

Page 1

TOC
N° 11495
11 / 2013
revision 09
Page 2

Page 3

1 Foreword Vorwort 5.. ...................... .............................
2 Dismantling Demontage 8.. .................... .........................
3 Parts inspection Prüfen der Teile 12.. ................ .....................
4Repairing Reparatur 18.. ...................... ...........................
5 Assembling Montage 30.. .................... ............................
Montabert 1200 at a glance : Montabert 1200 im Überblick :
Seal package (86622677) Dichtungssatz (86622677) 41..... .........
Tooling Werkzeugausstattung 43........................ ................
Assembling support Montagehalterung 44............ ...................
Adaptation kit Adaptionsvorrichtung 45.................. ...............
Lifting accessory Hebezusatzausrüstung 46............... ..............
Long term storage Langzeitlagerung 47.............. ....................
Breaker pressurization Hammerluftspülung 49.......... .................
Page 4

Page 5

1 FOREWORD 1 VORWORT
The contents of this manual are considered
to be proprietary and confidential to the
manufacturer and should not be reproduced
without the prior written permission of the
manufacturer .
Nothing contained in this document is
intended to extend any promise, warranty or
representation, expressed or implied
regarding the manufacturer products
described herein.
Any such warranties or other terms and
conditions of sale of products shall be in
accordance with the standard terms and
conditions of sale of such products, which
are available upon request.
The design s pecification of this machine has
been certified as complying with E.C.
directives. Any modification to any part is
absolutely prohibited and will result in the
CE certification and marking being rendered
invalid.
The manufacturer reserves t he right to
make changes and improvements to
products without notice and without
incurring any obligation to make such
changes or add such improvements to
products sold previously.
Der Inhalt dieser Betriebsanleitung ist Eigentum
der Firma des Hersteller und darf nicht ohne
schriftliche Genehmigung durch den Hersteller
vervielfältigt werden
Die in dieser Anleitung enthaltenen Angaben
berechtigen nicht zu irgendwelchen
Forderungen betreffend der hier beschriebenen
des Hersteller Produkte.
Alle Garantien, sonstige Absprachen und
Verkaufskonditionen werden in
Übereinstimmung mit den allgemeinen
Verkaufs- u. Lieferbestimmungen von dem
Hersteller getroffen, die auf Wunsch gerne zur
Verfügung gestellt werden.
Die Konstruktionsdaten dieses Gerätes sind als
den EG- Vorschriften entsprechend
bescheinigt. Änderungen an Teilen und
Baugruppen sind streng verboten und führen
zur Ungültigkeit der CE- Zulassung und
Kennzeichnung.
Dem Hersteller behält sich das Recht vor,
Änderungen und Verbesserungen an seinen
Produkten ohne Vorankündigungen
durchzuführen. Seitens besteht dem Hersteller
keine Verpflichtung solche Änderungen und
Verbesserungen an bereits verkauften und
gelieferten Produkten nachträglich
vorzunehmen.
5
Page 6

