquid>
Ohledně vhodné likvidace kapalin, jako jsou maziva,
hydraulický olej a řezná kapalina, se obraťte na místní správu.
<Elektronická zařízení> <Electronic Device>
Odpovídajícím způsobem zlikvidujte elektrické díly ovládacího
panelu, monitoru, klávesnice, elektrické díly rozvodné skříně,
kabely, měřicí zařízení (kodér apod.) poté, co u místní zprávy
zkontrolujete, zda jsou zařízení a díly recyklovatelné.
<Baterie> <Battery>
Kontaktujte místní správu a ověřte, zda jsou baterie a suché
baterie recyklovatelné a odpovídajícím způsobem je zlikvidujte.
<Části strojního zařízení> <Machinery Parts>
Odpovídajícím způsobem zlikvidujte jako recyklovatelné zdroje
(šrot) části strojního zařízení, jako jsou odlitky, plech, kuličková
vřetena, ložiska a ventily.
<Hadice> <Hose>
Odpovídajícím způsobem zlikvidujte hadice jako
recyklovatelný zdroj nebo jako plastový odpad poté, co z nich
necháte odkapat kapalinu.
<Chladicí médium> <Refrigerant>
Chladicí média se používají ve všech chladicích systémech,
jako jsou například regulátory teploty oleje, chladicí jednotka
chladicího média nebo chladiče v rozvodné skříni. Likvidaci
chladicích systémů a r
provádět profesionálové. Kontaktujte místní správu a ověřte,
zda jsou tato zařízení recyklovatelná.
<Pozorovací okno obráběcí komory> <Machining Chamber Observation Window>
Pozorovací okénko komory strojového opracování se skládá z
polykarbonátu a tvrzeného skla. Kontaktujte místní správu a
ověřte, zda jsou tyto materiály recyklovatelné a odpovídajícím
způsobem je zlikvidujte.
<Dokumentace> <Document>
Kontaktujte místní správu a ověřte, zda jsou dokumenty a
disky CD související se strojem recyklovatelné a odpovídajícím
způsobem je zlikvidujte.
ecyklaci chladicího média by měli
Machine owners are responsible for appropriate machine
disposal. Do not disturb the environment when you
dispose the machines. Be sure to observe the laws of your
country and regulations of local government concerning
environmental conservation and recycling.
Contact local governments when disposing liquids such as
lubricants, grease, hydraulic oil, coolants appropriately.
Appropriately dispose electrical parts in the operation panel,
monitor, keyboard, electrical parts in the electrical cabinet,
cable, measuring device (encoder, etc.) after having contacted
the local government to check whether the devices and parts
are recyclable.
Contact local governments to check whether batteries and
dry-cell batteries are recyclable and appropriately dispose
them.
Appropriately dispose machine parts as recyclable resources
such as casting, sheet metal, ball screw, bearing, and valve as
scraps.
Appropriately dispose hoses as recyclable resources or plastic
waste after having drained the liquid inside.
Refrigerants are used in all cooling systems such as oil
temperature controllers, coolant cooling units, coolers in the
electrical cabinet. The disposal of these cooling systems and
recovery of refrigerants should be handled by professionals.
Contact local governments to check whether the machines are
recyclable.
The machining chamber observation window consists of
polycarbonate and tempered glass. Contact local governments
to check whether the material is recyclable and appropriately
dispose them.
Contact local governments to check whether all the related
documents and CDs attached to the machine are recyclable
and appropriately dispose them.
Page 53

KAPITOLA 1
KAPITOLA 1 FUNKCE G
CHAPTER 1
CHAPTER 1 G FUNCTIONS
Page 54

1 OVLÁDÁNÍ A SMĚR POHYBU OSY.............................................................................. 35
AXIS CONTROL AND MOVEMENT DIRECTION
2 FUNKCE G...................................................................................................................... 37
G FUNCTIONS
Page 55

OVLÁDÁNÍ A SMĚR POHYBU OSY
AXIS CONTROL AND MOVEMENT DIRECTION
35
1 OVLÁDÁNÍ A SMĚR POHYBU OSY
AXIS CONTROL AND MOVEMENT DIRECTION
Zde jsou popsány směry pojezdu řízených os. The travel directions of the controlled axes are described here.
Page 56

OVLÁDÁNÍ A SMĚR POHYBU OSY
-X
+X
+Y
-Y
+Z
-Z
Machine Front
Přední strana stroje
36
AXIS CONTROL AND MOVEMENT DIRECTION
1-1 Posun osy při obrábění a programování
Axis Movement in Machine and Program
Při obrábění se nástroj posunuje v osách X a Y a Z. Skutečný
pohyb je proto stejný jako programovaný pohyb. Skutečný
pohyb v osách B a C je nicméně opačný než programovaný
pohyb.
In the machine, the tool moves on the X-, Y-, and Z-axes.
Therefore the actual motion is the same as the programmed
motion. However, the actual motion of the B- and C-axes is the
opposite of the programmed motion.
Ovládaná osa Jednotka Skutečný posun osy Posun osy při programování
XHlava vřetena
+ směr:
Doprava, při pohledu od přední strany
Stejným směrem jakým se posunuje
osa.
stroje
YHlava vřetena
+ směr:
Směrem od operátora, při pohledu od
Stejným směrem jakým se posunuje
osa.
přední strany stroje
ZHlava vřetena
+ směr:
Nahoru, při pohledu od přední strany
Stejným směrem jakým se posunuje
osa.
stroje
BStůl
CStůl
+ směr:
Levá strana stolu směrem dolů, při
pohledu od přední strany stroje
+ směr:
Ve směru hodinových ručiček, při
pohledu na stůl shora
+ směr:
Pravá strana stolu směrem dolů, při
pohledu od před
ní strany stroje
+ směr:
Proti směru hodinových ručiček, při
pohledu na stůl shora
Controlled Axis Unit Actual Axis Movement Axis Movement in program
X Spindle head
+ direction:
Right, viewing the machine from the
The same direction as the actual axis
movement.
front
Y Spindle head
+ direction:
Away from the operator, viewing the
The same direction as the actual axis
movement.
machine from the front
Z Spindle head
BTable
+ direction:
Up, viewing the machine from the front
+ direction:
Table left side down, viewing the
machine from the front
CTable
+ direction:
Clockwise, viewing the table from the
top
The same direction as the actual axis
movement.
+ direction:
Table right side down, viewing the
machine from the front
+ direction:
Counterclockwise, viewing the table
from the top
Page 57

2 FUNKCE G
G FUNCTIONS
8 VÝSTRAHA 8 WARNING
FUNKCE G
G FUNCTIONS
37
Programy zde uvedené jsou pouze pro referenční účely. V
případě skutečného obrábění si prostudujte specifikace
stroje a dostatečně optimalizujte řezné podmínky s
uvážením potřebné bezpečnosti.
The programs herein are only for reference purpose. For
the actual machining, study the machine specifications
and optimized machining conditions sufficiently taking
safety into account.
2-1 Seznam kódů G
G Code List
Typ
Type
Jednorázový kód G
One-shot G code
Kód G platí pouze ve specifikovaném bloku. (Kódy G ve skupině 00, kromě G10 a G11)
The G code is valid only in the specified block. (G codes in group 00, excluding G10 and G11)
Kód G zůstává v platnosti do doby, než je specifikován jiný kód G ve stejné skupině. (Kódy G
Režimový kód G
Modal G code
ve skupině jiné než 00)
The G code remains valid until another G code in the same group is specified. (G codes in groups
other than group 00)
Příklad: Example:
G01, G00 (Modální kód G) G01, G00 (Modal G code)
G01 X_ Y_ ;
X_ ;
Z_ ;............................................................................
Kód G01 je platný až po tento blok. G01 is valid up to this block.
G00 X_ Y_ ;
Funkce
Function
2 POZNÁMKA 2 NOTE
1. Specifikujte kódy je formát. 1. Specify the codes as the format.
2. Ve stejném bloku lze definovat více než jeden kód G v případě, že
skupiny kódů G se od sebe navzájem liší.
3. Pokud je v bloku specifikován více než jeden kód G, náležející do
stejné skupiny, platí ten, který je specifikován později.
4. Pokud kód G není uveden v tabulce kódů G nebo je specifikován
kód G, pro který není vybrána odpovídající volba, na obrazovce se
zobrazí alarmové hlášení (č. PS0010).
5. Systém NC určuje režimy kódu G identifikované symbolem
při zapnutí napájení nebo při stisknutí klávesy
Vpřípadě kódů G17, G49, G54, G94 a G97 však stisknutí tlačítka
(RESET) nenastaví společný režim kódu G, nýbrž zůstává
@
platný kód G vybraný pro každou skupinu.
*1
Viz samostatný svazek “PROVOZNÍ PŘÍRUČKA”. 6.*1 Refer to the separate volume, “OPERATION MANUAL”.
6.
*2
Standardní pro specifikaci soustružení.
(RESET).
@
2. More than one G code may be specified in the same block if their
G code groups differ from each other.
3. If more than one G code, belonging to the same group, are
specified in a block, the one specified later is valid.
4. If a G code not listed in the G code table or a G code for which the
corresponding option is not selected is specified, an alarm
message (No. PS0010) is displayed on the screen.
5. The NC establishes the G code modes, identified by the
symbol, when the power is turned on or when the @ (RESET) key
is pressed.
Concerning G17, G49, G54, G94, and G97, however, pressing the
(RESET) key does not establish the G code mode of them but
@
the G code selected for each group remains valid.
*2
Standard for the turning specifications.
Page 58

38
FUNKCE G
G FUNCTIONS
7. Pro synchronizované závitování specifikujte “M29 S_” v bloku
těsně před blokem obsahujícím kódy G84 nebo G74.
7. For synchronized tapping, specify “M29 S_” to the block just before
the block containing G84 or G74.
@: Standardní ^: Volitelné \: Není k dispozici
Kód Skupina Funkce
G00
Polohování @@47
Dělení
(MSX-
701IV)
Dělení
(MSX-
711IV)
G01 Lineární interpolace @@48
G02
Kruhová interpolace/interpolace po šroubovici/interpolace po
spirále/kuželová interpolace, CW (po směru hodinových ručiček)
@/@/
^/^
@/@/
^/^
G02.2 Evolventní interpolace, CW (po směru hodinových ručiček) ^^59
G02.3
01
G03
Exponenciální interpolace,
CW (po směru hodinových ručiček)
Kruhová interpolace/interpolace po šroubovici/interpolace po
spirále/kuželová interpolace, proti směru hodinových ruček
^^60
@/@/
^/^
@/@/
^/^
G03.2 Evolventní interpolace, CCW (proti směru hodinových ručiček) ^^59
G03.3 Exponenciální interpolace, CCW (proti směru hodinových ručiček) ^^60
G04
Prodleva/Přesné zastavení @@64
Vysokorychlostní opracování režimu řízení obrysu AI II (počet
G05
ků načítaných předem: 1000) (příkaz kompatibilní s řízením
blo
^@407
obrysu s vysokou přesností)
00
G05.1
Režim řízení obrysu AI I (počet bloků načítaných předem: 30) @\407
Vysokorychlostní opracování režimu řízení obrysu AI II (počet
bloků načítaných předem: 1000)
^@407
Strana
48
51
48
51
Nano vyhlazování/Vyhlazovací interpolace ^/^@/^ 410
G06.2 01 Interpolace NURBS ^^65
G07
G07.1
(G107)
Interpolace po hypotetické ose ^^68
Válcová interpolace/korekce bodu obrábění pro válcovou
interpolaci
^/^^/^
G08 Řízení obrysu AI (příkaz kompatibility řízení s předvídáním) @@407
G09 Přesné zastavení @@121
00
G10 Nastavení dat @@
G10.6*1 Data odjetí nástroje ^^
G11 Zrušení režimu nastavení dat @@
G12.1
Režim interpolace v polárních souřadnicích ^^
25
G13.1 Zrušení režimu interpolace v polárních souřadnicích ^^
G15
Zrušení příkazu polárních souřadnic ^^71
17
G16 Příkaz polárních souřadnic @^71
G17
G18 Rovina ZpXp
02
Rovina XpYp
G19 Rovina YpZp
Xp:Osa X nebo její
rovnoběžná osa
Yp:Osa Y nebo její
rovnoběžná osa
Zp:Osa Z nebo její
rovnoběžná osa
@@72
@@72
@@72
69
173
G20
Zadávání dat v palcovém systému @@
06
G21 Zadávání dat v metrickém systému @@
Page 59

FUNKCE G
G FUNCTIONS
39
@: Standardní ^: Volitelné \: Není k dispozici
Kód Skupina Funkce
G22
Funkce uložené kontroly zdvihu ZAPNUTA @^74
Dělení
(MSX-
701IV)
Dělení
(MSX-
711IV)
Strana
04
G23 Funkce uložené kontroly zdvihu VYPNUTA @^74
G27
Kontrola návratu do nulového bodu @@
G28 Automatický návrat do nulového bodu @@76
G29 Návrat z nulového bodu @@
00
G30 Druhý/třetí, čtvrtý návrat do nulového bodu @/^@/^ 76
G30.1 Návrat do plovoucího referenčního bodu ^^77
G31 Vynechat funkci @@78
G33
Řezání závitu/synchronizovaný posuv ^^79
G34 Řezání závitu s proměnným stoupáním ^^
01
G35 Řezání závitu po kružnici ve směru hodinových ruček ^^
G36 Řezání závitu po kružnici proti směru hodinových ruček ^^
G40
G41
G42
Zrušení korekce poloměru obráběcího nástroje/zrušení korekce
poloměru špičky obráběcího nástroje
Korekce poloměru obráběcího nástroje, levý/korekce poloměru
špičky obráběcího nástroje nástroje, vlevo
Korekce poloměru obráběcího nástroje, vpravo/korekce poloměru
špičky obráběcího nástroje, vpravo
@/\
@/\
@/\
*2
*2
*2
@/\
@/\
@/\
*2
*2
*2
178
307
178
262
307
178
307
G41.2 Korekce řezného nástroje pro 5osé obrábění vlevo (typ 1) \@406
G41.3
G41.4
G41.5
07
Korekce řezného nástroje pro 5osé obrábění (korekce náběžné
hrany)
Korekce řezného nástroje pro 5osé obrábění vlevo (typ 1) (příkaz
kompatibilní s MSX-5**)
Korekce řezného nástroje pro 5osé obrábění vlevo (typ 1) (příkaz
kompatibilní s MSX-5**)
\@
\@
\@
G41.6 Korekce řezného nástroje pro 5osé obrábění vlevo (typ 2) \@
G42.2 Korekce řezného nástroje pro 5osé obrábění vpravo (typ 1) \@406
G42.4
G42.5
Korekce řezného nástroje pro 5osé obrábění vpravo (typ 1)
(příkaz kompatibilní s MSX-5**)
Korekce řezného nástroje pro 5osé obrábění vpravo (typ 1)
(příkaz kompatibilní s MSX-5**)
\@
\@
G42.6 Korekce řezného nástroje pro 5osé obrábění vpravo (typ 2) \@
G40.1
(G150)
G41.1
(G151)
G42.1
(G152)
19
Režim zrušení normálního směrového řízení ^^
Normální směrové řízení ZAPNUTO (levá strana) ^^
Normální směrové řízení ZAPNUTO (pravá strana) ^^
Page 60

40
FUNKCE G
G FUNCTIONS
@: Standardní ^: Volitelné \: Není k dispozici
Dělení
Kód Skupina Funkce
G43
G43.1 Korekce délky nástroje ve směru osy nástroje \@
G43.4 Řízení na střed nástroje (typ 1)/plynulé řízení rychlosti \@
G43.5 Řízení na střed nástroje (typ 2) \@
G43.7 Korekce délky nástroje pro soustružení ^^371
G43.8 Řízení bodu obrábění (typ 1) \@390
G43.9 Řízení bodu obrábění (typ 2) \@390
G44 Korekce délky nástroje, − @@
G45
G46 Korekce polohy nástroje, snížení ^^88
G47 Korekce polohy nástroje, dvojité zvýšení ^^88
G48 Korekce polohy nástroje, dvojité snížení ^^88
G49 08 Zrušení korekce délky nástroje/zrušení řízení na střed nástroje @@
G50
G51
08
00
11
Korekce délky nástroje, + @@176
Korekce polohy nástroje, zvýšení ^^88
Zrušení změny měřítka/Zrušení programovatelného zrcadlení
obrazu (záporné zvětšení)
Změna měřítka/Programovatelné zrcadlení obrazu (záporné
zvětšení)
(MSX-
701IV)
^^
^^
Dělení
(MSX-
711IV)
Strana
388
413
176
388
91
92
91
92
G50.1
G51.1 Programovatelné zrcadlení obrazu ^^95
G50.2
G51.2 Obrábění mnohoúhelníku ^^
G52
G53 Výběr souřadnicového systému stroje @@98
G53.1 Směrové řízení osy nástroje \@400
G54
G54.1 Výběr dodatečného souřadnicového systému obrobku ^^100
G54.2 23 Funkce dynamické korekce upínacího obrobku otočného stolu ^@384
G54.4 33 Korekce chyby nastavení obrobku \@394
G55
G56 Výběr souřadnicového systému obrobku 3 @@98
G57 Výběr souřadnicového systému obrobku 4 @@98
G58 Výběr souřadnicového systému obrobku 5 @@98
G59 Výběr souřadnicového systému obrobku 6 @@98
G60 00 Jednosměrné najetí @@101
22
31
00
14
14
Zrušení programovatelného zrcadlení obrazu ^^95
Zrušení obrábění mnohoúhelníku ^^
Nastavení místního souřadnicového systému @@97
Výběr souřadnicového systému obrobku 1/Výběr dodatečného
souřadnicového systému obrobku
Výběr souřadnicového systému obrobku 2 @@98
@/^@/^
100
98
G61
G62 Režim automatického vyřazení rohů ^^124
15
G63 Režim závitování @@123
G64 Režim obrábění (režim kontroly přesného zastavení) @@123
G65 00 Volání makra @@103
Režim přesného zastavení @@123
Page 61

