

mori seiki NL1500/500, NL1500MC/500, NL1500Y/500, NL1500S/500, NL1500SMC/500 Programming Manual
...Page 1
PROGRAMMERINGSMANUAL
PROGRAMMING MANUAL
Relevant model
Applicable Model
NL1500/500 NL1500MC/500 NL1500Y/500
NL1500S/500 NL1500SMC/500 NL1500SY/500
NL2000/500 NL2000MC/500 NL2000Y/500
NL2000S/500 NL2000SMC/500 NL2000SY/500
NL2500/700 NL2500MC/700 NL2500Y/700
NL2500S/700 NL2500SMC/700 NL2500SY/700
NL2500/1250 NL2500MC/1250 NL2500Y/1250
NL2500S/1250 NL2500SMC/1250 NL2500SY/1250
NL3000/700 NL3000MC/700 NL3000Y/700
NL3000/1250 NL3000MC/1250 NL3000Y/1250
NL3000/2000 NL3000MC/2000 NL3000Y/2000
NL3000/3000 NL3000MC/3000 NL3000Y/3000
NLX2500/700 NLX2500MC/700
NLX2500Y/700 NLX2500SMC/700 NLX2500SY/700
Relevant NC-enhed
Applicable NC Unit
MSX-850IV MSX-853IV
Før påbegyndelse af drift, vedligeholdelse eller programmering skal manualerne, som er leveret fra Mori Seiki, producenten af NC-enheden samt udstyrsproducenterne, læses omhyggeligt, så du fuldt ud forstår den information, de
indeholder.
Opbevar manualerne omhyggeligt, så de ikke går tabt.
Before starting operation, maintenance, or programming, carefully read the
manuals supplied by Mori Seiki, the NC unit manufacturer, and equipment
manufacturers so that you fully understand the information they contain.
Keep the manuals carefully so that they will not be lost.
PX-NL_4-D2DAEN
2011.04.Y
Page 2
• Dette er en original instruktionsmanual, som er udgivet
officielt af Mori Seiki.
• Indholdet i denne manual kan ændres uden forudgående
varsel på grund af forbedringer på maskinen eller for at
forbedre manualen. Som en følge heraf bør man være
opmærksom på, at der kan være små uoverensstemmelser
mellem manualens indhold og maskinen. Ændringer i
instruktionsmanualen er foretaget i reviderede udgaver, som
adskiller sig fra hinanden ved en opdatering af
instruktionsmanualnummeret.
• Skulle du opdage eventuelle uoverensstemmelser mellem
manualens indhold og maskinen, eller hvis nogen dele af
manualen der er uklare, så kontakt Mori Seiki og udred disse
punkter, før du tager maskinen i brug. Mori Seiki er ikke
ansvarlig for eventuelle skader, der er opstået som direkte
eller indirekte følge af brug af maskinen uden at have udredt
disse punkter.
• Alle rettigheder forbeholdes: Reproduktion af denne
instruktionsmanual i enhver form, helt eller delvist, er ikke
tilladt uden forudgående skriftlig tilladelse fra Mori Seiki.
• This is an original instruction manual officially issued by Mori
Seiki.
• The contents of this manual are subject to change without
notice due to improvements to the machine or in order to
improve the manual. Consequently, please bear in mind that
there may be slight discrepancies between the contents of
the manual and the actual machine. Changes to the
instruction manual are made in revised editions which are
distinguished from each other by updating the instruction
manual number.
• Should you discover any discrepancies between the
contents of the manual and the actual machine, or if any part
of the manual is unclear, please contact Mori Seiki and clarify
these points before using the machine. Mori Seiki will not be
liable for any damages occurring as a direct or indirect
consequence of using the machine without clarifying these
points.
• All rights reserved: reproduction of this instruction manual in
any form, in whole or in part, is not permitted without the
written consent of Mori Seiki.
Produktet, der er sendt til dig (maskinen og tilbehør), er
produceret i henhold til de love og standarder, der er
gældende i det relevante land eller den relevante region.
Det kan derfor ikke eksporteres, sælges eller flyttes til en
destination i et land med andre love eller standarder.
Eksport af dette produkt er underlagt autorisation fra
myndighederne i det eksporterende land. Spørg myndighederne angående autorisation.
Copyright © 2010 MORI SEIKI CO., LTD. All rights reserved.
The product shipped to you (the machine and accessory
equipment) has been manufactured in accordance with
the laws and standards that prevail in the relevant
country or region. Consequently it cannot be exported,
sold, or relocated, to a destination in a country with
different laws or standards.
The export of this product is subject to an authorization
from the government of the exporting country. Check
with the government agency for authorization.
990730
Page 3

Om maskinen
About Machine
<Erklæring om EC-overensstemmelse> <Declaration of EC Conformity>
Mori Seiki erklærer, at produktet, som sendes til Europa, er
designet og fremstillet i overensstemmelse med følgende krav.
1. EC-direktiv 1. EC directive
Seneste Maskindirektiv 2006/42/EC Latest Machinery Directive 2006/42/EC
Seneste EMC-direktiv 2004/108/EC Latest EMC Directive 2004/108/EC
Seneste Lavspændingsdirektiv 2006/95/EC Latest Low Voltage Directive 2006/95/EC
2. EN-standarder 2. EN standards
EN ISO 12100-1 EN ISO 12100-1
EN ISO 12100-2 EN ISO 12100-2
EN 50370-1 EN 50370-1
EN 50307-2 EN 50307-2
EN 60204-1 EN 60204-1
EN 12415 EN 12415
<Grundlæggende> <Basis>
Denne maskine er designet og bygget med anvendelse af den
nyeste teknologi med det formål at bearbejde roterende
arbejdsemner med anvendelse af skæreværktøj og bløde
bakker. Denne maskine er i overensstemmelse med generelt
anerkendte sikkerhedsbestemmelser, standarder og
specifikationer på produktionstidspunktet. Maskinen egner sig
til manuel og automatisk drift.
<Værktøjer> <Tools>
Denne maskine er i stand til at anvende almindeligt
drejeværktøj og roterende værktøj* (såsom fræsere, bor og
snittappe). Kontakt Mori Seiki før brug af slibningsværktøj eller
specialværktøj.
* For maskiner, som er udstyret til at anvende roterende
værktøj.
<Materialer> <Materials>
Denne maskine er designet til bearbejdning af metal, harpiks
og plastic. Den er ikke beregnet til bearbejdning af materialer
som magnesium, kul, keramik og træ. Kontakt Mori Seiki, før
du anvender disse materialer.
Mori Seiki declares that the product shipped to Europe is
designed and manufactured in conformity with the following
requirements.
This machine was designed and built using state-of-the-art
technology for the purpose of machining rotating workpieces
using cutting tools and soft jaws. This machine complies with
generally recognized safety regulations, standards and
specifications at the time of manufacture. This machine is
suitable for manual and automatic operation.
This machine is capable of using common turning tools and
rotary tools* (such as milling cutters, drills, and taps). Contact
Mori Seiki before using grinding tools or special tools.
* For machines equipped to use rotary tools.
This machine is designed for machining metal, resin, and
plastics. It was not intended for the machining of materials
such as magnesium, carbon, ceramics, and wood. Contact
Mori Seiki before using these materials.
Page 4

Om denne Manual
About this Manual
• Opbevar denne manual på en fast plads, således at den let
kan findes, når der er brug for den.
• Kontakt Mori Seiki Serviceafdeling, hvis der er noget i
manualen, der er uklart.
• Kontakt Mori Seiki Serviceafdeling eller din forhandler, hvis
denne manual bortkommer eller bliver beskadiget.
• Indholdet i denne manual kan blive ændret uden
forudgående varsel på grund af forbedringer på maskinen.
• Alle rettigheder forbeholdes: Gengivelse af denne
instruktionsvejledning i enhver form, helt eller delvist, er ikke
tilladt uden forudgående skriftlig tilladelse fra Mori Seiki.
• Forskellige vejledninger og dokumenter leveres med
maskinen ud over denne manual. Opbevar dem i nærheden
af maskinen, så der hurtigt kan slås op i dem.
• De vigtige forholdsrgler er samlet i afsnittet “FOR SIKKER
MASKINDRIFT” section. Du skal læse dette afsnit, inden du
foretager dig nogen handlinger med makskinen.
• I denne manual anvendes følgende tal formater: • The following number formatting is used in this manual:
Tusindtals separator: “,” (komma) Thousand separator: “,” (comma)
Decimal separator: “.” (punkt) Decimal separator: “.” (period)
• Keep this manual in a clearly marked location to ensure easy
access when necessary.
• Contact the Mori Seiki Service Department if any part of the
manual is unclear.
• Contact the Mori Seiki Service Department or your distributor
if this manual is lost or damaged.
• The contents of this manual are subject to change without
prior notification due to improvements to the machine.
• All rights reserved: reproduction of this instruction manual in
any form is not permitted without the written consent of Mori
Seiki.
• Various manuals and documents are supplied with the
machine in addition to this manual. Keep them close to the
machine to enable easy reference.
• The important precautions are compiled in the “FOR SAFE
MACHINE OPERATION” section. You must read this section
before performing any operations relating to the machine.
Page 5
Signaturforklaring
Signal Word Definition
8 FARE 8 DANGER
Angiver en overhængende farlig situation, som, hvis den
ikke undgås, vil resultere i død eller eller alvorlig
personskade.
Indicates an imminently hazardous situation which, if not
avoided, will result in death or serious injury.
8 ADVARSEL 8 WARNING
Angiver en potentielt farlig situation, som, hvis den ikke
undgås, kan resultere i død eller eller alvorlig
personskade.
Indicates a potentially hazardous situation which, if not
avoided, could result in death or serious injury.
7 FORSIGTIG 7 CAUTION
Angiver en potentielt farlig situation, som, hvis den ikke
undgås, kan resultere i mindre personskade eller skade på
maskinen.
[ ] Hvis forholdsreglerne (fare, advarsel og forsigtig) ikke
overholdes, vil det føre til de farer, som er angivet i firkantede parenteser [ ], personskade og maskinproblemer.
2 BEMÆRK 2 NOTE
Angiver punkter, der skal tages hensyn til. Indicates items that must be taken into consideration.
1 Angiver punkter, der henvises til, og som skal læses. 1 Indicates items to be referred to.
5Angiver vink. 5Indicates hints.
Eksempel: Example:
Angiver programanvendte eksempler. Indicates program-applied examples.
Indicates a potentially hazardous situation which, if not
avoided, may result in minor injury or damage to the
machine.
[ ] Failure to observe the precautions (hazards, warnings
and cautions) will lead to the hazards indicated in
square brackets [ ], injuries or machine trouble.
Page 6

INDLEDNING
PREFACE
1. Om [INTERLOCK-MODUS] nøglekontakt: 1. About [INTERLOCK MODE] key-switch:
En maskine i NL-serien har dørblokerings-nøglekontakt i
stedet for [INTERLOCK-MODUS] nøglekontakt.
Dørblokerings-nøglekontakten kaldes også
'[INTERLOCK-MODUS] nøglekontakt' i denne manual.
2. Om 'interlock-tilstand' [INDSTILLING]: 2. About ‘interlock mode’ [SETTING]:
En maskine i NL-serien har indikering af dørblokering
[AFSIKRE] i stedet for indikering af interlocktilstand
[INDSTILLING].
Dørblokeringstilstand [AFSIKRE] kaldes også
'interlocktilstand [INDSTILLING]' i denne manual.
3. Om statusindikator INDSTILLINGSMODUS: 3. About status indicator SETTING MODE:
En maskine i NL-serien har statusindikator SIKRING
UDLØST i stedet for statusindikator
INDSTILLINGSMODUS.
Statusindikatoren SIKRING UDLØST kaldes også
'statusindikatoren INDSTILLINGSMODUS' i denne manual.
4. Om knappen [INDSTILLINGSMODUS]: 4. About [SETTING MODE] button:
En maskine i NL-serien har knappen [Dørsikring] i stedet
for knappen [INDSTILLINGSMODUS].
Knappen [Dørsikring] kaldes også 'knappen
[INDSTILLINGSMODUS]' i denne manual.
An NL series machine has the door interlock key-switch
instead of the [INTERLOCK MODE] key-switch.
The door interlock key-switch is also described as
‘[INTERLOCK MODE] key-switch’ in this manual.
An NL series machine has the door interlock [RELEASE]
indication instead of the interlock mode [SETTING]
indication.
The door interlock mode [RELEASE] is also described as
‘the interlock mode [SETTING]’ in this manual.
An NL series machine has the status indicator
INTERLOCK RELEASED instead of the status indicator
SETTING MODE.
The status indicator INTERLOCK RELEASED is also
described as ‘the status indicator SETTING MODE’ in this
manual.
NL series machine has the [Door Interlock Release]
An
button instead of the [SETTING MODE] button.
The [Door Interlock Release] button is also described as
‘[SETTING MODE]’ button in this manual.
Page 7
INDHOLD
CONTENTS
FOR SIKKER BETJENING AF MASKINEN
FOR SAFE MACHINE OPERATION
G-FUNKTIONER
G FUNCTIONS
M-FUNKTIONER
M FUNCTIONS
T, S, F FUNCTIONS
T, S, F FUNCTIONS
VÆRKTØJSFORSKYDNING
TOOL OFFSET
PAKKET CYKLUS
CANNED CYCLE
EKSEMPELPROGRAMMER
EXAMPLE PROGRAMS
ANDRE FUNKTIONER
OTHER FUNCTIONS
INDEKS
INDEX
Page 8

Page 9

INDHOLD CONTENTS
FOR SIKKER BETJENING AF MASKINEN
FOR SAFE MACHINE OPERATION
1 TIL BRUGERE OG TILSYNSFØRENDE ..........................................................................3
FOR USERS AND SUPERVISORS
2 FORHOLDSREGLER FOR OPERATØRER ..................................................................... 4
PRECAUTIONS FOR OPERATORS
3 BRANDSIKRING ...............................................................................................................5
FIRE PREVENTION
4 SIKKERHEDSANORDNINGER ........................................................................................7
SAFETY DEVICES
5 FORSIGTIGHEDSMÆRKER ............................................................................................. 8
CAUTION LABELS
5-1 Sikkerhedsforholdsregler...........................................................................................................................8
Safety Precautions
5-2 Tænde og slukke for strømmen.................................................................................................................9
Turning ON/OFF Power
5-3 Stangemne.................................................................................................................................................9
Bar Stock
5-4 Dørblokeringsfunktion..............................................................................................................................10
Door Interlock Function
5-5 Sikkerhed Under Bearbejdning (1) ..........................................................................................................11
Safety During Machine Operation (1)
5-6 Sikkerhed under bearbejdning (2) ...........................................................................................................12
Safety During Machine Operation (2)
5-7 Spindelhastighed og fastspænding..........................................................................................................12
Spindle Speed and Chucking
5-8 Spindelhastighed og gribekraft ................................................................................................................13
Spindle Speed and Gripping Force
5-9 Indelåst beskyttelsesnøgle ......................................................................................................................13
Locked-In Prevention Key
5-10 Spåntransportbånd (Spåntransportbånds specifikationer).......................................................................14
Chip Conveyor (Chip Conveyor Specifications)
5-11 Lovkrav ....................................................................................................................................................14
Legal Obligation
i
6 ARBEJDSMILJØ.............................................................................................................15
WORKING ENVIRONMENT
7 BETJENING AF MASKINEN........................................................................................... 16
MACHINE OPERATION
7-1 Programmering........................................................................................................................................24
Programming
7-2 Dørblokering............................................................................................................................................25
Door Interlock
7-3 Data.........................................................................................................................................................25
Data
7-4 Forholdsregler ved Betjening af Maskiner med Specielle Specifikationer ...............................................25
Precautions when Operating Special Specification Machines
Page 10

ii
8 VEDLIGEHOLDELSE OG INSPEKTION........................................................................ 26
MAINTENANCE AND INSPECTION
8-1 Maskinhåndtering ....................................................................................................................................27
Machine Management
8-2 Maskinstøjdata.........................................................................................................................................28
Machine Noise Data
NL1500MC/500.................................................................................................................................29
NL1500MC/500
NL2000SY/500..................................................................................................................................31
NL2000SY/500
NL2500SY/700..................................................................................................................................33
NL2500SY/700
NL3000Y/1250..................................................................................................................................35
NL3000Y/1250
NLX2500/700....................................................................................................................................37
NLX2500/700
NLX2500MC/700 ..............................................................................................................................38
NLX2500MC/700
9 BORTSKAFFELSE AF MASKINER ............................................................................... 40
DISPOSITION OF MACHINES
KAPITEL 1 G-FUNKTIONER
CHAPTER 1 G FUNCTIONS
1 AKSESTYRING OG BEVÆGELSESRETNING ............................................................. 43
AXIS CONTROL AND MOVEMENT DIRECTION
1-1 Beskrivelse af aksebevægelse ved programmering................................................................................45
Expressing Axis Movement in Programming
Pinolspecifikation..............................................................................................................................46
Tailstock Specification
Spindeldok 2-specifikation ................................................................................................................47
Headstock 2 Specification
2 G FUNKTIONER ............................................................................................................. 48
G FUNCTIONS
2-1 G Kodeliste ..............................................................................................................................................48
G Code List
2-2 Anbringelse af skæreværktøj ved ilgangshastighed G00 ........................................................................57
G00 Positioning Cutting Tool at Rapid Traverse Rate
2-3 Bevægelse af skæreværktøj ad en lige bande ved skæretilførselshastighed G01..................................60
G01 Moving Cutting Tool along Straight Path at Cutting Feedrate
2-4 G01 Funktioner til Rejfning og Hjørneafrunding ......................................................................................61
G01 Chamfering and Rounding Functions
2-5 G01 Linje ved Vinkel-kommando.............................................................................................................65
G01 Line at Angle Command
2-6 G02 Cirkulær Interpolation (Med Uret), G03 Cirkulær Interpolation (Mod Uret) ......................................66
G02 Circular Interpolation (Clockwise), G03 Circular Interpolation (Counterclockwise)
2-7 G02 Helisk Interpolation (Med Uret), G03 Helisk Interpolation (Mod Uret) (Option)................................69
G02 Helical Interpolation (Clockwise), G03 Helical Interpolation (Counterclockwise) (Option)
2-8 Midlertidig standsning af programudførelse G04 (pause)........................................................................72
G04 Suspending Program Execution (Dwell)
2-9 G07.1 (G107) Cylindrisk Interpolation .....................................................................................................74
G07.1 (G107) Cylindrical Interpolation
Page 11

2-10 G12.1 (G112) Polær Koordinatinterpolation (Notbearbejdning),
G13.1 (G113) Polær Koordinatinterpolation Annuller ..............................................................................78
G12.1 (G112) Polar Coordinate Interpolation (Notching),
G13.1 (G113) Polar Coordinate Interpolation Cancel
2-11 Valg af bearbejdningsflade G17, G18, G19.............................................................................................80
G17, G18, G19 Selecting Plane for Machining
2-12 G22 Kontrolfunktion for lagret slag TIL,
G23 Kontrolfunktion for lagret slag FRA (Option)....................................................................................81
G22 Stored Stroke Check Function ON,
G23 Stored Stroke Check Function OFF (Option)
2-13 G27 Nul (Referenceposition) Returkontrol...............................................................................................84
G27 Zero (Reference Position) Return Check
2-14 G28 Maskinnulpunkt (Referenceposition) Retur, G30 Anden (Tredje eller Fjerde) Nulpunkt
(Referenceposition) Retur........................................................................................................................84
G28 Machine Zero (Reference Position) Return, G30 Second (Third or Fourth) Zero
(Reference Position) Return
2-15 Spring funktion over G31 .........................................................................................................................85
G31 Skip Function
2-16 G32 Gevindskæring med Tap (ved Spindelens Centrum) .......................................................................87
G32 Tapping (at Center of Spindle)
Advarsler ved programmering af gevindskæring med G32 ..............................................................88
Cautions on Programming Tapping Using G32
2-17 G32 Gevindskæring, G92 Gevindskæringscyklus...................................................................................91
G32 Thread Cutting, G92 Thread Cutting Cycle
Gevindskæring Spindelhastighed Override (Option) ........................................................................93
Thread Cutting Spindle Speed Override (Option)
Ufuldstændig gevinddel ....................................................................................................................93
Incomplete Thread Portion
Beregning af den ufuldstændige gevinddel.......................................................................................94
Calculating the Incomplete Thread Portion
Forholdsregler ved gevindskæring....................................................................................................94
Precautions on Thread Cutting Operation
2-18 G34 Gevindskæring med Variabel Stigning ...........................................................................................106
G34 Variable Lead Thread Cutting
Gevindskæring Spindelhastighed Override (Option) ......................................................................108
Thread Cutting Spindle Speed Override (Option)
2-19 G51.2 (G251) Polygonskæring, G50.2 (G250) Polygonskæring Annuller (Option)...............................109
G51.2 (G251) Polygon Cutting, G50.2 (G250) Polygon Cutting Cancel (Option)
2-20 Indstilling af lokalt koordinatsystem G52 ............................................................................................... 111
G52 Setting Local Coordinate System
2-21 Valg af maskinkoordinatsystem G53 ..................................................................................................... 111
G53 Selecting Machine Coordinate System
2-22 Valg af arbejdskoordinatsystem G54 til G59.......................................................................................... 113
G54 to G59 Selecting Work Coordinate System
2-23 G65 Makrokald (Engangs)..................................................................................................................... 115
G65 Macro Call (One-Shot)
Agumenttildeling .............................................................................................................................115
Argument Assignment
Nestingniveau for kald ....................................................................................................................117
Nesting Level for Calls
2-24 G66 Modalt Makrokald (Hver Aksevandringskommando),
G66.1 Modalt Makrokald (Hver Blok), G67 Modalt Makrokald Annuller................................................118
G66 Macro Modal Call (Every Axis Travel Command),
G66.1 Macro Modal Call (Every Block), G67 Macro Modal Call Cancel
2-25 G81.4 Snekkefræsnings-synkronisering Start, G80.4 Snekkefræsnings-synkronisering Annuller
(Option)..................................................................................................................................................121
G81.4 Hobbing Synchronization Start, G80.4 Hobbing Synchronization Cancel (Option)
iii
Page 12

iv
Alarmmeddelelse under snekkefræsnings-synkronisering .............................................................123
Alarm Message during Hobbing Synchronization
2-26 G90 Y.D./I.D. Skæringscyklus, G94 Fladeskæringscyklus ....................................................................123
G90 O.D./I.D. Cutting Cycle, G94 Face Cutting Cycle
2-27 G50, G96 Indstilling af Maksimal og Minimal Spindelhastighed og Styring af Konstant
Overfladehastighed................................................................................................................................125
G50, G96 Setting Maximum and Minimum Spindle Speeds and Controlling Constant Surface Speed
2-28 G97 Styring af Spindelhastighed ved Konstant Hastighed ....................................................................128
G97 Controlling Spindle Speed at Constant Speed
2-29 G98 Kommando for Fremføringshastighed pr. Minut, G99 Kommando for Fremføringshastighed pr.
Omdrejning ............................................................................................................................................129
G98 Feedrate per Minute Command, G99 Feedrate per Revolution Command
2-30 G325 Skift af værdisæt for Pinol (Digital pinol)......................................................................................131
G325 Change of Value Set for Tailstock (Digital Tailstock)
2-31 G330 Pinol (Digital Pinol)/Spindeldok 2 Referencepunkt Retur.............................................................132
G330 Tailstock (Digital Tailstock)/Headstock 2 Reference Point Return
2-32 G374 Boring med Pinol Pakket Cyklus, G375 Boring med Pinol Pakket Cyklus Færdiggørelseskontrol
(Option)..................................................................................................................................................133
G374 Drilling with Tailstock Canned Cycle, G375 Drilling with Tailstock Canned Cycle Completion
Check (Option)
2-33 G479 Automatisk Centreringstype Fortsat Hvile/Pinol...........................................................................134
G479 Automatic Centering Type Steady Rest/Tailstock
Automatisk Centreringstype Fortsat Hvile Vandring (Transport Direkte Koblet).............................135
Automatic Centering Type Steady Rest Travel (Carriage Direct-Coupled)
Automatisk Centreringstype Fortsat Hvile Vandring (Servodrevet) ................................................136
Automatic Centering Type Steady Rest Travel (Servo-Driven)
Pinolvandring (Transport Direkte Koblet)........................................................................................138
Tailstock Travel (Carriage Direct-Coupled)
2-34 Styring af skæretilførselshastighed........................................................................................................140
Cutting Feedrate Control
Præcist stop G09 ............................................................................................................................140
G09 Exact Stop
Præcist stop-modus G61................................................................................................................141
G61 Exact Stop Mode
M28 Fejldetektion TIL, M29 Fejldetektion FRA...............................................................................142
M28 Error Detect ON, M29 Error Detect OFF
Skæremodus G64...........................................................................................................................142
G64 Cutting Mode
Gevindskæringsmodus G63 ...........................................................................................................142
G63 Tapping Mode
G62 Automatisk Hjørneoverride......................................................................................................143
G62 Automatic Corner Override
3 KOMPATIBLE SPECIFIKATIONER MED SEICOS (TILVALG) .................................... 144
COMPATIBLE SPECIFICATIONS WITH SEICOS (OPTION)
3-1 Automatisk drejestålsradius offset-tilstand (Automatisk bestemmelse af offset retning) .......................144
Automatic Tool Nose Radius Offset Mode (Automatic Determination of Offset Direction)
Automatisk bestemmelse af offset retning......................................................................................144
Automatic Determination of Offset Direction
Opstart og annuller .........................................................................................................................146
Start-Up and Cancel
Obligatorisk bestemmelse af offset retning.....................................................................................147
Compulsory Determination of Offset Direction
3-2 Skæringsradius offset tilstand................................................................................................................148
Cutter Radius Offset Mode
Opstart under skæringsradius offset-tilstand ..................................................................................148
Start-Up During Cutter Radius Offset Mode
Page 13
Betjening i skæringsradius offset tilstand........................................................................................149
Operation in Cutter Radius Offset Mode
Annulering af skæringsradius offset tilstand...................................................................................150
Canceling Cutter Radius Offset Mode
3-3 Rillebredde værktøj offset funktion (valg) ..............................................................................................151
Groove Width Tool Offset Function (Option)
Rillebredde værktøj offset tilstand...................................................................................................151
Groove Width Tool Offset Mode
Rillebredde værktøj offset tilstand annullering................................................................................153
Groove Width Tool Offset Mode Cancel
KAPITEL 2 M-FUNKTIONER
CHAPTER 2 M FUNCTIONS
1 M FUNKTIONER............................................................................................................157
M FUNCTIONS
1-1 M Kode Liste..........................................................................................................................................157
M Code List
1-2 Flere M kode funktion ............................................................................................................................172
Multiple M Code Function
1-3 M00 Program Stop, M01 Valgfrit Stop....................................................................................................172
M00 Program Stop, M01 Optional Stop
1-4 M02 Program Slut, M30 Program Slut og Spol Tilbage .........................................................................173
M02 Program End, M30 Program End and Rewind
1-5 M03 Spindel Start (Normal), M203 Spindel 2 Start (Normal),
M04 Spindel Start (Omvendt), M204 Spindel 2 Start (Omvendt), M05 Spindel Rotation Stop ...............174
M03 Spindle Start (Normal), M203 Spindle 2 Start (Normal),
M04 Spindle Start (Reverse), M204 Spindle 2 Start (Reverse), M05 Spindle Rotation Stop
1-6 M08 Kølemiddeludledning TIL, M09 Kølemiddeludledning FRA...........................................................176
M08 Coolant Discharge ON, M09 Coolant Discharge OFF
Skift af kølemiddeludsendingstryk (Knoll I/F Only) .........................................................................176
Changing Coolant Discharge Pressure (Knoll I/F Only)
1-7 M10 Spindel 1 Klem Borepatron, M210 Spindel 2 Klem Borepatron,
M11 Spindel 1 Nedspænd Borepatron, M211 Spindel 2 Nedspænd Borepatron...................................178
M10 Spindle 1 Chuck Clamp, M210 Spindle 2 Chuck Clamp,
M11 Spindle 1 Chuck Unclamp, M211 Spindle 2 Chuck Unclamp
1-8 M13 Roterende Værktøjsspindel Start (Normal), M14 Roterende Værktøjsspindel Start (Omvendt),
M05 Rotation Stop .................................................................................................................................180
M13 Rotary Tool Spindle Start (Normal), M14 Rotary Tool Spindle Start (Reverse),
M05 Rotation Stop
1-9 M23 Rejfning TIL, M24 Rejfning FRA....................................................................................................182
M23 Chamfering ON, M24 Chamfering OFF
1-10 M25, M26 Pinol Frem/Tilbage (Digital Pinol), M25, M26 Pinol Spindel UD/IND (Transport Direkte
Koblet Pinol) ..........................................................................................................................................184
M25, M26 Tailstock Forward/Backward (Digital Tailstock), M25, M26 Tailstock Spindle OUT/IN
(Carriage Direct-Coupled Tailstock)
pinol forlæns/baglæns (digital pinol)...............................................................................................184
Tailstock Forward/Backward (Digital Tailstock)
Pinolspindel UD/IND (Transport Direkte Koblet Pinol)....................................................................186
Tailstock Spindle OUT/IN (Carriage Direct-Coupled Tailstock)
Centerarbejdeprogrammering med Sikkerhed................................................................................186
Center-Work Programming with Safety
1-11 M45 C-akseforbindelse (Spindel 1), M245 C-akseforbindelse (Spindel 2),
M46 C-akseforbindelse Annuller (Spindel 1), M246 C-akseforbindelse Annuller (Spindel 2) ................ 189
M45 C-Axis Connection (Spindle 1), M245 C-Axis Connection (Spindle 2),
M46 C-Axis Connection Cancel (Spindle 1), M246 C-Axis Connection Cancel (Spindle 2)
v
Page 14

vi
1-12 M47 Arbejdsemneudstødning Ud (Option) ............................................................................................190
M47 Workpiece Ejector Out (Option)
1-13 M48 Fremføringshastighed override annuller FRA, M49 Fremføringshastighed override annuller
TIL..........................................................................................................................................................191
M48 Feedrate Override Cancel OFF, M49 Feedrate Override Cancel ON
1-14 M51 Spindel Borepatron Luftblæsning TIL, M251 Spindel 2 Borepatron Luftblæsning TIL,
M59 Spindel Borepatron Luftblæsning FRA, M259 Spindel 2 Borepatron Luftblæsning FRA
(Option)..................................................................................................................................................192
M51 Spindle Chuck Air Blow ON, M251 Spindle 2 Chuck Air Blow ON,
M59 Spindle Chuck Air Blow OFF, M259 Spindle 2 Chuck Air Blow OFF (Option)
1-15 M52 Spindel (Gennem Spindel) Luftblæsning TIL,
M252 Spindel 2 (Gennem Spindel) Luftblæsning TIL,
M57 Spindel (Gennem Spindel) Luftblæsning FRA,
M257 Spindel 2 (Gennem Spindel) Luftblæsning FRA (Option) ............................................................192
M52 Spindle (Through-Spindle) Air Blow ON,
M252 Spindle 2 (Through-Spindle) Air Blow ON,
M57 Spindle (Through-Spindle) Air Blow OFF,
M257 Spindle 2 (Through-Spindle) Air Blow OFF (Option)
1-16 M68 Spindel 1 Klem Bremse, M268 Spindel 2 Klem Bremse,
M69 Spindel 1 Frigør Bremse, M269 Spindel 2 Frigør Bremse .............................................................192
M68 Spindle 1 Brake Clamp, M268 Spindle 2 Brake Clamp,
M69 Spindle 1 Brake Unclamp, M269 Spindle 2 Brake Unclamp
1-17 M73 Arbejdsnedspænder UD, M74 Arbejdsnedspænder IND (Option).................................................193
M73 Work Unloader OUT, M74 Work Unloader IN (Option)
1-18 M85 Automatisk Dør Åbne, M86 Automatisk Dør Lukke (Option) .........................................................195
M85 Automatic Door Open, M86 Automatic Door Close (Option)
1-19 M89 Arbejdstæller, Totaltæller, Multitæller (Option)...............................................................................196
M89 Work Counter, Total Counter, Multi Counter (Option)
1-20 M90 Spindel 1/Roterende Værktøjsspindel Samtidig Driftstilstand TIL,
M91 Spindel 1/Roterende Værktøjsspindel Samtidig Driftstilstand FRA,
M290 Spindel 2/Roterende Værktøjsspindel Samtidig Driftstilstand TIL,
M291 Spindel 2/Roterende Værktøjsspindel Samtidig Driftstilstand FRA..............................................198
M90 Spindle 1/Rotary Tool Spindle Simultaneous Operation Mode ON,
M91 Spindle 1/Rotary Tool Spindle Simultaneous Operation Mode OFF,
M290 Spindle 2/Rotary Tool Spindle Simultaneous Operation Mode ON,
M291 Spindle 2/Rotary Tool Spindle Simultaneous Operation Mode OFF
1-21 M98/M198 Underprogramkald, M99 Underprogram Slut.......................................................................199
M98/M198 Sub-Program Call, M99 Sub-Program End
1-22 M200 Spåntransportbånd Rotation Frem Start, M201 Spåntransportbånd Stop....................................202
M200 Chip Conveyor Forward Rotation Start, M201 Chip Conveyor Stop
1-23 M382 Underlagsafdækning Kølemiddelsystem til Spåntagning TIL, M383 Underlagsafdækning
Kølemiddelsystem til Spåntagning FRA (Option)...................................................................................202
M382 Bed Cover Chip Coolant System ON, M383 Bed Cover Chip Coolant System OFF (Option)
1-24 M432 Arbejdsnedspænder Cyklusfunktion (Option)..............................................................................202
M432 Work Unloader Cycle Function (Option)
1-25 M458 Værktøjsspids Luftblæsning TIL, M459 Værktøjsspids Luftblæsning FRA (Option)....................204
M458 Tool Tip Air Blow ON, M459 Tool Tip Air Blow OFF (Option)
1-26 M480 Kalder C-akse Synkroniseret Driftstilstand
M46 C-akse Synkron Tilstand Annuller..................................................................................................204
M480 Calls C-Axis Synchronized Operation Mode
M46 C-Axis Synchronous Mode Cancel
1-27 M560 Roterende Værktøjsspindel Omvendt Rotationstilstand TIL, M561 Roterende Værktøjsspindel
Omvendt Rotationstilstand FRA.............................................................................................................205
M560 Rotary Tool Spindle Reverse Rotation Mode ON, M561 Rotary Tool Spindle Reverse Rotation
Mode OFF
1-28 M611 Y-akse Nulpunkt Interlock Ugyldig, M610 Y-akse Nulpunkt Interlock Gyldig................................206
M611 Y-Axis Zero Point Interlock Invalid, M610 Y-Axis Zero Point Interlock Valid
1-29 M661 Fortsat Hvile Kølemiddel TIL, M662 Fortsat Hvile Kølemiddel FRA (Option) ..............................206
M661 Steady Rest Coolant ON, M662 Steady Rest Coolant OFF (Option)
Page 15
1-30 M712 Pinolspindel Blokeringsfunktion FRA, M713 Pinolspindel Blokeringsfunktion FRA Annuller.......206
M712 Tailstock Spindle Interlock Function OFF, M713 Tailstock Spindle Interlock Function OFF
Cancel
1-31 M2200 Forudlæsning Stop.....................................................................................................................207
M2200 Pre-Read Stop
1-32 Stangindfører I/F- og M-kode Kommandoer (Stangindfører-specifikationer) .........................................207
Bar Feeder I/F and M Code Commands (Bar Feeder Specifications)
2 PROGRAM FOR AT FORKORTE BEARBEJDNINGSTID........................................... 211
PROGRAM TO SHORTEN PROCESSING TIME
KAPITEL 3 T, S, F FUNCTIONS
CHAPTER 3 T, S, F FUNCTIONS
1 T FUNKTION .................................................................................................................215
T FUNCTION
1-1 Værktøjsgeometri offset.........................................................................................................................216
Tool Geometry Offset
1-2 Værktøjsslidtage offset ..........................................................................................................................218
Tool Wear Offset
vii
2 S FUNKTION .................................................................................................................226
S FUNCTION
2-1 Forhold mellem skærehastighed, diameter og spindelhastighed ..........................................................227
Relationship among Cutting Speed, Diameter, and Spindle Speed
3 F FUNKTION .................................................................................................................228
F FUNCTION
3-1 Specificerer fremføringsrate pr. spindelomdrejning (mm/omdr).............................................................228
Specify Feedrate per Spindle Revolution (mm/rev)
3-2 Specificerer fremføringsrate pr. minut (mm/min, °/min) .........................................................................228
Specify Feedrate per Minute (mm/min, °/min)
3-3 Fremføringsrate ved sletbearbejdning...................................................................................................229
Feedrate for Finishing
KAPITEL 4 VÆRKTØJSFORSKYDNING
CHAPTER 4 TOOL OFFSET
1 AUTOMATISK DREJESTÅLSRADIUS OFFSET..........................................................233
AUTOMATIC TOOL NOSE RADIUS OFFSET
1-1 Opsæt for brug af automatisk drejestålsradius offset funktionerne (G40, G41, G42)............................235
Set to Use Automatic Tool Nose Radius Offset Function (G40, G41, G42)
Teoretisk drejestålsposition ............................................................................................................235
Imaginary Tool Tip Position
Opsætning af Drejestålsradius........................................................................................................238
Setting Tool Nose Radius
Skift af Absolut Koordinat Under Automatisk Værktøjsnæseradiuskompensering.........................239
Switching Absolute Coordinate during Automatic Tool Nose Radius Offset
Offset-retningen bestemt af G46.....................................................................................................240
Direction of Offset Determined by G46
1-2 Tekniske termer brugt i forklaring af den automatiske drejestålsradius offset funktion..........................241
Technical Terms Used in Explanation of Automatic Tool Nose Radius Offset Function
Opstart (Automatisk Værktøjsnæseradiusforskydning) ..................................................................241
Start-Up (Automatic Tool Nose Radius Offset)
Forskydningstilstand (Automatisk Værktøjsnæseforskydning) .......................................................243
Offset Mode (Automatic Tool Nose Radius Offset)
Page 16
viii
annuller tilstand (Automatisk Værktøjsnæseforskydning)...............................................................244
Cancel Mode (Automatic Tool Nose Radius Offset)
1-3 Generelle forholdsregler ved automatisk drejestålsradius offset funktion .............................................246
General Cautions on Automatic Tool Nose Radius Offset Function
Hvis siden ligger på endepunktet af skæring (Automatisk Værktøjsnæseradiusforskydning) ........246
If Wall Lies at Endpoint of Cutting (Automatic Tool Nose Radius Offset)
Oversnit i automatisk drejestålsradius offset tilstand ......................................................................249
Overcut in Automatic Tool Nose Radius Offset Mode
1-4 Programeksempler (Automatisk værktøjsnæseradiusforskydning) .......................................................251
Sample Programs (Automatic Tool Nose Radius Offset)
Basisprogrammer (Automatisk værktøjsnæseradiusforskydning) ..................................................251
Basic Programs (Automatic Tool Nose Radius Offset)
Anbefalede programeksempler (automatisk drejestålsradius offset)..............................................261
Recommended Example Programs (Automatic Tool Nose Radius Offset)
2 MANUEL DREJESTÅLSRADIUS OFFSET ................................................................. 265
MANUAL TOOL NOSE RADIUS OFFSET
2-1 Offset for Stigende Skæring og Affasning..............................................................................................265
Offset for Taper Cutting and Chamfering
Metode for Værktøjsradiusforskydning ...........................................................................................265
Tool Nose Radius Offset Method
Beregning af Værktøjsradiusforskydning........................................................................................266
Calculating Tool Nose Radius Offset Data
Forskydningsretning og beregning af koordinatværdier for Værktøjsnæseradiuskompensering
......................................................................................................................................................................... 269
Tool Nose Radius Offset Direction and Calculation of Coordinate Values
2-2 Programeksempel (Manuel Værktøjsnæseradiusforskydning)..............................................................275
Example Program (Manual Tool Nose Radius Offset)
Datatabel for Værktøjsradiusforskydning........................................................................................278
Tool Nose Radius Offset Data Table
2-3 Offset i Cirkulær Interpolation................................................................................................................284
Offset in Circular Interpolation
Konveks Bue...................................................................................................................................284
Convex Arc
Konkav Bue.....................................................................................................................................284
Concave Arc
Beregning af Koordinatværdier der skal Specificeres i Programmet ..............................................284
Calculating Coordinate Values to be Specified in Program
Programeksempel...........................................................................................................................286
Example Program
2-4 Programeksempel for Prøvearbejdsemne (Manuel Værktøjsnæseradiuskompensering).....................287
Example Program for Sample Workpiece (Manual Tool Nose Radius Offset)
3 VÆRKTØJSRADIUS OFFSET..................................................................................... 294
TOOL RADIUS OFFSET
3-1 Indstilling af Værktøjsradius Offset-mængde.........................................................................................296
Setting Tool Radius Offset Amount
3-2 Tekniske termer brugt i forklaringen af værktøjsradius offset-funktionen...............................................296
Technical Terms Used in Explanation of Tool Radius Offset Function
Opstart (Værktøjsnæseradiusforskydning) .....................................................................................296
Start-Up (Tool Radius Offset)
Forskydningstilstand (Værktøjsradiusforskydning) .........................................................................297
Offset Mode (Tool Radius Offset)
Annulleringstilstand (Værktøjsradiusforskydning)...........................................................................297
Cancel Mode (Tool Radius Offset)
3-3 Generelle advarsler om offset funktionen ..............................................................................................298
General Cautions on Offset Function
Page 17