Page 7
2012
7
86734274
Page 8
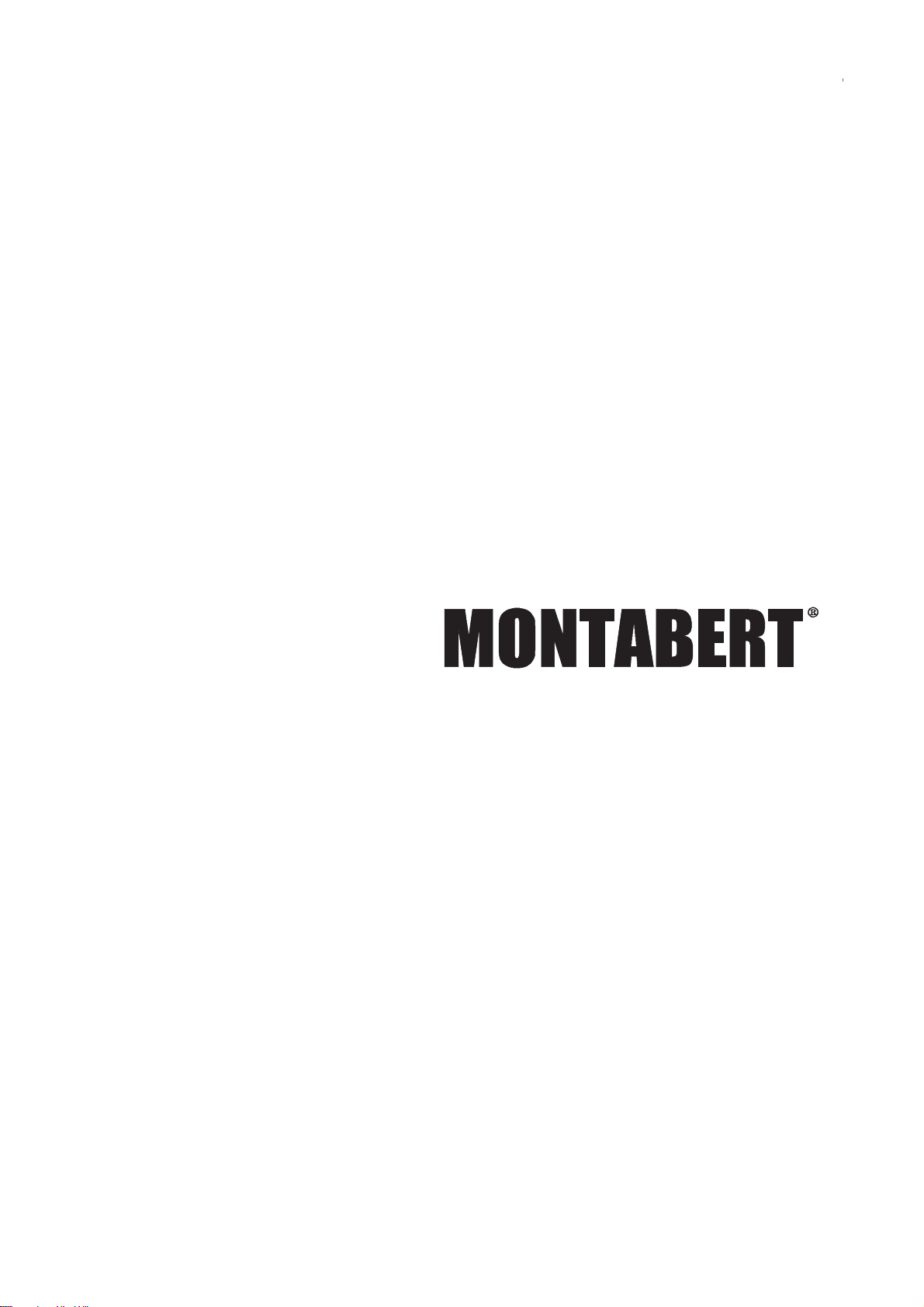
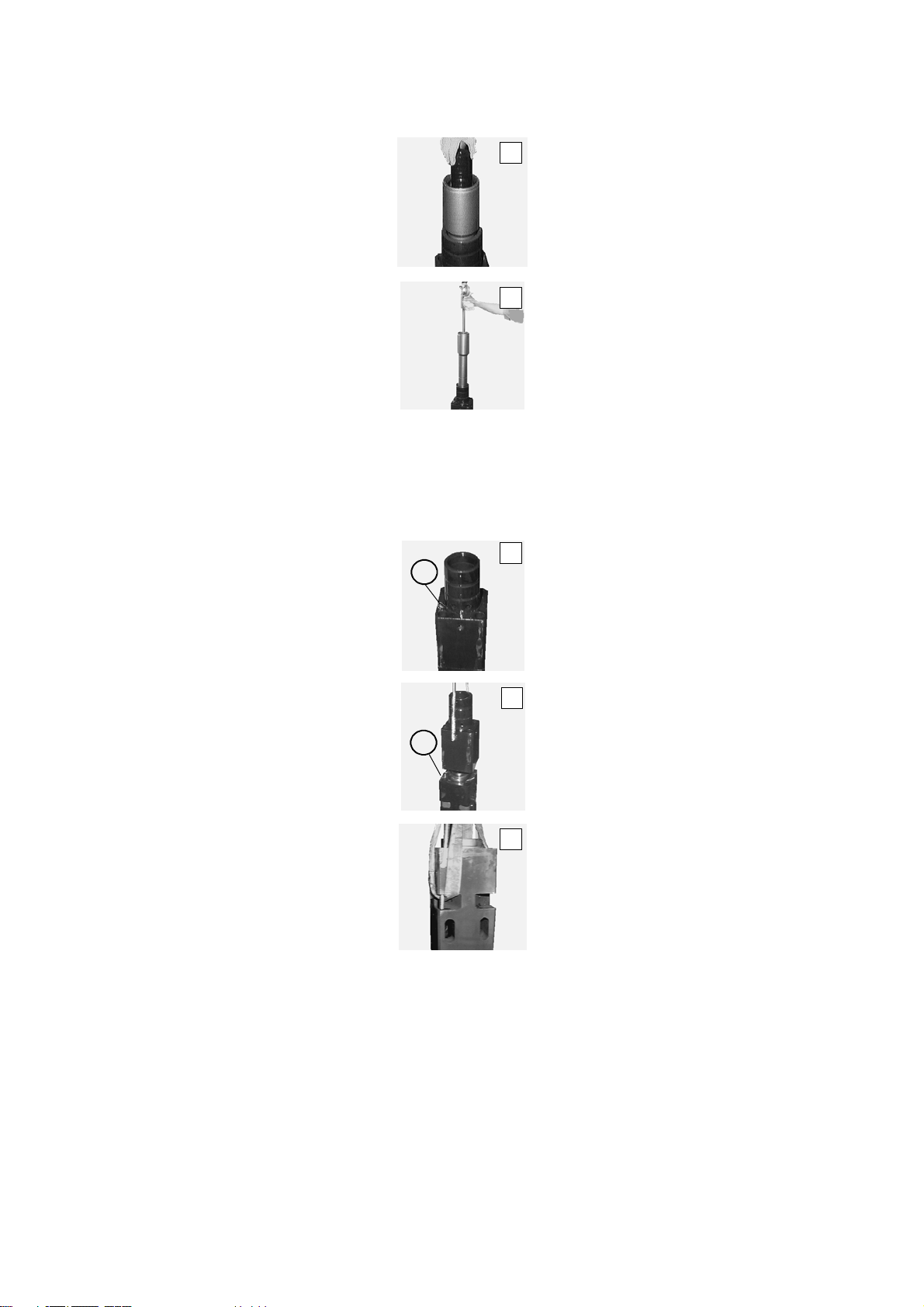
2 DISMANTLING 2 DEMONTAGE
- Loosen and remove the fixing cap
bolts.
- Remove the fixing cap and the upper
suspension.
- Remove the breaker from its housing,
place it on the assembling support
(page 44) placed in the pit after having
being equipped with the adaptation kit
(page 45).
- Loosen the LP swivel plug and remove the plug, the spring, the spring
thrust, the adjusting shims, the slide
and t he sw ivel. Fig. A
- Loosen the HP swivel plug and remove
the plug, the slide and the swivel.
Fig. B
- Lösen und entfernen Sie die Befestigungsschrauben der Anbauplatte.
- Entfernen Sie die Anbauplatte und die
obere Stoßdämpferplatte.
- Montieren Sie die Adaptionsvorrichtung (Seite 45) an der Montagehalterung (Seite 44), legen Sie diese in die
Vertiefung und platzieren Sie den aus
dem Gehäuse entfernten Hammer auf
der Halterung..
- Lösen Sie den Stopfen des NDSchwenkanschlusses und entfernen
Sie die aus Stopfen, Feder, Federanschlag, Passscheiben, Regulierstift
und Schwenkanschluss bestehende
Baugruppe.
A
Abb. A
- Lösen Sie den Stopfen des HDSchwenkanschlusses und entfernen
Sie Stopfen, Regulierstift und Schwenkanschluss.
Abb. B
- Loosen fixing screws and remove the
disk.
- Remove the energy chamber.
Fig. C
- Using a syringe, drain oil contained in
the breaker.
Fig. D
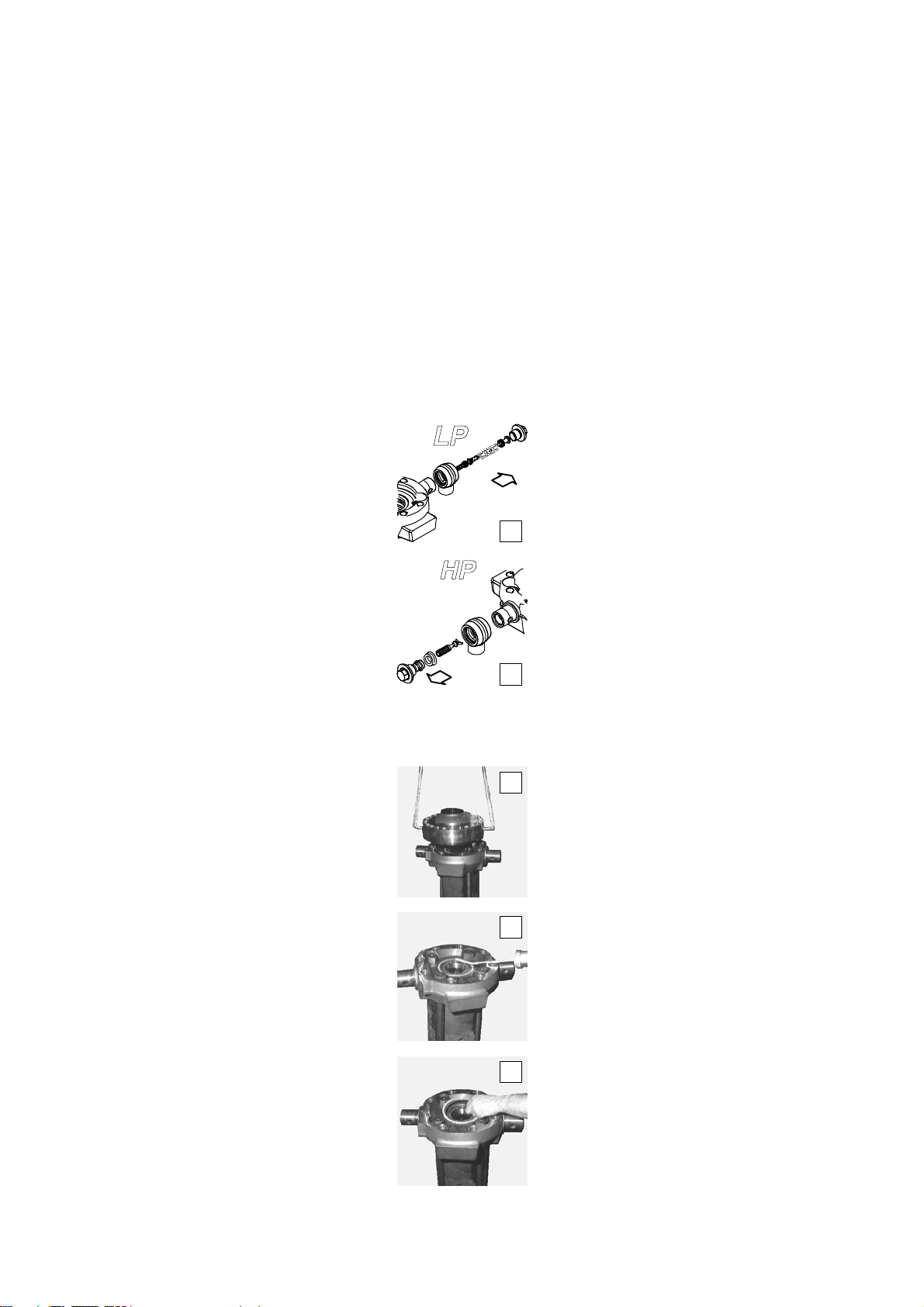
- Remove the O’ring and the nylon ring.
Fig. E
B
- Lösen und entfernen Sie die Befestigungsschrauben und entfernen Sie
die Scheibe.
C
D
E
- Entfernen Sie den Energiespeicher.
Abb. C
- Entfernen Sie im Hammer verbliebenes Öl mittels einer Spritze.
Abb. D
- Entfernen Sie O- Ring und Nylonring.
Abb. E
8
Page 9
- Remove the distributor.
Fig. F
F
- Entfernen Sie den Steuerschieber.
Abb. F
- Plug the back head to prevent particles entering in.
Fig. G
- Mark each side rod, nut, and their
mounting position.
hole 1, rod 1, nut 1
hole 2, rod 2, nut 2 .. .
- Loosen and remove the 4 side rods.
Fig. H
Never use a hammering wrench for
side rods loosening.
- Remove the back head.
Fig. I
G
H
I
- Verstopfen Sie das Kopfteil, um das
Eindringen von Fremdkörpern zu verhindern.
Abb. G
- Markieren Sie die Montageposition
jeder Schraube- Mutter- Baugruppe.
Schraube 1, Mutter 1, Loch 1
Schraube 2, Mutter 2, Loch 2 ...
- Lösen und entfernen Sie die Zuganker.
Abb. H
Verwenden Sie auf keinen Fall einen
Schlagschlüssel zum Lösen der
Zuganker.
-EntfernenSiedasKopfteil.
Abb. I
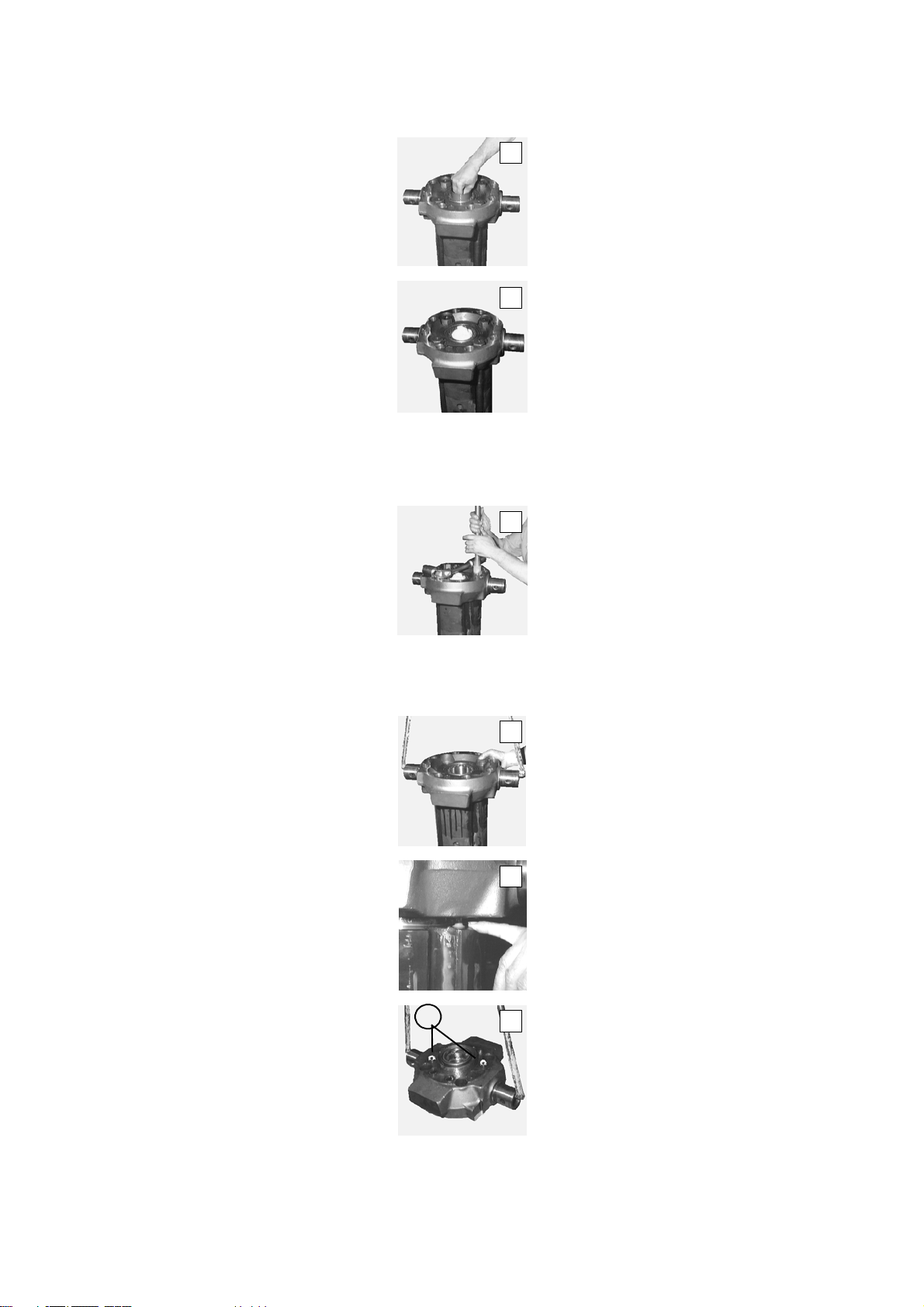
- When removing the back head, be
sure the 2 valves mounted in the
back head stay in place. If necessary hold them.
Fig. J
- Turn the back head over and remove
the valves (A).
Fig. K
J
A
9
K
- Achten Sie darauf, dass während
der Demontage des Kopfteils die
Position der beiden Ventile unverändert bleibt. Falls nötig, halten Sie
diese fest.
Abb. J
- Drehen Sie das Kopfteil um und entfernen Sie die Ventile (A).
Abb. K
Page 10
- Use a plastic sledge hammer to
extract the distribution box.
Fig. L
L
- Treiben Sie das Schiebergehäuse mittels Kunststoffhammer heraus.
Abb. L
- Using a syringe, drain oil contained in
the breaker.
-Remove:
- the back head positioning pin (A).
- the thrust piston guide positioning
pin (B) using a M8 screw.
Fig. M
-Remove:
- the overpressure valve (A),
- the upper liner (B),
- the slide (C) and the liner (D).
Fig. N
- Use the extractor (item 130, page 43)
to extract the thrust piston guide.
Fig. O
- Entfernen Sie im Hammer verbliebenes Öl mittels einer Spritze.
M
B
-EntfernenSie:
- den Passstift des Kopfteils (A)
- den Passstift des Zylinderkopfes
(B) mittels Schraube M8.
A
B
N
C
Abb. M
-EntfernenSie:
-dasVentil(A)
- die obere Führung (B)
- den Regulierstift (C) und die Füh-
rung (D).
A
D
O
Abb. N
- Entfernen Sie den Zylinderkopf mittels
Abzieher (Teil 130, Seite 43).
Abb. O
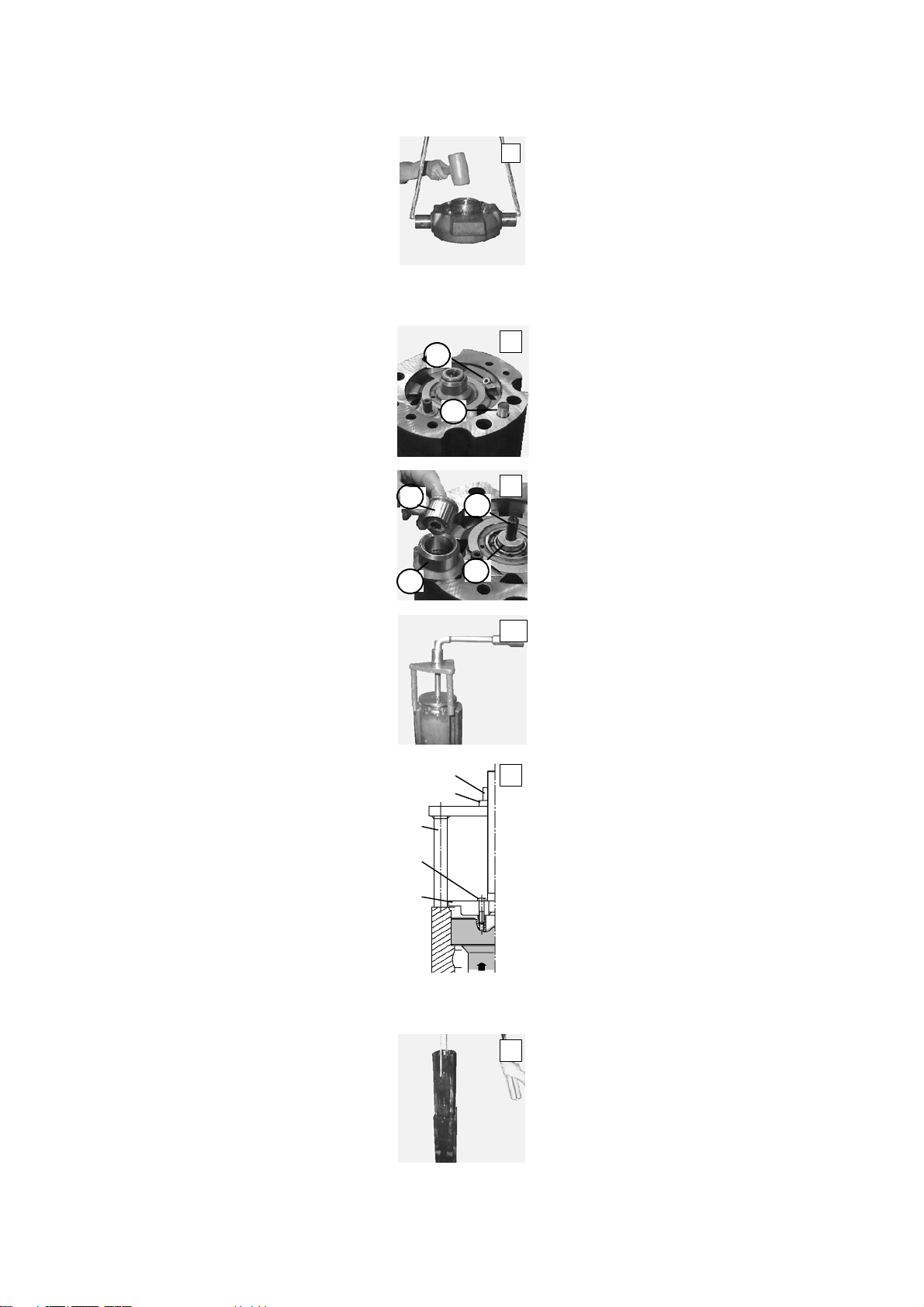
- Position and fix the flange (1) onto the
thrust piston guide by means of
screws (2) .
Place the tripod (3) and the ring (4).
Using a 38 mm wrench, tighten the nut
(5) to extract the thrust piston guide.
Fig. P
- Remove the thrust piston guide and
the extractor.
- Remove the spacer (use 2 x 1” energy
chamber fixing screw).
Fig. Q
5
P
4
3
2
1
- Befestigen Sie den Flansch (1) mittels
Schrauben (2) auf dem Zylinderkopf.
Positionieren Sie Dreifuß (3) und Ring
(4).
Ziehen Sie die Schraube (5) mittels
Schlüssel 38 mm solange an, bis der
Zylinderkopf ausgefahren ist.
Abb. P
- Entfernen Sie Zylinderkopf und Abzieher.
Q
- Entfernen Sie das Zwischenstück. Verwenden Sie hierfür zwei der Befestigungsschrauben 1” des Energiespeichers.
Abb. Q
10
Page 11
- Remove the thrust piston with a M10
screw.
Fig. R
R
- Entfernen Sie den Tauchkolben mittels
Schraube M10.
Abb. R
- Mount the piston lifting tool
(page 46).
Remove the piston from the cylinder.
Fig. S
- Screw the lifting tool (page 46) in the
assembling support.
Liftthecompleteassemblyfromthepit
and place it on the floor.
Remove the lifting tool.
-Removethepin(A).
Fig. T
- Remove the cylinder (use 2 x 1”
energy chamber fixing screw) .
Remove the locating pin (A).
Fig. U
S
T
A
U
A
- Montieren Sie die Kolbenhebevorrichtung (Seite 46).
EntfernenSiedenKolbenausdem
Zylinder.
Abb. S
- Befestigen Sie die Hebevorrichtung
(Seite 46) in der Montagehalterung.Heben Sie die Halterung aus der Vertiefung und legen Sie diese auf den
Boden.
Entfernen Sie die Hebevorrichtung.
- Entfernen Sie den Zyl. - Stift (A).
Abb. T
- Entfernen Sie den Zylinder. Verwenden
Sie hierfür zwei der Befestigungs schrauben 1” des Energiespeichers.
EntfernenSiedenZyl.-Stift(A).
Abb. U
- Remove the front guide from the
assembling support (place 2 steel rod
in the tie rods housing to secure the
sling).
Fig. V
- Remove all seals and O’rings from the
different parts.
Clean all parts.
11
V
- Entfernen Sie den Vorderzylinder von
der Montagehalterung. Führen Sie
zwei Stangen durch die Löcher der
Befestigungsschrauben und hängen
Sie die Schlinge ein.
Abb. V
- Entfernen Sie alle Dichtungen und
O- Ringe der einzelnen Teile.
Reinigen Sie alle Teile.
Page 12
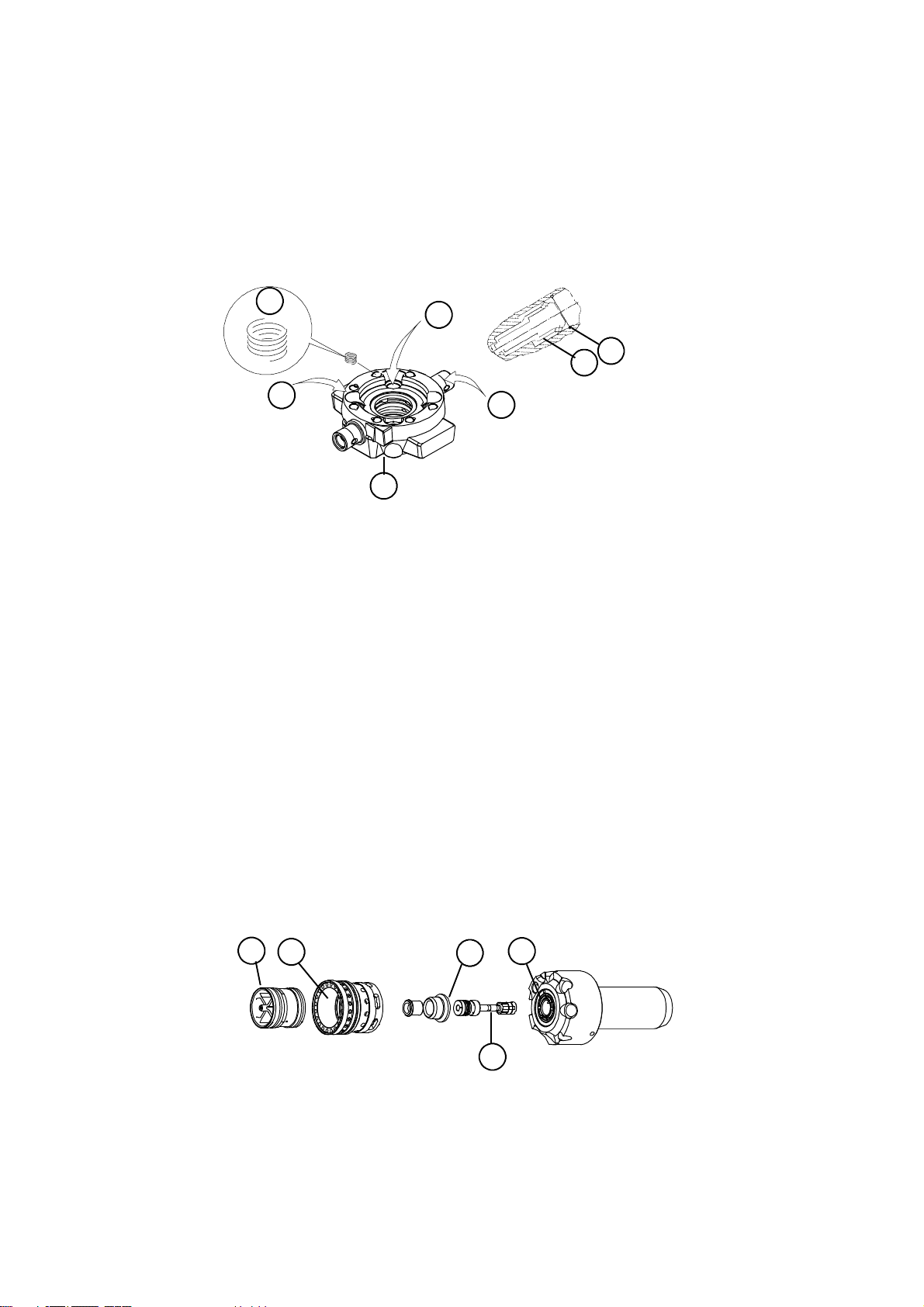
3 PARTS INSPECTION 3 PRÜFEN DER TEILE
3.1 Back head 3.1 Kopfteil
A
F
G
- Check all helicoïl (A) - Prüfen Sie alle Gewindeeinsätze (A).
- Check O’ring seat (B). Polish if necessary.
- Check snap ring (C) is well positioned in its groove.
- Check spool sleeve (D) is resting
against the snap ring (C) and not
damaged.
-Check
- side rod seat (E),
- energy chamber seat (F),
-spacerseat(G),
are not damaged.
If necessary, remove only the high
spot with fine hand stone or sand paper.
E
C
D
B
- Prüfen Sie die Sitze der Dichtungen
(B). Falls nötig, polieren Sie diese.
- Prüfen Sie den korrekten Sitz des
Sprengrings (C) in der entsprechenden Nut..
- Prüfen Sie die Führung auf Beschädigungen und prüfen Sie den Sitz des
Sprengrings (C) in der Führung (D).
- Prüfen Sie die Auflageflächen
- der Zuganker (E),
- des Energiespeichers (F),
- auf dem Zwischenstück (G)
auf Beschädigungen.
Falls nötig, entfernen Sie erhöhte
Stellen mittels Schleifstein oder feinkörnigen Schleifpapiers.
3.2 Distribution 3.2 Steuerung
H
I
- Check the distributor outside diameters (H). If too or deeply scratched,
replace the distributor.
J
12
K
L
- Prüfen Sie die Außendurchmesser
des Steuerschiebers (H). Wenn er
viele oder tiefe Riefen aufweist, ersetzenSiedenSteuerschieber.
Page 13
- Check one of the distributor s poke is
not cracked.