FUNKCE G
G FUNCTIONS
@: Standardní ^: Volitelné \: Není k dispozici
41
Dělení
Kód Skupina Funkce
G66
G66.1 Modální volání makra (volání v každém bloku) @^103
G67 Zrušení modálního volání makra @@103
G68
G68.2 Příkaz nakloněné pracovní roviny (Eulerův úhel) ^@400
G69 Zrušení otočení souřadnic/Zrušení převodu 3D souřadnic ^^
G72.1
G72.2 Kopie - posunutí ^^112
G73
G74 Reverzní závitovací cyklus @@
G76
12
16
00
09
Modální volání makra (volání po vykonání příkazů pro pohyb v
ose)
Otočení souřadnic/převod 3D souřadnic ^^
Kopie - otočení ^^112
Cyklus vysokorychlostního
vrtání hlubokých otvorů
Předem nastavený cyklus
obrábění otvoru
Cyklus dokončovacího
vyvrtávání
(MSX701IV)
@@103
@@207
@@220
Dělení
(MSX-
711IV)
Strana
108
110
108
110
212
216
217
219
Vypnutí režimu sekání/
G80
G81 Cyklus bodového vrtání @@116
G81.1 00 Sekání ^^203
G82
G83
G84 Závitovací cyklus @@
G84.2
09
G84.3
G85 Vyvrtávací cyklus @@205
G86 Vyvrtávací cyklus @@205
Předem nastavený cyklus
obrábění otvoru
Zrušení předem nastaveného
cyklu obrábění otvoru
Cyklus válcového zahlubování @@203
Cyklus vrtání hlubokých
otvorů
Cyklus synchronizovaného
závitování (formát F15)
Cyklus reverzního
synchronizovaného řezání
závitů
(Formát F15)
^/@^/@
@@208
@@
@@
116
200
212
216
217
219
216
217
219
216
217
219
G87 Cyklus zpětného vyvrtávání @@220
G88 Vyvrtávací cyklus @@206
G89 Vyvrtávací cyklus @@206
G90
03
G91 Přírůstkový příkaz @@118
Absolutní příkaz @@118
Page 62

42
FUNKCE G
G FUNCTIONS
@: Standardní ^: Volitelné \: Není k dispozici
Kód Skupina Funkce
G92
00
Změna souřadnicového systému obrobku/nastavení maximálních
otáček soustružnického vřetena
Dělení
(MSX-
701IV)
@/^@/^ 368
Dělení
(MSX-
711IV)
Strana
G92.1 Předvolba souřadnicového systému obrobku ^^11 9
G93
G94 Režim posuvu za minutu @@119
05
Převrácený čas posuvu ^^119
G95 Režim posuvu na otáčku ^^119
G96
Řízení na konstantní obvodovou rychlost ^^368
13
G97 Řízení soustružnického vřetena na konstantní rychlost ^^370
G98
Návrat do počátečního bodu
(předem nastavený cyklus obrábění otvoru)
@@199
10
G99
Návrat do bodu R
(předem nastavený cyklus obrábění otvoru)
@@199
G107 00 Válcová interpolace ^^
G313 Volání makroprogramu monitorování zatížení @@436
G332 Výběr režimu obrábění / Určení tolerance @@
G355
*1
Měření osy otáčení ^^
417
420
G382 Příkaz nakloněné pracovní roviny (úhel vychýlení válce) ^@400
@: Standard ^: Option \: Not available
Code Group Function
G00
Positioning @@47
Division
(MSX-
701IV)
Division
(MSX-
711IV)
Page
G01 Linear interpolation @@48
G02
Circular interpolation/helical interpolation/spiral interpolation/
conical interpolation, CW (clockwise)
@/@/
^/^
@/@/
^/^
48
51
G02.2 Involute interpolation, CW (clockwise) ^^59
G02.3
01
G03
Exponential interpolation,
CW (clockwise)
Circular interpolation/helical interpolation/spiral interpolation/
conical interpolation, CCW (counterclockwise)
^^60
@/@/
^/^
@/@/
^/^
48
51
G03.2 Involute interpolation, CCW (counterclockwise) ^^59
G03.3 Exponential interpolation, CCW (counterclockwise) ^^60
G04
Dwell/Exact stop @@64
AI contour control II high-speed processing (number of blocks
G05
read ahead: 1000) (high-precision contour control compatibility
^@407
command)
00
AI contour control I (number of blocks read ahead: 30) @\407
G05.1
AI contour control II high-speed processing (number of blocks
read ahead: 1000)
^@407
Nano smoothing/Smooth interpolation ^/^@/^ 410
G06.2 01 NURBS interpolation ^^65
Page 63

FUNKCE G
G FUNCTIONS
43
@: Standard ^: Option \: Not available
Code Group Function
G07
G07.1
(G107)
Hypothetical axis interpolation ^^68
Cylindrical interpolation/Cutting point offset for cylindrical
interpolation
Division
(MSX701IV)
^/^^/^
Division
(MSX-
711IV)
G08 AI contour control (look-ahead control compatibility command) @@407
G09 Exact stop @@121
00
G10 Data setting @@
*1 Tool retraction data ^^
G10.6
G11 Data setting mode cancel @@
G12.1
Polar coordinate interpolation mode ^^
25
G13.1 Polar coordinate interpolation mode cancel ^^
G15
Polar coordinate command cancel ^^71
17
G16 Polar coordinate command @^71
G17
G18 ZpXp plane Yp: Y-axis or its parallel axis @@72
02
XpYp plane Xp: X-axis or its parallel axis @@72
G19 YpZp plane Zp: Z-axis or its parallel axis @@72
Page
69
173
G20
Data input in inch system @@
06
G21 Data input in metric system @@
G22
Stored stroke check function ON @^74
04
G23 Stored stroke check function OFF @^74
G27
Zero return check @@
G28 Automatic zero return @@76
G29 Return from zero point @@
00
G30 Second/third, fourth zero return @/^@/^ 76
G30.1 Floating reference point return ^^77
G31 Skip function @@78
G33
Thread cutting/synchronizes feed ^^79
G34 Variable lead threading ^^
01
G35 Circular threading CW ^^
G36 Circular threading CCW ^^
Page 64

44
FUNKCE G
G FUNCTIONS
@: Standard ^: Option \: Not available
Division
Code Group Function
(MSX-
701IV)
G40
Tool radius offset cancel/Tool nose radius offset cancel @/\
G41 Tool radius offset, left/Tool nose radius offset, left @/\
*2
*2
Division
(MSX-
711IV)
*2
@/\
*2
@/\
Page
178
307
178
262
307
G42 Tool radius offset, right/Tool nose radius offset, right @/\
*2
@/\
*2
178
307
G41.2 Cutter compensation for 5-axis machining left (type 1) \@406
G41.3 Cutter compensation for 5-axis machining (leading edge offset) \@
G41.4
G41.5
07
Cutter compensation for 5-axis machining left (type 1) (MSX-5**
compatible command)
Cutter compensation for 5-axis machining left (type 1) (MSX-5**
compatible command)
\@
\@
G41.6 Cutter compensation for 5-axis machining left (type 2) \@
G42.2 Cutter compensation for 5-axis machining right (type 1) \@406
G42.4
G42.5
Cutter compensation for 5-axis machining right (type 1) (MSX-5**
compatible command)
Cutter compensation for 5-axis machining right (type 1) (MSX-5**
compatible command)
\@
\@
G42.6 Cutter compensation for 5-axis machining right (type 2) \@
G40.1
(G150)
G41.1
(G151)
G42.1
(G152)
G43
19
Normal direction control cancel mode ^^
Normal direction control ON (left side) ^^
Normal direction control ON (right side) ^^
Tool length offset, + @@176
G43.1 Tool length compensation in tool axis direction \@
G43.4 Tool center point control (type 1)/Smooth velocity control \@
G43.5 Tool center point control (type 2) \@
08
388
413
G43.7 Tool length offset for turning ^^371
G43.8 Cutting point control (type 1) \@390
G43.9 Cutting point control (type 2) \@390
G44 Tool length offset, − @@
G45
Tool position offset, increase ^^88
G46 Tool position offset, decrease ^^88
00
G47 Tool position offset, double-increase ^^88
G48 Tool position offset, double-decrease ^^88
G49 08 Tool length offset cancel/Tool center point control cancel @@
G50
Scaling cancel/Programmable mirror image cancel (negative
magnification)
^^
11
G51 Scaling/Programmable mirror image (negative magnification) ^^
176
388
91
92
91
92
Page 65

FUNKCE G
G FUNCTIONS
@: Standard ^: Option \: Not available
45
Division
Code Group Function
G50.1
G51.1 Programmable mirror image ^^95
G50.2
G51.2 Polygon cutting ^^
G52
G53 Machine coordinate system selection @@98
G53.1 Tool axis direction control \@400
G54
G54.1 Additional work coordinate system selection ^^100
G54.2 23 Rotary table dynamic fixture off-set function ^@384
G54.4 33 Work setting error offset \@394
G55
G56 Work coordinate system 3 selection @@98
G57 Work coordinate system 4 selection @@98
G58 Work coordinate system 5 selection @@98
22
31
00
14
14
Programmable mirror image cancel ^^95
Polygon cutting cancel ^^
Local coordinate system setting @@97
Work coordinate system 1 selection/Additional work coordinate
system selection
Work coordinate system 2 selection @@98
(MSX701IV)
@/^@/^
Division
(MSX-
711IV)
Page
100
98
G59 Work coordinate system 6 selection @@98
G60 00 Uni-directional approach @@101
G61
G62 Automatic corner override mode ^^124
G63 Tapping mode @@123
G64 Cutting mode (exact stop check mode) @@123
G65 00 Macro call @@103
G66
G66.1 Macro modal call (call in each block) @^103
G67 Macro modal call cancel @@103
G68
G68.2 Tilted working plane command (euler angle) ^@400
G69 Coordinate rotation cancel/3D coordinate conversion cancel ^^
G72.1
G72.2 Copy-shift ^^112
15
12
16
00
Exact stop mode @@123
Macro modal call (call after execution of axis movement
commands)
Coordinate rotation/3D coordinate conversion ^^
Copy-rotation ^^112
@@103
108
110
108
110
Page 66

46
FUNKCE G
G FUNCTIONS
@: Standard ^: Option \: Not available
Division
Code Group Function
G73
G74 Reverse tapping cycle @@
09 Hole machining canned cycle
G76 Fine boring cycle @@220
G80
G81 Spot drilling cycle @@116
G81.1 00 Chopping ^^203
G82
G83 Deep hole drilling cycle @@208
G84 Tapping cycle @@
High-speed deep hole drilling
cycle
Chopping mode OFF/Hole
machining canned cycle
cancel
Counter boring cycle @@203
(MSX-
701IV)
@@207
^/@^/@
Division
(MSX-
711IV)
Page
212
216
217
219
116
200
212
216
217
219
G84.2
09 Hole machining canned cycle
G84.3
G85 Boring cycle @@205
G86 Boring cycle @@205
G87 Back boring cycle @@220
G88 Boring cycle @@206
G89 Boring cycle @@206
G90
G91 Incremental command @@118
G92
G92.1 Work coordinate system preset ^^119
G93
G94 Feed per minute mode @@119
G95 Feed per revolution mode ^^119
03
00
05
Absolute command @@118
Work coordinate system change/Maximum turning spindle speed
setting
Inverse time feed ^^11 9
Synchronized tapping cycle
(F15 format)
Reverse synchronized tapping
cycle
(F15 format)
@@
@@
@/^@/^ 368
216
217
219
216
217
219
G96
13
G97 Controlling turning spindle at constant speed ^^370
G98
10
G99
G107 00 Cylindrical interpolation ^^
G313 Calling the load monitor macro program @@436
Constant surface speed control ^^368
Initial point return
(hole machining canned cycle)
Point R return
(hole machining canned cycle)
@@199
@@199
Page 67

FUNKCE G
G FUNCTIONS
@: Standard ^: Option \: Not available
47
Division
Code Group Function
G332 Cutting mode selection / Specifying tolerance @@
*1
G355
G382 Tilted working plane command (roll-pitch-yaw) ^@400
Rotation axes measurement ^^
(MSX701IV)
Division
(MSX-
711IV)
2-2 G00 Polohování obráběcího nástroje rychloposuvem
G00 Positioning Cutting Tool at Rapid Traverse Rate
Režim G00 je obvykle používán pro následující operace: G00 is usually used for the following operations:
1. Na počátku obrábění 1. At the start of machining
Přesun řezného nástroje do blízkosti obrobku To move the tool close to the workpiece
2. Během obrábění 2. During machining
Chcete-li přesunout nástroj do následujícího
naprogramovaného bodu, když nástroj není v kontaktu s
obrobkem
3. Na konci obrábění 3. At the end of machining
Přesun řezného nástroje od obrobku To move the tool away from the workpiece
To move the tool to the next programmed point when the
tool does not contact with the workpiece
G00 X_ Y_ Z_ ;
• X, Y, Z .................................. Specifikuje cílový bod najíždění do polohy Specifies the positioning target point
Page
417
420
7 UPOZORNĚNÍ 7 CAUTION
1. Dráha nástroje od aktuálního bodu do
naprogramovaného koncového bodu není vždy přímá.
Proto při zadávání polohování v režimu G00 se ujistěte,
že v dráze polohování, která je určena rychlostmi v
jednotlivých osách (X, Y, Z) není žádná překážka.
[Narušení obrysu/Poškození stroje]
2. Pokud v ose Y najíždíte po ose X, nebo v ose X
najíždíte po ose Y, například příkazem G00, dráha
nástroje bude uvnitř specifikované polohy. To
znamená, že pokud nástroj dosáhne specifikovaného
rozsahu polohy, program v následujícím bloku je
vykonán před dosažením koncové polohy příkazu (v
poloze). Při vytváření programů vezměte v úvahu
narušení obrysu mezi nástrojem a obrobkem.
[Narušení obrysu mezi nástrojem a obrobkem]
Platnost kontroly dosažení polohy lze přepínat
nastavením níže uvedeného parametru.
Č.1601.5 No.1601.5
0: Kontrola dosažení polohy zapnuta 0 : In-position check valid
1: Kontrola dosažení polohy vypnuta (výchozí
nastavení)
[Narušení obrysu mezi nástrojem a obrobkem]
2 POZNÁMKA 2 NOTE
1. The tool path is not always a straight line from the
present position to the programmed end point.
Therefore, when specifying positioning in the G00
mode, make sure that there is no obstacle in the path of
positioning, which is determined according to the
traverse rate of the individual axes (X, Y, Z).
[Interference/Machine damage]
2. If the Y-axis is moved after the X-axis, or the X-axis is
moved after the Y-axis, by a G00 command for
example, the tool path will be inside of the specified
position. That is, if the tool reaches the specified
range, the programming in the next block is executed
before reaching the end position of the command (in
position). When creating programs, take interference
between the tools and the workpiece into full
consideration.
[Interference between tool and workpiece]
The validity of in-position check can be switched by
setting the parameter below.
1 : In-position check invalid (default setting)
[Interference between tool and workpiece]
1. Rychloposuv je možné upravit pomocí spínače [RAPID
OVERRIDE] (Korekce rychlosti rychloposuvu) na ovládacím
panelu stroje.
2. Pokud spínač [OVERRIDE] (Korekce rychlosti posuvu)
nastavíte do polohy “0” během automatického provozu,
naprogramovaný rychloposuv nebude vykonán a provoz přejde do
režimu podržení přísuvu.
1. The rapid traverse rate is adjustable by using the [RAPID
OVERRIDE] (Rapid Traverse Rate Override) switch on the
machine operation panel.
2. If the [OVERRIDE] (Feedrate Override) switch is set to “0” during
automatic operation, the programmed rapid traverse is not
executed and the operation enters the feed hold mode.
Page 68

