


ISSUE 6 FEBRUARY
2005
Morgana Systems Limited United Kingdom
Website: WWW.Morgana.co.uk
Telephone: ( 01908 ) 608888
Facsimile: (
01908 ) 692399
OPERATORS GUIDE
FOLDING SYSTEM
625-001

INDEX
SECTION 1: SPECIFICATION Page 2
SECTION 2: GENERAL LAYOUT Page 3
SECTION 3: SETTING UP Page 4
3.1 - side lay 4
3.2 - side lay 4
3.3 - operator manifold 4
3.4 - operator.manifold 5
3.5 - far side manifold 5
3.6 - air knobs 5
3.7 - shuttle valve 6
3.8 - paper stop block 6
3.9 - suction opening 6
3.10 - paper gate 7
3.11 - paper gate height 7
3.12 - Removal of fold plates 7
3.13 - Replacement of fold plates 8
3.14 -Setting of fold plates 8
3.15 - Setting of roller pressures 8
3.16 - Fold settings 9
SECTION 4: CONTROLS - GENERAL LAYOUT Page 10
4.1 - batching 11
4.2 - motor speeds 11
4.3 - mode of.feed 11
4.4 - size control 11
SECTION 5: MAINS INPUT PANEL Page 12
SECTION 6: DELIVERY CONVEYOR Page 12

SECTION 7: SWINGING PERFORATOR Page 14
7.2 - set up 14
7.3 - perforating 14
7.4 - slitting 15
7.5 - slitting perforator 15
7.6 - scoring 16
7.7 - operating 17
7.8 Perforating, slitting , scoring an main shaft 18
SECTION 8: FOLD PLATE ADJUSTMENTS Page 18
SECTION 9: PROBLEMS AND SOLUTIONS Page 20
9.1 - fuses 20
9.2 - electric delivery fuse 20
SECTION 10: CROSSFOLD UNITS Page 21
10.1 - general 21
10.2 - configurations 21
10.3 - changing the lay side 24
SECTION 11: MAINTENANCE Page 25
11.1 - sheet detector 25
11.2 - regular maintenance 26
SECTION 12: FAULTS Page 26

ECTION 1: SPECIFICATIONS
MACHINE
UFO 1 & 2 UFO 5 & 6
MAINS SUPPLY
220v-240v 50HZ From UFO 1 OR 2
CURRENT (Running)
9.5A 1.5A
GUARDS
12VDC 12VDC
FEED MOTOR
1/10 HP DC Shunt -
ROLLER MOTOR
375W Permanent Magnet 375W Permanent Magnet
MAXIMUM SPEED -
(A4 Sheets / Hour)
30,000
MACHINE
UFO 1 UFO 2 UFO 2B UFO 5&6
MINIMUM SHEET LENGTH
MM 150 150 150 100
INCHES 6 6 6 4
MINIMUM SHEET WIDTH
MM 100 100 100 100
INCHES 4 4 4 4
MAXIMUM SHEET LENGTH
MM 700 700 485 380
INCHES 27.5 27.5 19 15
MAXIUM SHEET WIDTH
MM 460 380 380 350
INCHES 18 15 15 14
OVERALL LENGTH
MM 1960 1960 1745
1550
(EX.DEL)
INCHES 77 77 69 61
(EX.DEL)
OVERALL WIDTH
MM 785 710 710 710
INCHES 31 28 28 28
WEIGHT:
Kg 177 152 151 110
lbs 390 334 332 242
2
16,000

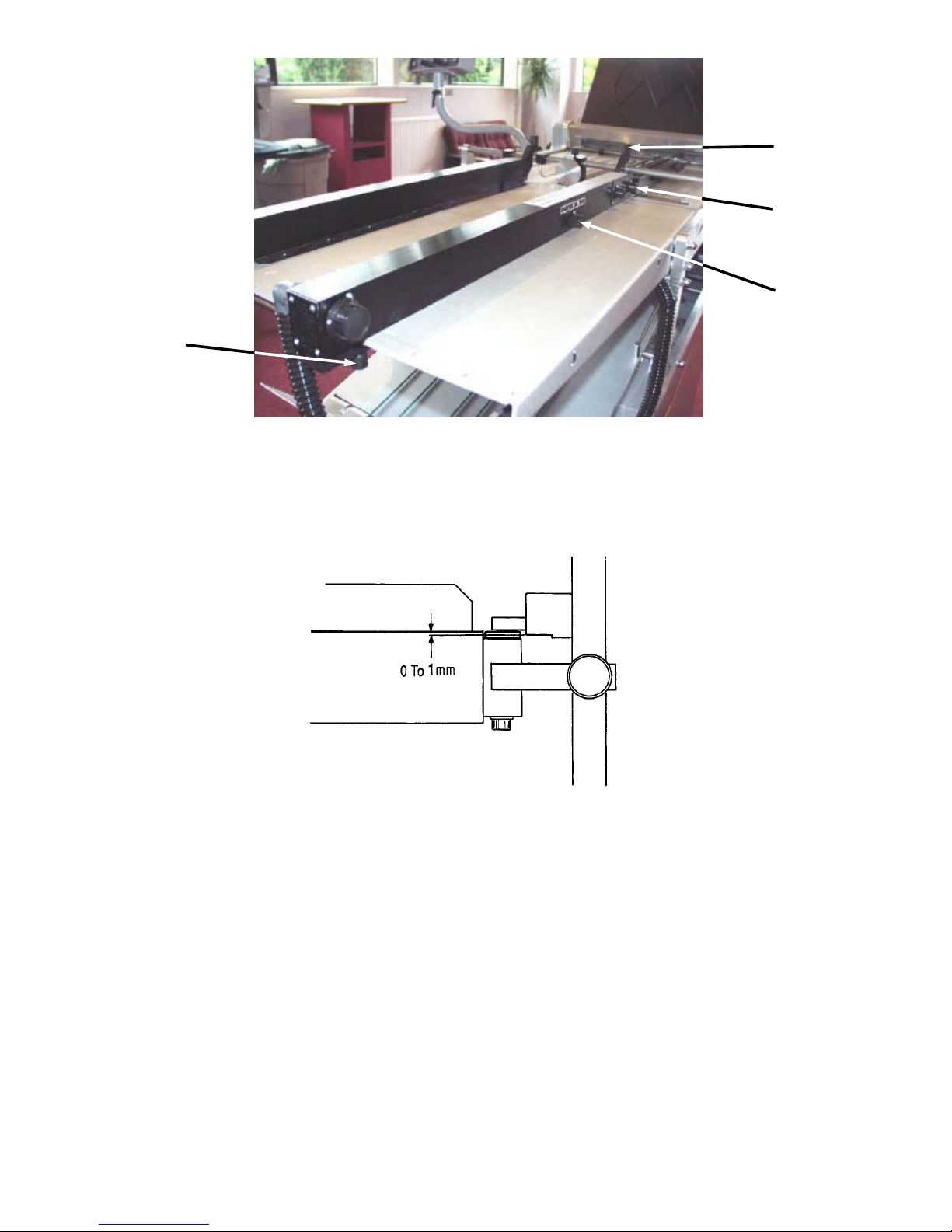
SECTION 2: GENERAL LAYOUT
LOADING
TABLE
MANIFOLDS PAPER
GATE
VACUUM
ROLLER
SIDE
LAY
FEED
BED
DIGITAL
CONTROL POD
UPPER FOLD
PLATE
STACKER
TRAY
DELIVERY
CONVEYOR
SWINGING
PERFORATOR
UNIT
FOLD ROLLER
SETTINGS
DELIVERY
WHEELS
3