- Prüfen Sie die Speichen des Steuerschiebers auf Risse.
- Check the distribution box inner diameters (I). Replace if scratched.
- Check the overpressure valve seat
(J) and the corresponding seat on
the t hrust piston guide (K). Polish if
necessary.
- Check the slide (L) is not damaged.
Replace if the slide shows erosion
marks.
- Check the stroke spool (M) moves
freely.
In case of problem, replace the
complete thrust piston guide.
- Prüfen Sie die Innenflächen des
Schiebergehäuses (I). Wenn es tiefe
Riefen aufw eist, ersetzen Sie das
Gehäuse.
- PrüfenSiedenVentilsitz(J)undden
Sitz auf dem Zylinderkopf (K). Falls
nötig, schleifen Sie diese.
- PrüfenSiedenRegulierstift(L)auf
Beschädigungen. Wenn er Rostspuren aufweist, ersetzen Sie den Regulierstift.
M
- PrüfenSiedenRegulierstiftdes
Hubreglers (M) auf freie Beweglichkeit.
Sollten Probleme auftreten,
ersetzen Sie den kompletten
Zylinderkopf.
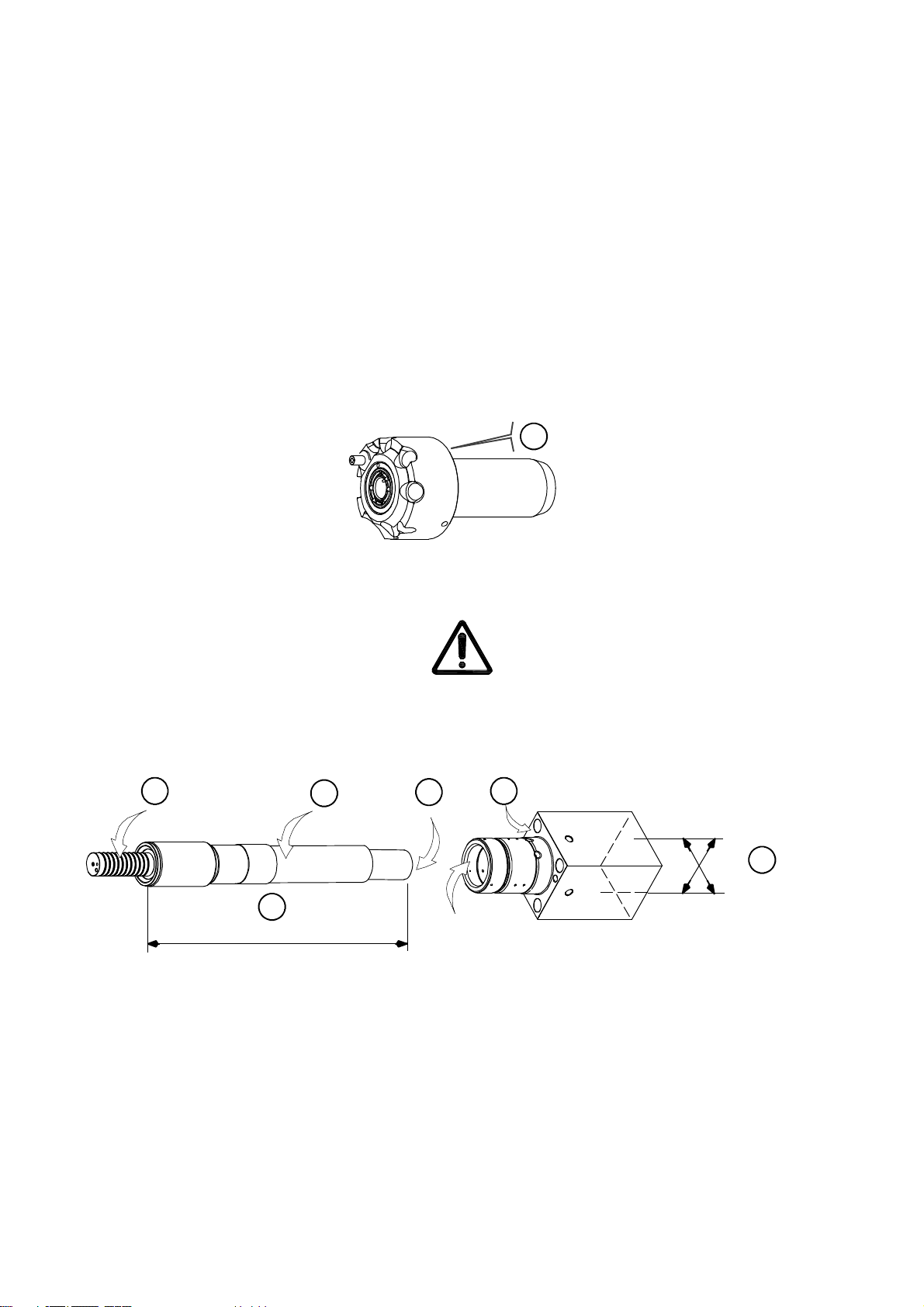
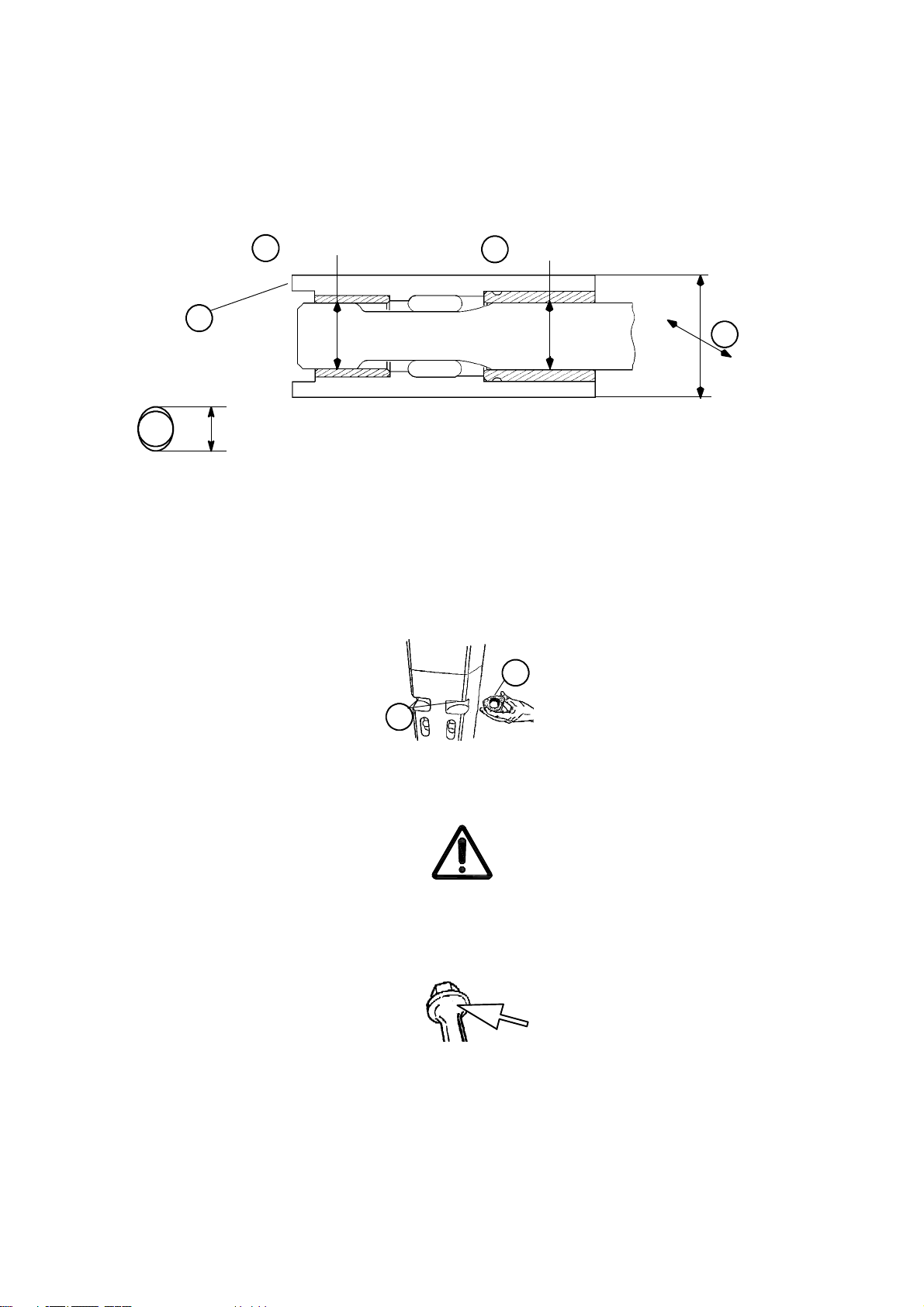
3.3 Piston a nd cylinder 3.3 Kolben und Zylinder
N
Q
mini = 894 mm
- Check the thrust piston outside diameters (N).
Check the piston outside diameters
(O).
If necessary, remove serious marks
only with fine hand stone or sand paper. If marks are too deep, replace
the faulty piston.
O
P
R
S
T
mini = 221 mm
- Prüfen Sie die Außendurchmesser
desTauchkolbens(N).
Prüfen Sie die Außendurchmesser
des Kolbens (O).
Falls nötig, entfernen Sie erhöhte
Stellen mittels Schleifstein oder feinkörnigen Schleifpapiers. Wenn die
Riefen zu tief sind, ersetzen Sie den
Kolben.
13
Page 14
- Check striking area (P). If cracked or
deformed, replace the piston and
check the tool bushings wear.
When mounting the breaker on the
excavator, check operation pressure
and delivered flow.
- Prüfen Sie die Schlagfläche (P).
Wenn diese Risse oder Verformungen aufweist, ersetzen Sie den Kolben und prüfen Sie die Meißelführungshülsen.
Prüfen Sie während der Montage am
Bagger Betriebsdruck und vorhan dene Ölmenge.
- Check the piston overall length (Q).
Replace the piston if wear limit is
reached. (new 896)
- Check internal surface (R) in cylinder.
If necessary, remove serious marks
only with fine hand stone or sand paper. If marks are too deep, replace
the cylinder.
- Check spacer seat (S) is not damaged.
If necessary, remove only the high
spot with fine hand stone or sand paper.
- Carefully clean all parts after pol -
ishing.
- Check the housing wearing plate
area (T). Replace the cylinder if wear
limit is reached.
- Prüfen Sie die Länge des Kolbens (Q).
Wenn das Verschleißmaß erreicht ist,
ersetzen Sie den Kolben. (neu 896)
- Prüfen Sie die Innenflächen des
Zylinders (R). Falls nötig, entfernen
Sie erhöhte Stellen mittels Schleifstein oder feinkörnigen Schleifpapiers. Bei tiefen Riefen, ersetzen Sie
den Zylinder.
- Prüfen Sie die Auflagefläche des Zwischenstücks (S) auf Beschädigungen.
Falls nötig, entfernen Sie erhöhte
Stellen mittels Schleifstein oder feinkörnigen Schleifpapiers.
- Reinigen Sie alle T eile gründlich,
nachdem diese geschliffen wurden.
- Prüfen Sie die Auflagefläche der
Gehäuseverschleißplatten (T). Wenn
das Verschleißmaß erreicht ist, ersetzenSiedenZylinder.
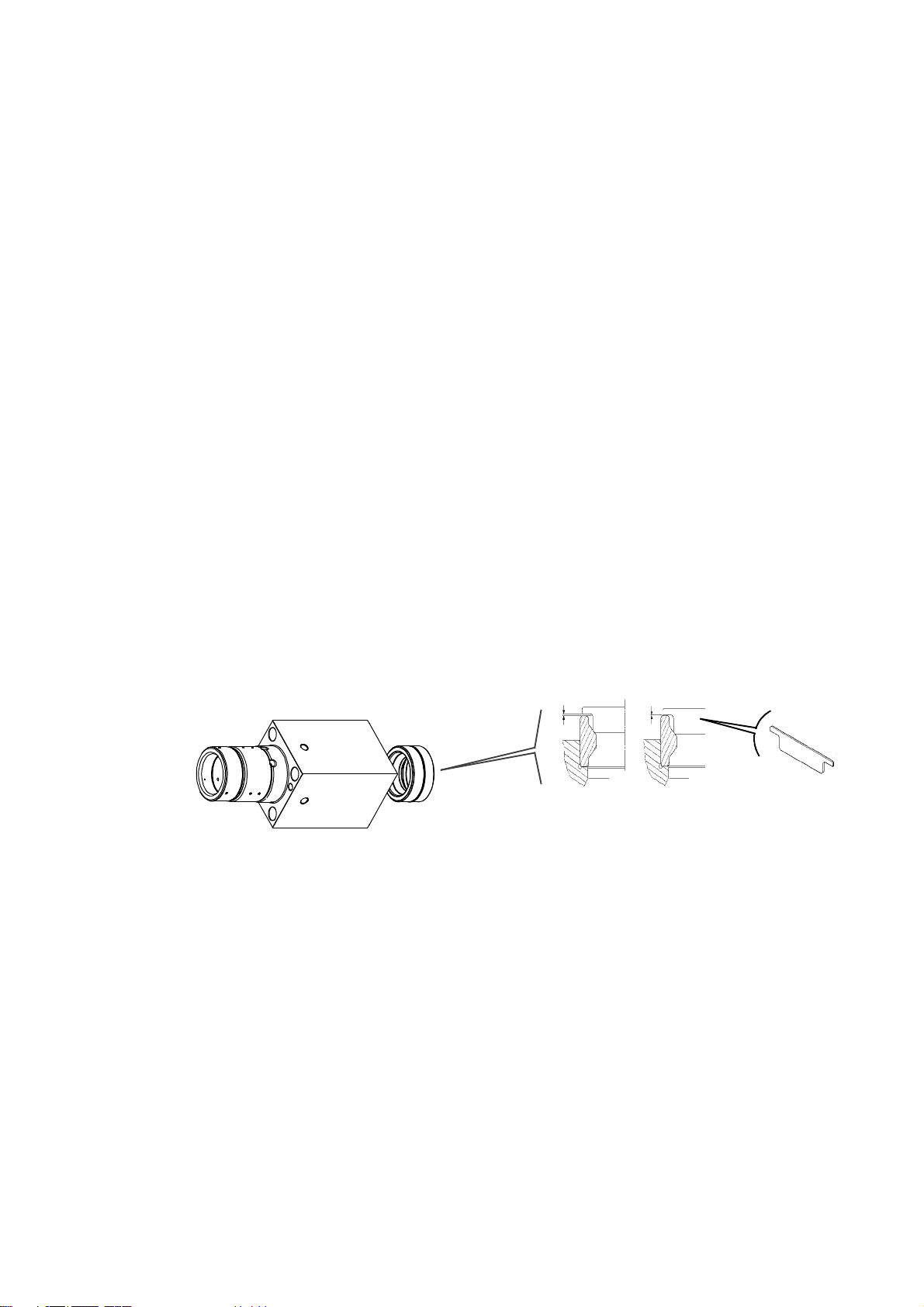
If Clearance = OK If not, Replace
Wenn Abstand = OK Wenn nicht, ersetzen Sie
- Using gauge (item 140, page 43),
check the wear of the shank thrust.
Replace it if wear limit is reached.
- Prüfen Sie den Verschleiß des
Anschlagrings mittels Lehre (Teil 140,
Seite 43). Wenn das Verschleißmaß
erreicht ist, ersetzen Sie den Ring.
3.4 Front guide 3.4 Vorderzylinder
- Check front guide is not cracked or
damaged.
- Check the housing wearing plates
area (U). Replace the front guide if
wear limit is reached.
14
- Prüfen Sie den Vorderzylinder auf
Risse oder Beschädigungen.
- Prüfen Sie die Auflagefläche der
Gehäuseverschleißplatten (U). Wenn
das Verschleißmaß erreicht ist, ersetzen Sie den Vorderzylinder.
Page 15
- Check cylinder seat (V) is not damaged.
If necessary, remove only the high
spot with fine hand stone or sand paper.
- Prüfen Sie die Auflagefläche des
Zylinders (V) auf Beschädigungen.Falls nötig, entfernen Sie erhöhte
Stellen mittels Schleifstein oder feinkörnigen Schleifpapiers.
W maxi = 125 mm
V
Dimension W and X correspond to the larger diameter of the ovalization.
Abmessungen W und X beziehen sich auf den größeren Durchmesser der Ovalität.
- Check ovalization of the upper bushing (W).
Replace the bushing if wear limit is
reached.
- Check ovalization of front end bushing (X).
Replace the bushing if wear limit is
reached.
- Check front guide seats (Y) and nut
seats (Z) are not damaged.
If necessary, remove only the high
spot.
X maxi = 125 mm
U min. = 221 mm
- Prüfen Sie die Ovalität der oberen
Hülse (W).
Wenn das Verschleißmaß erreicht ist,
ersetzen Sie die Hülse.
- Prüfen Sie die Ovalität der unteren
Hülse (X).
Wenn das Verschleißmaß erreicht ist,
ersetzen Sie die Hülse.
- Prüfen Sie die Auflageflächen des
Z
Y
Vorderzylinders (Y) und der Muttern
(Z) auf Beschädigungen.Falls nötig,
entfernen Sie erhöhte Stellen.
3.5 Side rods a nd nuts 3.5 Zuganker und Muttern
- Replace the 4 side rods and nuts
after they have been dismounted
for the third time.
- Note : When replacing a broken
side rod we recommend to replace
also the rod diametrically
opposed.
- Check side rod seat is not damaged.
Remove serious marks only.
- Check thread in side rods. - Prüfen Sie die Zugankergewinde.
- Check thread in nuts. - Prüfen Sie die Gewinde der Muttern.
- Screw nut in side rod by hand. Free
screwing only is acceptable.
- Ersetzen Sie Zuganker und Muttern
nach der dritten Demontage.
- Bemerkung : Ein defekter Zuganker sollte immer zusammen mit
dem ihm schräg g egenüberliegenden ersetzt werden.
- Prüfen Sie die Auflagefläche der Zuganker.
Falls nötig, entfernen Sie erhöhte
Stellen.
- Ziehen Sie die Muttern an. Sie müssen sich mühelos anziehen lassen.
15
Page 16
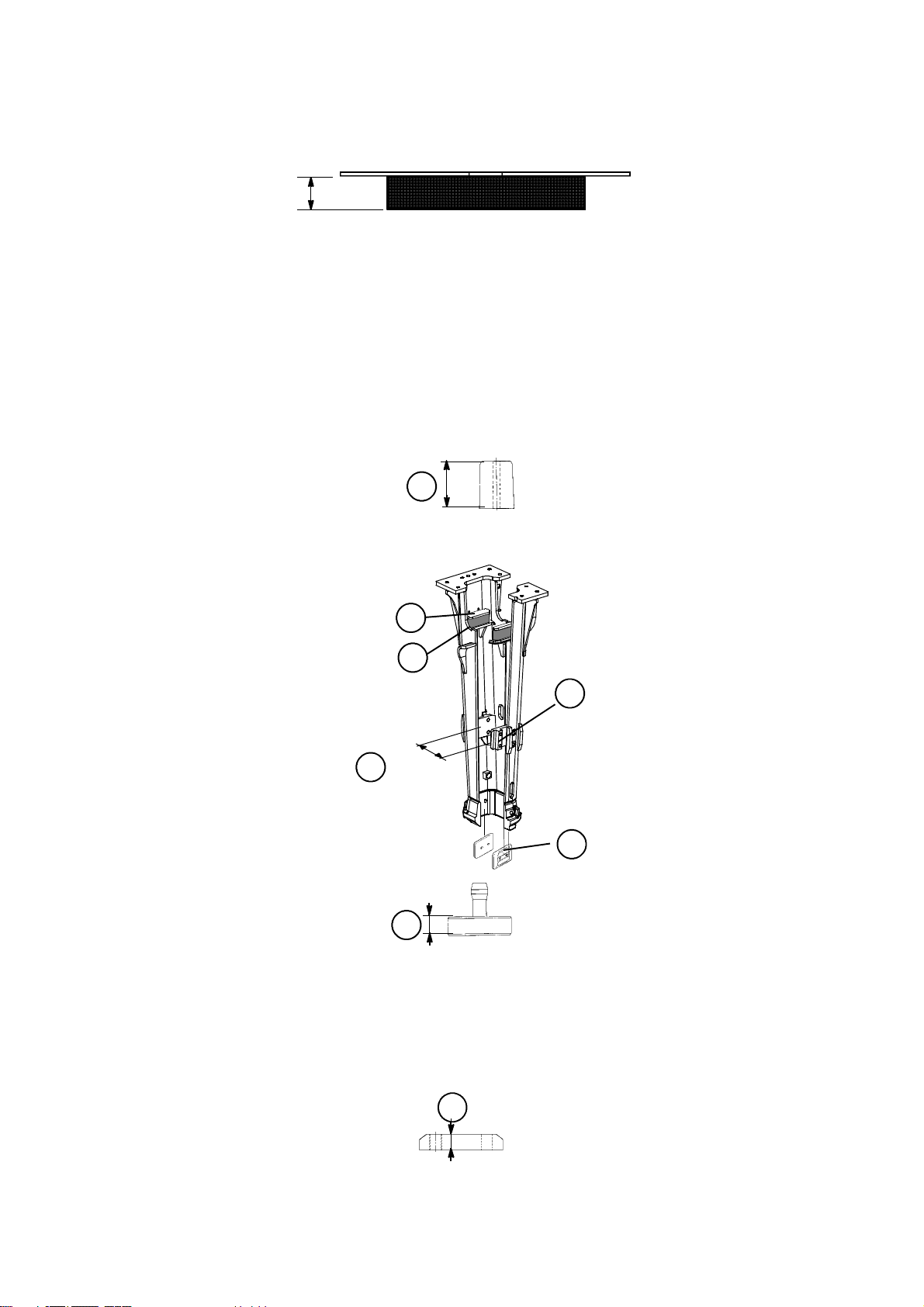
3.6 Suspension 3.6 Stoßdämpfung
mini 55 mm
- Check wear on rubber parts. Replace
the suspension when wear limit is
reached.
- Check the disk for cracks. Replace if
necessary.
- Prüfen Sie den Verschleiß der Gummiteile. Wenn das Verschleißmaß
erreicht ist, ersetzen Sie die Stoßdämpfung.
- Prüfen Sie die Dechscheibe auf
Risse. Falls nötig, ersetzen Sie die
Scheibe.
3.7 Housing 3.7 Hauptgehäuse
- Check housing is not cracked or
damaged.
- Check shock absorbers (AA) are not
cracked or damaged. Replace both if
wear limit is reached.
AA
AA mini = 81 mm
AB
AA
- Prüfen Sie das Hauptgehäuse auf
Risse oder Beschädigungen.
- Prüfen Sie die Stoßdämpferplatten
(AA) auf Risse oder Beschädigungen. Wenn das Verschleißmaß
erreicht ist, ersetzen Sie die beiden
Platten.
- Check steel bars (AB) are not damaged. Replace both if wear limit is
reached.
- Check w earing plates (AC) are not
damaged.
Check the distance (AD) between
plates.
If wear limit is reached, replace the
wearing plates.
- Check w earing plates (AE) are not
damaged. Replace if wear limit is
reached.
AD
maxi. = 228 mm
AB
AB mini = 13 mm
AE
AE mini = 28,5 mm
AC
AE
- Prüfen Sie die Stangen (AB) auf
Beschädigungen. Wenn das Verschleißmaß erreicht ist, ersetzen Sie
die beiden Stangen.
- Prüfen Sie die Verschleißplatten (AC)
auf Beschädigungen. Wenn das Verschleißmaß erreicht ist, ersetzen Sie
diese.
(AD)
- Prüfen Sie die Verschleißplatten (AE)
auf Beschädigungen. Wenn das Verschleißmaß erreicht ist, ersetzen Sie
diese.
16
Page 17