FUNKCE G
G03
G02
48
G FUNCTIONS
2-3 G01 Pohyb obráběcího nástroje po rovné dráze řezným posuvem
G01 Moving Cutting Tool along Straight Path at Cutting Feedrate
Příkaz G01 se používá k provedení obrábění z boku nebo
obrábění kapsy pomocí čelní frézy nebo čelního soustružení
pomocí čelní frézy.
G01 is used to carry out side cutting or pocket cutting using an
end mill, or facing using a face milling cutter.
G01 X_ Y_ Z_ F_ ;
• X, Y, Z .................................. Specifikuje cílový bod obrábění. Specifies the cutting target point.
• F........................................... Specifikuje rychlost posuvu. Specifies the feedrate.
7 UPOZORNĚNÍ 7 CAUTION
Je-li řezná rychlost vysoká, pokud se najíždí v ose Y po
ose X nebo pokud se najíždí v ose X po ose Y, například
pomocí příkazu G01, bude další blok proveden před
úplným dokončením zrychlení/zpomalení předchozího
bloku a dráhy nástroje získají v rohu tvar oblouku. To
znamená, že roh nelze dokončit jako ostrý. Je-li zapnutá
kontrola dosažení polohy, bude roh dokončen jako ostrý.
Platnost kontroly dosažení polohy lze přepínat nastavením
níže uvedeného parametru.
Č. 1601.5 No. 1601.5
0: Kontrola dosažení polohy zapnuta 0: In-position check valid
1: Kontrola dosažení polohy vypnuta (výchozí nastavení) 1: In-position check invalid (default setting)
2 POZNÁMKA 2 NOTE
When the cutting speed is high, if the Y-axis is moved after
the X-axis or the X-axis is moved after the Y-axis, by a G01
command for example, the next block is executed before
acceleration/deceleration of the previous block is
completely finished and the tool paths become an arc at
the corner. That is, a corner cannot be finished sharply.
When the in-position check is valid, a corner is finished
sharply.
The validity of in-position check can be switched by
setting the parameter below.
1. Řezný posuv je nastavitelný pomocí spínače [OVERRIDE]
(Korekce rychlosti posuvu) na ovládacím panelu stroje
v rozsahu 0 až 150%.
2. Údaje o posuvu jsou “0” do doby, než je specifikován kód F. Stroj
nebude pracovat v případě, že bude vykonán program, ve kterém
je rychlost posuvu nastavena “0”. Na obrazovce se zobrazí
výstražná zpráva (č. PS0011).
1. The cutting traverse rate is adjustable by using the [OVERRIDE]
(Feedrate Override) on the machine operation panel in the range
of 0 to 150%.
2. The feedrate data is “0” until an F code is specified. The machine
will not operate if a program is executed in which the feedrate data
is “0”. An alarm message (No. PS0011) is displayed on the
screen.
2-4 G02 Kruhová interpolace (ve směru hodinových ruček), G03 Kruhová interpolace (proti směru
hodinových ruček) G02 Circular Interpolation (Clockwise), G03 Circular Interpolation (Counterclockwise)
1. Kruhový oblouk v rovině XY (při zapnutí) 1. Circular arc on XY plane (At Power on)
G17 G02(G03) X_ Y_ I_ J_ F_ ;
G17 G02(G03) X_ Y_ R_ F_ ;
2. Kruhový oblouk v rovině ZX 2. Circular arc on ZX plane
G18 G02(G03) X_ Z_ I_ K_ F_ ;
G18 G02(G03) X_ Z_ R_ F_ ;
3. Kruhový oblouk v rovině YZ 3. Circular arc on YZ plane
G19 G02(G03) Y_ Z_ J_ K_ F_ ;
G19 G02(G03) Y_ Z_ R_ F_ ;
• X, Y, Z .................................. Souřadnice oblouku v koncovém bodě. Coordinate of the arc end point.
Page 69

FUNKCE G
1
2
3
4
G FUNCTIONS
49
• I, J, K.................................... Vzdálenost a směr z počátečního bodu do
středu oblouku.
Distance and direction from the start point to
the center of arc.
• R .......................................... Poloměr kruhového oblouku Circular arc radius
• F........................................... Rychlost posuvu Feedrate
2 POZNÁMKA 2 NOTE
1. Obecně je kruhový oblouk obráběn v rovině XY (G17). Při
obrábění kruhového oblouku v rovině ZX nebo YZ vyberte rovinu
specifikováním G18 nebo G19.
2. Kód G02 nebo G03 stanovíte zobrazením oblouku v záporném
směru od kladného směru v ose, která není obsažena ve vybrané
rovině. V rovině XY G17 generuje příkaz G02 například oblouk po
směru hodinových ručiček tak, že se tento oblouk zobrazí v
záporném směru od kladného směru v ose Z.
3. Znaménko (+, −) poloměru R je zobrazeno způsobem uvedeným
níže. Pro 180° se použije kladné (+) nebo záporné (−) znaménko.
R > 0 Kruhový oblouk 180° nebo menší
R < 0 Kruhový oblouk 180° nebo větší
4. Při obrábění celé kružnice použijte ke specifikování poloměru
příkazy I, J a K. Pokud poloměr kružnice specifikujete s příkazem
R, bude možné definovat nespočetně mnoho kružnic, které mají
počáteční a koncový bod.
5. Pokud jsou společně spří
stejném bloku, získává příkaz R prioritu a příkazy I, J a K jsou
ignorovány.
6. Příkazy I, J a K použije ke specifikování středu oblouku, pokud
oblouk není tvořen půlkružnicí mající 180° jako středový úhel a
vrchol orientovaný 0°, 90°, 180°, 270° jak je znázornění na
obrázcích 1, 2, 3, 4 níže. Pokud pro střed oblouku použijete příkaz
R, může dojít k chybě výpočtu.
kazem R zadány i příkazy I, J a K ve
1. Generally, circular arc is cut in the XY plane (G17). When cutting a
circular arc in the ZX or YZ plane, select the plane by specifying
G18 or G19.
2. G02 or G03 is determined by viewing the arc in the negative
direction from the positive direction in the axis which is not
contained in the selected plane. In the G17 XY plane, for example,
the G02 command generates a clockwise arc by viewing the arc in
the negative direction from the positive direction in the Z-axis.
3. The sign (+, −) accompanying the radius R indicates as shown
below. For 180°, either positive (+) or negative (−) is used.
R > 0 Circular arc of 180° or smaller
R < 0 Circular arc of 180° or larger
4. When cutting a full circle, use I, J, and K to specify the radius. If
circle radius is specified with R, innumerable circles that have the
same start and end points can be defined.
5. When I, J, and K are specified with an R command in the same
block, the R command is given priority and I, J, and K commands
are ignored.
6. Use I, J and K to specify the arc center unless the arc consists of a
half-circle having 180° as the center angle and the apex oriented
0°, 90°, 180°, 270° as shown in 1, 2, 3, 4 in the figure below. If R is
used for the arc center, a calculation error may be caused.
Příklad: Example:
+Y
2
3
(−60.0, 50.0)
(0, 50.0)
R50
1
(70.0, 50.0)
+X
Řezný posuv
Cutting Feed
O0001;
:
G90 G00 X70.0 Y50.0;......................................... a
G01 X0 F500;....................................................... b
Page 70

50
5
6
7 8
9
1
2
34
+Y
R20
R20
818
28 28
R10
R10
+X
3030
20 20
10 10
Cutting Feed
Řezný posuv
FUNKCE G
G FUNCTIONS
G03 J−50.0; .............................................................. Obrábění podél kružnice proti
směru hodinových ručiček s
rychlostí posuvu 500 mm/min
(Vzdálenost od počátečního bodu
(b) ke středu kružnice: 50 mm ve
směru záporné osy Y)
2 POZNÁMKA
Pro celý kruh nejsou hodnoty X a Y
specifikovány, protože počáteční a
koncový bod zde mají stejnou polohu.
G01 X−60.0; ........................................................ c
Příklad: Example:
Cutting along a circle
counterclockwise at a feedrate of
500 mm/min
(The distance from the start point
(b) to the circle center: 50 mm in
the negative direction of the Y-axis)
2 NOTE
For a full circle, X and Y are not specified
since the start point and the end point
are at the same position.
O0001;
:
G90 G01 X28.0 Y0 F500; .....................................a
Y20.0;....................................................................b
G03 X18.0 Y30.0 I−10.0; ......................................c Obrábění po kružnici (proti směru
hodinových ručiček) do c (poloměr:
10.0 mm)
5Zde je možné specifikovat R10.0
namísto I−10.0.
Circular cutting (counterclockwise)
to c (Radius: 10.0 mm)
5It is possible to specify R10.0
instead of I−10.0 here.
G01 X−8.0;............................................................d
G02 X−28.0 Y10.0 R20.0;.....................................e Obrábění po kružnici (po směru
hodinových ručiček) do e (poloměr:
Circular cutting (clockwise) to e
(Radius: 20.0 mm)
20.0 mm)
G01 Y−10.0; .........................................................f
G02 X−8.0 Y−30.0 R20.0;.....................................g Obrábění po kružnici (po směru
hodinových ručiček) do g (poloměr:
20.0 mm)
Circular cutting (clockwise) to g
(Radius: 20.0 mm)
G01 X18.0; ...........................................................h
G91 G03 X10.0 Y10.0 R10.0;...............................i Obrábění po kružnici (proti směru
G90 G01 Y0; ....................................................... a Absolutní příkaz Absolute command
hodinových ručiček) do i (poloměr:
10.0 mm)
5Protože příkazy jsou specifikovány v
přírůstkovém režimu G91,
souřadnice (X10.0, Y10.0) stanovují
vzdálenost od počátečního do
koncového bodu oblouku.
Circular cutting (counterclockwise)
to i (Radius: 10.0 mm)
5Since the commands are specified in
the G91 incremental mode, (X10.0,
Y10.0) indicates the distance from
the start point to the end point of the
arc.
Page 71

FUNKCE G
= F ×
Délka kruhového oblouku
Délka lineární osy
Rychlost posuvu v
lineární ose
= F ×
Circular arc length
Linear axis length
Linear axis feedrate
G FUNCTIONS
51
2-5 G02 Interpolace po šroubovici (ve směru hodinových ruček), G03 Interpolace po šroubovici (proti
směru hodinových ruček)
G02 Helical Interpolation (Clockwise), G03 Helical Interpolation (Counterclockwise)
Specifikováním os X, Y, Z v režimu kruhové interpolace je
pohyb obráběcího nástroje řízen po šroubovici. Tento režim
interpolace se používá pro obrábění závitů pomocí
závitovacího nástroje.
By specifying X-, Y-, Z-axes in the circular interpolation mode,
the cutting tool movement is controlled along helix. This
interpolation mode is used to cut threads using a thread cutting
tool.
1. Interpolace po šroubovici v rovině XY 1. Helical interpolation in the XY plane
G17 G02(G03) X_ Y_ Z_ I_ J_ F_ ;
G17 G02(G03) X_ Y_ Z_ R_ F_ ;
2. Interpolace po šroubovici v rovině ZX 2. Helical interpolation in the ZX plane
G18 G02(G03) X_ Z_ Y_ I_ K_ F_ ;
G18 G02(G03) X_ Z_ Y_ R_ F_ ;
3. Interpolace po šroubovici v rovině YZ 3. Helical interpolation in the YZ plane
G19 G02(G03) Y_ Z_ X_ J_ K_ F_ ;
G19 G02(G03) Y_ Z_ X_ R_ F_ ;
• X, Y, Z .................................. Koncový bod interpolace po šroubovici End point of helical interpolation
• I, J, K.................................... Vzdálenost a směr z počátečního bodu
interpolace po šroubovici do středu
Distance and direction from the start point of
helical interpolation to the center
• R .......................................... Poloměr interpolace po šroubovici Radius for helical interpolation
• F........................................... Rychlost posuvu Feedrate
2 POZNÁMKA 2 NOTE
1. Směr šroubovice (po směru hodinových ručiček/proti směru
hodinových ručiček) je stanoven při pohledu od nástroje k obrobku.
2. V režimu interpolace po šroubovici je korekce poloměru nástroje
platná pouze pro oblouk.
3. V bloku, ve kterém je specifikována interpolace po šroubovici, není
povoleno zadávat korekci polohy nástroje a korekci délky nástroje.
4. Příkaz F specifikuje rychlost posuvu podél kruhového oblouku.
Protože skutečná rychlost posuvu se liší od rychlosti posuvu
uvedené v programu kódem F, nesmí rychlost posuvu v lineární
ose, kterou lze vypočítat podle následujícího vzorce, překročit
omezení stroje.
1. Direction of helix (clockwise/counterclockwise) is determined as
viewed from tool to workpiece.
2. In the helical interpolation mode, the tool radius offset is valid only
for an arc.
3. In the block where the helical interpolation is specified, it is not
allowed to specify the tool position offset and the tool length offset.
4. F specifies the feedrate along the arc. Since the actual feedrate
differs from the feedrate specified by F in the program, the feedrate
along a linear axis, which can be calculated as the following
formula, must not exceed the machine limit.
Z
Dráha nástroje
Tool Path
Délka lineární osy
Length of Linear Axis
XY
Délka kruhového
oblouku
Length of
Circular Arc
Rychlost posuvu
Feedrate
Page 72

FUNKCE G
+Y
−30 30
30
30
+X
5
6
3 7
4
1
8
2
M60 × P2.0
30
φ
30
+Z
−Z
Z0
Nástroj k řezání závitů (stoupání 2.0 mm)
Výběh: 2 mm
Geometrická poloha řezného nástroje
Thread Cutting Tool (Pitch 2.0 mm)
Relief: 2 mm
Locus of the Cutting Tool
12
6
1
2
3
4
5
6
7
8
9
10
11
12
a
b
c
θ
1
2
3
4
5
0
6
7
89
10
11
12
1
2
a
b
c
3
4
5
9
7
8
10
11
0
πD
θ:
L:
D:
tan θ =
L
π•D
Úhel stoupání (stupně)
Stoupání (mm)
Průměr závitu (mm)
Lead Angle (Degree)
Lead (mm)
Thread Diameter (mm)
52
G FUNCTIONS
Příklad: Example:
O0001;
N1;
G90 G00 G54 X0 Y0;............................................a
G43 Z30.0 H1 S1590 T2;
M03;
Z−30.0;
G01 G41 X12.0 Y−18.0 D1 F80;...........................b
G03 X30.0 Y0 Z−29.7 R18.0; ...............................c
0.0 Z−27.7;................................................d - g
I−3
X12.0 Y18.0 Z−27.4 R18.0; ..................................h
G00 G40 X0 Y0;
:
<Úhel stoupání> <Lead angle>
Jak je znázorněno na obrázku níže, pokud je trojúhelník “ABC”
navinutý okolo válce, šikmá čára bude tvořit křivku, která se
nazývá šroubovice. Jestliže je vytvořena drážka s
trojúhelníkovým nebo čtvercovým řezem podél spirály a,
vzniká krok. ∠cab = θ trojúhelníku abc, který tvoří spirálu
tohoto kroku, se nazývá úhel stoupání. Pro hladké obrobení
závitu musí mít pohyby c - h výše stejný úhel, jako je úhel
stoupání. Úhel stoupání závitu je vypočítán podle
As shown below, when triangle abc is wound around a cylinder,
the oblique line of the triangle forms a curve, which is called
helix. If a groove having the section of triangle or square is
created along the helix, it forms the tread. ∠cab = θ of triangle
abc to form the helix of this tread is called the lead angle. In
order to cut the tread smoothly, movements c - h above must
have the same lead angle. Lead angle can be calculated as
the following formula:
následujícího vzorce:
1) aDb 1) aDb
<Poloměr oblouku najetí> <Approach Arc Radius>
Poloměr najetí oblouku musí splňovat následující
podmínky.
Poloměr nástroje < r (poloměr oblouku najetí) < Poloměr
obrábění
The radius of the approach arc must satisfy the following
conditions.
Tool radius < r (approach arc radius) < Machining radius
Page 73