SECTION 3: SETTING UP
3.1. In setting the machine for a job, it is advisable to start by positioning the side
lay to a suitable position (see below).
This is achieved by unscrewing the knobs (B).
3.2 Lift the knobs out of their holes, and at the same time, move the side lay
assembly to the desired position. Re-tighten screws, ensuring that the side lay
is parallel to the side of the machine.
The side lay is normally set so that the paper is running approximately along
the centre of the machine.
The machine is supplied with a mixture of steel and glass balls:
Lightweight paper stocks may require the steel balls to be removed to
minimise creasing.
Heavy stocks, and when running a job landscape (i.e. long edge leading) may
require the glass balls to be replaced by steel balls to give increased drive on
the paper.
The side lay may be tilted, for folding out of square, by adjusting knobs (A). By
turning knobs (A) equally, the side lay may be used for obtaining final
sideways setting for perforating, etc. Position one sheet smoother at the free
edge of the sheet and the others as required.
3.3 With the side lay now set in position, move the operator side manifold by
loosening knobs (C) and (D).
4
(B)
(A)
(D)
(F)
(E)
(C)
3.4 The manifold should be aligned to the side lay as shown in the diagram
below and also aligned equally to the scales on the loading table. Re-tighten
screws (C) and (D).
3.5 Place a stack of paper on the loading table and set the far side manifold to
the paper size:
not too tight - this will restrict the feeding
not too loose - thus wasting air, giving low pile heights.
3.6 Set the air control knobs (E) on both manifolds to the desired positions:
white dot at 12 o’clock for fully on
3 o’clock or 9 o’clock for fully off.
These are normally set in the fully on position, unless running lightweight
stocks, carbonless sets, or landscape jobs.
5
3.7 Slide the shuttle valve knobs (F) to the desired position on each manifold
according to paper size. The settings A2, A3 and A4 are only a guide.
Obviously a very lightweight sheet of A4 will not require the same setting as,
for example, a two sheet thickness of A4. Therefore, air can be expelled and
lost by setting to A2 and losing the extra air out of these slots.
3.8 Position the paper stop block to the rear of paper stack.
3.9 Move the suction opening by loosening knob (G) and re-setting to the desired
position.
The standard setting for the suction opening is with the back of the slot
inside the drum, in line with the edge of the loading table, but may be varied
according to the type of paper being run.
6
(G)
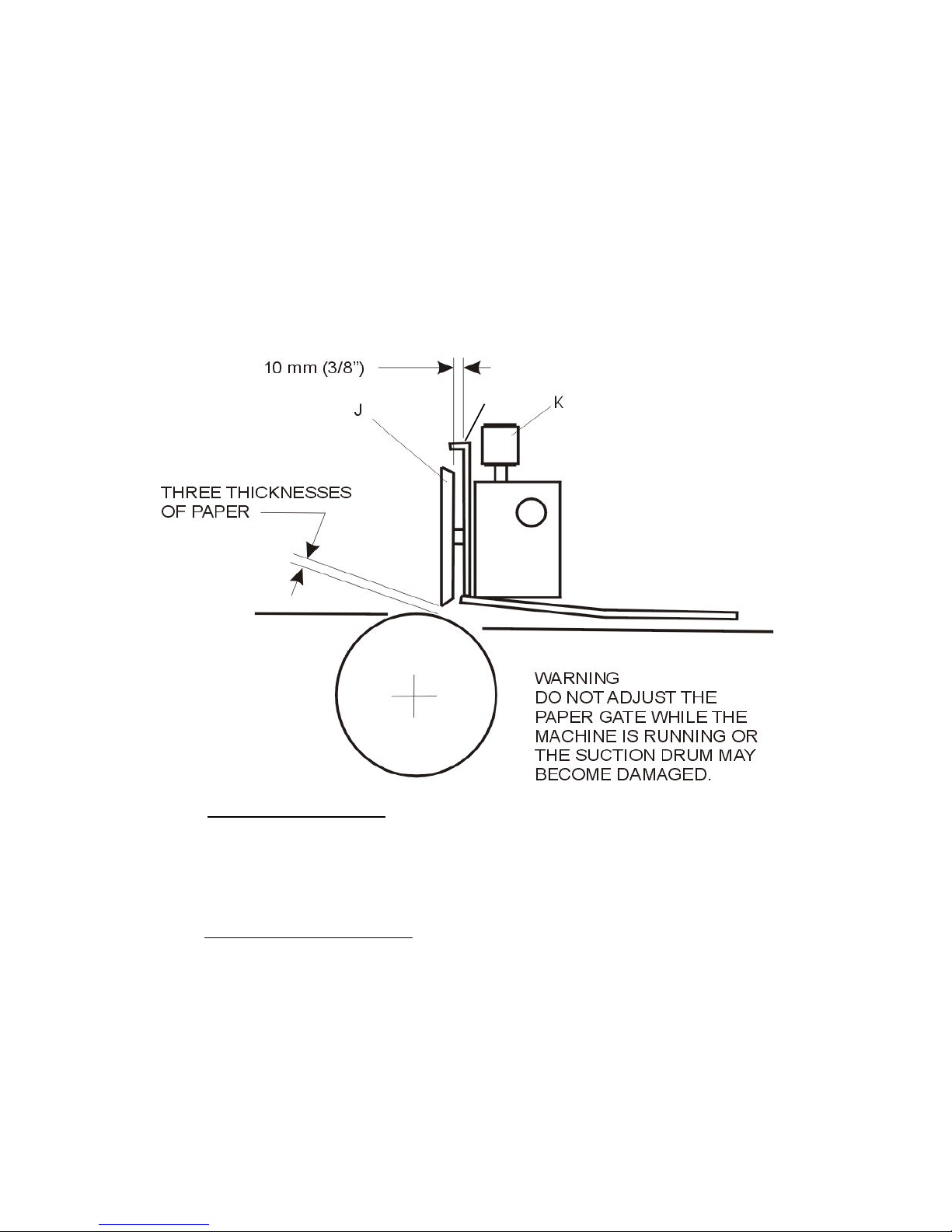
3.10 Set the Paper Gate to the correct position. The standard setting for horizontal
adjustment of the Paper Gate is 1Omm (3/8") away from the mounting block.
Turn disc J to make this adjustment. This setting is only intended as a guide,
for instance, sheets with an upward curl will require this setting to be
increased.
3.11 Set the height of the Paper Gate to approximately three thicknesses of
paper, by releasing knob (K) and adjusting lever (H). Moving the lever (H)
away from the operator, will reduce the gap. An excessive gap is a most
likely cause of double-sheet feeding.
3.12 Removal of fold plates.
The fold plates are removed by unscrewing the locking lever on each side of
the machine. (Be sure to support the second plate before unlocking, or it
may fall out). The fold plates may then be slid out of their mounting guides.
3.13 Replacement of fold plates
When replacing a fold plate, ensure that it is fully home against its mounting
guide before attempting to tighten the locking knob.
7
H