Hvis siden ligger på endepunktet af skæring (værktøjsradiusforskydning).....................................298
If Wall Lies at Endpoint of Cutting (Tool Radius Offset)
Positiv (+) og Negativ (−) Designation for værktøjsradius offset mængde og værktøjsbaner.........300
Positive (+) and Negative (−) Designation for Tool Radius Offset Amount and Tool Paths
Oversnit i værktøjsradius offset tilstand..........................................................................................300
Overcut in Tool Radius Offset Mode
KAPITEL 5 PAKKET CYKLUS
CHAPTER 5 CANNED CYCLE
1 GENTAGENDE CYKLER ..............................................................................................307
MULTIPLE REPETITIVE CYCLES
1-1 Liste over Multipelt Gentagende Cyklusser ...........................................................................................307
Multiple Repetitive Cycles List
1-2 Grovslibningscyklus...............................................................................................................................310
Rough Cutting Cycle
1-3 G73 Lukket sløjfe skærecyklus..............................................................................................................317
G73 Closed-Loop Cutting Cycle
1-4 Advarsler om brug af cyklerne G71, G72 og G73..................................................................................322
Cautions on Using G71, G72, and G73 Cycles
1-5 G70 Færdigbearbejdningscyklus...........................................................................................................324
G70 Finishing Cycle
1-6 G74 Fladeafskæring, Stikningscyklus og Dybdeboringscyklus..............................................................326
G74 Face Cut-Off, Grooving Cycle, and Deep Hole Drilling Cycle
1-7 G75 Y.D./I.D. Stikningscyklus, afskæringscyklus...................................................................................330
G75 O.D./I.D. Grooving Cycle, Cut-Off Cycle
1-8 G76 Multipel gevindskæringscyklus ......................................................................................................334
G76 Multiple Thread Cutting Cycle
Gevindskæring Spindelhastighed Override (Option) ......................................................................336
Thread Cutting Spindle Speed Override (Option)
Tilførselstilstand..............................................................................................................................337
Infeed Mode
Advarlser om G76 flergevindskærings cyklus.................................................................................337
Cautions on G76 Multiple Thread Cutting Cycle
Forhold mellem skæredybde i første cyklus og antal gevindskærings cykler
(Fastsat metalfjernelsesrate og lige tilførsel langs gevindfladen)...................................................337
Relationship between Depth of Cut in First Cycle and Number of Thread Cutting Cycles
(Fixed Metal Removal Rate and Straight Feed along the Thread Face)
ix
2 HULBEARBEJDNING PAKKET CYKLUS....................................................................340
HOLE MACHINING CANNED CYCLE
2-1 Liste for pakket hulbearbejdningscyklus ................................................................................................342
Hole Machining Canned Cycle List
Flade hulbearbejdning pakket cyklus..............................................................................................343
Face Hole Machining Canned Cycle
Side hulbearbejdning pakket cyklus................................................................................................343
Side Hole Machining Canned Cycle
2-2 Borecyklus.............................................................................................................................................344
Drilling Cycle
Højhastigheds dybhul boringscyklus...............................................................................................344
High-Speed Deep Hole Drilling Cycle
Dybhuls borecyklus.........................................................................................................................345
Deep Hole Drilling Cycle
Punktborecyklus..............................................................................................................................350
Spot Drilling Cycle
Page 18

x
Punktborecyklus (Ophold)...............................................................................................................355
Spot Drilling Cycle (Dwell)
2-3 Synkroniseret gevindskæringscyklus.....................................................................................................359
Synchronized Tapping Cycle
Endefladesynkroniseret Gevindskæringscyklus .............................................................................360
End Face Synchronized Tapping Cycle
Endefladesynkroniseret Vendt Gevindskæringscyklus...................................................................362
End Face Synchronized Reverse Tapping Cycle
Sidefladesynkroniseret Gevindskæringscyklus...............................................................................363
Side Face Synchronized Tapping Cycle
Sidefladesynkroniseret Vendt Gevindskæringscyklus ....................................................................365
Side Face Synchronized Reverse Tapping Cycle
Spindelsynkroniseret Gevindskæringscyklus (M329 G84) (Option) ...............................................366
Spindle Synchronized Tapping Cycle (M329 G84) (Option)
2-4 Borecyklus.............................................................................................................................................367
Boring Cycle
KAPITEL 6 EKSEMPELPROGRAMMER
CHAPTER 6 EXAMPLE PROGRAMS
1 PROGRAMEKSEMPLER ............................................................................................. 375
EXAMPLE PROGRAMS
1-1 Notbearbejdning ....................................................................................................................................375
Notching
Bredde mellem To Flader (Brug af Polær Koordinatinterpolation)..................................................375
Width between Two Faces (Using Polar Coordinate Interpolation)
Bredde mellem To Flader (Brug af Y-akse) ....................................................................................376
Width between Two Faces (Using Y-Axis)
Sekskant (Med Polær Koordinatinterpolation)................................................................................377
Hexagon (Using Polar Coordinate Interpolation)
Sekskant (Brug af Y-akse)..............................................................................................................379
Hexagon (Using Y-Axis)
1-2 Kilenotfræsning (Brug af Y-akse) ...........................................................................................................380
Keyway Milling (Using Y-Axis)
1-3 Borepatronarbejde programmering........................................................................................................382
Chuck-Work Programming
1-4 Borepatronarbejde programmering (2) ..................................................................................................388
Chuck-Work Programming (2)
1. proces .........................................................................................................................................388
1st Process
2. proces .........................................................................................................................................392
2nd Process
1-5 Programmering af borepatronarbejde (3) ..............................................................................................395
Chuck-Work Programming (3)
1. Proces (Spindel 1) ......................................................................................................................397
1st Process (Spindle 1)
2. Proces (Spindel 2) ......................................................................................................................401
2nd Process (Spindle 2)
1-6 Adskillige delprogrammer ......................................................................................................................405
Various Part Programs
Rilleskæring ....................................................................................................................................405
Grooving
I.D. Dybhulsboring ..........................................................................................................................406
I.D. Deep Hole Drilling
Fræsning 1 (Boring på endeplade) .................................................................................................407
Milling 1 (Drilling on End Face)
Page 19

Fræsning 2 (Bearbejdning med nul-punkt på C-akse i arbejdskoordinatsystemet skiftet)..............410
Milling 2 (Machining with the Zero Point of the C-Axis in the Work Coordinate System Shifted)
Fræsning 3......................................................................................................................................413
Milling 3
Fræsning 4......................................................................................................................................416
Milling 4
KAPITEL 7 ANDRE FUNKTIONER
CHAPTER 7 OTHER FUNCTIONS
1 OVERFØRSEL AF ARBEJDSSTYKKE........................................................................ 423
WORKPIECE TRANSFER
1-1 M34, M35, M36 Synkroniseret Drift TIL/FRA.........................................................................................425
M34, M35, M36 Synchronized Operation ON/OFF
1-2 Flytning af spindeldok 2 (B-akse) ..........................................................................................................426
Moving Headstock 2 (B-Axis)
Anvendelse af arbejdskoordinatsystemet .......................................................................................426
Using the Work Coordinate System
Anvendelse af maskinkoordinatsystemet........................................................................................427
Using the Machine Coordinate System
1-3 G38 Arbejdsemne Trykkontrol...............................................................................................................429
G38 Workpiece Pushing Check
1-4 M80 Arbejdsemne Afskæringsdetektion................................................................................................432
M80 Workpiece Cut-Off Detection
Programmering med M80...............................................................................................................432
Programming Using M80
xi
2 STANDTIDSSTYRING................................................................................................... 434
TOOL LIFE MANAGEMENT
2-1 Manuel Indstilling af Standtids Data.......................................................................................................434
Setting Tool Life Data by Manual Operation
Standtidsskærm..............................................................................................................................434
Tool Life Management Screen
Grupperegistrering..........................................................................................................................435
Group Registration
Ændring af Værktøjsnummer..........................................................................................................436
Changing Tool Number
Statusskift .......................................................................................................................................436
Change of Status
2-2 Indstilling af standtidsdata i et program .................................................................................................436
Setting Tool Life Data in Program
2-3 Specification i Bearbejdsningsprogram..................................................................................................437
Specification in Machining Program
Gruppespecification........................................................................................................................437
Group Specification
Standtids Tæller..............................................................................................................................437
Life Count
Udelad Kommado...........................................................................................................................438
Skip Command
2-4 Nyt værktøj valgt flag og standtid udeløbet flag.....................................................................................438
New Tool Selection Flag and Tool Life Expired Flag
Nyt værktøj valgt flag......................................................................................................................438
New Tool Selection Flag
Standtid Udløbet-signal...................................................................................................................438
Tool Life Expiration Signal
Page 20

xii
3 BELASTNINGSOVERVÅGNINGSFUNKTION............................................................. 440
LOAD MONITORING FUNCTION
3-1 Oversigt over lastovervågningsfunktion.................................................................................................440
Outline of Load Monitoring Function
3-2 Skærm til lastovervågningsfunktion.......................................................................................................441
Screens for Load Monitoring Function
Skærmen Lastmåler til Lastovervågning.........................................................................................442
The Load Monitoring Load Meter Screen
Dataindstillingsskærm til lastmonitorering.......................................................................................443
Load Monitoring Data Setting Screen
Skærmen Advarselsliste til Lastovervågning..................................................................................445
The Load Monitor Warning List Screen
Indstillingsskærm for Lastovervågning............................................................................................446
Load Monitoring Setting Screen
3-3 Specifikation af Lastovervågningsprogram............................................................................................448
Specifying Load Monitor Program
3-4 Interlockfunktion til Indstillingsværdi og Driftstilstand via Nøglekontakt til Operationsvalg ....................448
Interlock Function for Set Value and Operation Mode by Operation Selection Key-Switch
3-5 Alarm, Fejldisplay ..................................................................................................................................449
Alarm, Error Display
3-6 Indlæsning/Udlæsning af Lastovervågningsdata...................................................................................449
Load Monitoring Data Input/Output
Page 21
FOR SIKKER BETJENING AF
MASKINEN
FOR SAFE MACHINE
OPERATION
Page 22

1 TIL BRUGERE OG TILSYNSFØRENDE.......................................................................... 3
FOR USERS AND SUPERVISORS
2 FORHOLDSREGLER FOR OPERATØRER..................................................................... 4
PRECAUTIONS FOR OPERATORS
3 BRANDSIKRING............................................................................................................... 5
FIRE PREVENTION
4 SIKKERHEDSANORDNINGER........................................................................................ 7
SAFETY DEVICES
5 FORSIGTIGHEDSMÆRKER ............................................................................................ 8
CAUTION LABELS
6 ARBEJDSMILJØ ............................................................................................................ 15
WORKING ENVIRONMENT
7 BETJENING AF MASKINEN .......................................................................................... 16
MACHINE OPERATION
8 VEDLIGEHOLDELSE OG INSPEKTION........................................................................ 26
MAINTENANCE AND INSPECTION
9 BORTSKAFFELSE AF MASKINER ............................................................................... 40
DISPOSITION OF MACHINES
Page 23

1 TIL BRUGERE OG TILSYNSFØRENDE
FOR USERS AND SUPERVISORS
TIL BRUGERE OG TILSYNSFØRENDE
FOR USERS AND SUPERVISORS
3
1. Forstå indholdet af denne manual odentligt. Opbevar
denne manual tæt på maskinen, så du hurtigt kan slå op i
den, når det er nødvendigt.
2. Lad ikke personer uden grundlæggende viden om
maskinen eller uden tilstrækkelig uddannelse udføre drift,
vedligeholdelse eller programmering af maskinen. Forbyd
enhver uden tilstrækkelig sikkerhedsviden at komme ind på
anlægget og i nærheden af maskinen. Mori Seiki er ikke
ansvarlig for ulykker.
3. Denne maskine er fremstillet til anvendelse af personer, der
er ved deres sansers fulde brug, og som ikke har nedsat
fysisk funktionsevne. Ikke egnet til brug af personer med
implanterede medicinske anordninger såsom pacemakere.
Den egentlige maskindrift er udelukkende brugerens
ansvar.
4. Forsyn operatører med tilstrækkelig træning og uddannelse
før betjening.
5. Bestem de mest passende indstillinger. 5. Determine the most appropriate settings.
6. Undlad at ændre eller modificere maskinen uden først at
kontakte Mori Seiki. Mori Seiki er ikke ansvarlige for
ulykker.
7. Brug tilstrækkelige sikkerhedsforanstaltninger, både for
maskinen og operatører.
8. Må ikke eksporteres, videresælges eller flyttes til en
destination, som har anden lovgivning eller andre
standarder.
1. Understand the contents of this manual thoroughly. Store
this manual close to the machine to enable easy reference
whenever necessary.
2. Do not allow persons who lack basic knowledge of the
machine or sufficient training to perform operation,
maintenance or programming of the machine. Prohibit
anyone without sufficient safety training from entering the
plant and vicinity of the machine. Mori Seiki is not liable for
accidents.
3. This machine is manufactured for use by persons with
normal senses and not-physically-challenged. Not
compliant for use by persons with implanted medical device
directives such as pacemakers. Actual machine operations
are the sole responsibility of the user.
4. Provide operators with sufficient training and education
prior to operation.
6. Do not change or modify the machine without prior
consultation with Mori Seiki. Mori Seiki is not liable for
accidents.
7. Take adequate safety measures for both machine and
operators.
8. Do not export, resell or relocate the machine to a
destination with different laws or standards.
Page 24

FORHOLDSREGLER FOR OPERATØRER
4
PRECAUTIONS FOR OPERATORS
2 FORHOLDSREGLER FOR OPERATØRER
PRECAUTIONS FOR OPERATORS
1. Læs og forstå instruktionsmanualerne ordentligt før du
betjener, programmerer eller udfører
vedligeholdelsesprocedurer på maskinen.
2. Denne maskine er fremstillet til anvendelse af personer, der
er ved deres sansers fulde brug, og som ikke har nedsat
fysisk funktionsevne. Ikke egnet til brug af personer med
implanterede medicinske anordninger såsom pacemakere.
Den egentlige maskindrift er udelukkende brugerens
ansvar.
3. Få den nødvendige træning og uddannelse, før du betjener
maskinen.
4. Antag at noget er umuligt, medmindre at manualen specifikt
siger at det kan gøres.
5. Undlad at betjene, vedligeholde eller programmere
maskinen, hvis du er under indflydelse af alkohol eller
narkotika. Undlad at betjene, vedligeholde eller
programmere maskinen, hvis du indtager medicin, der kan
fremkalde søvn eller reducere koncentrationen.
6. Undgå løstsiddende tøj og hår. 6. Trim clothing and hair.
[Sammenfiltring] [Entanglement]
7. Hav altid sikkerhedssko, øjenværn og beskyttelseshjelm
på.
1. Before operating or programming the machine, or
performing maintenance procedures, read and understand
the instruction manuals thoroughly.
2. This machine is manufactured for use by persons with
normal senses and not-physically-challenged. Not
compliant for use by persons with implanted medical device
directives such as pacemakers. Actual machine operations
are the sole responsibility of the user.
3. Prior to machine operation, take necessary training and
education.
4. Assume that something is impossible unless the manual
specifically states that it can be done.
5. Never operate, maintain, or program the machine while
under the influence of alcohol or drugs. Never operate,
maintain, or program the machine while taking medicines
which may induce sleep or reduce concentration.
7. Wear safety shoes, eye protectors and a hardhat at all
times.
Page 25

3 BRANDSIKRING
FIRE PREVENTION
BRANDSIKRING
FIRE PREVENTION
5
Hvis de følgende advarsler ikke overholdes, kan det medføre
brand eller maskinskade. Mori Seiki er ikke ansvarlig for
brande som opstår af andre årsager end produktfejl.
1. Ved bearbejdning med kølemiddel 1. When machining using coolant
• Anmod om et MSDS (MATERIAL SAFETY DATA
SHEET) direkte fra kølemiddelfabrikanten, som kunde,
og brug kølemidler der ikke har kemiske effekter på
maskinen. Vær opmærksom på eventuelle effekter på
den menneskelige krop, og opbevaringsmetoder,
beskrevet i MSDS.
• Kontroller mængden af kølemiddel i beholderen, og
efterfyld hvis det er nødvendigt, før du starter automatisk
drift. Hvis der anvendes for lidt kølemiddel på
skæringspunktet, vil arbejdsstykket blive opvarmet på
grund af utilstrækkelig afkøling, og dette kan medføre
brand.
2. Ved bearbejdning med brandbart kølemiddel (ikke
anbefalet)
• Anvend ikke brandbare kølemidler, såsom oliebaserede
kølemidler, da der er en stor risiko for brand, der kan
sprede sig til hele maskinen. Hvis det er nødvendigt at
bruge et brandbart kølemiddel, skal heraf følgende brand
eller ulykke behandles som brugerens ansvar.
• Overvåg altid bearbejdningsprocessen, og lad ikke
maskinen køre uden bemanding. Installer passende
automatiske brandslukningsudstyr for at slukke brande
tidligt.
• Kontroller det anvendte kølemiddels antændelsespunkt.
Håndter materialerne i værktøjer og arbejdsstykker, samt
slidtage på værktøjerne, sådan at temperaturen under
bearbejdning ikke overstiger disse punkter.
• Når kølemidlet forstøver inde i maskinen, kan det brænde
eksplosivt under unormale temperaturer. Modificer den
måde hvorpå kølemidlet udsendes, sådan at der ikke
hænger en tåge af kølemiddel indeni maskinen, eller
installer udstyr der opsamler kølemiddeltågen når den
opstår.
• Brug en eksplosionssikker tågeopsamler. • Use an explosion-proof mist collector.
• Læs først instruktionerne om kølemiddel i manualerne,
og følg dem.
3. Når du bearbejder uden at bruge kølemiddel (inklusiv
tørskæring og semi-tørskæring)
• Kontroller og håndter materialerne i værktøjer og
arbejdsstykker for at forhindre at der opstår brand på
grund af varme fra bearbejdningsprocessen.
4. Ved bearbejdning af arbejdsstykker af brandbart materiale 4. Wh
• Overvåg altid bearbejdningsprocessen, og lad ikke
maskinen køre uden bemanding. Installer passende
automatiske brandslukningsudstyr for at slukke brande
tidligt.
• Kontroller og håndter værktøjs- og
bearbejdningstilstande, sådan at temperaturen ikke
overstiger andtændelsespunktet under bearbejdning.
• Materialer såsom magnesium kan brænde eksplosivt
hvis de udsættes for vand mens de brænder. Kontroller
brandslukningsmetoder og -udstyr på forhånd, og
installer udstyret på egnede steder, så branden hurtigt
kan slukkes.
5. Ved installering af en brandslukker 5. When installing a fire extinguisher
• Det anbefales at installere det automatiske
brandslukningsudstyr som brandslukker.
Failure to observe the following warnings may result in a fire or
machine damage. Mori Seiki is not liable for any fire whose
cause is other than a product defect.
• Obtain the MSDS (MATERIAL SAFETY DATA SHEET)
from the coolant manufacturer directly yourself as the
customer and use coolant without any chemical effects
on the machine. Please be sure to pay careful attention
to the effects on the human body and the storage method
described in the MSDS.
• Before starting automatic operation, check the amount of
coolant in the coolant tank, and replenish coolant if
necessary. When insufficient coolant is applied to the
cutting point, the machined part will heat up due to
insufficient cooling, and this may result in a fire.
2. When machining using flammable coolant (not
recommended)
• Do not use a flammable coolant such as oil-based
coolant, as it has high risk of a fire which may spread to
the entire machine. If a flammable coolant is used out of
necessity, any consequent fire or accident must be dealt
with as the users' responsibility.
• Always monitor the machining process and do not carry
out unmanned operation. Install appropriate automatic
fire extinguishing equipment to quickly extinguish fire at
an early stage.
• Check the flash point and the ignition point of the coolant
to be used. Manage the material of the tools and
workpieces, and tool wear so that the temperature during
machining does not exceed these points.
• When coolant becomes a mist inside the machine, it may
burn explosively in abnormal temperature conditions.
Change the coolant discharge method so that no coolant
mist becomes suspended inside the machine, or install
equipment to collect the coolant mist generated.
• Check the instructions on coolant in the manuals in
advance, and follow them.
3. When machining without using coolant (including dry
cutting and semi-dry cutting)
• Check and manage the materials of the tools and
workpieces to be used to prevent fire due to heat
generated in the machining process.
en machining workpieces made of flammable material
• Always monitor the machining process and do not carry
out unmanned operation. Install appropriate automatic
fire extinguishing equipment to quickly extinguish fire at
an early stage.
• Check and manage the tools and machining conditions to
be used so that the temperature during machining does
not exceed the ignition point.
• Materials such as magnesium may burn explosively
when exposed to water while burning. Check the
fire-fighting methods and equipment in advance, and
install the equipment at suitable locations for quickly
extinguishing fire.
• It is recommended to install the automatic fire
extinguishing equipment as the fire extinguisher.
Page 26