FUNKCE G
+Y
−30
30−30
30
+X
5
6
3 7
4
1
2
(X12.0, Y0)
(X12.0, Y−18.0)
Coordinate Values
of the Center of
Approach Arc
Hodnota
souřadnic středu
oblouku najetí
G FUNCTIONS
53
Přiřazením poloměru nástroje 15 mm a poloměru obrábění
30 mm k nerovnoměrnosti výše, lze obdržet následující.
By entering tool radius 15 mm and machining radius 30 mm
to the inequality above, the following can be obtained.
15 < r < 30 15 < r < 30
Odtud r = 18 mm. From this, r = 18 mm.
<Hodnoty souřadnic počátečního bodu poloměru
oblouku najetí>
Pokud vnitřní úhel oblouku najetí bude příliš velký, bude
najíždění trvat dlouho. Naopak, pokud bude vnitřní úhel
příliš malý, nástroj může kolidovat s obráběným čelem.
Pokud vezmeme tyto informace v úvahu, vnitřní úhel
oblouku najetí je stanoven na 90°.
Hodnoty souřadnic středu oblouku najetí se vypočítávají
pomocí poloměru najetí a poloměru obrábění; X12.0, Y0.
Hodnoty souřadnice počátku b jsou pak vypočteny jako
X12.0, Y−18.0.
<Coordinate Values of Approach Arc Radius Start
Point>
If the inside angle of the approach arc is too large,
approach motion will take a time. Conversely, if it is too
small, the tool may interfere with the face to be machined.
Taking these into consideration, the inside angle of the
approach arc is determined to be 90°.
The coordinate values of the center of the approach arc are
calculated using the approach radius and the machining
radius; X12.0, Y0. The coordinate values of the start b are
then calculated as X12.0, Y−18.0.
2) bDc 2) bDc
Stoupání oblouku najetí> <Lead in Approach Arc>
<
Pokud má být obrábění závitu provedeno plynule, musí
úhel stoupání v oblouku najetí odpovídat úhlu stoupání
obráběného závitu.
Poloměr obrábění: rozteč (stoupání) = poloměr oblouku
najetí: L (stoupání)
Protože “poloměr obrábění = 30 mm”, “rozteč = 2 mm”, a
“poloměr oblouku najetí = 18 mm”,
To execute thread cutting smoothly, the lead angle within
the approach arc must match the lead angle of the thread
to be cut.
Machining radius : Pitch (Lead) = Approach arc radius : L
(Lead)
Since “machining radius = 30 mm”, “pitch = 2 mm”, and
“approach arc radius = 18 mm”,
30 : 2 = 18 : L 30 : 2 = 18 : L
Podle toho je hodnota L získána takto: Accordingly, value L is obtained as follows:
L = 1.2 mm L = 1.2 mm
<Vzdálenost přesunu v ose Z během přiblížení> <Z-axis Movement Distance During Approach>
Protože vnitřní úhel oblouku najetí je 90°, oblouk je
kvadrantem. To znamená, že jedna čtvrtina stoupání 1.2
mm na oblouku najetí představuje vzdálenost pohybu v ose
Z během najetí. To znamená, že osa Z se během najetí po
oblouku pohybuje o 0.3 mm bDc. Hodnota souřadnice
Z po dokončení najetí se proto vypočte níže uvedeným
způsobem.
Since the inside angle of the approach arc is 90°, the arc is
a quadrant. This means that one fourth the lead 1.2 mm in
the approach arc is the movement distance of the Z-axis
during approach. That is, the Z-axis moves 0.3 mm during
approach motion along the approach arc bDc. The Z
coordinate value at the completion of approach is therefore
calculated as shown below.
Z: −30.0 + 0.3 = −29.7 Z: −30.0 + 0.3 = −29.7
3) cDdDeDfDg (c
elý kruh) 3) cDdDeDfDg (full circle)
<Vzdálenost pohybu v ose Z> <Z-axis movement distance>
Protože tento pohyb vytváří úplnou kružnici, pohyb v ose Z
se rovná rozteči (stoupání) 2.0 mm.
Since this movement generates a full circle, movement
along the Z-axis equals the pitch (lead), 2.0 mm.
Page 74

FUNKCE G
N =
π•D
1000V
=
= 1590 (min
−1
)
π × 30
1000 × 150
N =
π•D
1000V
=
= 1590 (min
−1
)
π × 30
1000 × 150
54
G FUNCTIONS
Z: −29.7 + 2.0 = −27.7 Z: −29.7 + 2.0 = −27.7
4) gDh 4) gDh
<Stoupání v oblouku odjetí> <Lead in escape arc>
Stoupání v oblouku odjetí je shodné jako v oblouku najetí. The lead in the escape arc is the same as that in the
approach arc.
L = 1.2 mm L = 1.2 mm
<Vzdálenost přesunu v ose Z během odjetí> <Z-axis movement distance during escape>
Vzdálenost pohybu v ose Z během odjetí se rovná této
vzdálenosti během najetí. Proto jedna čtvrtina stoupání v
oblouku odjetí 1.2 mm představuje vzdálenost pohybu v
ose Z během odjetí. Vzdálenost pohybu v ose Z po
oblouku odjetí gDh tak dosahuje hodnoty 0.3 mm.
The Z-axis movement distance during escape is equal to
that during approach. Therefore, one fourth the lead in the
escape arc 1.2 mm is the distance the Z-axis moves during
escape. This Z-axis movement distance during movement
along the escape arc gDh is thus obtained as 0.3 mm.
Z: −27.7 + 0.3 = −27.4 Z: −27.7 + 0.3 = −27.4
<Hodnoty souřadnic koncového bodu oblouku odjetí> <Coordinate values of the end point of escape arc>
Pokud vnitřní úhel oblouku odjetí bude příliš velký, bude
odjíždění trvat dlouho. Naopak, pokud bude vnitřní úhel
příliš malý, nástroj může kolidovat s obráběným čelem.
Pokud vezmeme tyto informace v úvahu, vnitřní úhel
oblouku odjetí je stanoven na 90°.
Střed oblouku odjetí je vzat ve stejném bodě, jako
bod oblouku najetí (X12.0, Y0). Proto jsou
čáteční
po
hodnoty souřadnice koncového bodu h oblouku odjetí
X12.0, Y18.0.
If the inside angle of the escape arc is too large, escape
motion will take a time. Conversely, if it is too small, the tool
may interfere with the face to be machined. Taking these
into consideration, the inside angle of the escape arc is
determined to be 90°.
The center of the escape arc is taken at the same point as
the start point of the approach arc (X12.0, Y0). Therefore,
the coordinate values of the end point h of the escape arc
are X12.0, Y18.0.
+Y
4
30
(X12.0, Y18.0)
8
5
(X12.0, Y0)
Hodnota souřadnic
středu oblouku odjetí
Coordinate Values
of the Center of
Escape Arc
6
−30
3 7
30−30
+X
<Jak vypočítat otáčky vřetena a rychlost posuvu> <How to calculate spindle speed and feedrate>
<Řezné podmínky> <Cutting conditions>
Řezná rychlost 150 m/min
Cutting speed 150 m/min
Posuv hrotu/otáčení vřetena 0.1 mm
Feed of tip/spindle rotation 0.1 mm
Otáčky vřetena: Spindle speed:
N: Otáčky vřetena (min
−1
) N: Spindle speed (min−1)
V: Řezná rychlost (m/min) V: Cutting speed (m/min)
D: Průměr nástroje (mm) D: Tool diameter (mm)
Rychlost posuvu: Feedrate:
Page 75

FUNKCE G
F =
D1
F1(D1 − D2)
=
= 80 (mm/min)
60
159 × (60 − 30)
F1 = f•Z•N
= 0.1 × 1 × 1590
= 159 (mm/min)
F =
D1
F1(D1 − D2)
=
= 80 (mm/min)
60
159 × (60 − 30)
F1 = f•Z•N
= 0.1 × 1 × 1590
= 159 (mm/min)
F =
F1 (D1 + D2)
D1
F =
F1 (D1 + D2)
D1
φD2
+Y
+X
φD1
Workpiece
Obrobek
G FUNCTIONS
F1: Rychlost posuvu na čáře obrábění (mm/min) F1: Feedrate on the cutting line (mm/min)
D1: Průměr závitu (mm) D1: Thread diameter (mm)
D2: Průměr nástroje (mm) D2: Tool diameter (mm)
f: Rychlost posuvu hrotu na otáčku vřetena (mm) f: Tip feedrate per spindle rotation (mm)
Z: Počet hrotů upevněných v řezném nástroji Z: Number of tips mounted in the thread cutting tool
2 POZNÁMKA 2 NOTE
1. Pro vnější závit použijte následující vzorec: 1. For O.D. thread, use the following formula:
55
2. Hodnoty získané výše jsou pouze pro referenční účely. Vhodné
řezné podmínky, otáčky vřetena a rychlost posuvu stanovte podle
informací v katalozích výrobců nástrojů a technických
dokumentech.
2. The values obtained above are only for reference purpose.
Determine the appropriate cutting conditions, spindle speed, and
feedrate by referring to the tool manufacturers' catalogs and
technical documents.
2-6 G02 Spirálová interpolace/kónická interpolace (ve směru hodinových ruček), G03 Spirálová
interpolace/kónická interpolace (proti směru hodinových ruček) G02 Spiral Interpolation/Conical Interpolation (Clockwise), G03 Spiral Interpolation/Conical Interpolation (Counterclockwise)
Spirálovou interpolaci lze zadat příkazem pro kruhovou
interpolaci společně s počtem otáček nebo přírůstkem/
úbytkem poloměru na otáčku. Kónickou interpolaci lze zadat
určením spirálové interpolace společně s pohybem další osy,
spřírůstkem/úbytkem polohy na této další ose na otáčku
spirály.
Spiral interpolation can be specified by the circular interpolation
command together with the number of rotations or the
increment/decrement of the radius per rotation. Conical
interpolation can be specified by specifying spiral interpolation
together with an additional axis of movement as well as the
increment/decrement of the position on the additional axis per
spiral rotation.
Page 76

FUNKCE G
56
G FUNCTIONS
<Spirálová interpolace> <Spiral Interpolation>
+ Y
+ X
1. Spirálová interpolace v rovině XY 1. Spiral interpolation in the XY plane
G17 G02(G03) X_ Y_ I_ J_ Q_ L_ F_ ;
2. Spirálová interpolace v rovině ZX 2. Spiral interpolation in the ZX plane
G18 G02(G03) Z_ X_ K_ I_ Q_ L_ F_ ;
3. Spirálová interpolace v rovině YZ 3. Spiral interpolation in the YZ plane
G19 G02(G03) Y_ Z_ J_ K_ Q_ L_ F_ ;
• X, Y, Z .................................. Souřadnice koncového bodu spirály The end point coordinate of the spiral
• I, J, K.................................... Vzdálenost a směr z počátečního bodu do
středu spirály
• Q .......................................... Přírůstek/úbytek poloměru na otáčku (jako
hodnota poloměru)
• L ........................................... Počet otáček (kladná hodnota bez desetinné
tečky)
The distance and the direction from the start
point to the center of the spiral
The increment/decrement of the radius per
rotation (as a radius value)
The number of rotations (positive value
without a decimal point)
• F........................................... Rychlost posuvu The feedrate
2 POZNÁMKA 2 NOTE
1. Obecně řečeno, specifikujte buď přírůstek/úbytek poloměru
(Q) nebo počet otáček (L). Vynechaná hodnota (přírůstek/
úbytek poloměru (Q) nebo počet otáček (L)) se automaticky
vypočítá pomocí zadané hodnoty.
2. Pokud zadáte jak přírůstek/úbytek poloměru (Q), tak počet
otáček (L), ale jejich hodnoty si budou vzájemně odporovat,
bude mít přednost přírůstek/úbytek poloměru (Q).
3. Specifikujte počet otáček (L) jako kladnou hodnotu bez
desetinné tečky. Pokud například chcete specifikovat čtyři
otáčky plus 90°, zaokrouhlete hodnotu nahoru na pět a zadejte
“L5”.
1. Generally, specify either the increment/decrement of the radius
(Q) or the number of rotations (L). The omitted value
(increment/decrement of the radius (Q) or number of rotations
(L)) is automatically calculated using the other specified
values.
2. If both the increment/decrement of the radius (Q) and the
number of rotations (L) are specified but their values contradict
each other, the increment/decrement of the radius (Q) takes
precedence.
3. Specify the number of rotations (L) as a positive value without
a decimal point. For example, to specify four rotations plus 90°,
round the value up to five and specify “L5”.
Page 77

Příklad: Example:
G90 G02 X0 Y-30.0 I0 J-100.0
Q-20.0
L4
F300.;
G91 G02 X0 Y-130.0 I0 J-100.0
Q-20.0
L4
F300.;
Níže uvedená dráha se programuje pomocí absolutních
a přírůstkových hodnot, a to následujícím způsobem.
120
100
- 20
- 20
- 40
- 60
- 80
- 100
- 120
Y
80
60
40
20
X
20
40
60
120
80
100
- 120
- 100
20. 20.
- 60
- 80
- 40
The path indicated below is programmed with absolute
and incremental values as follows.
Počáteční bod (X,Y)
Start point (X,Y)
Koncový bod (X,Y)
End point (X,Y)
Vzdálenost od středu (I, J)
Distance to the center (I, J)
Přírůstek nebo úbytek poloměru (Q)
Radius increment or decrement (Q)
Počet otáček (L)
Number of rotations (L)
1. Pomocí absolutních hodnot 1. With absolute values
FUNKCE G
G FUNCTIONS
: (0, 100.0)
: (0, -30.0)
: (0, -100.0)
: -20.0
: 4
57
2. Pomocí přírůstkových hodnot 2. With incremental values
<Kónická interpolace> <Conical interpolation>
+Z
+Y
+X
1. Konická interpolace v rovině XY 1. Conical interpolation in the XY plane
G17 G02(G03) X_ Y_ I_ J_ Z_ Q_ (L_ K_ ) F_ ;
2. Konická interpolace v rovině ZX 2. Conical interpolation in the ZX plane
G18 G02(G03) Z_ X_ K_ I_ Y_ Q_ (L_ J_ ) F_ ;
3. Konická interpolace v rovině YZ 3. Conical interpolation in the YZ plane
G19 G02(G03) Y_ Z_ J_ K_ X_ Q_ (L_ I_ ) F_ ;
• X, Y, Z .................................. Souřadnice koncového bodu kužele The end point coordinate of the cone
• I, J, K.................................... a Dvě znich určují vzdálenost a směr od
• Q .......................................... Přírůstek/úbytek poloměru na otáčku kužele
počátečního bodu ke středu kužele.
b Zbývající hodnota určuje přírůstek/úbytek
výšky připadající na jednu otáčku spirály.
Vrovině XY a: I, J b: K
Vrovině ZX a: K, I b: J
Vrovině YZ a: J, K b: I
(jako hodnota poloměru)
a Two of these specify the distance and the
direction from the start point to the center of
the cone.
b The other one specifies the increment/
decrement of the height per spiral rotation.
In the XY plane a : I, J b : K
In the ZX plane a : K, I b : J
In the YZ plane a : J, K b : I
The increment/decrement of the radius per
conical rotation (as a radius value)
Page 78

58
G17 G02(G03) X_Y_I_J_Z_
K_
Q_
L_
F_;
G17 G02(G03) X_Y_I_J_Z_
K_
Q_
L_
F_;
+Z
+X
-Y
25.0 25.0
25.0
(0,-37.5,62.5)
25.0
100.0
- 100.0
: (100.0, 0)
: (-37.5, 0)
: (-100.0, 0)
: -25.0
: 25.0
: 3
Start point (X,Y)
End point (X,Y)
Distance to the center (I, J)
Radius increment or decrement (Q)
Height increment or decrement (K)
Number of rotations (L)
Počet otáček (L)
Počáteční bod (X,Y)
Koncový bod (X,Y)
Vzdálenost od středu (I, J)
Přírůstek nebo úbytek poloměru (Q)
Přírůstek nebo úbytek výšky (K)
G91 G02 X-137.5 Y0 Z62.5 I-100.0 J0
K25.0
Q-25.0
L3
F300.;
FUNKCE G
G FUNCTIONS
• L ........................................... Počet otáček (kladná hodnota bez desetinné
tečky)
• F........................................... Rychlost posuvu (tečná rychlost po lineární
ose)
The number of rotations (positive value
without a decimal point)
Feedrate (tangential velocity about the linear
axis)
2 POZNÁMKA 2 NOTE
1. Obecně se zadává jedna z hodnot přírůstku/úbytku výšky (I, J,
K), přírůstku/úbytku poloměru (Q) nebo počtu otáček (L).
Příklad: V rovině XY zadejte jednu z hodnot K_, Q_ nebo L_. Example: In the XY plane, specify one of K_, Q_, or L_.
Vynechané hodnoty (buď přírůstek/úbytek výšky (I, J, K),
přírůstek/úbytek poloměru (Q) nebo počet otáček (L)) budou
automaticky vypočteny na základě zadaných hodnot.
2. Pokud zadáte jak přírůstek/úbytek poloměru (Q), tak počet
otáček (L), ale jejich hodnoty si budou vzájemně odporovat,
bude mít přednost přírůstek/úbytek poloměru (Q).
3. Pokud zadáte jak přírůstek/úbytek výšky (I, J, K), tak počet
otáček (L), ale jejich hodnoty si budou vzájemně odporovat,
bude mít přednost přírůstek/úbytek výšky (I, J, K).
4. Pokud zadáte jak přírůstek/úbytek poloměru (Q), tak přírůstek/
úbytek výšky (I, J, K), ale jejich hodnoty si budou vzájemně
odporovat, bude mít přednost přírůstek/úbytek poloměru (Q).
5. Specifikujte počet otáček (L) jako kladnou hodnotu bez
desetinné tečky. Pokud například chcete specifikovat čtyři
otáčky plus 90°, zaokrouhlete hodnotu nahoru na pět a zadejte
“L5”.
Příklad: Example:
Níže uvedená dráha se programuje pomocí absolutních a
přírůstkových hodnot, a to následujícím způsobem.
1. Generally, specify one of the increment/decrement of the
height (I, J, K), the increment/decrement of the radius (Q), or
the number of rotations (L).
The omitted values (among the increment/decrement of the
height (I, J, K), the increment/decrement of the radius (Q), and
the number of rotations (L)) are automatically calculated using
the other specified values.
2. If both the increment/decrement of the radius (Q) and the
number of rotations (L) are specified but their values contradict
each other, the increment/decrement of the radius (Q) takes
precedence.
If both the increment/decrement of the height (I, J, K) and the
3.
number of rotations (L) are specified but their values contradict
each other, the increment/decrement of the height (I, J, K)
takes precedence.
4. If both the increment/decrement of the radius (Q) and the
increment/decrement of the height (I, J, K) are specified but
their values contradict each other, the increment/decrement of
the radius (Q) takes precedence.
5. Specify the number of rotations (L) as a positive value without
a decimal point. For example, to specify four rotations plus 90°,
round the value up to five and specify “L5”.
The path indicated below is programmed with absolute and
incremental values as follows.
1. Pomocí absolutních hodnot 1. With absolute values
2. Pomocí přírůstkových hodnot 2. With incremental values
G90 G02 X-37.5 Y0 Z62.5 I-100.0 J0
K25.0
Q-25.0
L3
F300.;
Page 79