3.14 Setting of fold plates.
Set the fold length by releasing the lock knob (H) and rotating the dial (J).
Press the 'ON' button on the fold plate, the fold length can then be
read off the display (K). More precise movements can be made by pressing
the 'Micro' button, which will display increments of one tenth of a millimetre
or one hundreth of an inch for imperial machines. To preserve battery life,
the display will switch off after 30 seconds.
To se the fold plate as a reflector first set the tilt to zero, by releasing knob
(M) turning dial (J) and re- locking knob (M). Release the lock knob (H) and
rotate the dial (J) to minimum length until it stops. Tighten the lock knob
(H), the display (K) will show a series of dashes.
The fold length can be tilted by twisting the two discs of dial (J) after
unlocking knob (M).
The scale on dial (J) relates to the length of the fold on the operator side,
i.e. setting the pointer towards the + (plus) mark will lengthen the fold on
the operator side, whilst setting towards the - (minus) will shorten it.
3.15 Set the fold roller pressures by inserting thicknesses of paper by rotating
the tee handle on each side of the machine. The different folds and roller
pressure settings are set out in the chart on the following page.
8
Top roller
Back roller
Bottom roller

Fold Plate Setting Figures Relate to
Nearest Scale Position and are for
Guidance Only. Final Adjustment is
Likely to be Requir ed in Either Direction.
Roller Setting Figures Relate to the
Number of Thicknesses of Stock which
need to be Inserted into the Callipers at
each End of the Appropriate Roller.
UFO FOLDER QUICK START CHART
FOLD PLATE PAPER SIZE ROLLER SETTING
TYPE POSN A5 A4 A3 A2 TOP BACK BOTTOM
TOP
70 98 139 199
1 1 3
LETTER
BOTTOM
70 99 139 199
TOP
140 198 280 N/A
1 1 3
CONCERTINA
BOTTOM
70 99 139 N/A
TOP
105 148 209 299
1 2 2
HALF
BOTTOM
D D D D
TOP
105 148 209 299
1 2 4
DOUBLE PARALLEL
BOTTOM
53 74 105 150
TOP
53 74 105 149
1 1 5
GATE
BOTTOM
104 149 210 299
TOP
157 224 315 N/A
1 1 3
ENGINEERING
BOTTOM
52 74 105 N/A
SIZE A5 A4 A3 A2 SRA2 & ABOVE
SWITCH 1 / 2 2/3/4 4/5/6 6/7/8 8 / 9
AUTO
I I or II II II II
SWITCH
SET MODE SWITCH TO STREAM TO DISABLE SHEET SPACING
9