BRANDSIKRING
6
FIRE PREVENTION
• Tal med producenten af brandslukkeren angående
funktionsduelighed, udvalg og forsikring.
• Når brandslukkeren installeres, skal Mori Seiki også
konsulteres.
Hvis der også er installeret en tågeopsamler, skal tågeopsamleren slås fra, når brandslukkeren aktiveres. Ellers
udtømmes det brandslukkende middel, og ilden slukkes
ikke.
• Se brandslukkerproducentens betjeningsvejledning
angående håndtering af brandslukkeren.
• Følg brandslukkerproducentens vejledning, og foretag
jævnligt inspektion og korrekt vedligeholdelse.
• Påfyld brandslukningsmidlet, eller udskift brandslukkeren
i overensstemmelse med vejledningen fra
brandslukkerproducenten efter aktivering af
brandslukkeren.
• Anvend ikke maskinen, før brandslukkeren kan aktiveres. • Do not use the machine before the fire extinguisher is
• Hvis det automatiske brandslukningsudstyr kan skifte
mellem automatisk/manuel betjening, skal
brandslukkeren indstilles til automatisk modus.
6. Før du starter automatisk drift 6. Before starting automatic operation
• Dobbelttjek at alle dele af værktøjet, og
værktøjsholderene, er sikkert spændt. Utilstrækkelig
spænding medfører utilstrækkelig fastgørelse af
værktøjet, og kan medføre en ulykke eller brand på grund
af varme.
• Dobbelttjek at arbejdsstykket er sikkert spændt. Hvis et
arbejdsstykke ikke er spændt sikkert, kan det bevæge sig
og få kontakt med et værktøj, hvilket kan medføre brand
på grund af varme.
• Brug ikke slidt eller skadet værktøj. Hvis der bruges slidt
eller skadet værktøj, kan spån stoppe dem, hvilket kan
medføre en brand på grund af varme.
• Dobbelttjek at de værktøjer og programmer der skal
bruges er korrekt før du starter automatisk drift. Hvis der
bruges forkerte værktøjer og programmer, kan det
resultere i en ulykke eller brand. Dette gælder især
programmer hvor det samme mønster gentages, bekræft
at værktøjet er valgt korrekt, før du starter andet sæt
gentagelser efter den første bearbejdning.
• Opret et program, efter at have bekræftet
bearbejdningsbetingelserne, sådan at den varme der
genereres ved gnidning minimeres. Oprettelse af
programmer uden at tage hensyn til dette, kan resultere i
brand eller maskinskade.
• Funktionen interaktiv programmering opretter
NC-programmer baseret på generelle
bearbejdningsbetingelser, men det endelige ansvar for
bestemmelse af bearbejdningsbetingelserne ligger hos
brugeren. Mori Seiki er ikke ansvarlige for resultatet af
den interaktive programmeringsfunktion.
• Under og efter bearbejdning, skal alle spån fjernes. Hvis
alle spån ikke fjernes, kan der resultere i brand,
afhængigt af arbejdsstykkets materiale og
bearbejdningsbetingelserne.
7. Hvis der udbryder brand 7. If a fire breaks out
• Hvis en brand skulle opstå, skal du ophøre med at bruge
maskinen og kontakte Mori Seiki's serviceafdeling, lige
meget om brandslukkeren er blevet anvendt, eller
brandslukningsudstyret er blevet betjent. Selvom der ikke
er nogen unormale forhold at se udefra, kan ledninger
eller rør inde i maskinen være beskadigede, og maskinen
vil fungere på en uforventet måde, som vil skade
maskinen.
• As for the capability, selection, or warranty, consult with
the manufacturer of the fire extinguisher.
• When installing the fire extinguisher, consult with Mori
Seiki as well.
If a mist collector is also installed, the mist collector should
be shut off when the fire extinguisher is activated. Otherwise, the fire extinguishing agent will be exhausted of and
the fire will not be extinguished.
• For handling of the fire extinguisher, refer to the
instruction manual of the fire extinguisher manufacturer.
• Follow the instructions of the fire extinguisher
manufacturer, and execute periodical inspection and
appropriate maintenance.
• After the fire extinguisher is activated, replenish the fire
extinguishing agent or exchange the fire extinguisher in
accordance to the instructions of the fire extinguisher
manufacturer.
ready to be activated.
• If the automatic fire extinguishing equipment allows
switching between automatic/manual operations, set the
extinguisher to automatic mode.
• Reconfirm that all parts of the tools and tool holders are
securely tightened. Insufficient tightening leads to
insufficient tool clamping, and may result in an accident
or a fire caused by heat.
• Reconfirm that the workpiece is securely clamped. If a
workpiece is not clamped securely, it may shift and make
contact with a tool, resulting in a fire caused by heat.
• Do not use worn or damaged tools. If worn or damaged
tools are used, chips may clog them, resulting in a fire
caused by heat.
• Before starting automatic operation, reconfirm that the
tools and programs to be used are correct. Failure to use
the correct tools and programs may result in an accident
or a fire. Especially with a program in which the same
pattern is executed repeatedly, confirm that the tool is
selected correctly before starting the second set of
repetitions after the first machining.
reate a program after confirming the machining
• C
conditions so that the heat generated by rubbing is
minimal. Creating programs without this consideration
may result in a fire or machine damage.
• The conversational programming function creates NC
programs based on general machining conditions, but
the final responsibility for determining the machining
conditions rests with the user. Mori Seiki is not liable for
the machining outcome of the conversational
programming function.
• During and after machining, completely remove chips if
necessary. Failure to remove chips completely may
result in a fire, depending on the workpiece material and
machining conditions.
• If by any chance a fire occurs, stop usage of the machine
and contact the Mori Seiki Service Department
regardless of use of the fire extinguisher or the operation
of the fire extinguishing equipment. Although there are no
abnormalities in the external appearance, the wiring or
piping may be damaged inside the machine and the
machine may operate in an unexpected manner, causing
damage to the machine.
Page 27
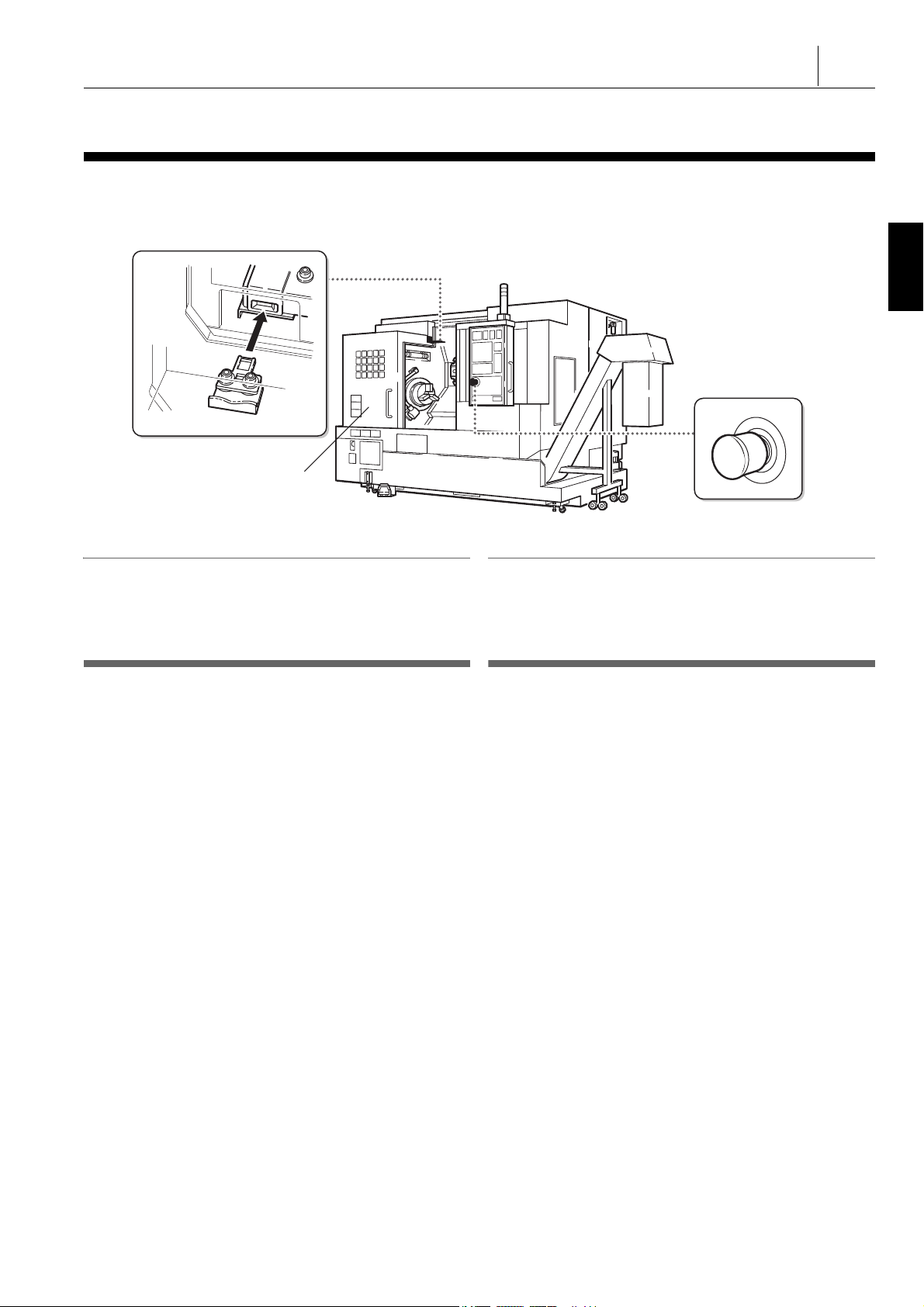
4 SIKKERHEDSANORDNINGER
SAFETY DEVICES
SIKKERHEDSANORDNINGER
SAFETY DEVICES
7
Maskinen er udstyret med de sikkerhedsanordninger, der er
vist nedenfor, for at beskytte operatøren fra fare.
Dørlåsningssystem
Door Lock System
Dør med Blokeringsfunktion
Door with Interlock Function
To guard operators from danger, the machine is equipped with
safety devices as shown below.
2 BEMÆRK 2 NOTE
* Afhængigt af maskinspecifikationerne, kan [EMERGENCY STOP]
(Nødstop) knappen være placeret ovenpå spåntransportbåndet.
* Depending on the machine specifications, the [EMERGENCY
STOP] (Emergency Stop) button may be mounted on the upper
face of the chip conveyor.
[EMERGENCY STOP]
(Nødstop) Knap*
[EMERGENCY STOP]
(Emergency Stop) Button*
8 ADVARSEL 8 WARNING
1. Vær parat til at trykke på [EMERGENCY STOP]
(Nødstop) knappen under bearbejdning.
2. Placer ikke forhindringer foran en [EMERGENCY
STOP] (Nødstop) knap.
3. Selv når der er trykket på [EMERGENCY STOP]
(Nødstop) knappen, skal du kontrollere at al drift er
stoppet helt, før du nærmer dig de bevægelige dele.
4. Undlad selv at modificere eller fjerne sikkerhedsudstyr.
Hvis sikkerhedsanordninger udskiftes, så sørg for at
bekræfte, at de fungerer korrekt, før du starter
maskinen. Kontakt Mori Seiki for yderligere
information.
5. Betjen ikke maskinen uden at beskyttelsesskjoldene er
monteret, eller mens andre sikkerhedsanordninger er
ude af drift.
6. Hav ikke for megen tillid til sikkerhedsanordninger,
skjold og døre. Dette er ikke en eksplosionssikker
maskine. Du skal altid være opmærksom på de farer
der er involveret i bearbejdningsprocedurer. Farer
såsom udkastning af et stort arbejdsstykke, skadeligt
støv eller en eksplosion som resultat af bearbejdning
af materialer såsom magnesium, kan ikke undgås,
selvom døren er lukket.
7. Hvis beskyttelsesafdækninger eller
sikkerhedsanordninger er beskadigede, skal du
kontakte Mori Seiki Serviceafdeling.
1. Be ready to press the [EMERGENCY STOP]
(Emergency Stop) button during machine operation.
2. Do not place any obstacle in front of an [EMERGENCY
STOP] (Emergency Stop) button.
3. Even when the [EMERGENCY STOP] (Emergency Stop)
button is pressed, confirm all operations have come to
a complete stop before approaching moving parts.
4. Do not modify or remove safety-related devices on
your own. If the safety devices are replaced, be sure to
confirm whether they work properly before starting the
machine operation. Contact Mori Seiki for further
information.
5. Do not operate the machine with protective covers
removed or while other safety devices are in invalid
status.
6. Do not put too much confidence in safety devices,
protective covers and doors. This is not the
explosion-proof specification machine. Recognition of
the dangers involved in machining procedures is
required at all times. Dangers such as the ejection of a
large workpiece or harmful dust or an explosion
caused by the machining of metals such as
magnesium are not preventable even if the door is
closed.
7. If protective covers or safety devices are damaged,
contact the Mori Seiki Service Department.
Page 28
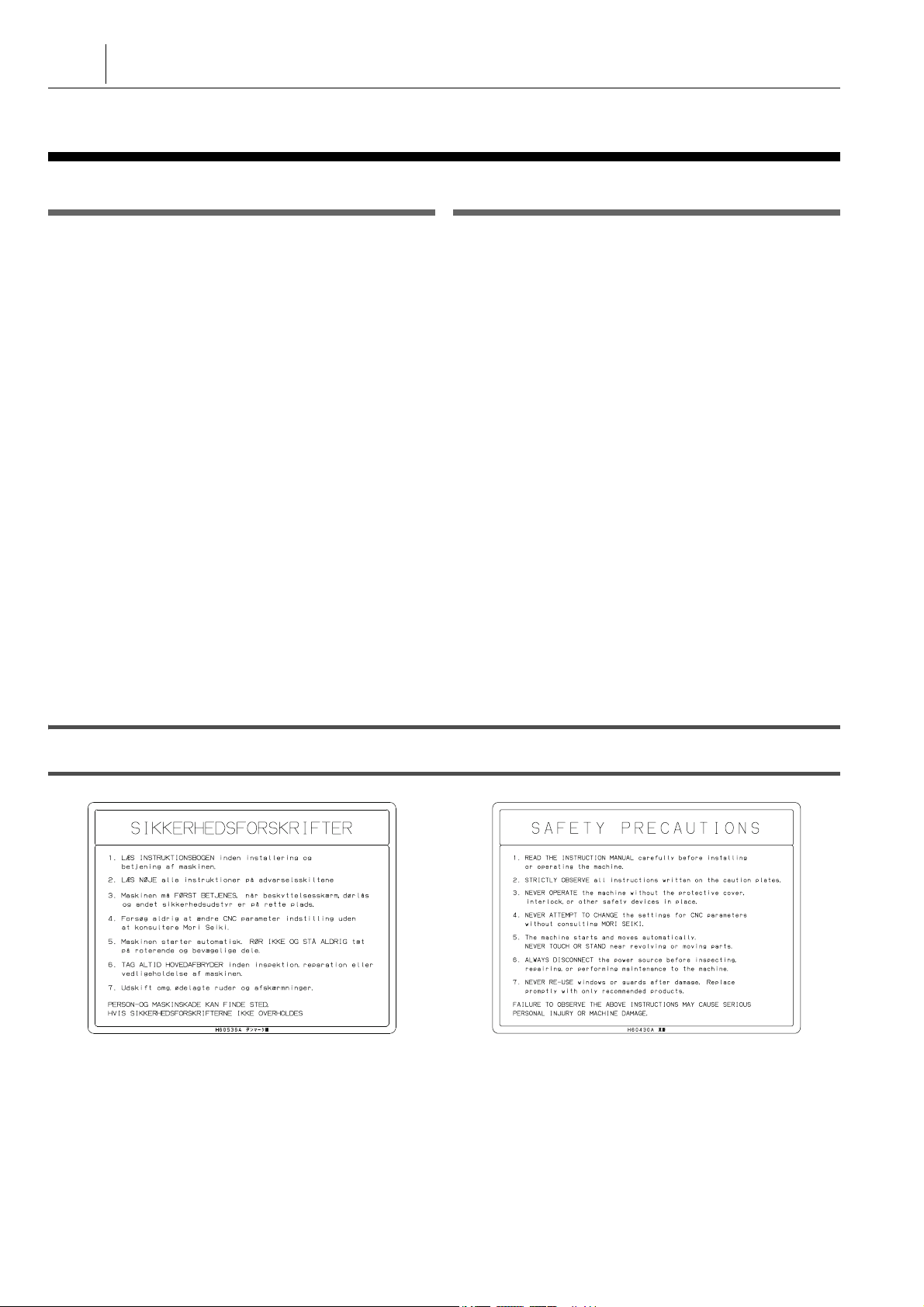
FORSIGTIGHEDSMÆRKER
8
CAUTION LABELS
5 FORSIGTIGHEDSMÆRKER
CAUTION LABELS
8 ADVARSEL 8 WARNING
1. Vær opmærksom på informationen på
forsigtighedsmærkerne.
2. Forsigtighedsmærkerne er mærket i henhold til de
følgende advarselsniveauer.
FAR E:
Undladelse af at følge instruktionerne vil resultere i
alvorlig personskade eller dødsfald.
ADVARSEL:
Undladelse af at følge instruktionerne kan resultere i
alvorlig personskade eller dødsfald.
FORSIGTIG:
Undladelse af at følge instruktionerne kan resultere i
mindre personskade eller skade på maskinen.
3. Køb et erstatningsmærke og sæt det på den
oprindelige position, når et forsigtighedsmærke falder
af, bliver slørret og ikke kan læses, eller når en del, der
bærer en mærkat, udskiftes.
4. Undlad at opsætte ting over forsigtighedsmærkerne,
og mal dem ikke over.
5. Sørg for at forsigtighedsmærkerne på maskinen er
skrevet i operatørens modersmål.
6. Kontakt Mori Seiki Serviceafdeling om køb af nye
forsigtighedsmærker og andre spørgsmål.
1 Separat bind, INSTALLATIONSMANUAL Kapitel 3 DIAGRAM-
MER “FORSIGTIGHEDSMÆRKER”
1. Observe the information on the caution labels.
2. Caution labels are marked according to the following
warning levels.
DANGER:
Failure to follow the instructions will result in serious
injury or death.
WARNING:
Failure to follow the instructions could result in serious
injury or death.
CAUTION:
Failure to follow the instructions could result in minor
injury, or in damage to the machine.
3. Purchase a replacement caution label and re-affix in
original position when a label peels off, becomes
blurred and cannot be read, or a part with a label
attached is replaced.
4. Do not fix anything on top of a caution label or paint
over it.
5. Ensure caution labels attached to the machine are
written in the native language of the operator.
6. Contact the Mori Seiki Service Department on
purchasing new caution labels and other inquiries.
1 Separate volume, INSTALLATION MANUAL Chapter 3 DIA-
GRAMS “CAUTION LABELS”
5-1 Sikkerhedsforholdsregler
Safety Precautions
Sørg for at følge instruktionerne på forsigtighedsmærkerne.
Hvis disse instruktioner ikke følges, kan det resultere i alvorlig
personskade, skade på maskinen, og skade på arbejdsstykker.
Be sure to follow the instructions on the caution label. Failure
to follow the instructions may result in serious injury, damage to
the machine, and damage to workpieces.
Page 29
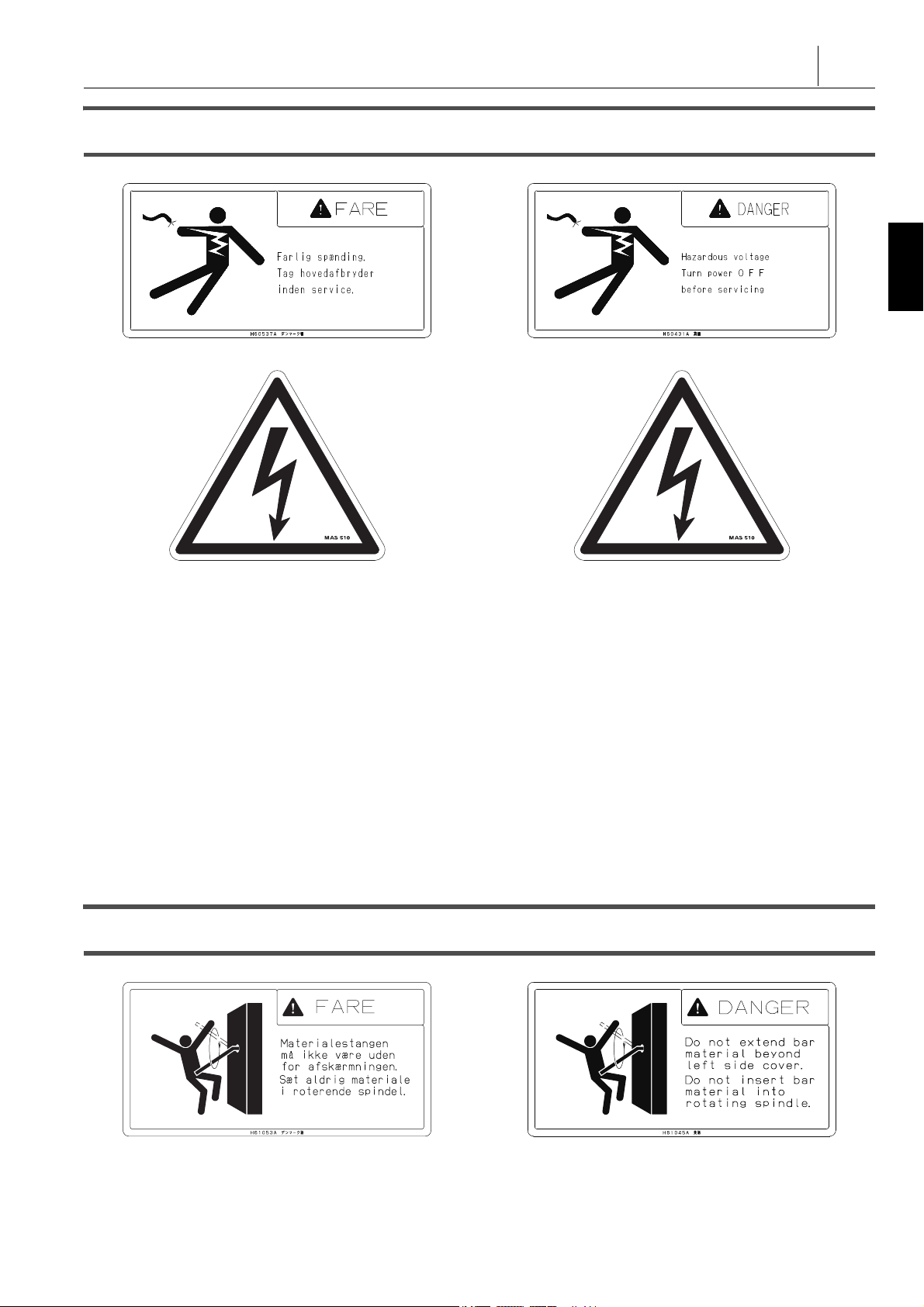
5-2 Tænde og slukke for strømmen
Turning ON/OFF Power
FORSIGTIGHEDSMÆRKER
CAUTION LABELS
9
1. Sluk for strømmen, før du udfører det følgende. 1. Turn the power OFF before performing the followings.
[Elektrisk stød/Fangning] [Electric shock/Entanglement]
• Før du udfører arbejde indeni maskinen for
vedligeholdelse eller rengøring.
• Før du udfører arbejde indeni el-skabet og NC-enheden. • Before performing any work inside the electrical cabinet
• Før du forlader maskinen. • Before leaving the machine.
2. Åben ikke dørene til el-skabet, NC-enheden eller
betjeningspanelet medmindre det er absolut nødvendigt.
Der kan komme støv, fremmedlegemer og fugt i
enhederne.
[Fejlfunktion]
3. Maskinen kan ikke køre ordentligt, medmindre der er en en
ordentlig strømforsyning. Hvis strømforsyningen svigter
midlertidigt, på grund af strømafbrydelse eller lynnedslag,
mens maskinen er i drift, kan maskinen fungere uforventet.
I sådanne tilfælde skal der straks slukkes for strømmen.
• Before performing any work inside the machine for
maintenance and cleaning.
and the NC unit.
2. Do not open the doors of the electrical cabinet, the NC unit,
and the operation panel unless it is absolutely necessary.
Dust, foreign matter, and moisture may enter to the
devices.
[Machine malfunction]
3. The machine cannot operate correctly unless the power is
properly supplied. If the power supply is momentarily cut off
during machine operation due to a power failure or
lightening, the machine may operate unexpectedly. In these
cases, turn OFF the main power immediately.
5-3 Stangemne
Bar Stock
Følg instruktionerne nedenfor, for at forhindre stigning i spindle
runout, kollision med stangen, og bøjning af stagen.
1. Brug en stangindfører når du arbejder på stangemner der
er længere end spindellængden.
Be sure to follow the instructions below to prevent spindle
runout increase, collision with bar, and bar bending.
1. Use a bar feeder when machining the bar stock longer than
the spindle length.
Page 30
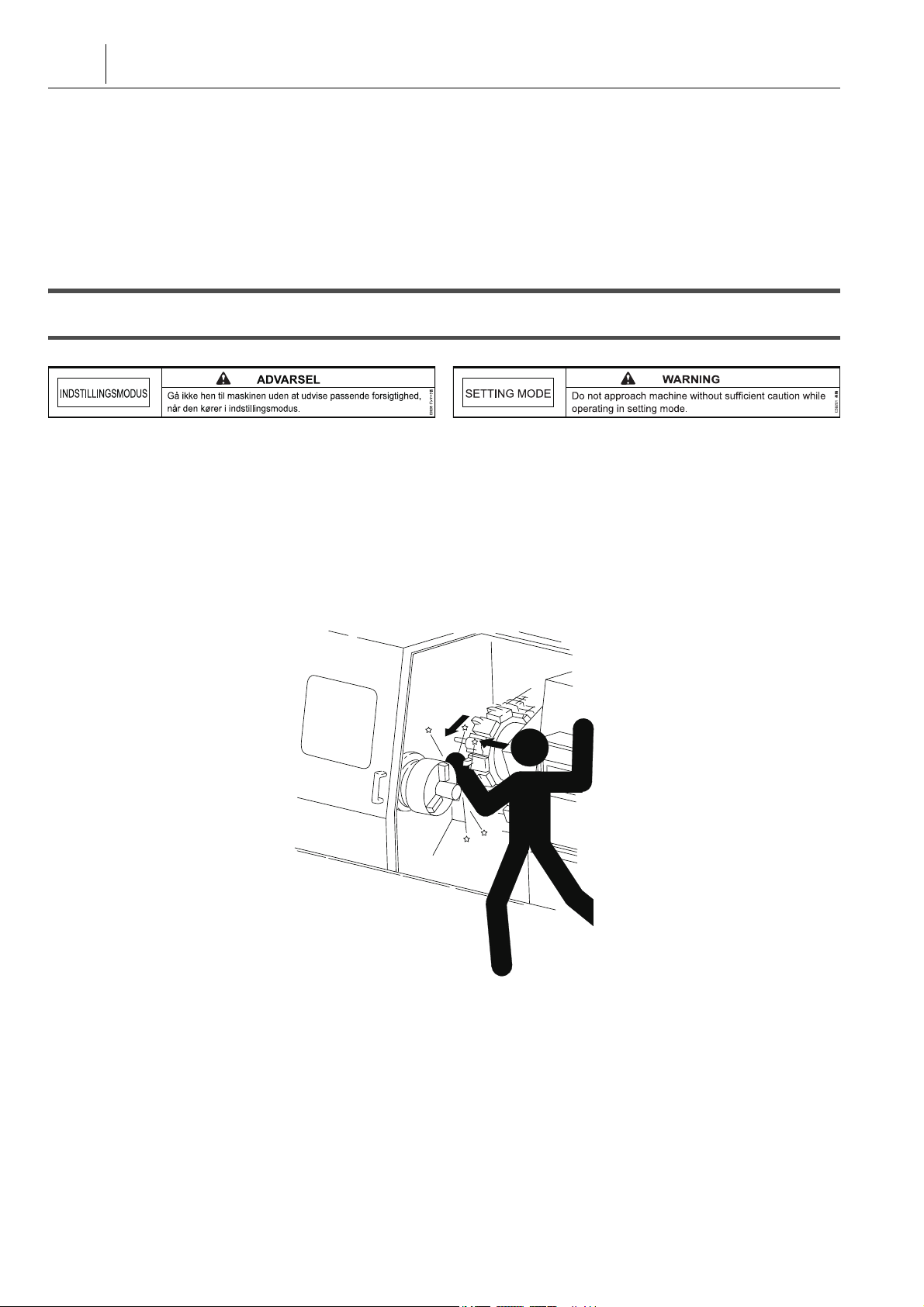
10
FORSIGTIGHEDSMÆRKER
CAUTION LABELS
2. Brug en styrebøsning når du arbejder på stangemner der er
kortere end spindellængden.
3. Start ikke spindlen, medmindre cylinderdækslet er på
plads.
4. Før ikke stangemnet ind i spindelhullet mens spindlen
roterer.
5. Brug kun lige stangemner når du arbejder på en maskine
der er udstyret med en stangindfører eller spindelhul.
5-4 Dørblokeringsfunktion
Door Interlock Function
Bemærk, at indstilling af nøglekontakten
[INTERLOCK-MODUS] til [INDSTILLING] for at tillade
begrænset maskindrift med døren åben er ekstremt farlig.
Under daglig drift indstilles nøglekontakten til [NORMAL],
nøglen fjernes fra kontakten og opbevares på et sikkert sted.
Kun personer, som er tilstrækkeligt uddannet i sikkerhed og
maskindrift, har lov til at skifte dørblokeringsfunktionen til
tilstanden [INDSTILLING] og betjene maskinen.
Nedenfor er der beskrevet de mulige ulykker, som kan
resultere i alvorlig personskade eller død, der kan opstå under
bearbejdning med åben dør.
2. Use a guide bush when machining the bar stock shorter
than the spindle length.
3. Do not start the spindle unless the cylinder cover is in
place.
4. Do not insert bar stock into the spindle-through hole while
the spindle is rotating.
5. When machining bar stock on a machine equipped with a
bar feeder or spindle through-hole, use straight bar stock
only.
Note that setting the [INTERLOCK MODE] key-switch to
[SETTING] to enable limited machine operations with the door
open is extremely dangerous. In daily operations, set the
key-switch to [NORMAL], remove the key from the switch, and
store it in a safe location.
Only persons who are trained sufficiently in safety and machine
operation are permitted to switch the door interlock function to
the [SETTING] mode and operate the machine.
Possible accidents resulting in serious injury or death during
machine operation with the door open are described below.
1. Operatøren vil blive sammenfiltret med spindlen, hvis den
starter mens operatøren rører spændepatronen eller
arbejdsstykket.
2. Operatøren vil blive sammenfiltret med spindlen, hvis
operatøren rører spændepatronen eller arbejdsstykket
mens spindlen roterer.
3. Arbejdsstykket vil flyve ud, hvis spindlen starter uden at
arbejdsstykket er korrekt fastklemt.
4. Arbejdsstykket, spændebakke og værktøjer vil flyve ud hvis
værktøjet (eller revolverhovedet) kolliderer med
arbejdsstykket på grund af en programmeringsfejl.
5. Arbejdsstykket vil flyve ud grundet formidsket gribekraft i
spændepatronen som resultat af for megen skærekraft eller
centrifugalkraft.
1. The operator will become entangled with the spindle if the
spindle starts while the operator is touching the chuck or
workpiece.
2. The operator will become entangled with the spindle if the
operator touches the chuck or the workpiece while the
spindle is rotating.
3. A workpiece will fly out if the spindle starts while the
workpiece is not clamped correctly.
4. A workpiece, chuck jaws, and tools will fly out if the tool (or
turret) collides with the workpiece due to a programming
error.
5. A workpiece will fly out due to lowered gripping force of
chuck caused by excessively heavy cutting force or
centrifugal force.
Page 31

FORSIGTIGHEDSMÆRKER
CAUTION LABELS
11
6. Operatøren vil blive fanget eller sammenfiltret med
bevægelige dele såsom revolverhovedet under
aksefremføring eller indekseringsbevægelser.
7. Operatøren, eller en person der står tæt på maskinen, vil
blive oversprøjtet med spån og kølemiddel under
bearbejdning, hvilket kan resultere i personskade eller
helbredsproblemer (især hvis spån eller kølemiddel
kommer i øjnene).
8. Operatøren vil blive fanget i spåntransportbåndet, hvis
operatørens hånd eller fod rører spåntransportbåndet mens
det er i drift.
1 Der findes flere oplysninger om tilstanden [INDSTILLING] i det
separate bind BRUGERVEJLEDNING.
5-5 Sikkerhed Under Bearbejdning (1)
Safety During Machine Operation (1)
6. The operator will be caught or entangled by moving parts
such as turret during axis feed or indexing motions.
7. The operator or a person standing near the machine will be
splashed with chips and coolant during machining, resulting
in injury or health problems (particularly if chips or coolant
get into the eyes).
8. The operator will become caught in the chip conveyor when
the operator's hand or foot touches the chip conveyor while
it is operating.
1 For the [SETTING] mode, refer to the separate volume, OPER-
ATION MANUAL.
1. Hold fordøren lukket mens maskinen kører. Området
indenfor fordøren indeholder mange potentielle farekilder.
• Spindlen, der roterer ved høj hastighed, med et
arbejdsstykke fastklemt
• Revolverhovedet, som roterer og bevæger sig i mange
retninger, med et antal skarpe skæreværktøjer
• Sprøjtende kølemiddel og flyvende spån • Splashing coolant and flying chips
2. Tillad tilstrækkelig spænding, sådan at arbejdsstykket ikke
kommer løs fra spændepatronen grundet skærekraften
eller centrifugalkraften der dannes ved spindelrotationen.
Understøt arbejdsstykket med pinolen eller en stabil støtte,
hvis det er nødvendigt.
• Hvis arbejdsstykket har et stort længde til diameter
forhold, så understøt arbejdsstykket med pinolen, sådan
at det ikke bliver bukket mens arbejdsstykket forende
bliver skåret.
• Der må ikke være slør i spændebakkens bevægelser. • There must be no play in the motion of the chuck jaw.
• Ved sværskæring af en tyk as-forged stang, placeres
arbejdsstykkeenden mod spændepatronens endeflade,
således at spændekraften kan tage belastningen under
skæring.
• Når du fastspænder et støbt eller smedet arbejdsstykke,
så form bakkerne efter arbejdsstykket, eller brug
bakkerne med carbidpinde.
• Fastklem arbejdsstykket i spændepatronen, midt i
spændebakkens slag.
3. Hvis et arbejdsstykke roteres i spændepatronen, uden at
tyngdepunktet er ved spændepatronens rotationscenter, vil
maskinen vibrere. Dette vil forringe det bearbejdede
arbejdsstykkes nøjagtighed. Det er nødvendigt at
balancere arbejdsstykket med en vægt.
4. Åben ikke fordøren for at fjerne spån, og rør ikke
arbejdsstykket og værktøjerne, mens spindlen roterer.
[Alvorlig personskade] [Serious injury]
5. Stå ikke foran spindlen eller andre roterende dele. 5. Do not stand in front of the spindle or other rotating parts.
1. Keep the front door closed while the machine is operating.
The area inside the front door contains many sources of
potential danger.
• The spindle rotating at a high speed with a workpiece
clamped in it
• The turret which rotates and moves in many directions
with a number of sharp cutting tools
2. Allow a sufficient chucking amount so that the workpiece
will not come out of the chuck due to the cutting force or
centrifugal force generated by spindle rotation. Support the
workpiece with the tailstock or the steady rest if necessary.
• If the length-to-diameter ratio of the workpiece is large,
support the workpiece using tailstock so that it will not be
bent while the front end of the workpiece is being cut.
• When heavy cutting a thick as-forged bar, place the
workpiece end against the chuck face so that the
chucking force can sustain the load during cutting.
• When chucking a cast or forged workpiece, shape the
jaws to the draft of the workpiece or use the jaws with
carbide pins.
• Clamp a workpiece in the chuck at the center of the
chuck jaw stroke.
3. Machine vibration will result when a workpiece with its
center of gravity not at the chuck rotating center is rotated
in the chuck. This, in turn, will deteriorate the accuracy of
the machined workpiece. It is necessary to balance the
workpiece with a balancing weight.
4. While the spindle is rotating, do not open the front door to
remove chips or touch the workpiece and tools.
Page 32

12
FORSIGTIGHEDSMÆRKER
CAUTION LABELS
6. Fjern ikke skjoldene, medmindre at det er absolut
nødvendigt.
7. Start ikke bearbejdningen uden at
sikkerhedsanordningerne er på plads.
[Alvorlig personskade] [Serious injury]
6. Do not remove the covers unless absolutely necessary.
7. Do not start machine operation without the safety devices
in place.
5-6 Sikkerhed under bearbejdning (2)
Safety During Machine Operation (2)
1. Stå ikke i nærheden af maskinens bevægelige dele, mens
den er i drift.
[Sammenfiltring/Alvorlig Personskade]
2. Vær opmærksom på bevægelige dele bagved, og på siden
af maskinen - såvel som dem foran dem.
3. Rør ikke nogen roterende dele; sørg for at delen er holdt op
med at rotere før du rører den.
[Sammenfiltring/Alvorlig Personskade]
4. Forsøg ikke at fjerne spån fra arbejdsstykket og værktøjet,
mens spindlen roterer.
[Sammenfiltring/Alvorlig Personskade]
5. Dæk dit hår, og bær ikke løstsiddende tøj eller smykker, for
at undgå at blive sammenfiltret eller fanget i maskinen. Bær
altid sikkerhedssko når du betjener maskinen.
[Sammenfiltring/Alvorlig Personskade]
6. Efterlad ikke værktøj eller instrumenter på
betjeningspanelet, eller nogen anden bevægelig del af
maskinen.
7. Læn dig ikke mod maskinen mens den er i drift. Det kan
være yderst farligt at læne sig op af skjoldene.
1. Do not stand near the moving parts of the machine while
the machine is operating.
[Entanglement/Serious injury]
2. Pay attention to moving parts of the rear and side of the
machine as well as the front of the machine.
3. Do not touch any rotating part; make sure that the part has
stopped rotating before touching it.
[Entanglement/Serious injury]
4. Do not try to remove chips from the workpiece and tool
while the spindle is rotating.
[Entanglement/Serious injury]
5. Cover your hair and do not wear loose clothing or jewelry to
avoid becoming entangled or caught in the machine.
Always wear safety shoes when operating the machine.
[Entanglement/Serious Injury]
6. Do not leave any tools or instruments on the operation
panel or on any moving part of the machine.
7. Do not lean against the machine while it is operating.
Leaning on the covers can be very dangerous.
5-7 Spindelhastighed og fastspænding
Spindle Speed and Chucking
1. Angiv en spindelhastighedsgrænse, der er lavere end den
laveste af de individuelt tilladte hastighedsbegrænsninger
for patron, cylinder og emneholder.
[Arbejdsstykkeudstødning/Alvorlig Personskade/
Maskinskade]
2. Sæt spindelhastigheden til den laveste indstilling før du
starter eller stopper maskinen.
1. Specify a spindle speed limit that is lower than the lowest of
the individual allowable speed limits for the chuck, cylinder,
and fixture.
[Workpiece ejection/Serious injury/Machine damage]
2. Before starting or stopping the spindle, set the spindle
speed to the lowest setting.
Page 33

FORSIGTIGHEDSMÆRKER
CAUTION LABELS
13
3. Sænk spindelhastigheden før du ændrer
spindelhastighedsomfanget, mens spindlen roterer.
4. Vælg det korrekte spændingstryk og pinolspindel stødtryk
der passer til bearbejdningsbetingelserne.
5. Spænd arbejdsstykker og værktøjer sikkert. Skæredybde
og skærtilførelse skal vælges, begyndende med små
værdier.
6. Kontroller at arbejdsstykket og roteringsværktøjet er korrekt
fastspændt før du starter spindlen. For pinolbearbejdning,
skal du desuden kontrollere at pinolspindlen trykker korrekt
på arbejdsstykket.
5-8 Spindelhastighed og gribekraft
Spindle Speed and Gripping Force
3. Lower the spindle speed before changing the speed range
while the spindle is rotating.
4. Select the proper chucking pressure and tailstock spindle
thrust pressure appropriate for the machining conditions.
5. Clamp workpieces and tools securely. Depth of cut and
cutting feed must be selected beginning with small values.
6. Before starting the spindle, secure that the workpiece and
rotary tool are clamped correctly. For center-work
machining, also check that the tailstock spindle center is
pressing the workpiece correctly.
1. Efterhånden som spindelhastigheden stiger, påvirker
centrifugalkrafterne på spændebakkerne hvorved
spændekraften reduceres.
Mål spændekraften med jævnlige intervaller, med en
gribekraftmåler for at sikre at den nødvendige gribekraft
opretholdes. Hvis den ikke gør det, så kontakt producenten
af spændepatronen og cylinderen.
[Arbejdsstykkeudstødning] [Workpiece ejection]
2. Forholdet mellem gribekraft og spindelhastighed varierer
afhængigt af størrelse, form og monteringstilstande for
bakker og arbejdsstykker, skærebetingelser og den brugte
bakke.
1 Yderligere information findes i instruktionsmanualen der
leveres af producenterne af bakker og cylindere.
3. Mål borepatronens gribekraft under spindelrotation, ved
bearbejdningshastighed, med en gribekraftmåler. Hvis den
krævede gribekraft ikke vedligeholdes, så foretag
ændringer i bearbejdningsbetingelserne, såsom
spændingstrykket, spindelhastigheden, fremføringsrate og
skæredybde.
1. As the spindle speed increases, centrifugal force acts on
the chuck jaws reducing the chuck gripping force.
Measure the chuck gripping force at regular intervals using
a gripping force meter to secure that the required gripping
force is maintained. If it is not, contact the chuck
manufacturer and the cylinder manufacturer.
2. The relationship between gripping force and spindle speed
varies depending on the size, shape and mounting
conditions of jaws and workpieces, cutting conditions, and
the chuck used.
1 For details, refer to the instruction manual supplied by the
chuck manufacturer and the cylinder manufacturer.
3. When machining, measure the chuck gripping force applied
during spindle rotation at the actual machining speed using
a gripping force meter. If the required gripping force is not
maintained, change machining conditions such as the
chucking pressure, spindle speed, feedrate, and depth of
cut.
5-9 Indelåst beskyttelsesnøgle
Locked-In Prevention Key
Page 34

14
FORSIGTIGHEDSMÆRKER
CAUTION LABELS
Hvis man drejer den indelåste beskyttelsesnøgle, bliver det
umuligt at lukke døren helt, så døren ikke kan lukkes. Hvis det
er nødvendigt at foretage rengøring eller vedligeholdelse inde i
maskinen, skal strømmen slås FRA, nøglen skal drejes, og
derefter fjernes. Tag nøglen med dig, når du træder ind i
maskinen.
Turning the locked-in prevention key makes it impossible to
fully close the door so the door cannot be closed. If it is
necessary to carry out cleaning or maintenance inside the
machine, turn the power OFF, turn the key, and remove it. Take
the key with you when you enter the machine.
5-10 Spåntransportbånd (Spåntransportbånds specifikationer)
Chip Conveyor (Chip Conveyor Specifications)
1. Forsøg ikke at række ind i spåntransportbåndet, og sæt
ikke føderne på det, mens det kører.
[Sammenfiltring/Alvorlig personskade] [Entanglement/Serious injury]
2. Hold altid spåntransportbåndet kørende under automatisk
drift. Hvis der ophobes spån på transportbåndet, fjernes de
muligvis ikke fra spåntransportbåndet, hvilket kan skade
det.
3. Stop spåntransportbåndet før du placerer klude på det. 3. Stop the chip conveyor before placing rags on the chip
[Sammenfiltring/Fejlfunktion og maskinskade] [Entanglement/Machine malfunction and damage]
1. Do not attempt to reach inside the chip conveyor or put
your feet in it while it is operating.
2. Keep the chip conveyor operating all the time during
automatic operation. If chips accumulate on the conveyor,
they may not be removed from the chip conveyor, resulting
in damage to the chip conveyor.
conveyor belt.
5-11 Lovkrav
Legal Obligation
Produktet, der er sendt til dig (maskinen og tilbehør), er
produceret i henhold til de love og standarder der er gældende
i det relevante land eller den relevante region. Det kan derfor
ikke eksporteres, sælges eller flyttes til en destination i et land
med andre love og standarder.
Eksport af dette produkt er underlagt autorisation fra
myndighederne i det eksporterende land. Spørg
myndighederne angånede autorisation.
The product shipped to you (the machine and accessory
equipment) has been manufactured in accordance with the
laws and standards that prevail in the relevant country or
region. Consequently it cannot be exported, sold, or relocated,
to a destination in a country with different laws or standards.
The export of this product is subject to authorization from the
government of the exporting country. Check with the
government agency for authorization.
Page 35

6 ARBEJDSMILJØ
WORKING ENVIRONMENT
8 FARE 8 DANGER
ARBEJDSMILJØ
WORKING ENVIRONMENT
15
Dæk strømforsyningskabler på gulvet med stive, isolerede
plader.
[Elektrisk stød]
Cover power supply cables on the floor with rigid
insulated plates.
[Electric shock]
8 ADVARSEL 8 WARNING
Hold altid gulvet omkring maskinen rent, uden materialer
eller væsker såsom vand eller olie, for at sikre
arbejdsområdet og opnå sikker betjening af maskinen.
[Fald/Glid]
Always keep the floor area around the machine clean,
without material or fluid such as water and oil remained, to
ensure the work area for safe machine operations.
[Tripping/Slipping]
7 FORSIGTIG 7 CAUTION
1. Brug ikke mobiltelefoner, elektrisk svejseudstyr eller
andre enheder der genererer elektromagnetiske bølge i
nærheden af maskinen.
[Uforventet maskindrift]
2. Sørg for at arbejdsområdet er godt oplyst.
[Reduceret effektivitet og sikkerhed under drift]
3. Vær forsigtig med ikke at falde over fodkontakten.
[Personskade]
1. Do not use cellular phones, electrical welding
equipment, or other devices that generate
electromagnetic waves around the machine.
[Unexpected machine operation]
2. Ensure that the workplace is sufficiently illuminated.
[Reduced operating efficiency and safety]
3. Take care not to trip over the footswitch.
[Injury]
Page 36

BETJENING AF MASKINEN
16
MACHINE OPERATION
7 BETJENING AF MASKINEN
MACHINE OPERATION
8 FARE 8 DANGER
1. Bekræft at alle kabler er korrekt isoleret, før maskinen
tages i brug.
[Elektrisk stød]
2. Betjen ikke maskinen med våde hænder.
[Elektrisk stød]
3. Bekræft at der ikke er personale eller forhindringer
indenfor skjoldene, eller tæt på roterende eller
bevægelige dele, før du starter maskinen.
[Sammenfiltring/Kollision]
1. Confirm all cables are properly insulated prior to
machine operation.
[Electric shock]
2. Do not operate with wet hands.
[Electric shock]
3. Confirm no personnel or obstacles remain inside
protective covers or close to rotating or moving parts
before starting machine operation.
[Entanglement/Collision]
8 ADVARSEL 8 WARNING
1. Før maskindrift skal du kontrollere, at der ikke er
personer eller forhindringer omkring og inde i
maskinen. Hold afstand fra bevægende dele.
[Personskade/Skade på Maskinen/Interferens]
2. Før du bruger en kontakt, eller nøgle, skal du bekræfte
visuelt, og derefter trykke, eller indstille, bestemt for at
undgå at vælge forkert.
[Mekanisk fejl]
3. Foretag ikke ændringer på maskinspecifikationer eller
parametre, og modificér ikke maskinen uden først at
kontakte Mori Seiki.
[Forriget maskinydelse/Maskinens levetid reduceret]
4. Når der kan opstå driftsstøj, så skift skærebetingelser
for at begrænse støjen, eller sørg for at operatørem
bærer beskyttende udstyr for at undgå skade som
følge af for højt støjniveau.
[Forriget hørelse]
5. Dette er ikke en eksplosionssikker maskine.Farer
såsom udkastning af et stort arbejdsstykke, skadeligt
støv eller en eksplosion som resultat af bearbejdning
af materialer såsom magnesium, kan ikke undgås,
selvom døren er lukket. Stol ikke alene på døren og
sikkerhedsanordningerne. Vær altid opmærksom på de
farer der er involveret i bearbejdsningsprocedurer.
6. Operatører skal altid bære sikkerhedsbriller, (inklusiv
operatører der bærer briller med styrke).
[Øjenskade fra udskudte fremmedlegemer]
7. Bær ikke handsker, når du betjener maskinen.
[Fangning/Maskinfejlfunktion/Alvorlig personskade
(dødsfald)]
8. Slib ikke arbejdsemnerne med smergellærred. Det kan
blive fanget.
9. Når maskinen betjenes af mere end én operatør,
kræves der altid samarbejde og kommunikation
mellem dem.
[Ulykke]
10.Hold afstand til spindlen og andre roterende dele.
[Sammenfiltring]
11. Placer ikke hænder og fødder indeni
spåntransportbåndet (hvis installeret) under drift.
[Sammenfiltring]
1. Before operating the machine, confirm there are no
personnel or obstacles around or inside the machine.
Keep distance from moving parts.
[Injury/Machine damage/Interference]
2. Before using a switch, button, or key, perform visual
confirmation and then press or set decisively to avoid
selection errors.
[Mechanical error]
3. Do not change machine specifications, parameters or
modify the machine without prior consultation with
Mori Seiki.
[Impaired machine performance/Machine service life
reduction]
4. When operating noise may be produced, change
cutting conditions to limit the generation of noise or
ensure the operator wears protective gear to avoid
injury due to excessive noise levels.
[Impaired hearing]
5. This is not the explosion-proof specification machine.
Dangers such as the ejection of a large workpiece or
harmful dust or an explosion caused by the machining
of metals such as magnesium are not preventable even
if the door is closed. Do not rely on door and protective
devices alone. Recognition of the dangers involved in
machining procedures is required at all times.
6. Operators must wear safety glasses at all times,
(including operators wearing prescription glasses).
[Eye damage due to ejected foreign matter]
7. Do not wear gloves when operating the machine.
[Entanglement/Machine malfunction/Serious injury
(death)]
8. Do not grind workpieces with emery cloths. It may get
entangled.
9. When the machine is operated by more than one
operator, cooperation and communication between
them is required at all times.
[Accident]
10.Keep distance from spindle or other rotating parts.
[Entanglement]
11. Do not place hands or feet inside the chip conveyor (if
installed) during operation.
[Entanglement]
Page 37