FUNKCE G
1
2
'
1
a :
a' :
b :
Base Circle
Start point
Present position
Contact point of the tangent drawn from point a' to the base circle
Involute curve is the set of point a'
which satisfies “arc ab = Line a'b”.
Počáteční bod
Současná poloha
Bod dotyku tečny vykreslené z bodu a' k základní
kružnici. Evolventa je množina bodů a',
která splňuje podmínku “arc ab = Line a'b”.
Základní kružnice
G FUNCTIONS
2-7 G02.2 Evolventní interpolace (ve směru hodinových ruček), G03.2 Evolventní interpolace (proti
směru hodinových ruček) (volitelná)
G02.2 Involute Interpolation (Clockwise), G03.2 Involute Interpolation (Counterclockwise) (Option)
1. Evolventní interpolace v rovině XY 1. Involute interpolation on XY plane
G17 G02.2(G03.2) X_ Y_ I_ J_ R_ F_ ;
2. Evolventní interpolace v rovině ZX 2. Involute interpolation on ZX plane
G18 G02.2(G03.2) X_ Z_ I_ K_ R_ F_ ;
3. Evolventní interpolace v rovině YZ 3. Involute interpolation on YZ plane
G19 G02.2(G03.2) Y_ Z_ J_ K_ R_ F_ ;
• X, Y, Z .................................. Koncový bod evolventní interpolace End point of involute interpolation
• I, J, K.................................... Vzdálenost a směr od počátečního bodu
evolventy ke středu základní kružnice
• R .......................................... Poloměr základní kružnice Radius of the base circle
• F........................................... Rychlost posuvu Feedrate
Distance and direction from the start point of
the involute curve to the center of the base
circle
59
2 POZNÁMKA 2 NOTE
1. Směr otáčení (odvalování) evolventy (G02.2, G03.2) je stanoven
2. Počáteční a koncové body evolventní křivky uvnitř 100 obrátek od
3. V režimu G02.2 nebo G03.2 bude v následujících případech
4. Kódy G, které lze specifikovat v režimu evolventní interpolace, jsou
5. V režimu evolventní interpolace není možné používat interpolaci
6. Evolventní interpolace může být specifikována v následujících
7. Evolventní interpolace nemůže být specifikována v následujících
1. Rotation direction of the involute curve (G02.2, G03.2) is
při pohledu na evolventu od kladné strany osy, která není součástí
vybrané roviny interpolace k záporné straně. V rovině XY (G17) je
“po směru hodinových ručiček” při pohledu od kladné strany osy Z
k záporné straně definováno jako G02.2.
bodu, kde evolventní křivka začíná.
signalizován alarm:
• Není specifikován koncový bod. • The end point is not specified.
• Není specifikován žádný příkaz I, J nebo K. • None of I, J, and K is specified.
• Je specifikován příkaz A (I0, J0, K0), který lokalizuje počáteční
bod a střed základní kružnice ve stejné poloze.
•Počáteční nebo koncový bod leží na základní kružnici. • Either the start or end point lies in the base circle.
• R není stanoveno. • R is not specified.
•R ≤ 0•R ≤ 0
následující:
G04, G10, G17, G18, G19, G65, G66, G67, G90, G91 G04, G10, G17, G18, G19, G65, G66, G67, G90, G91
po šroubovici (G02, G03) a změnu měřítka (G51).
režimech:
G41, G42, G51, G51.1, G68 G41, G42, G51, G51.1, G68
režimech:
G41.1 (G151), G42.1 (G152), G07.1 (G107), G12.1, G16, G72.1 G41.1 (G151), G42.1 (G152), G07.1 (G107), G12.1, G16, G72.1
determined by viewing the involute curve from the positive side of
the axis which is not included in the selected interpolation plane to
the negative side. On the XY (G17) plane, for example, clockwise
direction viewing from the positive side of the Z-axis to the
negative side is defined as G02.2.
2. The start and end points of the involute curve must be taken within
100 turns from the point where the involute curve starts.
3. In the G02.2 or G03.2 mode, an alarm occurs in the following
cases:
• A command (I0, J0, K0) which locates the start point and the
base circle center at the same position is specified.
4. The G codes which can be specified in the involute interpolation
mode are as follows:
5. In the involute interpolation mode, helical interpolation (G02, G03)
and scaling (G51) are not possible.
The involute interpolation can be specified in the following modes:
6.
7. The involute interpolation cannot be specified in the following
modes:
Page 80

FUNKCE G
(10.0, 94.248)
(50.0, 94.248)
(10.0, 0)(−10.0, 0)
1
1
2
3
+Y
+X
(X, Y)
Základní kružnice (Poloměr: 10 mm)
Base Circle (Radius: 10 mm)
60
G FUNCTIONS
Příklad: Example:
a: Počáteční bod evolventy a: Start point of involute curve
b: Koncový bod evolventy b: End point of involute curve
a' b = jeden a půl otáčky základní kružnice a' b = one and a half turn of the base circle
a' b = (průměr × π) × 1.5 = 20 × π × 1.5 = 94.248 a' b = (diameter × π) × 1.5 = 20 × π × 1.5 = 94.248
O0001;
N1;
G90 G00 G54 X_ Y_ ;
G43 Z30.0 H1 S800 T2;
M03;
X−10.0 Y0; ............................................................a
G01 Z−5.0 F50;
G02.2 X10.0 Y94.248 I10.0 J0 R10.0 F200;b Obrábění b podél evolventy s
rychlostí posuvu 200 mm/min
Cutting to b along the involute
curve at a feedrate of 200 mm/min
G01 X50.0; ...........................................................c
:
2-8 G02.3 Exponenciální interpolace (ve směru hodinových ruček), G03.3 Exponenciální interpolace
(proti směru hodinových ruček) (volitelná)
G02.3 Exponential Interpolation (Clockwise), G03.3 Exponential Interpolation (Counterclockwise)
(Option)
Je-li určena exponenciální interpolace, mění se otáčení
obrobku exponenciálně vzhledem k posouvání osy otáčení.
Funkce exponenciální interpolace provádějí také lineární
interpolaci vzhledem k jiné ose. To umožňuje udržování
konstantního úhlu šroubovice. Tato funkce je nejvhodnější
k drážkování pomocí nástrojů, jakými jsou kuželové čelní frézy,
a k broušení.
Lineární osu a osu otáčení, ve kterých se exponenciální
interpolace provádí, nastavte předem pomocí níže uvedených
parametrů.
Č. 5641: Lineární osa (X) No. 5641: Linear axis (X)
Č. 5642: Osa otáčení (C) No. 5642: Rotary axis (C)
When exponential interpolation is specified, the rotation of the
workpiece is changed exponentially with respect to movement
on the rotary axis. The exponential interpolation functions also
perform linear interpolation with respect to another axis. This
enables the helix angle to be kept constant. This function is
best suited to grooving with tools such as taper end mills and to
grinding.
Set the linear axis and the rotary axis on which exponential
interpolation is executed in the parameters below in advance.
Page 81

2 POZNÁMKA 2 NOTE
r:
U:
X:
I:
B:
J:
r:
U:
X:
I:
B:
J:
Diameter of left end
Excess length
Amount of travel along the linear axis
Taper angle
Groove bottom taper angle
Helix angle
Průměr levého konce
Přebytečná délka
Velikost dráhy podél lineární osy
Úhel kužele
Úhel zkosení dna drážky
Úhel šroubovice
FUNKCE G
G FUNCTIONS
61
Nejsou-li lineární osa a osa otáčení, ve kterých se exponenciální
interpolace provádí, nastaveny nebo jsou-li nastaveny nesprávně, je
signalizován alarm (č. PS5065).
When the linear axis and rotary axis on which exponential interpolation
is to be executed are not set or are incorrectly set, an alarm (No.
PS5065) occurs.
2 POZNÁMKA 2 NOTE
Vpředchozím obrázku je osa B nakloněna pod úhlem 90° In the figure above, B-axis is tilted at 90°
G02.3(G03.3) X_ Y_ Z_ I_ J_ K_ R_ F_ Q_ ;
• X, Y, Z .................................. Určení koncového bodu pomocí absolutních
nebo přírůstkových hodnot
• I ............................................ Úhel kužele
Programovatelný rozsah (ve stupních): ±1
až ±89
Minimální jednotka příkazu (stupně): 0.001
• J ........................................... Úhel šroubovice
Programovatelný rozsah (ve stupních): ±1
až ±89
Minimální jednotka příkazu (stupně): 0.001
• K........................................... Dělitel lineární osy pro exponenciální
interpolaci (hodnota rozpětí)
(parametr č. 5630#0 = 1)
2 POZNÁMKA
Specifying an end point with an absolute or
incremental values
Taper angle
Programmable range (degrees): ±1 to ±89
Minimum command unit (degrees): 0.001
Helix angle
Programmable range (degrees): ±1 to ±89
Minimum command unit (degrees): 0.001
Divisor of the linear axis for exponential
interpolation (span value)
(parameter No. 5630#0 = 1)
2 NOTE
1. Je-li pro parametr č. 5630#0 nastavena
hodnota “0”, je dělitel určen v parametru č.
5643.
2. Není-li určena adresa K, je jako platná
hodnota nastavena hodnota určená
v parametru č. 5643.
• R .......................................... Konstantní hodnota pro exponenciální
interpolaci
2 POZNÁMKA
Konstanta R se získává za použití následujícího
výrazu.
R = r / 2 − U ∗ tan (I)
1. When “0” is set for parameter No. 5630#0, the
divisor is specified in parameter No. 5643.
2. If address K is not specified, the value
specified in parameter No. 5643 becomes
valid.
Constant value for exponential interpolation
2 NOTE
The constant R is obtained by using the following
expression.
R = r / 2 − U ∗ tan (I)
• F........................................... Počáteční rychlost posuvu Initial feedrate
• Q .......................................... Rychlost posuvu v koncovém bodu Feedrate at the end point
7 UPOZORNĚNÍ 7 CAUTION
Dělitel lineární osy pro exponenciální interpolaci (hodnota
rozpětí) ovlivňuje přesnost profilu. Je-li však nastavena
příliš malá hodnota, může se stroj během interpolace
zastavovat. Snažte se určovat optimální hodnotu rozpětí
v závislosti na typu použitého stroje.
The divisor of the linear axis for exponential interpolation
(span value) affects profile accuracy. However, if an
excessively small value is set, the machine may stop
during interpolation. Try to specify an optimal span value
depending on the machine being used.
Page 82

FUNKCE G
62
G FUNCTIONS
2 POZNÁMKA 2 NOTE
1. Profil obrábění a znaménko úhlu kužele I mají následující
vzájemné vztahy.
Zvyšující se při směru dráhy doprava: kladná hodnota Up in travel toward the right: positive value
Snižující se při směru dráhy doprava: záporná hodnota Down in travel toward the right: negative value
1. The machining profile and the sign of taper angle I have the
following relationships.
2. Znaménko úhlu šroubovice J se přiřazuje způsobem znázorněným
na ilustraci.
2. The sign of the helix angle J is assigned as illustrated.
Page 83

FUNKCE G
Xs
G FUNCTIONS
63
3. Pohyb ve směru osy se provádí jako lineární interpolace
v jednotkách odpovídajících hodnotě získané vydělením velikosti
dráhy pohybu ve směru osy X hodnotou rozpětí (adresy K).
úhel otočení
rotary angle
4. I když je nastaven režim exponenciální interpolace, v následujících
případech se provádí lineární interpolace.
• Není-li zadána lineární osa, která má být určena v parametru č.
5641, nebo je-li velikost dráhy pohybu v lineární ose rovna 0.
• Je-li zadána rotační osa, která je určena v parametru č. 5642. • When the rotary axis specified in parameter No. 5642 is
• Má-li dělitel použitý pro lineární osu (velikost rozpětí) hodnotu 0. • When the divisor for the linear axis (span value) is 0.
5. V režimu exponenciální interpolace nelze používat funkce korekce
nástroje.
3. A movement on an axis is executed as linear interpolation in units
of a value obtained by dividing the movement on the X-axis by the
span value (address K).
(lineární osa)
(linear axis)
4. Even when the exponential interpolation mode is set, linear
interpolation is performed in the following cases.
• When the linear axis specified in parameter No. 5641 is not
specified, or the amount of movement on the linear axis is 0.
specified.
5. The tool offset functions cannot be used in the exponential
interpolation mode.
Příklad: Example:
N1;
G00 G90 G54 X0 Y0;
M69;
B90.0;
M68;
G43 Z100.0 H1 S1000 M03;
G90 G01 X5.0 Z1.575 F200; .................................... Umístění do počátečního bodu osy ZPositioning to the Z-axis start point
5Počáteční bod na ose Z se získává
za použití následujícího výrazu.
Počáteční bod na ose Z = tan (B) ∗
Xs + Z (0)
G02.3 X25.0 Z2.273 I3.0 J−45.0 K1.0 R1.238;........ Režim exponenciální interpolace je
5The start point on the Z-axis is
obtained by using the following
expression.
Start point on Z-axis = tan (B) ∗ Xs +
Z (0)
Exponential interpolation mode ON
zapnut
• I3.0.............. Úhel kužele Taper angle
Page 84

64
=
Otáčky vřetena (min
−1
)
60 (s)
t (s)
FUNKCE G
G FUNCTIONS
•J−45.0 ......... Úhel
• K1.0............. Dělitel
• R1.238 ........ Konstantní
5Koncový bod na ose Z se získává za
použití následujícího výrazu.
Koncový bod na ose Z = tan (B) ∗ Xe
+ Z (0)
G00 Z100.0;
G91 G28 Z0 M05;
M30
2-9 G04 Pozastavení vykonávání programu (Prodleva)
G04 Suspending Program Execution (Dwell)
Kód G04 se použije pro zarovnávání nebo vyvrtávání.
Zadáním kódu G04 na dně otvoru se zastaví pohyb v ose.
Otočením vřetena o jednu otáčku se zlepší přesnost ve dně
otvoru a eliminuje se podříznutá část.
G04 is used for spot facing or boring operation. By specifying
G04 at the bottom of the hole, axis movement stops. By
rotating the spindle one turn, the accuracy at the hole bottom is
improved and undercut portion is eliminated.
šroubovice
(hodnota
rozpětí)
lineární osy
hodnota pro
exponenciální
interpolaci
Helix angle
Divisor (span
value) of the
linear axis
Constant
value for
exponential
interpolation
5The end point on the Z-axis is
obtained by using the following
expression.
End point on Z-axis = tan (B) ∗ Xe +
Z (0)
G04 P_ ;
G04 X_ ;
• P........................................... Doba, po kterou je vykonávání programu
pozastaveno.
Určuje adresu P v jednotkách 0.001 s bez
desetinné tečky.
P1000: 1 s.
2 POZNÁMKA
Není povoleno používat desetinnou tečku pro
adresu P.
• X........................................... Doba, po kterou je vykonávání programu
pozastaveno.
Určuje adresu X pomocí hodnoty s
desetinnou tečkou.
<S desetinnou tečkou>
X1.0: 1 s.
<Bez desetinné tečky>
X1: 0.001 s.
The period in which the program execution
is suspended.
Specify address P in units of 0.001 sec
without a decimal point.
P1000: 1 sec.
2 NOTE
It is not allowed to use a decimal point for address
P.
The period in which the program execution
is suspended.
Specify address X using a value with a
decimal point.
<With a decimal point>
X1.0: 1 sec.
<Without a decimal point>
X1: 0.001 sec.
2 POZNÁMKA 2 NOTE
1. Při pozastavení vykonání programu pomocí G04 na libovolném
místě, například na dně otvoru, zadejte čas, který umožní vřetenu
provést jednu otáčku. Pokud se vřeteno otáčí příliš dlouho,
zatímco řezný nástroj setrvává ve styku s obrobkem, zkrátí se
výrazně životnost nástroje a také se zhorší přesnost stroje.
2. Programovatelná prodleva: 0.001 až 99999.999 s. 2. Programmable range of dwell period: 0.001 to 99999.999 (sec)
3. Kód G04 platí pouze ve specifikovaném bloku. 3. The G04 command is valid only for the specified block.
4. Vypočtěte čas na otáčku vřetena pomocí následujícího vzorce. 4. Calculate the time per spindle rotation using the following equation.
1. When suspending program execution by G04 at any places such
as the hole bottom, specify the time which may allow the spindle to
make one rotation. If the spindle is rotated too long while the
cutting tool is in contact with the workpiece, it will shorten the tool
life as well as deteriorate the machining accuracy.
5Pokud za kódem G04 není stanoven parametr P ani X, výkon
bude stejný jako v případě G09.
t (sec)
=
60 (sec)
Spindle speed (min
−1
)
5When neither P nor X is specified after G04, the performance
becomes the same as with G09.
Page 85