THE CONTROL POD DISPLAY
THE DIAGRAM BELOW SHOWS THE UFO DIGITAL DISPLAY. WITH THE MOTORS, FEEDER
AND AIR OFF, OPERATE THE MODE SWICH UNTIL THE SPACING LAMP IS ON. THE INFORMATION IN THE DISPLAY NOW REPRESENTS:
VACUUM - THE VACUUM ‘ON’ TIME. VARIABLE BETWEEN 25%(1/4) AND 80%(13/16) OF
THE SHEET LENGTH IN 12.5% (1/8) INCREMENTS.
GAP - THE GAP BETWEEN SHEETS IS ADJUSTABLE, RANGING FROM 1 TO 99.
DWELL - THE BATCH DWELL IS IN 50% (1/2) SHEET INCREMENTS FROM 50% (1/2) TO
450% (4 1/2).
TO SET A GAP BETWEEN THE SHEETS, ROTATE THE VALUE DIAL UPTO A VALUE OF 99.
A GAP OF 64 WILL CREATE A GAP OF 1 SHEET.
SETTING THE SHEET SPACING,
SETTING THE VACUUM ON THE SHEETS (IN SPACING MODE)
THE VACUUM ‘ON’ TIME CAN BE VARIED ACCORDING TO THE WEIGHT OF THE STOCK
BEING DRIVEN IN TO THE REGISTER TABLE. A VALUE OF ‘0’ REPRESENTS A SUCTION
TIME OF 25% (1/4) SHEET LENGTH, WHERE EACH INCREMENT IS EQUAL TO 6%(1/16)
OF THE SHEET. THE MAXIMUM DISPLAY IS ‘9’. OPERATE THE DIGIT SWITCH UNTIL
THE NUMBERS THAT REPRESENT THE VACUUM ARE FLASHING. USE THE VALUE DIAL TO
ADJUST THE VACUUM TIME.
SETTING THE DWELL TIME (IN SPACING MODE)
THE DWELL CAN BE VARIED TO ADJUST THE FEEDER INTERRUPTION TIME WHEN
BATCHING. A VALUE OF 1 IN THE DWELL DISPLAY PRODUCES A PAUSE EQUIVALENT TO
50% (HALF) SHEET LENGTH. A VALUE OF ‘9’ PRODUCES A PAUSE EQUIVALENT TO
450% (4 1/2) SHEET LENGTH. OPERATE THE DIGIT SWITCH UNTIL THE NUMBERS
THAT REPRESENT THE DWELL ARE FLASHING. USE THE VALUE DIAL TO ADJUST THE
DWELL TIME.
10

SETTING THE BATCH QUANTITY
PRESS THE MODE SWITCH UNTIL THE BATCH LAMP IS ON. ROTATE THE VALUE DIAL TO
DETERMINE THE BATCH SIZE.
RUNNING THE MACHIHE
ONCE ALL OF THE PREVIOUS SETTINGS HAVE BEEN ADJUSTED THE MACHINE IS READY
TO START FOLDING. WHILST THE MACHINE IS IN OPERATION, THE DISPLAY CAN
EITHER SHOW THE RATE AT WHICH THE SHEETS ARE BEING FOLDED (SHEETS PER
HOUR) OR SHOW THE TOTAL AMOUNT OF FOLDED DOCUMENTS. THE DIAGRAM BELOW
SHOWS THE DISPLAY WITH THE MACHINE OPERATING IN THE RATE MODE. TO CHANGE
BETWEEN MODES, OPERATE THE MODE SWITCH UNTIL EITHER THE TOTAL OR RATE LAMP
IN ON.
PRESS THE RUN SWITCH, THIS WILL START BOTH DRIVE MOTORS. THE SPEEDS OF
BOTH MOTORS CAN BE ADJUSTED INDEPENDENTLY AT ANYTIME DURING THE MACHINES
OPERATION. NOTICE THE MOTORS LAMP WILL NOW COME ON.
PRESS THE AIR BUTTON TO ON, THIS WILL START THE COMPRESSOR. NOTICE THE
VACUUM LAMP WILL NOW COME ON.
PRESS THE SAMPLE SWITCH TO FEED A SINGLE SHEET IN ORDER TO EXAMINE THE
FOLD. IF THE OPERATOR IS SATISFIED WITH THE RESULT, THE FEED SWITCH CAN
THEN BE OPERATED.
THE DISPLAY IN RATE MODE,
THE DISPLAY IN TOTAL COUNT MODE
11