BETJENING AF MASKINEN
MACHINE OPERATION
17
12.Stop maskinen før du fjerner spån, eller justerer
retning eller volumen på kølemiddelforsyningen.
[Sammenfiltring]
13.Bolte på emneholderen bør jævnligt udskiftes med
bolte, specificeret af Mori Seiki, af passende styrke.
[Ødelagt bolt/Arbejdsstykke, emneholder, udskydning
af skæreværktøj/Alvorlig personskade/Maskinskade]
14.Sørg for, at arbejdsemne, skæreværktøj, holder, bløde
bakker og pinol (pinolspecifikationer/spindel 2
pinol-specifikationer) spændes forsvarligt.
[Udstødning af arbejdsemne eller skæreværktøj]
15.Arbejd altid med en sikkerhedsafstand på mindst 20
cm fra vinduet. Dette stødabsorberende vindue kan
blive deformeret i betydelig grad for at dæmpe stødet
af et udslynget værktøj. Ved hårdere stød kan vinduet
gå i stykker eller gennemtrænges.
[Personskade]
16.Når du bruger proppen indeni spindlen, så bekræft at
justeringsakslen ikke stikker for meget ud bag på
spindlen.
[Udskydning af aksel under spindelrotation]
17.Kontakt Mori Seiki Serviceafdeling før slibning.
[Bryd på slibesten og afdækning]
18.Ved klemning eller nedspænding af et arbejdsemne i
borepatronen, skal du sørge for, at hænder ikke bliver
fanget af arbejdsemnet, de bløde bakker eller pinolen
(pinolspecifikationer/spindel 2 pinol-specifikationer).
[Personskade]
19.Stangemnet skal være kortere end spindlen,
medmindre der benyttes en stangindfører. Indfør ikke
stangemner i spindlen, mens den roterer.
[Stigning i spindel runout/Kollision med stang/Stangen
bøjer]
20.Før du åbner døren under en bearbejdningsoperation,
skal du sikre, at dørblokeringsfunktionen er i tilstanden
[NORMAL]. Luk døren, før du genoptager
maskindriften.
[Alvorlig personskade]
21.Installer automatisk brandslukningsudstyr før du
starter længere drift uden opsyn, eller arbejder med et
brandbart kølemiddel.
[Brand]
22.Brug en kran eller et løfteapparat til at montere eller
fjerne tunge arbejdsstykker.
[Personskade]
23.Den roterende værktøjsspindel roteres muligvis ikke
ved maksimal hastighed ved betingelser såsom
emneholdere og rotationsværktøjer, selvom
rotationsværktøjets længde, diameter og masse er
indenfor maskinens brugsbegrænsninger.
[Rotationsværktøjet udskydes ved at tvinge spindlen til
at rotere ved høj hastighed]
24.Hvis der opstår fejlfunktion på enheder relateret til
dørblokeringsfunktionen, så stop straks maskinen og
kontakt Mori Seikis Serviceafdeling.
[Personskade/Fejlfunktion]
12.Stop the machine before removing chips or adjusting
the direction or volume of coolant supply.
[Entanglement]
13.Bolts used for fixtures should be periodically replaced
with the bolts specified by Mori Seiki that have
appropriate strength.
[Bolt breakage/Workpiece, fixture, cutting tool ejection/
Serious injuries/Machine damage]
14.Ensure workpiece, cutting tool, holder, soft jaws, and
tailstock (tailstock specifications/spindle 2 tailstock
specifications) are tightened securely.
[Workpiece, cutting tool ejection]
15.Always work at a safety margin of at least 20 cm from
the window. This shock-absorbent window could be
substantially deformed to ease the impact of an ejected
tool. With further impact, the window could break or be
penetrated.
[Injury]
16.When using the stopper inside the spindle, confirm the
adjusting shaft does not protrude excessively from the
rear of the spindle.
[Shaft ejection during spindle rotation]
17.Contact the Mori Seiki Service Department before
grinding.
[Grinding stone and cover breakage]
18.When clamping or unclamping a workpiece in the
chuck, ensure hands do not become trapped by the
workpiece, soft jaws, or tailstock (tailstock
specifications/spindle 2 tailstock specifications).
[Injury]
19.The length of the bar stock must be shorter than the
spindle length unless a bar feeder is used. Do not
insert bar stock into the spindle while the spindle is
rotating.
[Spindle runout increase/Collision with bar/Bar
bending]
20.Before opening the door during a machining operation,
make sure that the door interlock function is in the
[NORMAL] mode. Close the door before restarting the
machine operation.
[Serious injuries]
21.Before carrying out unmanned operation over
extended periods, or machining using an inflammable
coolant workpiece, install automatic fire extinguishing
equipment.
[Fire]
22.Use a crane or lifter to mount or remove heavy
workpieces.
[Injury]
23.The rotary tool spindle might not be rotated by
maximum speed by conditions such as fixtures and
rotary tools used even if length, the diameter, and the
mass of the rotary tool are in the use limitations of the
machine.
[Rotary tool ejection by rotating spindle at high speed
forcibly]
24.Stop machine operation immediately and contact the
Mori Seiki Service Department following malfunction of
any device related to the door interlock function.
[Injury/Machine damage]
Page 38
18
BETJENING AF MASKINEN
MACHINE OPERATION
Denne maskine er udstyret med en
25.
forlæsningsfunktion til det kørende program, og den
holder det forlæste program lagret i NC-hukommelsen
ved et midlertidigt stop i automatisk drift for at kunne
forhindre forsinkelser ved genstart. Derfor skal du
kontrollere programkommandoerne og den aktuelle
akseposition, hvis du stopper maskinen midlertidigt. I
tilfælde af, at du afbryder bearbejdningen, skal du
trykke på tasten @ (RESET) for om nødvendigt at
slette de programkommandoer, som er lagret i NC'en.
Ændring af programmets startposition efter et
midlertidigt stop kan især forårsage ulykker, når
bearbejdningen genstartes, da
programkommandoerne, som er lagret i NC'en, da vil
blive aktiveret. Vær særligt opmærksom på forskelle i
specifikationer i relation til andre producenters
maskiner, da de forudlæste programdata kan blive
slettet ved midlertidige stop på disse maskiner.
[Uventet maskinbevægelse/Interferens]
26.Nogle kontakter er beskyttet, mod utilsigtet aktivering,
af dæksler. Hold dækslerne lukket når du ikke ønsker
at aktivere kontakten. Hvis et dæksel bliver skadet, så
kontakt Mori Seikis Serviceafdeling.
[Kontakt aktiveret utilsigtet/Uforventet maskindrift]
27.Hvis kølemiddelforsyningen ikke er tilstrækkelig, vil
værktøj, arbejdsemner og spåner få høje temperaturer
kort efter produktion. Undlad at berøre dem før
temperaturen er faldet.
25.This machine is equipped with a read-ahead function
for the running program, and retains the read-ahead
program commands stored in the NC memory during a
temporary stop of automatic operation in order to
eliminate latency time when restarting. Therefore,
check the program commands or present positions of
the axes when stopping the machine temporarily. In
cases such as when discontinuing the machining,
press the
commands stored in the NC if necessary. Changing the
program start position after a temporary stop in
particular may cause accidents after the machining is
restarted since the program commands stored in the
NC are activated. Pay extra attention to the difference
in the specifications in relation to other manufacturers’
machines because the read-ahead program data may
be cleared at temporary stops on these machines.
[Unexpected machine motion/Interference]
(RESET) key to clear the program
@
26.Some switches have covers preventing unintentional
switch actuation. Keep covers closed except when
pressing the switches. If a switch cover is damaged,
contact the Mori Seiki Service Department.
[Switch actuated unintentionally/Unexpected machine
operation]
27.If the coolant supply is not sufficient, tools,
workpieces, and chips will reach high temperatures
shortly after the production. Do not touch them until
the temperature drops.
8 ADVARSEL 8 WARNING
<Spindelrotation> <Spindle Rotation>
1. Kontroller typeskiltet på døren for
standardindstillingen for spindelhastighedsgrænsen.
2. Spindelhastigheder må ikke overstige de tilladte
hastigheder for spændepatron, emneholder og
cylinder.
[Udskydning af arbejdsstykke]
3. Kontroller bearbejdningsbetingelserne før du starter
spindlen.
[Udskydning af arbejdsstykket/Skade på
emneholderen]
4. Åbn ikke døren, mens spindel eller roterende værktøj
roterer.
[Fangning/Personskade]
5. Når spindlen startes manuelt bør du sætte
indstillingsknappen for spindelhastighed til laveste
indstilling, og så gradvist øge spindelhastigheden. På
samme måde bør du sænke spindelhastigheden
gradvist, når du stopper spindlen manuelt.
[Udskydning af arbejdsstykke]
6. Når opspændingsanordningen eller borepatronen
anvendes ved begrænset drejespindelhastighed, skal
den maksimale spindelhastighed indstilles, så den
tilsvarende begrænsede hastighed for
opspændingsanordningen eller borepatronen indstilles
til parameteren. For yderligere oplysninger om
parameterindstilling, kontakt Mori Seiki's
serviceafdeling.
[Arbejdsemneudstødning/skade på
opspændingsanordning og borepatron]
1. For the default setting of the spindle speed limit, check
the rating plate on the door.
2. Spindle speeds must not exceed allowable speed limits
of chuck, fixture and cylinder.
[Workpiece ejection]
3. Before starting the spindle, check the machining
conditions.
[Workpiece ejection/Fixture damage]
4. Do not open the door during spindle or rotary tool
rotation.
[Entanglement/Injury]
5. When starting the spindle manually, set the spindle
speed setting button to the lowest, and then gradually
increase the spindle speed. In addition, decrease the
spindle speed gradually when stopping the spindle
manually.
[Workpiece ejection]
6. When using the fixture or chuck with the spindle speed
limited, set the maximum spindle speed matching the
limited speed of the fixture or chuck to the parameter.
For details on setting the parameters, contact the Mori
Seiki Service Department.
[Workpiece ejection/Damage of fixture and chuck]
Page 39

<Spændepatroner> <Chucks>
BETJENING AF MASKINEN
MACHINE OPERATION
19
1. Ved montering af spændepatron, patroncylinder eller
forbindelsesstang i spindlen, bør du læse
instruktionsmanualerne fra Mori Seiki,
patronfabrikanten og patroncylinderfabrikanten før du
udfører proceduren.
[Skade på spændepatron, patroncylinder eller
forbindelsesstang]
2. Ved montering eller afmontering af en spændepatron,
løft enheden med kran, øjebolte og kabler. Kontroller at
øjebolte og kabler er fjernet efter proceduren.
[Sammenfiltring/Udskydning af øjebolte og kabler]
3. Den spændepatron eller emneholder der holder
arbejdsstykket, skal fastgøres til spindlen med
gevindhullerne i spindlenæsen.
[Udskydning af spændepatron eller emneholder]
4. Hvis der anvendes en anden holdepatron eller
opspændingsanordning end den borepatron, der
leveres med maskinen, skal du kontakte Mori Seiki
Serviceafdeling før maskindrift for at forhindre alvorlig
personskade og skade på maskinen.
1. When mounting a chuck, chuck cylinder, or connecting
rod in the spindle, read the instruction manuals of Mori
Seiki, the chuck manufacturer, and the chuck cylinder
manufacturer prior to performing the procedure.
[Chuck, chuck cylinder or connecting rod damage]
2. When mounting or removing a chuck, lift the unit with a
crane using eyebolts and cables. Ensure eyebolts and
cables are removed after the procedure.
[Entanglement/Eyebolt and cable ejection]
3. The chuck or fixture clamping the workpiece must be
secured to the spindle using the threaded holes in the
spindle nose.
[Chuck and fixture ejection]
4. If a workpiece holding chuck or fixture other than the
chuck supplied with the machine is used, contact the
Mori Seiki Service Department prior to machine
operation to prevent serious injury and machine
damage.
2 BEMÆRK 2 NOTE
Mori Seiki er ikke ansvarlige for ulykker der opstår som resultat af
at kunden har brugt en spændepatron eller emneholder uden først
at kontakte os.
5. Hvis den medfølgende spændepatron fjernes fra
maskinen, og der bruges en specielt fremstillet
emneholder, så fjern patroncylinderen og
forbindelsesstangen.
[Udskydelse af forbindelsesstang eller patroncylinder]
6. Se instruktionsmanualerne fra patron- og
cylinderprocenterne angående det tilladte stempeltryk
for borepatronen, tilladt opspændings- og cylindertryk
og forholdet mellem højden på topbakkerne og tilladt
cylindertryk, som skal indstilles til en værdi inden for
det tilladte interval. Kontakt Mori Seiki Serviceafdeling
hvis du har vanskeligheder med dette.
[Skade på patron og cylinder/Udstødning af
arbejdsemne og bakke]
7. Lad styrebøsningen være monteret i spændepatronen
når du betjener maskinen.
[Udskydning af hovedindspændingsbakken eller
spændebakke]
8. Brug kun de specificerede bolte til at montere
spændepatronen, og stram til det specificerede
moment. Kontroller jævnligt, for at sikre at boltene
sidder stramt.
[Udskydning af arbejdsstykke/Skade på
spændepatron]
9. Når du betjener en maskine der er udstyret med en hul
patron, så installer dækslet over det gennemgående
hul, hvis det ikke bruges.
[Fejlfunktion i spændepatron, patroncylinder eller
andet hydraulisk kredsløb på grund af kølemiddel eller
spån]
10.Indstil spændingstrykket og pinolspindeltrykkets kraft
(pinolspecifikationer/spindel 2 pinol-specifikationer),
hvor der helt tages højde for det bearbejdede
arbejdsemnes form og materiale og
bearbejdningsbetingelserne.
[Arbejdsemneudstødning]
Mori Seiki is not responsible for accidents caused by the use of a
chuck or fixture prepared by the customer without prior
consultation.
5. If the chuck supplied with the machine is removed from
the machine and a specially prepared fixture is used,
remove the chuck cylinder and connecting rod.
[Connecting rod, chuck cylinder ejection]
6. Refer to the instruction manuals prepared by the chuck
and cylinder manufacturers for the allowable plunger
thrust of the chuck, allowable chucking and cylinder
pressures, and the relationship between the top jaw
height and allowable cylinder thrust, which must be set
to a value within the permissible value range. If difficult
to determine, contact the Mori Seiki Service
Department.
[Chuck and cylinder damage/Workpiece and jaw
ejection]
7. Leave the pilot bush mounted in the chuck when
operating the machine.
[Master jaw or chuck jaw ejection]
8. Use only specified bolts to mount the chuck and
tighten to the specified torque. Check at regular
intervals to ensure the bolts are securely tightened.
[Workpiece ejection/Chuck damage]
9. When operating a machine equipped with a hollow
chuck, install the attached through hole cover to the
chuck if the through hole is not used.
[Chuck, cylinder or other hydraulic circuit malfunction
due to entry of coolant or chips]
10.Set the chucking pressure and tailstock spindle
thrusting force (tailstock specifications/spindle 2
tailstock specifications) with full consideration given to
the shape and material of the workpiece to be
machined and machining conditions.
[Workpiece ejection]
Page 40

20
BETJENING AF MASKINEN
MACHINE OPERATION
Brugeren er ansvarlig for at indstille spændepatronens
11.
hastighed, med hensyn til de følgende punkter. Rotér
ikke spindlen ved hastigheder over dem der er tilladt
under de specificerede betingelser.
• Topbakkens form og masse • Top jaw's shape and mass
• Spændepatronens gribekraft • Chuck gripping force
• Arbejdsstykkets dimensioner og form • Workpiece dimensions and shapes
• Skærekraft • Cutting force
• Vedligeholderse og inspectioner af spændepatronen
[Udskydning af arbejdsstykket]
12.Ved bearbejdning af lange arbejdsemner, skal du
klemme den frie ende af arbejdsemnet forsvarligt fast
med pinolen eller en fortsat hvile (pinolspecifikationer/
spindel 2 pinol-specifikationer).
[Bøjet eller rystet arbejdsemne under spindelrotation,
udstødning uden for maskinen]
13.Før du fastklemmer et arbejdsstykke i
spændepatronen, så kontroller med en trykmåler, at
der leveres det korrekte hydraulik- eller lufttryk til
cylinder der aktiverer patronen.
[Udskydning af arbejdsstykke]
14.Hvis der er et mellemrum mellem arbejdsstykkets
bagende og spændepatronens placeringsflade, eller
den bakkeflade hvorpå arbejdsstykket skal sidde, hvis
arbejdsstykkets rotationscenter hælder i forhold til
spændepatronens rotationscenter, eller hvis
arbejdsstykket er støbt eller smedet, så udfør en
prøveskæring ved lav spindelhastighed for en
sikkerheds skyld.
[Skærekraften overstiger spændepatronens gribekraft
på arbejdsstykket, hvilket medfører at arbejdsstykket
udskydes]
15.Når et arbejdsstykke er excentrisk, ikke rundt, eller
arbejdsstykkets tyngdecenter ikke er ved
rotationscenteret, så balancer det med en
udligningsmaskine, mens du er fuldt opmærksom på
arbejdsbetingelserne såsom spindelhastighed.
[Udskydning af arbejdsstykke]
16.Rotér ikke spindlen uden et arbejdsstykke, når du
bruger en udligningsmaskine.
[Slidt på spindellejet, sammenbrænding af
komponenter]
17.Ved anvendelse af en manuelt spændt patron eller
opspændingsanordning, skal du fjerne
klemmehåndtaget eller spændeværktøjet fra patronen
eller opspændingsanordning efter tilspænding.
[Udstødning af klemmehåndtag eller spændeværktøj]
18.Sluk altid for hovedstrømforsyningen til maskinen før
du på-/afmonterer patroner, inspicerer eller smører.
[Fangning]
11. The user is responsible for setting the speed of the
chuck by taking the following matters into
consideration. Rotate the spindle at a speed no faster
than allowable values under specified conditions.
• Chuck maintenance and inspections
[Workpiece ejection]
12.When machining long workpieces, clamp the free end
of the workpiece securely with the tailstock or a steady
rest (tailstock specifications/spindle 2 tailstock
specifications).
[Workpiece bent or shaken during spindle rotation,
ejection outside of the machine]
13.Before clamping a workpiece in the chuck, check using
a pressure gage that the correct hydraulic or air
pressure is supplied to the cylinder that actuates
chuck operation.
[Workpiece ejection]
14.If a gap exists between the workpiece rear surface and
the chuck locator face or the jaw face on which the
workpiece is to be seated, the workpiece rotation
centerline is tilted in relation to the chuck rotation
centerline, or if the workpiece is cast or forged, carry
out test cutting at a low spindle speed to ensure safety.
[Cutting force exceeds workpiece clamping capacity of
chuck, causing workpiece ejection]
15.When a workpiece is eccentric, not round or the center
of gravity of the workpiece is not at the center of the
rotation, balance using a balancer with full
consideration given to machining conditions such as
the spindle speed.
[Workpiece ejection]
16.Do not rotate the spindle without a workpiece when
using a balancer.
[Spindle bearing wear, component seizure]
17.When using a manually tightened chuck or fixture,
remove the clamp handle or tightening tool from the
chuck or fixture after tightening.
[Clamp handle, tightening tool ejection]
18.Always turn the main power switch OFF before
performing chuck mounting/removal, inspection and
lubrication procedures.
[Entanglement]
2 BEMÆRK 2 NOTE
Oplysninger om vedligeholdelse af patronen findes i
instruktionsbøgerne fra fabrikanterne af patron og cylinder.
<Løft af Arbejdsstykker> <Lifting Workpiece>
1. Kun teknikere, der er kvalificeret til at betjene kraner,
må udføre arbejdsstykkeløft procedurer.
[Skade på arbejdsstykke, maskine/UIykke]
For details on chuck maintenance procedures, refer to the
instruction manuals prepared by the chuck and cylinder
manufacturers.
1. Only technicians qualified to operate cranes are to
perform workpiece-lifting procedures.
[Workpiece, machine damage/Accident]
Page 41

BETJENING AF MASKINEN
MACHINE OPERATION
21
2. Når to eller flere mennesker er involveret i løft, er det
altid nødvendigt med samarbejde og tydelig
kommunikation.
[Ulykke]
3. Brug kun kabler, bøjler og fiksturer der er stærke nok til
at bære hele arbejdsstykkets vægt.
[Tabt arbejdsstykke]
4. Kontroller at arbejdsstykket er holdt sikkert før du
løfter det.
[Tabt arbejdsstykke]
5. Hæv arbejdsstykket en smule over gulvet, for at
bekræfte at det er velbalanceret, både på tværs og på
langs.
[Tabt arbejdsstykke]
<Sikkerhedspraksis under opsætning> <Safety Practices During Setup>
1. Anvend de følgende sikkerhedsforanstaltninger under
opsætning.
<For at forhindre automatisk driftstart> <To Prevent Automatic Operation Start>
• Vælg håndtagstilstand. • Select the handle mode.
• Løsn spændepatronen. • Unclamp the chuck.
<For at sikre operatørens sikkerhed hvis automatisk
drift startes utilsigtet>
• Sæt override kontakterne (spindelhastighed, høj
hastighed, skæring fremføringsrate) til den laveste
indstilling.
• Tænd for enkeltblok funktionen. • Turn the single block function ON.
• Tænd for maskinlås funktionen. • Turn the machine lock function ON.
• Fastslå kølemiddel FRA modus ved at trykke på
kølemiddelsknappen
sekund.
<For at forhindre spindelrotationsstart> <To Prevent Spindle Rotation Start>
• Løsn spændepatronen. • Unclamp the chuck.
• Sæt nøglekontakten driftvalg til u [FRA]. • Set the operation selection key-switch to the u
<For at sikre operatørens sikkerhed hvis spidelrotation
startes utilsigtet>
• Sæt spindelhastigheden til den laveste indstilling. • Set the spindle speed setting button to the lowest
<For at forhindre revolverhoved indeksering> <To Prevent Turret Head Indexing>
• Sørg for at indikationen i skærmenheden til
revolverhovedet svarer til nummeret på den aktuelt
indekserede station.
• Sæt nøglekontakten driftvalg til
[OFF] (Slukket) i mere end et
8
[FRA]. • Set the operation selection key-switch to the u
u
2. Ved brug af en stangindfører eller stangstøtte, så
bekræft at der ikke genereres for megen vibration, som
følger:
a) Luk døren med et arbejdsemne fastklemt i borepatron
og sæt spindelhastighedsindstillingsknappen på laveste
indstilling.
b) Rotér spindlen i manuel tilstand, og øg gradvist
spindelhastigheden til det maksimale der er specificeret
i programmet.
3. Hvis der genereres for megen vibration, så udfør de
følgende modtræk.
• Juster stangens bøjning. • Correct the bar bend.
• Skift den maksimale spindelhastighed, der bruges i
programmer, til en hastighed der ikke medfører
vibrationer i maskinenhus og stangindfører.
• Juster opretning af maskine og stangindfører. • Adjust the alignment of the machine and bar feeder.
2. When two or more people are involved in lifting,
cooperation and clear communication is necessary at
all times.
[Accident]
3. Use only wires, shackles and jigs strong enough to
support the total weight of the workpiece.
[Dropped workpiece]
4. Before lifting a workpiece, check it is held securely.
[Dropped workpiece]
5. Raise the workpiece a short distance off the floor to
confirm it is well balanced in both crosswise and
lengthwise directions.
[Dropped workpiece]
1. During setup, implement the following safety
measures.
<To Ensure Operator Safety if Automatic Operation is
Started By Mistake>
• Set override switches (spindle speed, rapid traverse
rate, cutting feedrate) at the lowest setting.
• Establish the coolant OFF mode by pressing the
coolant button
second.
[OFF].
<To Ensure Operator Safety if The Spindle is Started by
Mistake>
setting.
• Make the indication in the turret button display unit
match the number of the currently indexed station.
[OFF].
[OFF] (Off) for longer than one
8
2. When using a bar feeder or bar supporter, confirm
excessive vibration is not generated as follows:
a) Close the door with a workpiece clamped in the chuck
and set the spindle speed setting button to the lowest
setting.
b) Rotate the spindle in manual mode and gradually
increase the spindle speed to the maximum specified in
the program.
3. If excessive vibration is generated, perform the
following countermeasures.
• Change the maximum spindle speed used in the
program to a speed that does not cause vibration of
the machine body or the bar feeder.
Page 42

22
BETJENING AF MASKINEN
MACHINE OPERATION
• Kontroller at der bruges passende styrebøsninger i
spindlens gennemgående hul.
Hvis vibrationen ikke kan fjernes ved
foranstaltningerne ovenfor, kontakt da Mori Seiki
Serviceafdeling.
[Skade på maskinen/Reduceret
bearbejdningsnøjagtighed]
• Check that appropriate guide bushes are used in the
spindle through-hole.
If the vibration cannot be eliminated by performing the
countermeasures listed above, contact the Mori Seiki
Service Department.
[Machine damage/Machining accuracy lowered]
7 FORSIGTIG 7 CAUTION
1. Hvis der genereres unormal støj eller vibration under
bearbejdning, så bestem årsagen og eliminer den.
[Maskinskade/Forringet bearbejdningsnøjagtighed]
2. Nå du arbejder med arbejdsstykker, såsom kulstof eller
keramik, der genererer støvpartikler, så kontakt Mori
Seikis Serviceafdeling.
[Indånding af støvpartikler, Støvpartikler i glideføring
eller mellemrummet mellem lejer]
3. Udfør spindel og kontrollerede akse
testkørselsprocedurer før bearbejdning.
[Termisk forskydning påvirker nøjagtigheden negativt]
4. Rør ikke lamper, der bruges til at oplyse maskinens
indre, mens maskinen kører, eller straks efter den er
blevet slukket.
[Forbrændinger]
5. Stop ikke spindelrotation mens et skæreværktøj er i
kontakt med arbejdsstykket.
[Skade på skæreværktøj eller maskine]
6. Når der er blevet trykket på [EMERGENCY STOP]
(Nødstop) knappen eller @ (RESET) knappen for at
stoppe maskinen under en gevindskæring eller en
hulbearbejdning, især ved skæring af indvendigt
gevind, så fremfør akserne forsigtigt efter at have
kontrolleret tilstanden på arbejdsstykket og
skæreværktøjet.
[Kollision eller forstyrrelse mellem arbejdsstykke og
skæreværktøj]
7. Når der er monteret skæreværktøj på revolverhovedet,
så kontroller at værktøjet ikke forstyrrer Z-akse
beskyttelsen før du roterer revolverhovedet.
8. Understøt arbejdsstykket godt før du nedspænder
arbejdsstykket for at fjerne det.
[Tabt arbejdsstykke]
9. Kontroller at der ikke opstår interferens ved
værktøjsopstilling. ved spindeldok 2 specifikation
maskiner, kontroller at der ikke opstår interferens
under overførsel af arbejdsstykket.
10.Når du søger efter en blok under
bearbejdningsprocessen, og genstarter maskinen
herfra, så specificer M, S, T, G og F koder, og
arbejdsstykkets koordinatsystem, osv., I MDI tilstand
efter nøje at have kontrolleret tilstanden på maskine og
NC.
[Uforventet maskinbevægelse]
11. Udsæt ikke spændebakker eller arbejdsstykket for
stød.
[Negativ effekt på spændingsnøjagtighed, funktioner
og holdbarhed]
1. If abnormal noise or vibration is generated during
machine operation, determine the cause and take
appropriate action.
[Machine damage/Impaired machining accuracy]
2. When machining a workpiece such as carbon or
ceramics which generate powder particles, contact the
Mori Seiki Service Department.
[Inhaling powder particles, Powder particles entering
slideway or gap between bearing]
3. Perform spindle and controlled axis test running
procedures prior to machining.
[Thermal displacement adversely affecting machining
accuracy]
4. Do not touch lamps used to illuminate the interior of
the machine during machine operation or immediately
following power OFF.
[Burns]
5. Do not stop spindle rotation while a cutting tool is in
contact with the workpiece.
[Cutting tool and machine damage]
6. When the [EMERGENCY STOP] (Emergency Stop)
button or
the machine during a threading operation or a hole
machining operation, especially a tapping operation,
carefully feed the axes after checking the condition of
the workpiece and cutting tool.
[Collision or interference between workpiece and
cutting tool]
(RESET) button has been pressed to stop
@
7. When the turret head is rotated with cutting tools
mounted, ensure tools in the turret do not interfere
with the Z-axis protector, before rotating the turret.
8. Support the workpiece securely before unclamping the
workpiece to perform workpiece removal.
[Dropped workpiece]
9. When tooling, ensure interference does not occur. In
the case of headstock 2 specification machines,
ensure interference does not occur during workpiece
transfer.
10.When searching for a block during the machining
process and restarting machining from this point,
specify the M, S, T, G and F codes, and workpiece
coordinate system, etc., in MDI mode after carefully
checking the status of the machine and the NC.
[Unexpected machine motion]
11. Do not subject the chuck jaws or workpiece to shock.
[Adversely affecting chucking accuracy, functions, and
service life]
Page 43

BETJENING AF MASKINEN
MACHINE OPERATION
23
12.Fjern altid arbejdsstykket fra
opspændingsanordningen, når maskinen skal stå
slukket i længere tid.
[Tabt arbejdsstykke/holdbarheden på spændepatron
og pinolopspændingsanordningen påvirket negativt]
13.Ved op- eller nedspænding af borepatronen skal du
passe på, at dine hænder eller fingre ikke gribes af
borepatronen eller dennes kæber.
[Personskade]
14.Brug kun lige stangemnet ved bearbejdning på en
maskine der er udstyret med en stangindfører eller
spindelhul. Brug en styrebøsning ved bearbejdning af
stangemner med en diameter der er mindre end
spindlen (eller trækstangen).
[Maskinvibration/Forringet maskinnøjagtighed]
15.Lad altid spåntransportbåndet køre under automatisk
drift.
[Ophobning af spån medfører skade på
spåntransportbånd]
16.Ved frigørelse af det hårde spillerum under kørsel på
en maskine der er udstyret med den funktion, kan
aksebevægelsesblokeringen frigøres ved at trykke på
[2. O.T. udløser] knappen. Flyt ikke aksen i den retning
hvor det hårde spillerum opstod. Af sikkerhedshensyn
bør du fremføre akserne med håndtagsfremføring [×1]
indtil det hårde spillerum er udlignet.
[Interferens mellem slæde og skjold]
17.Ved patrondrejning eller støtte af et arbejdsemne skal
der tages højde for arbejdsemnets stivhed, når man
afgør patrondrejning eller støttemetode og
spændingstryk eller pinoltryk (pinolspecifikationer/
spindel 2 pinol-specifikationer).
[Forringet maskinnøjagtighed]
<Berøringspanel> <Touch Panel>
12.When leaving the machine with the power OFF for an
extended period, always remove the workpiece from
the clamping device.
[Dropped workpiece/chuck's life and tailstock
clamping mechanism service life adversely affected]
13.When clamping or unclamping the chuck, take care to
ensure hands or fingers do not become caught in the
chuck or chuck jaws.
[Injury]
14.When machining bar stock on a machine equipped with
a bar feeder or spindle through-hole, use straight bar
stock only. When machining bar stock with a diameter
smaller than that of the spindle (or draw bar), use a
guide bush.
[Machine vibration/Impaired machine accuracy]
15.Keep the chip conveyor operating all the times during
automatic operation.
[Chip accumulation causing chip conveyor damage]
16.When releasing the hard overtravel on a machine with
that function, the axis movement interlock can be
released by pressing the [2nd O.T. Release] button. Do
not move the axis in the direction in which the hard
overtravel occurred. For safety reasons, feed the axes
using the handle feed [×1] until the hard overtravel
status has been canceled.
[Interference between carriage and covers]
17.When chucking or supporting a workpiece, take the
rigidity of the workpiece into account when
determining the chucking or supporting method and
chucking pressure or tailstock thrust (tailstock
specifications/spindle 2 tailstock specifications).
[Impaired machine accuracy]
1. Brug en finger til at berøre panelet, da det nemt kan
blive ridset. Brug en tryk-pen, hvis en bliver leveret
med maskinen.
2. Berør ikke panelet med noget, der har en solid spids
såsom en kuglepen, noget skarpt, eller en fingernegl.
3. Tryk ikke på mere end én tast ad gangen.
[Skade på maskinen ved uventet maskindrift]
4. Brug ikke kommercielt tilgængelig flydende
beskyttelsesfilm.
[Dårlig brug af betjeningspanelet]
5. Berør ikke panelet, mens du har handsker på.
[Dårlig brug af betjeningspanelet, ridser]
6. Hvis berøringspanelet er snavset, så tør snavset
forsigtigt af med en kommercielt tilgængelig renseklud
med blommen af en finger, ikke en fingernegl.
7. Brug ikke rensevæske, der indeholder alkohol.
[Nedbrydning af berøringspanelet, fejlfunktion]
1. Use a finger to touch the panel as it can be easily
scratched. Use a touch-pen if one is supplied with the
machine.
2. Do not touch the panel with anything with a solid tip,
such as a ballpoint pen, anything sharp, or a fingernail.
3. Do not press more than one key at the same time.
[Machine damage by unexpected machine operation]
4. Do not use commercially available liquid crystal
protective film.
[Improper operation of touch panel]
5. Do not touch the panel while wearing gloves.
[Improper operation of touch panel, scratches]
6. If the touch panel is smudged, wipe the smudging off
gently with a commercially available cleaning cloth
using the ball of a finger; not a fingernail.
7. Do not use cleaning fluid containing alcohol.
[Deterioration of touch panel, malfunction]
Page 44

BETJENING AF MASKINEN
24
MACHINE OPERATION
7-1 Programmering
Programming
8 ADVARSEL 8 WARNING
1. De programmer der er angivet i denne manual, kan ikke
anvendes på alle slags maskiner. Programmer skal
skrives med hensyn til maskinens ydelse, og udføres
med passende hensyn til sikkerheden. Hvis der ikke
tages hensyn til maskinens kapacitet under
programmering, kan arbejdsstykket eller
skæreværktøjet flyve ud under bearbejdning.
2. Anbring nøglekontakten til operationsvalget i
positionen i [TIL] eller u [FRA] efter afslutning af
programinput for at forhindre programmet i at blive
opdateret ved et uheld.
[Uventet maskinbevægelse]
1. The programs given in this manual are not applicable
to all types of machines. Programs must be written
while taking the performance of the machine into
consideration and be executed with due consideration
given to safety. If the machine's capacity is not taken
into account when writing the program, the workpiece
or cutting tool may fly out during machining.
2. Place the operation selection key-switch in the
[OFF] position after completing program entry to
or
u
prevent the program being accidentally updated.
[Unexpected machine motion]
7 FORSIGTIG 7 CAUTION
1. Ved maskiner med pinol-bearbejdning, skal Z-aksen
flyttes først og derefter X-aksen for at positionere
skæreværktøjet ved fremrykningspunktet. Ved
værktøjstilbagetrækning skal X-aksen først trækkes
tilbage til et punkt, hvor fortsat bevægelse af
skæreværktøjet ikke forstyrrer pinolen, og derefter skal
Z-aksens flyttes til den ønskede
tilbagetrækningsposition.
[Forstyrrelse mellem revolverhoved og pinol]
2. Foretag ikke afladning af kølemiddel, når spindelen
ikke roterer. Træf foranstaltninger, så kølemiddel ikke
trænger ind i spindellejerne, når den aflades, mens
spindelen roterer.
[Spindelskade]
3. Bemærk at hvis der er opsat data for ‘COMMON’ på
skærmen ‘WORK OFFSET’ ved at specificere G10 eller
systemvariabelkommandoer, flyttes arbejdsstykkets
nulpunkt i samme retning i alle
arbejdskoordinatsystemerne, G54 til G59.
[Værktøj/Revolverhoved og patroninterferens,
maskinskade]
1. For center-work machining, move the Z-axis first and
then the X-axis to position the cutting tool at the
approach point. In the cutting tool retraction operation,
first retract the X-axis to a point where continued
cutting tool movement does not interfere with the
tailstock, and then move the Z-axis to the required
retraction position.
[Turret and tailstock interference]
2. Do not discharge coolant when the spindle is not
rotating. Take measures to ensure that coolant does
not enter the spindle bearings when it is discharged
while the spindle is rotating.
[Spindle damage]
3. Note that if data is set for ‘COMMON’ on the ‘WORK
OFFSET’ screen by specifying G10 or system variable
commands, the workpiece zero point is shifted in the
same direction in all of the work coordinate systems,
G54 to G59.
[Tool/Turret and chuck interference, machine damage]
i
[ON]
Page 45

7-2 Dørblokering
Door Interlock
8 ADVARSEL 8 WARNING
BETJENING AF MASKINEN
MACHINE OPERATION
25
1. Dørblokeringsfunktionen skal være i tilstanden
[NORMAL], når maskinen betjenes. Hvis maskinen
betjenes med dørblokeringen skiftet til tilstanden
[INDSTILLING], skal man være opmærksom på den
fare, der er forbundet dermed, og særlig
opmærksomhed på sikkerheden under maskindriften
er afgørende. Kun personer, som er tilstrækkeligt
uddannet i sikkerhed og maskindrift, har lov til at skifte
dørblokeringsfunktionen til tilstanden [INDSTILLING]
og betjene maskinen. Efter afslutning af operationen
skal det sikres, at dørblokeringen straks skiftes tilbage
til tilstanden [NORMAL].
[Uventet maskindrift/Alvorlig Personskade/Skade på
Maskinen]
2. Undlad at modificere eller fjerne
dørblokeringsfunktionen.
3. Hav ikke for megen tillid til interlock funktionen. Sørg
for at sikkerhedsprocedurerne altid følges.
1. The door interlock function must be in the [NORMAL]
mode when operating the machine. If operating the
machine with the door interlock switched to the
[SETTING] mode, awareness of the dangers involved
and particular attention given to safety during machine
operation is essential. Only persons who are trained
sufficiently in safety and machine operation are
permitted to switch the door interlock function to the
[SETTING] mode and operate the machine. Following
completion of the operation, ensure the door interlock
is switched back to the [NORMAL] mode immediately.
[Unexpected machine operation/Serious injury/
Machine damage]
2. Do not modify or remove the door interlock function.
3. Do not put too much confidence in interlock function.
Ensure safety procedures are followed at all times.
7-3 Data
Data
7 FORSIGTIG 7 CAUTION
1. Tag backup af gemte programmer, parametre der er
indstillet før afsendelse og forskydningsdata.
[Programmer ødelagt, parameter- og/eller offsetdata
tabt]
1. Back up stored programs, parameters set before
shipping and offset data.
[Programs destroyed, parameter data and/or offset
data lost]
2 BEMÆRK 2 NOTE
Mori Seiki er ikke ansvarlig for problem der opstår fra ødelagte
programmer eller tabt data, der ikke er taget backup af.
2. Hvis det er nødvendigt at gennemføre en rensning af
hukommelsen, skal Mori Seiki Serviceafdeling
kontaktes for assistance.
[Slettede data]
7-4 Forholdsregler ved Betjening af Maskiner med Specielle Specifikationer
Precautions when Operating Special Specification Machines
Mori Seiki is not liable for problems resulting from destroyed
programs or lost data that have not been backed up.
2. If necessary to perform a memory clear operation,
contact the Mori Seiki Service Department for
assistance.
[Data deleted]
8 ADVARSEL 8 WARNING
Maskiner med brugervalgte specifikationer skal betjenes i
overensstemmelse med sådanne specifikationer.
<Industrirobot specifikationer> <Industrial Robot Specifications>
Kun kvalificeret personale, der er trænet og godkent i
overensstemmelse med lokale bestemmelser, må betjene
robotter. uautoriseret personale må under ingen
omstændigheder betjene robotter, inklusiv ved
undervisning og inspektion. Personale, der assisterer
robotoperatører, skal være fuldt kvalificeret.
Optional specifications machines must be operated in
compliance with such specifications.
Only qualified personnel trained and approved in
accordance with local regulations may operate robots.
Unauthorized personnel may not operate robots under any
circumstances, including teaching and inspection.
Personnel assisting robot operators must be fully
qualified.
Page 46