MONTABERT V 1200 inspection report
MONTABERT V 1200 inspektionsbericht
breaker sn / Seriennummer :
Circle parts to be replaced
Markieren Sie die zu ersetzenden T eile
17
Page 18

4REPAIRING 4REPARATUR
4.1 Energy chamber 4.1 Energiespeicher
A
E
D
C
B
- Using the special socket (item 180,
page 43) drain the nitrogen off by
unscrewing the inflating screw (A).
- Loosen the assembling screws (B). - Lösen und entfernen Sie die Zuganker
- Clean the upper and lower flanges. - Nettoyez les flasques supérieur et
- Clean diaphragm groove (C). Check
all bores are not plugged with rubber.
Clean if necessary.
- Check ring seat on upper flange. Perfect seat only is acceptable.
- Clean and check all bolt threads in the
lower flange.
- Clean and check all bolts. - Reinigen und prüfen Sie alle Schrauben.
- Mount a new diaphragm (D). - Montieren Sie eine neue Membran (D).
- Lubricate the diaphragm upper face
with silicon lubricant (MSA 10).
- Senken Sie den Stickstoffdruck im
Energiespeicher durch Lösen der
Füllschraube (A) mittels Schlüssel
(Teil 180, Seite 43).
(B).
inférieur.
- Reinigen Sie den Sitz der Membrannut
(C). Prüfen Sie die Bohrungen auf
Gummirückstände.
- Prüfen Sie den Sitz des Dichtrings am
oberen Flansch. Nur ein fehlerfreier
Sitz ist zulässig.
- Reinigen und prüfen Sie die Gewinde
des unteren Flansches.
- Schmieren Sie die Oberfläche der
Membran mit einem Silikonschmiermittel (MSA 10).
- Mount the upper flange. Grease the
fixing bolt (B) threads with “EM 22”
grease or equivalent (grade NLGI 2,
base lithium).
Do not use “EM 10” grease for this
purpose.
- Tighten the fixing bolts to 300 Nm
(220 ft.lb).
Respect the tightening sequence described below.
- Montieren Sie den oberen Flansch.
Schmieren Sie die Zugstangengewinde (B) mit ”EM 22” oder gleichwertigem Fett (Grad NLGI 2, lithiumgeseift).
Verwenden Sie hier kein ”EM 10”.
- Ziehen Sie die Zuganker mit einem
Anzugsmoment von 300 Nm an.
Beachten Sie die unten beschriebene
Anziehreihenfolge.
18
Page 19