2-10 G06.2 Interpolace NURBS
G06.2 NURBS Interpolation
FUNKCE G
G FUNCTIONS
65
Mnohé počítačem podporované konstrukční systémy (CAD)
používané ke konstrukci kovových matric pro automobily a
letadla používají k vyjádření tvarovaných nebo zakřivených
povrchů model (NURBS) non-uniform rational B-spline nerovnoměrná racionální kubická interpolace pro vyhlazování
křivek B. Tato funkce umožňuje vyjádření křivek pomocí
NURBS specifikovat přímo do jednotky řídícího NC systému.
To poskytuje následující výhody.
• Žádná chyba způsobená aproximací křivky NURBS pomocí
malých úseček.
•Krátká část programu. • Short part program.
• Žádné zlomy mezi bloky, když jsou vysokou rychlostí
prováděny malé bloky.
• Není nutný vysokorychlostní přenos z hostitelského počítače
do jednotky řídícího NC systému.
Maximální počet os, se kterými může být interpolace NURBS
použita, je pět (včetně dvou os rotace). To umožňuje provádět
interpolaci NURBS zahrnující tři základní osy (X, Y a Z) a dvě
osy rotace současně; což znamená, že boční plocha obrobku
může být při 5osém obrábění obrá
<Postup pro tvorbu programů pomocí interpolace
NURBS>
CAD (konstrukce kovové matrice)
běna velmi hladce.
5Zakřivený povrch kovové matrice je vyjádřen pomocí křivky
NURBS.
Many computer-aided design (CAD) systems used to design
metal dies for automobiles and airplanes utilize the
non-uniform rational B-spline (NURBS) model to express the
sculptured or curved surfaces of the metal dies. This function
enables NURBS curve expressions to be directly specified to
the NC unit. This offers the following advantages.
• No error due to approximation of a NURBS curve using small
line segments.
• No break between blocks when small blocks are executed at
high speed.
• No need for high-speed transfer from the host computer to
the NC unit.
The maximum number of axes that NURBS interpolation can
be used with is five (including two rotary axes). This makes it
possible to execute NURBS interpolation involving the three
basic axes (X, Y, Z) and two rotary axes simultaneously, which
means that the side face of a workpiece can be machined quite
smoothly in 5-axis machining.
<Flow for Creating Programs Using NURBS Interpolation>
CAD (designing a metal die)
5A curved surface of a metal die is expressed using a
NURBS curve.
44
CAM (vytvoření části NC programu)
5Části programu jsou vytvářeny po vzetí v úvahu metody
obrábění a korekce nástroje (křivka NURBS).
4 4
Křivka NURBS (řídící bod, váha, uzel) NURBS curve (control point, weight, knot)
CAM (creating an NC part program)
5Part programs are created after taking the machining
method and tool offset into consideration (NURBS curve).
44
Jednotka řídícího NC
systému
Obráběcí stroj
NC unit Machine tool
G06.2[P] K_ X_ Y_ Z_ [B] [C] [R] [F] ;
K_ X_ Y_ Z_ [B] [C] [R] ;
K_ X_ Y_ Z_ [B] [C] [R] ;
K_ X_ Y_ Z_ [B] [C] [R] ;
:
K_ X_ Y_ Z_ [B] [C] [R] ;
K_ ;
:
K_ ;
G01...
• G06.2 ................................... Režim interpolace NURBS je zapnutý NURBS interpolation mode ON
Page 86

66
FUNKCE G
G FUNCTIONS
• P........................................... Řád křivky NURBS
Programovatelný rozsah: P2 až P4
P2: NURBS druhého řádu (prvního stupně)
P3: NURBS třetího řádu (druhého stupně)
P4: NURBS čtvrtého řádu (třetího stupně)
(výchozí nastavení)
2 POZNÁMKA
Pokud je vynecháno nastavení řádu, pro NURBS
se předpokládá čtvrtý řád (třetího stupně).
Rank of NURBS curve
Programmable range: P2 to P4
P2: NURBS with a rank of two (degree of
one)
P3: NURBS with a rank of three (degree of
two)
P4: NURBS with a rank of four (degree of
three) (default setting)
2 NOTE
If the rank setting is omitted, a rank of four
(degree of three) is assumed for NURBS.
• X, Y, Z .................................. Řídící bod Control point
• B, C ...................................... Řídící bod (osy rotace) Control point (rotary axes)
• R .......................................... Váha (váha řídícího bodu programovaného
v jednotlivém bloku)
2 POZNÁMKA
Pokud je vynecháno nastavení váhy, předpokládá
se váha 1.0.
• K........................................... Uzel
2 POZNÁMKA
Specifikujte počet řídících bodů a číslo řádu.
Weight (the weight of a control point
programmed in a single block)
2 NOTE
When the weight setting is omitted, a weight of
1.0 is assumed.
Knot
2 NOTE
Specify the number of control points and the rank
number.
• F........................................... Rychlost posuvu Feedrate
2 POZNÁMKA 2 NOTE
1. Zadáním kódu G ze skupiny 01 jiného než G06.2, například G00,
G01, G02 nebo G03, zrušíte režim interpolace NURBS.
2. Pokud absolutní souřadnice počátečního bodu interpolace NURBS
neodpovídají prvnímu řídicímu bodu, je signalizován alarm (č.
PS5117). Pro zadání přírůstkových hodnot musí být
naprogramováno G06.2 X0 Y0 Z0 K_;.
3. Resetováním během interpolace NURBS se vymaže režimový kód
skupiny 01 a bude zaveden stav specifikovaný v parametru G01
(č. 3402.0).
4. Osy interpolace NURBS musí být specifikovány v prvním bloku.
Nová osa nemůže být specifikována před začátkem následující
křivky NURBS nebo před skončením režimu interpolace NURBS.
5. Dojde-li k pokusu o ruční zásah dokud je nastaven ruční absolutní
režim, je signalizován alarm (č. PS5118).
6. Před specifikováním interpolace NURBS musí být zrušena
korekce nástroje.
7. Pokud adresa K (uzel) plynule nestoupá, je signalizován alarm (č.
PS5116).
8. Je-li řízení středního bodu nástroje (typ 2 (G43.5)) nebo řízení
pozice nástroje specifikováno během interpolace NURBS, je
signalizován alarm (č. PS5421).
9. Specifikujete-li interpolaci NURBS s řízením středního bodu
nástroje (typ 1 (G43.4)), specifikujte nejdříve ří
nástroje (typ 1 (G43.4)) a pak interpolaci NURBS (G06.2).
zení středního bodu
1. Specify a G code of group 01 other than G06.2, such as G00, G01,
G02, or G03, to cancel the NURBS interpolation mode.
2. If the absolute coordinates of the start point of NURBS
interpolation do not match the first control point, an alarm (No.
PS5117) occurs. To specify incremental values, G06.2 X0 Y0 Z0
K_; must be programmed.
3. Resetting during NURBS interpolation will clear the modal code of
group 01 and the state specified in the G01 parameter (No.
3402.0) will be established.
4. The axes of NURBS interpolation must be specified in the first
block. A new axis cannot be specified before the beginning of the
next NURBS curve or before the NURBS interpolation mode ends.
5. If manual intervention is attempted while the manual absolute
mode is set, an alarm (No. PS5118) occurs.
6. Before specifying NURBS interpolation, tool offset must be
canceled.
7. If address K (knot) is not increasing steadily, an alarm (No.
PS5116) occurs.
8. If tool center point control (type 2 (G43.5)) or tool posture control is
specified with NURBS interpolation, an alarm (No. PS5421)
occurs.
9. When specifying NURBS interpolation with tool center point control
(type 1 (G43.4)), specify tool center point control (type 1 (G43.4))
first, then NURBS interpolation (G06.2).
Page 87

Příklad: Example:
FUNKCE G
G FUNCTIONS
67
O0010
:
G43.4 H1 P0;
G06.2 K_ X_ Y_ Z_ B_ C_;
:
K_;
G01 X_ Y_ Z_ B_ C_;
G49;
:
M30;
Příklad: Example:
O0010
:
G43.4 H1 P0;
G06.2 K_ X_ Y_ Z_ B_ C_;
:
K_;
G01 X_ Y_ Z_ B_ C_;
G49;
:
M30;
O2001
N1;
G00 G90 G56 X0 Y0 ;
G43 Z100.0 H10 S2000 M03 ;
G90 G01 Z0 F500 ;
G06.2 K0. X0 Z0;
K0. X30.0 Z10.0;
K0. X70.0 Z10.0;
K0. X130.0 Z−10.0;
K0.5 X170.0 Z−10.0;
K0.5 X200.0 Z0;
K1.0;
K1.0;
K1.0;
K1.0;
G01 Y0.5;
G06.2 K0. X200.0 Z0;
K0. X170.0 Z−10.0;
K0. X130.0 Z−10.0;
K0. X70.0 Z10.0;
K0.5 X30.0 Z10.0;
K0.5 X0 Z0;
K1.0;
K1.0;
K1.0;
Page 88

FUNKCE G
68
G FUNCTIONS
K1.0;
G01 Y0.5;
G00 Z50.0;
G91 G28 Z0 M05;
M30;
2-11 G07 Interpolace s hypotetickou osou
G07 Hypothetical Axis Interpolation
Jsou-li při interpolaci po šroubovici příslušné impulsy rozloženy
pomocí jedné z os kruhové interpolace nastavené jako
hypotetická osa, uskutečňuje se změna rychlosti pohybu druhé
osy se sinusovým průběhem. Tím je umožněna sinusová
interpolace. Je-li například osa X nastavena jako hypotetická
osa v rovině YZ, mění se sinusovým průběhem rychlost
In helical interpolation, when pulses are distributed with one of
the circular interpolation axes set as a hypothetical axis, the
speed of motion of the other axis is changed sinusoidally. This
enables sine interpolation. For example, if the X-axis is set as a
hypothetical axis in the YZ plane, the speed of motion of the
Y-axis is changed sinusoidally.
pohybu osy Y.
G07 α0;..................................................................... Nastavení hypotetické osy Hypothetical axis setting
G07 α1;..................................................................... Zrušení hypotetické osy Hypothetical axis cancelation
2 POZNÁMKA 2 NOTE
1. Určete kteroukoli z řízených os jako osu, která má být nastavena
jako hypotetická osa v příkazu α.
2. Interpolaci s hypotetickou osou zadávejte pouze v přírůstkovém
režimu.
3. Pro hypotetickou osu lze použít také níže uvedené funkce. 3. The functions below can also be applied to the hypothetical axis.
• Vzájemné blokování • Interlock
• Omezení uloženého zdvihu • Stored stroke limit
• Externí zpomalení • External deceleration
•Přerušení ručního posuvu • Handle feed interruption
4. Interpolace s hypotetickou osou je účinná pouze při automatickém
provozu a není účinná při pohybech prováděných při ručním
provozu.
5. V režimu interpolace s hypotetickou osou nelze určovat otáčení
souřadnic.
1. Specify any one of the controlled axes to be set as a hypothetical
axis at α.
2. Specify hypothetical axis interpolation only in the incremental
mode.
4. Hypothetical axis interpolation is effective only in automatic
operation and it is not effective in movements in manual operation.
5. In the hypothetical axis interpolation mode, coordinate rotation
cannot be specified.
Page 89

Příklad: Example:
FUNKCE G
G FUNCTIONS
69
G07 X0;..................................................................... Osa X je nastavena jako
hypotetická osa.
G91 G17 G03 X−20.0 Y0 I−10.0 Z20.0 F100; .......... Osa Y se pohybuje tak, že provádí
sinusovou interpolaci podél osy Z.
The X-axis is set as a hypothetical
axis.
The Y-axis moves by performing
sine interpolation along the Z-axis.
G01 X10.0;
G07 X1;..................................................................... Zrušení hypotetické osy Hypothetical axis cancelation
2-12 G10 Změna souřadnicového systému obrobku naprogramovaným příkazem
G10 Changing Work Coordinate System by Programmed Command
G10 se používá změnou hodnoty korekce pro kódy G54 ž G59
v programu v případě, že počet souřadnicových systémů
obrobku volaných těmito šesti kódy nepostačuje pro
zamýšlenou operaci, například v případě nastavení několika
obrobků.
+Y +Y'
Nový souřadnicový systém G54 definovaný
pomocí G10
New G54 Coordinate System Defined by G10
G10 is used by changing the offset amounts for G54 to G59 in
a program if the number of work coordinate systems called by
these six codes is not sufficient for the intended operation, for
example with a multiple workpiece setup.
+X'
+X
Původní souřadnicový systém G54
Original G54 Coordinate System
G90(G91) G10 L2 P_ X_ Y_ Z_ ;
• L2 ......................................... Zadaná hodnota korekce souřadnicového
systému obrobku
Work coordinate system offset amount input
Page 90

70
+Y
+X
4
+Y
+X
5
+Y
+X
6
+Y
+X
1
+Y
+X
2
+Y
+X
3
G57 G54 G55
G54 G55 G56
100 100 200
120130
Machine Zero Point
Nulový bod stroje
FUNKCE G
G FUNCTIONS
• P........................................... Výběr souřadnicového systému obrobku
G54 - G59
Data posunutí souřadnicového systému
obrobku společná pro G54 až G59
(COMMON)
P1 D G54
P2 D G55
P3 D G56
P4 D G57
P5 D G58
P6 D G59
• X, Y, Z .................................. Hodnoty souřadnice (nulový bod obrobku)
použité pro najetí v souřadnicovém systému
obrobku
2 POZNÁMKA 2 NOTE
1. (G90):
Určené hodnoty souřadnic stanovují nový nulový bod obrobku.
(G91):
Specifikované hodnoty souřadnic se přidají k hodnotám souřadnic
současného nulového bodu obrobku.
2. Příkaz G10 aktualizuje vzdálenost od nulového bodu stroje do
nulového bodu obrobku, který je získán během nastavení. Podle
toho, pokud se nulový bod souřadnicového systému obrobku
změní pomocí příkazu G10, příkazy jsou vykonány v
aktualizovaném souřadnicovém systému. Pokud má být vytvořen
souřadnicový systém a současný souřadnicový systém zůstává jak
je použijte v programu místní souřadnicový systém (G52).
1 Místní souřadnicový systém (G52) – viz také “G52 Nastavení
místního souřadnicového systému” (strana 97)
Příklad: Example:
Na obrázku níže jsou data korekce souřadnicového systému
obrobku G54 a G55 zadána do programu, protože G54 a
G55 se používají pro a a b, a e a f. Data korekce G56 a
G57 pro c a d byla zadána během nastavení.
1. (G90):
The specified coordinate values establish the new workpiece zero
point.
(G91):
The specified coordinate values are added to the coordinate
values of present workpiece zero point.
2. The G10 command updates the distance from the machine zero
point to the workpiece zero point which is obtained during setting
up. Accordingly, if the zero point of the work coordinate system is
changed by using the G10 command, the commands are executed
in the updated coordinate system. In a program, if a coordinate
system should be established while the present work coordinate
system remains as it is, use a local coordinate system (G52).
1 For the local coordinate system (G52), refer to “G52 Setting
Local Coordinate System” (page 97)
In the figure below, since G54 and G55 are used for a and
b, and e and f respectively, the offset data of the G54
and G55 work coordinate systems are input in a program.
The offset data of G56 and G57 for c and d have been
input during setting up.
Selecting work coordinate systems G54 G59
Work coordinate system shift data common
to G54 to G59 (COMMON)
P1 D G54
P2 D G55
P3 D G56
P4 D G57
P5 D G58
P6 D G59
Coordinate values (workpiece zero point)
used for positioning in a work coordinate
system
O0001;
N1;
0 G10 L2 P1 X−400.0 Y−120.0;........................... Vstupy dat korekce a pro
G9
G10 L2 P2 X−300.0 Y−120.0;................................... Vstupy dat korekce b pro
G00 G54 X0 Y0;....................................................a
G43 Z30.0 H1 S400 T2;
souřadnicový systém obrobku G54
souřadnicový systém obrobku G55
M03;
G55 X0 Y0; ...........................................................b
Inputs the offset data of a for G54
work coordinate system
Inputs the offset data of b for G55
work coordinate system
Page 91