VEDLIGEHOLDELSE OG INSPEKTION
26
MAINTENANCE AND INSPECTION
8 VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
8 FARE 8 DANGER
1. Sluk for strømmen før du udfører vedligeholdelses og
inspektionsprocedurer. Hvis det er absolut nødvendigt
at have strømmen slået til, så vær ekstremt forsigtig.
[Elektrisk stød/Sammenfiltring]
2. Arbejde på det elektriske ledningsnet må kun udføres
af kvalificerede elektrikker.
[Elektrisk stød]
3. Sørg for, at hovedstrømforsyningens kontakt står på
[OFF], og er låst på ethvert tidspunkt, når der udføres
vedligeholdelsesprocedurer, der anses for at være
farlige, med strømmen slået TIL.
1 Oplysninger om låsning af hovedstrømkontakten findes i det
separate bind BRUGERVEJLEDNING
“Hovedstrømkontakt”.
4. Døren skal være åben, når du arbejder indeni
maskinen.
[Låst/Personskade]
5. Sørg for en tydelig advarsel om, at der udføres
vedligeholdelsesarbejde på maskinen, og at den ikke
må betjenes.
[Ulykke]
6. Før udførelse af vedligeholdelse og inspektion i det
elektriske kabinet eller på motorer, transformatorer
eller maskinbelysning, skal du kontrollere, at
fabrikkens strømforsyning (hovedkontakt) er slået
FRA. Bemærk, at dele kan have elektrisk ladning, selv
om hovedstrømforsyningen er slået FRA. Anvend et
måleinstrument til at kontrollere, at dele er fri for
restspænding, før der udføres
vedligeholdelsesarbejde. Vedligeholdelsesarbejde,
som gennemføres med strømmen slået TIL, må kun
udføres af kvalificerede elektrikere.
[Elektrisk stød]
7. Åbn ikke dørene til el-skabet eller betjeningspanelet,
medmindre der skal udføres vedligeholdelses- eller
inspektionsprocedurer.
[Adgang for støv og fugt/Maskinskade]
8. Rør ikke den hydrauliske enhed, kølemiddelpumpen,
magnetventiler og servomotorer under eller straks
efter betjening, da de eksterne overflader når høje
temperaturer.
[Forbrændinger]
9. Kontroller af forbindelsesstangen (trækstang/rør)
mellem spændepatronen og cylinderen, og andre dele
med gevind, altid er strammet godt.
[Vibration/Styrkereduktion/Forringet
maskinnøjagtighed]
10.Stram ikke bolte for meget.
[Forvrængning af maskinen/Ødelagt bolt]
1. Turn the power OFF before performing maintenance
and inspection procedures. If absolutely necessary to
work with the power ON, exercise extreme caution.
[Electric shock/Entanglement]
2. Electrical wiring work is to be performed by qualified
electrical technicians only.
[Electric shock]
3. Ensure the main power switch is turned [OFF] and
locked at all times when performing maintenance
procedures considered dangerous if the power is ON.
1 For locking the main power switch, refer to the separate
volume, OPERATION MANUAL “Main Power Switch”.
4. When working inside the machine, the door must be
open.
[Locked/Injury]
5. Provide clear warning that the machine is being
maintained and operations cannot be performed.
[Accident]
6. Before performing maintenance and inspection
procedures inside the electrical cabinet or on motors,
transformers or machine lighting, confirm the plant
side power supply (circuit breaker) is turned OFF. Note
that when the main power switch is turned OFF, parts
may still contain residual electrical energy. Using a
tester, confirm parts are free of residual energy prior to
performing maintenance procedures. Maintenance
procedures undertaken with the power turned ON must
be performed by qualified electrical engineers.
[Electric shock]
7. Do not open electrical cabinet doors or the operation
panel except to perform maintenance and inspection
procedures.
[Dust and moisture entry/Machine damage]
8. Do not touch the hydraulic unit, coolant pump,
solenoid valves and servomotors during, or
immediately after operation as external surfaces reach
high temperature.
[Burns]
9. Ensure the connecting rod (draw bar/tube) between the
chuck and cylinder, and other threaded parts are
tightened securely at all times.
[Vibration/Strength reduction/Machine accuracy
degradation]
10.Do not overtighten bolts.
[Machine distortion/Bolt breakage]
Page 47

VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
8 ADVARSEL 8 WARNING
27
1. Kontakt Mori Seiki Serviceafdeling før
udskiftningsarbejde. Anvend altid specificerede dele.
[Forringet maskinydelse og sikkerhed]
1. Consult the Mori Seiki Service Department prior to
performing replacement procedures. Use specified
parts at all times.
[Impaired machine performance and safety]
2 BEMÆRK 2 NOTE
Mori Seiki påtager sig ikke ansvaret for ulykker der opstår på grund
af ikke-specificerede reservedele, eller dele der er udskiftet uden
først at kontakte Mori Seiki.
2. Kravl ikke op på maskinen.
[Fald]
3. Efterlad ikke ting som værktøj og klude indeni
maskinen.
[Sammenfiltring med værktøj/Udskydning fra
maskinen]
4. Blokeringsfunktioner, inklusive borepatronens
blokeringsfunktion og pinolens blokeringsfunktion
skal være slået TIL, når maskinen betjenes. Hvis det er
nødvendigt at betjene maskinen med frigivne
blokeringer, skal man være opmærksom på den fare,
der er forbundet dermed, og særlig opmærksomhed på
sikkerheden under maskindriften er afgørende. Efter
færdiggørelse af operationen, skal det sikres, at
blokeringerne slås TIL med det samme.
[Uventet maskindrift/Alvorlig Personskade/Skade på
Maskinen]
5. Undlad at modificere eller fjerne
blokeringsfunktionerne.
6. Hav ikke for overdreven tillid til blokeringsfunktionen.
Sørg for, at sikkerhedsprocedurer bliver fulgt på alle
tidspunkter.
Mori Seiki does not accept responsibility for accidents arising from
the use of non-specified replacement parts or parts replaced
without prior consultation.
2. Do not climb on top of the machine.
[Falling]
3. Do not leave articles such as tools and rags inside the
machine.
[Entanglement in tool/Ejection from machine]
4. Interlock functions including the chuck interlock and
the tailstock interlock must be ON when operating the
machine. If necessary to operate the machine with the
interlocks released, awareness of the dangers involved
and particular attention given to safety during machine
operation is essential. Following completion of the
operation, ensure the interlocks are turned back ON
immediately.
[Unexpected machine operation/Serious injury/
Machine damage]
5. Do not modify or remove interlock functions.
6. Do not put too much confidence in interlock function.
Ensure safety procedures are followed at all times.
7 FORSIGTIG 7 CAUTION
Rør ikke spån, eller værktøjets skær, med bare hænder.
[Personskade]
8-1 Maskinhåndtering
Machine Management
Do not touch chips or tool cutting edges with bare hand.
[Injury]
8 FARE 8 DANGER
Før maskinen installeres eller overføres, skal du læse og
være sikker på, at du forstår de manualer eller tegninger,
som er leveret med maskinen. Hvis det er nødvendigt at
løfte maskinen med udstyr som en hydraulisk donkraft,
skal du løfte den op på et fladt underlag med passende
styrke, og være opmærksom på maskinens balance, for at
forhindre maskinen i at vælte.
[Maskine vælter ned/Personskade]
1 INSTALLATIONSMANUAL 1 INSTALLATION MANUAL
Before installing or transferring the machine, read and
make sure you understand the manuals or drawings
supplied with the machine. When it is necessary to lift the
machine using equipment such as a hydraulic jack, lift it
up on flat ground with adequate strength, paying due
attention to machine balance in order to prevent the
machine from toppling over.
[Machine toppled down/Injury]
7 FORSIGTIG 7 CAUTION
1. Håndering af de nøgler der leveres med maskinen
(Betjeningspanel, el-skab, hjælpeenheder) er alene
kundens ansvar.
1. Management of keys supplied with the machine
(operation panel, electrical cabinet, auxiliary devices)
is the sole responsibility of the customer.
Page 48

28
VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
Nøgler der ikke jævnligt bruges (nøglen til el-skabet)
2.
skal fjernes fra låsen, og opbevares et sikkert sted.
3. Bortskafning af industriaffald såsom olie, kølemiddel
og spån skal udføres i overensstemmelse med
sikkerheds- og miljøbeskyttelseslovene, som fastsat af
de korrekte nationale og lokale autoriteter.
8-2 Maskinstøjdata
Machine Noise Data
De angivne tal er emissionsniveauer og er ikke nødvendigvis
niveauer for sikkert arbejdsmiljø. Selvom der er en
sammenhæng mellem emissions- og eksponeringsniveauer,
kan dette ikke bruges til pålideligt at fastslå, om der kræves
yderligere foranstaltninger. Faktorerne, der påvirker det
aktuelle eksponeringsniveau for medarbejderne, omfatter
arbejdslokalets egenskaber, andre støjkilder f.eks. antallet af
maskiner og andre processer i nærheden. Det tilladte
eksponeringsniveau kan også variere fra land til land. Disse
oplysninger vil dog gøre det muligt for brugeren af maskinen at
foretage en bedre vurdering farerne og risiciene. (ISO23125)
2. Keys not used on a regular basis (electrical cabinet
key) must be removed from the lock and stored in a
secure location.
3. Disposal of industrial waste such as oil, coolant, chips,
and refrigerants is to be performed in strict compliance
with safety and environmental protection laws as
stipulated by the proper national and local authorities.
The figures quoted are emission levels and are not necessarily
safe working levels. Whilst there is a correlation between the
emission and exposure levels, this cannot be used reliably to
determine whether or not further precautions are required.
Factors that influence the actual level of exposure of the
workforce include characteristics of the work room, the other
sources of noise, etc. i.e. the number of machines and other
adjacent processes. Also the permissible exposure level can
vary from country to country. This information, however, will
enable the user of the machine to make a better evaluation of
the hazard and risk. (ISO23125)
Page 49

VEDLIGEHOLDELSE OG INSPEKTION
NL1500MC/500 NL1500MC/500
MAINTENANCE AND INSPECTION
29
Model
Model
Specifikationer
Specifications
Målt af
Measured by
D
1000
E
1000
A
NL1500MC/500
Maks. spindelhastighed
Max. spindle speed
Ilgangshastighed
Rapid traverse rate
Afdeling: Quality Assurance
Sektion: Value Performance
Department: Quality Assurance
Section: Value Performance
Navn: Yoshioka Kiyoshi
Name: Yoshioka Kiyoshi
D
1000
1000
Betjeningspanel
Operation Panel
A
Serienr.
Serial No.
X, Z 30 m/min
Y 10 m/min
C
B
NL151DB0008
Dato
Date
6000 min
2005/01/08
−1
Målt ved
Measured at
Enhed
Device
Frekvenskendetegn
Frequency
Characteristics
Niveau
Level
Development Testing Center
Development testing center
Japan Electronic Instrument Co., LTD
Japan Electronic Instrument Co., LTD
Nominel A-vægtning frekvenskendetegn
Nominal A weighting frequency characteristics
Dynamisk respons Hurtig
Dynamic response Fast
Standardværdi
Default Value
Baggrundsstøj 56 dB
Background noise 56dB
Page 50

30
VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
Model
Model
Målepunkt
*1
Measuring Point
Emissionslydtryk (dB)
Emitted Sound
Pressure Level
(dB)
NL1500MC/500
*1
Maskinstrøm TIL
Machine Power ON
Når spindel kører
When Spindle Running
Ved akse bevægelse
At Axis Travel
*2
Når revolverhoved drejer
When Turret Turning
4800 min
4800 min
6000 min
6000 min
X-akse
X-axis
*2
Y-a kse
Y-a xis
Z-akse
Z-axis
Revolverhovedoperation
Turret operation
−1
−1
−1
−1
Serienr.
Serial No.
uden belastning
under no load
uden belastning
under no load
NL151DB0008
Dato
Date
2005/01/08
ABCDE
59 59 60 64 61
65 65 64 68 66
74 72 68 72 70
62 62 64 72 74
—————
72 71 72 78 71
63 62 66 72 64
2 BEMÆRK 2 NOTE
1. 1.
*1 Målt 1 m fra maskinen ved en højde på 1.6 m over gulvet. *1 Measured 1 m away from the machine and at a height of
*2 Akserne vandrer ved 100% ilgangshastighed *2 The axes travel at 100% rapid traverse rate
2. Spåntransportbånd kører, mens maskinen kører (med kørende
spindel og aksevandring)
2. The chip conveyor is operated with the machine running (with the
1.6 m from the floor.
spindle running and the axes traveling)
Page 51
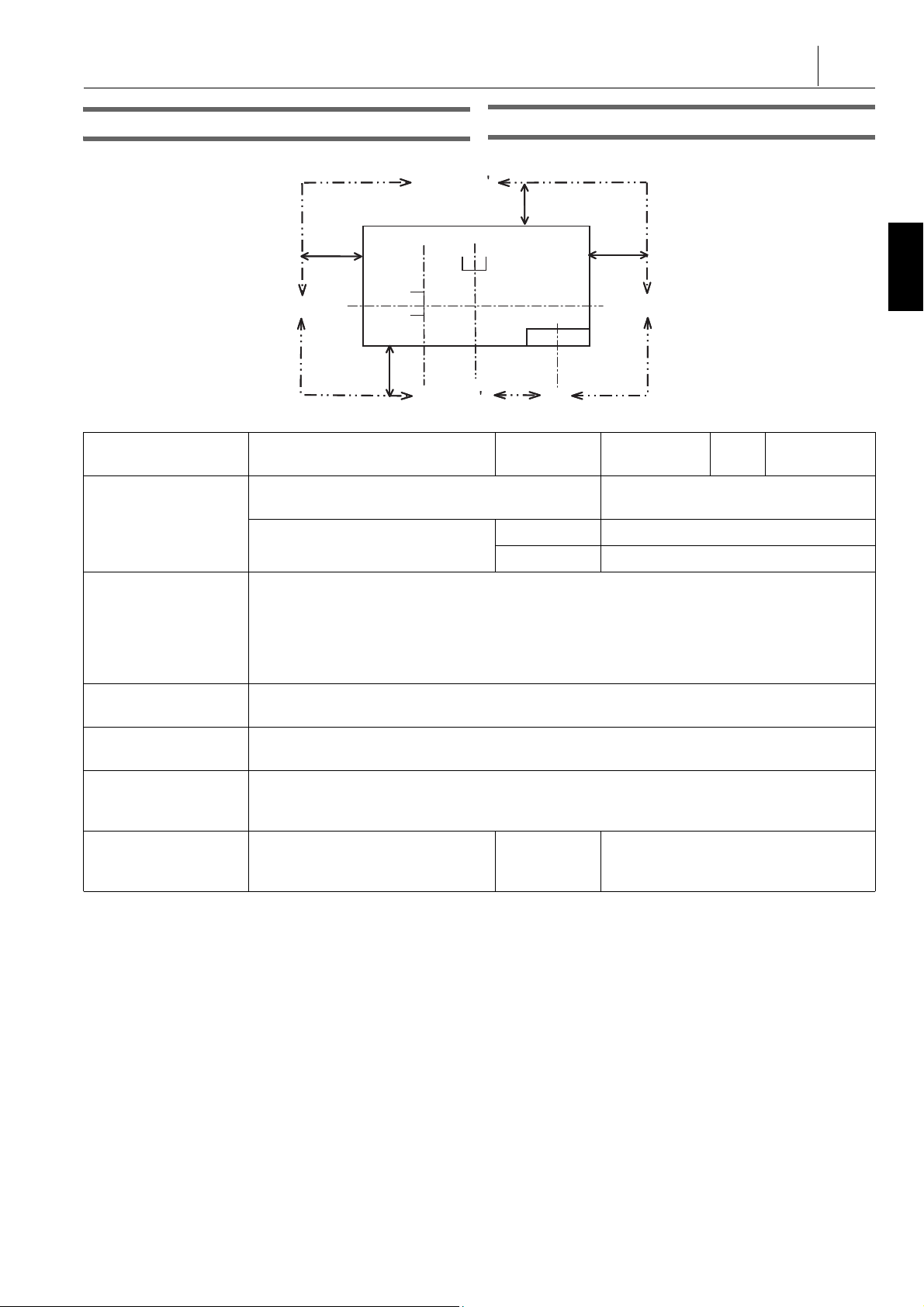
VEDLIGEHOLDELSE OG INSPEKTION
NL2000SY/500 NL2000SY/500
MAINTENANCE AND INSPECTION
31
Model
Model
Specifikationer
Specifications
Målt af
Measured by
D
1000
E
1000
A
NL2000SY/500
Maks. spindelhastighed
Max. spindle speed
Ilgangshastighed
Rapid traverse rate
Afdeling: Quality Assurance
Sektion: Value Performance
Department: Quality Assurance
Section: Value Performance
Navn: Yoshioka Kiyoshi
Name: Yoshioka Kiyoshi
D
1000
1000
Betjeningspanel
Operation Panel
A
Serienr.
Serial No.
X, Z 30 m/min
Y 10 m/min
C
B
NL201DB0009
Dato
Date
5000 min
2004/12/29
−1
Målt ved
Measured at
Enhed
Device
Frekvenskendetegn
Frequency
Characteristics
Niveau
Level
Development Testing Center
Development testing center
ONO SOKKI LA-4350
Nominel A-vægtning frekvenskendetegn
Nominal A weighting frequency characteristics
Dynamisk respons Hurtig
Dynamic response Fast
Standardværdi
Default Value
Baggrundsstøj 58 dB
Background noise 58 dB
Page 52

32
VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
Model
Model
Målepunkt
*1
Measuring Point
Emissionslydtryk (dB)
Emitted Sound
Pressure Level
(dB)
NL2000SY/500
*1
Maskinstrøm TIL
Machine Power ON
Når spindel kører
When Spindle Running
Ved akse bevægelse
At Axis Travel
*2
Når revolverhoved drejer
When Turret Turning
4000 min
4000 min
5000 min
5000 min
X-akse
X-axis
*2
Y-a kse
Y-a xis
Z-akse
Z-axis
Revolverhovedoperation
Turret operation
−1
−1
−1
−1
Serienr.
Serial No.
uden belastning
under no load
uden belastning
under no load
NL201DB0009
Dato
Date
2004/12/29
ABCDE
61 60 61 63 62
69 69 68 72 72
73 71 70 74 77
65 65 66 73 66
63 63 64 69 65
66 67 69 75 72
64 64 68 74 68
2 BEMÆRK 2 NOTE
1. 1.
*1 Målt 1 m fra maskinen ved en højde på 1.6 m over gulvet. *1 Measured 1 m away from the machine and at a height of
*2 Akserne vandrer ved 100% ilgangshastighed *2 The axes travel at 100% rapid traverse rate
2. Spåntransportbånd kører, mens maskinen kører (med kørende
spindel og aksevandring)
2. The chip conveyor is operated with the machine running (with the
1.6 m from the floor.
spindle running and the axes traveling)
Page 53

VEDLIGEHOLDELSE OG INSPEKTION
NL2500SY/700 NL2500SY/700
MAINTENANCE AND INSPECTION
33
Model
Model
Specifikationer
Specifications
Målt af
Measured by
D
1000
E
1000
A
NL2500SY/700
Maks. spindelhastighed
Max. spindle speed
Ilgangshastighed
Rapid traverse rate
Afdeling: Quality Assurance
Sektion: Value Performance
Department: Quality Assurance
Section: Value Performance
Navn: Yoshioka Kiyoshi
Name: Yoshioka Kiyoshi
D
1000
1000
Betjeningspanel
Operation Panel
A
Serienr.
Serial No.
X, Z 30 m/min
Y 10 m/min
C
B
NL251DE0053
Dato
Date
4000 min
2004/12/29
−1
Målt ved
Measured at
Enhed
Device
Frekvenskendetegn
Frequency
Characteristics
Niveau
Level
Development Testing Center
Development testing center
ONO SOKKI LA-4350
Nominel A-vægtning frekvenskendetegn
Nominal A weighting frequency characteristics
Dynamisk respons Hurtig
Dynamic response Fast
Standardværdi
Default Value
Baggrundsstøj 58 dB
Background noise 58 dB
Page 54
34
VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
Model
Model
Målepunkt
*1
Measuring Point
Emissionslydtryk (dB)
Emitted Sound
Pressure Level
(dB)
NL2500SY/700
*1
Maskinstrøm TIL
Machine Power ON
Når spindel kører
When Spindle Running
Ved akse bevægelse
At Axis Travel
*2
Når revolverhoved drejer
When Turret Turning
3200 min
3200 min
4000 min
4000 min
X-akse
X-axis
*2
Y-a kse
Y-a xis
Z-akse
Z-axis
Revolverhovedoperation
Turret operation
−1
−1
−1
−1
Serienr.
Serial No.
uden belastning
under no load
uden belastning
under no load
NL251DE0053
Dato
Date
2004/12/29
ABCDE
62 62 62 66 63
65 65 64 68 65
69 70 66 71 66
64 64 66 73 65
64 63 65 76 64
71 71 73 79 73
66 66 69 75 67
2 BEMÆRK 2 NOTE
1. 1.
*1 Målt 1 m fra maskinen ved en højde på 1.6 m over gulvet. *1 Measured 1 m away from the machine and at a height of
*2 Akserne vandrer ved 100% ilgangshastighed *2 The axes travel at 100% rapid traverse rate
2. Spåntransportbånd kører, mens maskinen kører (med kørende
spindel og aksevandring)
2. The chip conveyor is operated with the machine running (with the
1.6 m from the floor.
spindle running and the axes traveling)
Page 55

VEDLIGEHOLDELSE OG INSPEKTION
NL3000Y/1250 NL3000Y/1250
MAINTENANCE AND INSPECTION
35
Model
Model
Specifikationer
Specifications
Målt af
Measured by
D
1000
E
1000
A
NL3000Y/1250
Maks. spindelhastighed
Max. spindle speed
Ilgangshastighed
Rapid traverse rate
Afdeling: Quality Assurance
Sektion: Value Performance
Department: Quality Assurance
Section: Value Performance
Navn: Yoshioka Kiyoshi
Name: Yoshioka Kiyoshi
D
1000
1000
Betjeningspanel
Operation Panel
A
Serienr.
Serial No.
X, Z 30 m/min
Y 10 m/min
C
B
NL301DC0009
Dato
Date
3000 min
2005/01/08
−1
Målt ved
Measured at
Enhed
Device
Frekvenskendetegn
Frequency
Characteristics
Niveau
Level
Development Testing Center
Development testing center
Japan Electronic Instrument Co., LTD
Japan Electronic Instrument Co., LTD
Nominel A-vægtning frekvenskendetegn
Nominal A weighting frequency characteristics
Dynamisk respons Hurtig
Dynamic response Fast
Standardværdi
Default Value
Baggrundsstøj 56 dB
Background noise 56 dB
Page 56

36
VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
Model
Model
Målepunkt
*1
Measuring Point
Emissionslydtryk (dB)
Emitted Sound
Pressure Level
(dB)
NL3000Y/1250
*1
Maskinstrøm TIL
Machine Power ON
Når spindel kører
When Spindle Running
Ved akse bevægelse
At Axis Travel
*2
Når revolverhoved drejer
When Turret Turning
2400 min
2400 min
3000 min
3000 min
X-akse
X-axis
*2
Y-a kse
Y-a xis
Z-akse
Z-axis
Revolverhovedoperation
Turret operation
−1
−1
−1
−1
Serienr.
Serial No.
uden belastning
under no load
uden belastning
under no load
NL301DC0009
Dato
Date
2005/01/08
ABCDE
59 58 61 65 62
67 66 64 70 68
72 72 68 73 70
61 60 61 69 63
60 60 61 69 63
65 65 68 75 69
63 63 64 71 66
2 BEMÆRK 2 NOTE
1. 1.
*1 Målt 1 m fra maskinen ved en højde på 1.6 m over gulvet. *1 Measured 1 m away from the machine and at a height of
*2 Akserne vandrer ved 100% ilgangshastighed *2 The axes travel at 100% rapid traverse rate
2. Spåntransportbånd kører, mens maskinen kører (med kørende
spindel og aksevandring)
2. The chip conveyor is operated with the machine running (with the
1.6 m from the floor.
spindle running and the axes traveling)
Page 57
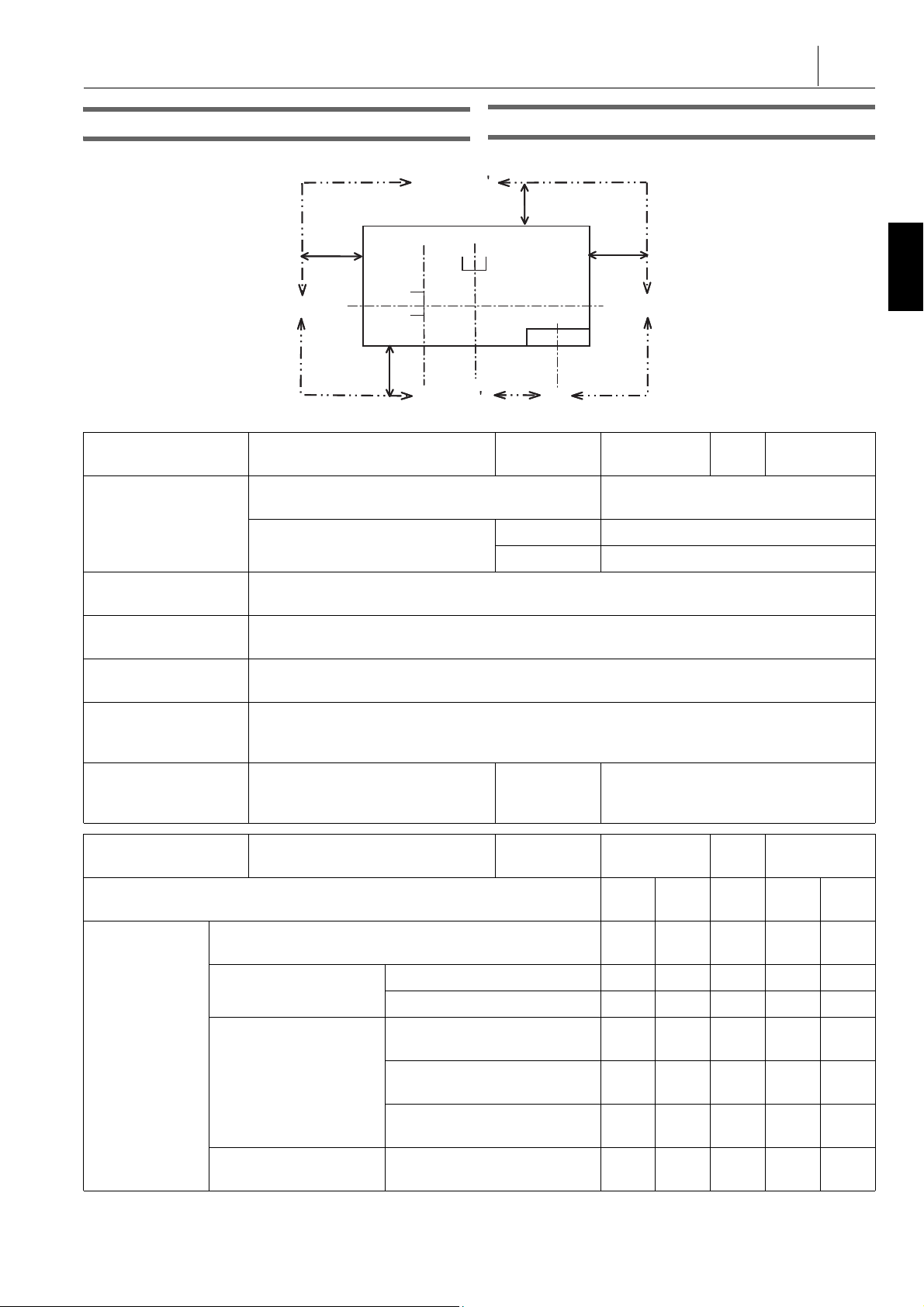
NLX2500/700 NLX2500/700
VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
37
Model
Model
Specifikationer
Specifications
Målt af
Measured by
Målt ved
Measured at
1000
E
1000
NLX2500/700
Maks. spindelhastighed
Max. spindle speed
Ilgangshastighed
Rapid traverse rate
D
D
1000
1000
Betjeningspanel
Operation Panel
A
A
Serienr.
Serial No.
C
B
Dato
Date
3500 min
−1
X, Z 30 m/min
Y
Enhed
Device
Frekvenskendetegn
Frequency
Characteristics
Niveau
Level
Model
Model
Målepunkt
Measuring Point
*1
*1
Emissionslydtryk (dB)
Emitted Sound
Pressure Level
(dB)
NLX2500/700
Maskinstrøm TIL
Machine Power ON
Når spindel kører
When Spindle Running
Ved akse bevægelse
At Axis Travel
*2
Standardværdi
Default Value
Serienr.
Serial No.
Dato
Date
ABCDE
X-akse
X-axis
*2
Y-ak se
Y-ax is
Z-akse
Z-axis
Når revolverhoved drejer
When Turret Turning
Revolverhovedoperation
Turret operation
Page 58

VEDLIGEHOLDELSE OG INSPEKTION
38
MAINTENANCE AND INSPECTION
2 BEMÆRK 2 NOTE
1. 1.
*1 Målt 1 m fra maskinen ved en højde på 1.6 m over gulvet. *1 Measured 1 m away from the machine and at a height of
*2 Akserne vandrer ved 100% ilgangshastighed *2 The axes travel at 100% rapid traverse rate
2. Spåntransportbånd kører, mens maskinen kører (med kørende
spindel og aksevandring)
2. The chip conveyor is operated with the machine running (with the
NLX2500MC/700 NLX2500MC/700
1.6 m from the floor.
spindle running and the axes traveling)
Model
Model
Specifikationer
Specifications
Målt af
Measured by
Målt ved
Measured at
1000
E
1000
NLX2500MC/700
Maks. spindelhastighed
Max. spindle speed
Ilgangshastighed
Rapid traverse rate
D
D
1000
1000
Betjeningspanel
Operation Panel
A
A
Serienr.
Serial No.
C
B
Dato
Date
4000 min
−1
X, Z 30 m/min
Y
Enhed
Device
Frekvenskendetegn
Frequency
Characteristics
Niveau
Level
Standardværdi
Default Value
Page 59

VEDLIGEHOLDELSE OG INSPEKTION
MAINTENANCE AND INSPECTION
39
Model
Model
Målepunkt
*1
Measuring Point
NLX2500MC/700
*1
Serienr.
Serial No.
Dato
Date
ABCDE
Maskinstrøm TIL
Machine Power ON
Når spindel kører
When Spindle Running
Emissionslydtryk (dB)
Emitted Sound
Pressure Level
(dB)
Ved akse bevægelse
At Axis Travel
*2
X-akse
X-axis
*2
Y-ak se
Y-ax is
Z-akse
Z-axis
Når revolverhoved drejer
When Turret Turning
Revolverhovedoperation
Turret operation
2 BEMÆRK 2 NOTE
1. 1.
*1 Målt 1 m fra maskinen ved en højde på 1.6 m over gulvet. *1 Measured 1 m away from the machine and at a height of
*2 Akserne vandrer ved 100% ilgangshastighed *2 The axes travel at 100% rapid traverse rate
2. Spåntransportbånd kører, mens maskinen kører (med kørende
spindel og aksevandring)
2. The chip conveyor is operated with the machine running (with the
1.6 m from the floor.
spindle running and the axes traveling)
Page 60

BORTSKAFFELSE AF MASKINER
40
DISPOSITION OF MACHINES
9 BORTSKAFFELSE AF MASKINER
DISPOSITION OF MACHINES
8 ADVARSEL 8 WARNING
1. Før demontering af maskinen skal
strømforsyningsledning og luftslangen, som er
tilsluttet maskinen, fjernes.
2. Der er en strømførende del inde i el-skabet og
betjeningspanelet. Sørg for at være tilstrækkelig
opmærksom under drift.
[Elektrisk stød]
3. Afmonter højtryksgascylindre såsom
gasbalanceenheden og luftcylindre efter trykket er
taget af.
[Sprængning/ulykke]
1. Before dismantling the machine, remove the power
cord and air hose connected to the machine.
2. There is a live part inside the electrical cabinet and the
operation panel. Be sure to pay sufficient attention
during the operation.
[Electric shock]
3. Dismantle high-pressure gas cylinders such as the gas
balancer and air cylinders after eliminating pressure.
[Bursting/accident]
7 FORSIGTIG 7 CAUTION
Maskinejere bærer ansvaret for at bortskaffe maskinen på
passende vis. Undlad at påvirke miljøet ved bortskaffelse
af maskinerne. Sørg for at overholde dit lands love og de
lokale myndigheders bestemmelser vedrørende
miljøbeskyttelse og genbrug.
<Væske> <Liquid>
Kontakt de lokale myndigheder ved bortskaffelse af væsker
såsom smøremidler, smørefedt, hydraulikolie, kølemidler.
<Elektronisk apparat> <Electronic Device>
Bortskaf elektriske dele i betjeningspanelet, skærm, tastatur,
elektriske dele i el-skabet, kabler, måleanordning (kodeapparat
osv.) på korrekt vis efter at have kontaktet de lokale
myndigheder for at kontrollere, hvorvidt enhederne og delene
kan genbruges.
<Batteri> <Battery>
Kontakt de lokale myndigheder for at kontrollere, hvorvidt
batterier og tørbatterier kan genbruges, og bortskaf dem på
korrekt vis.
<Maskindele> <Machinery Parts>
Bortskaf maskindele på korrekt vis som genbrugsressourcer,
såsom støbeemner, plademetal, kugleskruer, lejer og ventiler
som skrot.
<Slange> <Hose>
Bortskaf slanger på korrekt vis som genbrugsressourcer eller
plastaffald efter udtømning af væsken indeni.
<Kølemiddel> <Refrigerant>
Kølemidler benyttes i alle kølesystemer, såsom
olietemperaturstyreenheden, køleenheden til kølemiddel,
køleenheder i el-skabet. Bortskaffelse af disse kølesystemer
og genvinding af kølemidler bør håndteres af professionelle.
Kontakt de lokale myndigheder for at kontrollere, hvorvidt
maskinerne kan genbruges.
<Observationsvinduet til bearbejdningskammeret> <Machining Chamber Observation Window>
Bearbejdningskammerets observationsvindue består af
polykarbonat og hærdet glas. Kontakt de lokale myndigheder
for at kontrollere, hvorvidt materialet kan genbruges, og
bortskaf det på korrekt vis.
<Dokument> <Document>
Kontakt de lokale myndigheder for at kontrollere, hvorvidt alle
de dokumenter og cd'er, der er tilknyttet og følger med
maskinen, kan genbruges, og bortskaf dem på korrekt vis.
Machine owners are responsible for appropriate machine
disposal. Do not disturb the environment when you
dispose the machines. Be sure to observe the laws of your
country and regulations of local government concerning
environmental conservation and recycling.
Contact local governments when disposing liquids such as
lubricants, grease, hydraulic oil, coolants appropriately.
Appropriately dispose electrical parts in the operation panel,
monitor, keyboard, electrical parts in the electrical cabinet,
cable, measuring device (encoder, etc.) after having contacted
the local government to check whether the devices and parts
are recyclable.
Contact local governments to check whether batteries and
dry-cell batteries are recyclable and appropriately dispose
them.
Appropriately dispose machine parts as recyclable resources
such as casting, sheet metal, ball screw, bearing, and valve as
scraps.
Appropriately dispose hoses as recyclable resources or plastic
waste after having drained the liquid inside.
Refrigerants are used in all cooling systems such as oil
temperature controllers, coolant cooling unit, coolers in the
electrical cabinet. The disposal of these cooling systems and
recovery of refrigerants should be handled by professionals.
Contact local governments to check whether the machines are
recyclable.
The machining chamber observation window consists of
polycarbonate and tempered glass. Contact local governments
to check whether the material is recyclable and appropriately
dispose them.
Contact local governments to check whether all the related
documents and CDs attached to the machine are recyclable
and appropriately dispose them.
Page 61

KAPITEL 1
KAPITEL 1 G-FUNKTIONER
CHAPTER 1
CHAPTER 1 G FUNCTIONS
Page 62

1 AKSESTYRING OG BEVÆGELSESRETNING ............................................................. 43
AXIS CONTROL AND MOVEMENT DIRECTION
2 G FUNKTIONER ............................................................................................................. 48
G FUNCTIONS
3 KOMPATIBLE SPECIFIKATIONER MED SEICOS (TILVALG) .................................... 144
COMPATIBLE SPECIFICATIONS WITH SEICOS (OPTION)
Page 63

1 AKSESTYRING OG BEVÆGELSESRETNING
AXIS CONTROL AND MOVEMENT DIRECTION
AKSESTYRING OG BEVÆGELSESRETNING
AXIS CONTROL AND MOVEMENT DIRECTION
43
De styrede akser og deres bevægelsesretninger bestemmes
på følgende måde:
<Standardspecifikation> <Standard Specification>
Ved standardspecifikation bestemmes de styrede akser og
deres bevægelsesretninger på følgende måde:
Akse
Axis
X
Z
C (MC-specifikatio-
ner, Y-aksespecifika-
tion)
C (MC specifications,
Y-axis specifications)
Y (Y-aksespecifika-
tion)
Y (Y-axis
specifications)
Enhed
Unit
Revolver-
hoved
Turret
Revolver-
hoved
Turret
Spindel
Spindle
Revolver-
hoved
Turret
+ og − retning + and − Direction
+ retning:
Retningen, hvor bearbejdningsdiameteren forøges.
+ retning:
Retningen, hvor et skæreværktøj bevæges væk fra spindelen.
− retning:
Rotation med urets retning, værktøjet
set fra spindelen.
+ retning:
Retningen, hvor et skæreværktøj bevæges opad, når maskinen ses fra fronten.
The controlled axes and their travel directions are determined
as follows:
For standard specification, the controlled axes and their travel
directions are determined as follows:
+ direction:
The direction in which the machining
diameter increases.
+ direction:
The direction in which a cutting tool
moves away from the spindle.
− direction:
Clockwise rotation, viewing a tool form
the spindle.
+ direction:
The direction in which a cutting tool
moves upward when viewing the
machine from the front.
Page 64