2
16
12
8
43
13
9
5
- Mount a new “ BS ” ring (E). - Montieren Sie einen neuen Ring (E).
- Mount a new inflating screw (A). - Montieren Sie eine neue Füllschraube
6
10
14
7
11
15
1
(A).
4.1.1 Re- filling 4.1.1 Füllen
- WARNING : Only use nitrogen to
re- fill the energy chamber.
- WARNING : Only use the MONTABERT inflation tool (item 160 o r 170,
page 43).
- Check the inflation screw is not
tighten.
- Mount the inflation tool with the
provided screws (cover with threaded
holes) or with the flanges (cover
without threaded holes).
- Make s ure key (1) is well engaged on
the inflation screw head.
- Progressively screw the fixing screws
(2) or the nuts (3) depending on the
mounting.
- Check the flange is resting properly on
the cover.
- WARNUNG : Verwenden Sie aus-
schließlich Stickstoff zum Füllen des
Energiespeichers.
- WARNUNG : Verwenden Sie ausschließlich die Füllvorrichtung von
MONTABERT (Teil 160 oder 170,
Seite 43) zum Füllen des Energiespeichers..
- Prüfen Sie, dass die Füllschraube des
Energiespeichers gelöst ist.
- Montieren Sie die Füllvorrichtung mittels der dafür vorgesehenen Schrauben (Deckel mit Gewindebohrungen)
bzw. mittels Flansch (Deckel ohne
Gewindebohrungen).
- Prüfen Sie, dass sich der Schlüssel (1)
in Eingriff mit der Füllschraube befindet.
- Ziehen Sie, je nach Montage, die
Befestigungsschrauben (2) bzw. die
Muttern (3) nach und nach an.
- Prüfen Sie den korrekten Sitz des Flansches auf dem Deckel.
- Fully tighten setting screw (4). - Ziehen Sie die Stellschraube (4) vollständig an.
- Turn the drain cock (5) off. - Schließen Sie den Entlastungshahn (5).
- Connect the flange to the nitrogen
bottle pressure reducer.
Open the nitrogen bottle and set the
pressure reducer to the required pressure (32.5 bar).
19
- Schließen Sie die Stickstoffflasche
an.Öffnen Sie den Hahn der Stickstoffflasche und stellen Sie das Druckreduzierventil auf den entsprechenden Fülldruck des Akkumulators (32,5 bar) ein.
Page 20