SECTION 5: MAINS INPUT PANEL
THIS IS SITUATED ON THE OPPOSITE SIDE TO THE CONTROL PANEL. IT CONSISTS OF
THE MAINS INPUT SWITCH, THE RATING PLATE AND THE CROSS-FOLD AUXILIARY
SWITCH WHICH SHOULD REMAIN IN THE UP POSITION WHEN THE CROSS-FOLD IS NOT
BEING USED.
SECTION 6: DELIVERY PANEL
SET THE DELIVERY ROLLER BY RELEASING KNOB ‘N’TO A DISTANCE FROM THE UPPER
CONVEYOR ROLLERAPPROX. 50mm (2 INCHES) LONGER THAN THE FINISHED SHEET
LENGTH.
THE GUIDE RODS SHOULD BE IN POSITION TO CATCH THE WORK AS IT COMES OFF THE
UPPER CONVEYOR. KNOB ‘P’ LOCKS THE GUIDE RODS AND ALSO ALLOWS ADJUSTMENT
FOR WIDTH.
POSITION EXTENSION FINGERS T WHEN FOLDING LARGER SIZES.
THE DELIVERY CONVEYOR HAS ITS OWN SPEED CONTROLLER WITH ON/OFF SWITCH,
SPEED CONTROL KNOB AND FUSE (SEE PAGE 20 FOR INFORMATION). ENSURE THAT THE
SWITCH IS IN ITS DOWNWARD ‘ON’ POSITION.
NOTE: THE DELIVERY CONVEYOR ONLY RUNS WHEN THE MACHINE IS RUNNING
THE POWER LEAD FOR CONTROLLER PLUGS INTO THE SOCKET LOCATED ON THE REAR
PANEL OF THE UFO.
THE DELIVERY CONVEYOR MAYBE REMOVED FROM THE UFO AFTER FIRST DISCONNECTING
THE POWER SUPPLY CABLE FROM THE SOCKET AND RAISING THE KNOBS ‘R’. TAKE THE
WEIGHT OF THE CONVEYOR AND CAREFULLY SLIDE OUT OF THE MACHINE.
ELECTRIC
DELIVERY
SOCKET
MAINS ON/OFF
12

Once out of the machine, the delivery conveyor may be adjusted to fit a wider or
narrower machine, for example, when changing from a UFO1 to a crossfold unit.
This is achieved by removing-knobs (R) and sliding the spindles (S) in or out as
desired, finally replacing
knobs (R) tightly.
The delivery is designed to fit at either end of the machine, depending on whether
the work is required to be delivered (as normal) underneath (a), or alternatively, out
of the swing up perforating unit to position (b).
Position (b) is used for perforating, scoring and when folding heavy stocks that
would otherwise be curled when delivering to position (a).
When used in position (b), the support hoop is used to support the delivery, and only
the first plate is used.
A short extension delivery (part no. L59) is available and may be used in any
position.
When used beneath the UFO, the standard delivery can be used to extend the
delivery point to beyond the UFO loading table.
13

SECTION 7: SWINGING PERFORATOR UNIT
7.1 To use the unit, first remove the second fold plate, see page 7.
7.2 To set up for perforating, scoring, slitting
Fit the appropriate blade, blades or scorers onto the shafts in the
approximate sideways position as described in sections 7.3, 4, 5 and 6.
For easier access to the shafts, it is necessary to first remove the two thumb
screws at each end of the swing up cover, and remove the central knob.
The exit guard may then be lowered and used to support the swing up unit by
positioning the guard on the black motor cover below.
Set up the folding machine as described previously. Wind a single sheet of
the job to be perforated, scored, etc., through the machine by using.the
handwheel, located on the far side beneath the feed table, in line with the
paper gate. When the paper stops at the rollers, continue to wind the sheet
by using the handwheel on the far side of the machine.
When the sheet emerges through the back roller, final setting of the
perforator, scorer, slitter may be made by lining up the desired position with
the blade etc.
7.3 Perforating
14
Upper bar
Upper shaft
Lower shaft
Perforator
blade
Perforator
stripper