AKSESTYRING OG BEVÆGELSESRETNING
Turret
Machine Front
Spindle
Revolverhoved
Maskinforside
Spindel
44
AXIS CONTROL AND MOVEMENT DIRECTION
2 BEMÆRK 2 NOTE
X-akse maskiner med omvendt JIS-specifikation har de positive og
negative retninger på X-aksen vendt om, sammenlignet med maskiner
med konventionel specifikation.
X-axis reversed JIS specification machines have the positive and
negative directions of the X-axis reversed when compared with
conventional specification machines.
<Spindeldok 2-specifikationer> <Headstock 2 specifications>
Ved spindeldok 2-specifikationer bestemmes de styrede akser
og bevægelsesretninger på følgende måde.
Akse
Axis
Enhed
Unit
Revolver-
X
hoved
Turret
Revolver-
Z
hoved
Turret
C (MC-specifikatio-
ner, Y-aksespecifika-
Spindel 1
Spindle 1
+ og − retning + and − Direction
+ retning:
Retningen, hvor bearbejdningsdiameteren forøges.
+ retning:
Retningen, hvor et skæreværktøj bevæges væk fra spindel 1.
− retning:
Rotation med urets retning, værktøjet
set fra spindel 1.
For headstock 2 specifications, the controlled axes and travel
directions are determined as follows.
+ direction:
The direction in which the machining
diameter increases.
+ direction:
The direction in which a cutting tool
moves away from spindle 1.
− direction:
Clockwise rotation, viewing a tool form
the spindle 1.
tion)
C (MC specifications,
Y-axis specifications)
Y (Y-aksespecifika-
Y (Y-axis
specifications)
tion)
B
Spindel 2
Spindle 2
Revolver-
hoved
Turret
Spindel 2
Spindle 2
+ retning:
Rotation med urets retning, værktøjet
set fra spindel 2.
+ retning:
Retningen, hvor et skæreværktøj bevæges opad, når maskinen ses fra fronten.
+ retning:
Retningen, hvor et skæreværktøj bevæges væk fra spindel 1.
+ direction:
Clockwise rotation, viewing a tool form
the spindle 2.
+ direction:
The direction in which a cutting tool
moves upward when viewing the
machine from the front.
+ direction:
The direction in which a cutting tool
moves away from spindle 1.
Page 65

AKSESTYRING OG BEVÆGELSESRETNING
Turret
Machine Front
Spindle 1
Spindle 2
Revolverhoved
Maskinforside
Spindel 1
Spindel 2
AXIS CONTROL AND MOVEMENT DIRECTION
2 BEMÆRK 2 NOTE
45
X-akse maskiner med omvendt JIS-specifikation har de positive og
negative retninger på X-aksen vendt om, sammenlignet med maskiner
med konventionel specifikation.
X-axis reversed JIS specification machines have the positive and
negative directions of the X-axis reversed when compared with
conventional specification machines.
1-1 Beskrivelse af aksebevægelse ved programmering
Expressing Axis Movement in Programming
Når man skriver et program, varierer de numeriske værdier til
angivelse af akseposition og plus/minus-tegnet til
bestemmelse af aksens bevægelsesretning, afhængigt af den
position der benyttes som reference for programmeringen.
Referencepositionen (arbejdsemnets nulpunkt) og
aksebevægelsesretningen bestemmes på følgende måde:
For at skrive et program kræves det, at man
Arbejdsemnets nul-
punkt
Workpiece Zero Point
definerer programmets udgangspunkt, det vil
sige arbejdsemnets nulpunkt.
Arbejdsemnets nulpunkt (X0, Z0, Y0) anvendes
som reference for programmeringen og også
for bearbejdningen.
X-akse
X-Axis
Z-akse
Z-Axis
Produktets diameterdimensioner udtrykkes
med adresse X. X0 og tages på produktets centerlinje.
Produktets længdedimensioner udtrykkes med
adresse Z. Z0 og tages på endefladen af det
færdigbearbejdede produkt.
When writing a program, the numerical values used for
specifying axis position and positive/negative sign used for
determining axis movement direction vary depending on the
position taken as the reference for programming.
The reference position (workpiece zero point) and axis
movement direction are determined as follows:
To write a program, the origin for the program,
i.e. the workpiece zero point must be
determined.
The workpiece zero point (X0, Z0, Y0) is taken
as the reference for programming and also for
machining.
The diametral dimensions of a product are
expressed using address X. X0 is taken on the
center line of the product.
The longitudinal dimensions of a product are
expressed using address Z. Z0 is taken on the
end face of the finished product.
Page 66

46
+X Direction
−Y Direction
−X Direction
+Y Direction
Workpiece Zero Point (X0, Y0)
+X retning
−Y retning
−X retning
+Y retning
Arbejdsemnenulpunkt (X0, Y0)
AKSESTYRING OG BEVÆGELSESRETNING
AXIS CONTROL AND MOVEMENT DIRECTION
C-akse (MC-specifikati-
oner, Y-aksespecifikati-
oner)
Spindelindeksvinkel for udførelse af fræsning
udtrykkes med adresse C. C0 og tages ved
C-aksens nulpunkt.
Spindle index angle for executing milling is
expressed using address C. C0 is taken at the
zero point of the C-axis.
C-Axis (MC
specifications, Y-axis
specifications)
Y-akse (Y-aksespecifi-
kationer)
Y-Axis (Y-axis
specifications)
Dimensionerne måles i en ret vinkel i forhold til
X-aksen og Z-aksen og udtrykkes med adresse
Y. Y0 tages på spindelcenterlinjen.
The dimensions measured in right angle
direction to X-axis and Z-axis are expressed
using address Y. Y0 is taken on the spindle
center line.
2 BEMÆRK 2 NOTE
Ved afskæringsoperationer bevæges spindel 2 i Z-aksens retning, når
den modtager et arbejdsemne fra spindel 1.
Ved spindeldok 2-specifikationer udføres denne bevægelse langs
B-aksen.
Pinolspecifikation Tailstock Specification
<Borepatronarbejde>
<Chuck Work>
+X retning Værktøj-spindel +X retning Værktøj-spindel
+X Direction Tool-Spindle +X Direction Tool-Spindle
In cutting off operation, spindle 2 moves in the Z-axis direction when it
receives a workpiece from spindle 1.
With headstock 2 specifications, this movement is made along the
B-axis.
<Pinolarbejde>
<Center Work>
Spindeldok Spindeldok
Headstock Headstock
Arbejdsemne
Workpiece
Arbejdsemnets
nulpunktPunkt (X0, Z0)
Workpiece ZeroPoint
(X0, Z0)
+Z retning
+Z Direction
−Z retning−Z retning
−Z Direction−Z Direction
Arbejdsemne
Workpiece
Pinol
Tailstock
Arbejdsemne nulpunkt
(X0, Z0)
Workpiece Zero Point
(X0, Z0)
−X retning−X retning
−X Direction−X Direction
<X-akse og Y-akse (Y-aksespecifikationer)> <X-Axis and Y-Axis (Y-Axis Specifications)>
Anvendes i maskine med Y-aksespecifikation. Used in Y-axis specification machine.
+Z retning
+Z Direction
Page 67

AKSESTYRING OG BEVÆGELSESRETNING
AXIS CONTROL AND MOVEMENT DIRECTION
Spindeldok 2-specifikation Headstock 2 Specification
47
<Spindeldok 1 side>
<Headstock 1 Side>
Spindeldok 1
Headstock 1
−Z retning
−Z Direction
+X retning
+X Direction
Arbejdsemne
Workpiece
Arbejdsemne Nul (X0, Z0)
Workpiece Zero (X0, Z0)
−X retning
−X Direction
Revolverhoved Revolverhoved
Turret Turret
+Z retning
+Z Direction
<Spindeldok 2 side>
<Headstock 2 Side>
−Z retning
−Z Direction
Arbejdsemne nulpunkt
Workpiece Zero Point
Arbejdsemne
Workpiece
(X0, Z0)
(X0, Z0)
+X retning
+X Direction
Spindeldok 2
Headstock 2
+Z retning
+Z Direction
−X retning
−X Direction
Page 68

G FUNKTIONER
48
G FUNCTIONS
2 G FUNKTIONER
G FUNCTIONS
2 BEMÆRK 2 NOTE
Programeksemplerne i dette kapitel, forudsætter alle drejestål R0. The examples of program given in this chapter all assume tool nose
1 Information om de G koder der ikke er forklaret i dette kapitel, se
instruktionsmanualen der blev leveret med NC enheden.
R0.
1 For the G codes not explained in this chapter, refer to the
instruction manual supplied by the NC unit manufacturer.
2-1 G Kodeliste
G Code List
G koder kaldes også forberedende funktioner. G koder består
af adressen G og en numerisk værdi der følger adressen G og
definerer bearbejdningsmetoden og aksebevægelsestilstanden
i en specificeret blok. NC'en etablerer kontroltilstanden som
respons på den specificerede G kode.
Den talværdi der følger adressen G, definerer de kommandoer
der er skrevet i den blok.
Afhængigt af hvordan G koder forbliver gyldige, klassifiseres
de i de følgende to typer:
Type Funktion
Engangs G koder
(G koder i gruppe 00)
Modal G koder
(G koder i andre grupper end
00)
Kun gyldige i den specificerede blok.
Gyldig indtil der specificeres
en anden G kode i den
samme gruppe
For eksempel er G00 og G01 begge modalkoder, dvs, de er G
koder i en anden gruppe end gruppe 00.
G codes are also called preparatory functions. The G codes
consisting of the address G and a numerical value that follows
address G define the machining method and the axis
movement mode in a specified block. The NC establishes the
control mode in response to the specified G code.
The numerical value following address G defines the
commands written in that block.
Depending on how the G codes remain valid, they are
classified into the following two types:
Type Function
One-shot G code
(G codes in group 00)
Modal G code
(G codes in groups other
Valid only in the specified
block.
Valid until another G code in
the same group is specified
than group 00)
For example, G00 and G01 are both modal codes, that is, they
are G codes in the group other than group 00.
G01 X_ Z_ ;
X_ ;
Z_ ;............................................................................
G01 er gyldig frem til denne blok. G01 is valid up to this block.
G00 X_ Z_ ;
2 BEMÆRK 2 NOTE
1. Når der køres et program der indeholder en G kode uden et
nummer, opstår der en alarm (P33).
2. Adresser der følger G koden, skal specificeres i henhold til format
orden.
3. Der kan specificeres mere end én G kode i én blok, sålænge de
tilhører forskellige G kode grupper.
4. Hvis der specificeres mere end en G kode, der tilhører samme
gruppe, i én blok, er den sidst specificerede gyldig.
5. Hvis der specificeres en G kode der ikke er opført i G kode
tabellen, eller hvor den tilhørende mulighed ikke er valg, vises der
en alarmbesked (P34) på skærmen.
Kode Gruppe Funktion Division 1
G00
Positionering @ 57
G01 Lineær interpolation @
01
G02 Cirkulær interpolation/spiral interpolation, CW (med uret) @/\
G03 Cirkulær interpolation/spiral interpolation, CCW (mod uret) @/\
1. When a program is executed including a G code without number,
an alarm (P33) occurs.
2. Address following G code must be specified according to format
order.
3. More than one G code, each belonging to a different G code group,
may be specified in the same block.
4. If more than one G code, belonging to the same group, are
specified in a block, the one specified later is valid.
5. If a G code not listed in the G code table or a G code for which the
corresponding option is not selected is specified, an alarm
message (P34) is displayed on the screen.
@: Standard ^:Valg \: Ikke tilgængelig
*7
*7
60
61
65
66
66
G04 00 Ophold @ 72
Page 69

G FUNKTIONER
G FUNCTIONS
@: Standard ^:Valg \: Ikke tilgængelig
Kode Gruppe Funktion Division 1
49
G07.1
(G107)
G09
19 Cylindrisk interpolation \
Præcist stop @ 140
*2
G10 Dataindstilling @ —
00
G10.6 Funktion til tilbagetrækning af værktøj ^
G11 Dataindstillingstilstand annullering @ —
G12.1
(G112)
Polær koordinatinterpolationstilstand \
*2
19
G13.1
(G113)
G17
G18 ZpXp plan
02
Polær koordinatinterpolationstilstand annullering \
XpYp plan
G19 YpZp plan
G20
Dataindtastning i tommesystem @ —
Xp:
X-akse eller dens parallelle akse
Yp:
Y-akse eller dens parallelle akse
Zp:
Z-akse eller dens parallelle akse
*2
@ 80
@ 80
@ 80
06
G21 Dataindtastning i metersystem @ —
G22
Gemte slag kontrolfunktion TIL ^ 81
G23 Gemte slag kontrolfunktion FRA ^ 81
G27 Nul (referenceposition) returkontrol @ 84
74
*8
78
78
G28 Maskinnulpunkt (referenceposition) retur @ 84
00
G30 Anden/tredje, fjerde nulretur (referenceposition) @ 84
G30.1 Flydende referencepunkt retur ^ —
G31 Udeladfunktion/flerskridt udeladfunktion @ 85
G32
G34 Gevindskæring med variabelt indgangsskær @ 106
01
Gevindskæring @
G35 Cirkulær gevindskæring, CW (med uret) ^ —
G36 Cirkulær gevindskæring, CCW (mod uret) ^ —
G38 — Arbejdsstykke trykkontrol \
G40
Drejestålsradius offset annuller/værktøjsradius offset annuller @/\
G41 Drejestålsradius offset, venstre/værktøjsradius offset, venstre @/\
07
G42 Drejestålsradius offset, højre/værktøjsradius offset, højre @/\
*3
*5
*5
*5
G46 Automatisk bestemmelse af drejestålsradius offset @ 233
G50
G50.2
(G250)
G51.2
(G251)
00
Indstilling for koordinatsystem/spindelhastighedsgrænse @ 125
Polygonskæring annuller ^
Polygonskæring ^
*4
*4
91
87
429
150
233
233
109
G52 Lokal koordinatisystem indstilling @ 111
G53 Maskinkoordinatsystem valg @ 111
Page 70

G FUNKTIONER
50
G FUNCTIONS
@: Standard ^:Valg \: Ikke tilgængelig
Kode Gruppe Funktion Division 1
G54
Arbejdskoordinatsystem 1 valg @ 113
G55 Arbejdskoordinatsystem 2 valg @ 113
G56 Arbejdskoordinatsystem 3 valg @ 113
12
G57 Arbejdskoordinatsystem 4 valg @ 113
G58 Arbejdskoordinatsystem 5 valg @ 113
G59 Arbejdskoordinatsystem 6 valg @ 113
G61
Præcist stop-modus @ 141
G62 Automatisk hjørne override-modus @ 143
13
G63 Gevindskæringsmodus @ 142
G64 Skæremodus @ 142
G65 00 Makro funktionskald @ 115
G66
G66.1 Makro modalkald (hver blok) ^ 11 8
14
Makro modalfunktionskald (hver aksebevægelseskommando) ^ 118
G67 Makro modalkald annuller ^ 118
G70
Sletbearbejdningscyklus @ 324
G71 O.D./I.D. grovslibningscyklus/lommeskæring @ 322
G72 Grovfladecyklus/lommeskæring @ 322
G73 Lukket løkke skærecyklus @
09
317
322
G74 Flade cut-off cyklus, dybhulsborecyklus @ 326
G75 O.D./I.D. rilleskæringscyklus, cut-off cyklus @ 330
G76 Flergevindskæringscyklus/zigzag fremføringstilstand @ 334
\
*9
*9
*2
*2
*2
*2
*2
*2
*2
121
121
340
340
340
340
340
340
340
G80.4
Snekkefræsnings-synkronisering Annuller ^
00
G81.4 Snekkefræsnings-synkronisering Start ^
G80
Hulbearbejdning pakket cyklus
annuller
G83 Flade hulbearbejdningscyklus \
G84 Flade gevindskæringscyklus \
G85 Flade udboringscyklus \
G87 Side hulbearbejdningscyklus \
09
Hulbearbejdning pakket cyklus
G88 Side gevindskæringscyklus \
G89 Side udboringscyklus \
G90 O.D./I.D. skærecyklus @ —
G92 Simpel gevindskæringscyklus @ 91
G94 Fladeskærings cyklus @ —
G96
Konstant overfladehastighedskontrol @ 125
17
G97 Annuller konstant overfladehastighedskontrol @ 128
G98
Fremføring pr. minut tilstand @ 129
05
G99 Fremføring pr. omdrejning tilstand @ 129
Page 71

G FUNKTIONER
G FUNCTIONS
@: Standard ^:Valg \: Ikke tilgængelig
Kode Gruppe Funktion Division 1
G140
G141 Obligatorisk bestemelse af offset retning (venstre side) ^ 144
21
G142 Obligatorisk bestemelse af offset retning (højre side) ^ 144
G143 Automatisk drejestålsradius offset-tilstand gyldig ^ 144
G150
Automatisk drejestålsradius offset-tilstand annuller ^ 144
Rillebreddeværktøj offset-funktion annuller ^ 151
51
G151 Flade rillebreddeværktøj offset-funktion gyldig ^ 151
G152 O.D./I.D. rillebreddeværktøj offset-funktion gyldig ^ 151
22
2 BEMÆRK
Kommandoerne G300 til G499 er reserveret til systembrug, de kan derfor ikke bruges til andre formål, såsom makrokald, af kunden.
G325 — Ændring af værdi for pinol (digital pinol) @ 131
G330 — Pinol (digital pinol)/Spindeldok 2 referencepunkt retur \
G374 — Boring med pinol pakket cyklus ^ 133
G375 — Boring med pinol pakket cyklus tjek for færdiggørelse ^ 133
G424 —
G425 —
G426 —
G427 —
G428 —
G429 — Indre spor bearbejdningscyklus ^ —
G430 —
Flad fræsningscyklus
Lommeudskæringscyklus
Rektangulær fræsningcyklus ^ —
Rektangulær fræsningcyklus
med ensidet væg
Rektangulær fræsningcyklus
med tosidet væg
Cirkulær lommeudskæringscyklus
Rektangulær lommeudskæringscyklus
Cirkulær omkredslommeudskæringscyklus
*6/\*3
^ —
^ —
^ —
^ —
^ —
132
G431 —
G432 — Ydre spor bearbejdningscyklus ^ —
G433 — Nøjagtig cirkelskæring ^ —
G434 —
G435 —
G436 — Z-fremføring rilleskæringscyklus ^ —
G437 — Hjørne lommeudskæringscyklus ^ —
G438 —
G439 —
Højhastigheds bearbejdningscyklus
Rektangulær omkredsbearbejdning
Trochoid bearbejdningscyklus ^ —
Højhastigheds sidefræsningscyklus
Rektangulær lommeudskæringscyklus
Skrueformet hulbearbejdningscyklus
^ —
^ —
^ —
^ —
Page 72

G FUNKTIONER
52
G FUNCTIONS
@: Standard ^:Valg \: Ikke tilgængelig
Kode Gruppe Funktion Division 1
G451 —
G452 —
G453 — Intern oval bearbejdningscyklus ^ —
G454 —
G455 —
G456 —
G457 —
G479 —
G480 —
G481 — Bueborecyklus ^ —
G482 — Linje-ved-vinkel boringscyklus ^ —
G483 — Gitterboringscyklus ^ —
G484 —
G485 —
Mono-form pakket cyklus
Affasningscyklus
Automatisk centrering type stabil støtte (automatisk) forbindelse/
bevægelse, pinol (automatisk) forbindelse
Boremønstercyklus
Konkav halvkuglecyklus ^ —
Ekstern oval bearbejdningscyklus
Skrueformet gevindskæringscyklus
Rektangulær fræsningscyklus fra
rundt materiale
Konkav affasningscyklus på
cylinder
Kilenot affasningscyklus på cylinder
Bolthul borecyklus ^ —
Cirkel indre affasningscyklus ^ —
Rektangulær indre affasningscyklus
^ —
^ —
^ —
^ —
^ —
^ 134
^ —
G486 — Spor indre affasningscyklus ^ —
G487 — Cirkel ydre affasningscyklus ^ —
G488 —
G489 — Spor ydre affasningscyklus ^ —
G490 —
G491 —
G492 —
G493 —
G494 —
G495 —
Affasningscyklus
Drejecyklus
Rektangulær ydre affasningscyklus
Grov trins bearbejdningscyklus
(O.D./ I.D.)
Borecyklus med variabel skæredybde til drejning
Rektangulær grovbearbejdningscyklus (X-akse retning) med flerfunktionsværktøj
Rektangulær grovbearbejdningscyklus (Z-akse retning) med flerfunktionsværktøj
Rektangulær sletbearbejdnings-
yklus (X-akse retning) med fler-
c
funktionsværktøj
Rektangulær sletbearbejdningscyklus (Z-akse retning) med flerfunktionsværktøj
^ —
^ —
^ —
^ —
^ —
^ —
^ —
G496 —
G498 — Mono-form pakket cyklus
R-rillebearbejdningscyklus med
runde indsatser (O.D. / I.D.)
Kilenot fræsningscyklus på cylinder
^ —
^ —
Page 73

G FUNKTIONER
G FUNCTIONS
@: Standard ^:Valg \: Ikke tilgængelig
Kode Gruppe Funktion Division 1
2 BEMÆRK
53
1. NC'en etablerer de G kode tilstande, der er identificeret med symbolet, når der tændes for strømmen, eller der trykkes på
(RESET).
Ved G18, G54, G97 og G99 etableres G kode tilstanden dog ikke ved tryk på
hver gruppe, gyldig.
2.
*1 Tilvalg for Y-akse specifikationerne.
*2 Standard for MC specifikationerne og Y-akse specifikationerne.
*3 Standard for spindeldok 2 Specifikationerne.
*4 Tilvalg for MC specifikationerne og Y-akse specifikationerne.
*5 Standard for Y-akse specifikationerne.
*6 Standard for digital pinol specifikationerne.
*7 Standard for Y-akse specifikationerne og tilvalg for MC specifikationerne.
*8 Se det separate bind “BRUGERVEJLEDNING”.
*9 Option til MC-specifikationerne og Y-aksespecifikationerne for NLX2500.
(RESET), istedet forbliver den G kode, der er valgt for
@
@: Standard ^:Option \: Not available
Code Group Function Division 1
G00
Positioning @ 57
G01 Linear interpolation @
01
G02 Circular interpolation/helical interpolation, CW (clockwise) @/\
G03 Circular interpolation/helical interpolation, CCW (counterclockwise) @/\
*7
*7
G04 00 Dwell @ 72
G07.1
(G107)
19 Cylindrical interpolation \
*2
@
60
61
65
66
66
74
G09
Exact stop @ 140
G10 Data setting @ —
00
G10.6 Tool retract/return function ^
G11 Data setting mode cancel @ —
G12.1
(G112)
Polar coordinate interpolation mode \
*2
19
G13.1
(G113)
G17
G18 ZpXp plane
02
Polar coordinate interpolation mode cancel \
XpYp plane
G19 YpZp plane
G20
Data input in inch system @ —
Xp:
X-axis or its parallel axis
Yp:
Y-axis or its parallel axis
Zp:
Z-axis or its parallel axis
*2
@ 80
@ 80
@ 80
06
G21 Data input in metric system @ —
*8
78
78
Page 74

G FUNKTIONER
54
G FUNCTIONS
@: Standard ^:Option \: Not available
Code Group Function Division 1
G22
Stored stroke check function ON ^ 81
G23 Stored stroke check function OFF ^ 81
G27 Zero (reference position) return check @ 84
G28 Machine zero (reference position) return @ 84
00
G30 Second/third, fourth zero (reference position) return @ 84
G30.1 Floating reference point return ^ —
G31 Skip function/multi-step skip function @ 85
G32
G34 Variable lead thread cutting @ 106
01
Thread cutting @
91
87
G35 Circular thread cutting, CW (clockwise) ^ —
G36 Circular thread cutting, CCW (counterclockwise) ^ —
G38 — Workpiece pushing check \
G40
Tool nose radius offset cancel/tool radius offset cancel @/\
G41 Tool nose radius offset, left/tool radius offset, left @/\
07
G42 Tool nose radius offset, right/tool radius offset, right @/\
*3
*5
*5
*5
429
150
233
233
G46 Automatic determination of tool nose radius offset @ 233
G50
Coordinate system setting/spindle speed limit setting @ 125
G50.2
(G250)
G51.2
(G251)
00
Polygon cutting cancel ^
Polygon cutting ^
*4
*4
G52 Local coordinate system setting @ 111
G53 Machine coordinate system selection @ 111
G54
Work coordinate system 1 selection @ 113
G55 Work coordinate system 2 selection @ 113
G56 Work coordinate system 3 selection @ 113
12
G57 Work coordinate system 4 selection @ 113
G58 Work coordinate system 5 selection @ 113
G59 Work coordinate system 6 selection @ 113
G61
Exact stop mode @ 141
G62 Automatic corner override mode @ 143
13
G63 Tapping mode @ 142
G64 Cutting mode @ 142
G65 00 Macro call @ 115
G66
Macro modal call (every axis travel command) ^ 118
109
G66.1 Macro modal call (every block) ^ 118
14
G67 Macro modal call cancel ^ 11 8
Page 75
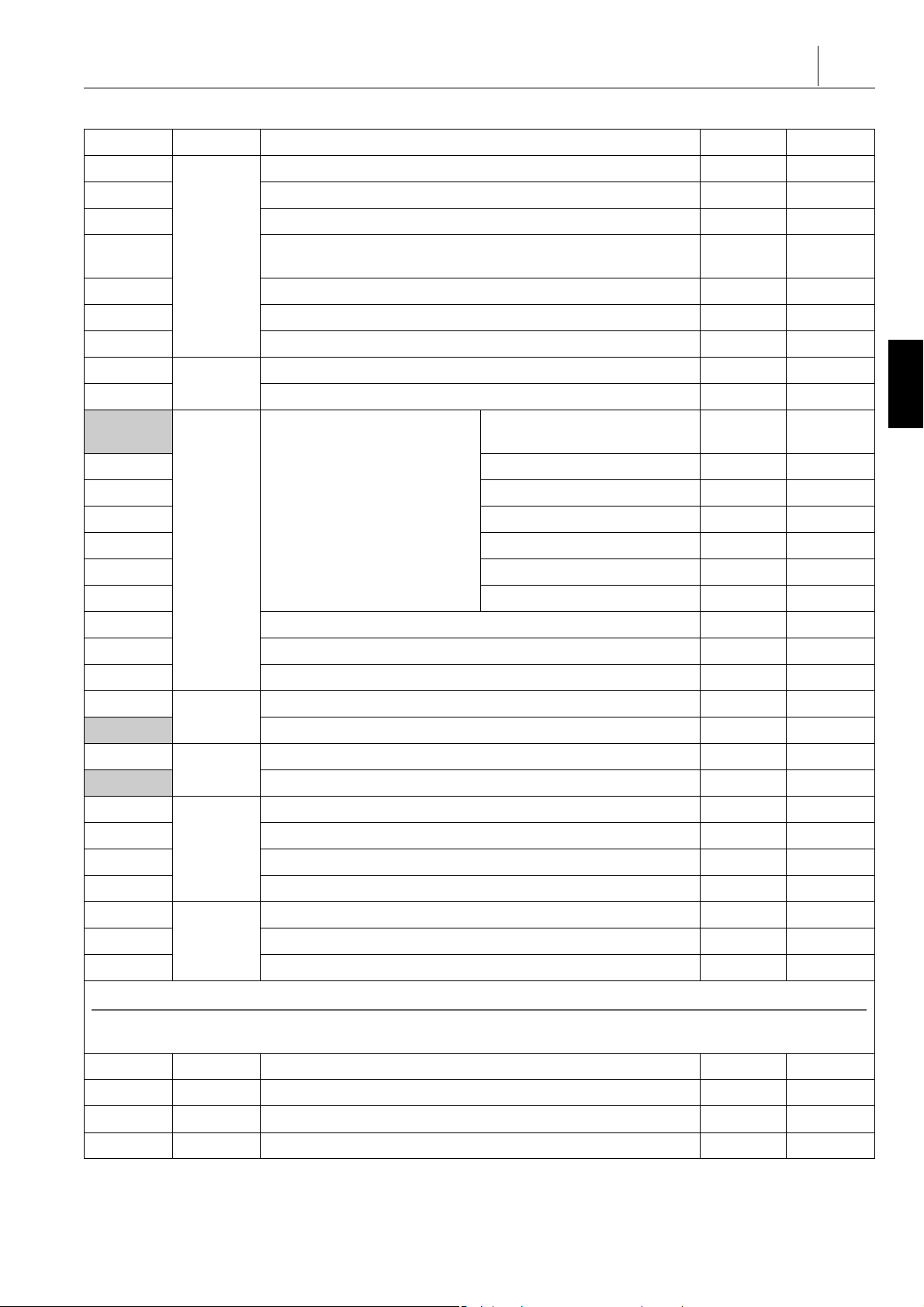
G FUNKTIONER
G FUNCTIONS
@: Standard ^:Option \: Not available
Code Group Function Division 1
55
G70
Finishing cycle @ 324
G71 O.D./I.D. rough cutting cycle/pocket cutting @ 322
G72 Rough facing cycle/pocket cutting @ 322
G73 Closed-loop cutting cycle @
09
G74 Face cut-off cycle, deep hole drilling cycle @ 326
G75 O.D./I.D. grooving cycle, cut-off cycle @ 330
G76 Multiple thread cutting cycle/zigzag infeed mode @ 334
\
*9
*9
*2
*2
*2
*2
*2
*2
*2
G80.4
Hobbing Synchronization Cancel ^
00
G81.4 Hobbing Synchronization Start ^
G80
Hole machining canned cycle
cancel
G83 Face hole machining cycle \
G84 Face tapping cycle \
G85 Face boring cycle \
G87 Side hole machining cycle \
09
Hole machining canned cycle
G88 Side tapping cycle \
G89 Side boring cycle \
317
322
121
121
340
340
340
340
340
340
340
G90 O.D./I.D. cutting cycle @ —
G92 Simple thread cutting cycle @ 91
G94 Face cutting cycle @ —
G96
Constant surface speed control @ 125
17
G97 Constant surface speed control cancel @ 128
G98
Feed per minute mode @ 129
05
G99 Feed per revolution mode @ 129
G140
Automatic tool nose radius offset mode cancel ^ 144
G141 Compulsory determination of offset direction (left side) ^ 144
21
G142 Compulsory determination of offset direction (right side) ^ 144
G143 Automatic tool nose radius offset mode valid ^ 144
G150
G151 Face groove width tool offset function valid ^ 151
22
Groove width tool offset function cancel ^ 151
G152 O.D/I.D groove width tool offset function valid ^ 151
2 NOTE
Commands G300 to G499 constitute a reserved area for system use, so they cannot be used for other purposes such as macro calls by the
customer.
G325 — Change of value for tailstock (digital tailstock) @ 131
G330 — Tailstock (digital tailstock)/headstock 2 reference point return \
*6/\*3
132
G374 — Drilling with tailstock canned cycle ^ 133
G375 — Drilling with tailstock canned cycle completion check ^ 133
Page 76

G FUNKTIONER
56
G FUNCTIONS
@: Standard ^:Option \: Not available
Code Group Function Division 1
G424 —
G425 —
G426 —
G427 —
G428 — Rectangular pocketing cycle ^ —
G429 — Inner track machining cycle ^ —
G430 —
G431 —
G432 — Outer track machining cycle ^ —
G433 — Accurate circle cutting ^ —
G434 —
G435 — High-speed side milling cycle ^ —
G436 — Z-feed grooving cycle ^ —
G437 — Corner pocketing cycle ^ —
G438 — Rectangular pocketing cycle ^ —
Flat milling cycle
Pocketing cycle
High-speed machining cycle
Rectangular milling cycle ^ —
Rectangular milling cycle with
one-side wall
Rectangular milling cycle with
two-side wall
Circular pocketing cycle ^ —
Circular circumferential
pocketing cycle
Rectangular circumferential
machining
Trochoid machining cycle ^ —
^ —
^ —
^ —
^ —
G439 — Helical hole machining cycle ^ —
G451 —
G452 — External oval machining cycle ^ —
G453 — Internal oval machining cycle ^ —
G454 — Helical threading cycle ^ —
G455 —
G456 —
G457 —
G479 —
G480 —
481 — Arc drilling cycle ^ —
G
G482 — Line-at-angle drilling cycle ^ —
G483 — Grid drilling cycle ^ —
G484 —
G485 —
Mono-shape canned cycle
Chamfering cycle
Automatic centering type steady rest (automatic) connection/travel,
tailstock (automatic) connection
Drilling pattern cycle
Concave hemisphere cycle ^ —
Rectangular milling cycle from
round material
Concave chamfering cycle on
cylinder
Keyway chamfering cycle on
cylinder
Bolt hole drilling cycle ^ —
Circle inner chamfering cycle ^ —
Rectangle inner chamfering
cycle
^ —
^ —
^ —
^ 134
^ —
G486 — Track inner chamfering cycle ^ —
G487 — Circle outer chamfering cycle ^ —
G488 —
G489 — Track outer chamfering cycle ^ —
Chamfering cycle
Rectangle outer chamfering
cycle
^ —
Page 77

G FUNKTIONER
G FUNCTIONS
@: Standard ^:Option \: Not available
Code Group Function Division 1
57
G490 —
G491 —
G492 —
G493 —
G494 —
G495 —
G496 —
G498 — Mono-shape canned cycle Keyway milling cycle on cylinder ^ —
Turning cycle
Rough step machining cycle
(O.D. / I.D.)
Drilling cycle with variable depth
of cut for turning
Rectangular rough machining
cycle (X-axis direction) using
multi-function tool
Rectangular rough machining
cycle (Z-axis direction) using
multi-function tool
Rectangular finish machining
cycle (X-axis direction) using
multi-function tool
Rectangular finish machining
cycle (Z-axis direction) using
multi-function tool
R-groove machining cycle using
round insert (O.D. / I.D.)
^ —
^ —
^ —
^ —
^ —
^ —
^ —
2 NOTE
1. The NC establishes the G code modes, identified by the symbol, when the power is turned on or when the
pressed.
Concerning G18, G54, G97, and G99, however, pressing the
selected for each group remains valid.
2.
*1 Optional for the Y-axis specifications.
*2 Standard for the MC specifications and the Y-axis specifications.
*3 Standard for the headstock 2 specifications.
*4 Optional for the MC specifications and the Y-axis specifications.
*5 Standard for the Y-axis specifications.
*6 Standard for the digital tailstock specifications.
*7 Standard for the Y-axis specifications and optional for the MC specifications.
*8 Refer to the separate volume, “OPERATION MANUAL”.
*9 Option for the MC specifications and the Y-axis specifications of NLX2500.
(RESET) key does not establish the G code mode of them but the G code
@
(RESET) key is
@
2-2 Anbringelse af skæreværktøj ved ilgangshastighed G00
G00 Positioning Cutting Tool at Rapid Traverse Rate
Ved at specificere G00 kommandoen, udføres alle
aksebevægelseskommandoer ved høj hastighed.
G00 tilstanden anvendes normalt til de følgende operationer: The G00 mode is usually used for the following operations:
1. Ved bearbejdningens start: 1. At the start of machining:
Til at flytte skæreværktøjet tættere på arbejdsstykket. To move the cutting tool close to the workpiece.
2. Under bearbejdning: 2. During machining:
For at flytte skæreværktøjet, når det er trukket tilbage fra
arbejdsstykket, til det næste programmerede målpunkt.
By specifying the G00 command, all axis movement
commands are executed at the rapid traverse rate.
To move the cutting tool, retracted from the workpiece, to
the next programmed target point.
7 FORSIGTIG 7 CAUTION
Kontroller at der ikke er forhindringer i værktøjets
bane, når du bevæger det ved høj hastighed under
bearbejdning.
[Interferens, Maskinskade]
3. Ved bearbejdningens afslutning: 3. At the end of machining:
Til at flytte skæreværktøjet væk fra på arbejdsstykket. To move the cutting tool away from the workpiece.
When moving the cutting tool at a rapid traverse rate
during machining, make sure that there are no
obstacles in the tool paths.
[Interference, Machine damage]
Page 78

G FUNKTIONER
Z (24000)
X
(18000)
58
G FUNCTIONS
8 ADVARSEL 8 WARNING
Ved indstilling af G00 modus-fremrykningen til
arbejdsemnet skal du bestemme fremrykningsbanerne
omhyggeligt og tage højde for arbejdsemnets form
samt skæretillæg. Fremrykningspunkt i Z-aksens
retning skal være mindst +10 mm fra arbejdsemnets
endeflade. Når spindelen roterer, påvirkes
borepatronens bakker af centrifugalkraft, som
reducerer borepatronens gribekraft.
[Arbejdsemneudstødning/Alvorlig personskade/Skade
på maskinen]
When setting the G00 mode approach to the workpiece,
determine the approach paths carefully, taking the
workpiece shape and cutting allowance into
consideration. The approach point in the Z-axis
direction should be +10 mm or more away from the
workpiece end face. When the spindle is rotating,
centrifugal force acts on the chuck jaws, reducing the
chuck gripping force.
[Workpiece ejection/Serious injury/Machine damage]
G00 X(U)_Y(V)_ Z(W)_ ;
• G00 ..................................... Kalder positionering ved høj hastighed. Calls positioning at a rapid traverse rate.
• X, Y, Z ................................. Specificerer målpunktet for positionering ved
høj hastighed.
Koordinaterne er specificeret i absolutte
værdier.
• U, V, W ................................ Specificerer målpunkter for positionering.
Koordinaterne specificeres i stigende værdier i reference til det aktuelle punkt.
Specifies the positioning target point at a
rapid traverse rate.
The coordinates are specified in absolute
values.
Specifies the positioning target point.
The coordinates are specified in incremental
values in reference to the present position.
2 BEMÆRK 2 NOTE
Adressen Y(V) kan kun specificeres med Y-akse specifikationer. Address Y(V) can be specified with Y-axis specifications only.
7 FORSIGTIG 7 CAUTION
1. Hvis X- og Z-akse bevægelser specificeres i den
samme blok i G00 tilstand, er værktøjsbanen ikke altid
en lige linie fra det aktuelle punkt til det
programmerede endepunkt. Kontroller at der ikke er
forhindringer i værktøjsbanen, og husk at X- og Z-akse
bevægelser er ved høj hastighed.
[Interferens, Maskinskade] [Interferences, Machine damage]
Hvis den høje hastighed for X- og Z-akserne er: If the rapid traverse rates of X-axis and Z-axis are:
• X-akse: 18000 mm/min • X-axis: 18000 mm/min
• Z-akse: 24000 mm/min • Z-axis: 24000 mm/min
Er værktøjsbanen der resulterer fra den samtidige
bevægelse af de to akser, i G00 tilstand, som vist i
illustrationen.
Derfor genereres værktøjsbaner, som illustreret
nedenfor, afhængigt af forholdet mellem startpunktet
og de programmerede punkter.
1. If X- and Z-axis movements are specified in the same
block in the G00 mode, the tool path is not always a
straight line from the present position to the
programmed end point. Make sure that there are no
obstacles in the tool path, remembering that X- and
Z-axis movement is at the rapid traverse rate.
The tool path generated by the simultaneous
movement of the two axes in the G00 mode is shown in
the illustration.
Therefore, the tool paths are generated as illustrated
below depending on the positional relationship
between the start and programmed points.
Programmerede punkter
Programmed Points
Startpunkt
Start Point
Programmerede punkter
Programmed Points
Startpunkt
Start Point
Page 79