G56 X0 Y0; ...........................................................c
G57 X0 Y0; ...........................................................d
G90 G10 L2 P1 X−300.0 Y−250.0;........................... Vstupy dat korekce e pro
souřadnicový systém obrobku G54
G10 L2 P2 X−200.0 Y−250.0;................................... Vstupy dat korekce f pro
souřadnicový systém obrobku G55
G54 X0 Y0; ...........................................................e
G55 X0 Y0; ...........................................................f
2-13 G15, G16 Příkaz polárních souřadnic (volitelný)
G15, G16 Polar Coordinate Command (Option)
FUNKCE G
G FUNCTIONS
Inputs the offset data of e for G54
work coordinate system
Inputs the offset data of f for G55
work coordinate system
71
Hodnota souřadnic koncového bodu může být zadána v
polárních souřadnicích (poloměr a úhel).
1 Další informace naleznete v příručce dodané výrobcem NC
systému.
The end point coordinate value can be input in polar
coordinates (radius and angle).
1 Refer to the instruction manual supplied by the NC manufacturer
for details.
G17 (G18, G19) G90 (G91) G16;
G00 X_ Y_ Z_ ;
:
G15;
• G17, G18, G19 .................... Volí rovinu, kde se příkaz polárních
souřadnic použije.
• G17: Rovina XY
• G18: Rovina ZX
• G19: Rovina YZ
• G90, G91 ............................. Volí počátek příkazu polárních souřadnic.
• G90: Nulový bod souřadnicového systému
obrobku
2 POZNÁMKA
Když použijete místní souřadnicový systém
(G52), počátek místního souřadnicového
systému
• G91: Aktuální poloha
• G16 ...................................... Počátek režimu polárních souřadnic Polar coordinate mode start
• G15 ...................................... Zrušení režimu polárních souřadnic Polar coordinate mode cancel
• X, Y, Z .................................. Adresy os tvořené vybranou rovinou a jejich
hodnotami
• G17: Rovina XY
X: Poloměr polární souřadnice
Y: Úhel polární souřadnice
• G18: Rovina ZX
Z: Poloměr polární souřadnice
X: Úhel polární souřadnice
• G19: Rovina YZ
Y: Poloměr polární souřadnice
Z: Úhel polární souřadnice
Selects the plane where the polar coordinate
command is applied.
• G17: XY plane
• G18: ZX plane
• G19: YZ plane
Selects the origin of polar coordinate
command.
• G90: Zero point of work coordinate system
2 NOTE
When the local coordinate system (G52) is
used, the origin of the local coordinate system
• G91: Current position
Axis addresses constituting the selected
plane and their values
• G17: XY plane
X: Radius of polar coordinate
Y: Angle of polar coordinate
• G18: ZX plane
Z: Radius of polar coordinate
X: Angle of polar coordinate
• G19: YZ plane
Y: Radius of polar coordinate
Z: Angle of polar coordinate
2 POZNÁMKA 2 NOTE
1. Oba poloměry a úhel mohou být specifikovány absolutní hodnotou
nebo přírůstkovým příkazem (G90, G91).
2. V režimu polárních souřadnic zadejte poloměr kruhové interpolace
nebo obrábění po šroubovici (G02, G03) adresou R.
3. I v režimu polárních souřadnic nejsou osy specifikované v
následujících případech považovány za součást příkazu polárních
souřadnic.
• G04 Prodleva • G04 Dwell
• G10 Zadání programovatelných dat • G10 Programmable data input
• G22 Kontrola uloženého zdvihu • G22 Stored stroke check
•G51 Změna měřítka • G51 Scaling
• G52 Nastavení místního souřadnicového systému • G52 Setting local coordinate system
1. Both radius and angle can be specified in either absolute or
incremental command (G90, G91).
2. In the polar coordinate mode, specify a radius for circular
interpolation or helical cutting (G02, G03) with the address R.
3. Even in the polar coordinate mode, axes specified for the following
commands are not considered as a part of the polar coordinate
command.
Page 92

FUNKCE G
+Z
+Y
+X
G17
G18
G19
72
4. Volitelný úhel sražení a zaoblení rohu nemůže být specifikováno v
G FUNCTIONS
•G53 Výběr souřadnicového systému stroje • G53 Selecting machine coordinate system
•G68 Otočení souřadnicového systému • G68 Coordinate system rotation
•G92 Změna souřadnicového systému obrobku • G92 Changing work coordinate system
režimu polárních souřadnic.
4. Optional angle chamfering and corner rounding can not be
specified in the polar coordinate mode.
2-14 G17, G18, G19 Výběr roviny pro obrábění
G17, G18, G19 Selecting Plane for Machining
Chcete-li vykonat obrábění po kruhovém oblouku, korekci
poloměru nástroje, rotační kopii (volba), otočení
souřadnicového systému (volba), paralelní kopii (volba) a
vrtání, je nutné vybrat rovinu, ve které bude volaná funkce
vykonána. Obecně je k provedení funkce vybrána rovina XY
(G17). V případě potřeby vyberte rovinu ZX (G18) nebo YZ
To execute circular arc cutting, tool radius offset, rotation copy
(option), coordinate system rotation (option), parallel copy
(option), and drilling, it is necessary to select the plane in which
the called function is to be executed. Generally, the XY plane
(G17) is selected to execute the function. If necessary, select
the ZX (G18) or YZ (G19) plane.
(G19).
G17 ..............................
G18 ..............................
G19 ..............................
Rovina XY (vybrána při zapnutí napájení) XY plane (selected when power is turned
Rovina ZX ZX plane
Rovina YZ YZ plane
2 POZNÁMKA 2 NOTE
on)
1. Příkazy pro pohyb v ose nejsou ovlivněny vybranou rovinou. 1. Axis movement commands are not affected by the selected plane.
G17 G02 X_ Y_ R_ F_ ; G17 G02 X_ Y_ R_ F_ ;
G01 Z_ ; V ose Z se stroj pohybuje nezávisle na vybrané rovině. G01 Z_ ; The Z-axis moves independent of the selected plane.
2. Při specifikování příkazu kruhové interpolace (G02, G03) se
zobrazí alarmové hlášení, pokud vybraná rovina nebude odpovídat
specifikovaným příkazům.
(Správně) G18 G02 X_Z_R_F_; (Correct) G18 G02 X_Z_R_F_;
(Chyba ) G17 G02 X_Z_R_F_; (Error) G17 G02 X_Z_R_F_;
2. When specifying a circular interpolation command (G02, G03), an
alarm message is displayed if selected plane is not proper for the
specified commands.
Page 93

Příklad: Example:
+Y
−10 10
+X
10
3
1 2
−Z
−1010
−X
−10
4
12
4
−Z
10−10
+Y
−10
35
Níže je uvedeno programování vyžadující obrábění
polokoule s třemi oblouky o poloměru 10 mm (a D c D
b, a D d D b a c D d D e).
1
(−10.0, 0, 0)
(X0, Y0)
Below shows the programming required to machine a
hemisphere with three arcs of 10 mm radius (a D c D b,
a D d D b and c D d D e).
3
+Z
(0, 10.0, 0)
+Y
+X
FUNKCE G
G FUNCTIONS
73
(0, −10.0, 0) (10.0, 0, 0)
(X, Y, Z)
5
(0, 0, −10.0)
4
2
<Oblouk a D c D b>
<Arc a D c D b>
(G17) G01 X−10.0 Y0 Z0 F100;............................a Polo
huje nástroj v a v rovině XY. Positions the tool at a in the XY
G02 X10.0 Y0 R10.0;............................................b Přesouvá obráběcí nástroj podél
oblouku po směru hodinových
ručiček až do b v rovině XY.
(Poloměr: 10.0 mm)
:
plane.
Moves the cutting tool along the arc
clockwise up to b on the XY plane.
(Radius: 10.0 mm)
<Oblouk a D d D b>
<Arc a D d D b>
G01 X−10.0 Y0 Z0 F100;......................................a
G18 G02 X10.0 Z0 R10.0; ....................................b Přesouvá obráběcí nástroj podél
oblouku po směru hodinových
ručiček až do b v rovině ZX.
(Poloměr: 10.0 mm)
:
<Oblouk c D d D e>
<A
rc c D d D e>
G01 X0 Y10.0 Z0 F100;........................................c
Moves the cutting tool along the arc
clockwise up to b on the ZX plane.
(Radius: 10.0 mm)
Page 94

74
FUNKCE G
G FUNCTIONS
G19 G02 Y−10.0 Z0 R10.0; ..................................e Přesouvá obráběcí nástroj podél
oblouku po směru hodinových
ručiček až do e v rovině YZ.
(Poloměr: 10.0 mm)
:
Moves the cutting tool along the arc
clockwise up to e on the YZ plane.
(Radius: 10.0 mm)
2 POZNÁMKA 2 NOTE
Stanovte směr (G02 nebo G03) při pohledu na oblouku z kladné strany
osy X k záporné straně.
1 “G02 Kruhová interpolace (ve směru hodinových ruček), G03
Kruhová interpolace (proti směru hodinových ruček)” (strana 48)
2-15 G22 Zapnutí funkce kontroly uloženého zdvihu, G23 Vypnutí funkce kontroly uloženého zdvihu
G22 Stored Stroke Check Function ON, G23 Stored Stroke Check Function OFF
Aby nedocházelo k narušení obrysu nástroje s obrobkem nebo
upínacím přípravkem, nastavte zakázanou zónu vstupu
nástroje pomocí příkazů G22 a G23 (ZAPNUTÍ/VYPNUTÍ
funkce kontroly uloženého zdvihu).
Determine the direction (G02 or G03) by viewing the arc from X-axis
positive side negative side.
1 “G02 Circular Interpolation (Clockwise), G03 Circular Interpola-
tion (Counterclockwise)” (page 48)
To avoid interference of a tool with the workpiece or jig, set the
tool entry prohibition zone using the G22 and G23 commands
(stored stroke check function ON/OFF).
Pokud jsou na stole například upevněny různé obrobky 1 a 2,
zakázaná zóna vstupu nástroje by měla být nastavena
specifikováním příkazu G22 tak, aby nedošlo k narušení
obrysu nástroje s obrobkem 2, zatímco je obráběn obrobek 1.
Pokud nástroj vstoupí do stanovené zóny v režimu G22, na
obrazovce se zobrazí softwarový alarm přejezdu mezní polohy
a stroj se zastaví. G23 ruší režim G22.
1 Podrobnosti o odstranění alarmu softwarového přejetí mezní
polohy naleznete v samostatném dílu příručky “PŘÍRUČKA K
ÚDRŽBĚ”
If different kind workpieces 1 and 2 are mounted on the table,
for example, the tool entry prohibition zone should be set by
specifying the G22 command to avoid interference of a tool
with the workpiece 2 while workpiece 1 is being cut.
In the G22 mode, when a tool enters the specified zone, the
soft-overtravel alarm is displayed on the screen and the
machine stops. G23 cancels the G22 mode.
1 For details on releasing the soft-overtravel alarm, refer to the
separate volume, “MAINTENANCE MANUAL”
G22 X_ Y_ Z_ I_ J_ K_ ;
G23
• X, Y, Z .................................. Počáteční bod zakázané zóny vstupu
nástroje
• I, J, K.................................... Koncový bod zakázané zóny vstupu
nástroje
Start point of the tool entry prohibition zone
End point of the tool entry prohibition zone
2 POZNÁMKA 2 NOTE
1. X, Y, Z a I, J, K specifikují vzdálenost od nulového bodu stroje, tj.
na obrazovce se zobrazí hodnoty souřadnic stroje.
2. X, Y, Z a I, J, K jsou specifikovány v minimální jednotce nastavení. 2. The X, Y, Z and I, J, K are specified in the minimum setting unit.
100 mm D 100000 100 mm D 100000
1. X, Y, Z and I, J, K specify the distance from the machine zero point,
i.e., machine coordinate values displayed on the screen.
7 UPOZORNĚNÍ 7 CAUTION
Při použití funkce kontroly uloženého zdvihu proveďte po
zapnutí napájení stroje návrat do nulového bodu. Funkce
kontroly uloženého zdvihu není dostupná, pokud není
proveden návrat do nulové polohy stroje.
[Poškození stroje]
When using the stored stroke check function, execute the
machine zero return after turning on power. The stored
stroke check function is not available unless the machine
zero return is executed.
[Machine damage]
Page 95

2 POZNÁMKA 2 NOTE
FUNKCE G
G FUNCTIONS
75
1. Pro nastavení hodnot souřadnic “X_ Y_ Z_” a “I_ J_ K_”, musí být
splněny následující podmínky.
• X > I, Y > J, Z > K • X > I, Y > J, Z > K
•X − I > 2 mm, Y − J > 2 mm, Z − K > 2 mm • X − I > 2 mm, Y − J > 2 mm, Z − K > 2 mm
2. Jak je vidět níže, zakázaná zóna vstupu nástroje je stanovena
“vně” nebo “uvnitř” specifikované zóny nastavením parametru č.
1300.0.
(X, Y, Z)
(I, J, K)
<Zakázaná zóna vstupu nástroje je nastavena vně>
<Tool Entry Prohibition Zone is Set Outside> <Tool Entry Prohibition Zone is Set Inside>
3. Příkazy G22 a G23 musí být specifikovány v jediném bloku, bez
dalších příkazů.
4. Pokud jsou pro “X_ Y_ Z_” a “I_ J_ K_” nastaveny stejné hodnoty
po příkazu G22, zakázaná zóna vstupu nástroje není nastavena.
5. Zakázaná zóna vstupu nástroje specifikovaná pomocí G22 je
nastavena v parametrech. Hodnoty nastavené v parametrech
nejsou ztraceny ani v případě, že dojde k vypnutí napájení. Podle
toho, pokud není funkce G22 zrušena funkcí G23, je po zapnutí
napájení funkce platná.
1. For setting the coordinate values “X_ Y_ Z_” and “I_ J_ K_”, the
following conditions must be satisfied.
2. As shown below, the tool entry prohibition zone is established
“outside” or “inside” the specified zone by setting the parameter
No. 1300.0.
(I, J, K)
<Zakázaná zóna vstupu nástroje je nastavena uvnitř>
3. G22 and G23 must be specified in a single block without other
commands.
4. If the same values are set for “X_ Y_ Z_” and “I_ J_ K_” following
the G22 command, the tool entry prohibition zone is not set.
5. Tool entry prohibition zone specified with G22 is set in parameters.
The value set in parameters are not lost even if the power is turned
off. Accordingly, unless canceled by G23, the G22 function is valid
when the power is turned on.
(X, Y, Z)
5Pokud obráběcí nástroj vstoupí do zakázané oblasti, specifikované
pomocí G22, zobrazí se na obrazovce alarmové hlášení a stroj se
zastaví. V tomto případě lze obráběcím nástrojem pohybovat
pouze v opačném směru, než ve kterém stroj do bodu najel.
Alarm lze vynulovat stisknutím tlačítka
panelu po ručním přejetí nástrojem mimo zakázanou zónu vstupu
nástroje.
(RESET) na ovládacím
@
5If a tool enters the tool entry prohibition zone specified with G22,
an alarm is displayed on the screen and the machine stops. In this
case, the cutting tool can be moved only in the opposite direction in
which the cutting tool has been moved.
The alarm can be cleared by pressing the
operation panel after moving the cutting tool outside the tool entry
prohibition zone manually.
Příklad: Example:
(X−100.0, Y−50.0, Z−40.0)
(I−140.0, J−70.0, K−80.0)
O0001;
N1;
G91 G28 Z0; ............................................................ Návrat do nulového bodu stroje v
ose Z.
G28 X0 Y0 B0 C0; ................................................... Návrat os X, Y, B a C do nulového
bodu stroje.
G22 X−100.0 Y−50.0 Z−40.0 I−140.0 J−70.0
K−80.0; ..................................................................... Nastavuje zakázanou zónu vstupu
nástroje jak je uvedeno výše.
G90 G00 G54 X_ Y_ ;
G43 Z_ H_ S_ T_ ;
M03;
:
G23;.......................................................................... Ruší zakázanou zónu vstupu
nástroje.
(RESET) key on the
@
Machine zero return of Z-axis.
Machine zero return of X-, Y-, B-,
and C-axes.
Sets the tool entry prohibition zone
as illustrated above.
Cancels the tool entry prohibition
zone.
Page 96