7.4 Slitting
The slitting set (part number 1-99-13P) consists of two blades which have
been split in half. Before fitting, ensure that the side faces of the hubs are
clean. Using the screws provided, mount them to the hubs as shown, and
line the blades up to the job as described on page 14.
SLITTER BLADE
SLITTER BLADE STOCK
1,0 mm
( 3/64")
1,0 mm
( 3/64")
1,0 mm
( 3/64")
1,0 mm
( 3/64")
LOWER HUBS (SOLID)LOWER OUTPUT SHAFT
UPPER OUTPUT SHAFTUPPER TYRE AND HUB ASSEMBLIES
15
7.5 Slitting Perforator
Slitting Perforators are installed onto the shafts in the same way as the
Slitters, but use an anvil on the bottom shaft instead of another blade.
EDGE OF SHEET ANVIL
PERFORATING BLADE
1,0 mm
( 3/64")
1,0 mm
( 3/64")
LOWER HUBS (SOLID)LOWER OUTPUT SHAFT
UPPER OUTPUT SHAFT UPPER TYRE AND HUB ASSEMBLIES
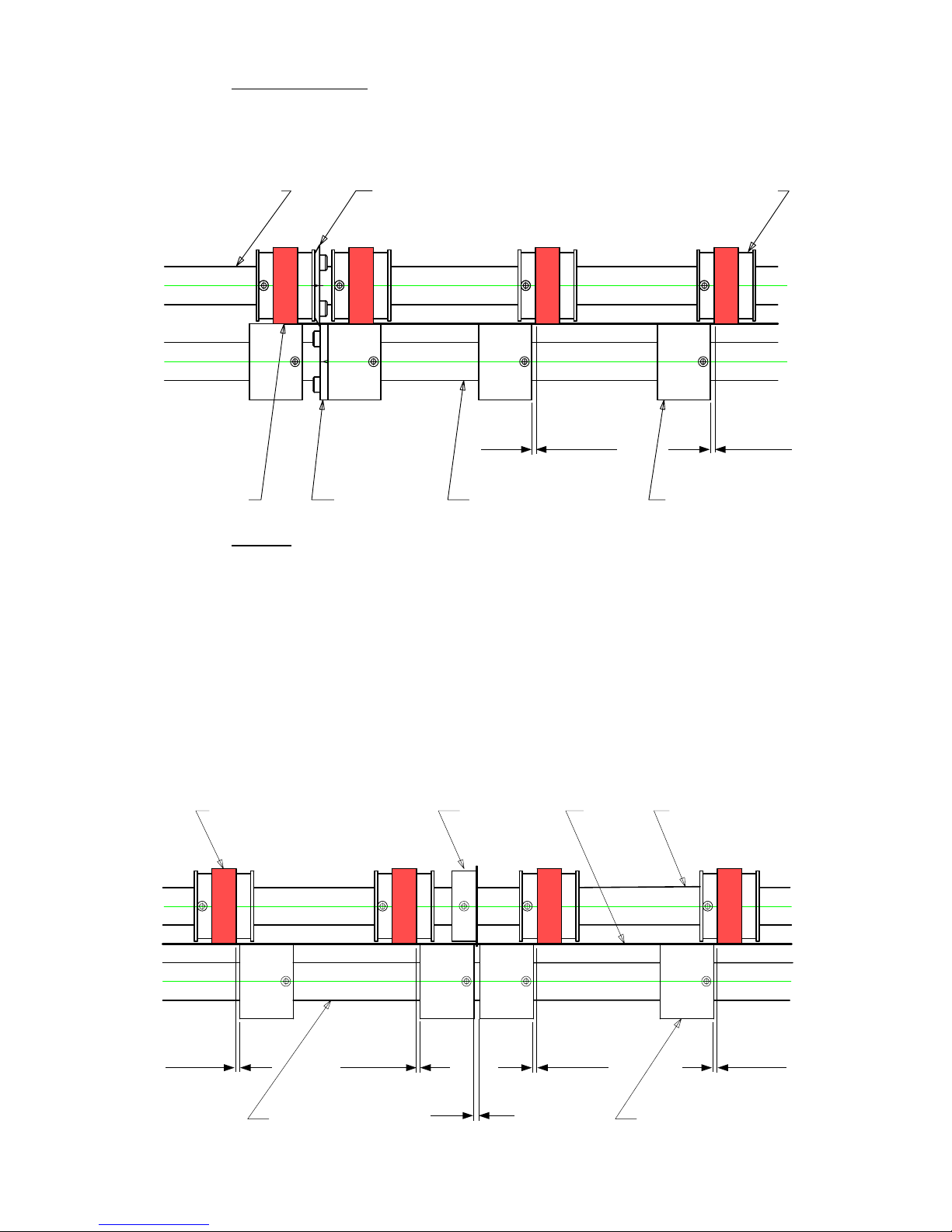
7.6 Scoring
The special scorers can be fitted at any time, as they are split into two
halves which are simply positioned over the top shaft and bolted together.
Correct positioning is achieved using the same method as the
perforators. The scorer blade is set to run between two standard hubs on
the lower shaft as shown below.
Accurate positioning of the lower hubs is important to ensure successful
scoring, and the descriptions on the following page will assist in the
choice and correct set-up of the scorers.
STOCK
1,0 mm
( 3/64")
1,0 mm
( 3/64")
1,0 mm
( 3/64")
1,0 mm
( 3/64")
1,0 mm
( 3/64")
LOWER HUBS (SOLID)LOWER OUTPUT SHAFT
UPPER OUTPUT SHAFTSCORERUPPER TYRE AND HUB ASSEMBLIES
16

Type A
Part No.6-99-05P
Standard
Type B
Part No.6-99-06P
Heavy Duty
Type C
Part No.6-99-07P
Special
Type D
Part No.6-99-08P
Pencil
A square section scorer which will produce a light score on
most card.
It should be set centrally between the faces of two perforator
hubs set approximately 1mm or 3/64 inch apart.
A square section scorer which is suitable for use on heavy
card.
It should be set centrally between the faces of two perforator
hubs set approximately 2.5mm or 3/32 inch apart.
This is for scoring particularly hard materials, or if shaft
deflection causes a problem when producing more than one
score line simultaneously.
It is a square section scorer, only available to special order
and should be set centrally between the faces of two
perforator hubs set approximately 3mm or 1/8 inch apart.
A pencil scorer ideally suited to provide a pre-folding score
on paper and is set centrally between the faces of two
perforator hubs set approximately 2mm or 1/16 inch apart.
The settings described above are for guidance only and are generally intended as a
starting point. The exact positions should be found during makeready to give
optimum results with the stock being used.
7.7 Operating
17
Having first set up the perforating, scoring wheels (if required) the
'Swing- up Perforating Unit' may be raised into its operating position (as
shown below).
To release the 'Swing-up Perforating Unit', back into the folding position,
push the two black knobs (V) inwards (as shown); and lower the unit
carefully to the horizontal position.
V
V
Swing-up Perforating Unit

7.8 Perforating, Scoring and Slitting on Main Perforator Shafts
To gain access to the main perforator shafts, lift up the feed bed (which is
only held in place by a magnetic catch), and also the top cover.
The standard hubs, which are factory fitted only, allow for a single perforator,
scorer or slitter at this position.
Procedure as page 14 for setting perforator and slitting blade.
Note: the perforator blade must be fitted to top shaft (W).
The stripping on the main perforator is done by the tail of the bale arm, which
can be moved close to the perforator hub.
For slitting, the conveyor belts can be repositioned to support the paper if
required.
For scoring, see page 16.
SECTION 8: FOLD PLATE ADJUSTMENTS
Heavy paper or card: if heavy paper or card stops in the fold plate, the bottom
blades can be adjusted to allow easier entry into the fold rollers. Generally,
heavy stock will require the lower rail adjusted away from the rollers.
Adjustments on Fold Plates
The lower rail on each fold plate may be adjusted in two ways.
1. Closer or further away from the rollers.
18
(W)