6
1
2
4
3
5
3
- Un- tighten key (1) to open the inflation screw and fill up the energy chamber.
- After the pressure is stabilized, close
the inflation screw.
- Shut the nitrogen bottle off and turn
the drain cock on (5) to relieve pressure from the tool.
- Remove the inflating tool. - Entfernen Sie die Füllvorrichtung.
- Using the wrench (6) tighten the inflation screw to 34 Nm (25 ft.lb).
- Pour some oil in the inflation screw
housing to check the nitrogen is not
leaking.
- Entfernen Sie den Schlüssel (1), um
dieFüllschraubezuöffnen.
- Schließen Sie die Füllschraube nach
der Druckstabilisierung.
- Schließen Sie den Hahn der Stickstoffflasche und öffnen Sie dann den Entlastungshahn (5), um Druck abzulassen.
- Ziehen Sie die Füllschraube mittels
Schlüssel (6) mit einem Anzugsmoment von 34 Nm an.
- Füllen Sie etwas Öl in das Gehäuse
der Füllschraube, um eventuelle Stickstoffleckage festzustellen.
20
Page 21

4.2 Front guide 4.2 Vorderzylinder
4.2.1 Front bushing replacement 4.2.1 Ersetzen der unteren Hülse
AExtraction AEntfernen
- Drill the 2 plastic plugs to remove the
bushing retaining pin (use a 5/8” dia
steel rod to drive the pin out).
86378924
- Slide the extracting flange through the
bushing and swing it into position.
Mount at least 1 half- retainer to hold
the flange.
- Bohren Sie die beiden Kunststoffstopfen aus, um den Haltekeil der Hülse zu
entfernen. Verwenden Sie eine Stange
16 mm zum Heraustreiben des Keils.
86378882
- Schieben Sie den Abziehflansch durch
die Hülse und positionieren Sie ihn
dort.
Montieren Sie mindestens eine Keilhälfte,umdenFlanschzufixieren.
8637890886378890
A
B
- Screw the threaded rod in the extracting flange.
Mount the centering flange, the spacer
and the cylinder (A) mounted on the
nut (B).
- Ziehen Sie die Gewindestange im
Abziehflansch an.Montieren Sie Zentrierflansch, Zwischenstück und den
an der M utter (B) befestigten Zylinder
(A).
21
Page 22

- Screw the nut to bring the cylinder in
position against the spacer.
- Ziehen Sie die Mutter an, bis sich
Zylinder und Zwischenstück berühren.
- Connect the pump hose to the cylinder.
Tightenthedrainscrew(C)ofthe
pump.
Pump to extract the bushing.
- When the cylinder reaches the end of
its stroke, release the pressure by
opening the drain screw (C), the piston cylinder which is spring loaded
retracts by itself.
- Verbinden Sie den Pumpschlauch mit
dem Zylinder.
Schließen Sie die Entlastungsschraube (C) der Pumpe.
FahrenSiedieHülsedurchPumpen
heraus.
B
(C)
- Wenn der Zylinder das Hubende
erreicht hat, senken Sie den Druck
durch Öffnen der Entlastungsschraube
(C). Der Kolben kehrt aufgrund einer
Rückholfeder in die Ausgangsposition
zurück.
- Tighten the nut (B) until it comes in
contact w ith the piston.
Tightenthedrainscrew(C)ofthe
pump and repeat t he last steps until
the bushing becomes free.
- Remove the extractor. - Entfernen Sie die Baugruppe.
- Remove the half- retainer. - Entfernen Sie die Haltekeilhälfte.
- Check the grease hole in the front
guide is not plugged.
Unplug it and clean the groove if
necessary.
- Ziehen Sie die Mutter (B) an, bis sie
den Kolben berührt.
Schließen Sie die Entlastungsschraube (C) der Pumpe und wiederholen Sie die letzten Schritte, bis die
Hülse vollständig herausgefahren ist.
- Prüfen Sie die Schmieröffnung auf
Verstopfungen.Falls nötig, entfernen
Sie Fremdkörper und reinigen Sie
die Vertiefung.
22
Page 23

B Mounting B Montage
- Slide the threaded rod equipped with
the flange inside the front guide.
Mount the 2 half- retainers.
- Mount the new front bushing by hand.
Position it in such a maner that the
bushing grease holes are on both side
of the inlet in the front guide.
- Führen Sie die Schraube mit dem
Abziehflansch in den Vorderzylinder
ein.
Montieren Sie die beiden Keilhälften.
- Montieren Sie die untere Meißelhülse.
Positionieren Sie diese so, dass sich
die Schmieröffnungen auf beiden Seiten des Schmiernippeleinlasses befinden.
- Mount the centering flange, the cylinder centering ring and the cylinder (A)
mounted on the nut (B).
- Screw the nut to bring the cylinder in
position against the centering ring.
- Connect the pump hose to the cylinder.
Tightenthedrainscrew(C)ofthe
pump.
Pump to insert the bushing.
- When the cylinder reaches the end of
its stroke, release the pressure by
opening the drain screw (C), the piston cylinder which is spring loaded
retracts by itself.
- Tighten the nut (B) until it comes in
contact w ith the piston.
Tightenthedrainscrew(A)ofthe
pump and repeat t he last steps until
the bushing is fully inserted.
- Remove the nut, the cylinder, the centering ring, the centering flange and
the t hreaded rod.
- Remove the 2 half- retainers and the
flange.
- Mount the bushing retaining pin and 2
new plastic plugs.
86378890
8637893286378924
- Montieren Sie den Zentrierflansch, das
Zentrierstück des Zylinders und den
an der M utter (B) befestigten Zylinder
(A).
- Ziehen Sie die Mutter an, bis sich
Zylinder und Zentrierstück berühren.
- Verbinden Sie den Pumpschlauch mit
dem Zylinder.Schließen Sie die Entlastungsschraube (C) der Pumpe.
Führen Sie die Hülse durch Pumpen
ein.
- Wenn der Zylinder das Hubende
erreicht hat, senken Sie den Druck
durch Öffnen der Entlastungsschraube
(C). Der Kolben kehrt aufgrund einer
Rückholfeder in die Ausgangsposition
zurück.
- Ziehen Sie die Mutter (B) an, bis sie
den Kolben berührt.
Schließen Sie die Entlastungsschraube (C) der Pumpe und wiederholen Sie die letzten Schritte, bis die
Hülse vollständig eingeführt ist.
- Entfernen Sie Mutter, Zylinder, Zentrierstück, Zentrierflansch und Schraube.
- Entfernen Sie die beiden Keilhälften
und den Flansch.
- Montieren Sie den Haltekeil und die
beiden neuen Kunststoffstopfen.
A
B
23
Page 24

4.2.2 Upper bushing replacement 4.2.2 Ersetzen der oberen Hülse
- The upper bushing replacement can
only be done when the breaker is
stripped.
- DieobereHülsekannnurbei
demontiertem Hammer ersetzt werden.
AExtraction AEntfernen
86378882
86378924
- Slide the extracting flange through the
bushing and swing it into position.
Mount at least 1 half- retainer to hold
the flange.
A
86378908
- Schieben Sie den Abziehflansch durch
die Hülse und positionieren Sie ihn
dort.
Montieren Sie mindestens eine Keilhälfte,umdenFlanschzufixieren.
B
- Screw the threaded rod in the extracting flange.
Mount the spacer and the cylinder (A)
mounted on the nut (B) and proceed
the same way than for front end bushing extraction.
- Check the grease hole in the front
guide is not plugged.
Unplug it and clean the groove if
necessary.
- Ziehen Sie die Gewindestange im
Abziehflansch an.
Montieren Sie das Zwischenstück und
den auf der Mutter (B) befestigten
Zylinder (A) und gehen Sie wie beim
Entfernen der unteren Hülse vor.
- Prüfen Sie die Schmieröffnung auf
Verstopfungen.Falls nötig, entfernen
Sie Fremdkörper und reinigen Sie
die Vertiefung.
24
Page 25

B Mounting B Montage
- Slide the threaded rod equipped with
the extracting flange.
Mount the 2 half- retainers.
- Führen Sie die Schraube mit dem
Abziehflansch in den Vorderzylinder
ein.Montieren Sie die beiden Keilhälften.
- Mount the new bushing by hand.
Position it in such a maner that the
bushing grease holes are on both side
of the inlet in the front guide.
A
B
- Mount the flange, the cylinder centering ring and the cylinder (A) mounted
on the nut (B) and proceed the same
way than to insert the front end bushing.
86378890
- Montieren Sie die Meißelhülse.
Positionieren Sie diese so, dass sich
die Schmieröffnungen auf beiden Seiten des Schmiernippeleinlasses befinden.
863788828637892486378932
- Montieren Sie den Flansch des Einstekkendes, das Zentrierstück des Zylinders
und den auf der Mutter (B) befestigten
Zylinder (A) und gehen Sie wie beim
Einführen der unteren Hülse vor.
25
Page 26

4.3 Shank thrust 4.3 Anschlagring
4.3.1 Shank thrust replacement 4.3.1 Ersetzen des Anschlags
- The shank thrust replacement can
only be done when the breaker is
stripped.
- Der Anschlagring kann nur mit
demontiertem Hammer ersetzt werden.
AExtraction AEntfernen
- Slide the threaded rod equipped with
theextractingflangeinsidethecylinder.
86378916 86378908
- Mount the spacer and the cylinder (A)
mounted on the nut (B) and proceed
the same way than for front end bushing extraction.
- Führen Sie die Schraube mit dem
Abziehflansch in den Zylinder ein.
A
B
- Montieren Sie das Zwischenstück und
den auf der Mutter (B) befestigten
Zylinder (A) und gehen Sie wie beim
Entfernen der unteren Hülse vor.
B Mounting B Montage
A
B
- Mount the new shank thrust by hand. - Montieren Sie den Anschlag.
Mind the orientation.-Beachten Sie die Montageposition.
- Slide the threaded rod equipped with
the mounting flange.
- Mount the cylinder centering ring and
the cylinder (A) mounted on the nut
(B) and proceed the same way than to
insert the front end bushing.
86378932
- Führen Sie die Schraube mit dem
Montageflansch in den Zylinder ein.
- Montieren Sie das Zentrierstück des
Zylinders und den auf der Mutter (B)
befestigten Zylinder (A) und gehen Sie
wie beim Einführen der unteren Hülse
vor.
86598794
26
Page 27

4.4 Housing 4.4 Hauptgehäuse
4.4.1 Welded beam repairs 4.4.1 Ausbessern der Schweißnähte
- If necessary :
Widen the crack by grinding
(deepen progressively so that to
obtain a slope on each face of the
ground area).
Re- weld in multi- pass welding.
- Housing welding procedure
Welding in semi - automatic mode.
Gaz ATAL 5.
Welding wire SAF NIC 70 A or
equivalent (DIN 8559 SG2, AWS SFA
518 E 70 S6).
Wire diameter 12/10 mm.
Intensity 330 Amp, Voltage 34 Volts.
Welding rate 40 cm/min.
- Falls nötig :
Vergrößern Sie den Riss durch
Schleifen. Schleifen Sie zunehmend
tiefer, so dass Sie auf beiden Seiten
eine Schräge erhalten.
Schweißen Sie erneut (Mehrlagen-
schweißen).
- Gehäuseschweißanleitung
Schweißen Sie im halbautomatischen
Modus.
Gas : AT AL 20 % CO
Schweißdraht vom T y p SAF NIC 70 A
oder gleichwertiger Draht (DIN 8559 SG2,
AWS SFA 518 E 70 S6)
Drahtdurchmesser : 12/10 mm
Stromstärke : 330 A, Spannung : 34 V
Schweißgeschwindigkeit : 40 cm/min.
2
STANDARD HOUSING
BERCEAU STANDARD
SOUNDPROOF HOUSING
BERCEAU INSONORISE
27
Page 28