FUNKCE G
76
G FUNCTIONS
2-16 G28 Návrat stroje do nulového bodu, G30 Druhý (třetí nebo čtvrtý) návrat do nulového bodu
G28 Machine Zero Return, G30 Second (Third or Fourth) Zero Return
2 POZNÁMKA 2 NOTE
Funkce třetího a čtvrtého návratu do nulového bodu je volitelná. The third and fourth zero return function is optional.
1. Nulový bod stroje 1. Machine zero point
G28 X_ Y_ Z_ B_ C_ ;
2. Druhý nulový bod 2. Second zero point
G30 X_ Y_ Z_ B_ C_ ;
3. Třetí a čtvrtý nulový bod 3. Third and fourth zero point
G30 P3(P4) X_ Y_ Z_ B_ C_ ;
• G30 P3................................. Režim návratu do třetího nulového bodu. The third zero return mode.
• G30 P4................................. Režim návratu do čtvrtého nulového bodu. The fourth zero return mode.
• X, Y, Z, B, C ......................... Osy, ve kterých má stroj najet do nulového
bodu, nebo druhého, třetího nebo čtvrtého
nulového bodu.
Axes to be returned to the machine zero
point or, the second, third, or fourth zero
point.
2 POZNÁMKA 2 NOTE
Numerická hodnota specifikovaná po X, Y, Z, B a C označuje
souřadnice mezilehlého bodu.
Numeric value specified following X, Y, Z, B and C indicates the
coordinate of the intermediate point.
8 VÝSTRAHA 8 WARNING
Polohy, které mají být dosaženy v operaci návratu do
druhého, třetího nebo čtvrtého nulového bodu, jsou
stanoveny nastavením vzdálenosti od nulového bodu
stroje v parametrech č. 1241, č. 1242 a č. 1243. Pokud
používáte stroj vybavený APC, neměňte nastavení těchto
parametrů.
[Zranění/poškození stroje]
The positions to be reached in the second, third and fourth
zero return operation are established by setting the
distance from the machine zero point in parameters No.
1241, No. 1242, and No. 1243, respectively. When using
the machine equipped with an APC, do not change the
setting for these parameters.
[Injuries/Machine damage]
7 UPOZORNĚNÍ 7 CAUTION
1. Když používáte G28 nebo G30, vraťte nejprve osu Z do
nulového bodu stroje (nebo do třetího nebo čtvrtého
nulového bodu) a pak vraťte osy X a Y do nulového
bodu stroje (nebo do druhého, třetího nebo čtvrtého
nulového bodu).
[Narušení obrysu/Poškození stroje]
2. Při návratu stroje v ose Z ze současné poloze do
nulového bodu stroje (nebo druhého, třetího nebo
čtvrtého nulového bodu) pomocí kódů G28 nebo G30
specifikujte některý z následujících příkazů: “G91 G28
Z0;”, “G91 G30 Z0;”, “G91 G30 P3(P4) Z0;”. Pokud
specifikujete kódy G28 nebo G30 po G90 (“G90_ ;”),
může to být poměrně nebezpečné, protože stroj se v
ose Z vrátí do nulového bodu stroje (nebo druhého,
třetího nebo čtvrtého nulového bodu) přes nulový bod
obrobku.
[Narušení obrysu/Poškození stroje]
3. Když se obráběcí nástroj vrátí do nulového bodu stroje
(nebo druhého, třetího nebo čtvrtého nulového bodu)
pomocí kódů G28 nebo G30, dráha nástroje ze
současné polohy do nulového bodu stroje (nebo
druhého, třetího nebo čtvrtého nulového bodu) není
vždy rovná čára. Předtím si ověřte, že v dráze nástroje
není žádná překážka.
1. When using G28 or G30, return the Z-axis to the
machine zero point (or second, third, or fourth zero
point) first and then return the X- and Y-axes to the
machine zero point (or second, third, or fourth zero
point).
[Interference/Machine damage]
2. When returning the Z-axis from the present position to
the machine zero point (or second, third or fourth zero
point) using G28 or G30, specify any of the following
commands: “G91 G28 Z0;”, “G91 G30 Z0;”, “G91 G30
P3(P4) Z0;”. If G28 or G30 is specified following G90
(“G90_ ;”), it will be dangerous since the Z-axis returns
to the machine zero point (or second, third, or fourth
zero point) via the workpiece zero point.
[Interference/Machine damage]
3. When the cutting tool returns to the machine zero point
or second, third or fourth zero point using G28 or G30,
the tool path is not always a straight line from the
present position to the machine zero point or second,
third or fourth zero point. Confirm that there ire no
obstacle in the path beforehand.
Page 97

5
2 POZNÁMKA 2 NOTE
5
FUNKCE G
G FUNCTIONS
77
1. Výměna nástroje probíhá při poloze os X, Y, a Z ve druhém
nulovém bodě.
G91 G28 Z0 M05; Návrat do nulového bodu stroje v ose Z a
zastavení otáček vřetena.
G28 X0 Y0 Z0; Návrat os X, Y a B do nulového bodu stroje G28 X0 Y0 Z0; Machine zero return of X-, Y-, and B-axes
G30 X0 Y0 Z0; Návrat os X, Y a Z do druhého nulového bodu
stroje
M06; Vyměněný nástroj M06; Tool changed
2. Při návratu os do druhého nulového bodu stroje se z důvodu
bezpečnosti nejdříve ujistěte, že se všechny osy vrátily do
nulového bodu stroje.
1. The tool is changed with the X-, Y-, and Z-axes positioned at the
second zero point.
G91 G28 Z0 M05; Machine zero return of Zaxis and spindle stops
rotating.
G30 X0 Y0 Z0; Second zero return of X-, Y-, and Z-axes
2. When returning the axes to the second zero points, be sure to
return all axes to the machine zero points in advance to ensure
safety.
2-17 G30.1 Návrat do plovoucího referenčního bodu (volitelný)
G30.1 Floating Reference Point Return (Option)
Příkaz G30.1 se používá pro automatický návrat stroje v osách
specifikovaných ve stejném bloku do plovoucího referenčního
bodu, a to po najetí stroje v osách do stanoveného mezilehlého
bodu rychloposuvem.
Před zadáním příkazu G30.1 nastavte plovoucí referenční
body na obrazovce ‘AKTUALNI POLOHA’.
<Postupy> <Procedures>
1) Stiskněte tlačítko [nastav. FRP] a zobrazte pole ‘Nájezd do
plovoucího ref. Bodu’.
2) Pomocí kurzoru zvolte v poli ‘Nájezd do plovoucího ref.
Bodu’ osu, která se má nastavit.
3) Zadejte souřadnici pomocí některého z níže uvedeného
postupu:
• Pomocí kláves pro zadávání dat zadejte všechny
požadované souřadnice a poté stiskněte klávesu
(Enter)/
• Přesuňte osu do požadované polohy a stiskněte
[VYKONAT] abyste zaznamenali souřadnice stroje.
(INPUT) nebo klávesu [VYKONAT].
\
[
The G30.1 command is used to automatically return the axes
specified in the same block to the floating reference point after
positioning axes at the specified intermediate point at a rapid
traverse rate.
Before specifying G30.1, set the floating reference points on
the ‘CURRENT POSITION’ screen.
1) Press [FRP SETTING] to display the ‘FLOATING
REFERENCE POSITION RETURN’ field.
2) Select the axis to be set in the ‘FLOATING REFERENCE
POSITION RETURN’ field using the cursor.
3) Input the coordinate by using any of the procedures below:
• Input any required coordinate using the data entry keys
and then press
[EXECUTE].
• Move the axis to a desired position and press
[EXECUTE] to capture the machine coordinate.
(Enter) key/\ (INPUT) key or
[
1. Při zadávání hodnoty a pak stisknutí tlačítka [+ VSTUP] je
zadaná hodnota přidaná k původní hodnotě.
2. Stisknutím tlačítka [VSECHNY OSY] umožníte přenesení
souřadnic všech os stroje do pole ‘Nájezd do plovoucího
ref. Bodu’.
1. On inputting a value and then pressing [+ INPUT], the input
value is added to the original value.
2. Pressing [ALL AXES] allows the machine coordinates of all
the axes to come into the ‘FLOATING REFERENCE
POSITION RETURN’ field.
G30.1 X_ Y_ Z_ ;
• G30.1 ................................... Návrat do plovoucího referenčního bodu Floating reference point return
• X, Y, Z .................................. Specifikuje osy, ve kterých se má stroj vrátit
do plovoucích referenčních bodů
2 POZNÁMKA
Numerická hodnota specifikovaná po X, Y a
Z, označuje souřadnice mezilehlého bodu.
Specifies the axes to be returned to the
floating reference points
2 NOTE
The numeric value specified following X, Y, and Z
indicates the coordinate of the intermediate point.
2 POZNÁMKA 2 NOTE
1. Před specifikováním G30.1 zrušte režimy korekce nástroje,
například korekci poloměru nástroje.
2. Plovoucí referenční body zůstávají v paměti i po vypnutí napájení
stroje.
1. Before specifying G30.1, cancel tool offset modes such as tool
radius offset.
2. The floating reference points remain in the memory even after the
power is switched off.
Page 98

FUNKCE G
1
2
2
3
(−40.0, −50.0)
(−30.0, 35.0)
(57.0, 35.0)
+X
+Y
1
2
2
3
(−40.0, −50.0)
(−30.0, 35.0) (57.0, 35.0)
G90 G00 X−40.0 Y−50.0; ....... a
X87.0; ..................................... c (a)
G91 G31 X10.0 Y85.0 F500; b
:
(X, Y)
87.0
87.0
Signál vynechání byl vydán zde.
Naprogramovaná dráha
Skutečná dráha
Skip Signal was Given Here.
Programmed Path
Actual Path
78
G FUNCTIONS
2-18 G31 Funkce vynechání
G31 Skip Function
Při zarovnávání obrobku, měření délky nástroje nebo detekci
prasknutí nástroje pro stroj vybavený snímačem specifikujte
kód G31. Pohyb v režimu G31 je lineární, stejně jako v režimu
G01. Pokud je signál vynechání přiveden na vstup externě
během pohybu snímače v režimu G31, stávající pohyb se
zastaví a program pokročí k následujícímu bloku s
ignorováním zbývající vzdálenosti.
Specify G31 when aligning the workpiece, measuring tool
length, detecting tool breakage for the machine equipped with
a sensor. Movement in the G31 mode is linear, same as in the
G01 mode. If the skip signal is input externally during sensor
movement in the G31 mode, current movement is stopped and
the program advances to the next block ignoring the remaining
distance.
5G31 nelze specifikovat v běžném programu pro obrábění. 5G31 cannot be specified in the ordinary machining program.
G31 X_ Y_ Z_ F_ ;
• X, Y, Z .................................. Hodnoty souřadnic koncového bodu Coordinate values of the end point
• F........................................... Rychlost posuvu Feedrate
2 POZNÁMKA 2 NOTE
1. Jelikož je příkaz G31 jednorázovým kódem G, je platný pouze v
určeném bloku.
1 Informace o jednorázových kódech G naleznete v části
“FUNKCE G” (strana 37)
2. Před specifikováním příkazu G31 zrušte režim korekce poloměru
nástroje (G41, G42) specifikováním příkazu G40. Pokud příkaz
G31 specifikujete v režimu korekce poloměru nástroje, na
obrazovce se zobrazí alarmové hlášení (č. PS0035).
Příklad: Example:
Jak vidíte níže, pohyb os po zadání signálu k vynechání se
liší podle režimu rozměrů (přírůstkový nebo absolutní) bloku,
následujícího po bloku G31.
1) V přírůstkovém režimu 1) In Incremental Mode
V bloku následujícím za blokem G31 se stroj pohybuje v
osách v přírůstkovém režimu od bodu, kdy byl na vstup
přiveden externí signál vynechání. V dráze nástroje a D
b D c níže se nástroj chová po přivedení signálu
vynechání na vstup v b' na dráze a D b v režimu G31
následujícím způsobem:
1. Since G31 is one-shot G code, it is valid only in the specified block.
1 For the one-shot G code, refer to “G FUNCTIONS”
(page 37)
2. Before specifying the G31 command, cancel the tool radius offset
mode (G41, G42) by specifying the G40 command. If the G31
command is specified in the tool radius offset mode, an alarm
message (No. PS0035) is displayed on the screen.
As shown below, axis movements after input of the skip
signal varies according to the dimensioning mode
(incremental or absolute) of the block following the G31
block.
In the block following the G31 block, the axes move in the
incremental mode from the point where the external skip
signal is input. In the tool path a D b D c below, the
tool behaves as follows after the skip signal input at b'
during the path a D b in the G31 mode:
2) Případ volání pohybu v jedné ose v absolutních hodnotách 2) In absolute values calling movement of a single axis
Blok (a) je proveden v přírůstkovém režimu vzhledem k b',
kde pohyb osy v předchozím bloku G31 je přerušen
vložením signálu vynechání.
V bloku následujícím po bloku G31 stroj najede ve
specifikovaných osách do specifikovaných poloh. V
nespecifikovaných osách však stroj setrvává v poloze, ve
které byl přijat signál vynechání.
The block (a) is executed in the incremental mode
referenced to b' where the axis movement in the previous
G31 block is interrupted by a input skip signal.
In the block following the G31 block, the specified axes
move to the specified position. However the unspecified
axes stay at the position where the skip signal is given.
Page 99

FUNKCE G
1
2
2
3
(−40.0, −50.0)
(−30.0, 35.0)
(57.0, 35.0)
+X
+Y
1
2
2
3
(−40.0, −50.0)
(−30.0, 35.0) (57.0, 35.0)
G90 G00 X−40.0 Y−50.0; ....... a
X57.0 Y35.0;........................... c
G31 X−30.0 Y35.0 F500; ....... b
:
(X, Y)
Skip Signal was Given Here.
Programmed Path
Actual Path
Signál vynechání byl vydán zde.
Naprogramovaná dráha
Skutečná dráha
G FUNCTIONS
79
V dráze nástroje a D b D c níže se nástroj chová po
přivedení signálu vynechání na vstup v b' na dráze a D
b v režimu G31 následujícím způsobem:
+Y
3
(−30.0, 35.0)
(X, Y)
1
(−40.0, −50.0)
2
2
(57.0, 35.0)
+X
2
1
(−40.0, −50.0)
Pokud je zadán signál vynechání v libovolném bodě dráhy
a D b, osa specifikovaná v c (osa X) se přesune do
stanovené polohy. Osa (osa Y), která není specifikována v
c si udržuje polohu, ve které je na vstup přiveden signál
vynechání.
3) Případ volání pohybu ve dvou osách v absolutních
hodnotách
Pokud je signál vynechání přiveden na vstup v libovolném
bodě dráhy specifikované v režimu G31, stroj v osách
přejede do polohy specifikované v bloku následujícím za
blokem G31.
V dráze nástroje a D b D c n
íže se nástroj chová po
přivedení signálu vynechání na vstup v b' na dráze a D
b v režimu G31 následujícím způsobem:
In the path a D b D c below, the tool behaves as
follows after the skip signal input at b' during the path a
D b in the G31 mode:
2
(−30.0, 35.0) (57.0, 35.0)
Signál vynechání byl vydán zde.
Skip Signal was Given Here.
3
X57.0
If a skip signal is input at any point in the path a D b, the
axis specified at c (X-axis) moves to the specified
position. The axis (Y-axis) that is not specified at c keeps
the position in which the skip signal is input.
3) In absolute values calling movement of two axes
If a skip signal is input at any point on the path specified in
the G31 mode, the axes moves to the specified position in
the block following the G31 block.
In the path a D b D cbelow, the tool behaves as
follows after the skip signal input at b' during the path a
D b in the G31 mode:
:
G90 G00 X−40.0 Y−50.0; ....... a
G31 X−30.0 Y35.0 F500; ....... b
X57.0; ..................................... c
Naprogramovaná dráha
Programmed Path
Skutečná dráha
Actual Path
Pokud je zadán signál vynechání v libovolném bodě dráhy
a D b, osa stroje najede do polohy specifikované v c.
If a skip signal is input at any point in the path a D b, the
axes move to the position specified at c.
2-19 G33 Řezání závitu (volitelné)
G33 Thread Cutting (Option)
G33 Volá operaci řezání závitu G33 Calls the thread cutting operation
Příkaz G33 se používá pro provádění cyklu řezání závitu z b
do c, jak je znázorněno na obrázku níže.
The G33 command is used to execute thread cutting from b to
c in the figure below.
Page 100

80
1
2
3
4
<O.D.>
<Vnější průměr>
BA
L
2
LL
1
FUNKCE G
G FUNCTIONS
Závity nejsou obrobeny po jedné dráze nástroje, jsou
vytvořeny několikerým opakováním dráhy řezání závitu při
současné změně polohy obrábění. Pokud je použit příkaz G33,
dráha nástroje a D b, b D c, c D d a d D a musí
být pro příslušnou operaci specifikována.
Threads are not cut in a single thread cutting path, but are
formed by repeating the path several times while changing the
cutting position. If the G33 command is used, tool path a D
b, b D c, c D d, and d D a must be specified for the
respective operations.
<Řezání válcového závitu> <Straight Thread Cutting>
G33 Z_ F_ ;
<Řezání kuželového závitu> <Tapered Thread Cutting>
G33 X_ Z_ F_ ;
<Řezání spirálového závitu na čele> <Scrolled Thread Cutting on Face>
G33 X_ F_ ;
• X........................................... Specifikuje souřadnici X koncového bodu
řezání závitu.
• Z........................................... Udává souřadnici Z koncového bodu řezání
závitu.
• F........................................... Udává stoupání závitu. Specifies the thread lead.
1) Nedokončená část závitu 1) Incomplete thread portion
Na počátku a konci posuvu v ose se servomotor pohonu
v ose automaticky zrychlí nebo zpomalí. Následkem toho
vznikne nepřesné stoupání závitu v místech, kde začíná a
končí řezání závitu. Tyto oblasti se nazývají nedokončené
části závitu.
K úplnějšímu vysvětlení nedokončených částí závitu
použijeme příklad řezání závitu z bodu A do bodu B.
At the start and end of an axis feed, an axis drive
servomotor is automatically accelerated or decelerated.
Consequently, inaccurate thread leads are generated
where thread cutting starts and ends. These areas are
referred to as incomplete thread portions.
To explain incomplete thread portions more completely,
thread cutting from point A to point B is used as an
example.
Specifies the X coordinate of the thread
cutting end point.
Specifies the Z coordinate of the thread
cutting end point.
Když v bodě A řezání závitu začíná, posuv osy se zrychlí a
to způsobí nedokončenou část závitu v části L
vznikne nedokončená část závitu v části L
osy se v bodě B snižuje.
1. Podobně
2, protože posuv
When thread cutting starts from point A, axis feed is
accelerated causing incomplete thread portion for L
Similarly, incomplete thread portion is generated for L
because axis feed is decelerated at point B.
1.
2
 Loading...
Loading...