Adjustments 1 and 2
With the fold plate removed from the machine, slide out the lower cover. Release
the locking screw (X) with a 3mm allen key.
Adjustment 1 continued
The adjusting screws (Y), one each side, located through a spring, may now be
turned using a 4mm allen key until the lower rail is at the desired position. Generally
for heavier stock this is further away from the rollers.
Adjustment 2 continued
The adjusting pad screw (Z) can be found in the upper rail by turning the fold plate
over (the upper cover need not be removed). Using a 2.5mm allen key, adjust the
pad until the desired adjustment is obtained.
You must tighten the locking screws (X) each time to give an accurate
measurement.
CAUTION
DO NOT OPERATE THE MACHINE WITH THE LOCKING SCREWS (X) LOOSE.
MAXIMUM GAP BETWEEN THE RAILS (ADJUSTMENT 2) IS 2.5 MM AT THE
CENTRE POINT. (CHECK WITH 2.5 MM ALLEN KEY). SERIOUS DAMAGE CAN
OCCUR IF THE MACHINE IS OPERATED WITH THE FOLD PLATES SET AT A
GAP IN EXESS OF 2.5 MM.
19

SECTION 9: PROBLEMS AND SOLUTIONS
It must be remembered that many problems occur due to incorrect or
badly adjusted settings and that the instructions found in this book will
help resolve them.
20
9.1 Fuses
If any malfunction occurs, always check the fuses before taking any other
action. If fuses blow repeatedly call the engineer.
Always switch off the main power supply before changing fuses.
1. Safety Fuse 4. Motor 1
Anti-surge100mA Part No. 613-344 Fast Blow 3.15A Part No. 681-005
2. Auxiliary Output 5. Control Board
Fast Blow 2.0A Part No. 681-004 Time Lag 160mA Part No. 613-397
3. Motor 2
Fast Blow 2.0A Part No. 681-004
9.2 Electric Delivery Fuse
The electric delivery fuse is located in its speed controller. The
speed controller must be removed from the electric delivery to gain
access to the fuse.
This is done as follows:
Remove the electric delivery conveyor from the machine.
Slacken the two thumb screws.
Remove the pozi head screw located at the right hand side of the
controller.
The fuse may now be withdrawn from the black, rectangular holder.
1
5
43
2
SECTION 10: CROSSFOLD UNITS
10.1 General - UFO Crossfold Units
Crossfold units can be added to the existing UFO1 and UFO2 at any time,
to give paginations of up to 16 pages.
The units available are:
UFO 5/2 two plate crossfold
UFO 5/1 one plate crossfold
UFO 6 16 page crossfold.
Installation
The crossfold’s simply plugs into the auxiliary output socket in the rear
panel of the UFO, with no other connections. The electric delivery, when
fitted to a crossfold unit, is plugged into the auxiliary socket on the
crossfold’s rear panel.
Running
The whole system can be shut down from the control panel of any one unit
simultaneously.
10.2 Description of Configuration and Folds
The design of the standard units above offers a vast range of
configurations by changing the side lay (see 10.3) plus the ability to
convey the work underneath
the machine onto the crossfold, (e.g. figure 3
overleaf).
21



10.3 Changing the Lay Side on the Crossfold
1. Remove locking knob (a) and M5 cap screws (2 off ) (b) with 4mm
allen key provided and lift side lay away.
2. Raise guard (c), lift the roller bed at the front and support it on its
prop. Slide the drive gear along shaft (using a 2mm allen key)
and re-locate screw into the groove on the other side. It may be
necessary to remove bale arms to achieve this.
3. Drop the roller bed off its prop and remove the shoulder screws (d). Lift
bed, turn it over and replace shoulder screw. Check that the drive gear is
aligned.
4. Replace side lay. Check that it is parallel
to the side frames before
tightening M5 cap screws firmly.
5. Remove completely the two adjusting screws (e). Turn the fixed side lay
(f) end over end.
Replace the adjusting screw (e) into the slotted carrier first, while
locating the springs.
Replace the second adjusting screw (e) and set the lay to '0' (zero) on
the scale.
Slide the ball retainers (g) to the opposite end.
24