G FUNKTIONER
1
2
G FUNCTIONS
59
2. Ved pinol-arbejde skal Z-aksen flyttes først og derefter
X-aksen for at placere et skæreværktøj ved
fremrykningspunktet. Hvis X- og Z-akserne
specificeres samtidig, kan skæreværktøjet interferere
med en pinol eller spindel 2 og beskadige maskinen
(pinolspecifikationer/spindel 2 pinol-specifikationer).
Ved tilbagetrækning af skæreværktøj skal det trækkes
tilbage i X-akseretningen først til et punkt, hvor det ikke
kommer i interferens med pinolen, og derefter Z-aksen
til den ønskede tilbagetrækningsposition.
2. For center-work, move the Z-axis first and then the
X-axis to position a cutting tool at the approach point.
If X and Z-axes are specified at the same time, the
cutting tool may interfere with a tailstock or spindle 2
causing the machine to be damaged (tailstock
specifications/spindle 2 tailstock specifications). Also,
when retracting cutting tool, retract it in the X-axis
direction first to the point where it does not interfere
with the tailstock, and then Z-axis to the required
retraction position.
[Interferens/Skade på maskinen] [Interference/Machine damage]
3. Hvis Z-aksen bevæges efter X-aksen, eller hvis X-aksen
bevæges efter Z-aksen, for eksempel med en G00
kommando, vil værktøjsbanen være inde i den
specificerede position. Hvis værktøjet når det
specificerede område, betyder det, at
programmeringen i den næste blok udføres før
kommandoens slutposition er nået (i-position). Ved
oprettelse af programmer skal der tages fuldstændig
højde for interferens mellem værktøjet og
3. If the Z-axis is moved after the X-axis, or the X-axis is
moved after the Z-axis, by a G00 command for
example, the tool path will be inside of the specified
position. That is, if the tool reaches the specified
range, the programming in the next block is executed
before reaching the end position of the command
(in-position). When creating programs, take
interference between the tools and the workpiece into
full consideration.
arbejdsemnet.
Gyldigheden af i-position-kontrol kan skiftes ved
indstilling af parameteren nedenfor.
The validity of in-position check can be switched by
setting the parameter below.
Nr. 1193 No. 1193
0: I-position-kontrol ugyldig (standardindstilling) 0: In-position check invalid (default setting)
1: I-position kontrol gyldig 1: In-position check valid
[Interferens mellem værktøj og arbejdsemne] [Interference between tool and workpiece]
2 BEMÆRK 2 NOTE
1. Når G00 kommandoen specificeres, forbliver den gyldig indtil der
specificeres en anden G kode i samme gruppe. G01, G02 og G03
er eksempler på G koder som tilhører den samme gruppe.
G koder som forbliver gyldige indtil der specificeres en anden G
kode i samme gruppe, kaldes modal G koder.
1. Once the G00 command is specified, it remains valid until another
G code in the same group is specified. G01, G02, and G03 are
examples of G codes which belong to the same group.
G codes which remain valid until another G code in the same
group is specified are called modal G codes.
1 For G kode grupperne, se “G Kodeliste” (side 48). 1 For the G code groups, refer to “G Code List” (page 48).
2. Den maksimale høje hastighed varierer mellem modellerne. 2. The maximum rapid traverse rate varies among the machine
3. Den høje hastighed kan justeres ved at bruge høj hastighed
override-kontakten på maskinens betjeningspanel.
4. Hvis høj hastighed override-kontakten er sat til “0” under
automatisk drift, udføres den programmerede bevægelse ved høj
hastighed ikke, og operationen går i fremføringshold tilstand.
5. Hvis fremføringshastighed overridekontakten på betjeningspanelet
indstilles til “0” under automatisk drift og ved tryk på knappen til
automatisk drift
den programmerede ilgang udføres ikke. Hvis
fremføringshastighed overridekontakten indstilles til en anden
værdi end “0”, frigives alarmen, og den programmerede ilgang
udføres.
6. G00 bør være specificeret i blokke hvor der er specificeret en T
kode.
Denne G00 kommando er nødvendig for at bestemme
skæreværktøjets fremføringsrate, for af udføre en offset
bevægelse.
[START] (Start) vises en alarm (nr. 0102), og
q
models.
3. The rapid traverse rate is adjustable by using the rapid traverse
rate override switch on the machine operation panel.
4. If the rapid traverse rate override switch is set to “0” during
automatic operation, the programmed rapid traverse is not
executed and the operation enters the feed hold mode.
5. If the feedrate override switch on the operation panel is set to “0”
during automatic operation and press the automatic operation
button
the programmed rapid traverse is not executed. If the the feedrate
override switch is set to a value other than "0", the alarm is
released and the programmed rapid traverse is executed.
6. In a block where a T code is specified, G00 should be specified.
This G00 command is necessary to determine the cutting tool
movement feedrate to execute offset motion.
[START] (Start), an alarm (No. 0102) is displayed and
q
Page 80

G FUNKTIONER
60
G FUNCTIONS
2-3 Bevægelse af skæreværktøj ad en lige bande ved skæretilførselshastighed G01
G01 Moving Cutting Tool along Straight Path at Cutting Feedrate
Fremføringsraten er specificeret med en F kode ved
skæreværktøjets bevægelsesafstand pr. spindelrotation eller
minut.
1 “G98 Kommando for Fremføringshastighed pr. Minut, G99 Kom-
mando for Fremføringshastighed pr. Omdrejning” (side 129)
The feedrate is specified with a F code by the travel distance of
the cutting tool per rotation of the spindle or minute.
1 “G98 Feedrate per Minute Command, G99 Feedrate per Revolu-
tion Command” (page 129)
G01 X(U)_ Y(V)_ Z(W)_ F_ ;
• X, Y, Z .................................. Specificerer målpunkter for skæring.
Koordinaterne er specificeret i absolutte
værdier.
• U, V, W ................................. Specificerer målpunkter for skæring (afstand
og retning).
Koordinaterne specificeres i stigende værdier i reference til det aktuelle punkt.
• F........................................... Specificerer fremføringsraten ved normal
styring
• I G99 tilstanden, er fremføringsraten
specificeret i “mm/omdr”.
F0.2: 0.2 mm/omdr
• I G98 tilstanden, er fremføringsraten
specificeret i “mm/min”.
F200: 200 mm/min
Specifies the cutting target point.
The coordinates are specified in absolute
values.
Specifies the cutting target point (distance
and direction).
The coordinates are specified in incremental
values in reference to the present position.
Specifies the feedrate in ordinary control
• In the G99 mode, the feedrate is specified
in “mm/rev”.
F0.2: 0.2 mm/rev
• In the G98 mode, the feedrate is specified
in “mm/min”.
F200: 200 mm/min
7 FORSIGTIG 7 CAUTION
Når skærehastigheden er høj, og hvis Z-aksen bevæges
efter X-aksen, eller X-aksen bevæges efter Z-aksen, f.eks.
med en G01-kommando, udføres den næste blok før den
forrige bloks acceleration/deceleration er helt færdig, og
værktøjsbanerne bliver en bue i ved hjørnet. Dvs. et hjørne
kan ikke efterbearbejdes skarpt. Når i-position-kontrollen
er gyldig, efterbearbejdes et hjørne skarp. Gyldigheden af
i-position-kontrol kan skiftes ved indstilling af
parameteren nedenfor.
Nr. 1193 No. 1193
0: I-position-kontrol ugyldig (standardindstilling) 0: In-position check invalid (default setting)
1: I-position kontrol gyldig 1: In-position check valid
When the cutting speed is high, if the Z-axis is moved after
the X-axis or the X-axis is moved after the Z-axis, by a G01
command for example, the next block is executed before
acceleration/deceleration of the previous block is
completely finished and the tool paths become an arc at
the corner. That is, a corner cannot be finished sharply.
When the in-position check is valid, a corner is finished
sharply. The validity of in-position check can be switched
by setting the parameter below.
2 BEMÆRK 2 NOTE
1. Adressen Y(V) kan kun specificeres med Y-akse specifikationer. 1. Address Y(V) can be specified with Y-axis specifications only.
2. Når G01 kommandoen specificeres, forbliver den gyldig indtil der
specificeres en anden G kode i samme gruppe. G00, G02 og G03
er eksempler på G koder som tilhører den samme gruppe.
G koder som forbliver gyldige indtil der specificeres en anden G
kode i samme gruppe, kaldes modal G koder.
1 For G kode grupperne, se “G Kodeliste” (side 48). 1 For the G code groups, refer to “G Code List” (page 48).
3. Skæretilførselshastigheden kan kun justeres med
overridekontakten til fremføringshastighed på
maskinbetjeningspanelet i intervallet 0 til 200%.
4. Data for fremføringsraten er “0” indtil der specificeres en F kode. 4. The feedrate data is “0” until an F code is specified.
2. Once the G01 command is specified, it remains valid until another
G code in the same group is specified. G00, G02, and G03 are
examples of G codes which belong to the same group.
G codes which remain valid until another G code in the same
group is specified are called modal G codes.
3. The cutting feedrate is adjustable by using the feedrate override
switch on the machine operation panel in the range of 0 to 200%.
Page 81

G FUNKTIONER
2
3
45
1
2
3
45
1
<Chamfering Function>
<Rounding Function>
<Affasningsfunktion>
<Afrundingsfunktion>
G FUNCTIONS
61
Hvis der læses en aksebevægelseskommando før der er
specificeret en F kode, udfører maskinen den ikke. I sådanne
tilfældem vises der en alarmbesked (P62) på skærmen.
5. Når der tændes for strømmen, er NC'en i G99 (fremføring pr.
omdrejning) tilstand.
2-4 G01 Funktioner til Rejfning og Hjørneafrunding
G01 Chamfering and Rounding Functions
Det er muligt at affase eller afrunde et hjørne, der er dannet af
lige linier specificeret af kommandoer i to blokke, ved enhver
vinkel eller radius.
For at affase eller afrunde hjørner, skal værkøjsbanerne
skrives til at definere den krævede form som punkter a D b
D d D e som i diagrammet nedenfor.
Det er dog muligt at affase eller afrunde bare ved at definere
formen som punkter a D c D e ved brug af affasningseller afrundingsfunktionen.
Fremføringsraten for affasning, eller afrunding af hjørner, kan
specificeres med en E kode.
If an axis movement command is read before an F code is
specified, the machine does not operate. In this case, an alarm
message (P62) is displayed on the screen.
5. When the power is turned on, the NC is in the G99 (feed per
revolution) mode.
It is possible to chamfer or round a corner, formed by straight
lines specified by the commands in two blocks, at any angle or
radius.
To chamfer or round corners, tool paths must be written to
define the required shape as points a D b D d D e as in
the diagram below.
However, chamfering or rounding is possible by simply defining
the shape as points a D c D e when the chamfering or
rounding function is used.
The feedrate for chamfering or corner rounding can be
specified by using an E code.
Page 82

62
CC
cdc
b
a
a
CC
cd c
b
+Z−Z
−Z+Z
U/2
U/2
e
e
C
C
+X
−X
+X
−X
C
C
h
h
g
g
f
f
g
g
W
W
G FUNKTIONER
G FUNCTIONS
5Nøjagtigheden ved affasning og afrunding forbedres ved at
specificere en lav fremføringsrate, for affasning eller afrunding,
med en E kode.
5Chamfering and rounding accuracy is improved by specifying a low
feedrate for chamfering or rounding using an E code.
<Affasning>
<Chamfering>
G01 X(U)_ Z(W)_ , C_ F_ E_ ;
• X(U) ..................................... Specificerer X-koordinatværdien for skæ-
ringspunktet når et hjørne dannes af to lige
linier (punkt “d” i illustrationen nedenfor). I tilvækstprogrammering specificerer det
afstanden fra punkt “a” til punkt “d”.
• Z(W) .................................... Specificerer Z-koordinatværdien for skæ-
ringspunktet når et hjørne dannes af to lige
linier (punkt “h” i illustrationen nedenfor). I tilvækstprogrammering specificerer det
afstanden fra punkt “e” til punkt “h”.
• , C ....................................... Specificerer affasningsstørrelsen (“C” i illu-
strationen nedenfor).
• F........................................... Specificerer fremføringsraten ved normal
styring.
• E........................................... Specificerer den fremføringsrate der bruges
ved affasning.
Specifies the X coordinate value of the point
of intersection when a corner is formed by
two straight lines (point “d” in the illustration
below). In incremental programming, it
specifies the distance from point “a” to point
“d”.
Specifies the Z coordinate value of the point
of intersection when a corner is formed by
two straight lines (point “h” in the illustration
below). In incremental programming, it
specifies the distance from point “e” to point
“h”.
Specifies the chamfer size (“C” in the
illustration below).
Specifies the feedrate in ordinary control.
Specifies the feedrate applied for
chamfering.
<Hjørneafrunding>
<Corner rounding>
G01 X(U)_ Z(W)_ , R_ F_ E_ ;
• X(U) ..................................... Specificerer X-koordinatværdien for skæ-
• Z(W) .................................... Specificerer Z-koordinatværdien for skæ-
• , R ....................................... Specificerer radius på en afrundingsbue (“R”
• F........................................... Specificerer fremføringsraten ved normal
• E........................................... Specificerer den fremføringsrate der bruges
ringspunktet når et hjørne dannes af to lige
linier (punkt “d” i illustrationen nedenfor). I tilvækstprogrammering specificerer det
afstanden fra punkt “a” til punkt “d”.
ringspunktet når et hjørne dannes af to lige
linier (punkt “h” i illustrationen nedenfor). I tilvækstprogrammering specificerer det
afstanden fra punkt “e” til punkt “h”.
i illiustrationen nedenfor).
styring.
ved afrunding.
Specifies the X coordinate value of the point
of intersection when a corner is formed by
two straight lines (point “d” in the illustration
below). In incremental programming, it
specifies the distance from point “a” to point
“d”.
Specifies the Z coordinate value of the point
of intersection when a corner is formed by
two straight lines (point “h” in the illustration
below). In incremental programming, it
specifies the distance from point “e” to point
“h”.
Specifies the radius of a rounding arc (“R” in
the illustration below).
Specifies the feedrate in ordinary control.
Specifies the feedrate applied for rounding.
Page 83

G FUNKTIONER
G FUNCTIONS
63
a
U/2
cd c
b
RR
R
R
−Z
RR
cdc
U/2
b
a
+Z
−Z+Z
2 BEMÆRK 2 NOTE
1. Når du specificerer en affasnings- eller hjørneafrundingsfunktion,
så indtast et komma “,” før adressen C eller R.
2. Hvis der, i den blok hvor affasnings- eller afrundingsfunktionen er
specificeret, er specificeret en mindre aksebevægelsesafstand end
mængden af affasning eller afrunding, vil der blive vist en
alarmbesked (P383) på skærmen.
3. Hvis der, i en blok ved siden af den hvor affasnings- eller
hjørneafrundingsfunktionen er specificeret, er specificeret en
mindre aksebevægelsesafstand end mængden af affasning eller
hjørneafrunding, vil der blive vist en alarmbesked (P384) på
skærmen.
4. Hvis blokken, ved siden af den hvor affasnings- eller
hjørneafrundingsfunktionen er specificeret, ikke indeholder en af
kommandoerne lineær interpolation (G01) eller cirkulær
interpolation (G02, G03), vil der blive vist en alarm (P382) på
skærmen.
5. Hvis blokken ved siden af den hvor affasnings- eller
hjørneafrundingsfunktionen er specificeret indeholder
kommandoen cirkulær interpolation (G02, G03), skal affasning/
hjørneafrunding II funktionen bruges.
6. Hvis “, C_” og “, R_” specificeres i den samme blok, under G01
tilstand, er den sidst specificerede adresse gyldig.
7. En E kommando er modal og når den først er specificeret, forbliver
den gyldig indtil der specificeres en anden E kommando.
8. Hvis adressen E udelades, eller E0 specificeres, anvendes
fremføringsraten specificeret ved F til affasning og
hjørneafrunding.
9. E kommandoens enhedssystem bestemmes i henhold til
betegnelsen af G99 og G98. I G99 (fremføring pr. omdrejning)
tilstanden, udføres E kommando værdien i “mm/omdr” og i G98
(fremføring pr. minut) tilstande, udføres den i “mm/min”.
1. When specifying the chamfering or corner rounding function, enter
a comma “,” before address C or R.
2. If the axis movement distance specified in the block where the
chamfering or corner rounding function is specified is smaller than
the amount of chamfering or rounding, an alarm message (P383)
is displayed on the screen.
3. If the axis movement distance specified in the block next to the one
where the chamfering or corner rounding function is specified is
smaller than the amount of chamfering or corner rounding, an
alarm message (P384) is displayed on the screen.
4. If the block next to the one where the chamfering or corner
rounding function is specified does not include the linear
interpolation (G01) or circular interpolation (G02, G03) command,
an alarm message (P382) is displayed on the screen.
5. If the block next to the one where the chamfering or corner
rounding function is specified includes the circular interpolation
(G02, G03) command, the chamfering/corner rounding II function
is called for.
6. In the G01 mode, if “, C_” and “, R_” are specified in the same
block, the address specified later is valid.
7. An E command is modal and, once specified, it remains valid until
another E command is specified next.
8. If address E is omitted or E0 is specified, the feedrate specified by
F applies to chamfering or corner rounding.
9. The unit system of an E command is determined according to the
designation of G99 and G98. In the G99 (feed per revolution)
mode, the E command value is executed in “mm/rev” and in the
G98 (feed per minute) mode, it is executed in “mm/min”.
+X
W
g
h
e
f
g
−X
e
+X
W
g
R
h
f
g
−X
R
Page 84

G FUNKTIONER
64
G FUNCTIONS
Eksempel: Example:
Programmering med G01 (Affasnings- og
afrundingsfunktioner)
Oprettelse af et program med affasnings-/
Programming using G01 (Chamfering and rounding
functions)
Writing a program using the chamfering/rounding function.
afrundingsfunktioner.
7'78
C1
R2
'
6
φ 60
φ 40
'
5
5
6
C1
R1
4
60
2
'
4
3
20
40
1
φ 20
Høj Hastighed
Rapid Traverse
Skæretilførsel
Cutting Feed
O1;
N1;
G50 S1500;
G00 T0101;
G96 S200 M03;
X30.0 Z20.0 M08; .................................................... Positionering ved a ved høj hastig-
hed, for at bevæge skæreværktøjet
tæt på arbejdsstykket
G01 Z0 F1.0;............................................................. Positionering ved b ved skæreha-
stighed, sænkningens startpunkt
X0 F0.2; ................................................................... Skæring op til c ved at hastighed
på 0.2 mm/omdr
G00 X20.0 Z1.0;
G01 Z−20.0, C1.0 E0.1;............................................ Skæring op til d' med affasnings-
funktionen
2 BEMÆRK
Affasning udføres ved 0.1 mm/omdr.
X40.0, R1.0;.............................................................. Skæring op til e' med afrundings-
funktionen
Z−40.0, R2.0;............................................................ Skæring op til f' med afrundings-
funktionen
X60.0, C1.0;.............................................................. Skæring op til g' med affasnings-
funktionen
Z−60.0;...................................................................... Skæring op til h i normal skæretil-
stand
G00 U1.0 Z20.0;
X200.0 Z150.0 M09;
M01;
Positioning at a at a rapid traverse
rate to move the cutting tool close to
the workpiece
Positioning at b at a cutting
feedrate, the start point of facing
Cutting up to c at a feedrate of 0.2
mm/rev
Cutting up to d' using the
chamfering function
2 NOTE
Chamfering is executed at 0.1 mm/rev.
Cutting up to e' using the rounding
function
Cutting up to f' using the rounding
function
Cutting up to g' using the
chamfering function
Cutting up to h in ordinary cutting
mode
2 BEMÆRK 2 NOTE
Da E kommandoen er modal, er “E0.1”, der der specificeret for
affasningen, også gyldig for de efterfølgende affasnings- og
hjørneafrundingsblokke.
Since the E command is modal, “E0.1” specified for chamfering is also
valid for the succeeding chamfering and corner rounding blocks.
Page 85

2-5 G01 Linje ved Vinkel-kommando
−A
+Z
+X
A
End Point (X, Z)
Slutpunkt (X, Z)
G01 Line at Angle Command
G FUNKTIONER
G FUNCTIONS
65
Når du definerer en linie der laver en vinkel til Z-aksen som vist
nedenfor, udregnes slutpunktets koordinatværdi automatisk
ved at specificere vinklen til Z-aksen og en af
koordinatværdierne for slutpunktet.
1. Når “A” ikke bruges som navn på servoaksen. 1. When “A” is not used for the servo axis name.
When defining a line that makes an angle to the Z-axis as
shown below, the coordinate values of the end point are
automatically calculated by specifying the angle to the Z-axis
and one of the coordinate values of the end point.
G01 A_ X(Z)_ F_ ;
G01 A−_ X(Z)_ F_ ;
2 BEMÆRK
Dette format kan ikke bruges med servostyret
fortsat hvile-specifikationer for NL3000/2000 og
NL3000/3000.
2. Når “A” bruges som navn på servoaksen. 2. When “A” is used for the servo axis name.
2 NOTE
This format cannot be used with the
servo-controlled steady rest specifications of
NL3000/2000 and NL3000/3000.
G01 X(Z)_ , A_ F_ ;
G01 X(Z)_ , A−_ F_ ;
2 BEMÆRK
2 NOTE
Kun format 2 kan bruges med servostyret fortsat
hvile-specifikationer for NL3000/2000 og NL3000/
3000.
• , A ........................................ Specificerer den vinkel som linien laver på
Z-aksen.
5Vinklen måles fra +Z retningen og mod uret.
• X(Z) ..................................... Specificerer koordinatværdien for slutpunk-
tet.
2 BEMÆRK
Der bør specificeres enten X eller Z koordinatet
på slutpunktet.
• F........................................... Specificerer fremføringsraten ved normal
styring.
Only the format 2 can be used with the
servo-controlled steady rest specifications of
NL3000/2000 and NL3000/3000.
Specifies the angle the line makes to the
Z-axis.
5The angle is measured from the +Z direction
in the counterclockwise direction.
Specifies the coordinate value of the end
point.
2 NOTE
Either of the X and Z coordinate values of the end
point should be specified.
Specifies the feedrate in ordinary control.
2 BEMÆRK 2 NOTE
1. Hvis der specificeres både A, X og Z værdier, bruges X og Z
værdierne til at definere linien, og A værdien ignoreres.
2. Linie i vinkel funktionen er kun gyldig i G01 tilstand. 2. The line at angle function is valid only in the G01 mode.
3. Det programmerbare område for adresse A er −360.000 ≤ A ≤
360.000. Hvis der specificeres en værdi udenfor dette område,
bruges resten fra divisionen “specificeret værdi / 360” som
kommandoværdien.
4. Når “A” bruges som navn på servoaksen, skal der altid indtastes et
komma “,” før vinkelkommando A.
1. If both A, and X and Z values are specified, X and Z values are
used for defining the line with the A value disregarded.
3. The programmable range of address A is −360.000 ≤ A ≤ 360.000.
If a value outside this range is specified, a remainder of the division
of “specified value / 360” is taken as the command value.
4. When “A” is used for the servo axis name, always enter a comma
“,” before an angular command A.
Page 86

G FUNKTIONER
66
G FUNCTIONS
Eksempel: Example:
Programmering med G01 (Linie i vinkel funktion) Programming using G01 (Line at angle function)
Oprettelse af et program med linie i vinkel funktionen. Writing a program using the line at angle function.
5
140°
2
60
φ
4
3
20
1
Høj Hastighed
20
φ
Rapid Traverse
Skæretilførsel
Cutting Feed
O1;
N1;
G50 S1500;
G00 T0101;
G96 S200 M03;
X30.0 Z20.0 M08; .................................................... Positionering ved a ved høj hastig-
hed, for at bevæge skæreværktøjet
tæt på arbejdsstykket
G01 Z0 F1.0;............................................................. Positionering ved b ved skæreha-
stighed, sænkningens startpunkt
X0 F0.2; ................................................................... Skæring op til c med en fremfø-
ringshastighed på 0.2 mm/omdr
Positioning at a at a rapid traverse
rate to move the cutting tool close to
the workpiece
Positioning at b at a cutting
feedrate, the start point of facing
Cutting up to c at a feedrate of 0.2
mm/rev
G00 X20.0 Z1.0;
G01 Z−20.0; ............................................................. Skæring op til d med en fremfø-
ringshastighed på 0.2 mm/omdr
G01 A140.0 X60.0; .................................................. Skæring op til e i linie i vinkel skæ-
retilstanden
Cutting up to d at a feedrate of 0.2
mm/rev
Cutting up to e in the line at angle
cutting mode
G00 U1.0 Z20.0;
X200.0 Z150.0 M09;
M01;
2-6 G02 Cirkulær Interpolation (Med Uret), G03 Cirkulær Interpolation (Mod Uret)
G02 Circular Interpolation (Clockwise), G03 Circular Interpolation (Counterclockwise)
1. Cirkulær bue på ZX planet
Circular arc on ZX plane
G18 G02(G03) X(U)_ Z(W)_ R_ F_ ;
G18 G02(G03) X(U)_ Z(W)_ I_ K_ F_ ;
2. Cirkulær bue på XY planet
Circular arc on XY plane
G17 G02(G03) X(U)_ Y(V)_ R_ F_ ;
G17 G02(G03) X(U)_ Y(V)_ I_ J_ F_ ;
3. Cirkulær bue på YZ planet
Circular arc on YZ plane
G19 G02(G03) Y(V)_ Z(W)_ R_ F_ ;
Page 87

G19 G02(G03) Y(V)_ Z(W)_ J_ K_ F_ ;
G FUNKTIONER
G FUNCTIONS
67
G03
• G17, G18, G19..................... Vælger det plan, hvor der defineres en cirku-
lær bue.
• G02 ..................................... Kalder den cirkulære interpolationstilstand i
retning med uret.
• G03 ..................................... Kalder den cirkulære interpolationstilstand i
retning mod uret.
• X, Y, Z ................................. Specificerer buens slutpunkt.
Koordinaterne er specificeret i absolutte
værdier.
• U, V, W ................................ Specificerer buens slutpunkt (afstand og ret-
ning).
Koordinaterne specificeres i stigende værdier i reference til det aktuelle punkt.
G02
Selects the plane where a circular arc is
defined.
Calls the circular interpolation mode in the
clockwise direction.
Calls the circular interpolation mode in the
counterclockwise direction.
Specifies the end point of the arc.
The coordinates are specified in absolute
values.
Specifies the end point of the arc (distance
and direction).
The coordinates are specified in incremental
values in reference to the present position.
• R ......................................... Specificerer buens radius. Specifies the radius of the arc.
• I, J, K ................................... Specificerer afstanden og retningen fra start-
punktet til buens center. (Værdien for I kommandoen bør specificeres som en radius.)
Specifies the distance and the direction from
the start point to the center of arc. (The
value of I command should be specified as a
radius.)
• F .......................................... Specificerer fremføringsraten ved normal
styring
• I G99 tilstanden, er fremføringsraten
specificeret i “mm/omdr”.
F0.2: 0.2 mm/omdr
• I G98 tilstanden, er fremføringsraten
specificeret i “mm/min”.
F200: 200 mm/min
1 “G98 Kommando for
Fremføringshastighed pr. Minut, G99
Kommando for Fremføringshastighed pr.
Omdrejning” (side 129)
Specifies the feedrate in ordinary control
• In the G99 mode, the feedrate is specified
in “mm/rev”.
F0.2: 0.2 mm/rev
• In the G98 mode, the feedrate is specified
in “mm/min”.
F200: 200 mm/min
1 “G98 Feedrate per Minute Command,
G99 Feedrate per Revolution Command”
(page 129)
2 BEMÆRK 2 NOTE
1. Adressen Y(V) kan kun specificeres med Y-akse specifikationer. 1. Address Y(V) can be specified with Y-axis specifications only.
2. Når der tændes for strømmen, vælges G18 (ZX planet). 2. When the power is turned on, G18 (ZX plane) is selected.
Cirkulær bueskæring foretages som regel på ZX planet (G18). Når
du skærer en cirkulær bue i XY eller YZ planet, så vælg plan ved at
specificere kommandoerne G17 eller G19.
Der lyder en alarm (P113) hvis den valgte akse ikke svarer til det
plan der er specificeret med G17, G18 eller G19.
3. Fortegnet (+, −) akkompagnerer angivelserne for radius R som vist
nedenfor. For 180°, bruges enten positiv (+) eller negativ (−).
R > 0 Cirkulær bue af 180° eller mindre
R < 0 Cirkulær bue af 180° eller større
4. Når en fuld cirkel skæres, brug I, J og K for at specificere radius.
Hvis cirklens radius specificeres med R, kan et stort antal cirkler,
der har samme start- og slutpunkt, defineres.
Generally, circular arc cutting is carried out in the ZX plane (G18).
When cutting a circular arc in the XY or YZ plane, select the plane
by specifying the G17 or G19 command.
An alarm (P113) occurs if an axis of other than the plane selected
with G17, G18, G19 is specified.
3. The sign (+, −) accompanying the radius R indicates as shown
below. For 180°, either positive (+) or negative (−) is used.
R > 0 Circular arc of 180° or smaller
R < 0 Circular arc of 180° or larger
4. When cutting a full circle, use I, J, and K to specify the radius. If
circle radius is specified with R, innumerable circles that have the
same start and end points can be defined.
Page 88

68
G FUNKTIONER
G FUNCTIONS
5. Brug I, J og K til at specificere buens centrum, medmindre buen
består af en halvcirkel, der har 180° som centervinkel og toppunkt
orienteret 0°, 90°, 180°, 270° som vist i 1, 2, 3, 4 i figuren nedenfor.
Hvis R bruges som buens centrum, kan en beregningsfejl
forårsages.
3
6. Når kommandoerne I og K bruges til at specificere afstanden og
retningen til en bues center, mens X og Z kommandoerne
udelades, eller start- og slutpunkterne ligger ved den samme
position, defineres der en fuld cirkel (360°). Hvis der bruges en R
kommando istedet for kommandoerne I og K, er der ingen
aksebevægelse.
7. Hvis der defineres en R kommando og et par I, J og K
kommandoer i den samme blok, får R kommandoen prioritet og I, J
og K kommandoerne ignoreres.
8. Brug I, J og K kommandoer, istedet for R kommandoen, til at
skære en halvcirkel nøjagtigt, eller nøjagtigt definere centeret på
en bue hvor centervinklen er tæt på 180°.
Hvis der bruges en R kommando, er der tilfælde hvor centeret på
en halvcirkel, eller en bue hvor centervinklen er tæt på 180°, ikke
kan indstilles nøjagtigt på grund af beregningsfejl.
5G02 eller G03 bestemmes ved at se på buen i den negative
retning, fra den positive retning, i den akse der ikke er
indeholdt i det valgte plan.
I G18 ZX planet, f.eks., genererer G02 kommandoen en bue
med uret ved at se på buen i den negative retning, fra den
positive retning, i Y-aksen.
9. Når du ser X-Z planet fra +Y retningen, er rotationsretning for en
G02 eller G03 kommando den samme for spindle 1 og spindle 2
siderne. Når du bruger programmer der er oprettet for spindel 1 på
spindel 2 siden, skal G02 kommandoer udskiftes med G03, og
G03 kommandoer udskiftes med G02. Desuden skal “+/−”
retningen for Z-aksen vendes, det er derfor vigtigt at være yderst
opmærksom når du opretter sådanne programmer.
5. Use I, J and K to specify the arc center unless the arc consists of a
half-circle having 180° as the center angle and the apex oriented
0°, 90°, 180°, 270° as shown in 1, 2, 3, 4 in the figure below. If R is
used for the arc center, a calculation error may be caused.
2
1
4
6. When I and K commands are used to specify the distance and
direction to the center of an arc while X and Z commands are
omitted or the start and end points lie at the same position, a full
circle (360°) is defined. If an R command is used instead of I and K
commands, no axis movement results.
7. If an R command and a pair of I, J, and K commands are specified
in the same block, the R command is given priority and the I, J, and
K commands are ignored.
8. To cut a half-circle accurately or to accurately define the center of
an arc of which the center angle is close to 180°, use I, J, and K
commands instead of an R command.
If an R command is used, there are cases that the center of a
half-circle or an arc of which the center angle is close to 180°
cannot be set accurately due to calculation error.
5G02 or G03 is determined by viewing the arc in the negative
direction from the positive direction in the axis which is not
contained in the selected plane.
In the G18 ZX plane, for example, the G02 command
generates a clockwise arc by viewing the arc in the negative
direction from the positive direction in the Y-axis.
9. When viewing X-Z plane from +Y direction, rotational direction for a
G02 or G03 command is the same for either spindle 1 or spindle 2
side. When using programs created for the spindle 1 on the spindle
2 side, it is necessary to replace G02 commands with G03 and
G03 commands with G02. In addition, the “+/−” direction of the
Z-axis will be reversed therefore careful attention is required when
creating programs for such purposes.
<Spindel 1> <Spindel 2>
<Spindle 1> <Spindle 2>
+X +X
G02 G03
−Z +Z
Page 89

Eksempel: Example:
R2
1
2
3
Programmering med G02 eller G03 Programming using G02 or G03
For at bevæge skæreværktøjet langs buen ved
skærehastighed bDc.
O1;
N1;
G50 S2000;
G00 T0101;
G96 S200 M03;
X47.069 Z20.0 M08;
G01 Z1.0 F1.0;.......................................................... Positionering ved a for at flytte
skæreværktøjet tæt på arbejdsstykket
Z0 F0.2; .................................................................... Positionering ved b ved at hastig-
hed på 0.2 mm/omdr
To move the cutting tool at a cutting feedrate along the arc
bDc.
Positioning at a to move the
cutting tool close to the workpiece
Positioning at b at a feedrate of
0.2 mm/rev
G FUNKTIONER
G FUNCTIONS
69
G02 X43.205 Z−1.482 R2.0 F0.07;........................... Skæring af en bue med en radius
på 2 mm med uret fra c, ved en
fremføringsrate på 0.07 mm/omdr.
Cutting an arc of 2 mm radius in the
clockwise direction to c, at a
feedrate of 0.07 mm/rev.
2-7 G02 Helisk Interpolation (Med Uret), G03 Helisk Interpolation (Mod Uret) (Option)
G02 Helical Interpolation (Clockwise), G03 Helical Interpolation (Counterclockwise) (Option)
Ved at specificere X-, Y- og Z-akserne i cirkulær
interpolationstilstand, bevæges skæreværktøjet langs spiralen.
5Spiral interpolationstilstand bruges til at udføre funktioner såsom
hulboring eller gevindskæring med et gevindskæringsværktøj.
By specifying X-, Y-, and Z-axes in the circular interpolation
mode, the cutting tool movement is controlled along helix.
5Helical interpolation mode is used to perform operations such as
hole drilling or cutting threads using a thread cutting tool.
2 BEMÆRK 2 NOTE
Denne tilstand er kun tilgængelig med Y-akse specifikationer. This mode is only available with Y-axis specifications.
1. Spiral interpolation i XY planet
Helical interpolation in the XY plane
G17 G02(03)X_Y_Z_I_J_F_;
G17 G02(03)X_Y_Z_R_F_;
2. Spiral interpolation i YZ planet
Helical interpolation in the YZ plane
G19 G02(G03)Y_Z_X_J_K_F_;
G19 G02(G03)Y_Z_X_R_F_;
:
Page 90

70
= F
×
Lineær aksefremføringsrate
Længde på den
lineære akse
Længde på den
cirkulære bue
= F
×
Linear axis feedrate
Length of linear axis
Length of circular arc
Z
XY
Tool Path
Length of Linear Axis
Length of Circular Arc
Feedrate Specified by F
Værktøjsbane
Længde på den lineære akse
Længde på den cirkulære bue
Fremføringsrate specificeret ved F
G FUNKTIONER
G FUNCTIONS
G18;
• G17, G19 ............................ Vælger det plan hvor spiral interpolationen
skal udføres.
• X, Y, Z ................................. Specificerer koordinatværdien for slutpunk-
tet for spiral interpolationen.
• I, J, K ................................... Specificerer afstanden og retningen fra start-
punktet for spiral interpolationen, til cirklens
center.
Selects the plane where the helical
interpolation is executed.
Specifies the coordinate values of the end
point of helical interpolation.
Specifies the distance and the direction from
the start point of the helical interpolation to
the center of the circle.
• R ......................................... Specificerer radius for spiral interpolationen. Specifies the radius of the helical
interpolation.
• F .......................................... Specificerer fremføringsraten ved normal
Specifies the feedrate in ordinary control
styring
2 BEMÆRK 2 NOTE
1. Når der tændes for strømmen, er NC'en automatisk indstillet til
G18 tilstand (XZ planet). Hvis G17 eller G19 tilstanden vælges for
spiral interpolationen, skal G18 indtastes for at vende tilbage til XZ
planet efter spiral interpolationsfunktionerne er udført.
2. Hvis der defineres I, J og K kommandoer i den samme blok som
en R kommando, får R kommandoen prioritet og I, J og K
kommandoerne ignoreres.
3. Kommandoen F specificerer fremføringsraten langs den cirkulære
bue. Da den egentlige fremføringsrate er forskellig fra den der er
specificeret af F i programmet, skal du være yderst opmærksom
på at fremføringsraten langs den lineære akse, ikke overstiger
maskinens grænser.
4. Fremføringsraten langs en lineær akse, beregnes med den
følgende formel.
1. When the power is turned ON, the NC is automatically set in G18
mode (XZ plane). If G17 or G19 mode is selected for the helical
interpolation, G18 must be input to return to the XZ plane following
helical interpolation mode operation completion.
2. When I, J, and K command is specified with an R command in the
same block, the R command is given priority and I, J, and K
commands are ignored.
3. Command F specifies the feedrate along the circular arc. As the
actual feedrate differs from the feedrate specified by F in the
program, careful consideration must be given to ensure the
feedrate along the linear axis does not exceed machine limits.
4. The feedrate along a linear axis is calculated with the following
formula.
Page 91