4.4.2 Front protection 4.4.2 Vorderschutzblech
- If necessary re - weld the shield in
accordance with the following dimensions.
50 mm
57 mm57 mm
STANDARD SOUNDPROOF
127 mm
82 mm
50 mm
- Falls nötig, nehmen Sie eine Aufschweißung des Schildes entsprechend den
unten abgebildeten Maßen vor.
296 mm
127 mm
346 mm
82 mm
57 mm57 mm
INSONORISE
- Shield welding procedure
Plate pre - heating to 100º C.
Welding in semi - automatic mode.
Gaz CO
2
.
Welding wire SAF Dual 127 or
equivalent (class ER 70T2 or ER 71T5
as per AWS A5.20).
Wire diameter 16/10 mm.
Intensity 360 Amp, Voltage 39 Volts.
Welding rate 42 cm/min.
- Schildschweißanleitung
Erwärmen Sie das Schild auf 100° C.
Schweißen Sie im halbautomatischen
Modus.
Gas : CO
2
Schweißdraht vom T yp SAF Dual 127
oder gleichwertiger Draht (Klasse ER
70T2 oder ER 71T5 gemäß AWS A5.20).
Drahtdurchmesser : 16/10 mm
Stromstärke : 360 A, Spannung : 39 V
Schweißgeschwindigkeit : 42 cm/min.
28
Page 29

4.4.3 Mounting of wearing plates
4.4.3 Montage der
Verschleißplatten
- Put some Loctite 270 on the last screw
threads.
- Mount the lock washers (the notched
face of the washers must face both
together).
- After mounting of wearing plates,
tighten the fixing screws to 900 Nm
(665 ft.lb).
- Sichern Sie die Enden der Schraubengewinde mit Loctite 270.
- Montieren Sie die Zahnscheiben so,
dass die gezahnten Flächen einander
gegenüberliegen.
- Ziehen Sie die Befestigungsschrauben
nach Montage der Verschleißplatten
mit einem Anzugsmoment von 900 Nm
an.
29
Page 30

5ASSEMBLING 5MONTAGE
- All parts must be clean and oiled with
hydraulic oil at the time they are
mounted.
- Place the front guide on the assembling
support placed on the floor.
- Mount the locating pin on the front guide.
Fig. A
- Grease nut threads with “EM 10” grease.
Mount the nuts on their original position.
hole 1, nut 1,
hole 2, nut 2 ...
Fig. B
- Wrap an adhesive tape around the front
guide to prevent nuts from falling.
- Screw the lifting tool (page 46) in the
assembling support.
Lift the complete assembly from the floor
and place it in the pit.
Remove the lifting tool.
- Alle Teile müssen vor der Montage
gereinigt und mit Hydrauliköl
gefettet werden.
- Platzieren Sie den Vorderzylinder auf
der M ontagehalterung am Boden.
A
B
- Montieren Sie den Passstift am
Vorderzylinder.
Abb. A
- Schmieren Sie die Gewinde der
Muttern mit ”EM 10”.
Montieren Sie die Muttern an den
entsprechenden Stellen :
Aussparung 1, Mutter 1
Aussparung 2, Mutter 2 .. .
Abb. B
- Befestigen Sie die Muttern mittels
Klebeband am Vorderzylinder.
- Befestigen Sie die Hebevorrichtung
(Seite 46) in der Montagehalterung.
Heben Sie die Halterung an und
positionieren Sie diese in der
Vertiefung.
Entfernen Sie die Hebevorrichtung.
- Use the special tool (item 150, page 43)
to mount the two lip seals in the
cylinder :
Mount the seal on the tool (lips
oriented towards the tool or towards
the outside depending of the seal
position when mounted).
Rotate the handles to deform the
seal. Fig. C
Mount the seal in the proper groove
of the cylinder.
Fig. D
Mind the orientation.
Release the seal by rotating the
handles in the reverse direction.
Using a plastic rod, re- shape the
seal.
- Setzen Sie die beiden
Lippendichtungen mittels
Spezialwerkzeug (Teil 150, Seite 43) in
den Zylinder ein :
Befestigen Sie die Dichtung am
Werkzeug (je nach Endposition der
Dichtung mit den Lippen in
Richtung Werkzeug oder nach
außen).
Drehen Sie die Griffe, um die
C
D
Dichtung entsprechend zu
verformen. Abb. C
Setzen Sie die Dichtung in die dafür
vorgesehene Nut im Zylinder ein.
Abb. D
Beachten Sie die
Montageposition.
Geben Sie die Dichtung durch
Drehen der Griffe in umgekehrter
Richtung frei.
Bringen Sie die Dichtung mittels
Kunststoffstange in die
entsprechende Form.
30
Page 31

- If the break er is not to be pressurized,
mount the plug.
Fig. E
- Montieren Sie den Stopfen, wenn der
Hammer nicht unter Druck stehen soll.
Abb. E
E
- Mount the cylinder.
Fig. F
- Mount the locating pin on the cylinder.
Fig. G
- Using the piston lifting tool (page 46),
mount the piston in the cylinder.
Remove the lifting tool.
Fig. H
Use a plasticsledge hammer to drive the
piston to the end.
- Mount the thrust piston.
Fig. I
F
G
H
Threaded hole
Gewindebohrung
- Montieren Sie den Zylinder.
Abb. F
- Montieren Sie den Passstift am
Zylinder.
Abb. G
- SetzenSiedenKolbenmittels
Hebevorrichtung (Seite 46) in den
Zylinder ein.
Entfernen Sie die Hebevorrichtung.
Abb. H
Treiben Sie den Zylinder mittels
Kunststoffhammer bis zum Anschlag.
- Montieren Sie den Tauchkolben.
Abb. I
The thrust piston must be well
centralized into the piston.
- Mount and grease O’ring and tight seal
on the spacer.
Fig. J
- Mount the spacer.
Fig. K
Use a plasticsledge hammer to drive the
spacer to the end.
Der Tauchkolben muss mittig im
Kolben positioniert sein.
I
- Schmieren Sie O- Ring und Dichtung
und setzen Sie diese in das
Zwischenstück ein.
Abb. J
J
- Montieren Sie das Zwischenstück.
Abb. K
Treiben Sie das Zwischenstück mittels
Kunststoffhammer bis zum Anschlag.
K
31
Page 32

- Prior to assembling, carefully clean the
thrust piston guide seat (A) and
corresponding surface of the spacer.
Fig. L
L
A
- Reinigen Sie die Auflagefläche (A) des
Zylinderkopfes, sowie die
entsprechende Fläche des
Zwischenstücks gründlich vor der
Montage.
Abb. L
- Mount the thrust piston guide :
align the holes of the thrustpiston onthe
hole of the spacer.
Fig. M
- Use a plastic sledge hammer to drive the
guide to the end.
Fig. N
- Mount the pin.
Fig. O
- Mount thedistributionslide into the thrust
piston guide.
Fig. P
M
N
O
P
- Montieren Sie den Zylinderkopf.
Die Zylinderkopfbohrungen und die
Bohrungen des Zwischenstücks
müssen fluchten.
Abb. M
- Treiben Sie den Zylinderkopf mittels
Kunststoffhammer bis zum Anschlag.
Abb. N
- Montieren Sie den Zyl.- Stift.
Abb. O
- Montieren Sie den Regulierstift der
Steuerung am Zylinderkopf.
Abb. P
- Mount the liner with the O’ring, on the
slide.
Fig. Q
- Mount the upper liner in the overpressure
valve.
Fig. R
32
Q
R
- Setzen Sie die Führung mit O- Ring
auf den Regulierstift.
Abb. Q
- Setzen Sie die obere Führung in das
Ventil ein.
Abb. R
Page 33

- Mount the upper liner / overpressure
assembly.
Mount the positioning pin on the
cylinder.
Fig. S
S
- Montieren Sie die aus oberer Führung
und Ventil bestehende Baugruppe.
Montieren Sie den Passstift am
Zylinder.
Abb. S
- Assemblethecompletevalves
- springs,
- spring guides at both ends,
-valves.
Fig. T
- Mount in the back head :
-O’ring(A)
- the complete valves
- O’rings (B).
Usegreasetoholdthevalvesand
O’rings in their housing.
Fig. U
- Mount the back head.
Fig. V
T
A
U
B
V
- Montieren Sie die Ventilbaugruppen :
-dieFedern
- die Federführungen (an beiden
Enden)
- die Ventile.
Abb. T
-SetzenSie
- den O- Ring (A)
- die Ventilbaugruppen
- die O- Ringe (B)
in das Kopfteil ein.
Verwenden Sie Schmiermittel, um die
Ventile und Dichtungen in deren
Gehäuse zu fixieren
Abb. U
- Montieren Sie das Kopfteil.
Abb. V
- When mounting the back head, be sure
the 2 valves are in place. If necessary
hold them.
Fig. W
- Plug the back head to prevent particles
entering.
Fig. X
33
W
X
- Achten Sie während der Montage
des Kopfteils auf die korrekte
Position der beiden Ventile.
Abb. W
- Verstopfen Sie das Kopfteil, um das
Eindringen von Fremdkörpern zu
verhindern.
Abb. X
Page 34

- Greasesiderodsseatwith“EM10”
grease.
Fig. Y
Y
- Schmieren Sie die Auflageflächen der
Schrauben mit ”EM 10”.
Abb. Y
- Greasesiderodthreadswith“EM10”
grease.
Fig. Z
- Mount the 4 side rods on their original
position. Avoid any shock against nuts.
Fig. AA
- Using a torque wrench, tighten in a
criss- cross pattern the 4 side rods to
400 Nm (295 ft.lb) toproperly position all
parts. Fig. AB
Then, loosen the 4 side rods.
- Using a torque wrench, pre- tighten in a
criss- cross pattern the 4 side rods to
200 Nm (150 ft.lb).
Correct the rod head position, aligning
the closest notche with the one on the
back head :
- by Loosening the rod if the closest
notch is further than the back head
notch (A),
- by tightening the rod a little more
if the closest notch has not reach the
back head notch (B).
Fig. AC
Z
AA
AB
AC
A
B
- Schmieren Sie die Schraubengewinde
mit ”EM 10”.
Abb. Z
- Montieren Sie die vier Zuganker an
den entsprechenden Stellen.
Vermeiden Sie dabei jeglichen Stoß
gegen die Muttern.
Abb. AA
- Ziehen Sie die vier Zuganker mittels
Drehmomentschlüssel über Kreuz und
mit einem Drehmoment von 400 Nm
an, um alle Teile zu fixieren.
Abb. AB
Lösen Sie dann die vier Schrauben.
- Ziehen Sie jede Schraube mittels
Drehmomentschlüssel über Kreuz und
mit einem Anzugsmoment von 200 Nm
lose an.
Positionieren Sie den Schraubenkopf
so, dass die am nächsten liegende
Markierung und die Markierung am
Kopfteil fluchten.
- Wenn die am nächsten liegende
Markierung hinter der Markierung des
Kopfteils liegt, lösen Sie die Schraube
(A).
- Wenn die am nächsten liegende
Markierung vor der Markierung des
Kopfteils liegt, ziehen Sie die Schraube
an (B).
Abb. AC
34
Page 35

- Using a pneumatic or hydraulic wrench
tighten the side rods for 5/6 of an
additional turn. Fig. AD
Proceed in 2 steps :
- Tighten in a criss- cross pattern the
4 rods for 3 flats (1/2 turn).
- Then tighten in a criss- crosspattern
the 4 rods for the 2 remaining flats+15º.
Then, untighten the s crew to re- a lign
the notches (this allow to un - twist the
tie rods).
AD
- Ziehen Sie die Zuganker mittels
Pneumatik- oder Hydraulikschlüssel
um eine zusätzliche 5/6
Schraubendrehung an.
Abb. AD
Gehen Sie in zwei Schritten vor :
- Ziehen Sie die vier Anker über
Kreuz um eine halbe Drehung an.
- Ziehen Sie dann die vier Anker über
Kreuz um die restliche 1/3 Drehung
+15° an. Lösen Sie die Schrauben,
um die Markierungen entsprechend zu
positionieren.
Never use a hammering wrench for
side rods tightening.
- Mount the O’ring on the distribution box.
Fig. AE
- Mount the distribution box.
Fig. AF
- Use a plastic sledge hammer to drive the
distribution box to the end.
Fig. AG
AE
AF
AG
Verwenden Sie auf keinen Fall einen
Schlagschlüssel zum Anziehen der
Zuganker.
- SetzenSiedenO- Ringindas
Schiebergehäuse ein.
Abb. AE
- Montieren Sie das Schiebergehäuse.
Abb. AF
- Treiben Sie das Schiebergehäuse
mittels Kunststoffhammer bis zum
Anschlag.
Abb. AG
- Mount the distributor.
Fig. AH
- Mount the nylon ring and the O’ring.
Fig. AI
35
AH
AI
- Montieren Sie den Steuerschieber.
Abb. AH
- Montieren Sie Nylonring und O- Ring.
Abb. AI
Page 36