SECTION 11: MAINTENANCE
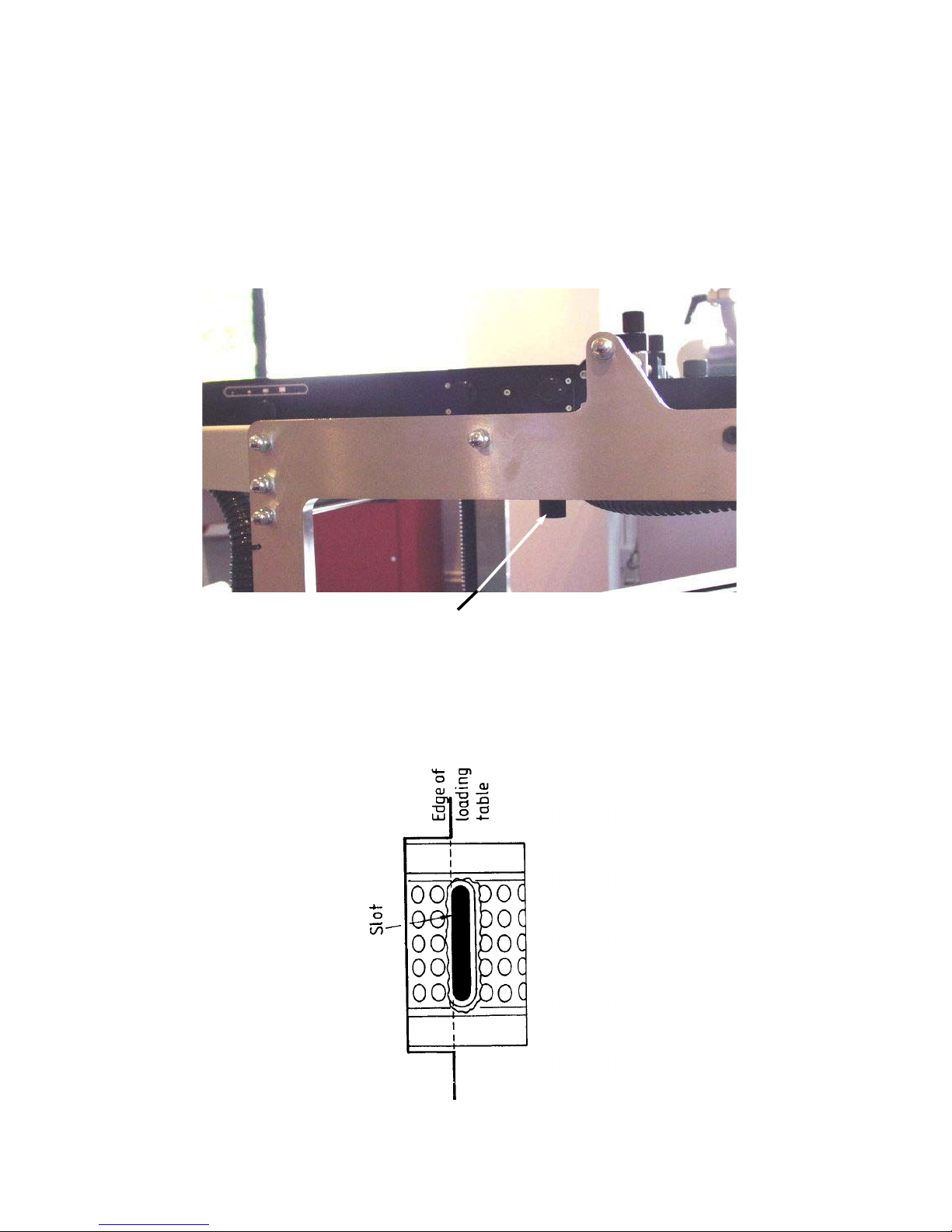
11.1 Sheet Detector
This detector is the sensor for the batch and total counter, and is as shown.
Some machines have their reflector plate fixed to the papergate.
The sensor operates from an infra-red beam reflected off the reflector plate.
The position of this reflector is factory set and must not be disturbed.
25
Reflector plate

The sensor lenses and the underside of the reflector should be dusted
regularly, especially if set-off spray powder is used on the stock.
A thorough cleaning of the sensor lenses is best achieved by raising the feed
bed and then using a soft brush to clear away all dust.
11.2 Regular Maintenance
The UFO Folding Machine has been designed for minimum maintenance;
however, the following items will need attention.
Weekly
- The two roller shafts on the feed bed should be cleaned and
sparingly oiled (see page 37, items 50 and 60 of the spare parts
manual).
The counter sensor lenses and reflector must be dusted
regularly to ensure reliable counter operation (see page 25 of
this book).
This will also affect the feed if dirty.
Monthly
- The air filter, mounted on the compressor, must be removed
and cleaned. Access to the compressor is made by loosening
the two screws at the top surface of the base access door (fold
plate end). (See page 25 of the parts manual).
3 monthly
- Lubricate the two idler gears on the swinging perforating unit
using a light machine oil.
6 monthly
- The drive motors have carbon brushes with an average life of
1000 hours. These brushes should be inspected periodically,
call our Service Department for advice.
(See pages 21 and 35 of the parts manual).
SECTION 12: FAULTS
Problem
Cause
Machine dead and no Not switched on.
lights on front panel Fuse blown in plug or external power supply.
Large connector on rear of control box loose.
Logic fuse blown (see page 20).
Compressor runs but Feed bed raised.
both motors do not Guard up.
Crossfold not plugged in.
One of the drive Check individual motor connections.
motors fails to work Check individual motor fuse (see page 20).
Check individual motor brushes (contact agent for
advice).
Not counting Sensor lenses dusty (see page 25).
Machine running in 'stream’.
Connector loose in rear of control box.
26

Not feeding efficiently Size control at wrong setting (see page 11).
Paper gate in wrong Position (see page 7).
Slot in vacuum drum in wrong position (see
page 6).
Manifold set incorrectly (see page 5).
Manifold settings incorrect (see page 5).
Sheets creasing Side lay balls too heavy.
Side lay tilted too far.
Motor speeds set incorrectly.
Roller pressures too tight.
Heavy stock sticks Lower rail of top fold plate too far forward
in top fold plate (see page 18).
Insufficient drive from top roller – decrease
caliper setting for top roller.
Letter fold or Lower rail of second fold plate too far
zigzag fold jams forward (see page 18).
in second fold Bottom roller set too tight on second fold –
plate increase caliper settings from 3 to 4 or 5.
Inside edge of letter Inside fold too tight to second fold –
fold turning back adjust fold lengths.
Fold length varying Original stock varying in length.
Original stock having different grain direction.
Motor speeds not set to same settings.
Dirt build up on rollers.
Roller caliper settings incorrect.
Fold plate deflector not locked.
False fold on Insert extra thicknesses to bottom caliper.
gate fold
27
 Loading...
Loading...