G FUNKTIONER
+Y
φ100
−10
−30
30
+Z
5
6
3 7
4
1
8
2
M60 × P2.0
30
φ
20
−70
P2.0 Thread Cutting Tool
Relief: 2 mm
Locus of the Cutting Tool
P2.0 Gevindskærerværktøj
Udsparing: 2 mm
Skæreværktøjets position
L
π
• D
tanθ =
G FUNCTIONS
Eksempel: Example:
Programmering med spiral interpolation (G02/G03) Programming using helical interpolation (G02/G03)
Et gevind af M60 P = 2.0 med en dybde på 30 mm, vil blive
skåret ved position Z−40.0, Y0 med et 20 mm diameter
gevindskærerværktøj.
A thread of M60 P = 2.0 at a depth of 30 mm will be cut at
position Z−40.0, Y0 using a 20 mm diameter thread cutting
tool.
O1;
N1;
G98 G19;
M45;
G28 H0;
G00 T0101;
G97 S200 M13;
X120.0 Y0 Z−50.0;
Z−40.0;
G01 X40.0 F300; ..................................................a
G41 Y18.0 Z−28.0 F80; ................................. a∼b Værktøjsradius offset TIL Tool radius offset ON
G03 X40.6 Y0 Z−10.0 R18.0; .........................b∼c
X44.6 K−30.0; ................................................c∼g
X45.2 Y−18.0 Z−28.0 R18.0; .........................g∼h
G00 G40 Y0 Z−40.0 X120.0; ................................... Værktøjsradius offset FRA Tool radius offset OFF
Z50.0;
X300.0 Z100.0 M05;
M46;
G99 G18;
M01;
<Stigningsvinkel> <Lead Angle>
Når trekant “abc” pakkes omkring en cylinder, som vist i
diagrammet nedenfor, former den skrå linie “ac”, en
spiralkurve. Hvis der oprettes en rille, med et tre- eller firkantet
tværsnit, langs spiralen, formes der et gevind.
∠cab = θ af trekant “abc” der danner spiralen, kaldes for
stigningsvinklen. For at skære gevindet jævnt, skal bevægelser
fra punkt 3 til punkt 8 generere den samme vinkel som
stigningsvinklen.
As shown in the diagram below, when triangle “abc” is wound
around a cylinder, the oblique line “ac” of the triangle forms a
helical curve. If a groove having a triangular or square
cross-section is created along the helix, a thread is formed.
∠cab = θ of triangle “abc” forming the helix is called the lead
angle. In order to cut the thread smoothly, movements from
point 3 to point 8 must generate the same angle as the lead
angle.
Stigningsvinklen kan beregnes med den følgende formel. The lead angle can be calculated using the following formula.
71
tanθ =
π
L
• D
Page 92

G FUNKTIONER
72
G FUNCTIONS
θ:
12
11
12
10
9
8
7
6
5
4
3
2
1
a
a
πD
c
θ
b
11
10
c
b
9
8
7
6
5
4
3
2
1
89
10
7
3
11
12
4
2
1
0
6
5
0
Stigningsvinkel (°)
Lead Angle (°)
Gevindstigning (mm)
L:
Lead (mm)
Gevinddiameter (mm)
D:
Thread Diameter (mm)
1) Punkt 1 D Punkt 2 1) Point 1 D Point 2
Tilgangsbuens radius skal opfylde de følgende betingelser. The radius of the approach arc must satisfy the following
conditions.
Værktøjsradius < r (tilgangsbuens radius) <
Tool radius < r (approach arc radius) < Machining radius
Bearbejdningsradius
Ved at indsætte værktøjsradius 10 mm og
bearbejdningsradius 30 mm til uligheden ovenfor, kan det
By assigning tool radius 10 mm and machining radius 30
mm to the inequality above, the following can be obtained.
følgende fås.
10 < r < 30 10 < r < 30
Herfra bestemmes tilgangsradius til r = 18 mm. From this, approach radius is determined as r = 18 mm.
<Koordinatværdier for tilgangsbuens radius
startpunkt>
Hvis fremrykningsbuens indvendige vinkel er for stor, vil det
tage en vis tid at gennemføre fremrykningsbevægelsen. På
den anden side kan værktøjet komme i interferens med den
bearbejdede flade, hvis den indvendige vinkel er for lille.
Når dette tages med i overvejelserne, bestemmes
fremrykningsbuens indvendige vinkel til 90°. Ud fra
fremrykningsradius og bearbejdningsradius er
koordinatværdierne for fremrykningsbuens centrum Y0,
Z−28.0. Koordinatværdierne for startpunkt 2 beregnes
<Coordinate Values of Approach Arc Radius Start
Point>
If the inside angle of the approach arc is too large,
approach motion will take a time. Conversely, if it is too
small, the tool may interfere with the face to be machined.
Taking these facts into consideration, the inside angle of
the approach arc is determined to be 90°. According to the
approach radius and the machining radius, the coordinate
values of the approach arc center are Y0, Z−28.0. The
coordinate values of start point 2 are then calculated as
Y18.0, Z−28.0.
derefter til Y18.0, Z−28.0.
2) Punkt 2 D Punkt 3 2) Point 2 D Point 3
<Stigning i tilgangsbuen> <Lead in Approach Arc>
For at gevindskæringen kan udføres jævnt, skal
stigningsvinklen i tilgangsbuen matche stigningsvinklen på
det gevind der skal skæres.
Bearbejdningsradius: Afstand (Stigning)
= Tilgangsbuens radius: L (Stigning)
Da “bearbejdningsradius = 30 mm”, “afstand = 2 mm”, og
“tilgangsbuens radius = 18 mm”,
To execute thread cutting smoothly, the lead angle within
the approach arc must match the lead angle of the thread
to be cut.
Machining radius: Pitch (Lead)
= Approach arc radius: L (Lead)
Since “machining radius = 30 mm”, “pitch = 2 mm”, and
“approach arc radius = 18 mm”,
30 : 2 = 18 : L 30 : 2 = 18 : L
Dermed fås L værdien som følger: Accordingly, value L is obtained as follows:
L = 1.2 mm L = 1.2 mm
2-8 Midlertidig standsning af programudførelse G04 (pause)
G04 Suspending Program Execution (Dwell)
G04 kommandoen bruges til at suspendere programudførelse,
under automatisk drift, i den periode der er specificeret i
programmet.
Denne funktion kaldes for opholdsfunktionen, og bruges i
funktioner såsom rilleskæring.
The G04 command is used to suspend program execution
during automatic operation for the period specified in the
program.
This function is called the dwell function, and is used in
operation such as the grooving operation.
Page 93
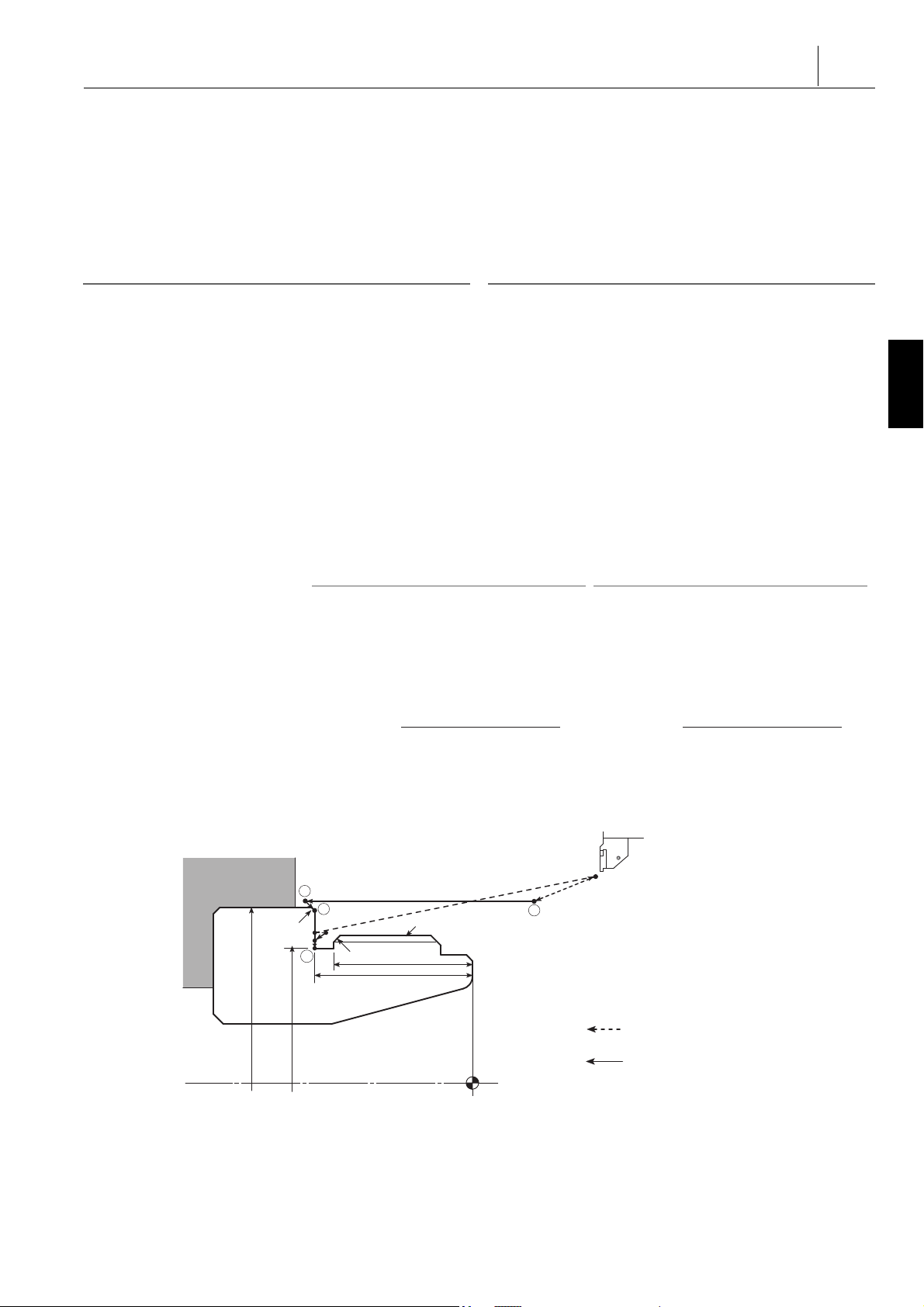
G FUNKTIONER
22
25
C1
C0.5
56
69
φ
φ
1
2
3
4
M60 × P2
Rapid Traverse
Cutting Feed
Høj Hastighed
Skæretilførsel
G FUNCTIONS
73
Hvis der specificeres ophold i bunden af rillen, stopper
værktøjet. Spindlen bliver ved med at rotere, mens værktøjet
bliver ved bunden af rillen.
Ved at rotere spindlen en enkelt gang mens værktøjet er ved
bunden af rillen, forbedres stikprofilens nøjagtighed og uskårne
dele elimineres. Opholdsfunktionen bruges også til at justere
timingen for at bekræfte åbning og lukning af spændepatronen
når maskinen udstyres med luft, stangindfører og
loaderenheder.
If dwell is specified at the bottom of the groove, the tool stops
moving. The spindle keeps rotating while the tool stays at the
bottom of the groove.
By turning the spindle a single rotation with the tool at the
bottom of the groove, the groove profile accuracy is improved
and uncut portion is eliminated. The dwell function is also used
for adjusting the timing to confirm opening and closing of the
chuck when the machine is equipped with the air blow, the bar
feeder or loader devices.
2 BEMÆRK 2 NOTE
Når du udfører et ophold med G04 kommandoen skal du være
opmærksom på, at hvis værktøjet holdes i kontakt med arbejdsstykket i
en position såsom ved bunden af en rille, vil det forkorte drejestålets
holdbarhed, og påvirke bearbejdningsnøjagtigheden negativt.
G04 X_ ;
G04 U_ ;
G04 P_ ;
• G04 ...................................... Kalder opholdsfunktionen. Calls the dwell function.
• X, U, P ................................. Specificerer den periode hvor programudfø-
relsen suspenderes.
Opholdsperioden bør specificeres i enheder
af sekunder som kommatal.
X1.0 (U1.0) (P1.0): 1 sek
X1 (U1) (P1): 0.001 sek
2 BEMÆRK
When executing a dwell using the G04 command, if the cutting tool is
kept in contact with the workpiece at a position such as the bottom of a
groove for a long time it will shorten the life of the tool nose as well as
adversely affecting machining accuracy.
Specifies the period in which the program
execution is suspended.
The dwell period should be specified in units
of seconds with a decimal point.
X1.0 (U1.0) (P1.0): 1 sec
X1 (U1) (P1): 0.001 sec
2 NOTE
1. Den programmerbare opholdsperiode er
0.001 til 99999.999 sekunder.
2. Opholdsfunktionen er kun gyldig i den
specificerede blok.
3. Opholdsperiode pr. omdrejning af spindlen,
beregnes som følger:
t (sek)
=
spindelhastighed
60 (sek)
(min−1)
1. Programmable dwell period is 0.001 to
99999.999 seconds.
2. The dwell function is valid only in the specified
block.
3. Dwell period per revolution of the spindle is
calculated as follows:
t (sec)
Eksempel: Example:
Programmering med G04 Programming using G04
For at skære en 3 mm bredt rille. To cut a 3 mm wide groove.
=
spindle speed
60 (sec)
(min−1)
O1;
N1;
G50 S1500;............................................................... Indstilling af spindle 1 hastigheds-
grænse til 1500 min
−1
for automa-
tisk drift, for en sikkerheds skyld
G00 T0101;
Setting the spindle 1 speed limit at
1500 min−1 for automatic operation
to ensure safety
Page 94

74
N =
1000V
π
• D
1000 × 100
3.14 × 56
= 569
∼
∼
(min
−1
)
G FUNKTIONER
G FUNCTIONS
G96 S100 M03;......................................................... Start spindel 1 i normal retning med
skærehastighed på 100 m/min
X70.0 Z20.0 M08; .................................................... Positionering ved a for at bevæge
skæreværktøjet tæt på arbejdsstykket ved høj hastighed
G01 Z−26.0 F1.0; ..................................................... Positionering ved b, rillens start-
punkt, ved skærehastighed
X68.0 Z−25.0 F0.07; ................................................ Skæring langs banen b D c ved
at hastighed på 0.07 mm/omdr
X56.0 F0.1; .............................................................. Skæring langs banen c D d ved
at hastighed på 0.1 mm/omdr
G04 U0.2; .................................................................:Suspendering af programudførelse,
i 0.2 sekunder, ved bunden af rillen,
for at lade spindlen rotere en
omgang
Spindelhastighed ved d
1000V
N =
π
• D
1000 × 100
= 569
3.14 × 56
∼
∼
(min
−1
)
Krævet periode for at spindlen kan
rotere en gang
60
∼
∼
=
569
1 (sek)
For at suspendere programudførelsen ved bunden af rillen, i mere end
én spindelomdrejning, bestemmes
opholdsperioden til 0.2 sekunder.
Starting spindle 1 in the normal
direction at cutting speed of 100 m/
min
Positioning at a to move the cutting
tool close to the workpiece at a
rapid traverse rate
Positioning at b, the start point of
grooving at a cutting feedrate
Cutting along path b D c at a
feedrate of 0.07 mm/rev
Cutting along path c D d at a
feedrate of 0.1 mm/rev
Suspending program execution for
0.2 seconds at the bottom of the
groove to allow spindle to rotate one
turn
Spindle speed at d
Period required for the spindle to
rotate one turn
60
∼
∼
=
569
1 (sec)
To suspend program execution at
the groove bottom for more than
one turn of the spindle, dwell period
is determined to 0.2 seconds.
5Det følgende program kan bruges istedet for “G04 U0.2;”.
G04 X0.2; eller G04 P0.2;
5The following program may be used instead of “G04 U0.2;”.
G04 X0.2; or G04 P0.2;
2-9 G07.1 (G107) Cylindrisk Interpolation
G07.1 (G107) Cylindrical Interpolation
Med funktionen cylindrisk interpolation, kan programmering for
rilleskæring på ydersiden af en cylinder udføres som på et
plan, ved at omdanne cylinderomkredsen til planet.
Med andre ord, funktionen cylindrisk interpolation lader en
profil på cylinderomkredsen blive programmeret i profilen på et
plan.
Using the cylindrical interpolation function, programming for
grooving on cylinder circumference can be made assuming a
plane by developing the cylinder circumference into the plane.
In other words, the cylindrical interpolation function permits a
profile on the cylinder circumference to be programmed in the
profile on a plane.
2 BEMÆRK 2 NOTE
Kommandoen G07.1 (G107) kan kun bruges med MC type eller Y-akse
specifikations maskiner. Disse G koder kan ikke bruges på andre
maskiner.
<Cylindrisk interpolationstilstand>
<Cylindrical interpolation mode>
(G19 W0 H0;) ..............
Specificerer ZC planet for bearbejdning. Specifies the ZC plane for machining.
G07.1(G107) C_ ;
<Cylindrisk interpolationstilstand annuller>
<Cylindrical interpolation mode cancel>
G07.1(G107) C0;
:
(G18;) ..........................
Specificerer ZX planet for bearbejdning. Specifies the ZX plane for machining.
The G07.1 (G107) command can be used only with the MC type or
Y-axis specification machines. With the models other than MC
specifications and Y-axis specifications, these G codes cannot be
used.
Page 95

G FUNKTIONER
G FUNCTIONS
• G07.1(G107) ....................... Kalder cylindrisk interpolationstilstand. Calls the cylindrical interpolation mode.
• C ......................................... Specificerer arbejdsstykkets radius (rille-
bund).
Specifies the radius of the workpiece
(groove bottom).
2 BEMÆRK 2 NOTE
75
1. I, J og K kan ikke bruges til at definere en bue i cylindrisk
interpolationstilstand.
Cirkulær bueradius skal specificeres med R. Enheden for R
kommandoen er “mm”.
G02 Z_ C_ R4.0; (radius 4 mm) G02 Z_ C_ R4.0; (radius 4 mm)
2. Hulbearbejdning pakket cyklus (G83 - G85, G87 - G89) kan ikke
specificeres i cylindrisk interpolationstilstand.
3. Hvis cirkulær interpolation eller værktøjsradius offset er
specificeret i cylindrisk interpolationstilstan, er det nødvendigt at
specificere et ZC plan for bearbejdning.
4. For at udføre værktøjsradius offset-funktionen i cylindrisk
interpolationstilstand, annuller værktøjsradius offset-funktionen før
du kalder cylindrisk interpolationstilstand og specificer
værktøjsradius offset-funktionen efter at have kaldt cylindrisk
interpolationstilstand.
5. Det er ikke muligt at udføre positionering ved høj hastighed i
cylindrisk interpolationstilstand. For at udføre positionering ved høj
hastighed, skal den cylindriske interpolationstilstand annulleres.
6. Det er ikke muligt at specificere et arbejdskoordinatsystem (G50,
G54 - G59), et lokalkoordinatsystem (G52), og et
maskinkoordinatsystem (G53) i cylindrisk interpolationstilstand.
7. Det er ikke muligt at specificere kommandoen G07.1 (G107) i
positioneringstilstand (G00).
8. Med spindeldok 2 specifikationsmaskinen, kan funktionen
cylindrisk interpolation også bruges på spindel 2 siden. Hvis
funktionen cylindriske interpolation bruges i driften af spindel 2, så
vær opmærksom på “+/−” retningen på Z- og C-akserne.
1 Vedrørende “+/−” retning for Z- og C-aksen, se “Beskrivelse af
aksebevægelse ved programmering” (side 45).
1. In the cylindrical interpolation mode, I, J and K cannot be used to
define an arc.
Circular arc radius must be specified using R. The unit of R
command is “mm”.
2. In the cylindrical interpolation mode, hole machining canned cycle
(G83 - G85, G87 - G89) cannot be specified.
3. If circular interpolation or tool radius offset is specified in the
cylindrical interpolation mode, it is necessary to specify the ZC
plane for machining.
4. To execute the tool radius offset function in the cylindrical
interpolation mode, cancel the tool radius offset function before
calling the cylindrical interpolation mode and specify the tool radius
offset function after calling the cylindrical interpolation mode.
5. It is not possible to execute positioning at a rapid traverse rate in
the cylindrical interpolation mode. To execute positioning at a
rapid traverse rate, the cylindrical interpolation mode must be
canceled.
6. It is not possible to specify a work coordinate system (G50, G54 G59), a local coordinate system (G52), and a machine coordinate
system (G53) in the cylindrical interpolation mode.
7. It is not possible to specify the G07.1 (G107) command in the
positioning mode (G00).
8. With the headstock 2 specification machine, the cylindrical
interpolation function can also be used on the spindle 2 side. If the
cylindrical interpolation function is used in the operation at spindle
2, pay attention to the “+/−” direction of the Z- and C-axes.
1 Concerning the “+/−” direction of the Z- and C-axis, refer to
“Expressing Axis Movement in Programming” (page 45).
Eksempel: Example:
Programmering med G07.1 (G107) Programming using G07.1 (G107)
8
φ110
100°
Fig. 1
Fig. 1
Rilledybde 5 mm
Groove Depth 5 mm
A
100°
B
100°
C
160°
Fig. 3
Fig. 3
200°
360°
R4
R4
R4
R4
30 10
Fig. 2
Fig. 2
C
A
B
C
Page 96

G FUNKTIONER
0
−10−40
C1
C2
C3
200 (B)
C4
360
1
10
2
34
5
6
7 8 9
:
:
100 (A)
Z-Axis (mm)
Each Corner: R4
Fig. 4
C-axis (°)
Command Point
Path of the Tool Center
Z-Akse (mm)
Hvert hjørne: R4
Fig. 4
C-akse (°)
Kommandopunkt
Bane for Værktøjscenter
76
G FUNCTIONS
2 BEMÆRK 2 NOTE
1. Fig. 2 er en udvikling af Fig. 1. Vinklen i Fig. 2 indikerer den vinkel
der laves på centeret af cylinderen, som vist i Fig. 3.
2. Kommandopunktet for cylindrisk interpolation fås fra udviklingen af
omkredsen af den cylindriske form (Fig. 2).
3. Udviklingen af den cylindriske omkreds (Fig. 2) er givet i ZC planet. 3. The development of the cylinder circumference (Fig. 2) is given in
4. Kommandopunktet for formen i Fig. 2 udtrykkes af i Fig. 4. 4. Command points of the shape in Fig. 2 are expressed by in Fig.
Efter at have valgt cylindrisk interpolationstilstand med
kommandoen G07.1 (G107), specificeres
1. Fig. 2 is a development of Fig. 1. The angle in Fig. 2 indicates the
angle made to the center of the cylinder as shown in Fig. 3.
2. Command point for cylindrical interpolation is obtained from the
development of the circumference of the cylindrical shape (Fig. 2).
the ZC plane.
4.
After selecting the cylindrical interpolation mode with the G07.1
(G107) command, specify the command points in order.
kommandopunkterne i rækkefølge.
Kommandoværdier for a til j i Fig. 4 er vist nedenfor. Command values of a to j in Fig. 4 are indicated below.
Kommandopunkt
Command Point
Z (mm) C (°)
a −10 0
b −10 C1
c −14 100
d −36 100
e −40 C2
f −40 C3
g −36 200
h −14 200
Det er muligt at oprette et program, hvis værdierne C1 - C4 er
kendt.
Radius for hjørnerne i værktøjsbanen er 4.0 mm. The radius of corners in the tool path is 4.0 mm.
Find først værdierne C1 - C4 i “mm” før du finder dem i vinkler
(°).
For denne udregning bør A (100°) og B (200°) omregnes til
“mm”.
Arbejdsstykkets omkreds: Circumference of the workpiece:
φ100 × π = 314.1593 (mm) φ100 × π = 314.1593 (mm)
i −10 C4
j −10 360
It is possible to create a program if values C1 - C4 are known.
First obtain the values C1 - C4 in “mm” before obtaining them
in angles (°).
For this calculation, A (100°) and B (200°) should be converted
into “mm”.
Dette betyder at 314.1593 (mm) svarer til 360°. This means 314.1593 (mm) corresponds to 360°.
Page 97

G FUNKTIONER
314.1593
314.1593
87.266 (mm)
174.533 (mm)
100
360
A (100°):
B (200°):
200
360
=
=
0
−10−40
95.416
100 (A)
104.583
195.416
200 (B)
204.584
360
0
−10−40
C1
87.266
C2
C3
174.533
C4
314.1593
Z-Axis (mm)
C-Axis (mm)
Fig. 5
Z-Axis (mm)
C-Axis (°)
Fig. 6
Z-Akse (mm)
C-Akse (mm)
Fig. 5
Z-Akse (mm)
C-Akse (°)
Fig. 6
G FUNCTIONS
77
A (100°):
B (200°):
314.1593
314.1593
100
360
200
360
87.266 (mm)
=
174.533 (mm)
=
Beregn derefter værdierne C1 - C4 i “mm”. Next, calculate values C1 - C4 in “mm”.
C1: 87.266 − 4 = 83.266 (mm) C1: 87.266 − 4 = 83.266 (mm)
C2: 87.266 + 4 = 91.266 (mm) C2: 87.266 + 4 = 91.266 (mm)
C3: 174.533 − 4 = 170.533 (mm) C3: 174.533 − 4 = 170.533 (mm)
C4: 174.533 + 4 = 178.533 (mm) C4: 174.533 + 4 = 178.533 (mm)
For cylindrisk interpolation er det nødvendigt at specificere
C-akseværdier i vinkler.
For cylindrical interpolation, it is necessary to specify the
C-axis value in angles.
Omregn C1 - C4 til enheden “°” (vinkel). Convert C1 - C4 into the unit of “°” (angle).
C1: 360°: 314.1593 (mm) = C1: 83.266 (mm)
C1 = 95.416°
C2: 360°: 314.1593 (mm) = C2: 91.266 (mm)
C2 = 104.583°
C3: 360°: 314.1593 (mm) = C3: 170.533 (mm)
C3 = 195.416°
C4: 360°: 314.1593 (mm) = C4: 178.533 (mm)
C4 = 204.584°
O1;
N1;
M45;
G28 H0;
G00 T0101;
G97 S100 M13;
X115.0 Z−10.0 S500; ............................................... Positionering til det punkt hvor rille-
G98 G01 X100.0 F50; .............................................. Start på rilleskæring
skæringen starter
Fremføringsraten er 50 mm/min,
specificeret i G98 (fremføring pr.
Positioning to the point where
grooving is started
Starting of the grooving
Feedrate is 50 mm/min, specified in
the G98 (feed per minute) mode.
minut) tilstanden.
Page 98

78
X-Axis
X-Akse
G FUNKTIONER
G FUNCTIONS
G19 W0 H0;.............................................................. Valg af bearbejdningsplan (ZC pla-
net)
Når du specificerer cirkulærer kommandoer (G02 eller G03) mellem
rotationsaksen (C-aksen) og den
lineære akse (Z-aksen) i cylindrisk
interpolationstilstand, er det nødvendigt at vælge et plan.
Hvis der ikke kræves bevægelse i
Z- og C-akserne, så specificer som
“G19 W0 H0;”. Dette er nødvendigt
fordi Z- og C-aksekommandoer skal
specificeres efter kommandoen
G19.
G07.1(G107) C50.0; ................................................. Kalder cylindrisk interpolationstil-
stand
Da arbejdsstykkets diameter (rillebund) er 100 mm, er cylinderradius
50 mm.
C95.416; ................................................................... Bearbejdning udføres ved at syn-
kronisere spindelrotation (C-akse
indeksering) og Z-akse bevægelse
indtil cylindrisk interpolationstilstand annulleres.
G02 Z−14.0 C100.0 R4.0;
G01 Z−36.0;
G03 Z−40.0 C104.583 R4.0;
G01 C195.416;
G03 Z−36.0 C200.0 R4.0;
G01 Z−14.0;
G02 Z−10.0 C204.584 R4.0;
G01 C360.0;
G07.1(G107) C0; ...................................................... Annullerer cylindrisk interpolations-
tilstand
X115.0;
G00 G99 X200.0 Z100.0 M05;
G18 M46;
M01;
Selecting the machining plane (ZC
plane)
When specifying circular command
(G02 or G03) between the rotary
axis (C-axis) and linear axis (Z-axis)
in the cylindrical interpolation mode,
it is necessary to select a plane.
If the Z- and C-axis movements are
not required, specify as “G19 W0
H0;”. This is necessary because Zand C-axis commands must be
specified after the G19 command.
Calling the cylindrical interpolation
mode
As the diameter of the workpiece
(groove bottom) is 100 mm, the
cylinder radius is 50 mm.
Machining is carried out by
synchronizing spindle rotation
(C-axis indexing) and Z-axis
movement until canceling the
cylindrical interpolation mode.
Canceling the cylindrical
interpolation mode
2-10 G12.1 (G112) Polær Koordinatinterpolation (Notbearbejdning),
G13.1 (G113) Polær Koordinatinterpolation Annuller
G12.1 (G112) Polar Coordinate Interpolation (Notching),
G13.1 (G113) Polar Coordinate Interpolation Cancel
“Ridsning” betyder at skære i arbejdsstykets flade, for at danne
en profil.
Når du har startet rotationsværktøjet, så specificer
kommandoen G12.1 (G112) for at vælge polær koordinat
interpolationstilstand.
Det er muligt at synkronisere spindelomdrejningen (langsom
hastighed) med rotationsværktøjets X-akse fremføringsrate i
polær koordinat interpolationstilstand.
“Notching” means cutting the workpiece face to make a
contoured shape.
After starting the rotary tool, specify the G12.1 (G112)
command to select polar coordinate interpolation mode.
It is possible to synchronize the spindle revolution (slow speed)
with X-axis feedrate of the rotary tool in the polar coordinate
interpolation mode.
Page 99

2 BEMÆRK 2 NOTE
G FUNKTIONER
G FUNCTIONS
79
1. Kommandoerne G12.1 (G112) og G13.1 (G113) kan kun bruges
med MC type eller Y-akse specifikations maskiner.
2. I polær koordinat interpolationstilstand, bør værdier på X-aksen
specificeres i diameter og C-akse værdier bør specificeres i “mm” i
radius, ikke i “°” (vinkel).
3. Kommandoerne G12.1 (G112) og G13.1 (G113) skal specificeres i
en blok uden andre kommandoer.
4. Når der udføres en bueskæring i polær koordinat
interpolationstilstand, bestemmes adresser, der skal indikere
buens radius, i henhold til navnet på den lineære akse.
Hvis X-aksen bruges som den lineære akse:
Da cirkulær interpolation antages at skulle udføres i XY planet,
bruges adresserne I og J til at specificere buens radius.
(Standardindstilling)
Hvis Y-aksen bruges som den lineære akse:
Da cirkulær interpolation antages at skulle udføres i YZ planet,
bruges adresserne J og K til at specificere buens radius.
Hvis Z-aksen bruges som den lineære akse:
Da cirkulær interpolation antages at skulle udføres i ZX planet,
bruges adresserne I og K til at specificere buens radius.
Bemærk at en bueradius kan specificeres med adressen R. Note an arc radius may be specified using address R.
5. I polær koordinat interpolationstilstand, må du aldrig ændre
koordinatsystem (G50, G52, G53, G54 - G59, osv.).
6. I interpolær koordinat interpolationstilstand, kan kommandoen G00
ikke specificeres. Kun de følgende G koder kan specificeres.
G01, G02, G03, G04, G40, G41, G42, G65, G66, G67, G98, og
G99
7. I fræserradius offset-tilstand eller automatisk drejestålsradius
offset-tilstand, kan kommandoerne G12.1 (G112) og G13.1 (G113)
ikke specificeres.
Før du specificerer kommandoerne G12.1 (G112) eller G13.1
(G113), skal fræserradius offset-tilstanden eller automatisk
drejestålsradius offset-tilstanden annulleres.
8. For “X” på skærmen ‘TOOL GEOMETRY OFFSET’ skal afstanden
indstilles fra centrum af spindel til centrum af et roterende værktøj
med revolverhovedet returneret til nulpunktet. Ved “R” på skærmen
‘TOOL GEOMETRY OFFSET’ skal radius for det roterende
værktøj indstilles.
9. Med spindeldok 2 specifikationsmaskinen, kan funktionen polær
koordinat interpolation også bruges på spindel 2 siden. Hvis
funktionen polær koordinat interpolation bruges på spindel 2, så
vær opmærksom på “+/−” retningen på C-aksen.
1 Vedrørende “+/−” retning for Z- og C-aksen, se “Beskrivelse af
aksebevægelse ved programmering” (side 45).
1. The G12.1 (G112) and G13.1 (G113) commands can be used only
with the MC type or Y-axis specification machines.
2. In the polar coordinate interpolation mode, X-axis value should be
specified in diameter and C-axis value should be specified in “mm”
in radius, not in “°” (angle).
3. The G12.1 (G112) and G13.1 (G113) commands must be specified
in a block without other commands.
4. When an arc cutting is executed in the polar coordinate
interpolation mode, addresses to indicate the arc radius are
determined according to the axis name of the linear axis.
If the X-axis is taken as the linear axis:
Since circular interpolation is assumed to be executed in the XY
plane, addresses I and J are used to specify the arc radius.
(Default setting)
If the Y-axis is taken as the linear axis:
Since circular interpolation is assumed to be executed in the YZ
plane, addresses J and K are used to specify the arc radius.
If the Z-axis is taken as the linear axis:
Since circular interpolation is assumed to be executed in the ZX
plane, addresses I and K are used to specify the arc radius.
5. In the polar coordinate interpolation mode, never change the
coordinate system (G50, G52, G53, G54 - G59, etc.).
6. In the polar coordinate interpolation mode, the G00 command
cannot be specified. Only the following G codes can be specified.
G01, G02, G03, G04, G40, G41, G42, G65, G66, G67, G98, and
G99
7. In the cutter radius offset mode or the automatic tool nose radius
offset mode, the G12.1 (G112) and G13.1 (G113) commands
cannot be specified.
Before specifying the G12.1 (G112) or G13.1 (G113) command,
cancel the cutter radius offset mode or the automatic tool nose
radius offset mode.
8. For “X” of the ‘TOOL GEOMETRY OFFSET’ screen, set the
distance from the center of spindle to the center of a rotary tool
with the turret returned to the zero point. For “R” of the ‘TOOL
GEOMETRY OFFSET’ screen, set the radius of the rotary tool.
9. With the headstock 2 specification machine, the polar coordinate
interpolation function can also be used on the spindle 2 side. If the
polar coordinat
spindle 2, pay attention to the “+/−” direction of the C-axis.
e interpolation function is used in the operation at
1 Concerning the “+/−” direction of the Z- and C-axis, refer to
“Expressing Axis Movement in Programming” (page 45).
Page 100

G FUNKTIONER
80
G FUNCTIONS
Eksempel: Example:
Programmering med G12.1 (G112) og G13.1 (G113) Programming using G12.1 (G112) and G13.1 (G113)
Indhak til bearbejdning af et kvadrat på 50 mm × 50 mm (A
D B D C D D D E D A) med et 20 mm diameter endebor.
Notching to machine 50 mm × 50 mm square (A D B D C
D D D E D A) using the 20 mm dia. end mill.
X
Z
20
C
CB
A
DE
O1;
N1;
M45;
G28 H0;
G00 T0101;
G97 S100 M13;
X80.0 Z30.0; ...................................................... Positionering på det punkt hvor
indhakningen starter
c
a
d
b
f
g
80
50
X
φ
Positioning to the point where
notching is started
e
G98 G01 Z−20.0 F100; ...................................... Skæring til Z−20.0 Cutting into Z−20.0
G18;
G12.1(G112); ...................................................... Kalder polær koordinat interpolati-
onstilstand
Spindelrotationen synkroniseres
med skæreværktøjets fremføringsrate.
G42 X50.0; ......................................................... a A Skæring i rækkefølgen A D B D
C25.0; ................................................................ b B
X−50.0;................................................................ c C
C−25.0; .............................................................. d D
X50.0; ................................................................. e E
C D D D E D A
Ved tilgang til punkt A, tændes der
for den automatiske drejestålsradius offset-funktion.
Calling the polar coordinate
interpolation mode
The spindle rotates synchronized
with the feedrate of the cutting
tool.
Cutting in the order of A D B D C
D D D E D A
In approach to point A, the
automatic tool nose radius offset
function is turned on.
C0; ..................................................................... f A
G40 X100.0; ....................................................... g Annullering af den automatiske
drejestålsradius offset-funktion;
skæreværktøjet trækkes tilbage til
Canceling the automatic tool nose
radius offset function; the cutting
tool is retracted to X100.0.
X100.0.
G13.1(G113); ...................................................... Annullering af polær koordinat
interpolationstilstand
Canceling the polar coordinate
interpolation mode
:
2-11 Valg af bearbejdningsflade G17, G18, G19
G17, G18, G19 Selecting Plane for Machining
Ved udførelse af en cirkulær bueskæring, en værktøjsradius
offset eller boring, er det nødvendigt at vælge det plan, hvori
den kaldte funktion skal udføres.
When executing circular arc cutting, a tool radius offset, or
drilling, it is necessary to select the plane in which the called
function is to be executed.
 Loading...
Loading...