- Greaseallthepartscoveredbythe
energy chamber.
Fig. AJ
AJ
- Schmieren Sie alle später vom
Energiespeicher bedeckten Teile.
Abb. AJ
- Mount the energy chamber.
Fig. AK
- Grease the bolt threads with “EM 22”
grease or equivalent (grade NLGI 2,
base lithium)t.
Mount the disk.
Tighten screws to 650 Nm (480 ft.lb).
Fig. AL
- Grease and mount the O’ring in the HP
swivel.
Mount the swivel.
Mount the O’ring a nd the seal on the
plug.
Mind the orientation.
Mount the slide in the plug.
Mountthecompleteassy.
Tighten the plug to 650 Nm (480 ft.lb).
Fig. AM
AK
AL
AM
- Montieren Sie den Energiespeicher.
Abb. AK
- Schmieren Sie die Schraubengewinde
mit ”EM 22” oder gleichwertigem Fett
(Grad NLGI 2, lithiumgeseift).
Montieren Sie die Scheibe.
Ziehen Sie die Befestigungsschrauben
mit einem Anzugsmoment von 650 Nm
an.
Abb. AL
- Schmieren Sie die O- Ringe und
setzen Sie diese in den
HD- Schwenkanschluss ein.
Montieren Sie den Schwenkanschluss.
Montieren Sie Oy- Ring und
Lippendichtung am Stopfen.
Beachten Sie die Montageposition.
Montieren Sie den Regulierstift am
Stopfen.
Montieren Sie die Baugruppe.
Ziehen Sie den Stopfen mit einem
Anzugsmoment von 650 Nm an.
Abb. AM
- Mount the BP slide.
Grease and mount O’rings in the knee
piece.
Mount the knee piece.
Mount the O’ring on the plug. Mount the
adjusting shims, the spring thrust, the
spring in the plug.
Mountthecompleteassy.
Tighten the plug to 650 Nm (480 ft.lb).
Fig. AN
36
AN
- Montieren Sie den ND- R egulierstift.
Schmieren Sie die O- Ringe und
setzen Sie diese in den
Schwenkanschluss ein.
Montieren Sie den Schwenkanschluss.
Montieren Sie den O- Ring am
Stopfen.
Montieren Sie Einstellscheiben,
Federanschlag und Feder am Stopfen.
Montieren Sie die Baugruppe.
Ziehen Sie den Stopfen mit einem
Anzugsmoment von 650 Nm an.
Abb. AN
Page 37

- Remove the adhesive tape wrapped
around the front guide.
- Entfernen Sie das Klebeband vom
Vorderzylinder.
- Grease the disk upper face.
- Mount the breaker in its housing. - Setzen Sie den Hammer in dessen
- Mount the upper suspension. - Montieren Sie die obere
- Mount the fixing cap. - Montieren Sie die Anbauplatte.
- Mount the lock washers (the notched
face of the washers must face both
together).
- Schmieren Sie den oberen Teil der
Dechscheibe
Gehäuse ein.
Stoßdämpfung.
- Montieren Sie die Zahnscheiben so,
daß die gezahnten Flächen ineinander
greifen.
- Tighten the bolts to 650 Nm (480 ft.lb). - Ziehen Sie die Schrauben mit einem
Anzugsmoment von 650 Nm an.
37
Page 38

Page 39

2012
39
86734274
Page 40

Page 41

MONTABERT V 1200 at a glance
MONTABERT V 1200 im Überblick
SEAL PACKAGE / DICHTUNGSSATZ : 86622677
86447182 x 9
650 Nm
480 ft.lb
86617826 x 4
86447356
86268786
86390879
86490687
86375193
650 Nm
480 ft.lb
86349883 86228970
HP
BP/LP
86400413
650 Nm
480 ft.lb
86349883
86228970
400 Nm anziehen
+Lösen
+200 Nm anziehen
+zusätzliche 5/6 Drehung
34 Nm
25 ft.lb
3,25 Mpa
32,5 bar
300 Nm
220 ft.lb
86487139
Pre- tightening 295 ft.lb
+Loosening
+Tightening 150 ft.lb
+5/6 of an additional turn
86352481
86280286
41
Page 42

Tooling
Werkzeugausstattung
LP
ND
30
190
10
180
170
90
20
160
HP
HD
HP
HD
LP
ND
40
80
50 60 70
100
110
210
220
42
120
130
140
200
150
Page 43

Tooling
Werkzeugausstattung
Item CPN Qty Part name Bezeichnung Page
10 86720893 1 Hydraulic tester Hydraulikprüfvorrichtung
20 86424090 1 HP/LP pressure checking device Hydraulikdruckprüfvorrichtung
30 86424108 1 Energy chamber nitrogen pressure
check tool
40 86656519 1 HP hand pump HD- Handpumpe
50 86266251 1 Helicoïl thread extracting tool Gewindeeinsatzabzieher
60 86380813 1 Tap for helicoïl thread housing Gewindebohrer für Gewindeeinsatz-
70 86266269 1 Helicoïl thread driving tool Montagevorrichtung für Gewindeein-
80 86622818 1 Spaner Schlüssel
Bushing hydraulic extractor : Hydraulikabzieher :
90 86490778 1 /common parts /gemeinsame Teile
100 86424066 1 /specific parts /Spezialteile
1 10 86452174 1 /HP pump /HD- Pumpe
120 86409943 1 Piston lifting tool Kolbenschieber
130 86356763 1 Thrust piston guide extractor Zylinderkopfabzieher
140 86357175 1 Shank thrust wear gauge Lehre zur Prüfung des Anschla-
Prüfvorrichtung für Energiespeicherfülldruck
gehäuse
satz
gringverschleißes
150 86496023 1 Lip seal mounting tool Dichtungsmontagevorrichtung
160 86489572 1 Inflation kit including : Füllvorrichtungbestehend aus :
170 86490364 1 ( Inflation tool including : ( Füllvorrichtung bestehend aus :
180 86338928 1 * Spanner * Schlüssel
190 86745981 1 Nitrogen pressure reducer Stickstoffdruckreduzierventil
200 86629631 1 Rust protector wax Rostschutzwachs
For breaker delivery
lubricating
210 86261328 1 Grease hand pump Fettpresse
220 86476314 1 Grease cartridge (EM 22) Fettkartusche (EM 22)
station
without
Für Hämmer
Schmierzentrale
ohne
43
Page 44

Assembling support
Montagehalterung
All dimensions are millimeters.
Alle Abmessungen sind in Millimeter.
Ø85
230
==
20
0
-0,2
400 440
1” UNF - 12
50
2sameplates
2gleichePlatten
60 25
2
40
30°
270 ± 0,2
==
300
Ø70
20
400
430
Same pit for all models of breaker.
Dieselbe Vertiefung für alle Hammermodelle.
Lpiece80x8
L- Stück 80 x 8
7
2xØ13
4 tubes 100 x 100 thick 8
4 Rohre 100 x 100 dick 8
400
430
450 x 450
Anchoring into concrete.
Verankerung in Beton.
depth 850.
Tiefe 850
44
Page 45

Adaptation kit
Adaptionsvorrichtung
All dimensions are millimeters.
Alle Abmessungen sind in Millimeter.
Ø20 (holeforhandling)
(Bohrung für Hebevorrichtung)
2
Ø 120
30°
30
Ø 85,2
450
+0,25
0
45
Page 46

Lifting accessory
Hebezusatzausrüstung
Handling : Strike piston
assembling support
Hebevorrichtung : Schlagkolben
Montagehalterung
Lifting hook
Hebehaken
welding
Schweißbereich
45
3
Ø30
useful
hilfreich
Ø23
-0,2
20°
500
20°
+5
0
0
2605
Ø 1” - UNF- 12f
46
Page 47

Long term storage
Langzeitlagerung
- Washthebreaker. - ReinigenSiedenHammer.
- Remove the tool. - Entfernen Sie den Meißel.
- Cleananddrytheinsideofthefront
guide.
- Loosen the LP swivel plug and
remove the plug, the spring, the pin
and the adjusting shims.
Remove the slide.
Fig. A
- Reinigen und trocknen Sie die
Innenflächen des Vorderzylinders.
A
B
- Lösen und entfernen Sie den Stopfen
des ND- Schwenkanschlusses und
entfernen Sie die aus Stopfen, Feder,
Stift und Einstellscheiben bestehende
Baugruppe.
EntfernenSiedenRegulierstift.
Abb.A
A
- Using the tool retainers, mount the
piston pushing tool (item 120, page
43) in the front guide.
Tightenscrew(A)topushthepiston
back in the cylinder.
Fig. B
- Take all necessary steps to recuperate
leaking oil when removing the plug
and pushing the piston back.
- Mount the BP slide, the adjusting
shims, the spring thrust, the spring
and the plug.
Tighten the plug to 650 Nm (480 ft.lb).
Fig. C
- Remove the piston pushing tool. - Entfernen Sie den Kolbenschieber.
- Place the breaker on a crate. The
breaker front end must be slightly
raised.
C
- Befestigen Sie den Kolbenschieber
(Teil 120, Seite 43) mittels Haltekeile
am Vorderzylinder.Schieben Sie durch
Anziehen der Schraube (A) den KolbenindenZylinder.
Abb.B
- TreffenSieallenotwendigenMaßnahmen, um bei der Demontage des Stopfens und der erneuten Montage des
Kolbens austretendes Öl aufzufangen.
- Montieren Sie HD- Regulierstift, Einstellscheiben, Federanschlag, Feder
und Stopfen.Ziehen Sie den Stopfen
mit einem Anzugsmoment von 650 Nm
an.
Abb.C
- Positionieren Sie den Hammer auf
einer Unterlage. Das vordere Ende des
Hammers muss leicht erhöht sein.
47
Page 48

Long term storage
Langzeitlagerung
- Grease the inside of the front guide. - Schmieren Sie die Innenflächen des
Vorderzylinders.
- Mount the tool retainer and the
corresponding plastic plug.
- Plug the front guide, using the plastic
plug provided with the breaker (refer
to parts list).
Fig. D
- Grease the tool shank. - Schmieren Sie das Meißeleinstec-
- Cover the breaker with a protection
cover.
Fig. E
D
- Montieren Sie die Haltekeile und die
Haltekeilstopfen.
- Verschließen Sie den Vorderzylinder
mit dem zum Hammer gehörigen
Kunststoffstopfen.
Abb.D
kende.
- Legen Sie eine Schutzabdeckung über
den Hammer.
Abb.E
E
48
Page 49

Breaker pressurization (Montabert V 1200)
Hammerluftspülung (Montabert V 1200)
- The breaker front guide pressurization
is compulsory :
S for underwater operation, as soon
asthefrontguideisimmersed,
S each time debris can enter inside
the breaker (mass excavation or
scaling in tunnel for example).
- The breaker must be equipped with the
pressurization kit provided as a n
option (refer to breaker manual
operation chapter 11 for part number).
- Die Luftspülung des Vorderzylinders ist
unbedingt notwendig :
S bei Unterwassereinsatz, sobald
der Vorderzylinder ins Wasser
getaucht wird
S jedes Mal, wenn Gesteinssplitter
in den Vorderzylinder eindringen
könnten (z. B. bei Sprengarbeiten oder
beim Putzen von Felswänden).
- DerHammermussmitderalsZusatzausrüstung gelieferten Luftspülvorrichtung ausgerüstet sein (Teilenummer finden Sie in Kapitel 11 der
Betriebsanleitung des Hammers).
- Connect the breaker to the compressor
with an air hose of 1” ID.
- The compressor must be sized to
deliver 1 m
3
/ min. (35 cfm) at 0.2 Mpa
(2bar)+0.1Mpa(1bar)(30+15psi)
per each 10 meters of water height.
- Verbinden Sie Hammer und Kompressor mittels Luftschlauch mit 1” Innendurchmesser.
- Der verwendete Kompressor muss eine
Leistung von 1 m
3
/min bei einem
Druck von 0.2Mpa (2 bar) + 0.1Mpa
(1 bar) für je 10 m Eintauchtiefen liefern.
49
Page 50

Page 51

Page 52

203 Route de Grenoble
CS 80097
69805 SAINT PRIEST
France
www.montabert.com
 Loading...
Loading...